Моделирование автоклава с ПИД-регулятором
Федеральное агентство по образованию Российской Федерации
Воронежская Государственная Технологическая Академия
Кафедра «ИУС»
Курсовой проект
по курсу: Автоматизация технологических процессов
Автор работы
группа А-074
Специальность
230201 «Информационные системы и технологии»
Обозначение проекта:
КП-02068108-230201-2010
Руководитель
Б. А. Голоденко
Воронеж 2010
Содержание пояснительной записки
Введение
1. Технологический процесс. Автоматическое регулирование. Виды и преимущества регуляторов. ПИД-регулятор. Автоклав
2. S-модель автоклава с ПИД-регулятором
3. Вычислительный эксперимент
Заключение
Список литературы
Введение
Современный этап развития автоматизации технологических процессов характеризуется усложнением задач автоматического регулирования и управления, значительным увеличением числа регулируемых параметров, совершенствованием разработанных и созданием новых функциональных элементов систем непрерывного и дискретного действия, а также повышением точности регулирования на основе применения средств микропроцессорной техники и микроЭВМ.
Объективная необходимость повышения производительности труда, экономии сырья и рабочей силы на предприятиях пищевой промышленности требует автоматизации производственных процессов и, в частности, создания и использования автоматизированных систем управления технологическими процессами.
Возможность и уровень автоматизации пищевых производств зависят от многих факторов и предпосылок: характера и степени непрерывности технологического процесса, уровня механизации, характеристик системы управления, наличия их математической модели и алгоритмов функционирования и др.
К особенностям автоматизации пищевых производств относятся следующие: сочетания непрерывных и циклических процессов, значительные колебания свойств исходного сырья, недостаточная изученность, во многих случаях - отсутствие как математического описания технологических процессов и pa6oты технологического оборудования, так и необходимой аппаратуры автоматики.
В производстве пищевой продукции можно выделить три аспекта. Первый аспект связан с управлением процессами, в основе которых лежат изменения физико-химических свойств или геометрических размеров исходного сырья. В этом случае задача управления сводится к измерению, контролю и регулированию физико-химических параметров, характеризующих протекание технологического процесса. Второй аспект связан с управлением технологическим оборудованием, которое должно обеспечивать протекание процессов в оптимальном режиме. Третий аспект включает вопросы автоматизации процессов обслуживания технологического оборудования.
Объем автоматизации технологических процессов определяется тремя факторами: необходимостью, экономической целесообразностью и экологией окружающей среды. К первому фактору относится автоматизация технологических процессов, которыми человек не в состоянии управлять. Средства автоматизации, применение которых обусловлено необходимостью не учитываются при оценке экономической эффективности, при определении рационального объема автоматизации. Второй фактор - экономическая эффективность - поддается расчету и позволяет оценить экономическую эффективность внедрения средств автоматизации с учетом социальных вопросов улучшения условий труда обслуживающего персонала. Следует отметить, что автоматизация процессов практически всегда способствует положительному решению вопросов экологии, так как все автоматизированные процессы при правильной настройке средств автоматики протекают в оптимальных режимах.
1. Технологический процесс. Автоматическое регулирование. Виды и преимущества регуляторов. ПИД-регулятор. Автоклав
Основные определения
Объект управления (ОУ) или объект регулирования – устройство, требуемый режим работы которого должен поддерживаться извне специально организованными управляющими воздействиями.
Управление – формирование управляющих воздействий по определенному закону, обеспечивающих требуемый режим работы ОУ.
Автоматическое управление – управление, осуществляемое без непосредственного участия человека.
Задача регулирования – доведение выходной величины объекта регулирования до заранее определенного значения и удержания ее на данном значении с учетом влияния возмущающих воздействий.
Система автоматического регулирования (САР) – автоматическая система с замкнутой цепью воздействия (см. рис Структурная схема простейшей системы регулирования), в котором управление Y вырабатывается в результате сравнения истинного значения (PV=X) с заданным значением SP. Основное назначение САР заключается в поддержании заданного постоянного значения регулируемого параметра или изменение его по определенному закону.
Выходное воздействие (Y) – воздействие, выдаваемое на выходе системы управления или устройства регулирования. В литературе по автоматизации также встречаются аббревиатуры, соответствующие данному определению:
Задающее воздействие – воздействие на систему, определяющее требуемый закон изменения регулируемой величины.
Возмущающее воздействие – воздействие, стремящееся нарушить функциональную связь между задающим воздействием и регулируемой величиной.
Обра́тная связь — это процесс, приводящий к тому, что результат функционирования какой-либо системы влияет на параметры, от которых зависит функционирование этой системы. Другими словами, на вход системы подаётся сигнал, пропорциональный её выходному сигналу (или, в общем случае, являющийся функцией этого сигнала). Часто это делается преднамеренно, чтобы повлиять на динамику функционирования системы.
Различают положительную и отрицательную обратную связь. Отрицательная обратная связь изменяет входной сигнал таким образом, чтобы противодействовать изменению выходного сигнала. Это делает систему более устойчивой к случайному изменению параметров. Положительная обратная связь, наоборот, усиливает изменение выходного сигнала. Системы с сильной положительной обратной связью проявляют тенденцию к неустойчивости, в них могут возникать незатухающие колебания, т.е. система становится генератором.
Регулятор — в теории управления устройство, которое следит за работой объекта управления как системы и вырабатывает для неё управляющие сигналы. Регуляторы следят за изменением некоторых параметров объекта управления (непосредственно, либо с помощью наблюдателей) и реагируют на их изменение с помощью некоторых алгоритмов управления в соответствии с заданным качеством управления. Содержание
Сущность технологического процесса
Различают производственный процесс и технологический процесс. Производственный процесс включает в себя все без исключения работы, связанные с изготовлением изделий на предприятии. В производственный процесс входят обработка материала (сырья) с целью превращения его в изделия (продукцию), выпускаемые заводом; работы по доставке, хранению и распределению сырья; изготовление и ремонт инструментов: ремонт оборудования; снабжение электроэнергией, светом, теплом, паром и т. д.
Технологический процесс охватывает работы, непосредственно связанные с превращением сырья в готовую продукцию. Технологический процесс — основная часть производства (производственного процесса).
Технологический процесс состоит из целого ряда производственных операций, которые выполняются в строго определенной последовательности. Производственной операцией называется часть технологического процесса, выполняемая на определенном рабочем месте определенным инструментом или на определенном оборудовании.
Операции следуют в технологическом процессе в строго установленном порядке. Например, за разметкой следует раскрой досок на заготовки для деталей, далее идет строгание, оторцовывание, выработка шипов, выдалбливание гнезд и т. д. Никто не станет запиливать шипы у нестроганых деталей или шлифовать деталь, прежде чем ей не придана окончательная форма строганием.
Степень пооперационной расчлененности технологического процесса зависит от объема работы по изготовлению данного изделия, от количества рабочих, занятых изготовлением изделия, от размеров производственного помещения (рабочей площади), от характера оборудования рабочих мест и других условий производства. Самым глубоким расчленением технологического процесса на операции нужно считать такое, когда каждая операция выполняется за один прием без смены инструмента. Чем меньше операция, тем она проще и доступнее для выполнения. Поэтому, чем глубже пооперационное расчленение технологического процесса, тем выше производительность труда и меньше потребность в высокой квалификации работающих.
Технологический процесс может быть общим на изготовление всего изделия или охватывать, например, только операции обработки деталей, только операции сборки или операции отделки изделий.
Не следует смешивать технологический процесс с технологией производства. Под технологией производства нужно понимать не только последовательность выполняемых операций, но также приемы и способы выполнения этих операций. Технология производства должна строиться на основе новейших достижений науки и техники, с учетом опыта работы новаторов и рационализаторов.
Место в производстве, на котором выполняется какая-либо производственная операция, называется рабочим местом. Установленные на рабочем месте станки, механизмы, стационарные приспособления, т. е. приспособления постоянные, укрепленные неподвижно, составляют оборудование рабочего места.
От того, как организовано рабочее место, от обеспеченности его инструментами и приспособлениями, от расположения материалов, инструментов и приспособлений относительно постоянного оборудования рабочего места и относительно самого рабочего, от подготовленности оборудования, инструмента и материалов к работе, от качества ухода за рабочим местом и оборудованием — от всего этого зависит производительность труда и качество продукции.
В столярном производстве, как и всюду в промышленности, технологический процесс подразделяется соответственно делению производства на цехи. Основными цехами являются раскройный, сушильный, машинный, клеильный, сборочный и отделочный.
Далее следуют цехи подсобные и обслуживающие. Обслуживающим считается, например, механический (металлообрабатывающий) цех с пило-ножеточной мастерской.
В пределах цеха технологический процесс делится на стадии обработки. Например, стадии технологического процесса в сборочном цехе — это сборка узлов, сборка комбинатов, зачистка и обработка собранных элементов, сборка всего изделия. Стадии технологического процесса в отделочном цехе: отделочная подготовка, начальная и промежуточная отделка, сушка, окончательная отделка.
Деление технологического процесса соответственно цехам позволяет:
1) наиболее рационально оборудовать каждый цех станками, механизмами, приспособлениями, соответственно характеру выполняемых в нем работ;
2) создать в цехе наилучшие условия труда с учетом особенностей работы в нем;
3) приспособить помещение и оборудование цеха к выполнению работ в соответствии с требованиями техники безопасности, охраны труда и противопожарной охраны, предъявляемыми к этим видам работ;
4) наиболее оперативно и квалифицированно руководить работой цеха, полнее осуществлять качественный контроль за работой;
5) рационально организовать рабочие места.
Разделение технологического процесса по стадиям обработки позволяет:
1) разместить в наилучшей производственной последовательности станки, механизмы и другое оборудование, обеспечить механизированную подачу к ним материалов;
2) организовать труд бригадами и звеньями.
Автоматическое регулирование
Регулятор — это устройство, которое управляет величиной контролируемого параметра. Регуляторы используются в системах автоматического регулирования. Они следят за отклонением контролируемого параметра от заданного значения и формируют управляющие сигналы для минимизации этого отклонения.
Регуляторы и системы автоматического регулирования
Для классификации регуляторов используется ряд параметров. Рассмотрим их детально.
Используемый закон регулирования (ПИД регулятор, ШИМ регулятор)
В системах автоматического регулирования наиболее распространенными являются П регулятор, ПИ регулятор, ПИД регулятор, позиционный регулятор. Часто отдельно выделяют ШИМ регуляторы, но это ПДД регулятор, выход которого преобразуется в один или два дискретных сигнала с помощью широтноимпульсной модуляции. Кроме того, сейчас появляется все больше регуляторов, реализующих законы управления на базе нечеткой логики нечеткий регулятор.
Тип выходного сигнала управления ПИД регулятора в системах автоматического регулирования
Исполнительные механизмы систем автоматического регулирования могут иметь различные типы входных сигналов. Так, некоторые управляются унифицированным сигналом, некоторые для регулирования используют 1 дискретный вход (например, регулятор температуры в печи), а некоторые - два дискретных входа (например, регулятор давления пара в аппарате управляет задвижкой: используются два сигнала - один на открытие, а другой на закрытие задвижки). Соответственно и регуляторы могут иметь для управления либо аналоговый выходной сигнал, либо один или два дискретных сигнала для реализации ШИМ управления (ШИМ регулятор), либо дискретный выход реализующий фазоимпульсное управление мощностью. Номенклатура приборов, которые мы предлагаем для создания систем автоматического регулирования, включает в себя регуляторы как с аналоговым выходом, так и с дискретными выходами, реализующими широтноимпульсноую модуляцию управляющего сигнала.
Наличие ретрансляционного выхода
Часто в системах автоматического регулирования величиной технологического параметра надо не только управлять, а так же ее надо регистрировать. Для этого многие регуляторы имеют дополнительный аналоговый выход. На него подается в заданном масштабе величина регулируемого параметра. Этот выход может быть заведен на вход регистрирующего прибора.
Дискретные выходы и возможность их программирования
При наличии аналогового управляющего сигнала регулятор может иметь один или два дискретных сигнала для реализации функций сигнализации, защиты или других. Так, например, ПИД регулятор температуры может формировать сигналы тревог при выходе регулируемого параметра за указанные границы.
Наличие программного задатчика (регулятор давления, регулятор температуры)
Часто в системах автоматического регулирования циклических процессов требуется по определенной программе менять величину задания регулятора. Для этого используется программный задатчик. Параметрами оценки таких регуляторов являются число шагов программы, максимальная и минимальная длинна шага программы, возможность плавного изменения задания на шаге. Так например ПИД регулятор температуры и ПИД регулятор давления в системе автоматического регулирования установки выращивания кристаллов имеют сложные программы изменения их заданий.
Число входных сигналов системы регулирования, участвующих в формировании управляющего сигнала (регулятор расхода)
Часто надо регулировать какой-либо параметр с коррекцией управляющего сигнала по величине другого параметра (например, регулятор расхода газа с коррекцией по температуре). Другим примером может быть реализация каскадного регулирования.
Тип регулируемого параметра
Существуют универсальные регуляторы - им на вход можно подать любой тип сигнала. С их помощью можно делать системы регулирования любых технологических параметров. Однако часто тип регулируемого параметра жестко ограничен: регулятор давления, регулятор температуры, регулятор уровня, регулятор расхода и т.п. Это связано с тем, что для измерения различных типов сигналов могут использоваться различные алгоритмы обработки. Так регулятор температуры предполагает при получении сигналов от термопар компенсацию температуры холодных спаев и преобразование величины контролируемой термо ЭДС в значение температуры. В регуляторе расхода часто надо уточнить величину измеренного расхода по значению давления и температуры контролируемой среды. Поэтому, чтобы упростить программу, зашитую в регулятор, и удешевить изделие производители разделяют их по назначению.
Настройка регулятора
Приводится простая методика настройки ПИД-регулятора, пригодная для большинства систем автоматического регулирования:
Метод Циглера - Николса (частотный метод)
Время интегрирования Ти и время дифференцирования Тд в замкнутой САР отличаются от выставленных значений постоянных времени интегрирования Ti и дифференцирования Тd.
На рисунке 1 показаны графики входного регулирующего воздействия для ПИ- и ПИД-регуляторов. Время дифференцирования обозначено как Tд.
Время дифференцирования, это отрезок времени, на который ПИД-регулятор действует быстрее ПИ-регулятора (ПД-регулятор быстрее П-регулятора), а время интегрирования, это отрезок времени, за который интегральное воздействие устраняет неизбежную статическую ошибку пропорционального регулирования.
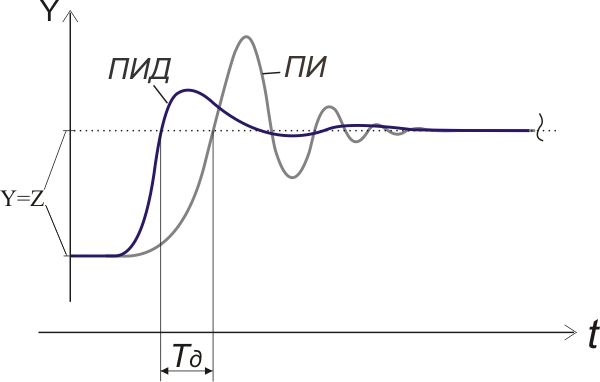
Рис. 1
Проследим как меняются переходные характеристики в САР с П-регулятором по мере уменьшения зоны пропорциональности.
САР в исходном состоянии:
потоки Y и Z равны, уровень воды в баке находится у заданной отметки X0. С помощью задатчика b выставлена широкая зона пропоциональности регулятора.
Увеличим поток выливающейся воды из бака.
Уровень воды в баке понижается и осуществляется регулировочный процесс, по окончании которого в САР восстанавливается равновесие. На протяжении переходного процесса отслеживаем, как меняется уровень воды в баке.
Возвращаем САР в исходное состояние и выставляем более узкую зону пропорциональности регулятора. Вновь проверяем реакцию САР на возмущающее воздействие.
Таким образом возможно получить серию характеристик из которых выбирается одна, - для переходного процесса, протекающего наиболее быстро и стабильно. Зона пропорциональности для этого переходного процесса считается оптимальной.
Если подобным образом проводить исследование переходных процессов для различных объектов регулирования, проявится закономерность, которая привлекла внимание 27-летнего J. G. Ziegler и 33-летнего N. B. Nichols, проводивших испытания пневматических регуляторов в 1941 году в компании "Taylor Instruments" (г. Рочестер, штат Нью-Йорк).
Она (закономерность) заключалась в том, что оптимальная зона пропорциональности П-регулятора, как правило, в два раза больше величины зоны пропорциональности, при которой в САР начинается автоколебательный процесс.
J. G. Ziegler и N. B. Nichols также определили зависимость между периодом возникающих автоколебаний и постоянными времени интегрирования и дифференцирования.
Благодаря найденным соотношениям, появилась возможность быстро и просто настраивать П-, ПИ- и ПИД-регуляторы, не прибегая к сложным математическим расчетам.
Ниже приводится последовательность испытания САР для определения параметров настройки П-, ПИ- и ПИД-регуляторов по методу Циглера (Зиглера) - Николса.
1. Выставляем время интегрирования и дифференцирования на ноль (Смотреть инструкцию регулятора. Для большинства промышленных регуляторов предусматривается, что интегральная и дифференциальная составляющие регулирующего воздействия выключаются при нулевых установках. Альтернативный вариант, - Тi выставляется на максимальное значение, Тd на 0.);
2. Выставляем широкую зону пропорциональности регулятора и наблюдаем как протекает переходный процесс в САР;
3. Постепенно уменьшая зону пропорциональности регулятора выходим на значение, при котором начинается автоколебательный процесс с постоянной амплитудой;
4. Измеряем период колебаний T;
5. Постепенно увеличивая зону пропорциональности, находим пороговое значение, при котором регулятор переходит в режим затухающих колебаний. Это зона пропорциональности для максимальной чувствительности регулятора. Обозначим ее PBs (Кs, если применяется коэффициент передачи регулятора);
6. Пользуясь таблицей, см. рис. 50, вычисляем значения параметров настройки регулятора;
7. Выставляем полученные значения для зоны пропорциональности, постоянной времени интегрирования и постоянной времени дифференцирования;
8. Проверяем работу регулятора и при необходимости осуществляем подстройку параметров.
В таблицу, см. рис. 2, сведены значения для настройки П-, ПИ- и ПИД-регуляторов при использовании метода Циглера - Николса, а на рис. 51 показан график регулируемой величины в режиме автоколебаний.
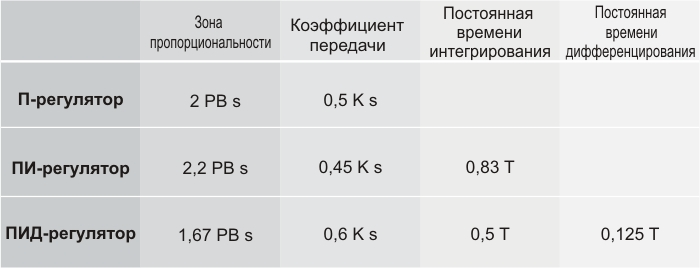
Рис.2
Применение ПИД-регулятора на примере моделирования автоклава
При стерилизации (пастеризации) должен строго соблюдаться установленный технологической инструкцией режим (температура, продолжительность и давление при стерилизации, пастеризации) с обязательной записью в особый пронумерованный, прошнурованный и скрепленный печатью за подписью главного инженера и заведующего лабораторией цеховой журнал фактических данных о времени подъема температуры, продолжительности стерилизации (пастеризации) и охлаждения консервов, а также о минимальной температуре и давлении во время стерилизации (пастеризации) (форма К-8).
Партия консервов считается простерилизованной только в том случае, если диаграмма температурного режима соответствует заданному температурному режиму с допустимой погрешностью по: температуре не более -1,50С; по времени нагрева, стерилизации и охлаждения - не более 1,5 мин для каждого значения. В примечании указывают отклонения, имевшие место в процессе стерилизации (пастеризации), в продолжительности, температуре и давлении.
Если стерилизация (пастеризация) консервов проведена по режиму, отличающемуся в отношении температуры или продолжительности в меньшую сторону по сравнению с утвержденным, то продукция такой автоклавоварки непригодна для реализации и подлежит переработке или перестерилизации по указанию начальника цеха.
Автоклавы должны быть оборудованы контрольно-регистрирующими самопишущими приборами. Работа на автоклавах с неисправными барографами и термографами запрещается, так как процесс стерилизации доводится по показаниям термографа и барографа. На термограмме и барограмме должны быть четко чернилами указаны наименование консервов, номер автоклавоварки, смена, дата стерилизации и фамилия стерилизаторщика. Соответствие показаний термограмм и барограмм записям в цеховом журнале стерилизации проверяется лицом, назначенным заведующим лабораторией предприятия.
Создание системы автоматического поддержания температуры пара автоклава является достаточно серьёзной задачей, решение которой возможно использованием системного подхода и рассмотрения всех вышеприведённых вопросов.
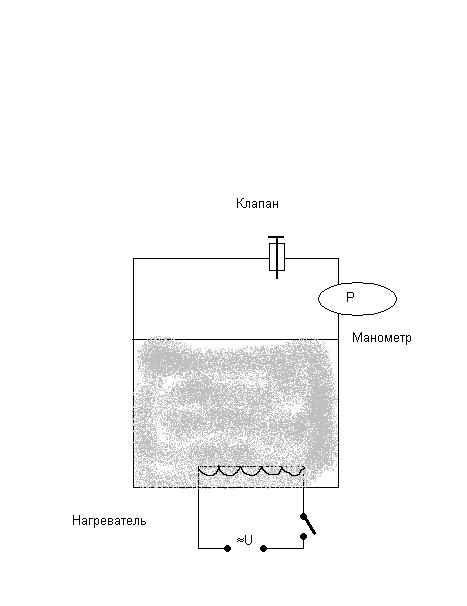
Автокла́в
Автокла́в — аппарат для проведения различных процессов при нагреве и под давлением выше атмосферного. В этих условиях достигается ускорение реакции и увеличение выхода продукта. При использовании в химии или для проведения химических реакций используют название химический реактор. При использовании в медицине для стерилизации при высоком давлении и температуре — только автоклав. В случае, если стерилизация проводится при высокой температуре но без давления используют термин стерилизатор или сушильный шкаф. Был изобретён Чарльзом Чемберлендом в 1879.
Разновидности автоклавов
Автоклавы бывают: вращающиеся, качающиеся, горизонтальные, вертикальные и колонные. Автоклав представляет собой сосуд либо замкнутый, либо с открывающейся крышкой. При необходимости снабжаются внутренними, наружными или выносными теплообменниками, механическими, электромагнитными, либо пневматическими перемешивающими устройствами и контрольно-измерительными приборами для измерения и регулирования давления, температуры, уровня жидкости и т. п.
Конструкция автоклавов
Конструкция и основные параметры промышленного автоклава разнообразны, ёмкость от нескольких десятков см³ до сотен м³, предназначаются для работы под давлением до 150 МН/м² (1500 кгс/см²) при температуре до 500 °C. Для химических производств перспективны бессальниковые автоклавы с экранированным электродвигателем, не требующим уплотнения. Ротор этого электродвигателя насажен непосредственно на вал мешалки и накрыт герметичным тонкостенным экраном из немагнитного материала, не препятствующего проникновению магнитных силовых линий от статора электродвигателя к ротору. При производстве строительных материалов применяют туннельные или тупиковые автоклавы. Внешне они представляют из себя трубу 3-6 м в диаметре и 15 — 20 м в длину закрываемую крышкой с байонетным затвором (тупиковые с одной стороны, туннельные с 2-х сторон).
Применение автоклавов
Автоклавы применяются в химической промышленности (производство гербицидов, органических полупродуктов и красителей, в процессах синтеза); в гидрометаллургии (выщелачивание с последующим восстановлением из растворов цветных и драгоценных металлов, редких элементов); в резиновой промышленности (вулканизация технических изделий); в консервной промышленности (стерилизация консервов); в промышленности стройматериалов. Автоклавы широко используются в медицине. Также при создании изделий из карбонового волокна, для придания им твердых форм. Рубашка автоклава защитная — устройство, предохраняющее швы и основной материал корпуса реактора о воздействия теплоносителя.
Клапаны
Регулирующие клапаны предназначены для регулирования расхода путем изменения количества проходящей по трубопроводу рабочей среды. Управляются от внешнего источника энергии. При ручном управлении осуществляется только периодическое ступенчатое регулирование. Непрерывное и бесступенчатое регулирование производится посредством пневматических, гидравлических и электрических приводов (исполнительных механизмов). Затворы регулирующих клапанов бывают стержневыми (игольчатыми), полыми (юбочными), сегментными, тарельчатыми поршневыми (клеточными).
Регулирующие клапаны с пневмоприводом или гидроприводом одностороннего действия, оснащенные силовой пружиной или грузом, по способы операции подразделяются на нормально открытые и нормально закрытые в зависимости от того, открыт или закрыт К. при отсутствии давления в приводе. Среди регулирующих клапанов надлежит также выделить трехходовые К., предназначенные для смешения двух потоков в один или разделения одного потока на два, а также регулирующие К. для малых расходов.
Предохранительные клапаны или разрывные устройства предназначены для автоматического выпуска избытка жидкой, паро или газообразной среды из системы высокого давления при чрезмерном повышении давления в ней в систему низкого давления или в атмосферу и обеспечивающей безопасную эксплуатацию установок и предотвращение аварий. Наиболее часто применяются пружинные и рычажно–грузовые предохранительные К.. Рычажно–грузовые клапаны изготовливают только малоподъемными: однорычажные К. – с одним седлом и двухрычажные – с двумя седлами. Эти К. выдаются стабильностью усилия; применяются только в стационарных установках; не могут быть использованы для работы с противодавлением. Малоподъемные клапаны. применяются, в основном, на несжимаемых средах. Использование их на сжимаемых средах нецелесообразно из–за невысокого значения пропускной способности, которое для сжимаемых сред может быть существенно повышено в конструкциях полноподъемных клапанов. Пружинные клапаны – более совершенной конструкции, чем рычажно–грузовые; имеют меньшую инерционность, меньшую массу и габаритные размеры; главным образом полноподъемные. Полноподъемные клапаны характеризуются скоростью срабатывания на полный ход золотника. Они обеспечивают высокие значения пропускной способности при сравнительно малых превышениях давления в защищаемой системе. Время открытия этих клапанов – 0,008 – 0,04с.
Регуляторы давления прямого действия – автоматически действующая арматура, обеспечивающей поддержание постоянного давления на участке системы до или после регулятора путем изменения расхода среды. Основные элементы: регулирующий орган, привод, задатчик нагружения (с грузовым, пружинным или пневматическим нагружением), импульсное устройство и импульсная линия связи "регулятор–трубопровод". Чувствительные элементы делятся на: мембранные, сильфонные и поршневые.
Действие регулятора основано на использовании энергии рабочей среды, транспортируемой по трубопроводу. С изменением давления на контролируемом участке изменяется степень открытия затвора в сторону, необходимую для восстановления исходного давления. Регулятор давления "после себя" прямого действия, работающий в условиях, когда отрегулированное давление Рвых. меньше половины регулируемого Рвх., то есть при Рвых.‹0,5*Рвх. – называется редукционным клапаном.
Регуляторы уровня прямого действия – предназначены для автоматического поддержания уровня жидкости в сосуде в установленных пределах заданной высоты. Основными их конструктивными элементами являются:
датчик положения уровня;
исполнительное устройство в виде запорного или регулирующего клапана;
поплавковое устройство.
Датчиком положения обычно служит поплавок.
Отсечные клапаны – предназначены для быстрого отключения трубопровода или его части при аварийной ситуации или по технологическим требованиям. Характерной чертой их является быстродействие, обеспечиваемое обычно срабатыванием пружины в момент закрытия клапана.
Перепускные клапаны – предназначены для поддержания давления среды на требуемом уровне путем перепуска ее через ответвление трубопровода.
Дыхательные клапаны – предназначены для выпуска накопившихся паров или воздуха и предотвращения образования вакуума в резервуарах в результате "большого" и "малого" дыхания.
Клапаны отключающие – устанавливаются, как правило, на линиях с малым диаметром, для которых выброс среды в атмосферу в результате поломки трубопровода недопустим. Принцип действия отключающихся клапанов заключается в том, что при превышении определенного заданного расхода (например, при разрыве трубы трубопровода) клапан закрывается.
Клапаны распределительные – предназначены для распределения потока рабочей среды по определенным направлениям (трехходовые и многоходовые). Обычно распределительные К. имеют электромагнитный привод и предназначены для дистанционного управления пневматическими и гидравлическими приводами. Трехходовые К. предназначены для управления приводом одностороннего действия.
Клапаны смесительные – используются, если необходимо смешивать в заданных пропорциях различные среды, отличающиеся по составу и температуре. При этом к ним могут предъявляться требования – выдерживать постоянные параметры смеси.
2. S-модель астатического регулятора
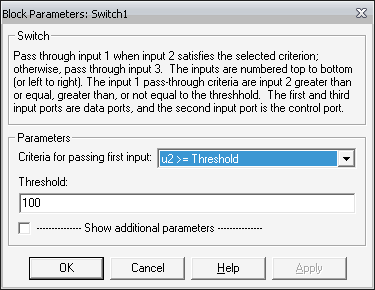
Блок переключателя Switch
Назначение:
Выполняет переключение входных сигналов по сигналу управления.
Параметры:
Threshold – Порог управляющего сигнала.
Блок работает следующим образом:
Если сигнал управления, подаваемый на средний вход больше, чем величина порогового значения Threshold, то на выход блока проходит сигнал с первого (верхнего) входа. Если сигнал управления станет меньше, чем пороговое значение, то на выход блока будет поступать сигнал со второго (нижнего) входа.
В том случае, когда сигнал на управляющем входе ключа равен 1, на выход блока проходит гармонический сигнал, если же управляющий сигнал равен нулю, то на выход проходит сигнал нулевого уровня от блока Ground. Пороговое значение управляющего сигнала задано равным 100.
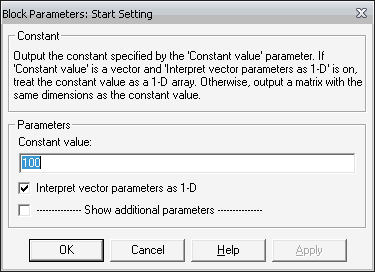
Источник постоянного сигнала Constant
Назначение:
Задает постоянный по уровню сигнал.
Параметры:
1. Constant value - Постоянная величина.
2. Interpret vector parameters as 1-D – Интерпретировать вектор параметров как одномерный (при установленном флажке). Данный параметр встречается у большинства блоков библиотеки Simulink. В дальнейшем он рассматриваться не будет.
Значение константы может быть действительным или комплексным числом, вычисляемым выражением, вектором или матрицей.
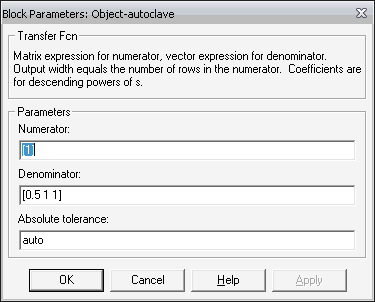
Блок передаточной функции Transfer Fcn
Назначение:
Блок передаточной характеристики Transfer Fcn задает передаточную функцию в виде отношения полиномов:
 ,
,
где nn и nd – порядок числителя и знаменателя передаточной функции, num – вектор или матрица коэффициентов числителя, den – вектор коэффициентов знаменателя.
Параметры:
Numerator — вектор или матрица коэффициентов полинома числителя
Denominator -вектор коэффициентов полинома знаменателя
Absolute tolerance — Абсолютная погрешность.
Порядок числителя не должен превышать порядок знаменателя. Входной сигнал блока должен быть скалярным. В том случае, если коэффициенты числителя заданы вектором, то выходной сигнал блока будет также скалярным (как и входной сигнал).
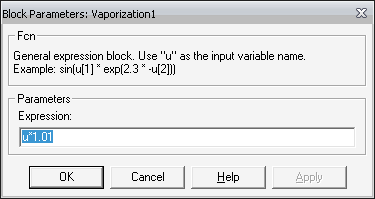
Блок задания функции Fcn
Назначение:
Задает выражение в стиле языка программирования C .
Параметры:
Expression – Выражение, используемое блоком для вычисления выходного сигнала на основании входного. Это выражение составляется по правилам, принятым для описания функций на языке С.
В выражении можно использовать следующие компоненты:
Входной сигнал. Входной сигнал в выражении обозначается u, если он является скаляром. Если входной сигнал – вектор, необходимо указывать номер элемента вектора в круглых скобках. Например, u(1) и u(3) – первый и третий элементы входного вектора.
Константы.
Арифметические операторы (+ – * /).
Операторы отношения (= = != > < >= <=).
Логические операторы (&& | | !).
Круглые скобки.
Математические функции: abs, acos, asin, atan, atan2, ceil, cos, cosh, exp, fabs, floor, hypot, ln, log, log10, pow, power, rem, sgn, sin, sinh, sqrt, tan, и tanh.
Переменные из рабочей области. Если переменная рабочей области является массивом, то ее элементы должны указываться с помощью индексов в круглых скобках. Напрмер, A(1,1) - первый элемент матрицы A.
Операторы отношения и логические операторы возвращают значения в виде логического нуля (FALSE) или логической единицы (TRUE).
Операторы, допускаемые к использованию в выражении, имеют следующий приоритет (в порядке убывания):
( )
+ – (унарные)
Возведение в степень
! /
+ – (бинарные)
< <= >=
= !=
&&
| |
Блок не поддерживает матричные и векторные операции. Выходной сигнал блока всегда – скаляр.
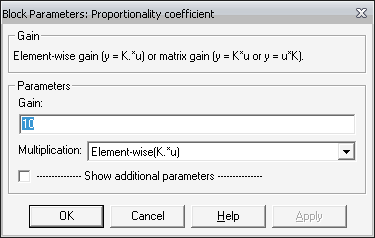
Усилители Gain и Matrix Gain
Назначение:
Выполняют умножение входного сигнала на постоянный коэффициент.
Параметры:
Gain – Коэффициент усиления.
Multiplication – Способ выполнения операции. Может принимать значения (из списка):
- Element-wise K*u– Поэлементный.
- Matrix K*u – Матричный. Коэффициент усиления является левосторонним операндом.
- Matrix u*K – Матричный. Коэффициент усиления является правосторонним операндом.
Saturate on integer overflow (флажок) – Подавлять переполнение целого. При установленном флажке ограничение сигналов целого типа выполняется корректно.
Блоки усилителей Gain и Matrix Gain есть один и тот же блок, но с разными начальными установками параметра Multiplication. Параметр блока Gain может быть положительным или отрицательным числом, как больше, так и меньше 1. Коэффициент усиления можно задавать в виде скаляра, матрицы или вектора, а также в виде вычисляемого выражения. В том случае если параметр Multiplication задан как Element-wise K*u, то блок выполняет операцию умножения на заданный коэффициент скалярного сигнала или каждого элемента векторного сигнала. В противном случае блок выполняет операцию матричного умножения сигнала на коэффициент заданный матрицей. По умолчанию коэффициент усиления является действительным числом типа double. Для операции поэлементного усиления входной сигнал может быть скалярным, векторным или матричным любого типа, за исключением логического (boolean). Элементы вектора должны иметь одинаковый тип сигнала. Выходной сигнал блока будет иметь тот же самый тип, что и входной сигнал. Параметр блока Gain может быть скаляром, вектором или матрицей любого типа, за исключением логического (boolean).
При вычислении выходного сигнала блок Gain использует следующие правила:
Если входной сигнал действительного типа, а коэффициент усиления комплексный, то выходной сигнал будет комплексным.
Если тип входного сигнала отличается от типа коэффициента усиления, то Simulink пытается выполнить приведение типа коэффициента усиления к типу входного сигнала. В том случае, если такое приведение невозможно, то расчет будет остановлен с выводом сообщения об ошибке. Такая ситуация может возникнуть, например, если входной сигнал есть беззнаковое целое (uint8), а параметр Gain задан отрицательным числом.
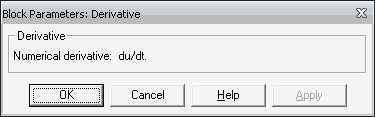
Блок вычисления производной Derivative
Назначение:
Выполняет численное дифференцирование входного сигнала.
Параметры:
Нет.
Для вычисления производной используется приближенная формула Эйлера:
 ,
,
где
 u
– величина изменения входного сигнала
за время
t,
u
– величина изменения входного сигнала
за время
t,
t – текущее значение шага модельного времени.
Значение входного сигнала блока до начала расчета считается равным нулю. Начальное значение выходного сигнала также полагается равным нулю. Точность вычисления производной существенно зависит от величины установленного шага расчета. Выбор меньшего шага расчета улучшает точность вычисления производной.
Данный блок используется для дифференцирования аналоговых сигналов. При дифференцировании дискретного сигнала с помощью блока Derivative его выходной сигнал будет представлять собой последовательность импульсов соответствующих моментам времени скачкообразного изменения дискретного сигнала.
Интегрирующий блок lntegrator
Назначение:
Выполняет интегрирование входного сигнала.
Параметры:
External reset – Внешний сброс. Тип внешнего управляющего сигнала, обеспечивающего сброс интегратора к начальному состоянию. Выбирается из списка:
none – нет (сброс не выполняется),
rising - нарастающий сигнал (передний фронт сигнала),
falling - спадающий сигнал (задний фронт сигнала),
either – нарастающий либо спадающий сигнал,
level – не нулевой сигнал (сброс выполняется если сигнал на управляющем входе становится не равным нулю);
В том случае, если выбран какой-либо (но не none), тип управляющего сигнала, то на изображении блока появляется дополнительный управляющий вход. Рядом с дополнительным входом будет показано условное обозначение управляющего сигнала.
Initial condition source — Источник начального значения выходного сигнала. Выбирается из списка:
internal – внутренний
external – внешний. В этом случае на изображении блока появляется дополнительный вход, обозначенный x0, на который необходимо подать сигнал задающий начальное значение выходного сигнала интегратора.
Initial condition — Начальное условие. Установка начального значения выходного сигнала интегратора. Параметр доступен, если выбран внутренний источник начального значения выходного сигнала.
Limit output (флажок) — Использование ограничения выходного сигнала.
Upper saturation limit — Верхний
уровень ограничения выходного сигнала.
Может быть задан как числом, так и
символьной последовательностью inf, то
есть +
 .
.
Lower saturation limit — Нижний
уровень ограничения выходного сигнала.
Может быть задан как числом, так и
символьной последовательностью inf, то
есть -
.
Show saturation port — управляет отображением порта, выводящего сигнал, свидетельствующий о выходе интегратора на ограничение. Выходной сигнал данного порта может принимать следующие значения:
Ноль, если интегратор не находится на ограничении.
+1, если выходной сигнал интегратора достиг верхнего ограничивающего предела.
-1, если выходной сигнал интегратора достиг нижнего ограничивающего предела.
Show state port (флажок) — Отобразить/скрыть порт состояния блока. Данный порт используется в том случае, если выходной сигнал интегратора требуется подать в качестве сигнала обратной связи этого же интегратора. На пример, при установке начальных условий через внешний порт или при сбросе интегратора через порт сброса. Выходной сигнал с этого порта может использоваться также для организации взаимодействия с управляемой подсистемой.
Absolute tolerance — Абсолютная погрешность.

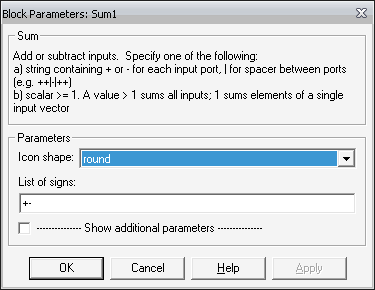
Блок вычисления суммы Sum
Назначение:
Выполняет вычисление суммы текущих значений сигналов.
Параметры:
Icon shape – Форма блока. Выбирается из списка.
- round – окружность,
rectangular – прямоугольник.
List of sign – Список знаков. В списке можно использовать следующие знаки:
+ (плюс), - (минус) и | (разделитель знаков).
Saturate on integer overflow (флажок) – Подавлять переполнение целого. При установленном флажке ограничение сигналов целого типа выполняется корректно.
Количество входов и операция (сложение или вычитание) определяется списком знаков параметра List of sign, при этом метки входов обозначаются соответствующими знаками. В параметре List of sign можно также указать число входов блока. В этом случае все входы будут суммирующими.
Если количество входов блока превышает 3, то удобнее использовать блок Sum прямоугольной формы.
Блок может использоваться для суммирования скалярных, векторных или матричных сигналов. Типы суммируемых сигналов должны совпадать. Нельзя, например, подать на один и тот же суммирующий блок сигналы целого и действительного типов.
Если количество входов блока больше, чем один, то блок выполняет поэлементные операции над векторными и матричными сигналами. При этом количество элементов в матрице или векторе должно быть одинаковым.
Если в качестве списка знаков указать цифру 1 (один вход), то блок можно использовать для определения суммы элементов вектора.
Установка параметров расчета и его выполнение
Перед выполнением расчетов необходимо предварительно задать параметры расчета. Задание параметров расчета выполняется в панели управления меню Simulation/Parameters. Вид панели управления приведен на Рис.
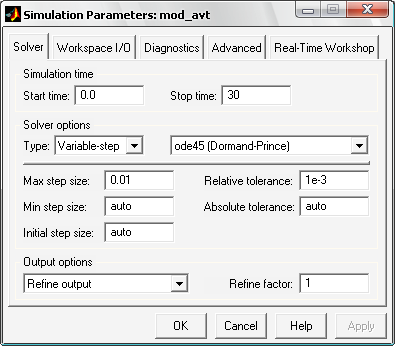
Рис. Панель управления
Окно настройки параметров расчета имеет 4 вкладки:
Solver (Расчет) — Установка параметров расчета модели.
Workspace I/O (Ввод/вывод данных в рабочую область) — Установка параметров обмена данными с рабочей областью MATLAB.
Diagnostics (Диагностика) — Выбор параметров диагностического режима.
Advanced (Дополнительно) — Установка дополнительных параметров.
Установка параметров расчета модели выполняется с помощью элементов управления, размещенных на вкладке Solver. Эти элементы разделены на три группы: Simulation time (Интервал моделирования или, иными словами, время расчета), Solver options (Параметры расчета), Output options (Параметры вывода).
Установка параметров расчета модели
Simulation time (Интервал моделирования или время расчета)
Время расчета задается указанием начального (Start time) и конечного (Stop time) значений времени расчета. Начальное время, как правило, задается равным нулю. Величина конечного времени задается пользователем исходя из условий решаемой задачи.
Solver options (Параметры расчета)
При выборе параметров расчета необходимо указать способ моделирования (Type) и метод расчета нового состояния системы. Для параметра Type доступны два варианта - c фиксированным (Fixed-step) или с переменным (Variable-step) шагом. Как правило, Variable-step используется для моделирования непрерывных систем, a Fixed-step - для дискретных.
Список методов расчета нового состояния системы содержит несколько вариантов. Первый вариант (discrete) используется для расчета дискретных систем. Остальные методы используются для расчета непрерывных систем. Эти методы различны для переменного (Variable-step) и для фиксированного (Fixed-step) шага времени, но, по сути, представляют собой процедуры решения систем дифференциальных уравнений. Подробное описание каждого из методов расчета состояний системы приведено во встроенной справочной системе MATLAB.
Ниже двух раскрывающихся списков Type находится область, содержимое которой меняется зависимости от выбранного способа изменения модельного времени. При выборе Fixed-step в данной области появляется текстовое поле Fixed-step size (величина фиксированного шага) позволяющее указывать величину шага моделирования (см. рис. 7.2). Величина шага моделирования по умолчанию устанавливается системой автоматически (auto). Требуемая величина шага может быть введена вместо значения auto либо в форме числа, либо в виде вычисляемого выражения (то же самое относится и ко всем параметрам устанавливаемым системой автоматически).
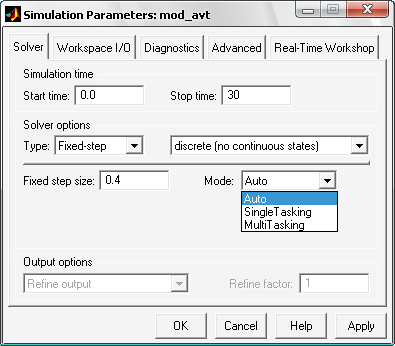
Рис. Вкладка Solver при выборе фиксированного шага расчета
При выборе Fixed-step необходимо также задать режим расчета (Mode). Для параметра Mode доступны три варианта:
MultiTasking (Многозадачный) – необходимо использовать, если в модели присутствуют параллельно работающие подсистемы, и результат работы модели зависит от временных параметров этих подсистем. Режим позволяет выявить несоответствие скорости и дискретности сигналов, пересылаемых блоками друг другу.
SingleTasking (Однозадачный) - используется для тех моделей, в которых недостаточно строгая синхронизация работы отдельных составляющих не влияет на конечный результат моделирования.
Auto (Автоматический выбор режима) - позволяет Simulink автоматически устанавливать режим MultiTasking для тех моделей, в которых используются блоки с различными скоростями передачи сигналов и режим SingleTasking для моделей, в которых содержатся блоки, оперирующие одинаковыми скоростями.
При выборе Variable-step в области появляются поля для установки трех параметров:
Мах step size - максимальный шаг расчета. По умолчанию он устанавливается автоматически (auto) и его значение в этом случае равно (SfopTime — StartTime)/50. Довольно часто это значение оказывается слишком большим, и наблюдаемые графики представляют собой ломаные (а не плавные) линии. В этом случае величину максимального шага расчета необходимо задавать явным образом.
Мin step size - минимальный шаг расчета.
Initial step size - начальное значение шага моделирования.
При моделировании непрерывных систем с использованием переменного шага необходимо указать точность вычислений: относительную (Relative tolerance) и абсолютную (Absolute tolerance). По умолчанию они равны соответственно 10-3 и auto.
Output options (Параметры вывода)
В нижней части вкладки Solver задаются настройки параметров вывода выходных сигналов моделируемой системы (Output options). Для данного параметра возможен выбор одного из трех вариантов:
Refine output (Скорректированный вывод) – позволяет изменять дискретность регистрации модельного времени и тех сигналов, которые сохраняются в рабочей области MATLAB с помощью блока То Workspace. Установка величины дискретности выполняется в строке редактирования Refine factor, расположенной справа. По умолчанию зна чение Refine factor равно 1, это означает, что регистрация производится с шагом D t = 1 (то есть для каждого значения модельного времени:). Если задать Refine factor равеным 2, это означает, что будет регистрироваться каждое второе значение сигналов, 3 - каждое третье т. д. Параметр Refine factor может принимать только целые положительные значения
Produce additional output (Дополнительный вывод) — обеспечивает дополнительную регистрацию параметров модели в заданные моменты времени; их значения вводятся в строке редактирования (в этом случае она называется Output times) в виде списка, заключенного в квадратные скобки. При использовании этого варианта базовый шаг регистрации (D t) равен 1. Значения времени в списке Output times могут быть дробными числами и иметь любую точность.
Produce specified output only (Формировать только заданный вывод) — устанавливает вывод параметров модели только в заданные моменты времени, которые указываются в поле Output times (Моменты времени вывода).
Установка параметров обмена с рабочей областью
Элементы, позволяющие управлять вводом и выводом в рабочую область MATLAB промежуточных данных и результатов моделирования, расположены на вкладке Workspace I/O (рис.).
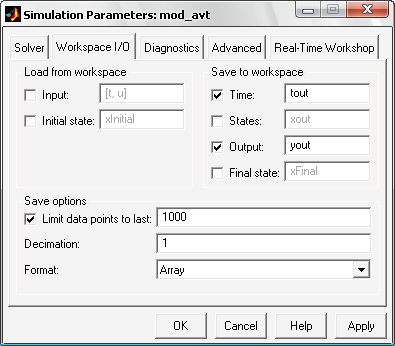
Рис. Вкладка Workspace I/O диалогового окна установки параметров моделирования
Элементы вкладки разделены на 3 поля:
Load from workspace (Загрузить из рабочей области). Если флажок Input (Входные данные) установлен, то в расположенном справа текстовом поле можно ввести формат данных, которые будут считываться из рабочей области MATLAB. Установка флажка Initial State (Начальное состояние) позволяет ввести в связанном с ним текстовом поле имя переменной, содержащей параметры начального состояния модели. Данные, указанные в полях Input и Initial State, передаются в исполняемую модель посредством одного или более блоков In (из раздела библиотеки Sources).
Save to workspace (Записать в рабочую область) – Позволяет установить режим вывода значений сигналов в рабочую область MATLAB и задать их имена.
Save options (Параметры записи) – Задает количество строк при передаче переменных в рабочую область. Если флажок Limit rows to last установлен, то в поле ввода можно указать количество передаваемых строк (отсчет строк производится от момента завершения расчета). Если флажок не установлен, то передаются все данные. Параметр Decimation (Исключение) задает шаг записи переменных в рабочую область (аналогично параметру Refine factor вкладки Solver). Параметр Format (формат данных) задает формат передаваемых в рабочую область данных. Доступные форматы Array (Массив), Structure (Структура), Structure With Time (Структура с дополнительным полем – “время”).
Установка параметров диагностирования модели
Вкладка Diagnostics (рис. 7.4) позволяет изменять перечень диагностических сообщений, выводимых Simulink в командном окне MATLAB, а также устанавливать дополнительные параметры диагностики модели.
Сообщения об ошибках или проблемных ситуациях, обнаруженных Simulink в ходе моделирования и требующих вмешательства разработчика выводятся в командном окне MATLAB. Исходный перечень таких ситуаций и вид реакции на них приведен в списке на вкладке Diagnostics. Разработчик может указать вид реакции на каждое из них, используя группу переключателей в поле Action (они становятся доступны, если в списке выбрано одно из событий):
None — игнорировать,
Warning -— выдать предупреждение и продолжить моделирование,
Error — выдать сообщение об ошибке и остановить сеанс моделирования.
Выбранный вид реакции отображается в списке рядом с наименованием события.
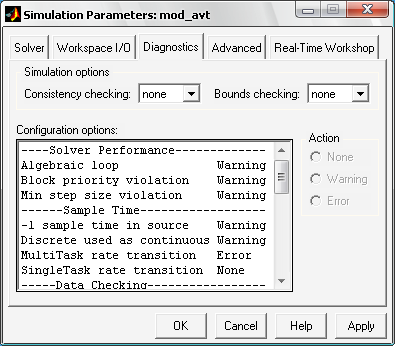
Рис. Вкладка Diagnostics окна установки параметров моделирования
Выполнение расчета
Запуск расчета
выполняется с помощью выбора пункта
меню Simulation/Start. или инструмента
 на панели инструментов. Процесс расчета
можно завершить досрочно, выбрав пункт
меню Simulation/Stop или инструмент
на панели инструментов. Процесс расчета
можно завершить досрочно, выбрав пункт
меню Simulation/Stop или инструмент
 . Расчет также можно остановить
(Simulation/Pause) и затем продолжить
(Simulation/Continue).
. Расчет также можно остановить
(Simulation/Pause) и затем продолжить
(Simulation/Continue).
Осциллограф Scope
Назначение:
Строит графики исследуемых сигналов в функции времени. Позволяет наблюдать за изменениями сигналов в процессе моделирования.
Для того, чтобы открыть окно просмотра сигналов необходимо выполнить двойной щелчок левой клавишей “мыши” на изображении блока. Это можно сделать на любом этапе расчета (как до начала расчета, так и после него, а также во время расчета). В том случае, если на вход блока поступает векторный сигнал, то кривая для каждого элемента вектора строится отдельным цветом.
Настройка окна осциллографа выполняется с помощью панелей инструментов (рис.)
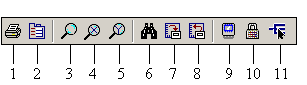
Рис. Панель инструментов блока Scope
Панель инструментов содержит 11 кнопок:
Print – печать содержимого окна осциллографа.
Parameters – доступ к окну настройки параметров.
Zoom – увеличение масштаба по обеим осям.
Zoom X-axis – увеличение масштаба по горизонтальной оси.
Zoom Y-axis – увеличение масштаба по вертикальной оси.
Autoscale – автоматическая установка масштабов по обеим осям.
Save current axes settings – сохранение текущих настроек окна.
Restore saved axes settings – установка ранее сохраненных настроек окна.
Floating scope – перевод осциллографа в “свободный” режим.
Lock/Unlock axes selection – закрепить/разорвать связь между текущей координатной системой окна и отображаемым сигналом. Инструмент доступен, если включен режим Floating scope.
Signal selection – выбор сигналов для отображения. Инструмент доступен, если включен режим Floating scope.
3. Вычислительный эксперимент
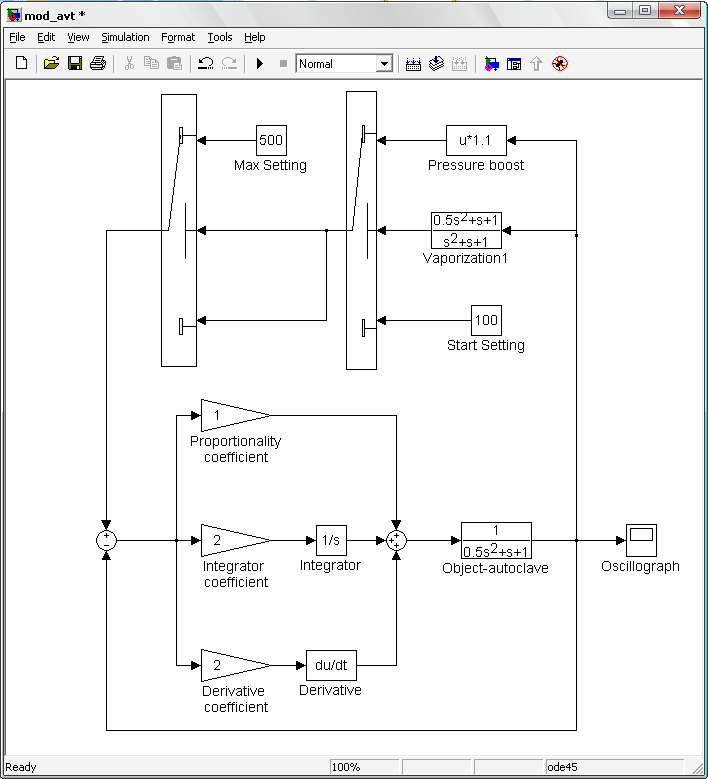
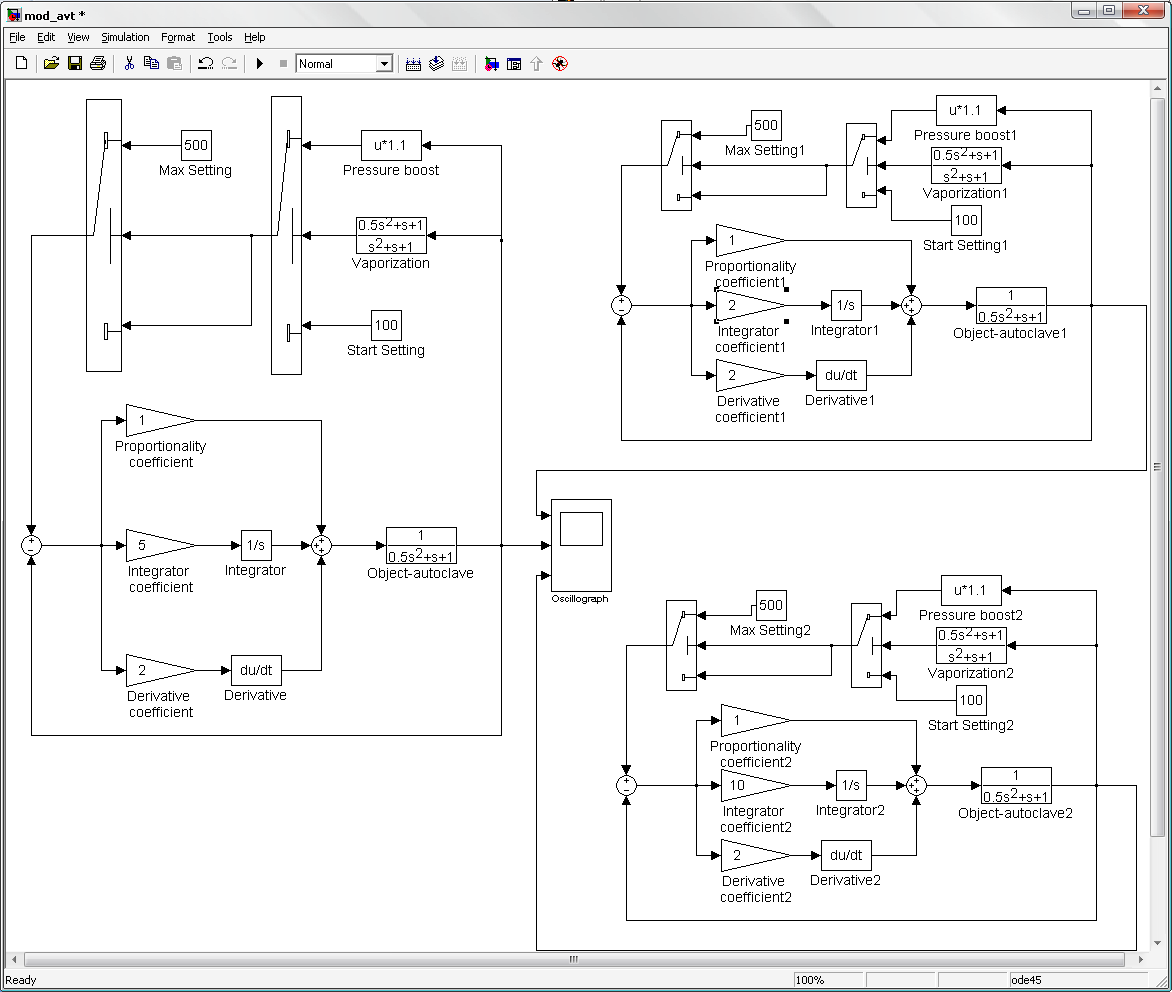
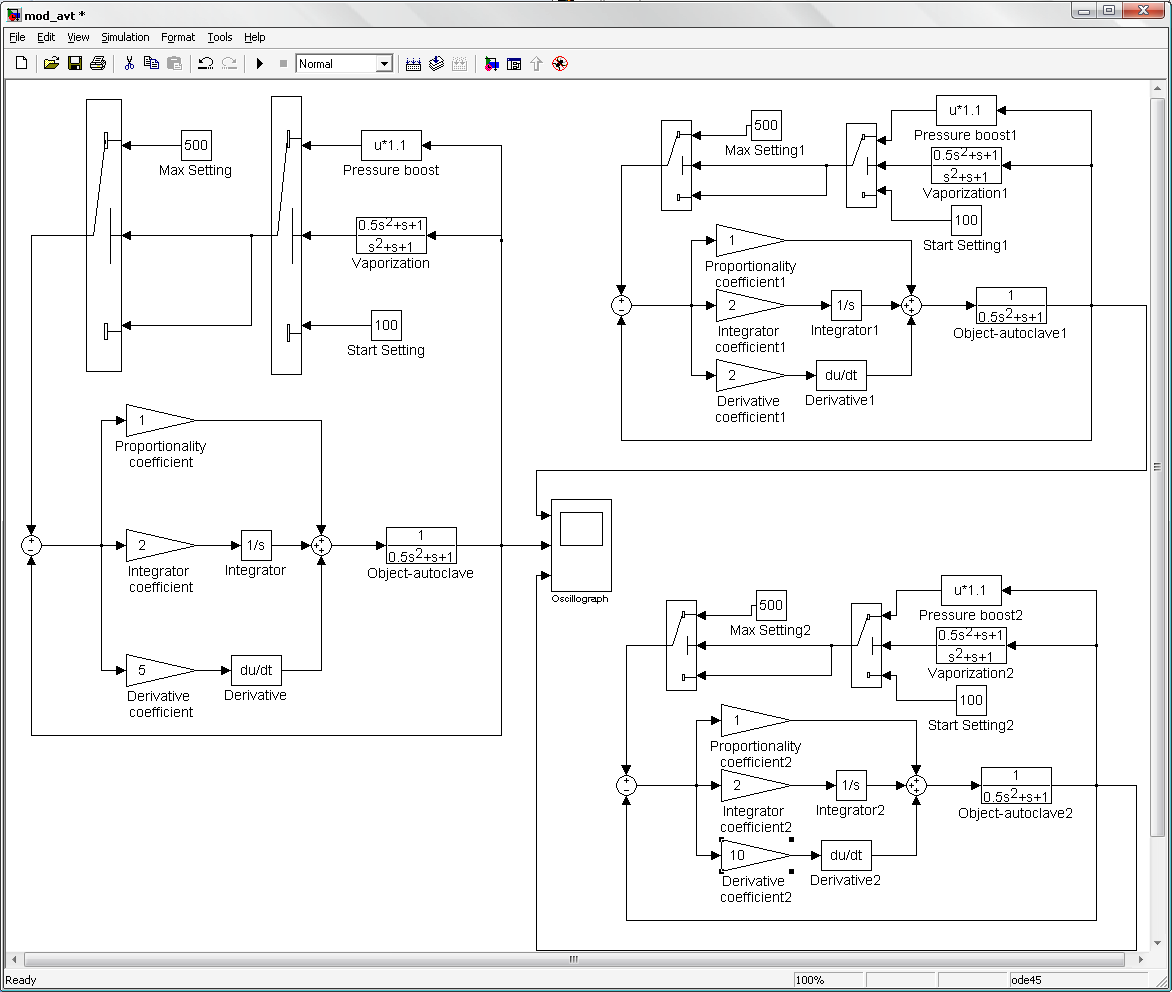
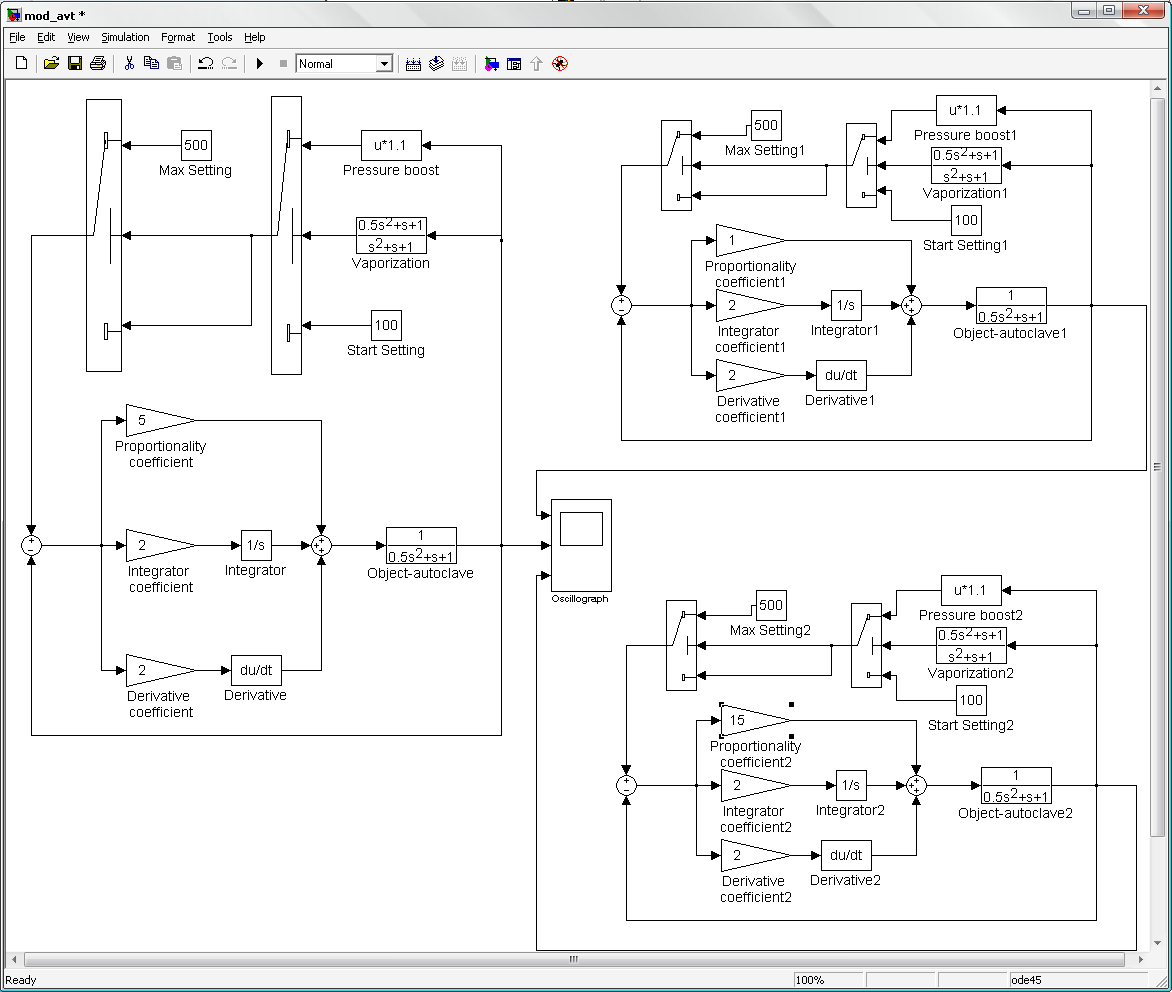
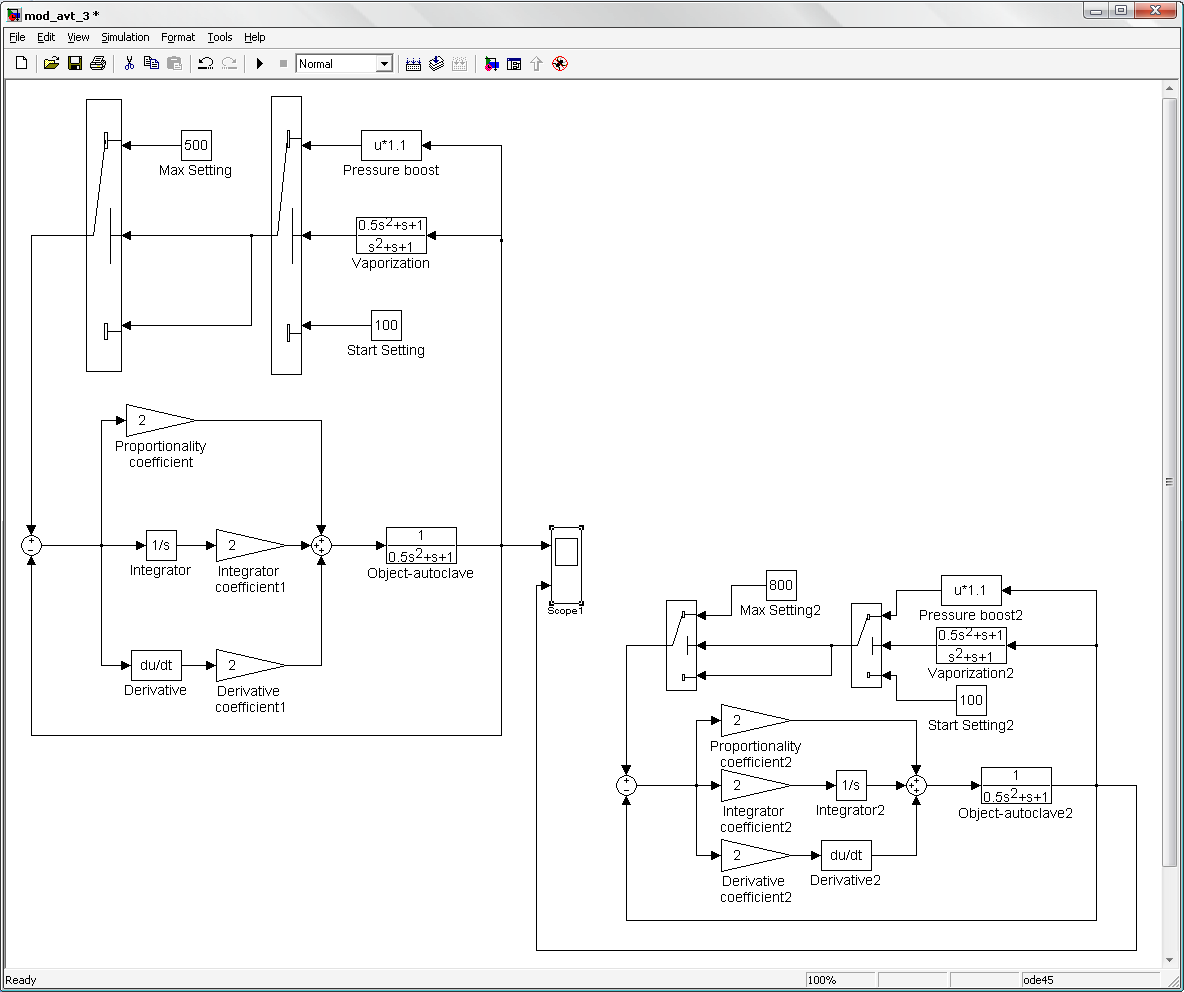
ПИД-регулятор, который и будет подвергаться настройке
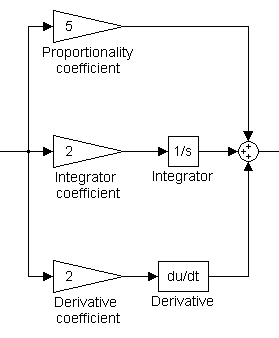
Proportionality coefficient – настраиваемый коэффициент пропорциональности (П)
Integrator coefficient + Integrator - интегрирующая составляющая с коэффициэнтом интегрирования (И)
Derivative coefficient + Derivative - коэффициэнт интегрирования (интегрирующая составляющая) (Д)
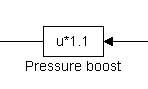
Блок характеристики зависимости увеличения температуры кипения воды (101 кПа – 100С) от давления в автоклаве. Линейная зависимость, на практике такого не бывает, но в данной модели такой характеристики будет достаточно
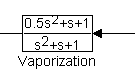
Блок, характеризующий парообразование
В результате выполнения этой части системы происходит автоматический выбор уставки, 100 или 500, если во втором переключателе регистрируется температурная уставка выше 500, то она возвращает значение 500, т.к. для нашего примера будет стоять такая задача. Разбиение на 2 блока с определением уставки необходим для того, что процесс парообразования присутствует даже при температуре, меньше 100С, но он отличен от процесса во время кипения
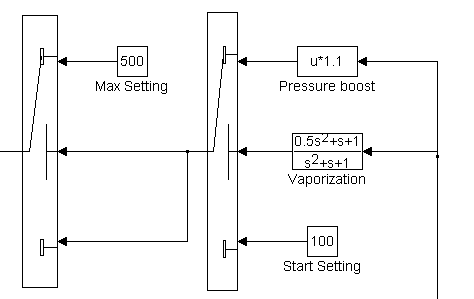
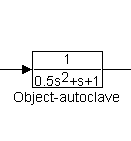
Объект регулирования выбран таким, т.к. любой процесс в природе можно описать математически
А теперь приступим непосредственно к экспериментам. Поставим произвольные коэффициенты
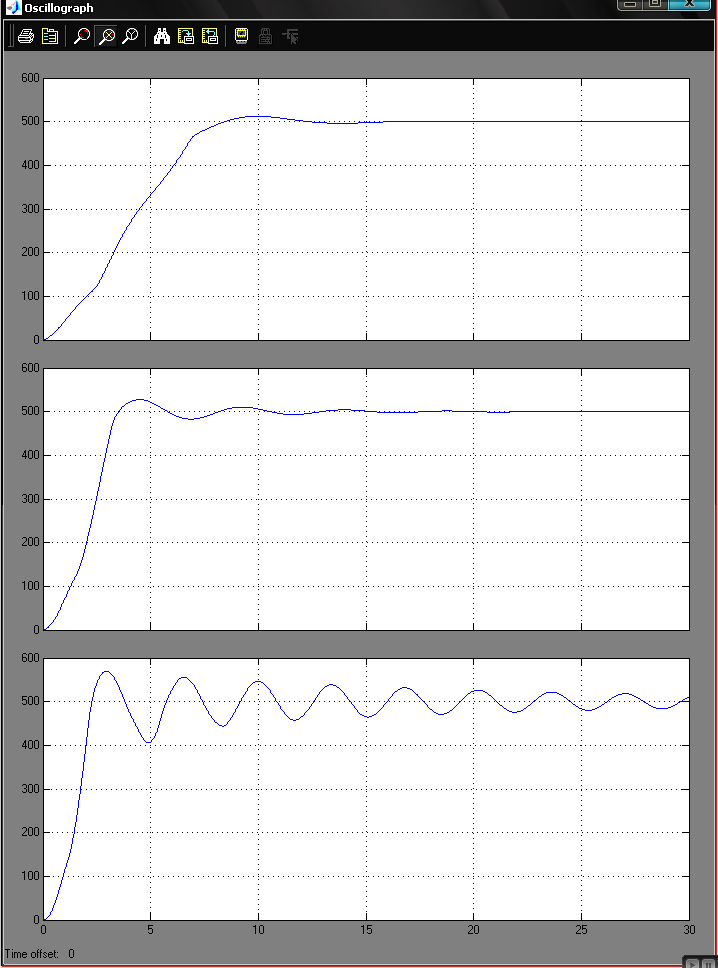
А теперь сделаем наблюдение ПИ-, ПИД- и ПД-регуляторов соответственно. Коэффициенты, равные нулям, отключают составляющие, превращая ПИД в другие виды регульяторов
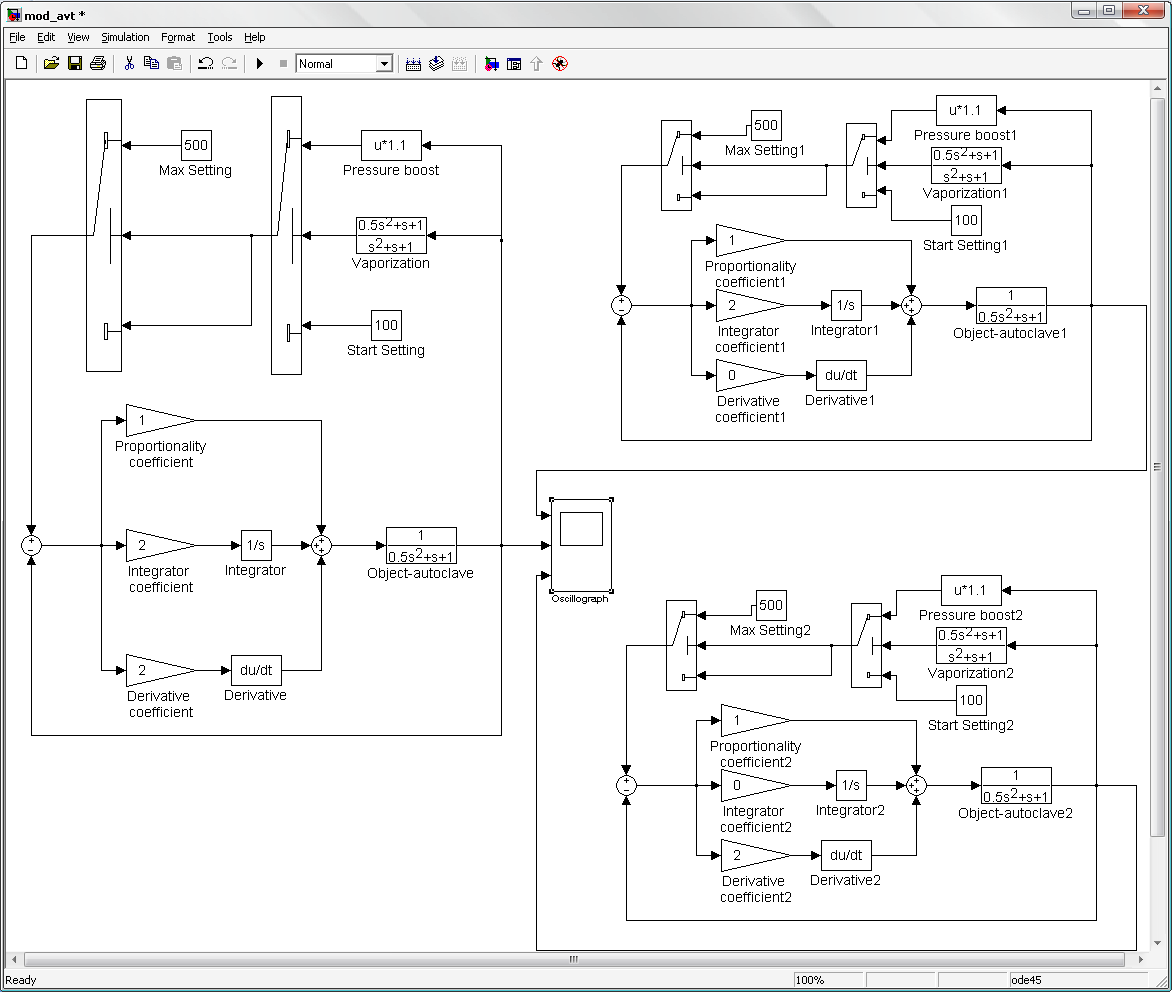
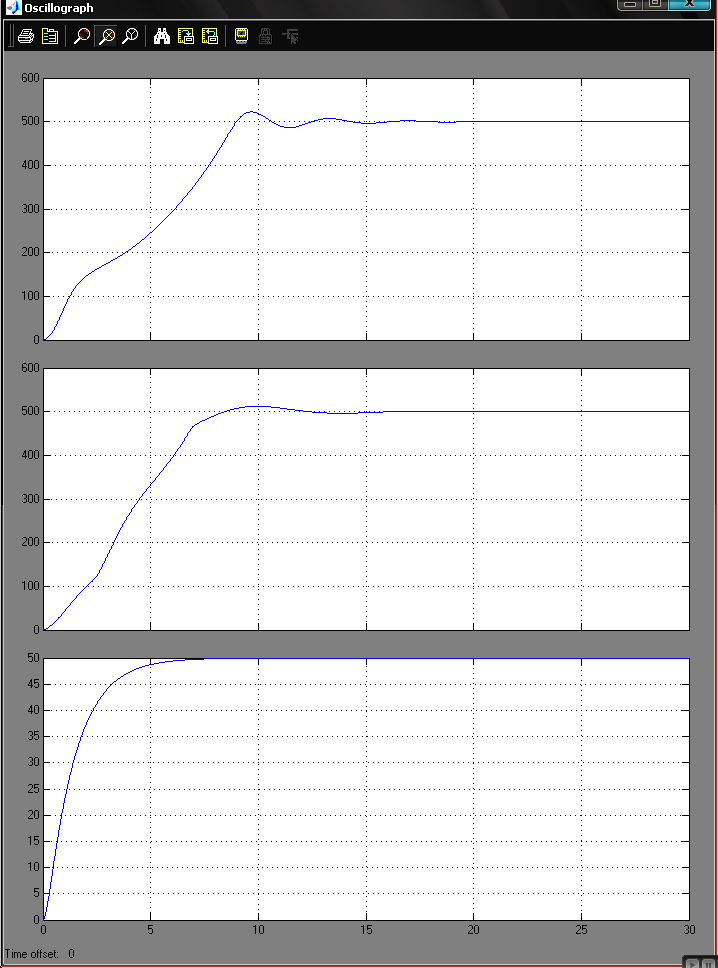
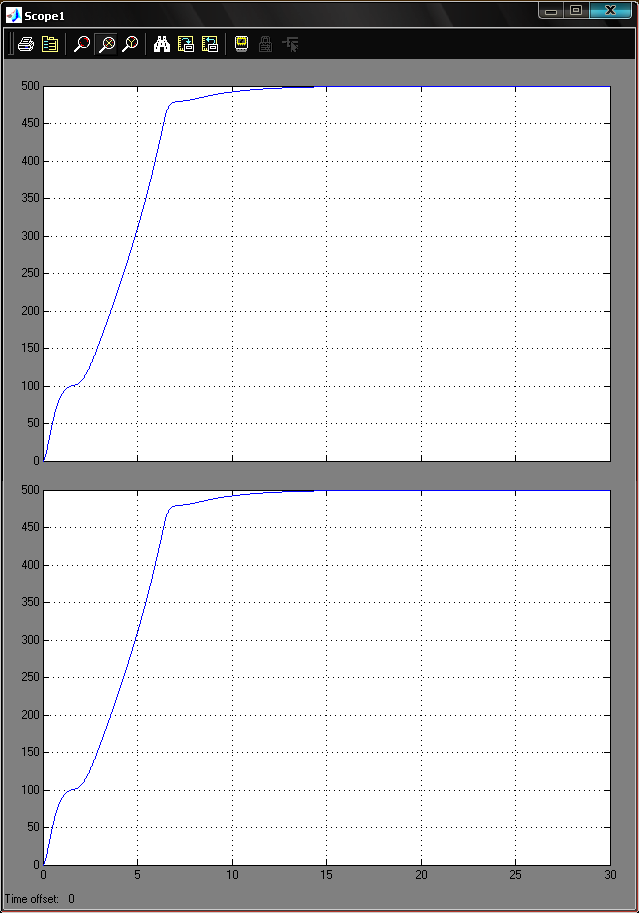
Рассмотрим изменение выходного сигнала при увеличении И-коэффициента
При увеличении Д составляющей, регулятор измеряет коэффициент наклона и увеличивает его на тот коэффициент, который ему задан
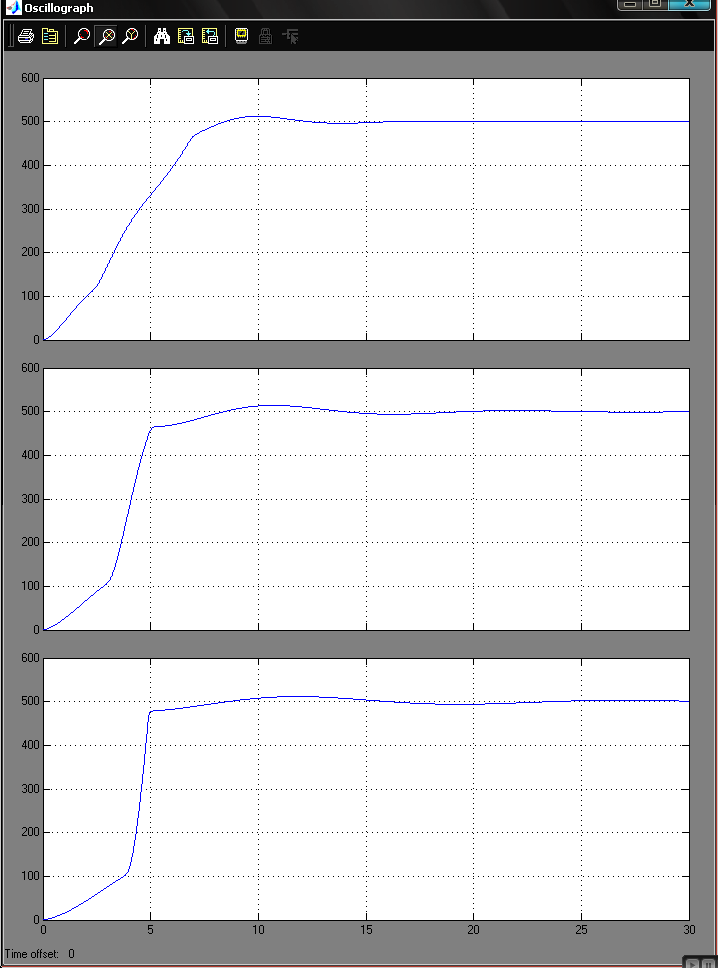
П составляющая анализирует отношение выходное к уставке
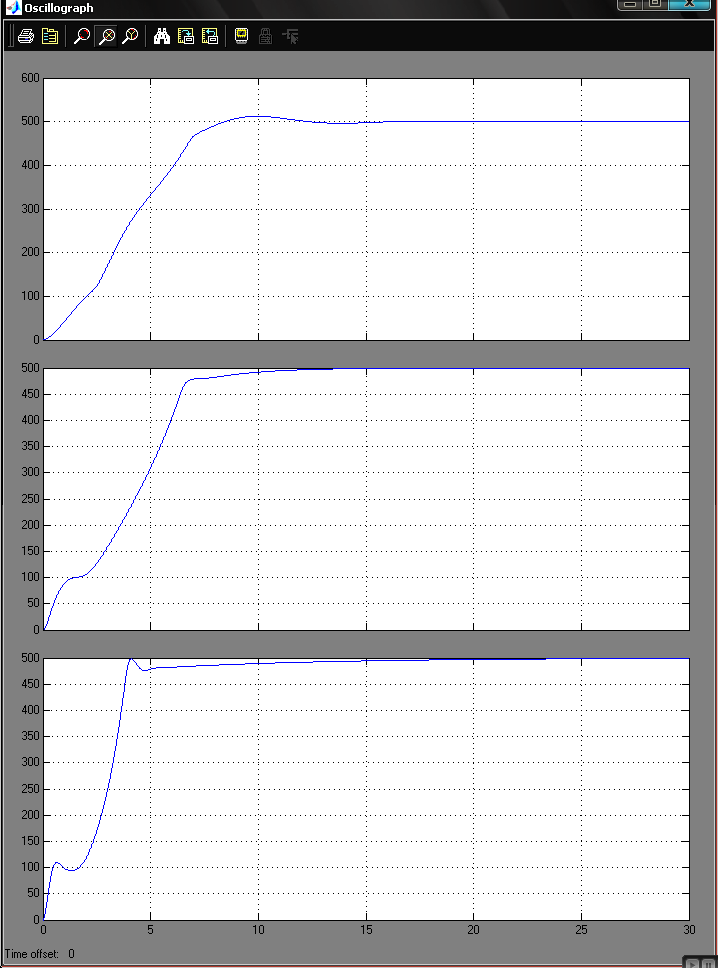
Замена положения в схеме И и Д коэффициентов усиления не приводит ни к чему
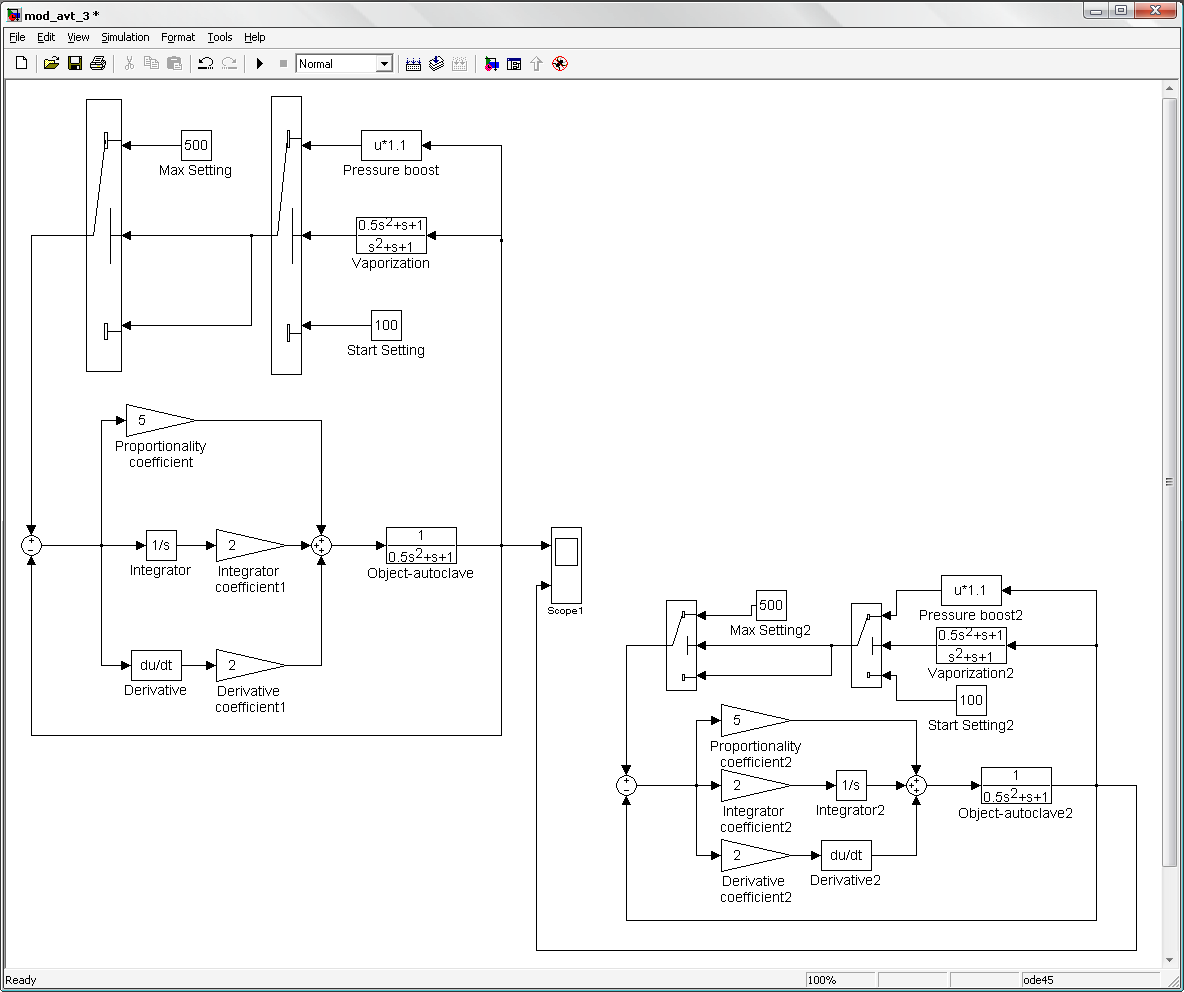
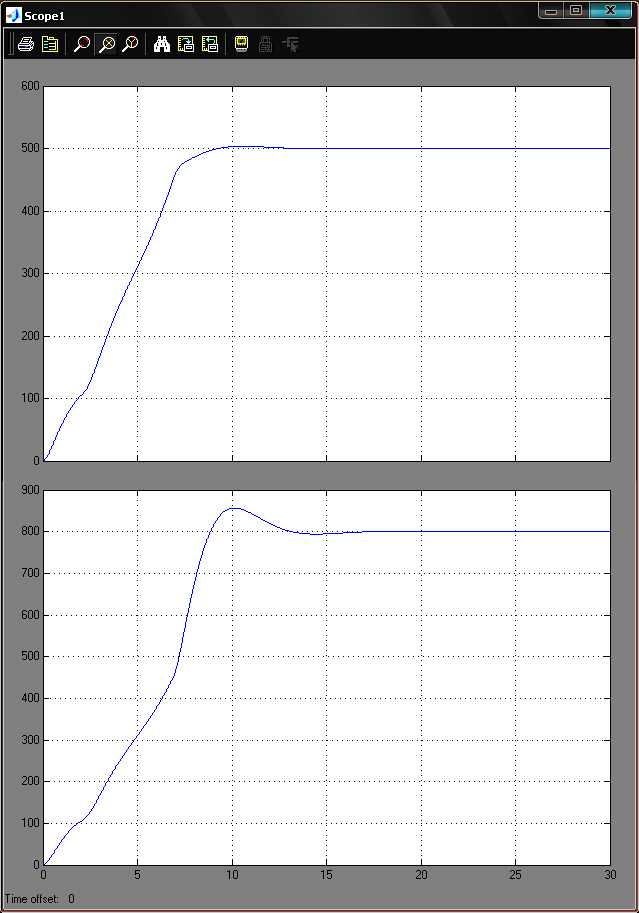
Изменим уставку с 500 на 800. Система также выполняет свои задачи
Заключение
Пропорциональная составляющая является основой регулирующего воздействия для рассмотренного пневматического ПИД-регулятора.
Улучшая временную характеристику переходного процесса, вместе с тем снижаем устойчивость системы автоматического регулирования.
ПИД-регуляторы целесообразно применять в САР с большой инерцией. В качестве примеров таких систем можно назвать:
- бак (емкость), в который для заметного изменение уровня требуется налить или вылить большой объем жидкости;
- теплообменник, в котором внутренний теплообмен протекает медленно и датчик температуры работает с запаздыванием.
Пневматические П-, ПИ-, ПД- и ПИД-регуляторы, в основном, применяются в нефтегазохимической промышленности и в местах с повышенными требованиями к взрывобезопасности и пожарной безопасности.
Для надежной работы пневморегуляторов требуется выдерживать параметры сервисного воздуха, а также проводить регулярное техническое обслуживание, что сопряжено с дополнительными затратами по эксплуатации.
Воплощение различных структурных схем регуляторов значительно упростилось с появлением ПИД-регуляторов на базе микропроцессоров.
Как правило, в таких регуляторах сигнал рассогласования одновременно подается на параллельные ветви, формирующие пропорциональную, интегральную и дифференциальную составляющие, которые затем суммируются и усиливаются. Т.е. каждую ветвь возможно рассматривать как отдельный регулятор. Благодаря независимой работе, интегральная составляющая к концу переходного процесса полностью замещает пропорциональную составляющую.
Несмотря на все многообразие выпускаемых ПИД-регуляторов, принцип их действия остается неизменным.
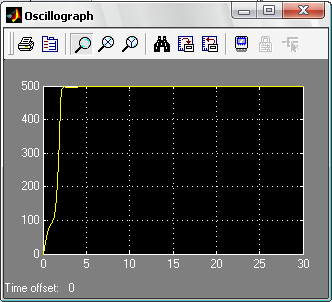
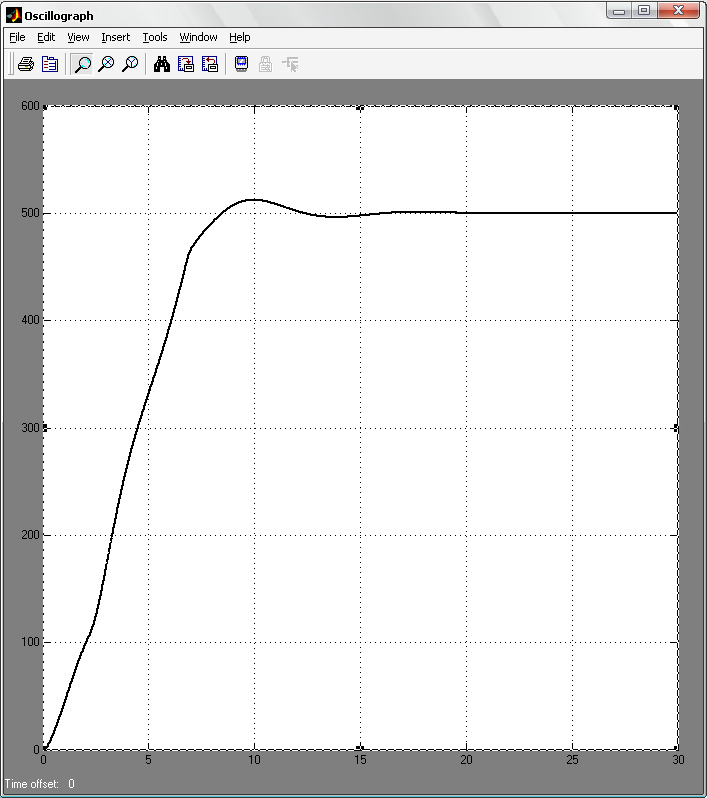
Итогом моделирования автоклава с ПИД-регулятором можно считать показание осциллографа:
Список литературы
1. Щагин А.В. и др. Основы автоматизации техпроцессов. – М.: Высшее образование, 2009. – 163 с.
2. Голоденко Б.А. Имитационное моделирование в среде GPSS: пособие по курсовому проектированию. – Воронеж: МИКТ, 2007. – 112 с.
3. Alex Demyanenko, Control theory. PID Controller, - Copyright © 2007 - 2009
4. Битюков В.К., Волчкевич Л.И., Голоденко Б.А. Автоматизация технологических процессов промышленных производств: учебное пособие. – Воронеж: ВГТА, 2007. – 212 с.
5. Битюков В.К., Голоденко Б.А. Технология. Основные этапы и прогнозы развития: учебное пособие. – Воронеж: ВГТА, 2006. – 264 с.
6. Лазарев Ю. Моделирование
процессов и систем в MATLAB.
– СПб: Питер, 2005.