Методы разделения пластин и подложек
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
кафедра ЭТТ
РЕФЕРАТ на тему:
"Методы разделения пластин и подложек"
МИНСК, 2009
Технология производства интегральных схем на стадии подготовки кристаллов и плат к сборке в корпусах предусматривает разделение полу проводниковой пластины, диэлектрической подложки с функциональными схемами на отдельные кристаллы (платы). Полупроводниковая пластина поступающая на операцию разделения и аккумулирующая в себе значительные трудовые и материальные' затраты, обладает большой стоимостью. Это обстоятельство налагает высокую ответственность на операцию разделения, определяет ее важное место во всей технологической цепочке производства.
Требования к операции разделения пластин формируются в соответствии с требованиями, предъявленными к кристаллу. Основными и них являются высокий процент выхода годных кристаллов; геометрическая точность кристаллов; низкий уровень сколов по краям кристаллов.
Традиционные методы резки, применяемые в металлообрабатывающей промышленности, Не Всегда могут быть использованы, т. к. Полупроводниковые материалы отличаются высокой твёрдостью и хрупко стыо. Кроме того, традиционная механическая резка сопряжена < большими потерями дорогостоящего полупроводникового материала Наибольшее распространение в технологии микроэлектроники получили следующие способы разделения пластин на кристаллы:
резка пластин на кристаллы диском с наружной режущей кромкой или с применением абразива;
резка пластин на Кристаллы стальными полотнами и проволокой с применением абразива;
разделение пластин на кристаллы скрайбированием с последующей ломкой;
ультразвуковая резка пластин;
разделение пластин на кристаллы травлением.
Из перечисленных способов наибольшее распространение нашли: резка алмазным режущим диском, скрайбирование алмазным резцом и ла зерное скрайбирование с последующей ломкой.
Резка алмазным режущим диском (ДАР) наиболее простой и легко осуществимый в Производственных условиях способ резки полупроводниковых материалов. Алмазная кромка диска "обладает высокой режущей способностью.
Механизм резки полупроводникового материала ДАР следующий: каждое алмазное зерно представляет собой микрорезец, который снимает мельчайшие стружки с обрабатываемой поверхности полупроводникового материала. Резка производится на высоких скоростях (около 5000 об/мин), с одновременным участием в резании большого количества алмазных зёрен, и результате чего достигается высокая производительность обработки. При резке выделяется большое количество тепла, поэтому ДАР необходимо охлаждать водой или специальной охлаждающей жидкостью.
На рисунке 1 показана схема резки полупроводниковой пластины диском с наружной алмазной режущей кромкой. Диск 1 устанавливается на шпинделе станка и зажимается с двух сторон фланцами 2. В процессе резания алмазный режущий диск вращается с большой скоростью и охлаждается жидкостью 3. Разрезаемую полупроводниковую пластину 4 закрепляют клеящей мастикой 5 на основание 6.
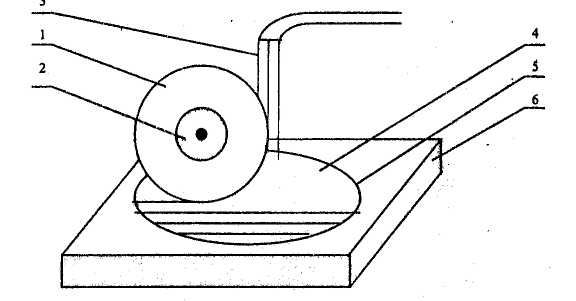
Рисунок 1. Схема резки полупроводниковой пластины диском с наружной алмазной режущей кромкой.
Для увеличения производительности на шпинделе станка через прокладку размещают несколько ДАР (в среднем до 200). Толщину прокладок выбирают в зависимости от требуемых размеров обработки.
Основным недостатком резки диском с наружной режущей кромкой являлась" невысокая жесткость Инструмента (ДАР), зависящая в основном от соотношения его размеров (толщины и внешнего диаметра). Один из путей повышения жесткости инструмента (ДАР) - увеличение скорости его вращения. Возникающие 'при этом центробежные силы направляют по радиусу ДАР, придают ему дополнительную жесткость, однако при большом числе оборотов (свыше 10 000 об/мин) возникают вибрации станка и режущего инструмента.
Другой путь увеличения жесткости - это применение более толсто основы ДАР, однако при этом получается большая ширина пропила, также увеличиваются потери полупроводникового материала.
Жесткость инструмента может быть увеличена также за счет уменьшения разности внешнего диаметра ДАР и прижимных фланцев или прокладок. Установлено, что ДАР будет обладать большей жесткостью, если режущая кромка выступает за края прокладок не более чем на 1,5 толщины разрезаемого материала.
Современный ДАР (рисунок 2) представляет собой алюминиевый корпус, на котором электрохимическим методом осажден никель (в качестве связующего материала) с различными абразивными включениями (для разделения полупроводниковых пластин, например, используют мелкие зёрна алмаза размером 3-5 мкм), а затем с части корпуса никель удален хим1 ческйм травлением для вскрытия режущей Кромки.
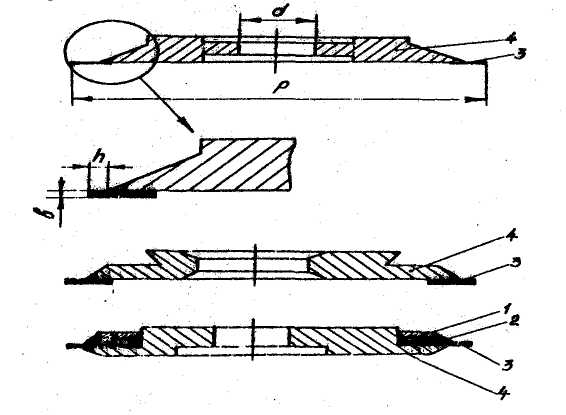
Рисунок 2. Современный ДАР:
1 - прижимная прокладка; 2 - адгезионный материал; 3 - абразивный слой; 4 - алюминиевый корпус; b - толщина лезвия; h - высота лезвия; d - посадочный диаметр ДАР; p - внешний (рабочий) диаметр ДАР
При резке пластин ДАР на скоростях вращения инструмента выше 6700 об/с вследствие интенсификации гидромеханических процессов возраста величина сколов в зоне реза. Проблема устранения этих явлений была решена в конструкции диска, где за счёт введения тонкого слоя алмазно-адгезионного материала между абразивным слоем режущей кромки опорным кольцом диска обеспечивается поглощение энергии колебаний стоячих волн в режущей кромке и обеспечивается более высокое качество юза.
Усовершенствованным вариантом ДАР является конструкция, представляющая собой тончайшее лезвие в форме круга, основой которого является эластичный компаунд с равномерно распределенными в нём по объёму алмазными зёрнами. Гонкое лезвие зажимается между двумя обкладками, придающими ему жёсткость. Такой диск обеспечивает получение ширины реза, равной его толщине.
Алмазный режущий диск - своеобразный абразивный инструмент, и поэтому боковые плоскости кристалла имеют вид шлифованной поверхности. Благодаря использованию высоких скоростей движения ДАР можно резать хрупкие, твёрдые и другие материмы. Качество разделения пластин и износостойкость дисков определяется, в первую очередь, точностью оборудования и правильным выбором технологических режимов резания. Выбор оптимального технологического режима обработки определяется свойствами обрабатываемых материалов, глубиной резки и допустимым уровнем сколов.
При разделении полупроводниковых пластин на кристаллы с сохранением ориентации дисковую резку проводят на эластичных адгезионных носителях, представляющих собой полимерные ленты с адгезионным слоем на поверхности, либо на жёстких подложках, в качестве которых могут использоваться бракованные кремниевые пластины, графит, керамика и другие материалы. Для закрепления пластины чаще всего используют “электронный” воск.
При использовании гибкого носителя пластины надрезаются до минимальной перемычки (~10мкм). Операция разламывания на кристаллы, характерная при скрайбировании, отсутствует, а осуществляется непосредственно на операции монтажа, где каждый из кристаллов снимается с адгезионного носителя с подколом. Качество этого процесса в значительной степени определяется свойствами адгезионного носителя, обеспечивающего ориентацию кристаллов при обработке и межоперационной транспортировке. Адгезионный носитель по физико-химическим свойствам должен быть совместим с кремниевым, а также обладать исключительной равномерностью клеевого покрытия, стабильностью адгезионных свойств в воде (отмывка в воде после резки), высокой пластичностью (растягиваться в 1,5-2 раза) и способностью сохранять напряжённое состояние при растягивающих усилиях.
При выборе типа адгезионного носителя необходимо учитывать размеры кристаллов: чем больше кристалл тем меньшей адгезией должен область носитель. Это требование определяется необходимостью беспрепятственного съёма при монтаже.
Полупроводниковая пластина, наклеенная на адгезионный носитель - ленту для сохранения ориентации разделённых кристаллов, закрепляется в кассете, обеспечивающей натяжение ленты. Такие кассеты выпускаются двух типов в различном конструкторском исполнении кольцеобразные и прямоугольные.
Скрайбирование является одним из методов разделения пластин на кристаллы, заключающееся в том, что на поверхность Полупроводниковой пластины резцом, лазерным лучом или другими способами наносят неглубокую риску (англ. scribe), вокруг которой концентрируются механические напряжения, ослабляющие материалы. Основным достоинством метода скрайбирования наряду с высокой производительностью и культурой производства является: малая ширина прорези, а, следовательно, и отсутствие потерь полупроводникового, материала, которых невозможно избежать при использовании других методов разделения пластины на кристаллы. Наиболее широко скрайбирование используют в планарной технологии изготовления ИС, когда на пластине уже сформированы полупроводниковые структуры.
Разделение осуществляется в две стадии: вначале пластины скрайбируют, для чего риски наносят между готовыми структурами по свободному полю в двух взаимно перпендикулярных направлениях, а затем разламывают по рискам на прямоугольные или квадратные кристаллы. Операция разламывания. Производится на специальном технологическом оборудовании.
Качество скрайбирования при механическом создании риски резцом и последующей ломки в значительной степени зависит от состояния рабочей части алмазного резца. Работа резцов с изношенным режущим ребром или вершиной приводит к сколам при скрайбировании и некачественной ломке. Обычно скрайбирование выполняют резцами, изготовленными из натурального алмаза, которые по сравнению с более дешёвыми резцами из синтетических алмазов имеют большую стойкость. Наибольшее распространение получили резцы, имеющие режущую часть в форме трёхгранной или усеченной четырёхгранной пирамиды, режущими элементами которой являются ребра пирамиды.
Средняя стойкость резца (одного режущего ребра) при скрайбировании кремния составляет 25-40 пластин диаметром 100 мм (3500 резов). После скрайбирования 25 - 40 пластин или при появлений сколов на пластине резец необходимо проконтролировать под микроскопом. Как показывает опыт, применять резцы с износом режущего ребра более 10-15 мкм нецелесообразно, так как они не обеспечивают качественного скрайбирования. Кроме того, при чрезмерном износе вершин режущего ребра их восстановление при переточке резца затруднено, к быстрому износу резца приводит скрайбирование пластин с покрытием из окисла кремния или ионного диэлектрика. На таких пластинах необходимо предусматривать специальную (без покрытия) дорожку полупроводникового материала шириной 50 - 75 мкм.
Широкое применение нацию также лазерное скрайбирование полупроводниковых пластин, при котором надрез (риска) образуется не механическим, а электрофизическим способом - путём испарения узкой полосы полупроводникового материала с поверхности пластины с помощью сфокусированного лазерного пучка, имеющего большую мощность излучения.
Скрайбирование лучом лазера имеет большое преимущество перед скрайбированием алмазным резцом: на рабочей поверхности пластины не происходит образования микротрещин и сколов вследствие отсутствия механического контакта "режущего инструмента" (лазерного луча) с полупроводниковым материалом; скорость скрайбирования может быть увеличена в несколько раз (до 100 - 200 мм/с) благодаря тому, что луч лазера всегда контактирует с поверхностью пластины; возможно скрайбирование пластин с любым, в том числе с диэлектрическим покрытием; возможно не только скрайбирование на различную глубину, но и сквозное разделение пластины (без последующего разламывания их на кристаллы).
Размеры риски - ширина и глубина, зона термического влияния лазерного луча, а также скорость скрайбирования и равномерность удаления материала по всей длине риски определяется скоростью перемещения пластин относительно лазерного луча, мощностью, частотой и длительностью импульсов лазерного излучения, а также размером сфокусированного пятна.
Современные установки лазерного скрайбирования позволяют получать риски шириной около 30 мкм и глубиной не менее 50 мкм при скорости скрайбирования свыше 50 - 100 мм/с. Зона термического воздействия лазерного излучения составляет при этом не более 50 - 75 мкм, включая ширину риски. Скрайбирование на большую глубину, в том числе сквозное разделение (на глубину до 200 мкм), выполняют с меньшей скоростью (5-10 мм/с).
К недостаткам лазерного скрайбирования следует отнести большую сложность и стоимость оборудования, а также необходимость специальных мер защиты рабочей поверхности от продуктов лазерной обработки, образующихся в процессе испарения материала под воздействием лазерного излучения.
Разделение разламыванием. Разламывание выполняется машинным или ручным способом. Ручное разламывание обычно позволяет получать больший выход, чем машинное. Так как при использовании многорезцовой головки производится одновременное скрайбирование всей пластины, ручное разламывание позволяет, если это понадобится, производить разламывание в любой последовательности. Обычное разламывание производится таким образом, чтобы на разделение одной пластины приходилось наименьшее число разламываний. Однако при ручном разламывании оператор может "почувствовать", когда необходимо дополнительное усилие, и затем в соответствии с этим может изменить последовательность. Например, если оказывается, что для разламывания по одной из длинных линий необходимо избыточное давление, оператор может быстро изменить последовательность и произвести сначала разламывание по белее короткой, линии. Поэтому после того, как пластина расколота на малые части, "трудная" линия будет разделена на части малой длины, благодаря чему разламывание коротких частей станет более простым. Другим преимуществом ручного разламывания является возможность Наблюдения оператором каждой линии в процессе разламывания, что позволяет обнаружить заблаговременно линии некачественного реза.
Линия реза коническим алмазным резцом должна, быть очень слабой, без следов образования узора из трещин. Избыточная нагрузка на резец проявляется в виде большого количества отщеплённых кусочков пластины. Образующиеся при этом трещины ц сколы образуют картину, похожую на выпадение инея; В зависимости от нагрузки такая картина может возникнуть в процессе скрайбирования либо сразу после него, а иногда и нескольких часов спустя. В результате при разламывании линия скола Может начать распространяться вдоль линии скрайбирования, но затем может изменить направление и распространиться вдоль любой из трещин. Поэтому необходимо, чтобы между скрайбированием и разламыванием проходило минимальное время.
Наиболее распространенными являются методы разламывания проскрайбированных пластин сферой, полуцилиндром и валиком.
Разламывание пластин цилиндрических и сферических (Рисунок 3) опорах позволяет получать кристаллы с соотношением сторон от 1: 1 до 1: 1,5. Радиус кривизны сферы или полуцилиндра для различных размеров кристаллов должен быть различным.
Более универсальным является метод разламывания валиком (Рисунок 4). Пластину помещают проскрайбированной поверхностью на упругую опору и прокатывают последовательно в двух взаимно перпендикулярных направлениях твердым валиком диаметром 10 – 30 мм. Усилие нагружения подбирается в зависимости от жесткости опоры. Меньший диаметр валика и более жесткие опоры используются при меньших отношениях длины кристалла к толщине пластины (1/Н).
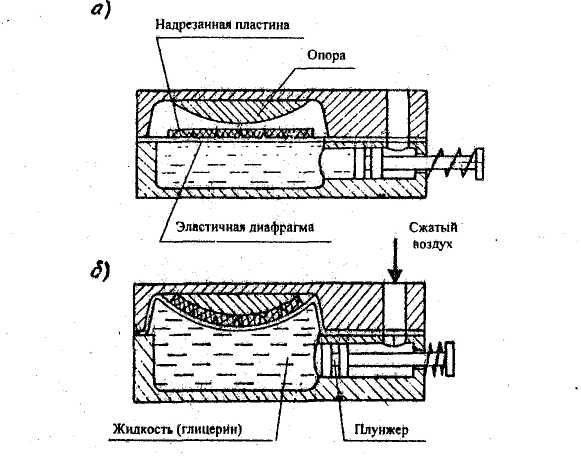
Рисунок 3. Схема пневмогидравлической ломки полупроводниковых пластин М сферических (цилиндрических) опорах:
а) - исходное положение; б) - положение после разламывания.
При больших значениях параметров отношения 1/Н вместо валика применяют клин с небольшим радиусом скругления, который последовательно ориентируют по линиям скрайбирования полупроводниковой пластины (Рисунок 5). Усилие нагружения при разламывании клином должно быть программируемым.
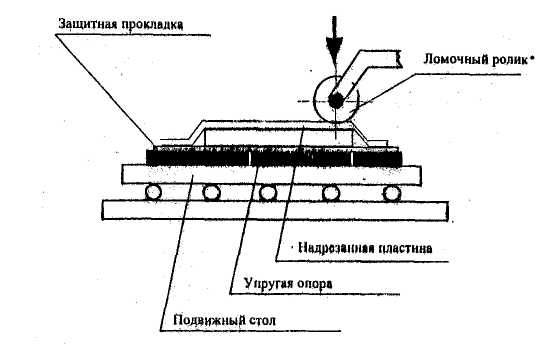
Рисунок 4. Разламывание пластины валиком.
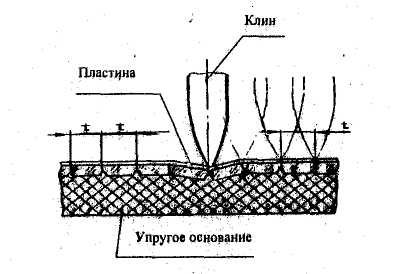
Рисунок 5. Схема разламывания клином.
Резка подложек. В настоящее время для подложек тонкоплёночных схем используемая керамика с высоким содержанием окиси алюминия, является слишком твёрдой для обычного скрайбирования и разламывания. Для резки керамических подложек применяется распиливание алмазным диском, которое состоит из четырёх основных этапов: закрепление и ориентация подложки, распиливание, демонтаж и очистка.
Закрепление и ориентация. Подложки закрепляются на металлических брусках, поддерживающих подложки в результате распиливания. Для этого они приклеиваются к брускам с помощью гликольфталата при нагреве. Для совмещения подложка помещается точно по отношению к ограничителю на бруске и потенциальная линия реза настраивается параллельно прямоугольным краям бруска. Затем брусок с наклеенной подложкой монтируется на магнитном зажимном устройстве установки для резания, В бруске делаются продольные канавки, что позволяет вести резку подложки насквозь, не задевая алмазным диском металла.
Резка. Для операции резания используется установка для прецизионного резания с магнитными зажимными устройствами. На общей оси набирается несколько алмазных дисков что обеспечивает получение большого числа параллельных рёзов. Подгонка расстояний между дисками осуществляется с помощью металлических прокладок и клиньев из пластмассы. Первоначальная настройка бруска по отношению к дискам осуществляется с помощью подгонки Поперечной подачи столика. После этого предполагается, что все бруски точно совмещены, если они точно и надёжно устанавливаются по отношению к упору магнитного зажимного устройства. Для уменьшения времени настройки используются два набора дисков, один из которых настраивается для резки в одном направлении и другой - в направлении, перпендикулярном к первому. .
Обычно для получения максимальной производительности требуются высокие скорости резания. Выбор конкретной скорости определяется следующими факторами: число дисков на оси, размеры и концентрация алмазных кристаллов на диске, требуемое качество обработки края подложки и желательный срок службы Диска. Для получений чистых, близких к полированным краев, применяется резка при малой скорости с использованием дисков с Мелкозернистыми алмазами с высокой концентрацией покрытия. Увеличения размеров частиц и скорости реза приводит к более глубокой поверхности реза и в Пределе может привести к появлению зазубрин и растрескиванию.
Так как общие размеры схемы должны точно выдерживаться и края подложки должны быть в приемлемой степени гладкими с минимальным количеством зазубрин и трещин, для использования в производстве необходимо выбирать алмазные диски высшего качества при скорости резки 100 - 200 об/мин.
Демонтаж и очистка. После окончания резания по обоим направлениям брусок с подложкой снимают с магнитного зажимного устройства и помещают в растворитель. Когда клеящее вещество размягчится, подложка снимается с бруска и остатки клеящего вещества удаляются путём дальнейшего отмачивания в растворителе, например, в ацетоне.
ЛИТЕРАТУРА
Черняев В.Н. Технология производства интегральных микросхем и микропроцессоров. Учебник для ВУЗов - М; Радио и связь, 2007 - 464 с: ил.
Технология СБИС. В 2 кн. Пер. с англ. /Под ред.С. Зи, - М.: Мир, 2006. -786 с.
Готра З.Ю. Технология микроэлектронных устройств. Справочник. - М.: Радио и связь, 2001. -528 с.
Достанко А.П., Баранов В.В., Шаталов В.В. Пленочные токопроводящие системы СБИС. -Мн.: Выш. шк., 2000. -238 с.