Аэроформинг
Аэроформинг
Введение
Одним из основных процессов производства неэтилированных высокооктановых бензинов является процесс каталитического риформинга, осуществляемый на платиновых или полиметаллических катализаторах.
Главными недостатками каталитического риформинга являются:
1. Чувствительность катализатора к природе сырья - предпочтительным сырьем являются углеводородные фракции 85 - 180°С. При переработке сырья с высоким содержанием парафиновых углеводородов практически невозможно производить бензины с ОЧ выше 82 ММ.
2. Высокая чувствительность катализатора к содержанию серы в сырье - требуется гидроочистка.
3. Высокое содержание бензола в риформатах (5 - 15%), что ограничивает их применение в качестве автобензинов без дополнительной переработки.
4. Низкие скорости процесса по сырью, следствием чего является необходимость использования больших количеств дорогостоящих катализаторов и строительства крупномасштабных установок.
5. Необходимость в водородном хозяйстве для гидроочистки и риформинга.
Вследствие всех этих факторов строительство малотоннажных НПЗ на основе каталитического риформинга требует огромных капитальных затрат и нерентабельно.
Наиболее перспективным для использования на малотоннажных НПЗ в настоящее время является процесс риформирования прямогонных бензинов в высокооктановые бензины, обогащенные ароматическими углеводородами с использованием катализаторов на основе цеолитов группы пентасилов, без их предварительной гидроочистки.
Повышение детонационной стойкости перерабатываемых на цеолитсодержащих катализаторах бензиновых фракций происходит в основном при конверсии алифатических парафинов и нафтенов в ароматические углеводороды. Использование катализаторов, содержащих цеолиты группы пентасилов, позволяет снизить образование тяжелых ароматических углеводородов. Гидрирующие / дегидрирующие компоненты в составе катализатора - обычно такие металлы как Zn, Ga, Cd, Pt, Pb и другие - позволяют повысить селективность образования ароматических углеводородов, активность катализатора и продолжительность его работы до регенерации. Катализатор может включать и другие компоненты.
Существует ряд способов получения моторных топлив из углеводородного сырья в присутствии катализаторов ароматизации, например патенты США 3953366, 4590323, 4861933, Европейские патенты 0355213, 0964903, Российские патенты 2103322, 2208624, 2218319, 2024585. Условия каталитической конверсии бензиновых фракций зависят от их состава, требований к качеству продукта и от активности используемого катализатора. Типичные условия следующие: температура 350 - 500°С, давление до 3 МПа, объемная скорость подачи сырья до 5 ч.-1. Из прямогонного бензина с концом кипения 180°С можно получить с выходом 40 - 80% бензин с октановым числом 81-88 ИМ, содержащий до 30 массовых процентов ароматических углеводородов. При конверсии сырья образуется 20 - 60 массовых процентов водородсодержащего газа (около 60 объемных процентов водорода), включающего 70 - 75 массовых процентов пропана и бутана.
В качестве примера промышленно осуществленного процесса ароматизации можно привести способ получения моторных топлив из фракций газового конденсата на цеолитных катализаторах (Агабалян Л.Г. и др. Каталитическая переработка прямогонных фракций газового конденсата в высокооктановые топлива. - Химия и технология топлив и масел, 1988, N 5, с.6).
Согласно данному способу высокооктановые бензины производят процессом "Цеоформинг" из прямогонных бензиновых фракций, выделяемых из газовых конденсатов. Процесс "Цеоформинг" осуществляют следующим образом: прямогонную бензиновую фракцию разделяют с выделением фракций НК - 58°С и > 58°С, вторую фракцию подвергают переработке при повышенных температурах (до 460°С) и избыточном давлении (до 5 МПа) на цеолитсодержащем катализаторе со скоростью до 5 ч.-1.
Продукты реакции фракционируют с выделением углеводородных газов, остаточной фракции >1950С и высокооктановой фракции, которую смешивают с фракцией НК - 58СС для получения целевого бензина.
Основными недостатками данного способа, также как и остальных, являются относительно низкие выходы и октановые числа получаемых бензинов, высокое содержание бензола в бензине, низкая скорость по сырью, длительная регенерация закоксованного катализатора.
Возможность полного устранения или минимизации большинства недостатков, присущих процессу "Цеоформинг", связана с созданием новых цеолитных катализаторов, обладающих, с одной стороны, высокой активностью в процессах ароматизации, и, с другой стороны, повышенной стабильностью к закоксовыванию. Разработка нами таких катализаторов привела к созданию нового процесса - "Аэроформинг", в котором активность катализатора позволяет длительное время работать на скоростях до 20 ч.-1, при этом содержание бензола в катализате (до 1% и общей ароматики до 35%) позволяет получать бензин в соответствии с требованиями Евро-4.
1. Требования к процессу
При разработке новой технологии ставились следующие основные требования:
• Определить фракционный и компонентный состав сырья, содержание серы, бензола, ароматических углеводородов, октановое число и другие показатели по ГОСТ 511 05.
• Найти оптимальные условия (катализатор, температура, скорость подачи сырья, давление) проведения процесса «Аэроформинг», обеспечивающие соответствие полученного бензина нормам Евро-4 за исключением октанового числа, которое должно быть не менее 86-88 по ГОСТ 8226. Выход бензиновой фракции должен быть не менее 60 масс.%.
• Определить общие материальные балансы для наиболее оптимальных вариантов ведения процесса.
Требования Евро-4 для бензинов включают три принципиальных момента:
• ограничение содержания ароматических углеводородов не более
(35 об. %);
• ограничение содержания бензола (не более 1 об.%);
• ограничение содержания серы (не более 50 ррm).
Нормативной базой для выпуска таких автобензинов является ТУ 38.401-58-350-2005 на бензины для автомобилей класса Евро-4, разработанные ВНИИ НП. По ТУ предполагается выпускать автобензины марок Регулятор Евро-92/4, Премиум Евро-95/4 и Супер Евро-98/4.
|
БЕНЗИНЫ ДЛЯ АВТОМОБИЛЕЙ КЛАССА ЕВРО-4 | |
||
|
Технические требования по ТУ 38.401-58-350-2005 |
||
|
№ п/п |
НАИМЕНОВАНИЕ ПОКАЗАТЕЛЯ |
ЗНАЧЕНИЕ ДЛЯ МАРКИ |
|
Регулятор Премиум- Супер-Евро-92/'4 Евро-95/4 Евро-98/4 |
||
|
1 |
Октановое число, не менее -по исследовательскому методу |
92,0 95,0 98,0 |
|
-по моторному методу |
83,0 85,0 88,0 |
|
|
2 |
Концентрация свинца, мг/дм 3 , не более |
5 |
|
3 |
Плотность при 15 °С, кг/м , в пределах |
720-775 |
|
4 |
Концентрация серы, мг/кг, не более |
50,0 |
|
5 |
Устойчивость к окислению, мин. не менее |
360 |
|
6 |
Концентрация смол, промытых растворителем, мг на 100 см3 , не более |
51 |
|
7 |
Коррозионное воздействие на медную пластинку, (Зч. при 50°С), единицы по шкале |
Класс 1 |
|
8 |
Внешний вид |
Прозрачный и светлый |
|
9 |
Объемная доля углеводородов, %, не более: |
|
|
- олефиновых |
18,0 |
|
|
- ароматических |
35.0 |
|
|
10 |
Объемная доля бензола. %, не более |
1,0 |
|
11 |
Массовая доля кислорода, %. не более |
2,7 |
|
12 |
Объемная доля оксигенатов, %, не более |
|
|
- метанола |
3 ,0 |
|
|
- этанола |
5,0 |
|
|
- изопропилового спирта |
10.0 |
|
|
- изобутилового спирта |
10.0 |
|
|
- третбутилового спирта |
7,0 |
|
|
-эфиров (С>5> и выше) |
15,0 |
|
|
-других оксигенатов |
10,0 |
Испаряемость бензинов
|
№ п/п |
Наименование показателя |
Значение для класса |
|||||
|
А |
В |
С и С1 |
D и D1 |
Е и Е1 |
F и F1 |
||
|
1 |
Давление насыщенных паров бензина, (ДНП), кПа: не менее |
45,0 |
45,0 |
50,0 |
60,0 |
65,0 |
70,0 |
|
не более |
60,0 |
70,0 |
80,0 |
90,0 |
95,0 |
100,0 |
|
|
2 |
Фракционный состав: объемная доля испарившегося бензна,%, при температуре: |
||||||
|
700С (И70) не менее |
20,0 |
22,0 |
|||||
|
не более |
48,0 |
50,0 |
|||||
|
1000С (И100) не менее |
46,0 |
||||||
|
не более |
71,0 |
||||||
|
1500С (И150) не менее |
75,0 |
||||||
|
90% перегоняется при температуре, 0С, не выше |
190 |
||||||
|
конец кипения, 0С, не выше |
210 |
||||||
|
Остаток в колбе, % (по объему), не более |
2 |
||||||
|
3 |
Максимальный индекс паровой пробки (ИПП) ИПП=10ДНП+7(И70) |
- |
- |
С1 1050 |
D1 1150 |
Е1 1200 |
F1 1250 |
Учитывая необходимость добавления к полученному высокооктановому компоненту (ВОК) до 10 об.% октаноповышающей кислородсодержащей добавки, в составе которой предположительно должен находиться монометиланилин (в количестве до 10 об.%),> >полученный в процессе «Аэроформинг» ВОК должен соответствовать следующим показателям:
|
Октановое число, не менее - по исследовательскому методу |
86-88,0 |
|
Концентрация серы, мг/кг, не более |
55,0 |
|
Объемная доля углеводородов, %, не более: - олефиновых - ароматических |
20,0 37,5 |
|
Объемная доля бензола, %, не более |
1,0-1,1 |
|
Плотность при 15 °С, кг/м3 , не менее |
708 |
2. Анализ сырья
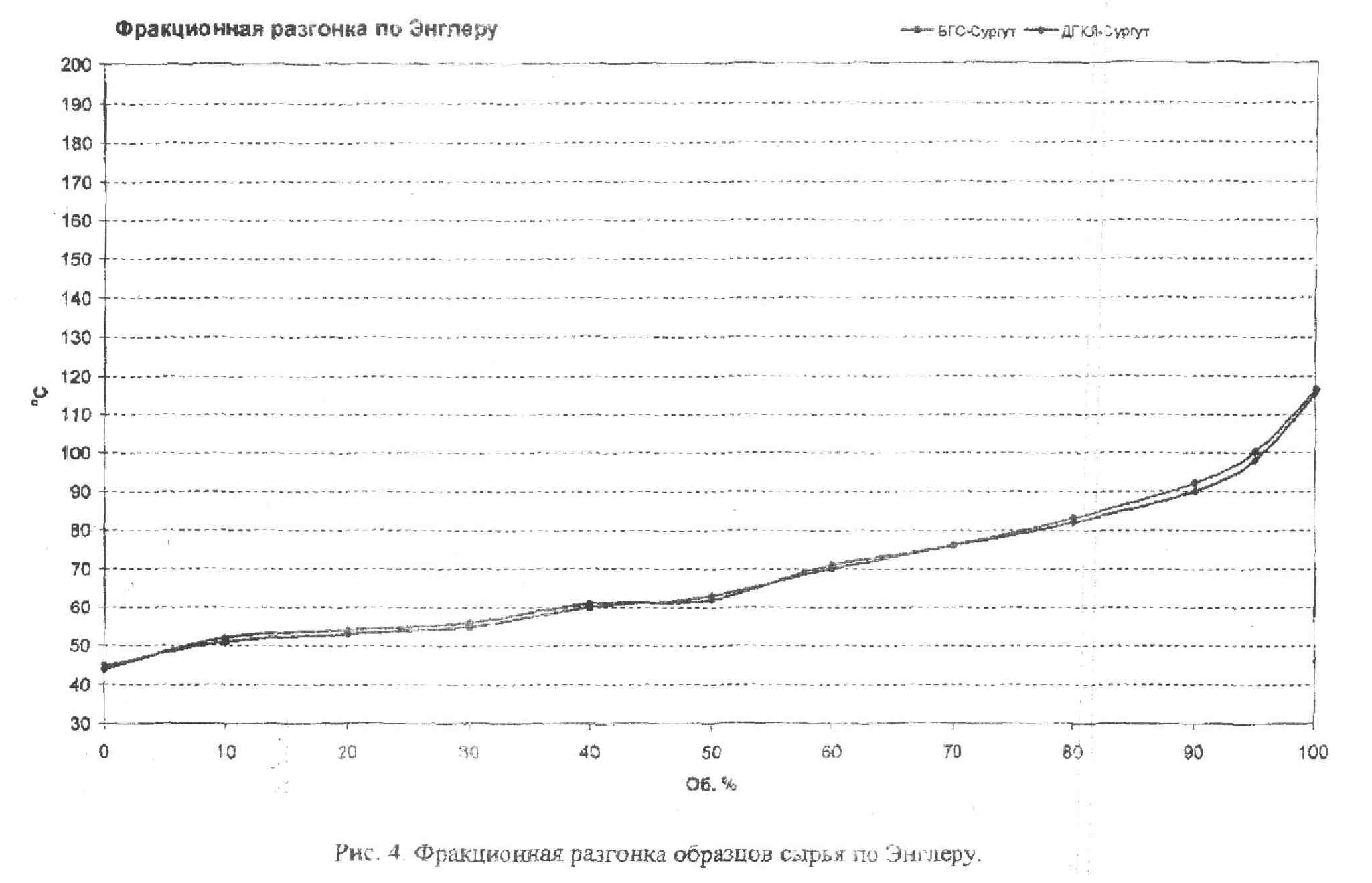
2.1.Для отработки процесса были использованы пробы двух видов сырья БГС (бензин газовый стабильный по ТУ 39-1340-89) и ДГКЛ (дистиллат газового конденсата легкий). Оба образца были испытаны на соответствие основным нормам для бензинов и показали практически идентичные результаты.
Лаборатория 25 ГосНИИ МО РФ
Аттестат аккредитации № RU.0001.23.НХ28 от 19.04.2006 г.
ПРОТОКОЛ ИСПЫТАНИЙ № 60/16-07
Наименование нефтепродукта: бензин газовый стабильный по ТУ 39-1340-89, поступивший от ООО «Синтон».
Проба бочка №3
Дата приема на анализ - 02.07.2007
Дата выдачи протокола испытаний - 03.07.2007
|
№ п/п |
Наименование показателей |
Метод испытания |
Результат испытания |
|
1 |
Детонационная стойкость: Октановое число по моторному методу Октановое число по исследовательскому методу |
ГОСТ 511 ГОСТ 8226 |
72,3 72,6 |
|
2 |
Фракционный состав: Температура начала перегонки 0С 10% перегоняется при температуре 0С 50% перегоняется при температуре 0С 90 % перегоняется при температуре 0С Конец кипения 0С Остаток в колбе % по об. Остаток и потери, % по об. |
ГОСТ 2177 |
45 52 63 91 117 0,8 2,5 |
|
3 |
Давление насыщенных паров, МПа мм.рт.ст.) |
ГОСТ 1756 |
(391) |
|
4 |
Плотность при 20 0С кг/м |
ГОСТ 300 |
681 |
|
5 |
Кислотность мг КОН/100 см3 |
ГОСТ 11362 |
отс |
|
6 |
Концентрация фактических смол мг /100 см3 |
ГОСТ 1567 |
отс |
|
7 |
Содержание механических примесей и воды |
ГОСТ 6321 |
отс |
|
8 |
Массовая доля серы, % |
ГОСТ 19121 |
0,001 |
|
9 |
Испытание на медной пластинке |
ГОСТ 6370 |
Выдерж. |
Начальник лаборатории подпись С.Шишаев
Лаборатория 25 ГосНИИ МО РФ
Аттестат аккредитации № RU.0001.21.НХ28 от 19.04.2006 г.
ПРОТОКОЛ ИСПЫТАНИЙ № 61/16-07
Наименование нефтепродукта: дистиллят газового конденсата легкий,
поступивший от ООО «Синтон».
Проба бочка №2
Дата приема на анализ - 02.07.2007
Дата выдачи протокола испытаний - 03.07.2007
|
№ п/п |
Наименование показателей |
Метод испытания |
Результат испытания |
|
1 |
Детонационная стойкость: Октановое число по моторному методу Октановое число по исследовательскому методу |
ГОСТ 511 ГОСТ 8226 |
71,3 72,5 |
|
2 |
Фракционный состав: Температура начала перегонки 0С 10% перегоняется при температуре 0С 50% перегоняется при температуре 0С 90 % перегоняется при температуре 0С Конец кипения 0С Остаток в колбе % по об. Остаток и потери, % по об. |
ГОСТ 2177 |
44 52 62 90 117 1,0 2,8 |
|
3 |
Давление насыщенных паров, МПа мм.рт.ст.) |
ГОСТ 1756 |
(391) |
|
4 |
Плотность при 20 0С кг/м |
ГОСТ 300 |
680 |
|
5 |
Кислотность мг КОН/100 см3 |
ГОСТ 11362 |
отс |
|
6 |
Концентрация фактических смолмг /100 см3 |
ГОСТ 1567 |
отс |
|
7 |
Содержание механических примесей и воды |
ГОСТ 6321 |
отс |
|
8 |
Массовая доля серы, % |
ГОСТ 19121 |
0,001 |
|
9 |
Испытание на медной пластинке |
ГОСТ 6370 |
Выдерж. |
Начальник лаборатории подпись С.Шишаев
Кроме того, был проведен хромотографический анализ этих проб. Результаты оказались также идентичными см.Табл.1 и Приложение №1).
Таблица 1.
Групповой состав сырья
-
БГС
ДГКЛ
Группы
Масс.%
Пропан-бутаны:
0,02
0,01
Бензол
0,30
0,30
БТК
0,90
0,86
Ароматические УВ
0,02
0,01
Общая ароматика
0,92
0,87
Н-парафины
28,07
28,23
изопарафины
32,76
32,91
олефины
0,09
0,10
циклопентаны
26,27
26,05
циклогексаны
11,22
11,27
С>5+>
99,31
99,41
Результаты фракционной разгонки по Энглеру приведены ниже (Рис.4):
Из всех результатов анализов наиболее важными показателями являются следующие:
-
Показатель
БГС
дгкл
Октановое число:
- по исследовательскому методу
- по моторному методу
72,6
72,3
72,5
71,3
Концентрация серы, мг/кг (ррm)
10
10
Объемная доля ароматических углеводородов, %
0,73
0,69
Объемная доля бензола, %
0,24
0,24
Плотность при 15 °С, кг/м3
681
680
3.2. Испытание сырья
В процессе «Аэроформинг» повышение октанового числа прямогонных бензиновых фракций возможно проводить при повышенных до 20 раз по сравнению с обычными процессами скоростях подачи сырья благодаря специально разработанному катализатору. Ранее катализаторы этой серии были испытаны на превращении типичных прямогонных газоконденсатных фракций с интервалом кипения 30-180°С. Для указанных фракций оптимальными условиями проведения нового процесса, позволяющими получать высокооктановые компоненты бензинов (ВОК), соответствующие нормам Евро-4, являются температура 400-450°С, массовая скорость подачи сырья 10-15час-1 (кг сырья на 1 кг катализатора в час), давление 10 ати. При этом с выходом 70-80% получаются ВОК по требованиям Евро-4.
Исследованные сырьевые бензиновые фракции БГС и ДГКЛ являются легкими бензинами, содержащими, в основном, фракции С 5 и С6 (40 и 31% соответственно). Очевидно, что условия их переработки должны отличаться.
Сравнение поведения сырья в условиях каталитического процесса на разных катализаторах показано, что БГС и ДГКЛ в одинаковых условиях дают одинаковые (в пределах ошибки эксперимента) выходы жидкой фракции (ЖФ), пропан-бутановой фракции (ПБФ) и водородсодержащего газа (ВСГ), октановое число, плотность и другие параметры ВОК.