Уникальные отливки диковинки
Государственный комитет Российской Федерации по высшему образованию
Московский Государственный Индустриальный Университет
(МГИУ)
Р Е Ф Е Р А Т
По дисциплине: "История науки и техники"
«Уникальные отливки "ДИКОВИНКИ"»
-
Группа:
Студент:
Преподаватель:
Москва 2000
-
Металлы подают
укрепление и красоту
важнейшим вещам в обществе потребным...
М. В. Ломоносов
«Слово о пользе химии»
ОТЛИВКА В ОТЛИВКЕ
Подлинное мастерство художника или умельца отличается от умения кустаря его беспредельностью и своеобразной внешней легкостью. Нередки случаи, когда творчество мастера граничит с дерзостью, с поразительной виртуозностью.
Вырезанные умельцем Востока из кости последовательно друг в друге шары, картины армянского умельца на маковом зерне, выкованный русским кузнецом тончайший цветок из стали и подкованная блоха — это не только развлечение или средство удивлять неискушенных, но и стремление раздвинуть границы возможного в творческом труде.
Литейщики по своей природе, по характеру труда — художники, которым также не чуждо желание превзойти эти границы. Все выдающиеся отливки мира были заметными этапами в истории литья. Но не каждому литейщику — истинному умельцу огненной профессии — было дано лить Царь-колокол или открывать новый сплав. Настоящий мастер находил себя и в малых формах.
Примером литья «диковинок» может быть отливка грузинского мастера I тысячелетия до н. э. из обычной для того времени бронзы (клад Б. А. Кухтина). Это небольшая рукоять для какого-то особого копья или инструмента. Судя по форме, по литым геометрическим фигурам на остове, мастер был импровизатором и выполнял многое в отливке без предварительного рисунка или образца, по наитию.
Рукоять представляет собой остов квадратного сечения, на двух противоположных гранях его отлиты различной формы углубления без особой строгости в размерах, положении и размещении. На одной из этих граней расположены извилистые углубленные линии, изображающие, по-видимому, змею. Верхняя часть остова разветвляется на три доли и переходит в своеобразное навершие или захват для ручки. Литой рисунок детали рукояти не свидетельствует о большом мастерстве литейщика в графике и живописи. Многие изделия того периода, а иногда и гораздо более ранних времен, стоят неизмеримо выше по художественности их орнаментовки, по литым изображениям и т. п. Быть может такая небрежность — нарочитый прием мастера, чтобы не отвлекать от главной идеи его творения. Нижняя часть остова имеет коническое расширение, а ее полая часть в разрезе напоминает контуры восьмерки. Внутри полой части находится самостоятельная отливка — стерженек с круглой головкой. В полой части рукояти выполнены треугольные отверстия при помощи специальных выступов формы, следы которой в виде треугольных углублений видны и на головке стерженька. Тщательный осмотр углублений в отливке, а также химический анализ металла и металлографические исследования обеих частей рукояти, выполненные академиком Груз. CСP Ф. Н. Товадзе и его сотрудниками, свидетельствуют о том, что обе детали рукояти отлиты заодно: отливка в отливке. В этом устройстве отливки и заключается ее «хитроумие».
Нужно было обладать большим мастерством и изобретательностью, чтобы заодно получить две отливки, расположенных одна в одной, причем так, чтобы внутренняя свободно вращалась в наружной. Совмещенные таким образом отливки можно было получить лишь по восковым моделям, но при этом для изготовления их требовалась весьма тонкая работа литейщика. Трудно сейчас определить практическую надобность в таком устройстве рукояти, но каково бы ни было ее назначение, техника литья и сейчас заставляет нас восхищаться талантом литейщика, смастерившего такую «диковинку».
ЦАРЬ-ЛЕВ
Говоря об уникальных отливках, нельзя не вспомнить о чугунной отливке, которую еще ее творцы в глубокой древности окрестили Царем-львом. Отливка заслуживает такого названия не только потому, что изображает царя зверей, но и потому, что является самым крупным в мире литым изваянием льва.
Царь-лев (Шицзы-ван) был отлит из чугуна более 1000 лет тому назад (в 954 г.). Почему отлит был именно лев, сказать трудно. В Китае львы вообще не водятся, хотя их изображения (весьма мало напоминающие истинный облик львов) у ворот дворцов, жилых зданий, на перилах мостов и в ряде других мест встречаются очень часто. Лев — олицетворение стража и могущества. Летопись гласит, что один опальный мастер после его помилования в честь владыки Поднебесной создал эту уникальную отливку. Лев был отлит на территории одного из монастырей, расположенного у небольшого города. Со времени его литья многое изменилось: не осталось от храма и следа, да и сам город переместился почти на 15 км от своего прежнего места, но эта чугунная отливка сохранилась до сих пор.
Высота отливки больше 5,5 м, длина больше 5 м, вес около 100 т. По данным древних летописей, раньше между ног изваяния свободно проезжала телега с лошадью, но за длительные годы оно сильно вросло в землю и теперь, чтобы пройти под животом льва, человеку среднего роста надо изрядно нагибаться. Отливка пустотелая, покоится она на специальной плите, глубоко осевшей в грунт. Подробному изучению самой отливки и технологии ее литья способствовало то, что отливка сильно разрушена, а вокруг нее, то есть в местах, где велась подготовка к формовке и заливке, вырыты сейчас в поисках воды четыре глубоких колодца. Это позволило измерить во всех характерных местах толщину тела отливки, по шлакам и остаткам кусков формы в колодцах определить особенности формовки и плавки металла и, используя некоторые архивные данные, полностью восстановить технологию литья.
Форма была выполнена по глиняной рубашке. Наружная ее часть состояла из отдельных кусков, плохо припасованных друг к другу, так что следы заливов сохранились до сих пор весьма четко. Они видны и на фотографии, хотя слой ржавчины па некоторых местах отливки достигает 10 мм. Для отделения глиняной рубашки от стержня и кожуха формы применялась прослойка из груботканого холста.
В те времена в Китае существовали лишь небольшие однофурменные вагранки для плавки чугуна. Они и были использованы при выплавке металла для Царь-льва. Следов тигельной металлургии чугуна не обнаружено. Этими мелкими печами, которые легко переносились и при надобности наклонялись, было, по-видимому, усеяно большое пространство вокруг формы. Печи имели слишком малую производительность, а небольшая толщина тела некоторых мест отливки (несмотря на местное утолщение ее литниковыми каналами) не позволяла вести заливку слишком медленно и длительно. От каждой печи по небольшому каналу выпускался металл, к нему по мере приближения к форме присоединялись ручейки от печей, расположенных на пути к форме.
О том, что именно такой способ плавки и заливки был применен, свидетельствует устройство чаши в форме, которая так и осталась на отливке. Возможно, в эту чашу заливали также чугун из ручных ковшей, принося его из печей, установленных дальше зоны действия чугунных ручейков.
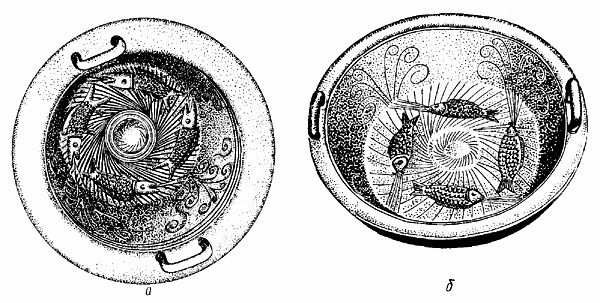
Рис. 1. Чудодейственные тазы «четырех рыб»:
а — ханьчжоуский;
б — чунцинский.
Древние литейщики применяли много технических выдумок, принимали трудные и оригинальные решения и создали литой монумент, вызывающий восхищение у современных специалистов. Однако этот выдающийся памятник старины находится в весьма плачевном состоянии. Отливка простояла тысячу лет на открытом воздухе и ее частично разрушила ржавчина. Стоит этот чудесный лев среди поля и над ним даже шалаша простого нет. В отливке уже разрушена брюшина, сбита голова (она закреплена временно мельничным жерновом). Неповторимое творение древних литейщиков, созданное на тысячелетия, обречено на гибель.
ТАЗЫ С СЕКРЕТОМ
Один из литых бронзовых тазов Востока, близкий по форме обычному хозяйственному тазу, носит название чудодейственного из-за своих способностей служить в качестве зеркала. Если в такой таз налить чистой воды, то ее поверхность может настолько хорошо давать отражение, что его можно сравнить с отражением в обычном зеркале. Этот таз-зеркало отлит в I тысячелетии до н. э. (около 2500 лет тому назад), найден недавно и его диковинные свойства еще не изучены.
По сохранившимся надписям удалось установить, что принадлежал этот таз одной из дочерей князя, которая, по-видимому, и использовала его как зеркало. Секрет таза заключается в особом сочетании преломления лучей в воде и подсвечивания их отражением лица, смотрящего в воду. Вряд ли такой таз был сделан специально как зеркало. Свойство выполнять функцию зеркала в нем, скорее всего, было замечено случайно и использовано без попыток повторения в других отливках.
Другой чудодейственный таз обладает иным свойством: при трении ладонями рук об ушки таза в нем «закипает» холодная вода. Устроен он чрезвычайно просто и по внешней форме напоминает обычный таз, в котором варят варенье или моют посуду, отличаясь лишь наличием ушек. На бортах диковинного таза имеются торцовые ушки прямоугольной формы толщиной до 10 мм. На дне таза — литой выпуклый рисунок из кругов, спиралей и четырех рыб с чешуей в виде небольших пупырышек. Спиральные выпуклые линии переходят на борта, где разветвляются и завихряются. Направление рыб и спиралей — против часовой стрелки. Дно таза значительно толще бортов (соответственно 7 — 10 мм и 2 — 3мм). Если такой таз установить на жесткую подставку с мягкой подкладкой (например, мокрое полотенце свернутое жгутом), наполнить его на 3/4 - 2/3 холодной водой и начать тереть мокрыми руками вдоль ушек, то через 2—5 сек из таза начнут фонтанировать многочисленные струйки или потоки капелек воды. Создается полное впечатление чрезвычайно бурного закипания поверхности воды или «дождя наизнанку».
Рис. 2. Эскиз таза «двух драконов».
При трении мокрыми руками о гладкие поверхности ушек в определенном темпе возникает звук (писк), какой обычно получается при трении ладонями рук о перила лестницы или о другие хорошо отполированные предметы. Эти звуковые колебания — первопричина «закипания» воды. Они усиливаются или очищаются упругими бортами, как мембраной. С помощью спиральных выступов на стенках таза энергия звуковых колебаний направляется пучком на дно. Сконцентрированная и получившая определенную направленность энергия колебательных движений выступающих частей таза с силой выталкивает из воды отдельные потоки ее капель или даже струй на высоту до 15—40 см. Создается впечатление интенсивного кипения всей или центральной части поверхности воды. При прикосновении рукой к бортам таза, уменьшении интенсивности или изменении направления трения кипение мгновенно прекращается, но на поверхности воды образуется рябь устойчивого рисунка в виде четырехугольных фигур.Таз «четырех рыб» не был специально изготовлен для осуществления в нем процесса «кипения» холодной воды. Этот эффект, по-видимому, был открыт впоследствии совершенно случайно.
По сведениям китайских литейщиков, таз с «закипающей» холодной водой — единственный в мире; находится он в г. Ханьчжоу. Попытки создания второго такого же экземпляра не увенчались успехом. Но автору удалось выяснить совсем иное. Действительно, в Ханьчжоу был старинный таз с «закипающей» водой, отлитый около 600 лет тому назад. Но от длительной демонстрации эффекта кипения он полностью пришел в негодность. Один из старых смотрителей музея нашел похожий таз у антикваров Шанхая и купил его. Этот новый таз «четырех рыб» (рис. 1, а) и демонстрировался последние годы. Возраст его точно не установлен; может быть он ровесник первому, а может быть и намного моложе. Таким образом, было выяснено, что теперешний Ханьчжоуский таз не единственный в мире. До него существовал подобный таз. Но и это не все.
На юге Китая, в г. Чунцине, находится третий таз, способный привести к «кипению» холодную воду. Своими контурами этот таз (его называют «таз Хань») отличается от таза «четырех рыб», хотя и он на дне имеет рисунок из четырех рыб, расположенных также против часовой стрелки (рис. 1, б). Но спирали и разные завитки в «тазе Хань» повернуты по часовой стрелке, рисунки выполнены иначе и т. п. Однако вода в нем закипает при трении о ручки не менее интенсивно, чем в тазу «четырех рыб».
Четвертый «чудодейственный» таз — таз «двух драконов» (рис. 2) — находится на севере Китая, в г. Дальнем. Он отличается от описанных формой, рисунком, размерами, но эффект при трении дает тот же.
Во всех этих тазах есть нечто общее, определяющее их чудесное свойство: квадратные ушки на тонких и упругих бортах; выпуклые рисунки со спиралями, исходящими со сравнительно толстого дна, разрисованного выпуклыми волнистыми пли прерывистыми изображениями; большая разница в толщине бортов и донной части таза.
Секрет «кипения» воды — в колебательном движении. Это было установлено на примере простого стеклянного сосуда с водой, который подвергали действию колебательных движений определенной частоты. Нет никаких сомнений, что и сейчас можно изготовить чудодейственный таз, обладающий этим интересным свойством.
ЛИТАЯ РУКА ПЕТРА ВЕЛИКОГО
Литейщики уже давно выступают как летописцы. Их летописи мало стираются временем. Литые летописи распространены особенно широко у народов, которые считают каллиграфию одним из видов искусства, дополнением к живописи или к разным видам прикладного искусства. По ним пишутся истории, восстанавливаются древние языки, уточняются подробности больших событий, социальный строй, взаимоотношения между народами и т. п.
Русские литейщики издавна прибегали к изображениям письмен на отливках. Это были и надписи на надгробных плитах, и своеобразная буквенная орнаментовка (например, сплошь покрытые текстом уральские плиты), и средство прославления власть имущих.
Чтобы запечатлеть чей-то облик, скульпторы снимали с лица умершего восковую или гипсовую маску, служившую литейщикам подлинником — моделью для литья бюста или барельефа. Но литейщики подарили нам много интересного, ненарочитого, зафиксированного экспромтом. Таким получилось литое изображение руки Петра Великого.
Петр I много внимания уделял развитию литейного дела в России: поощрял мастеров, сам специально изучал за рубежом ремесло литейщиков, приглашал к себе на работу лучших западных мастеров, ревностно следил за работой литейных заводов, часто бывал там. Рассказывают, что во время посещения одного из литейных цехов Петр I случайно оперся рукой на приготовленную к работе формовочную смесь и сделал на ней отпечаток своей руки, то есть литейную форму, моделью которой послужила его рука. Конечно, литейщики не упустили такого случая, заполнили форму жидким металлом и получили литую копию кисти царя Петра I.
В литом тексте на оборотной стороне отливки (несколько таких отливок хранится в Государственном историческом музее в Москве) сообщается следующее: «Снимокъ съ оттиска руки Петра Великаго сдЪланнаго Имъ на пескъ въ основан-номъ Имъ-же чугунно-литейномъ заводъ въ 1707 г. въ г. Липецк!.. Подлинникъ хранится въ здаши Липецкихъ ми-неральн. водъ. Йен. на заводт. Бр. Миловановыхъ въ Ли-пецкъ».
Так литейщики запечатлели руку человека, сделавшего необычайно много для развития отечественного литейного производства.
ОТЛИВКА ДЛЯ ЦАРЬ-МОЛОТА
Знаменитый Мотовилихинский завод в Перми подарил миру не одну техническую диковинку, не одну уникальную отливку. Об одной из них — об огромной чугунной пушке — уже говорилось. Не менее выдающейся была отливка для уникального Царь-молота.
Для проковки больших стальных пушек требовался кузнечный молот необычной мощности — ударной силы до 160 т (вес падающих частей больше 50 т). Таких молотов мир еще не знал. Предельная мощность самых крупных молотов Европы и Америки в то время составляла лишь 30 т. Мощный молот был спроектирован Николаем Воронцовым (впоследствии директор Петербургского горного института) и 17 февраля 1875 г. на нем отковали первую болванку весом 1000 пудов в присутствии русских и зарубежных специалистов. На нем можно было ковать болванки весом больше 3000 пудов. Но не только мощностью славился на весь мир этот молот, а и своей точностью. В подтверждение этого проводились такие опыты. Под боек молота клали карманные часы, а вокруг них укладывали стальные бруски значительно большей высоты. Ударом молота стальные бруски осаживали (расковывали) в лепешки до толщины часов. Последним ударом стекло часов разбивалось, но сами часы оставались неповрежденными. Работа молота-гиганта удивляла весь мир, им интересовались А. М. Горький, Д. И. Менделеев, адмирал С. О. Макаров, А. П. Чехов и другие выдающиеся люди нашей страны.
Очертания этого молота придал памятнику на горе Вышке инженер В. Е. Гомзиков — участник событий 1905 г. в Мотовилихе. Таким образом, монумент революционным борцам стал в то же время и памятником техническому чуду, прослужившему более 60 лет.
Но не меньшим чудом является часть этого молота — литой его шабот (стул), который с полным основанием можно назвать Царь-отливкой: это самая крупная в мире отливка — ее вес составил больше 600 т. Процесс литья такого шабота по грандиозности замысла, по остроумию самой техники его исполнения, по размаху и дерзости инженерной мысли не имеет в мире себе равного.
Для приблизительного представления о сложности технических решений и об искусстве русских литейщиков, создавших Царь-отливку, можно привести несколько интересных данных. Для размещения формы шабота потребовался кессон глубиной 40 м. Дно его располагалось на 25 м ниже уровня воды р. Камы, на берегу которой велись эти работы. Литейщики понимали, что малейшее просачивание в форму подпочвенных вод и соприкосновение их с жидким металлом повлечет за собой взрыв огромной разрушительной силы, брак уникальной и дорогостоящей отливки и человеческие жертвы. Поэтому создание надежного кессона явилось инженерной проблемой большой важности. Трудности создания могут стать понятными и не специалистам, если учесть, что большую часть глубины кессона пришлось рыть в условиях плывунов, постоянного притока воды. По той же причине, вероятно, литейщики столкнулись с большими трудностями и при самой формовке.
Невероятный труд, изобретательность и внимание потребовались литейщикам для того, чтобы избежать в таких крайне неблагоприятных условиях спекания (сплавления) металла отливки с материалом формы. Даже в обычных отливках жидкий металл проникает в поры формы, сплавляется с ее материалом, что приводит к полной негодности отливки. В форме же Царь-отливки давление жидкого металла в десятки раз превышало давление в обычных отливках. Кроме того, если залитый в обычную форму металл пребывает в жидком состоянии в течение нескольких минут, а затем затвердевает, то в форме Царь-отливки он находился в жидком состоянии, то есть в состоянии наиболее активного воздействия на стенки формы, в течение десятков часов.
У литейщиков, отливавших мотовилихинский шабот, не было забот, которые бы не вырастали в проблемы, беспрецедентные в их решении: все было ново, трудно, необычно, без дорог, проторенных на других заводах, в других странах.
Огромные трудности возникли при одной из заключительных операций литья — заливке формы. Литейщики считают заливку хоть и ответственной, но самой простой операцией литья. Заливка же шабота превратилась в почти непреодолимую трудность. Где взять сразу почти 650 т чугуна? Такое количество чугуна — почти суточная выплавка крупной доменной печи того времени. Но доменной печи на Мотовили-хинском заводе не было. Русские литейщики предлагают дерзкий, никем не повторенный план: построить возле формы специальный металлургический цех. Огромный литейный цех для одной заливки! И такой цех был построен. По мощности мало какие современные цехи могут с ним стать в ряд. Литейщики Мотовилихи построили специально вокруг формы двадцать крупных вагранок. Целые сутки потребовалось литейщикам, чтобы вывести эти вагранки «на старт», то есть привести их все одновременно в рабочее состояние. А затем уже началась плавка металла. Вагранки с учетом периода наладки работали непрерывно в течение 120 ч. Металл многие десятки часов непрерывно лился из леток вагранок по каналам прямо в форму. Такого еще мир никогда не знал, это никому не удалось повторить. Заливка формы была завершена благополучно.
Началось остывание металла. Через месяц в форме просверлили дыру и замерили температуру поверхности отливки: она составила почти 700° С. В течение почти трех месяцев тепло отливки использовали медники, паяльщики и другие рабочие для расплавления олова, припоев и т. п. Только через три месяца с момента заливки колоссальный шабот в 630 т вынули из формы, передвинули, перевернули и установили на месте расположения молота без подъемных кранов, с помощью одних рычагов и блоков. Беспредельны возможности ума и рук человеческих!
ЛИТОЙ ПАРОВОЗ
Вес литых деталей в общем балансе всех металлических заготовок для современных машин составляет около 50%. На долю заготовок, полученных всеми прочими способами (сваркой, штамповкой, прокаткой и т. п.), приходится остальная часть веса машин. Такое преимущественное положение литья объясняется рядом его достоинств, одно из которых состоит в том, что литьем можно получить детали практически любых габаритных размеров, веса и конфигурации.
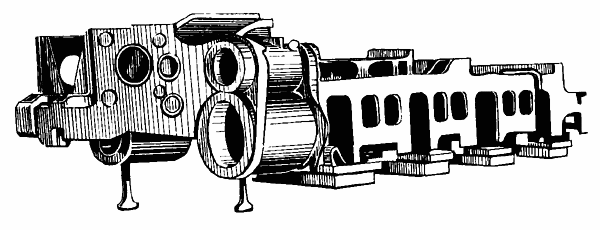
Рис. 3. Литая рама паровоза.
Эти преимущества литья широко используются конструкторами. При переходе к литым заготовкам они в одной сложной отливке совмещают большое количество деталей, получаемых любым другим способом. Правда, это усложняет работу литейщиков, но приносит огромную экономию предприятию в целом. Возможности совмещения в одной литой конструкции большого количества отдельных деталей практически не ограничены.
Примером объединения большого количества кованых деталей в одной отливке может быть паровозная рама с цилиндрами (рис. 3). Обычно многие узлы ее представляют самостоятельные отливки, поковки или детали, изготовленные из проката. Такая же отливка включает в себе два паровозных цилиндра, раму паровоза и другие детали, отлитые заодно, словом, чуть не весь паровоз. Отливка получилась не только крупной, но и чрезвычайно сложной. Ее общая длина почти 15 м, ширина около 3 м, общий вес около 7 т. Изготовление литой паровозной рамы было связано с чрезвычайно большими трудностями: понадобилась новая сложная оснастка (опоки и др.), возникла необходимость в специальных мерах предупреждения трещин в отливках и т. д. Но зато значительно снизилась трудоемкость механической обработки и сборки машины. И хотя литейщикам пришлось решить трудную технологическую задачу, они с ней справились хорошо — ими была создана уникальная в своем роде отливка.
При изучении такой сложной отливки возникают вопросы: насколько целесообразно изготовление подобных отливок? Где должна быть граница объединения отдельных простых деталей в сложную литую? На эти вопросы можно ответить правильно лишь на основе глубокого экономического анализа каждого случая, на основе учета общих затрат как на подготовительные, так и последующие после процесса литья операции.
Для современного литейного производства случаи создания огромных и весьма ответственных отливок нередки. Отливки для турбин мощных гидростанций, крупных компрессоров и прокатных станов, отливки из новых сплавов с особыми свойствами, способными удовлетворять требованиям работы в тяжелых условиях (при больших давлениях, весьма низких температурах и т.п.), отливки чрезвычайной сложности и повышенной точности требуют каждый раз особых решений, больших научных поисков, часто становятся выдающимися произведениями искусства литья.