Электроугольные изделия и припои
Сибирский Государственный Университет
Телекоммуникаций и Информатики
Хабаровский филиал
Реферат
по химии
Выполнил ст.гр.ХС-81 Букреев И.А.
Проверил преподаватель: Филимонова И.П
Хабаровск 1999 г.
Электроугольные изделия
Из числа твердых неметаллических проводниковых материалов наибольшее значение имеют материалы на основе углерода (электротехнические угольные изделия, сокращенно электроугольные изделия).
К электроугольным изделиям, применяемым в электротехнике и технике связи, относятся: электрические щётки для коллекторов электромашин, электроугли, применяемые в лампах и электропечах, электроды - в гальванических элементах, угольные мембраны, угольные порошки используют в микрофонах для создания сопротивления, изменяющегося от звукового давления. Из угля делают высокоомные резисторы, разрядники для телефонных сетей; угольные изделия применяют в электровакуумной технике.
В качестве сырья для производства электроугольных изделий можно использовать сажу, графит или антрацит. Для получения стержневых электродов измельченная масса со связующим, в качестве которого используется каменноугольная смола, а иногда и жидкое стекло, продавливается сквозь мундштук. Изделия более сложной формы изготовляют в соответствующих пресс-формах. Угольные заготовки проходят процесс обжига. Режим обжига определяет форму, в которой углерод будет находиться в изделии. При высоких температурах достигается искусственный перевод углерода в форму графита, вследствие чего такой процесс носит название графитирования.
Электрощётки. Обжиг обычных щеток для электрических машин ведут при температуре около 800 °С; графи тированные щетки нагревают при обжиге до 2200 °С.
Щетки служат для образования скользящего контакта между неподвижной и вращающейся частями электрической машины, т. е. для подвода (или отвода) тока к коллектору или контактным кольцам и, кроме того, осуществляют коммутацию переменной э.д.с., индуктированной в обмотке якоря. При работе на кольцах щетки осуществляют только подвод и отвод тока без коммутации.
Щётки должны иметь малое сопротивление, малый износ и хорошо пришлифовываться к поверхности коллектора. Их выпускают различных размеров (прилегающая к коллектору контактная поверхность щетки — от 4 Х 4 до 35 Х 35 мм, высота щетки — от 12 до 70 мм). Имеется несколько марок щеток, отличающихся друг от друга составом и технологическим процессом изготовления.
Щётки общего назначения подразделяют на четыре группы:
1. Угольно-графитные марок Т2; УГ2.
2. Графитные - Г1, ГЗ, 40.
3. Электрографитированные - ЭГ2а, ЭГ4, ЭГ8, ЭГ-14, ЭГ-15, ЭГ-83; ЭГ5; ЭГ9.
4. Металлографитные - М1, МЗ, Мб, М20, МГ, МГО, МГ2, МГ4, МГС, МГСО, СМ, МГС5, МГ6.
Весьма большое значение имеет величина удельного переходного контактного сопротивления щетки, приходящаяся на единицу поверхности сопротивления щетки с коллектором, P = R S, ом см2.
На величину P>k> оказывают влияние следующие факторы:
1. Материал коллектора или кольца.
2. Плотность тока в контактной поверхности.
3. Род тока и направление его при постоянном токе.
4. Температура контактной поверхности.
5. Давление на щетку.
6. Линейная скорость движения коллектора или кольца.
Щётки с содержанием порошкового металла обладают особенно малым электрическим сопротивлением и дают незначительное контактное падение напряжения (между щеткой и коллектором).
Величина удельного сопротивления щеток, ом мм2/м
Угольно-графитовые ……….21-54
Графитные .......……………..12-37
Электрографитированные …10-50
Металлографитные……...….0,20-9
Таким образом, наименьшим переходным контактным сопротивлением обладают медно - или бронзо-графитные щетки.
В зависимости от свойств щеток определяют и область их применения.
Щетки применяют на коллекторах электромашин постоянного и переменного тока, в тяговых электродвигателях с добавочными полюсами, в крановых двигателях, двигателях для подъемников, прокатных станов, компрессоров в шахтных и рудничных моторах, на одноякорных преобразователях, а также на многих других генераторах и двигателях постоянного и переменного тока асинхронных и синхронных.
Угольные электроды термического назначения служат:
1)в качестве нагревательных элементов электрических печей, где они выполняют роль резисторов;
2)в качестве проводника электроэнергии к нагревательному элементу, состоящему из угольной крупки в печах сопротивлений.
Электроды применяют в производстве ферросплавов, электростали, карбида кальция, абразивных материалов для шлифования, электролизе алюминия, электросварке.
Угольные электроды, работа которых будет протекать при высоких температурах, обжигаются также при очень высокой температуре, вплоть до 3000 °С. Угольные электроды, как и другие угольные изделия, имеют отрицательный температурный коэффициент удельного сопротивления.
Удельное сопротивление, ом мм2/м
Электродов…………50/70
Угольных трубок…..50/80
Сварочных углей…..60/80
Осветительные угли. Для освещения в качестве электродов вольтовой дуги употребляют специальные сорта углей. Различают угли для постоянного и переменного токов. Положительный электрод для постоянного тока обычно применяют с фитилем, диаметр его больше диаметра отрицательного угля в 1,5-2 раза потому, что накаливается он сильнее. В случае одинаковых диаметров он сгорел бы скорее.
Осветительные угли подразделяются на: прожекторные, кинопроекционные, для постоянного тока, переменного тока, киносъемочные и различных марок. Угли изготовляются в виде стержней диаметром от 5 до 30 мм, длиной от 120 до 450 мм.
Угли для гальванических элементов. Эти угли применяют в качестве положительного полюса гальванических элементов в виде пластин в цилиндре различных размеров.
Удельное электрическое сопротивление элементарных углей находится в пределах от 50 до 60ом мм2/м. Твердость по Шору не ниже 40.
Аноды для ртутных выпрямителей. Угольные аноды имеют форму стержней диаметром от 10 до 25 мм. Они характерны малой зольностью (до 0,1%). Для уменьшения зольности аноды подвергают электрографитации, т. е. второму обжигу в электрических печах сопротивлений при температуре 2200-2500° С.
Угольные регулировочные резисторы. Переходное сопротивление двух соприкасающихся угольных поверхностей в большой мере зависит от степени нажатия. В электротехнике это свойство используют для плавной и тонкой регулировки тока. Угольные регулировочные резисторы составляют из угольных пластин или спиралей, сжимаемых изменяющимся давлением. Так, например, резисторы, состоящие из 25 угольных колец толщиной 0,5 мм при наружном диаметре колец 50 мм и внутреннем 43 мм, дают сопротивление в зависимости от давления (см. табл.).
Зависимость сопротивления регулировочного угольного резистора от давления
|
Давление, кГ Сопротивление, ом |
0,1 23,3 |
0,2 14,3 |
0,5 7,7 |
1,0 4,0 |
5,0 0,96 |
10 0,54 |
15 0,39 |
20 0,33 |
Микрофонные порошки. Свойство угольного порошка изменять своё сопротивление в зависимости от давления (удельное сопротивление порошка зависит от крупности зерен, режима обжига порошка и плотности засыпки) обусловливается переходным сопротивлением зёрен порошка и используется в микрофонах, где под воздействием звуковых колебаний изменяется давление на порошок. Порошок в свою очередь изменяет свое сопротивление, что создает колебания тока в электрической цепи. Микрофонный порошок изготовляют трех марок:
1) МБ - для телефонных систем с местными батареями;
2) ЦБ - для телефонных систем с центральными батареями;
3) Л - для ларингофонов.
Сырьем для порошков служит антрацит, который дробится на куски от 5 мм и мельче, просеивается через сито в 80 меш, обжигается в печах при температуре 900-1000°С (марка ЦБ) и при 1480°С (марка МБ) и затем еще раз просеивается через сито в 45 меш. Удельное сопротивление этих порошков 40-700 ом см.
Мембраны для микрофонов производят из смеси: пекового кокса (75%) и каменноугольной смолы (25%). Каменноугольный пек предварительно размалывают в шаровой мельнице, просеивают через сито 100 меш, перетирают в течение 24 ч на бегунах, просушивают в сушильных барабанах, просеивают через сито 50 меш. Затем смешивают со смолой, предварительно прогретой при t = 300/315°С. Смесь обрабатывают на вальцах, затем размалывают в шаровых мельницах, просеивают через сито 200 меш. Из полученного порошка на гидравлических прессах под давлением 3 Т/см2 прессуют мембраны в виде дисков и обжигают при t = 1480° С.
Угольные контакты, изготовляют из смеси: отходы и брак угольных щеток, графит, пеки сода двууглекислая. Угольные контакты выпускают марок Т, Г-1 и серебряно-графитовые.
Угольная крупка изготовляется трех марок, отличающихся друг от друга размером зерен:
Марка УК-1 имеет размер зерна 0,5/1,5; УК-2-1,4/3,0; УК-3-2,9/6,0.
Применяют в электрических печах в качестве нагревательного элемента. Производят из брака малозольных углей, которые дробят и просеивают через сита.
Коллоидно-графитовые, препараты, изготовляют из чистого графита термически обработанного, высокой степени размельчения. Эти препараты наряду с применением в качестве смазок часто используют для уменьшения контактного сопротивления, для создания полупроводящих поверхностей. Примером этому может служить водная паста высокодисперсного графита (ак-вадаг), которая согласно ГОСТ 5613-50 выпускается четырех марок К-1, К-2, К-3, К-4, содержание частиц графита которых находится в пределах, %:
а) более 63 мкм - от 0,2 до 0,5;
в) менее 10 мкм - от 55 до 65.
Содержание золы нормируется только для марок:
К-1 - не более 5%, К-2 - не более 8%.
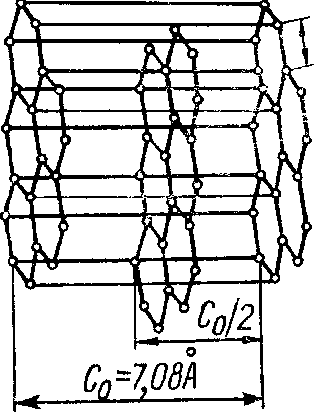
Природный графит представляет собой одну из модификаций чистого углерода слоистой структуры с большой анизотропией как электрических, так и механических свойств. Следует отметить, что чистый углерод в модификации алмаза представляет собой диэлектрик с весьма высоким удельным сопротивлением.
Сажи представляют собой мелкодисперсный углерод. Лаки, в состав которых в качестве пигмента введена сажа, обладают малым удельным сопротивлением и могут быть использованы для выравнивания электрического поля в электрических машинах высокого напряжения.
Пиролитический углерод получают путем пиролиза (термического разложения без доступа кислорода) газообразных углеводородов (метан, бензин, гептан) в камере, где находятся керамические или стеклянные основания заготовок для резисторов.
Схема реакции пиролиза углеводородов общего состава С>m>H>n>:
С>m>H>n> -> тС + m/2 H>2>.
Особенностью структуры пиролитического углерода является отсутствие строгой периодичности в расположении слоев (в отличие от графита) при сохранении их параллельности.
Бороуглеродистые пленки получаются пиролизом борорганических соединений, например В(С>4>Н>9>)>3> или В(С>3>Н>7>)>3>. Эти пленки обладают малым температурным коэффициентом удельного сопротивления.
Проводниковые материалы особо высокой нагревостойкости. В некоторых случаях [нагревательные элементы высокотемпературных электрических печей, электроды магнитогидродинамических (МГД-) генераторов] требуются проводниковые материалы, которые могли бы достаточно надежно работать при температурах 1500 - 2000 К и даже выше. В МГД-генераторах условия работы проводниковых материалов еще усложняются из-за соприкосновения материала с плазмой и возможности электролиза при прохождении через материал постоянного тока.
Проблема получения проводниковых материалов, полностью удовлетворяющих всем этим требованиям, окончательно еще не решена; по-видимому, решение может быть найдено исключительно в применении специальных керамических материалов. Среди высоконагревостойких проводящих материалов могут быть отмечены некоторые оксиды (прежде всего керамика диоксида циркония ZrO>2>, стабилизированная добавкой оксида иттрия Y>2>O>3>), керамика диоксида церия СеО>2>, некоторые хромиты. Некоторые свойства керамики ZrO>2> - Y>2>O>3> (после обжига, при пористости 25 % по объему): средняя плотность 2,9 Мг/м3,
Стабилизируя диоксид циркония ZrO>2> добавлением оксида иттрия Y>2>O>3> (или оксидов некоторых других металлов), можно избежать структурных превращений чистого ZrO>2> во время охлаждения после обжига, связанных с уменьшением объема и вызываемых этим повреждением обожженных изделий.
ПРИПОИ
Припои представляют собой специальные сплавы, применяемые при пайке. Пайка осуществляется или с целью создания механически прочного (иногда герметичного) шва, или с целью получения постоянного электрического контакта с малым переходным сопротивлением. При пайке места соединения и припой нагреваются. Так как припой имеет температуру плавления значительно меньшую, чем у соединяемых металлов, то он плавится, в то время как спаиваемые металлы остаются твердыми. На границе соприкосновения расплавленного припоя и твердого металла происходят сложные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом припой диффундирует в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Припои принято делить на две группы: мягкие и твердые. К мягким относятся припои с температурой плавления до 400°С, а к твердым - припои с температурой плавления свыше 500°С. Кроме температуры плавления, припои существенно различаются и по механическим свойствам. Мягкие припои имеют предел прочности при растяжении не выше 50 - 70 МПа, а твердые - до 500 МПа.
Тип припоя выбирают, сообразуясь с родом спаиваемых металлов или сплавов, требуемой механической прочностью, коррозионной стойкостью, стоимостью и - при пайке токоведущих частей - с удельной электрической проводимостью припоя.
Мягкими припоями в основном являются припои оловянно-свинцовые (марка ПОС) с содержанием олова от 18 % (ПОС-18) до 90 % (ПОС-90). Удельная проводимость этих припоев составляет 9 - 13% удельной проводимости стандартной меди, а температурный коэффициент линейного расширения a>l> - (26 - 27) 106 К-1.
Существуют также мягкие припои с добавками алюминия, серебра. Еще более легкоплавки припои, в состав которых входят висмут и кадмий. Они применяются там, где требуется пониженная температура пайки; механическая прочность их очень незначительна. Висмутовые припои обладают большой хрупкостью.
|
Припой |
Марка и состав |
Температура плавления, °С |
Удельное сопротивление, мкОм м |
Удельная теплопроводность , Вт/(м К) |
Предел прочности при растяжении, МПа |
Относительное удлинение при разрыве, % |
|
Оловянно- |
ПОС-61 (61% |
183-190 |
0,14 |
50 |
43 |
46 |
|
свинцовый |
Sn; 39% Pb) |
|||||
|
То же |
ПОС-40 (40% |
183-238 |
0,16 |
42 |
38 |
52 |
|
Sn; 60% Pb) |
||||||
|
Оловянно- |
ПОСК-50-18 |
142-145 |
0,13 |
54 |
40 |
40 |
|
свинцово- |
(50% Sn; 18% |
|||||
|
кадмиевый |
Cd; 32% Pb) |
|||||
|
Оловянно- |
ПОССу-40-2 |
185-299 |
0.17 |
42 |
43 |
48 |
|
свинцово- |
(40% Sn; 2% |
|||||
|
сурьмянистый |
Sb; 58% Pb) |
|||||
|
Оловянно- |
40-45% Sn; |
200-250 |
— |
— |
— |
— |
|
кадмиево-цинковые |
20% Cd; 25-20% Zn; |
|||||
|
(15% Al) |
||||||
|
Сплав Вуда |
12,5% Sn; |
60,5 |
— |
— |
— |
— |
|
26% Pb; |
||||||
|
11,5% Cd; |
||||||
|
50% Bi |
||||||
|
Олово-сурь |
ПОСМ-0,5 |
184 |
— |
— |
— |
— |
|
мянисто- |
(59-61% Sn; |
|||||
|
медный |
0,8% Sb; 0,5- |
|||||
|
0,7% Сu; |
||||||
|
~30% Pb) |
||||||
|
Индий серебряный |
ПСр-ЗИн (96,5-97,5% In; 2,5-3,5% Ag) |
141 |
— |
— |
— |
— |
Наиболее распространенные твердые припои - медно-цинковые (ПМЦ) и серебряные (ПСр).
|
Припой |
Марка и состав |
Температура плавления, °С |
Плотность, Мг/м3 |
|
Медно-цинковый |
ПМЦ-36 (36% Сu; 64% Zn) ПМЦ-54 (54% Cu; 46% Zn) |
825-950
860-970 |
7,7 8,3 |
|
Серебряный |
ПСр-15 (15% Ag; остальное Сu и Zn) ПСр-45 (45% Ag; остальное Сu и Zn) |
635-810 600-725 |
8,3 9,1 |
|
— |
ПМТ-45 (49-52% Сu; 1-3% Fе; 0,7-0,1% Si; 45-49,3% Ti) |
955 |
6,02 |
Не относящиеся к собственно припоям особые виды металлических материалов применяются в электровакуумной технике для вводов, вплавляемых в стекло и работающих при сравнительно низких температурах, так что использование здесь особо тугоплавких, но дорогих металлов (вольфрам, молибден, платина) не требуется. Для этих материалов особую важность имеет температурный коэффициент линейного расширения a>l>, который для получения вакуум-плотного ввода должен согласовываться с a>l >, стекла. Отметим ковар (марка 29НК), применяемый для впая в твердые стекла; это сплав примерного состава: Ni 29%, Со 18 %, Fе остальное; его P равно 0,49 мкОм м, a>l> составляет (4-5) 10-6 К-1.
Платинит представляет собой биметаллическую проволоку с сердечником из никелевой стали марки Н42 (с содержанием Ni 42 - 44% по массе) и наружным слоем из меди марки МО. Содержание меди в платините - от 25 до 30% общей массы проволоки. Название «платинит» объясняется тем, что a>l> платинитов ой проволоки близок к a>l> платины.
Припои применяют в следующих случаях:
Мягкие припои
ПОС-61 - для лужения и пайки тонких проводов и спиральных пружин в измерительных приборах, монтажных соединений обмоточных проводов (0,05-0,08 мм), конденсаторов, герметичных швов стеклянных проходных изоляров, печатных схем и при производстве полупроводниковых приборов, т. е. там, где недопустим перегрев;
ПОС-40 - для пайки токопроводящих деталей, проводов, наконечников, для соединения проводов с лепестками, при производстве полупроводниковых приборов;
ПОСК-50-18 - для пайки деталей, чувствительных к перегреву, металлизированной керамики, для пайки конденсаторов, для герметизации, для лужения пассивной части интегральных схем с покрытием медью, серебром;
ПОССу-40-2 (широкого назначения) - для пайки наружных деталей и сборочных единиц электровакуумных приборов;
ПОКЦ - для пайки алюминия и его сплавов;
Сплав Вуда - для особо низкой температуры пайки;
ПОСМ-0,5 - для лужения пассивной части микросхем с тонкими медными покрытиями (0,5-0,6 мкм);
ПСр-ЗИн - для пайки золота и серебра, а также металлизированных материалов при производстве микросхем.
Твердые npunou
ПМЦ-36, ПМЦ-54 - для пайки меди, медных сплавов;
ПСр-15, ПСр-45 - для пайки наружных деталей и сборочных единиц электровакуумных приборов из меди, медных сплавов и стали;
ПМТ-45 - для пайки титана и его сплавов.
Вспомогательные материалы для получения надёжной пайки называют флюсами. Они должны:
1) растворять и удалять окислы и загрязнения с поверхности спаиваемых металлов;
2) защищать в процессе пайки поверхность металла, а также расплавленный припой от окисления;
3) уменьшать поверхностное натяжение расплавленного припоя;
4) улучшать растекаемость припоя и смачиваем ость им соединяемых поверхностей.