Коррозия и защита металлов (работа 2)
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ 2
ХИМИЧЕСКАЯ КОРРОЗИЯ 3
ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ ПОД ДЕЙСТВИЕМ ВНУТРЕННИХ МАКРО- И МИКРОГАЛЬВАНИЧЕСКИХ ПАР 7
ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ, ВОЗНИКАЮЩАЯ ПОД ДЕЙСТВИЕМ ВНЕШНЕЙ РАЗНОСТИ ПОТЕНЦИАЛОВ 9
3АЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ 10
ЗАЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ ВНЕШНИМ ПОТЕНЦИАЛОМ 15
список литературы 16
КОРРОЗИЯ И ЗАЩИТА МЕТАЛЛОВ. ХИМИЧЕСКАЯ СТОЙКОСТЬ МАТЕРИАЛОВ
ВВЕДЕНИЕ
Получение металлов из их природных соединений всегда сопровождается значительной затратой энергии. Исключение составляют только металлы, встречающиеся в природе в свободном виде: золото, серебро, платина, ртуть. Энергия, затраченная на получение металлов, накапливается в них как свободная энергия Гиббса и делает их химически активными веществами, переходящими в результате взаимодействия с окружающей средой в состояние положительно заряженных ионов:
Меn++
nе
Ме0 ( G>0);
Ме0
– ne
Ме n+ (G
<0).
G>0);
Ме0
– ne
Ме n+ (G
<0).
металлургия коррозия
Самопроизвольно протекающий процесс разрушения металлов в результате взаимодействия с окружающей средой, происходящий с выделением энергии и рассеиванием вешества (рюст энтропии), называется коррозией. Коррозионные процессы протекают ннеобратимо в соответствии со вторым началом термодинамики.
Медленное выделение тепловой энергии почти без повышения температуры или электрической энергии с ничтожно малыми разностями потенциалов не дает возможности использовать выделяющуюся энергию — происходит рассеивание энергии (рост тепловой части энтропии). Продукты коррозии, как правило, рассеиваются в процессе эксплуатации металлических конструкций, что ведет к росту энтропии (концентрационная часть энтропии). Необратимые коррозионные процессы наносят большой вред народному хозяйству.
Создан Международный институт коррозии и защиты металлов, координирующий работы в этой области, ведущиеся во всех странах. Подсчитано, что около 20% ежегодной выплавки металлов расходуется в коррозионных процессах. Большой вред приносит коррозия в машиностроении, так как из-за коррозионного разрушения какой-нибудь одной детали может выйти из строя машина, стоящая нередко десятки и сотни тысяч рублей. Коррозия снижает точность показаний приборов и стабильность их работы во времени. Незначительная коррозия электрического контакта приводит к отказу при его включении. Меры борьбы с коррозионными процессами являются актуальной задачей современной техники.
Виды коррозионных разрушений. Изменение поверхности металла в результате коррозионных процессов может быть различным в зависимости от свойств металла и коррозионной среды. На их развитие очень сильно влияет механическая напряженность металла.
Наиболее опасной является местная коррозия, которая при малой общей коррозии в отдельных местах может создать резкую концентрацию механических напряжений, в свою очередь содействующих дальнейшему разрушрнию металла.
Выявляемые микроскопическим исследованием коррозионные разрушения все опасны и особенно интеркристаллитная коррозия, ослабляющая связь между металлическими зернми, и транскристаллитняя коррозия, возникающая под действием, механических напряжений и приводящая к развитию трещин. Наименее опасна селективная коррозия — результат травления стали при сохранении карбидных зерен (цементит, мартенсит) или потеря цинка из латуней.
Типы коррозионных процессов. Часто одни и те же типы коррозионных разрушений металла могут быть вызваны разными процессами коррозии. Коррозионные процессы бывает трудно отнести только к какому-либо определенному типу, так как они нередко происходят одновременно (атмосферная коррозия). По природе гетерогенных процессов взаимодействия окружающей среды с металлами эти процессы можно разделить на два основных типа.
Химическая коррозия, развивающаяся в отсутствие электролитов. Она протекает главным образом при температурах, исключающих возможность образования насыщенного пара воды, — высокотемпературная или газовая коррозия. Этот же вид коррозии может возникать и в неводных органических средах (галогенозамещенные, тиосоединения и т. д.).
Электрохимическая коррозия, идущая в электролитной среде под действием внутренних микро- или макрогальванических пар или внешней разности потенциалов.
Оба типа коррозионных процессов определяются термодинамически изменением свободной энергии Гиббса:
G0
= – RT ln K = –
0nF (1)
Процессы высокотемпературной химической коррозии определяются константой равновесия обратимых гетерогенных реакций, и для их исследования мы используем первую часть равенства (1).
Для исследования процессов электрохимической коррозии необходимо рассматривать выражение G0, содержащее разность потенциалов и величину заряда, перенесенного растворяющимся веществом, т. е. электрическую работу.
Кроме термодинамической вероятности процесса необходимо рассматривать кинетику процесса, так как она определяет долговечность и надежность машин и конструкций, работающих в коррозионных средах.
Существенно влияет на коррозионные процессы уровень внешних или внутренних (остаточных) напряжений и их распределение в металле изделия. На коррозию сталей и других металлов, особенно в контакте с грунтом (землей), могут влиять продукты жизнедеятельности микроорганизмов, значительно ускоряющие процессы коррозии.
ХИМИЧЕСКАЯ КОРРОЗИЯ
Химической коррозии подвержены детали и узлы машин, работающих при высоких температурах, — двигатели поршневого и турбинного типа, ракетные двигатели и т. п. Химическое сродство большинства металлов к кислороду при высоких температурах почти неограниченно, так как оксиды всех технически важных металлов способны растворяться в металлах и уходить из равновесной системы:
2 Ме(т)
+ O>2>(г)
2МеО(т);
Ме(т)
+ O>2>(г)
2МеО(т);
МеО(т)
[МеО] (р-р)
В этих условиях окисление всегда возможно, но наряду с растворением оксида появляется и оксидный слой на поверхности металла, который может тормозить процесс окисления.
Скорость окисления металла зависит от скорости собственно химической реакции и скорости диффузии окислителя через пленку, а поэтому защитное действие пленки тем выше, чем лучше ее сплошность и ниже диффузионная способность. Сплошность пленки, образующейся на поверхности металла, можно оценить по отношению объема образовавшегося оксида или другого какого-либо соединения к объему израсходованного на образование этого оксида металла (фактор Пиллинга—Бэдвордса). Рассмотрим реакцию окисления металла
xMe + уO Me>x>O>y>
объем полученного оксида:
где
 —
молекулярная масса;
—
молекулярная масса;
 - плотность;
- плотность;
объем израсходованного металла:
где
 — атомная масса;
— атомная масса;
 — плотность;
— плотность;
отсюда
 (2)
(2)
Коэффициент (фактор Пиллинга — Бэдвордса) у разных металлов имеет разные значения (табл. 1).
Таблица 1. Значение коэффициента для некоторых металлов
-
Металл
Оксид
Металл
Оксид
Mg
MgO
0.79
Zn
ZnO
1.58
Pb
PbO
1.15
Zr
ZrO>2>
1.60
Cd
CdO
1.27
Be
BeO
1.67
Al
Al>2>O>2>
1.31
Cu
Cu>2>O
1.67
Sn
SnO>2>
1.33
Cu
CuO
1.74
Ni
NiO
1.52
Ti
Ti>2>O>3>
1.76
Nb
NbO
1.57
Cr
Cr>2>O>3>
2.02
Nb
Nb>2>O>3>
2.81
Металлы, у которых <1, не могут создавать сплошные оксидные слои, и через несплошности в слое (трещины) кислород свободно проникает к поверхности металла.
Сплошные и устойчивые оксидные слои образуются при = 1,2—1,6, но при больших значениях пленки получаются несплошные, легко отделяющиеся от поверхности металла (железная окалина) в результате возникающих внутренних напряжений.
Фактор Пиллинга — Бэдвордса дает очень приближенную оценку, так как состав оксидных слоев имеет большую широту области гомогенности, что отражается и на плотности оксида. Так, например, для хрома = 2,02 (по чистым фазам), но пленка оксида, образующегося на нем, весьма устойчива к действию окружающей среды. Толщина оксидной пленки на поверхности металла меняется в зависимости от времени. При низких температурах толщина пленки изменяется по логарифмическому закону и асимптотически приближается к некоторой постоянной величине:
= >0> (1 – e-St) (3)
где — толщина пленки; >0> —постоянная, предельная величина; k — константа скорости гетерогенной реакции; S — поверхность раздела (1 см2), t — время. При t >0>. Уравнение (3) есть кинетическое уравнение для гетерогенной реакции, в которой площадь контакта не изменяется со временем. В рассмотренном случае лимитирующим фактором является скорость реакции, а не диффузия.
При больших температурах четко выявляется параболический закон роста, т. е. затухание диффузии с ростом толщины слоя. В этом случае лимитирующим процессом является уже диффузия, но не скорость химической реакции, а условия диффузии можно определить соотношением
grad C = const (4)
где — толщина оксидного слоя; grad C — градиент концентрации кислорода по толщине пленки. После соответствующих преобразований уравнения диффузии и его интегрирования получаем закон роста пленки:
 (5)
(5)
где D>T>> >— коэффициент диффузии; P = grad C; M — молекулярная масса оксида; — плотность оксида.
Если пленка оксида такова, что кислород в ней обладает высокой диффузионной способностью при высоких температурах, можно считать grad C = const. В этом случае возникает линейный закон роста пленки:
 (6)
(6)
В зависимости от температуры для одного и того же окисляющегося металла проявляются различные законы роста пленкиоксида. Например, для титана при низких температурах выполняется логарифмический закон роста пленки; она пассивирует его очень стабильно. При 900—1100К он окисляется уже по параболическому закону, т. е. пассивируется частично, а при более .высоких температурах окисляется по линейному закону, т. е. пленка оксидов перестает быть защитной (Н. Д. Томашев).
Строение оксидных пленок очень сложно и зависит от характера образующихся между металлом и кислородом соединений и процессов диффузии. Процессы диффузии в оксидных слоях могут происходить за счет перемещения ионов кислорода O2- от газовой фазы по направлению к металлу или ионов Ме+ в противоположном направлении. Ионы перемещаются по вакансиям в кристаллических решетках оксидов.
Если в толще образовавшейся пленки преимущественно движутся ионы O2-, то это приводит к утолщению пленки за счет уменьшения толщины металла, т. е. общая толщина коррелирующего образца практически не изменяется.
Наоборот, если преимущественно перемещаются ионы Ме+, то пленка растет в направлении газовой фазы (O2) и размер корроди-рующего образца растет.
Может быть и промежуточный случай — одновременного движения ионов O2- и Ме+, что вызывает рост пленки в обоих направлениях. Диффузия ионов создает неравномерное электрическое поле вблизи поверхности металла
Оксидные, нитридные и другие пленки на металлах обычно приобретают свойства полупроводимости.
Сложный теоретический вопрос о развитии оксидных и иных слоев на поверхности металлов имеет практическое значение в технологии машиностроения, так как изменение размеров деталей после их оксидирования необходимо учитывать (допуск на обработку).
У металлов с переменной степенью окисления строение пленки по толщине неодинаковое.
Наилучшие по стойкости оксидные пленки обладают структурой шпинелей RO *R>2>O>2>; образуясь на поверхности сплавов (IХ18Н9), они служат надежной защитой от коррозии (FeO * Cr>2>O>3> или NiO * Cr>2>O>3>).
Практически вообще не пасси-вируются при высоких температурах d-металлы с высокими степенями окисления, образующие летучие оксиды: Мо, W, Nb, Та, Rе. Температуры кипения их оксидов ниже температур плавления соответствующих металлов, и поэтому оксиды улетают в газовую фазу, обнажая поверхность металла для дальнейшего окисления.
Изменение состава металла в результате газовой коррозии. Если образование оксидного слоя при высокой температуре сопровождается интенсивной диффузией кислорода внутрь металла, то это приводит к изменению его состава за счет окисления легирующих компонентов. Особенно это заметно на конструкционных сталях, в поверхностных слоях которых происходит окисление углерода — ферритная полоска, образование которой сопровождается потерей прочности, особенно для тонкостенных изделий. Взаимодействие сталей с окисляющими средами можно представить в виде следующих уравнений:

Последний случай — наиболее опасный, так как водород, растворяясь в стали, создает повышенную хрупкость металла. При тонкостенных конструкциях это влияние газовой коррозии на снижение прочности особенно заметно.
Химическая коррозия в неводных средах. Эти процессы харак терны для эксплуатации химико-технологического оборудования. Несмотря на сложность их развития, в прийципе они представляют собой обычные гетерогенные химические реакции:

(где R—органические радикалы).
Разрыв ковалентных связей и переход их в ионные легче совершается при повышенных температурах. Особенно легко перестройка связей идет в присутствии следов воды. Последнее обстоятельство имеет место при коррозии питательной аппаратуры двигателей внутреннего сгорания (плунжерные пары, форсунки), работающих на топливе с примесями сернистых соединений.
ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ ПОД ДЕЙСТВИЕМ ВНУТРЕННИХ МАКРО- И МИКРОГАЛЬВАНИЧЕСКИХ ПАР
Раньше электрохимическую коррозию называли гальванической коррозией, так как разрушение металла происходит под действием возникающих гальванических пар.
Рассмотрим различные случаи возникновения коррозионных гальванических пар.
1. Контакт с электролитом двух разных металлов в случае сочетания в одном узле или детали металлов различной активности в данной среде, или в случае применения сплава эвтектического типа из двух металлов разной активности.
2. Контакт металла и его соединения, обладающего металлообразными или полупроводниковыми свойствами. В любом случае свобоЛный металл имеет отрицательный электрический заряд, а соединение — положительный заряд, так как в нем часть электронов проводимости связана. Это также справедливо и для интер-металлидов.
3. Различные концентрации электролитов или воздуха, растворенного в жидком электролите.
4. Различный уровень механических напряжений в одной и той же детали.
Механизм электрохимической коррозии, определяемый разностью потенциалов пассивных (катодных) и активных (анодных) участков, сводится к работе гальванического элемента, однако результат коррозионных разрушений может быть различен.
На механизм низкотемпературной коррозии влияет много различных причин: переменная температура и влажность воздуха, переменный состав газовой и электролитной среды и даже бактериальная флора, например при почвенной коррозии, так как некоторые виды бактерий способствуют окислению железа. Развитие коррозии в результате контакта разных металлов можно иллюстрировать схемой, представленной на рис. 1. Наибольшее коррозионное разрушение наблюдается рядом с контактом, так как здесь сопротивление наименьшее и, следовательно, наибольшая плотность тока.
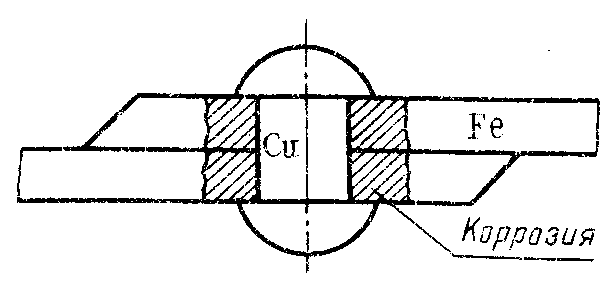
Рис. 1. Разрушение в месте контакта разных металлов
Если возникновение разности потенциалов вызвано применением эвтектических сплавов, состоящих из металлов различной активности, то не всегда можно руководствоваться данными по стандартным потенциалам растворения, так как активность изменяется в зависимости от состава электролита и рН среды.
Так, например, стандартный потенциал алюминия меньше стандартного потенциала цинка, а в растворе поваренной соли получается наоборот — >А1>>>Zn>, и в данной паре цинк будет анодом. При контакте эвтектического сплава с электролитом может быть два случая: 1) коррозия сведется квытравливанию из поверхностного слоя одного из компонентов (селективная коррозия); 2) коррозия может перейти в интеркристаллитную, если наиболее активный элемент входит только в состав эвтектики, разделяющей кристаллические зерна металлов. В сплавах металлов А и В, обладающих разной активностью (>А><>B>), сплав состава 1—1 будет подвергаться селективной коррозии, а сплав состава 2—2 — интеркристаллитной, потому что активный металл А весь входит в состав эвтектики.
Ввиду малой поверхности зерен А в эвтектике плотность тока будет большая и разрушение эвтектики пойдет в глубину. Поэтому рекомендуется в коррозионных средах применять только сплавы типа твердого раствора (Л-61, IХ18Н10 и т. д.).
Сам процесс взаимодействия металлов с электролитной средой может происходить или с водородной, или с кислородной деполяризацией в зависимости от рН среды.
Различные концентрации электролита могут вызвать коррозию, создавая пару даже с одинаковыми металлами. Различное содержание кислорода также приводит к образованию гальванической пары — менее окисленный и более окисленный металл. Примером может служить коррозия металла под каплей воды (точечная коррозия, переходящая в питтинг); схема этого процесса приведена на рис. 2.
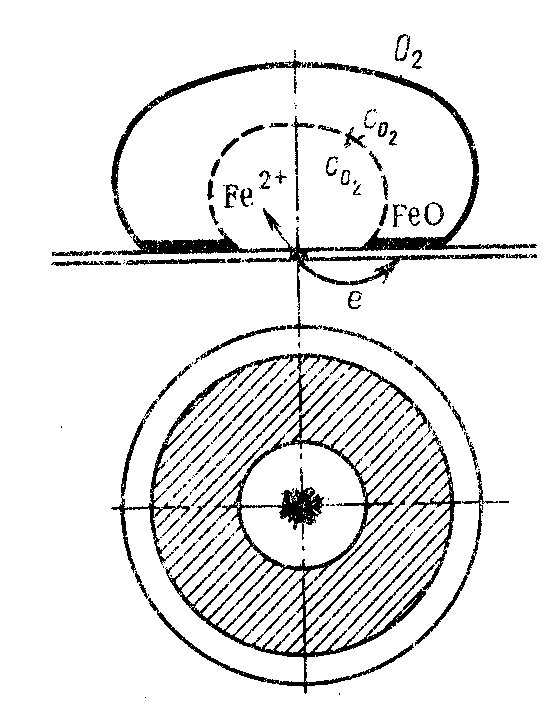
Рис. 2. Коррозия стали под неподвижной каплей воды
Поверхностные слои воды содержат больше кислорода, чем внутренние, и поэтому средняя часть смоченного металла оказывается более активной (анод), чем внешняя (катод). После высыхания капли в ее центре появляется довольно глубокое пятно ржавчины. Если взять достаточно тонкую (0,2—0,1 мм) пластинку, например стали, то можно получить сквозное отверстие. Такие процессы часто наблюдаются при атмосферной или почвенной коррозии.
Коррозионные пары могут возникать при действии внешних или внутренних механических напряжений (остаточных напряжений, например при сварке). Если пластинку стали, дюраля или титанового сплава согнуть и в напряженном состоянии погрузить в коррозионную среду, то на растянутом слое (внешний) через относительно короткое время возникнут трещины (рис. 3), а внутренний сжатый слой будет оставаться без изменений. Растягивающие усилия особенно опасны, так как в этом случае металл повышает свою активность.
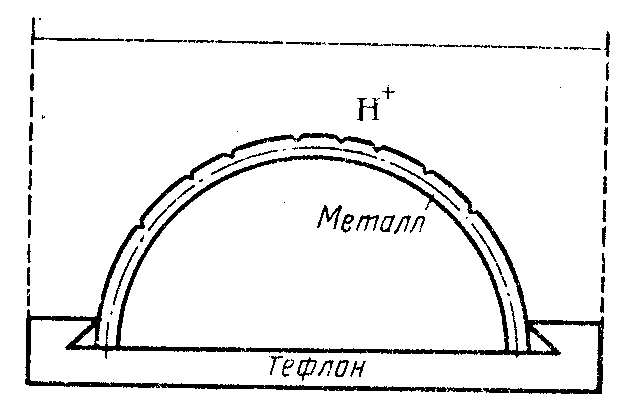
Рис. 3. Коррозия пластинки в напряженном состоянии
Если согнутую упруго пластинку (см. рис. 3) термически обработать и упругие деформации перейдут в пластические (явление релаксации), то разности потенциалов не возникает. Таким образом, при изготовлении деталей и узлов машин для снятия остаточных напряжений всегда следует термически обрабатывать изделия, если эти изделия предназначены для работы в сильно коррелирующих средах.
ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ, ВОЗНИКАЮЩАЯ ПОД ДЕЙСТВИЕМ ВНЕШНЕЙ РАЗНОСТИ ПОТЕНЦИАЛОВ
Эксплуатация деталей и узлов машин в коррозионной среде под действием наложенной разности потенциалов встречается очень редко, но может быть случайное возникновение разности потенциалов за счет нарушения изоляции, утечки тока из соседних электрических линий и т. д.
Эти случайно наложенные разности потенциалов могут приводить к опасным коррозионным разрушениям, обычно локального типа. Очень часто возникновение падения потенциала в почвах создается за счет электрического рельсового транспорта. Транспорт троллейбусного типа, работающий на двух фазах (+ и -), обычно при нормальной эксплуатации опасности не представляет.
Рассмотрим коррозионное разрушение закладных металлических конструкций (трубы, детали фундаментов, кабели) под действием утечки тока, например, с трамвайного рельсового пути, который заглублен в грунт и может иметь высокое электрическое сопротивление за счет плохо проводящих электрический ток стыков рельс. В этом случае при хорошо проводящей влажной почве возможно разветвление тока, причем часть его пойдет через почву кратчайшим путем. На рис. 4 показана схема ответвления тока с трамвайного рельса, который является обычно отрицательным полюсом (+ на проводе). На пути так называемого «блуждающего» тока может находиться металлическое сооружение — плохо изолированная труба. Примем условно, что электролит, пропитывающий почву, содержит ионыCl-, Fe3+ и Na+. Электроны, выходящие из металла (рельса), по электролиту перемещаться не могут и в месте выхода их из рельса разряжаются ионы Н+ или Fe3+ (что может привести даже к наращиванию рельса выделившимся железом). Ионы хлора будут перемещаться по почве, подходить к трубе и, разряжаясь, переводить металл в раствор; на выходе электронов из металла (трубы) также не будет коррозии, тогда как на входе в рельс ионы хлора будут вызывать коррозию. Аналогичные явления могут наблюдаться и при переменном токе, но они менее опасны.

Рис. 4. Коррозия за счет блуждающих токов
Тщательное соблюдение требований к электрической изоляции (битум, полиэтилен) закладных изделий и правильной эксплуатации электрических сетей может исключить электрокоррозию, развивающуюся главным образом в городах и на предприятиях.
3АЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ
Защита металлов от коррозионного разрушения состоит из целого комплекса мероприятий по увеличению работоспособности и надежности машин и конструкций в данной среде. Часть этих мер закладывается еще в процессе проектирования, часть — в процессе изготовления машин или конструкций, а остальные меры должны быть приняты в процессе эксплуатации.
Создание рациональных конструкций. Выбор материалов и их сочетаний для данного изделия, конечно, диктуется технической и экономической целесообразностью, но должен обеспечивать его коррозионную устойчивость. Конструктор должен предусмотреть рациональные формы частей машины, допускающие быструю очистку от грязи; машина не должна иметь мест скопления влаги, которая является возбудителем коррозии.
Обработка окружающей среды. Для разных видов коррозионных процессов обработка среды принимает различные формы. Сюда можно отнести удаление или снижение концентрации веществ, вызывающих или ускоряющих коррозионные процессы, а также введение замедлителей или ингибиторов коррозии.
Так, например, высокотемпературная газовая коррозия происходит главным образом за счет кислорода воздуха или других окисляющих сред, удалить кислород из которых нельзя, так как это нарушит работу машин (двигателей) или конструкций (оболочки, плоскости и т. д.).
Поэтому обработка сводится только к. удалению катализирующих веществ или веществ, наличие которых приводит к нарушению устойчивых оксидных слоев, пассивирующих металл. Примером для первого случая обработки среды может служить удаление соединений ванадия, содержащихся иногда в сернистых мазутах. Ванадий, окисляясь до V>2>O>5> в процессе горения мазута, действует как катализатор при разрушении металлических поверхностей
V>2>O>2>
V>2>O>4>
+ O
даже при содержании его в мазутах 10-2—10-3%. Связывание ванадия в прочные соединения со степенью окисления +5 устраняет его вредное влияние («ванадиевая коррозия»).
На устойчивость оксидных слоев вредно влияет наличие галогенов, образующих летучие соединения. Поглощение галогенов или изменение состава окислительной среды (без галогенов) значительно повышает устойчивость металлических поверхностей.
К обработке среды можно в полной мере отнести и общие мероприятия по сохранению окружающей среды, требующие очистки промышленных и выхлопных газов, так как увеличение содержания в воздухе SO>2>, CO>2>, оксидов азота и других газов не только пагубно действует на окружающую природу, но и форсирует разрушение металлических конструкций в результате атмосферной коррозии, особенно в больших городах и вблизи промышленных предприятий.
Электрохимическая коррозия зависит от состава электролита, и регулирование рН и содержание ионов Cl- существенно влияют на скорость коррозии. Кислород, растворенный в электролитах (например, питательная вода паровых котлов), также форсирует коррозию с кислородной деполяризацией, и снижение его концентрации приводит к стабилизации поверхности металла. Кислород, содержащийся в питательной воде, можно поглотить, пропуская воду через фильтры из металлической стружки. Окисление стружки, которую всегда легко заменить в фильтре, предохраняет стенки котла.
В приборостроительной практике при герметизации схем обычно заменяют воздух на гелий или аргон высокой чистоты, что вообще исключает коррозию. Если есть возможность, то создается вакуум 1,33 • 10-2 — 1,33 • 10-3 Па. При необходимости сообщения приборного устройства с атмосферой и невозможности герметизации его ставят поглотители, сорбирующие влагу и диоксид углерода из воздуха и тем самым снижают возможность появления коррозионных пар.
Ингибиторы или замедлители коррозии — это вещества, пасси-вирующие поверхность металлов и препятствующие развитию коррозионных процессов. Ингибиторами могут быть как неорганические, так и органические вещества. Неорганические вещества применяются редко, главным образом при травлении металлов.
Кислые растворы (H>2>SO>4>, H>3>PO>4>) растворяют оксидную пленку на металле, а потом начинают растворять и сам металл. При добавлении соединений свинца [(СНзСОО)>2>Рb] свинец осаждается на металлической поверхности, свободной от оксидной пленки, и прекращает ее растворение:
M e0
+ Pb2+
Pb0
+ Me2+
e0
+ Pb2+
Pb0
+ Me2+
поверхность
Для длительного хранени-я изделий применяют ингибиторы органического типа. Обычно это соединения, содержащие атом азота (амины, имины и т. д.), неподеленная пара электронов у которого (2s2) создает условия для адсорбции ингибиторов 'на активных участках металла, пассивируя их. Стойкие., длительно действующие ингибиторы должны иметь высокую температуру кипения и, следовательно, низкую упругость пара для того, чтобы десорбция их с поверхности металла происходила медленно. В настоящее время разработано много ингибиторов — в основном производных пиридина
и их применение быстро расширяется. Их используют при химической обработке металлов и при консервации для хранения на длительные сроки (смазки, содержащие ингибиторы).
Создание изолирующих пленок на металлах. Для различных условий коррозии на поверхности металлов создаются изолирующие пленки. Их устойчивость зависит от температуры и коррозионной среды.
Защитные слои от высокотемпературной коррозии могут быть созданы из тугоплавких соединений, обладающих низкой диффузионной проницаемостью для агента коррозии (О, N, галогены). Для повышения коррозионной устойчивости металлов и сплавов их легируют поверхностно или объемно другими металлами.
Жаростойкое или объемное легирование осуществляют одновременно с получением того или иного конструкционного металла. Вводятся такие легирующие компоненты, которые увеличивают жаропрочность и, кроме того, обладают высокой диффузионной способностью в данном металле или сплаве и, выходя на поверхность, образуют устойчивые оксидные слои.
Так, например, хром и никель в нержавеющих сталях, диффун-дируя к поверхности, образуют оксидный слой, содержащий шпинель NiCr>2>O>4> и частично шпинель FeCr>2>O>4>,. Оксидный слой такого состава оказывается более устойчивым, чем просто оксид Cr>2>O>3>, образующийся на поверхности чистого хрома. Поверхностное легирование представляет собой насыщение поверхности данного сплава металлом, обладающим прочным оксидным слоем, — аллитиро-вание, хромирование, силицирование и т. д. Оно осуществляется диффузионным путем из газовой фазы, содержащей пары или летучие соединения легирующего компонента, или нанесением слоя этого металла вакуумным или плазменным напылением, или даже наплавкой, но обязательно с последующей термообработкой изделия. При нанесении на поверхность данного металла легирующего компонента возможно образование между ними интерметаллидов.
Примером такого типа защитных пленок может служить силици-рованный молибден: на поверхность молибдена диффузионным путем наносится слой кремния, образующего с молибденом соединение MoSi>2>. В результате окисления такого материала образуется слой оксидов сложного состава (рис. 5).
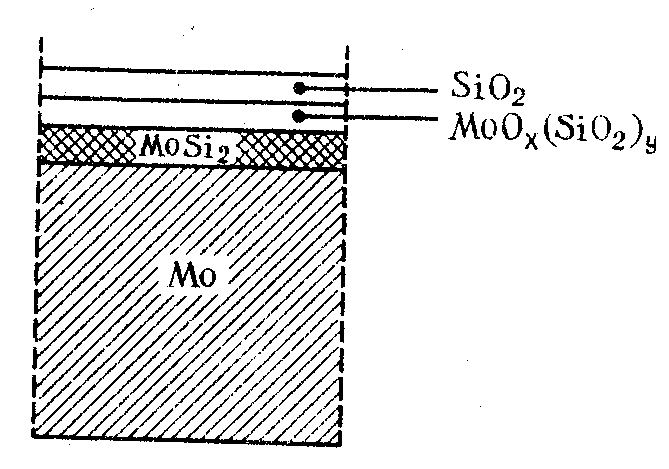
Рис. 5. Схема слоев на окисленном силицированном молибдене
Защитные слои от низкотемпературной коррозии могут быть органические, неорганические или металлические.
Органические защитные слои. При консервации изделий применяется смазка неокисляющимися маслами (угле-водороды, устойчивые к окислению). Масла наносятся при повышенной температуре- (улучшение смачивания, понижение вязкости) и, застывая, образуют слой, защищающий металл от электролитной среды и воздуха. Особенно устойчива такая защита при добавлении в состав смазок ингибиторов. Неудобство консервирования смазкой состоит в необходимости удаления масла с поверхности металла при последующих операциях (обезжиривание).
Лакирование— нанесение высокомолекулярных соединений, растворенных в летучем растворителе, на поверхность металла. После испарения растворителя на металле остается полимерный слой, не пропускающий окислитель и обладающий электроизоляционными свойствами. Лаки изготовляются из естественных смол (шеллак) или из синтетических полимеров (фенолальдегидные, глифталевые, силиконовые и др.). При испарении растворителя могут образоваться поры в лаковом покрытии, и поэтому чаще всего употребляются многослойные покрытия, вероятность образования сквозных пор в которых значительно меньше.
Окраска металлических поверхностей сопровождается образованием полимера непосредственно на поверхности металла в процессе нанесения краски и ее отвердевания. Масляная краска представляет собой смесь частично окисленного масла (олифа) и пигмента-красителя. При нанесении краски тонким слоем на зачищенную до блеска поверхность металла масло быстро окисляется кислородом воздуха и затвердевает, образуя на поверхности металла плотную пленку, которая и защищает металл от коррозии.
Нанесение полимеров на металл создает защитные слои с особыми свойствами (изолирующие, декоративные). Например, нанесение слоя резины на поверхность стали для изготовления различной химической аппаратуры. В настоящее время выпускается заводами готовая сталь с нанесенным полимерным слоем.
Неорганиче с к ие защитные слои. Оксидирование металлов. Оно сводится к созданию на поверхности металла слоя оксида, через который диффузия кислорода была бы ничтожно малой. Методы нанесения оксидных слоев можно разделить на термические, химические и электрохимические.
Термические методы оксидирования применяются редко, так как окисление металлов при высокой температуре вызывает коробление деталей. Химическое оксидирование идет при более низких температурах и в ряде случаев сохраняет не только форму, но и размеры обрабатываемых деталей. Сохранение размеров возможно в том случае, если толщина образованной пленки равна толщине слоя израсходованного металла.
Электрохимическое оксидирование использует окислительные процессы на аноде электролизера: обезжиренные и освобожденные от оксидных пленок изделия помещают на анод электролизера с окисляющим электролитом (SO>4>2-, Cr>2>O>7>, CrO>4>2-) и через очень короткое время металл изделия покрывается плотной оксидной пленкой:

Фосфатирование металлической поверхности представляет собой процесс осаждения нерастворимых фосфатов этого металла. Сущность процесса фосфатирования сводится к усреднению дигидрофосфатов до фосфатов, нерастворимых в воде, за счет растворения поверхности металла:

Нерастворимые фосфаты в виде мелких кристаллов прочно связаны с поверхностью металла. Однако покрытие получается пористое: оно может быть использовано как грунт для нанесения лакокрасочных покрытий, что широко используется в машино- и приборостроении.
Процесс фосфатирования может быть ускорен наложением переменного тока (плотностью 40 А/м2 при напряжении 20 В). При 330 К процесс заканчивается в течение 4—5 мин. Электролитом является или раствор «Мажеф» Fe(H>2>PO>4>)>2 >+ Mn(H>2>PO>4>)>2>, или раствор гидрофосфатов цинка Zn(H>2>PO>4>)>2>.
Металлические защитные покрытия. Для нанесения металлических защитных покрытий надо выбирать металлы, оксидный слой на поверхности которых делает их пассивными (А1, Zn, Sn, Cr, Pb, Ni), или металлы, пассивные по своим химическим свойствам (Au, Ag, Сu). Кроме того, надо учитывать условия эксплуатации изделия..
Методы нанесения металлических защитных слоев на поверхность металлов весьма разнообразны и их можно разделить условно на «горячие» или высокотемпературные и электрохимические.
Высокотемпературные методы. Метод окуна-ния. Он применим для нанесения покрытий из легкоплавких металлов на более тугоплавкие. Так покрывают стальные листы оло-' вом, цинком и свинцом. Сущность метода сводится к тому, что в расплавленный металл, из которого хотят приготовить покрытие, через слой флюса, закрывающий поверхность жидкого металла, погружают стальной лист и вынимают его также через слой флюса или масла для того, чтобы поверхность сразу не окислилась. Схема такого процесса показана на рис. 6. Цинк и олово в жидком состоянии хорошо смачивают поверхность стали; для покрытия стали свинцом необходимо добавлять к нему некоторое количество олова, так как свинец плохо смачивает стальную поверхность.
Цинк, смачивая поверхность железа, взаимодействует с ним, образуя интерметаллиды (FeZn>7>, FeZn>3>), обладающие значительной хрупкостью. Поэтому процесс ведут быстро, с тем чтобы слой интерметаллидов был максимально тонким и не вызвал хрупкости всего защитного слоя.
Олово растворяет железо с образованием твердого раствора и интерметаллид FeSn>2> обычно не образуется. Оловянный слой на луженом железе очень пластичен, так же как и свинцовый.
Оценивая свойства луженого и оцинкованного железа, следует
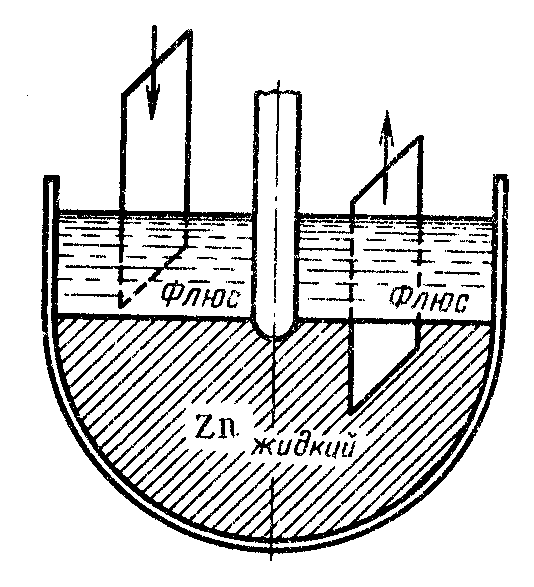
Рис. 6. Нанесение металлических покрытий окунанием.
раздельно рассматривать механические свойства покрытия и его физико-химические свойства. Цинк по отношению к железу представляет собой анод и будет разрушаться в первую очередь сам, защищая железо от растворения, в то время как олово будет по отношению к железу катодом и повреждение покрытия вызовет усиленную коррозию железа.
Однако из этого не следует, что всегда оцинкованное железо лучше луженого, так как при этом получаются разные механические свойства нанесенного покрытия. В процессе цинкования между железом и цинком образуются хрупкие прослойки интерметаллидов, которые могут при перегибе листа дать трещины, приводящие к отслою покрытия и его повреждению. При лужении железа слой олова получается пластичным, покрытие оказывается более прочным и выносит многократные перегибы листа без повреждения слоя.
Металлизация—это нанесение металлических покрытий на поверхность изделия распылением жидкого металла. Проволока металла, который наносится в качестве защитного слоя, подается в ацетиленокислородное пламя, в дуговой или плазменный разряд— металл плавится и частично испаряется. Мельчайшие капли и пары металла струей газа транспортируются на поверхность изделия и кристаллизуются на ней. Поверхность изделия должна быть тщательно очищена, так как иначе не будет прочного сцепления нанесенного слоя с металлом изделия.
Защитные слои можно создавать также вакуумным испарением. Покрытия, наносимые этим способом, не только защищают металл от коррозии, но и упрочняют его поверхность. Этот метод используют в ремонтно-восстановительных работах для наращивания изношенного слоя металла.
Плакирование— нанесение пленок защитного металла пу-тем совместного проката. Метод приемлем только для листов и некоторых профилей проката (пруток, угольник и т. д.).
Этот способ нанесения покрытий очень удобен, но при изготовлении из плакированного металла изделий встречаются технологические трудности. Сейчас наша промышленность выпускает дюраль и АМг-6, плакированные чистым алюминием, что значительно повышает коррозионную стойкость этих материалов. Выпускается также сталь, плакированная нержавеющей сталью (Х18Н10), и другие аналогичные материалы.
Электрохимические методы нанесения металлических покрытий основаны на электролизе. Металлические защитные слои в этом случае осаждаются на поверхности изделия, которое в электролизере представляет собой катод и находится под отрицательным потенциалом. Покрытие должно иметь мелкокристаллическую структуру и быть сплошным — без пор и трещин. Разработаны определенные режимы осаждения, обеспечивающие эти качества покрытий (температура, плотность тока и состав электролита). Для получения мелкозернистой структуры в состав электролита вводят поверхностно-активные вещества и органические добавки, препятствующие росту отдельных кристаллических зерен (декстрин, ализариновое масло и т. д.).
При выборе покрытий следует учитывать относительную активность основного металла и металла покрытия (катодное или анодное покрытие).
Механическая прочность покрытия исследуется различными путями — действием струи кварцевого песка или движением заточенного на полусферу металлического стержня под определенной нагрузкой.
Химическая стойкость определяется временем, которое необходимо для растворения пленки определенным реактивом. Время измеряется от начала испытания для появления характерной окраски от ионов основного металла, появляющихся в результате коррозии в данной среде.
В коррозионную среду вводят соответствующий реактив. Например, начало коррозии железа можно фиксировать добавлением ионов [Fe(CN)>6>]3- , а появление ионов меди можно обнаружить раствором аммиака — тетрааммиакат меди и т. д.
ЗАЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ ВНЕШНИМ ПОТЕНЦИАЛОМ
При работе коррозионной гальванической пары активный участок — анод разрушается и переходит в ионное состояние, развивая при этом некоторый отрицательный потенциал. Если на изделие извне наложить отрицательный потенциал, больший, чем развивает при работе коррозионной пары анод, то процесс прекратится. Этот общий метод реализуется двумя путями.
1. Метод протекторов заключается в том, что к изделию, подвергающемуся электрохимической коррозии, подключают деталь — протектор из еще более активного металла, чем металл изделия.
Протек.гор будет разрушаться, а изделие останется неизменным. Например, бронзовый подшипник и шейка вала гребного винта корабля создают коррозионную пару, в которой будет разрушаться поверхность стального вала, что очень опасно • (потеря винта). Если в непосредственной близости прикрепить к корпусу цинковую пластину, то она будет растворяться и держать под отрицательным потенциалом возникшую коррозионную пару, запрещая ее работу.
2. Метод внешнего потенциала. Конструкция или изделие подключается к отрицательному полюсу динамомашины или выпрямителя и этим тоже ликвидируется коррозионный процесс. Положительный полюс источника питания замыкается на землю.
В принципе можно защищать конструкции и наложением положительного потенциала, вызывая этим самым пассивацию анода путем его поляризации.
Однако этот путь требует очень точного соблюдения условий поляризации, что в коррозионных процессах осуществить трудно. Электрическая защита от коррозии с успехом применяется при работе гидростанций, морских портовых устройств и т. д.
список литературы
Бенеш П., Пумпр В., Свободова М., Мансуров Г. Н. 111 вопросов по химии. 1994 г.
Рудзитис Г. Е., Фельдман Ф. Г. Химия 1986 г.
В.В. Фролов Химия 1968 г.
Гроссе Э., Вайсмантель Х. Химия для любознательных. 1985 г.
Исаев "Коррозия металлов..."
Некрасов Б.В. Основы общей химии. М.: Химия, 1967.
Жук "Курс коррозии и защиты металлов"