Жаропрочность металлов
Жаростойкие и жаропрочные материалы
1. Жаропрочность
Жаропрочные стали и сплавы предназначены для изготовления деталей котлов, газовых турбин, реактивных двигателей, ракет, атомных устройств и др., работающих при высоких температурах.
Повышение температуры сильно понижает механические свойства. При этом следует иметь в виду, что если при высокой температуре нагрузить металл постоянно действующим напряжением, даже ниже предела текучести при этой температуре, и оставить его под нагрузкой длительное время, то металл в течение всего времени действия температуры и нагрузки будет формироваться с определенной скоростью. Это явление получило название ползучести или крипа. Развитие ползучести может привести к разрушению металла.
Сопротивление металла ползучести и разрушению в области высоких температур при длительном действии нагрузки называют жаропрочностью. Жаропрочность характеризуется условным приделом ползучести и пределом длительной прочности.
Явление ползучести наблюдается тогда, когда рабочая температура выше температура рекристаллизации, действующее напряжение выше предела упругости.
Жаропрочность в первую очередь зависит от температуры плавления металла. Чем выше температура плавления металла, тем выше его температура рекристаллизации. Между названными температурами существует следующая зависимость:
Т>р >= αТ>пл >К,
где α = 0,3…0,4 для технически чистых металлов, α = 0,6 …0,8 для сплавов.
Под условным приделом ползучести понимают напряжение, которое за установленное время испытания при данной температуре вызывает заданное удлинение образца или заданную скорость деформации (ползучести).
Ползучесть представляет собой медленное нарастание пластической деформации под действием напряжений, меньших предела текучести. Типичная зависимость деформации от времени нагружения представлена на рис. 1.
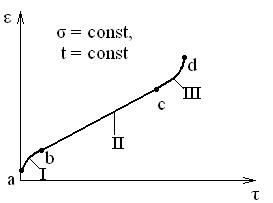
Рис. 1. Кривая ползучести: I – неустановившаяся стадия; II – установившаяся стадия; III – стадия разрушения
Кривая ползучести состоит из трех участков. Стадия I так называемой неустановившейся ползучести отличается постепенным затуханием скорости деформации до определенного постоянного значения. Стадия II – установившейся ползучести – характеризуются постоянной скоростью деформации. На стадии III – стадии разрушения – скорость деформации нарастает до момента разрушения. Как правило, она непродолжительна и для деталей недопустима.
Предел ползучести обозначают через σ и числовыми индексами. Так, σ700>0,2/100 >означает предел ползучести при допуске на деформацию 0,2% за 100 ч. испытания при 700ОС. В случае определения предела ползучести его обозначают буквой σ с двумя числовыми индексами. Нижний индекс означает заданную скорость ползучести (%/ч), верхний индекс – температуру испытания, ОС; так, σ600>10>-5 – предел ползучести при скорости ползучести 1* 10-5%/ч при 600 ОС.
Предел длительной прочности, т.е. наибольшее напряжение, вызывающее разрушение металла за определенное время при постоянной температуре, обозначают σ с двумя числовыми индексами. Так σ700>1000 >означает придел длительной прочности за 1000 ч. при 700ОС.
Повышения жаропрочности достигают легированием твердого раствора, приводящим к увеличению энергии связи между атомами, в результате чего процессы диффузии и самодиффузии задерживаются, а температура рекристаллизации возрастает, созданием у сплава специальной структуры, состоящей из вкрапленных в основной твердый раствор и по границам зерен дисперсных карбидных и особенно интерметаллидных фаз. Такая структура получается в результате закалки с высоких температур и последующего старения. Наличие равномерно распределенных дисперсных избыточных фаз затрудняет пластическую деформацию при высоких температурах. Чем крупнее зерно, тем выше жаропрочность.
Жаропрочные сплавы для работы при высоких температурах (до 700 – 950 ОС) создаются на основе железа, никеля и кобальта, а для работы при еще более высоких температурах (до 1200–1500ОС) – на основе хрома, молибдена и других тугоплавких металлов.
Рабочие температуры жаропрочных сталей составляют 500 – 750ОС. При температурах до 600 ОС чаще используют стали на основе α-твердого раствора, а при более высоких температурах – на основе γ-твердого раствора с гранецентрированной кубической решеткой.
2. Стали перлитного класса (ГОСТ 20072–79)
Для изготовления малонагруженных деталей и узлов энергетических установок, работающих при температурах не выше 500 – 580 ОС, используют низкоуглеродистые стали перлитного класса, содержащие не менее 1% хрома, молибдена и ванадия. Эти элементы, повышая температуру рекристаллизации феррита и затрудняя диффузионные процесс, повышают жаропрочность стали.
Для изготовления деталей котельных установок, работающих при 510 ОС и давлении 1000–1100 МПа, применяют сталь 15ХМ или более жаропрочную 12Х1МФ. Сталь 12Х1МФ удовлетворительно обрабатывается давлением и сваривается. После нормализации 960 – 980 ОС и отпуска при 740 ОС предел ползучести этой стали σ560>10>-4 = 85 МПа; предел длительной прочности σ560>10>4 = 140 МПа.
3. Стали мартенситно-ферритного класса
Детали и узлы газовых турбин и паросиловых установок изготавливают из мартенситных сложнолегированных сталей 18Х12ВМБФР и 15Х12ВНМФ, в состав которых входят Mo, W, V, Nb, B. Эти элементы повышают температуру рекристаллизации. Они образуют карбиды типа М>23>С>6>, М>7>С>3>, М>2>С, МС и соединение Fe>2>Mo, в результате повышается жаропрочность стали.
Рабочие температуры этих сталей могут достигать 600 – 620 ОС.
Для получения оптимальной жаропрочности высокохромистые стали закаливают на мартенсит. Структура сталей после отпуска – сорбит и троостит. Для стали 18Х12ВМБФР при 550 ОС σ>10>5 = 250÷300, а для стали 15Х12ВНМФ – 200 МПа.
4. Стали аустенитного класса (ГОСТ 5632–72)
Для получения структуры аустенита эти стали должны содержать большое количества хрома, никеля и марганца. Для достижения высокой жаропрочности их дополнительно легируют Mo, W, V, Nb и B. Эти стали идут для изготовления деталей, работающих при 500–750ОС. Жаропрочность аустенитных сталей выше, чем перлитных и мартенситно-ферритных. Сталей.
Аустенитные стали пластичны и хорошо свариваются, однако обработка их резанием затруднена.
Аустенитные стали по способу упрочнения делят на три группы:
твердые растворы, содержащие сравнительно мало легирующих элементов;
твердые растворы с карбидным упрочнением. В этом случае упрочняющими фазами могут быть как первичные (TiC, VC, ZrC, NbC и др.), так и вторичные карбиды (М>23>С>6>, М>7>С>3>, М>6>С), выделяющиеся из твердого раствора;
твердые растворы с интерметаллидным упрочнением. Упрочняющей фазой в этих сталях является γ-фаза типа Ni>3>Ti, Ni>3>Al, Ni>3>Nb и др.
Стали с интеметаллидным упрочнением более жаропрочны, чем стали с карбидным упрочнением.
Аустенитные жаропрочные стали со структурой твердых растворов (например, 09Х14Н16Б и 09Х14Н18В2БР) предназначены для работы при 600–700ОС, их применяют после закалки с 1100–1160ОС в воде или на воздухе.
Для достижения высокой жаропрочности аустенитные стали с карбидным и интерметаллидным упрочнением подвергают закалке с 1050–1200ОС в воде, масле или на воздухе для растворения карбидных и интерметаллидных фаз в твердом растворе – аустените – и получения после охлаждения однородного высоколегированного твердого раствора и старению при 600–850ОС для выделения дисперсных фаз из твердого раствора, упрочняющих сталь.
Высокая жаропрочность сталей с карбидным упрочнением достигается введением в хромоникелевый или хромоникельмарганцовистый аустенит 0,3 – 0,5% С и карбидообразующих элементов Mo, W, V, Nb и др. К этим сталям относятся, например, стали 45Х14Н14В2М и 40Х12Н8Г8МФБ, а также сталь 40Х15Н7Г7Ф2МС, в которой никель частично заменен марганцем. Длительная прочность σ600>100> этой стали составляет 400 МПа.
К сталям с интерметаллидным упрочнением относится большая группа сложнолегированных сталей, содержащих, кроме хрома и никеля, титан, алюминий, вольфрам, молибден и бром. Содержание углерода в этих сталях должно быть небольшое, так как он связывает молибден и вольфрам в карбиды, что понижает жаропрочность аустенита. Бор упрочняет границы зерен аустенита в результате образования боридов.
К этой группе относится сталь 10Х11Н2Т3Р, применяемая в виде листов для изготовления сварных деталей, работающих при температурах 550 – 750 ОС, а также сталь 10Х11Н23Т3МР. Длительная прочность σ600>100> и σ700>100> этих сталей составляет 550 – 600 и 300 – 400 МПа соответственно.
сталь сплав жаропрочный деталь
5. Жаропрочные стали на никелевой основе (ГОСТ 56321–32)
Жаропрочные сплавы на основе никеля называют нимониками. Эти сплавы предназначены для изготовления деталей с длительным сроком службы при 650–850ОС.
Для получения высокой окалиностойкости никель легируют хромом (20%), а для повышения жаропрочности – титаном (1,0–2,8%) и алюминием (0,55–5,5%). В этом случае при старении закаленного сплава в основном γ-твердом растворе образуется интерметаллидная γ-фаза [типа Ni>3> (Ti, Al)], а также карбиды TiC и нитриды TiN, увеличивающие прочность при высоких температурах. Дальнейший рост жаропрочности достигается легированием сплавов 2,0–11% Мо и 2,0–11% W, повышающими температуру рекристаллизации и затрудняющими процесс диффузии в твердом растворе, определяющий коагуляцию избыточных фаз и рекристаллизацию. Добавление к сложнолегированным сплавам 4–16% Со еще больше увеличивает жаропрочность и технологическую пластичность сплавов. Для упрочнения границ зерен γ-твердого раствора сплав легируют бором и цирконием. Они устраняют вредное влияние примесей, связывая их в тугоплавкие соединения. Примеси серы, сурьмы, свинца и олова понижают жаропрочность сплавов и затрудняют их обработку давлением.
Наиболее широко используют никелевый сплав ХН77ТЮР. После закалки с 1080–1120ОС он имеет структуру, состоящую из пересыщенного γ-раствора с г.ц.к. решеткой, и поэтому небольшую прочность и высокую пластичность, допускающую глубокую штамповку, гибку и полирование. Сплав удовлетворительно сваривается. После закалки и старения при 700ОС сплав получает высокую жаропрочность.
Широко применяют сплав ХН70ВМТЮ, обладающий хорошей жаропрочностью и достаточной пластичностью при 700 – 800 ОС.
Предел длительной прочности сплава σ800>100> = 200÷250 МПа.
6. Тугоплавкие металлы и сплавы на их основе
Тугоплавкими называют металлы, температура плавления которых выше, чем у железа.
Наибольшее значение в технике имеют тугоплавкие металлы Nb, Mo, Cr, Ta и W с температурой плавления соответственно 2468, 2625, 1275, 2996 и 3410 ОС.
Интерес к тугоплавким металлам и сплавам на их основе возрос в связи со строительством ракет, космических кораблей, атомных реакторов и развитием энергетических установок, отдельные детали и узлы которых работают при температурах до 1500–2000 ОС.
Молибден, вольфрам и хром обладают высокой жаропрочностью, однако они склонны к хрупкому разрушению из-за высокой температуры порога хладноломкости, которую особенно сильно повышают примеси внедрения С, N, Н и О. после деформации ниже температуры рекристаллизации (1100–1300ОС) порог хладноломкости молибдена и вольфрама понижается. Ниобий и тантал в отличие от вольфрама и молибдена – металлы с хорошей пластичностью и сворачиваемостью.
Молибден и вольфрам в Чистов виде используют в радио- и электронной промышленности (нити накаливания, листовые аноды, сетки, пружины катодов, нагреватели и т.д.) вследствие малого поперечного сечения захвата нейтронов и отсутствия взаимодействия с расплавленными щелочными металлами ниобий применяют для изготовления теплообменников атомных реакторов.
Жаропрочность чистых металлов сравнительно невелика. Более высокой жаропрочностью обладают сплавы на основе тугоплавких металлов. Повышение жаропрочности достигается в результате образования легированного твердого раствора или твердого раствора, который добавочно упрочняется мелкодисперсными выделениями типа карбидов ZrC, (Ti, Zr) C и др., оксидов (ZrO>2>) и т.д. Все тугоплавкие металлы обладают низкой жаропрочностью. Поэтому при температурах 600 – 800 ОС их нужно защищать от окисления.
Для молибдена и вольфрама лучшими считаются термодиффузионные силицидные покрытия (MoSi>2>, WSi>2>).
Поверхностные покрытия чаще применяют для деталей, работающих малый срок службы, или одноразового действия.
Под жаростойкостью (окалиностойкостью) понимают способность металла сопротивляться окислению при высоких температурах. Для повышения окалиностойкости стали легируют элементами, которые существенно изменяют состав и строение окалины. Железо при температурах выше 570 ОС образует три окисла: FeO (вюстит), Fe>3>O>4 >(магнетит), Fe>2>O>3 >(гематит), которые слабо защищают поверхность металла от воздействия кислорода. При введении в железо хрома, алюминия или кремния, обладающих большим сродством к кислороду, на поверхности образуются плотные окислы Cr>2>O>3>, Al>2>O>3>, SiO>2>, затрудняющие процесс дальнейшего окисления.
Чем выше содержание хрома, алюминия или кремния в стали, тем выше окалиностойкость стали и тем выше может быть рабочая температура. Количество хрома, необходимое для обеспечения окалиностойкости при разных температурах, можно определить по рис. 2. следует подчеркнуть, что окалиностойкость не зависит от структуры стали, а зависит только от химического состава.
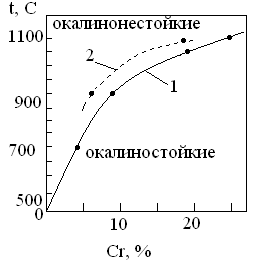
Рис. 2. Влияние хрома на окалиностойкость: 1 – ферритные стали; 2 – аустенитные стали
Сравнительная оценка жаростойкости чистых металлов по скорости окисления на воздухе в интервале допустимых рабочих температур приведена в табл. 1.
Таблица 1. Жаростойкость чистых металлов
|
Металл |
Жаростойкость |
Определяющий фактор |
|
Mg |
Очень плохая |
Рыхлые оксиды |
|
Nb, Ta, Mo, W, Ti, Zr |
Плохая |
Плотные оксиды с плохими защитными свойствами |
|
Cu, Fe, Ni, Co |
Удовлетворительная |
Плотные оксиды с большой дефектностью |
|
Al, Zn, Sn, Pb, Cr, Mn, Be |
Хорошая |
Плотные оксиды с хорошими защитными свойствами |
|
Ag, Au, Pt |
Отличная |
Малое химическое сродство к кислороду |
Очень плохая жаростойкость магния при температурах выше 450 ОС связана с образованием рыхлого оксида MgO, у которого коэффициент объема φ = 0,79. В интервале 500 – 600 ОС скорость окисления магния лежит в пределах 10-1 – 101 г / (м2 * ч).
Металлы Nb, Ta, Mo, W имеют плотные оксиды, но их защитные свойства ухудшаются при нагреве выше 550 ОС. Это объясняется тем, что у них φ > 2,5, поэтому возникают большие напряжения, вызывающие растрескивание оксидов. Кроме того, оксид молибдена при нагреве испаряется. Оксиды титана и циркония, образующиеся при нагреве, теряют кислород вследствие его большой растворимости в металле и не защищают от дальнейшего окисления. Это явление называют деградацией оксида. При высоких температурах и длительных выдержках оксид становится даже рыхлым. Для тугоплавких металлов скорости окисления на воздухе в интервале 700 – 800 ОС лежат в пределах 101–103 г / (м2 * ч).
Металлы Cu, Fe, Ni, Co (см. табл. 1) в интервале 500–600ОС окисляются на воздухе со скоростью от 10-3 до 103 г / (м2*ч), а в интервале 700–800ОС – от 101 до 1 г / (м2*ч). относительно высокие скорости окисления у этих металлов связывают с большой дефектностью образующихся при нагреве оксидов.
В процессе окисления железа и стали на поверхности растут несколько оксидов, у которых химический состав, кристаллическая структура и защитные свойства различны.
Температурная зависимость скорости окисления железа на воздухе отражает изменения состава и структуры образующихся на поверхности оксидов (рис. 3.). До 560ОС окисление идет медленнее, так как на поверхности образуются оксиды Fe>3>O>4 >и Fe>2>O>3 >с хорошими защитными свойствами. При дальнейшем нагреве единственным защитным оксидом становится FeO с худшими защитными свойствами, чем у Fe>3>O>4 >и Fe>2>O>3>. именно по этой причине предельно допустимая рабочая температура нагрева на воздухе для чистого железа составляет 560 ОС. Благодаря легированию эту температуру удается повысить до 1000–1200 ОС.
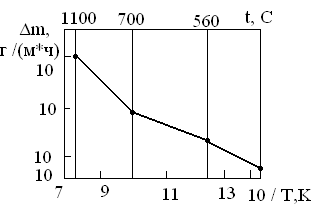
Рис. 3. Влияние температуры на скорость окисления Δm железа на воздухе
Металлы Al, Zn, Sn, Hb, Cr, Mn, Be (см. таб. 1.) обладают хорошей жаростойкостью. Скорость окисления хрома на воздухе в интервале 400 – 600 ОС менее 10-6 г / (м2 * ч), а в интервале 700–800ОС составляет 10-4 – 10-3 г/(м2*ч).
Жаростойкость промышленных медных сплавов – латуней и бронз – выше жаростойкости чистой меди. Легирующие элементы в медных сплавах (см. табл. 1.) имеют большее химическое сродство к кислороду, чем медь, и при достаточном их количестве образуют при нагреве собственные оксиды, обладающие лучшими защитными свойствами, чем Cu>2>O. Сплавы меди с бериллием, алюминием, марганцем отличаются высокой жаростойкостью; несколько уступают им сплавы меди с цинком, оловом и кремнием.
Титановые и циркониевые сплавы поглощают кислород, поэтому защитные оксиды на поверхности не образуются и жаростойкость титана при легировании не улучшается. Повысить жаростойкость удается лишь применением жаростойких покрытий.
Жаростойкость железа и сталей повышают легированием хромом, алюминием и кремнием. Наибольшее распространение при объемном и поверхностном легировании железа и сталей получил хром, содержание которого доходит до 30%. С увеличением количества хрома в стали, а также ростом температуры и выдержки содержание хрома в оксиде возрастает. Легированные оксиды железа заменяются оксидами хрома, что ведет к повышению жаростойкости.
Жаростойкими являются высоколегированные хромистые стали ферритного и мартенситного класса, хромоникелевые и хромомарганцевые стали аустенитного класса. Чем больше хрома содержит сталь, тем выше максимальная температура ее применения и больше срок эксплуатации изделий. Жаростойкость определяется главным образов химическим составом стали (т.е. содержанием хрома) и сравнительно мало зависит от ее структуры.
Дополнительное легирование жаростойких сталей кремнием (до 2–3%) и алюминием (до 1–2% в сталях и до 4–5% в сплавах с высоким электрическим сопротивлением) повышает температуру эксплуатации.
Низкоуглеродистая сталь при большом содержании хрома приобретает однофазную ферритную структуру. В процессе длительной работы при высоких температурах кристаллы феррита растут, что сопровождается понижением ударной вязкости. Для предотвращения охрупчивания сталь дополнительно легируют карбидообразующими элементами (например, Ti). Карбиды затрудняют рост зерна феррита. Химический состав и свойства некоторых жаростойких сталей приведены в табл. 2.
Таблица 2. Химический состав (ГОСТ 5632–72) и химические свойства жаростойких сталей
|
Марка |
Содержание элементов, % |
|||||
|
С |
Cr |
Ni |
Si |
σ>в>, МПа |
δ, % |
|
|
08Х17Т* |
<= 0,08 |
16 – 18 |
0,7 |
0,8 |
400 |
20 |
|
15Х28* |
<= 0,15 |
27 – 29 |
0,8 |
1 |
450 |
20 |
|
20Х23Н18** |
<= 0,2 |
22 – 25 |
17 – 20 |
1 |
500 |
35 |
|
20Х25Н20С2** |
<= 0,2 |
24 – 27 |
18 – 21 |
2 – 3 |
600 |
35 |
Следует отметить, что стали 08Х17Т и 15Х25Т ферритного класса (в структуре преобладает феррит) не жаропрочны, поэтому их используют в изделиях, которые не испытывают больших нагрузок, особенно ударных. Сплавы 20Х23Н18 и 20Х25Н20С2 аустенитного класса не только жаростойки, но жаропрочны. Области применения жаростойких сталей и сплавов указаны в табл. 3.
Таблица 3. Жаростойкие стали и сплавы, применяемые в электропечах
|
Марка |
Рабочая температура, ОС |
Назначение |
|
Х13Ю4 |
900 – 950 |
Электронагреватели печей |
|
Х23Ю5Т |
1350–1400 |
То же |
|
Х20Н80 |
1050–1100 |
» |
|
15Х25Т |
800 – 1000 |
Малонагруженные детали печей |
|
20Х23Н18 |
800 – 1000 |
Муфели, направляющие, детали вентиляторов, конвейеров и рольгангов печей |
|
20Х25Н20С2 |
950 – 1050 |
Муфели, ролики рольгангов, подовые плиты и другие детали печей, работающие в углеродсодержащей атмосфере |
В жаростойких сталях содержание алюминия и кремния ограничено, так как эти элементы охрупчивают сталь и ухудшают технологические свойства при обработке давлением. Этот недостаток можно исключить, если использовать их при поверхностном легировании. Жаростойкие стали Х13Ю4 и Х23Ю5Т, легированные хромом и алюминием, так же как и сплав Х20Н80, используют как материалы с повышенным электрическим сопротивлением.
Низкая жаростойкость тугоплавких металлов – Mo, W, Ta, Nb создает большие затруднения при использовании их в качестве жаропрочных материалов. Применение вакуума и защитных сред при технологической обработке и эксплуатации тугоплавких металлов вызывает в некоторых случаях большие технические трудности. Объемное легирование этих металлов не приводит к повышению жаростойкости, хотя для повышения жаропрочности оно может быть эффективным. Высокой жаростойкости можно добиться, используя жаростойкие тугоплавкие покрытия.
Список литературы
А.М. Адаскин, В.М. Зуев – Материаловедение (металлообработка). – М.: Издательский центр «Академия», 2004. – 240 с.
Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина – Материаловедение. – М.: Издательство МГТУ им. Н.Э. Баумана, 2002. – 648 с.
Ю.М. Лахтин Основы металловедения. – М.: Металлургия, 1988. – 320 с.