Загальні поняття та визначення технології машинобудування
Загальні поняття та визначення технології машинобудування
1. Машина як об’єкт виробництва
Об’єктами виробництва машинобудівної промисловості є різні машини.
Машина – це механізм або поєднання механізмів, що здійснюють доцільні рухи для перетворення енергії або виконання робіт.
В залежності від основного призначення розрізняють два класи машин: машини-двигуни, за допомогою яких один вид енергії перетворюється в інший, зручний для використання, і робочі машини (машини-знаряддя), за допомогою яких змінюються форма, властивості та положення об’єкта праці.
Інше визначення машини:
Машина – неживий перетворювач продукту в корисну для людини продукцію.
Будь-яка машина створюється для здійснення технологічного процесу з метою задоволення тієї чи іншої потреби людини. Потреби людського суспільства є головним стимулом у створенні машини.
Машини, механізми і устаткування, їх агрегати чи деталі в процесі виробництва їх на машинобудівному підприємстві є виробами, тобто виріб – це продукт кінцевої стадії виробництва, або це – набір (чи предмет) виробництва, що належить виготовленню на підприємстві.
Вироби в залежності від призначення поділяються на вироби основного і допоміжного виробництва. До виробів основного виробництва відносять вироби, які призначені для реалізації, а до виробів допоміжного виробництва – вироби, які призначені тільки для власних потреб підприємства, що їх виготовляє.
Згідно зі стандартом встановлені наступні виробів.
Деталь – це виріб, виготовлений з однорідного за найменуванням і маркою матеріалу без використання складальних операцій.
У кожній деталі, що бере участь в складанні, є сполучувані та несполучувані поверхні. Перші при складанні стикаються з поверхнями інших деталей, створюючи відповідні з’єднання. При цьому різні з’єднувані поверхні можуть мати різне призначення. Одні з них служать для приєднання даної деталі до інших деталей (наприклад, нижня площина передньої бабки токарного верстата сполучається з відповідною поверхнею станини і визначає цим положення передньої бабки відносно станини; шийки шпинделя верстата, сполучаючись з отворами вкладишів підшипників, визначають положення шпинделя верстата; хвостовик турбінної лопатки, сполучаючись з відповідними пазами ротора, задає конкретне положення турбінній лопатці тощо). Такі поверхні називають основними базами.
Інші сполучувані поверхні служать для приєднання до даної деталі інших деталей складального з’єднання і називаються допоміжними базами. Наприклад, поверхня станини, на яку обпирається основна база передньої бабки верстата – її нижня площина, є допоміжною базою станини; отвір вкладиша підшипника, в якому встановлюються шпиндель верстата, є допоміжною базою вкладиша тощо.
Таким чином, при складанні з’єднань основні бази однієї деталі опираються на допоміжні бази іншої.
Сполучувані поверхні, що мають виконувати деякі робочі функції (поверхня шківа, що стикається з приводним ременем; поверхня нарізки у гвинтових механізмах; робоча поверхня турбінної лопатки, що стикається з робочим паром або газовою сумішшю тощо) називаються функціональними (або виконавчими чи робочими).
Виконавчі поверхні деталі можуть бути і несполучуваними (наприклад, віддзеркалююча поверхня дзеркала тощо). Решта поверхонь деталі є несполучуваними (вільними) і служать лише для оформлення потрібної конфігурації деталі. Вони часто не обробляються або обробляються зі зниженою точністю.
Базові деталі – це деталі з базовими поверхнями, які виконують у складальному з’єднанні (вузлі) роль з’єднуючої ланки, що забезпечує при складанні відповідне положення інших деталей.
Базовий вузол виконує ту ж функцію, що і базова деталь, але це стосується, як правило, загального складання.
Складальна одиниця (вузол) – це частина виробу, яка складається окремо і в подальшому бере участь в процесі складання як одне ціле.
Складальні одиниці (вузли), які в процесі загального складання безпосередньо входять у виріб, називаються складальними одиницями першого порядку. Складальні одиниці, що входять в складальну одиницю першого порядку, називаються складальними одиницями другого порядку і т.д.
Окремі деталі (наприклад, кріпильні) можуть входити в складальні одиниці будь-якого порядку або безпосередньо у виріб, що складається.
Складений виріб може розглядатись як складальна одиниця нульового порядку (1).
Складальний комплект – це група складових частин виробу, які необхідно подати на робоче місце для складання виробу чи його складової частини.
Об’єктами виробництва машинобудівних підприємств можуть бути комплекси і комплекти виробів, крім окремих машин та їх частин.
Комплекс – це два і більше спеціфіцированих вироби, не з’єднаних на підприємстві-виробнику складальними операціями, але призначених для виконання взаємопов’язаних експлуатаційних функцій, наприклад, автоматична лінія, цех-автомат, верстат з ЧПК з керуючими панелями тощо.
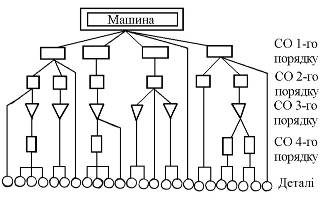
1. Схема складальних елементів машин
машинобудівний гальванопластика лиття
Комплект – це два і більше виробів які не з’єднані на підприємстві-виробнику складальними операціями і представляють собою набір виробів, що мають загальне експлуатаційне призначення допоміжного характеру, наприклад, комплект запасних частин, інструмента та приналежностей, вимірювальної апаратури, упаковочної тари тощо.
Комплектуючі вироби – це виріб підприємства-постачальника, який застосовується як складова частина виробу, що випускається підприємством-виробником.
Для побудови ефективного технологічного процесу складання необхідно розчленувати виріб на ряд складальних одиниць і деталей. Таке розчленування проводиться на стадіях конструкторської підготовки виробництва при розробці конструкції виробу. При цьому складові частини (складальні одиниці) можуть бути спроектовані із врахуванням конструктивних або технологічних вимог. У відповідності з цими вимогами розрізняють конструктивні складальні одиниці та технологічні складальні одиниці чи вузли.
Конструктивна складальна одиниця – це одиниця, що спроектована лише за функціональним принципом без врахування особливого значення умов незалежного і самостійного складання. Прикладами таких складальних одиниць можуть бути механізми газорозподілу, системи паливопроводів і мастилопроводів двигуна тощо.
Технологічна складальна одиниця чи вузол – це складальна одиниця, яка може складатись окремо від інших складових частин виробу і виконувати певну функцію у виробах одного призначення тільки разом з іншими складовими частинами.
Найкращим варіантом конструкції є складальна одиниця, яка відповідає умові функціонального призначення її у виробі і умові самостійного незалежного складання. Це, – так звана, конструктивно-технологічна складальна одиниця. До таких одиниць можна віднести насоси, клапани, вентилі, коробки швидкостей, коробки передач та ін.
Принцип конструювання виробів з таких одиниць називається агрегатним чи блоковим. З конструктивно-технологічних складальних одиниць формуються агрегати.
Агрегат – це складальна одиниця, якій притаманні наступні властивості: повна взаємозамінність; можливість складання окремо від інших складових частин виробу; здатність виконувати певну функцію у виробі або самостійно.
Складання виробів з агрегатів називається агрегатним або модульним. Виріб, спроектований за агрегатним принципом, без сумніву, має кращі техніко-економічні показники як у виготовленні, так і в експлуатації та ремонті, цикл складання значно скорочується.
Переваги модульного конструювання машин наступні: підвищується якість складання за рахунок того, що кожна складальна одиниця після її складання може бути випробувана за своїми функціональними параметрами незалежно від інших складальних одиниць; значно покращуються умови експлуатації такого виробу, особливо при заміні окремих складових частин; агрегатна конструкція дозволяє ремонтувати кожну складову частину окремо, виходячи з її стану. При цьому зменшується кількість виробів, що знаходяться у резерві.
Кожна складальна одиниця включає в себе певні види з’єднання деталей.
За можливістю відносного переміщення складових частин з’єднання поділяються на рухомі та нерухомі.
За збереженням цілостності при складанні з’єднання поділяють на рознімні та нерознімні. З’єднання вважається рознімним, якщо при його розкладанні зберігається цілісність його складових частин, і нерознімним, якщо при його розкладанні складові частини пошкоджуються і їх цілісність порушується.
При цьому з’єднання можуть бути: нерухомими рознімними (нарізні, пазові, конічні); нерухомі нерознімні (з’єднання запресуванням, розвальцюванням, клепанням); рухомими рознімними (підшипники ковзання, плунжери-втулки, зубці зубчастих коліс, каретки-станини); рухомими нерознімними (підшипники кочення, запірні клапани).
Кількість рознімних з’єднань у сучасних машинах і механізмах складає 65–85 %.
За формою сполучуваних поверхонь з’єднання поділяються на циліндричні (до 35–40 % всіх з’єднань), плоскі (15–20 %), комбіновані (15–25 %), конічні (6–7 %), сферичні (2–3 %), гвинтові та профільні.
За методом створення з’єднань вони поділяються на нарізні, клинові, штифтові, шпонкові, шліцьові, зварні, паяні, клепані, фланцеві, пресові, фальцювальні (з’єднання, що отримані із застосуванням спільного загинання їх країв), розвальцьовані, комбіновані тощо.
2. Службове призначення машини
Машина може бути дійсно корисна людям тільки тоді, коли вона може задовольняти людей. Ступінь корисності машини визначається її відповідністю своєму службовому призначенню.
Службове призначення машини – максимально уточнене й чітко сформульоване завдання, для вирішення якого призначена машина.
Формулювання службового призначення машини повинно містити не тільки загальне завдання, наприклад, токарний верстат для обробки тіл обертання, а й усі додаткові умови і вимоги, які це завдання максимально уточнюють і конкретизують, наприклад, вичерпні дані про продукцію, яка вироблятиметься: вид, розміри, кількість, якість, режим виготовлення продукції; економічність, надійність, довговічність продукції; перелік умов, за яких на машині передбачено випускати продукцію; якість вихідного продукту, використання енергії, режим роботи, стан навколишнього середовища тощо.
Таким чином, службове призначення машини повинно складатись з двох частин: загальної частини і уточнень. Уточнення обов’язково необхідно виразити кількісно з допустимими відхиленнями.
Приклад службового призначення машини
Токарний гідрокопіювальний напівавтомат призначається для обробки ступінчастих валів з циліндричними шийками, а також фасонного профілю діаметром до 120 мм, довжиною до 500 мм. Вихідні заготовки – прокат і поковки. Точність обробки за діаметральними розмірами – 0,1 мм, за лінійними – 0,4 мм. Верстат передбачений для малосерійного і одиничного виробництва, забезпечений пристроєм для переналагодження його з обробки однієї деталі на іншу за 1–2 хв, а також широким діапазоном режимів обробки: n>шп> = 81…2040 об/хв; робочі подачі копіювального супорта S>к> = 20…700 мм/хв, підрізного супорта S>п> = 15…400 мм/хв та ін.
3. Технічна підготовка машинобудівного виробництва
Раціональна організація процесу виготовлення машини неможлива без проведення ретельної технічної підготовки її виробництва.
Технічна підготовка виробництва включає в себе:
1. Конструкторську підготовку виробництва.
2. Технологічну підготовку виробництва.
3. Організаційно-економічну підготовку виробництва.
Конструкторська підготовка виробництва включає проведення таких робіт:
– розробка конструкції виробу, машин, що належать виготовленню;
– розробка креслень загальних видів та складальних одиниць;
– розробка креслень деталей;
– оформлення відповідних специфікацій та інших видів конструкторської документації, регламентованих відповідними стандартами ЄСКД.
Технологічна підготовка виробництва (ТПВ) – сукупність взаємозв’язаних процесів, які забезпечують технологічну готовність підприємства до випуску виробів заданого рівня якості при встановлених строках, обсягах випуску та витратах.
Технологічна підготовка виробництва включає проведення таких робіт:
– забезпечення технологічності конструкції виробу;
– розробку технологічних процесів виготовлення заготовок, деталей, складання та контролю;
– проектування та виготовлення засобів технологічного забезпечення (технологічного оснащення);
– керування процесом ТПВ.
Порядок виконання і обсяг робіт ТПВ регламентується комплексом стандартів ЄСТПВ.
Організаційно-економічна підготовка виробництва включає проведення таких робіт:
– календарне планування виробничого процесу;
– розрахунок та забезпечення потреби в матеріалах, інструменті, комплектуючих виробах;
– розрахунок затрат на виробництво;
– вибір найбільш оптимальних варіантів технологічних процесів.
Надто відповідальною та трудомісткою частиною технічної підготовки виробництва є ТПВ, трудомісткість якої складає (у % до загальної трудомісткості технічної підготовки) в умовах дрібносерійного виробництва 30–40 %, серійного – 40–50 % , масового – 50–60 % .
Зростання трудомісткості проектування технологічних процесів зі збільшенням випуску продукції пояснюється тим, що у великосерійному і масовому виробництвах розробка технологічних процесів здійснюється більш ретельно, ніж в серійному (збільшується за обсягом документація, ускладнюється технологічне оснащення).
Трудомісткість технологічного проектування в більшості випадків перевищує трудомісткість конструювання машин (див. приклад, 2).
|
Найменування виробу |
Трудомісткість |
|
|
конструювання |
проектування техпроцесів і оснащення |
|
|
Гусеничний трактор С-80 Екскаватор СЭ-3 Кран мостовий |
1 1 1 |
496 1,83 4,20 |
2. Трудомісткість конструкторської та технологічної підготовки виробництва у відносних одиницях
4. Виробничий та технологічний процеси
Згідно зі стандартом сукупність усіх дій людей, а також знарядь виробництва, необхідних на даному підприємстві для виготовлення чи ремонту виробів, які випускаються, називається виробничим процесом. При його протіканні матеріали і напівфабрикати перетворюються на готову продукцію, що відповідає своєму службовому призначенню.
Виробничий процес охоплює:
– підготовку засобів виробництва і обслуговування робочих місць;
– отримання та зберігання матеріалів і напівфабрикатів;
– всі стадії виготовлення деталей машин;
– транспортування матеріалів, заготовок, складових частин і готових виробів;
– технічний контроль, випробовування і атестацію продукції на всіх стадіях виробництва;
– розкладання складальних одиниць (при потребі);
– виготовлення тари, упаковування готової продукції та інші дії, пов’язані з виготовленням виробів, які випускаються.
Технологічний процес – це частина виробничого процесу, яка включає в себе дії, спрямовані на послідовну зміну розмірів, форми, зовнішнього вигляду чи внутрішніх властивостей предмета виробництва та їх контроль.
5. Складові частини і структура технологічних процесів
Технологічні процеси складаються з окремих частин, операцій, установ, переходів і ходів. На 3 наведено приклад структури технологічних процесів в машино- і приладобудуванні. Частини технологічних процесів відрізняються між собою методами виконання. Внаслідок принципової важливості термінології, що використовується при проектуванні технологічних процесів, нижче наведені визначення їх частин згідно зі стандартом.
Лиття – формоутворення заготовки або виробу з рідинного матеріалу заповненням ним порожнини заданої форми і розмірів з наступним затвердінням.
Формування – формоутворення заготовки або виробу з порошкоподібного або волокнистого матеріалу заповненням ним порожнини заданої форми і розмірів з наступним стисканням.
Гальванопластика – формоутворення заготовки або виробу з рідинного металу з розчину під дією електричного струму.
Обробка різанням – зміна форми, розмірів, шорсткості поверхні та властивостей заготовки деформуванням, відокремленням поверхневих шарів матеріалу і утворенням стружки. Прикладами обробки різанням є точіння, фрезерування, свердління.

3. Структурна схема технологічного процесу
Обробка тиском – зміна форми, розмірів, шорсткості та властивостей заготовки пластичним деформуванням або розділом матеріалу заготовки без утворення стружки. Прикладами такої обробки є кування, штампування, накатування, обкатування.
Термічна і хіміко-термічна обробка полягає у зміні структури і властивостей матеріалу заготовки внаслідок теплових і дифузійних впливів. Прикладами цих видів обробки є гартування, відпуск, відпал, нормалізація, покращення, цементація, азотування. До термічної обробки умовно належить також старіння.
Електрофізична обробка полягає у зміні форми, розмірів і шорсткості поверхні заготовки використанням електричних розрядів, магнітострикційного ефекту, електронного або світлового випромінювання, плазмового струму.
Електрохімічна обробка – зміна форми, розмірів і шорсткості поверхні заготовки внаслідок розчинення її матеріалу в електроліті під дією електричного струму.
Нанесення покриття – утворення на заготовці поверхневого шару із заданого чужорідного матеріалу (фарбування, анодування, оксидування, металізація тощо).
Складання – утворення роз’ємних або нероз’ємних з’єднань складових частин заготовки або виробу (нагвинчування, зварювання, паяння, клепання, склеювання та ін.).
Зварювання – утворення нероз’ємних з’єднань міжатомними зв’язками між окремими частинами при їх місцевому або загальному нагріванні чи пластичному деформуванні або їх сумісній дії.
Паяння – утворення нероз’ємних з’єднань введенням розплавленого припою в зазорі між частинами, що з’єднуються, з наступним його охолодженням і затвердінням.
Клепання – утворення нероз’ємних з’єднань за допомогою заклепок.
Вузлове складання – складання окремих частин виробу.
Загальне складання – складання виробу в цілому.
Контроль якості продукції – перевірка відповідності показників якості продукції встановленим вимогам.
Ремонт – комплекс робіт, направлений на підтримку і відновлення працездатності виробу.
Переміщення – дія, що викликає зміну координат предмета праці.
Частина технологічного процесу – це операція, установ, позиція, перехід, хід, прийом.
Операцією називається закінчена частина технологічного процесу, що виконується на одному робочому місці, над однією деталлю або сукупністю декількох одночасно оброблюваних деталей одним робітником або групою робітників без розриву в часі. В операцію входять не лише роботи, пов’язані зі зміною форми чи розмірів деталі, а й дії, пов’язані з обслуговуванням верстата, пристрою та інструмента.
Установом називається частина операції, що виконується при незмінному закріпленні оброблюваної деталі або складальної одиниці (4). Він може включати одну або більше позицій.
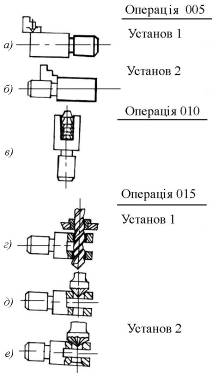
4. Схема технологічного процесу обробки вилки
Позиція – це фіксоване положення, яке займає незмінно закріплена оброблювана заготовка або складальна одиниця разом з пристроєм відносно інструмента або нерухомої частини обладнання для виконання операції або її частини. Зміна положення деталі відносно верстата при незмінному закріпленні її може відбуватися за рахунок поворотних елементів пристрою або стола верстата (5).
Кожна позиція, установ або операція може мати різну кількість переходів.
Технологічний перехід – закінчена частина технологічної операції, що характеризується постійністю використовування інструмента і поверхонь, утворюваних обробкою або з’єднуваних при складанні та супроводжуваних відповідно зміною розмірів, форми, шорсткості та взаємного розташування поверхонь, або відносного розташування з’єднуваних деталей (4, а–в, д).
Допоміжний перехід – це закінчена частина технологічної операції, яка складається із дій людини і (або) обладнання, які не супроводжуються зміною розмірів, шорсткості та взаємного розташування поверхонь, або відносного розташування з’єднуваних деталей, але необхідні для виконання технологічного переходу, наприклад, встановлення заготовки, зміна інструмента тощо.


5. Схема фрезерування плити за дві позиції
Робочий хід – це закінчена частина технологічного переходу, яка складається із одноразового переміщення інструмента відносно заготовки і супроводжуваного зміною форми, розмірів, шорсткості та взаємного розташування поверхонь, або відносного розташування з’єднуваних деталей.
Допоміжний хід – це закінчена частина технологічного переходу, що складається з одноразового переміщення інструмента відносно заготовки, яка не супроводжується зміною розмірів, шорсткості або відносного розташування поверхонь чи властивостей заготовки, але необхідна для виконання робочого ходу.
Робочий прийом – це закінчена дія робітника, яка має цільове призначення і необхідна для виконання даної операції.
Елементом прийому або рухом називається найменша частина технологічного процесу, яка піддається спостереженню за допомогою кінознімання. Метою її є визначення рухів і на базі цього раціоналізація їх, а також точне встановлення тривалості прийомів при нормуванні робіт у великосерійному і масовому виробництві.
Структурна схема технологічного процесу механічної обробки та складання показана на 3.
При розробці технологічної документації операціям і переходам присвоюються відповідні номери.
Операції нумеруються у зростаючому порядку і позначаються арабськими цифрами в межах технологічного процесу на кожну деталь, а переходи нумеруються арабськими цифрами для кожної операції самостійно, починаючи з першого номера.
Установи (якщо їх більше одного) позначаються буквами українського алфавіту для кожної операції самостійно, починаючи з першої букви. Робочі ходи ніякими знаками в технологічній документації не позначаються, але вказується їх кількість для кожної операції.
6. Просторові та часові умови виконання технологічних процесів
Технологічний процес виконується у просторі та часі.
Площа, яка необхідна для виконання технологічного процесу, називається виробничою площею.
Кожна операція технологічного процесу виконується на окремому робочому місці.
Під атестованим робочим місцем розуміють частину виробничої площі, обладнаної відповідно до виконуваної на ній роботі і яка задовольняє вимогам енергономіки, охорони праці та техніки безпеки.
Календарний період від початку до кінця виконання виробничого або технологічного процесу чи частини технологічного процесу, який повторюється, називається циклом.
Розрізняють цикл операції, цикл виготовлення деталі, цикл виготовлення машини.
Кількість машин, їх деталей або заготовок, які належать виготовленню в одиницю часу (звичайно за рік, квартал, місяць), називають програмою.
Загальна кількість машин, їх деталей чи заготовок, які належать виготовленню за незмінюваними кресленнями, називають величиною серії.
Масштаб випуску характеризує приблизну кількість машин, деталей чи заготовок, які належать випуску заводом чи яким-небудь його цехом за одиницю часу (рік, квартал, місяць).
Такт випуску – представляє собою проміжок часу, через який періодично випускаються машини, їх складальні одиниці, деталі чи заготовки. Якщо кажуть, що машина випускається з тактом 15 хвилин, то це означає, що через кожні 15 хвилин завод випускає одну машину.
Партією прийнято називати групу заготовок (деталей), які одночасно поступають для обробки на одне робоче місце. Кількість заготовок (деталей) в партії визначається на основі техніко-економічного розрахунку.
7. Поняття про трудомісткість, верстатомісткість, норму часу та норму виробітку
Час, який витрачається робітником при нормальній інтенсивності праці на виготовлення того чи іншого технологічного процесу чи його частини, називають трудомісткістю. Одиниця вимірювання трудомісткості – людино-година.
Розрізняють фактичну трудомісткість, розуміючи під нею час, фактично витрачений робітником на виконання роботи, і розрахункову, чи нормовану трудомісткість, розуміючи під нею час, який повинен бути витраченим на виконання тієї чи іншої роботи.
Верстатомісткістю називають час, протягом якого фактично працює (фактична верстатомісткість) чи повинен працювати (розрахункова верстатомісткість) верстат, декілька верстатів чи інших видів обладнання для виконання окремих або всіх операцій по обробці деталей або цілого виробу. Відповідно з цим розрізняють верстатомісткість операції, верстатомісткість деталі, верстатомісткість виробу. Одиницею вимірювання верстатомісткості є верстато-година.
Для нормування праці та планування виробничого процесу використовують норму часу.
Нормою часу називають встановлену (нормовану) кількість праці належної кваліфікації та нормальної інтенсивності, необхідну для виконання якої-небудь операції чи в цілому технологічного процесу в нормальних виробничих умовах. Норму часу вимірюють в одиницях часу (годинах, хвилинах) із вказанням кваліфікації роботи, наприклад, 2 год 3-го розряду.
Нормою виробітку називають встановлену (нормовану) кількість заготовок, деталей чи виробів, яка повинна бути оброблена чи виготовлена за встановлену одиницю часу (годину, хвилину). Одиницею вимірювання норми виробітку є кількість штук в одиницю часу із вказанням кваліфікації роботи, наприклад, 8 штук за годину робота 4-го розряду.
Норма часу на виконання операції
Норма часу на виконання операції незалежно від типу верстата і методу обробки визначається за формулою:
t>шт> = t>o> + t>д> + t>тех> + t>орг> + t>п>,
де t>шт> – штучний час на виконання однієї операції, хв;
t>о> – основний (технологічний) час, хв;
t>д> – допоміжний час, хв;
t>тех> – час технічного обслуговування робочого місця, хв;
t>орг> – час організаційного обслуговування робочого місця, хв;
t>п> – час перерв у роботі, хв.
Основний технологічний час визначають за допомогою розрахунків для кожного технологічного переходу:
 ,
,
де Lp – розрахункова довжина обробки, мм;
i – число проходів у даному переході;
S>хв> – подача інструмента, мм/хв.
Допоміжний час для кожного технологічного переходу встановлюється за нормативами.
Суму основного і допоміжного часу називають оперативним часом:
t>оп> = t>o> + t>д>.
Час технічного обслуговування встановлюється у відсотках (до 6 %) від основного або оперативного часу, час організаційного обслуговування – у відсотках (до 8 %) від оперативного часу, а час перерв роботи встановлюється у відсотках (до 2,5 %) від оперативного часу.
У серійному виробництві визначають норму штучно-калькуляційного часу:
 ,
,
де t>п.з> – підготовчо-заключний час, що дається на партію деталей;
n – розмір партії.
8. Типи машинобудівних виробництв
Тип виробництва, як найбільш загальна організаційно-технічна характеристика виробництва, визначається головним чином ступенем спеціалізації робочих місць, номенклатурою об’єктів виробництва, а також формою руху виробів по робочих місцях.
Ступінь спеціалізації робочих місць характеризується коефіцієнтом закріплення операцій, під яким розуміють кількість різних операцій, виконуваних на одному робочому місці протягом місяця.
Згідно зі стандартом, коефіцієнт закріплення операцій для групи робочих місць визначається за формулою:
 ,
,
де O – кількість різних операцій, виконуваних на робочих місцях ділянки або цеху;
P – кількість робочих місць на ділянці чи в цеху.
За ступенем спеціалізації робочі місця поділяють на групи:
1) робочі місця масового виробництва, спеціалізовані на виконання однієї операції, яка безперервно повторюється;
2) робочі місця серійного виробництва, на яких виконуються декілька різних операцій, які повторюються через певні проміжки часу;
3) робочі місця одиничного виробництва, на яких виконується велика кількість різних операцій, які повторюються через невизначені проміжки часу або зовсім не повторюються.
В залежності від номенклатури та періоду повторення операцій, робочі місця 2-ї групи відносять до велико-, середньо-, і дрібносерійних.
Тип виробництва визначається за групою робочих місць, що переважає. Якщо за робочим місцем, незалежно від його завантаження, закріплена тільки одна операція, то К>з.о >= 1, що відповідає масовому виробництву. Якщо 1 < К>з.о>< 10 – виробництво велико серійне, якщо 10 < К>з.о >< 20 – виробництво середньосерійне, якщо 20 < К>з.о> < 40 – виробництво дрібносерійне, при К>з.о> > 40 – виробництво одиничне.
Масовий тип виробництва характеризується безперервним виготовленням обмеженої номенклатури виробів на вузькоспеціалізованих робочих місцях.
Серійний тип виробництва характеризується виготовленням обмеженої номенклатури виробів партіями (серіями), які повторюються через певні проміжки часу, на робочих місцях з широкою спеціалізацією та поділяється на велико-, середньо- і дрібносерійний, в залежності від групи робочих місць, яка переважає.
Одиничний тип виробництва відрізняється виготовленням широкої номенклатури виробів в одиничній кількості, які повторюються через невизначені проміжки часу або зовсім не повторюються, на робочих місцях, які не мають певної спеціалізації.
За типом виробництва, який переважає, визначається і тип ділянки, цеху і заводу в цілому.
Технологічні характеристики різних типів виробництва за переважаючими показниками наведені в табл. 1.1.
Таблиця 1.1 Технологічні характеристики різних типів виробництва
|
Характерна ознака |
Тип виробництва |
||
|
одиничний |
серійний |
масовий |
|
|
1 |
2 |
3 |
4 |
|
Повторюваність партій (серій) |
Відсутня |
Періодична |
Безперервний випуск одних і тих же деталей (серій машин) |
|
Технологічне обладнання |
Універсальне |
Універсальне, частково спеціалізоване і спеціальне |
Широке застосування спеціалізованого і спеціального обладнання і автоматичних ліній |
|
Пристрої |
Переважно універсальні та тільки іноді спеціальні |
Спеціальні переналагоджувані |
Спеціальні, часто органічно зв’язані з верстатом |
|
Різальний інструмент |
Універсальний |
Універсальний і спеціальний |
Універсальний, спеціальний і комбінований. Багатоінструментальні налагодження |
|
Вимірювальний інструмент |
Універсальний |
Калібри, спеціальний вимірювальний інструмент |
Калібри, спеціальний багатовимірний інструмент, контрольні прилади |
|
Налагоджування верстатів |
Верстати не налагоджені, робота по пробних промірах |
Верстати налагоджені |
Складне налагоджування, автоматизм |
|
Розміщення технологічного обладнання |
За типами верстатів |
За ходом технологічних процесів |
За ходом технологічних процесів |
|
Види заготовок |
Прокат, лиття в земляні форми по дерев’яних моделях, вільне кування |
Прокат, відливки по металевих моделях, штамповки |
Прокат, машинне лиття по металевих моделях, лиття під тиском та інші точні методи лиття, штамповки, пресування тощо |
|
Застосування розмітки |
Широке |
Обмежене, тільки для великих і складних деталей |
Не застосовується |
|
Методи досягнення точності |
Метод індивідуального припасування |
Метод повної та неповної (часткової) взаємозамінності |
Метод повної та селективної взаємозамінності |
|
Ступінь деталізації технологічних процесів |
Простіші технологічні розробки (маршрутні техпроцеси) |
Більш детальні технологічні розробки (маршрутно-операційні та операційні техпроцеси) |
Детальні технологічні розробки (операційні техпроцеси). Дослідження техпроцесів |
|
Види нормування робіт |
Укрупнене нормування |
Технічне нормування серійного виробництва |
Детальне нормування. Хронометражне дослідження операцій |
|
Кваліфікація робітників |
Висока |
Використовуються робітники різної кваліфікації |
Низька за наявності висококваліфікованих налагоджувань |
|
Собівартість продукції |
Висока |
Середня |
Найнижча |
З підвищенням ступеня спеціалізації робочих місць, безперервності та прямоточності руху виробів по робочих місцях, тобто при переході від одиничного до серійного та від серійного до масового типів виробництва, збільшується можливість застосування спеціального обладнання та технологічного оснащення, більш продуктивних технологічних процесів, передових методів організації праці, механізації та автоматизації виробничих процесів, що в остаточному підсумку призводить до підвищення продуктивності праці та зниження собівартості продукції при одночасному підвищенні її якості.
9. Форми організації виробництва в машинобудуванні
Форми і методи організації технологічних процесів залежать від встановленого порядку виконання операцій, розташування технологічного обладнання, кількості виробів і напрямку їх руху при виготовленні. Існують дві форми організації технологічних процесів: групова і потокова. Основні ознаки цих форм регламентовані стандартами.
Групова форма організації технологічних процесів – це така форма, яка характеризується спільним виготовленням чи ремонтом груп виробів різної конфігурації на спеціалізованих робочих місцях.
Основою при груповій формі організації технологічних процесів повинно бути групування виробів за конструктивно-технологічними ознаками.
Потокова форма організації технологічних процесів характеризується спеціалізацією кожного робочого місця на виконання певної операції, узгодженим і ритмічним виконанням всіх операцій технологічного процесу на основі такту випуску, розміщенням робочих місць у послідовності, яка відповідає технологічному процесу.
Потокова форма організації технологічних процесів в залежності від номенклатури одночасно оброблюваних виробів може бути реалізована у вигляді одно- або багатономенклатурної потокової лінії.
Однономенклатурна потокова лінія характеризується обробкою виробу одного найменування за закріпленим технологічним процесом протягом тривалого періоду часу. В залежності від кількості одночасно оброблюваних об’єктів одного найменування така лінія може бути одно- або багатопотоковою.
Однопотокова лінія характеризується обробкою на кожній операції одного об’єкта одного найменування.
Багатопотокова лінія характеризується одночасною обробкою на кожній операції двох і більше об’єктів одного найменування, причому виконання операцій дублюється для кожного об’єкта.
Багатономенклатурна потокова лінія характеризується послідовною обробкою груп виробів двох і більше найменувань за типовим технологічним процесом.
В залежності від характеру руху виробів по операціях потокові лінії поділяються на перервні та безперервні.
Потокові лінії, на яких деталі виготовляються по черзі, партіями, називаються змінно-потоковими. Вони характерні для серійного виробництва, для обробки конструктивно близьких деталей з відповідними переналагодженнями.
Якщо на потоковій лінії всі процеси, які виконуються робітниками-операторами, автоматизовані, то потокова лінія називається автоматичною.
Приклад визначення типу виробництва та форми організації технологічного процесу
Вихідні дані:
Річна програма випуску виробів N>1>, шт.
Кількість деталей у виробі n, шт.
Запасні частини β, %
Режим роботи підприємствас, змін на добу
Річна програма деталей
 ,
шт.
,
шт.
(прийнято N = 60000 шт.).
Дійсний річний фонд роботи обладнання F>д> [7, додаток]
Дані технологічного процесу за укрупненим нормуванням операцій
|
Операція |
Т>шт> |
m>p> |
Р |
η>сер.з> |
О |
|
Перша Друга Третя |
1 хв 2,4 хв 8,0 хв |
0,33 0,79 2,65 |
1 1 3 |
0,33 0,79 0,88 |
1 1 1 |
T>шт> вибирається згідно [7, додатка 2];
 – розрахункова кількість робочих місць;
– розрахункова кількість робочих місць;
Р – прийнято робочих місць заокругленням m>p>;
 – фактичний коефіцієнт завантаження
робочих місць;
– фактичний коефіцієнт завантаження
робочих місць;
 – кількість операцій;
– кількість операцій;
η>н.з> – нормативний коефіцієнт завантаження робочих місць (прийнято η>н.з> = 0,75);
 – коефіцієнт закріплення операцій:
– коефіцієнт закріплення операцій:
 =
=
 – масове виробництво.
– масове виробництво.
Якщо η>ф.з>
0,25, то
 .
Тоді К>з.о> =
.
Тоді К>з.о> =
 – великосерійне виробництво.
– великосерійне виробництво.
При визначенні форми організації виробництва спочатку перевіряють доцільність застосування потокової форми на основі порівняння середнього штучного часу Т>шт.сер> для кількох основних операцій з розрахунковим тактом Т>в> випуску:
К>з> = Т>шт.сер>/Т>в>.
При К>з> 0,6 вибирають потокову форму, у протилежному випадку – групову.
Тривалість такту залежить від типу лінії:
– для одно номенклатурної:
Т>в> = 60F>д.о>К>з>/N;
– для багато номенклатурної:
 ;
;
– для автоматичної:
Т>в> = 60F>д.л>К>з>/N,
де F>д.о> і F>д.л> – дійсний річний фонд часу роботи одиниці обладнання потокової або автоматичної лінії, год;
K>з> – нормативний коефіцієнт завантаження обладнання;
N – річна програма випуску виробів, шт.;
N>i> – число і-их виробів (деталей), які підлягають випуску за рік;
і – порядковий номер виробу, і = 1, 2,…,n.
Якщо за тих чи інших причин в умовах серійного виробництва не вдається організувати потокове виробництво, приймають групову форму організації, яка характеризується періодичним запуском виробів (деталей) партіями.
Розмір партії запуску П>з> на стадії проектування визначають за формулою:
 ,
,
де а = 3, 6, 12, 24 – періодичність запуску, днів;
254 – число робочих днів за рік.
Приклади визначення такту випуску виробів і розміру партії запуску
Задача 1
Визначити такт випуску деталей при їх масовому виготовленні, якщо:
N>p >= 812000> >одиниць – ринкова потреба у виробах;
q = 5 років – життєвий цикл виробу;
с = 3 – кількість робочих змін за добу;
n>в >= 1 шт. – кількість деталей на один виріб;
η = 0,96 – коефіцієнт, який враховує затрати часу на ремонт обладнання.
Розв’язання
Такт випуску деталей визначається за формулою:
 ,
,
де F>д> – дійсний річний фонд часу роботи обладнання, год;
к>з> = 0,75…0,95 – плановий нормативний коефіцієнт завантаження обладнання, який враховує простої з організаційно-технічних причин і регламентовані перерви на відпочинок (менше значення к>з> відповідає масовому виробництву);
N – річна програма випуску деталей, шт.
Дійсний річний фонд часу роботи обладнання дорівнює:
F>д> = F>н> ∙ η,
де F>н> – номінальний річний фонд часу роботи обладнання, год.
За календарем номінальний річний фонд часу роботи обладнання (в одну зміну) рівний:
F>н> = А ∙ 40 – В ∙ 8 – С ∙ 1,
де А – кількість робочих тижнів на рік: у звичайному році – 52,14; у високосному році – 52,29;
В – кількість святкових днів на рік;
С – кількість передсвяткових днів на рік, в які робочий час скорочується на одну годину.
Тоді номінальний річний фонд часу роботи обладнання дорівнює:
F>н> = 52,14 ∙ 40 – 8 ∙ 8 – 4 ∙ 1 = 2018 год.
Дійсний річний фонд часу роботи обладнання рівний:
F>д> = 2018 ∙ 0,96 = 1937 год.
Річна програма випуску виробів:
 одиниць.
одиниць.
Тоді такт випуску деталей при їх масовому виготовленні дорівнює:
 хв/шт.
хв/шт.
Задача 2
Визначити розмір партії деталей, що одночасно запускаються у виробництво при серійному виготовленні, якщо:
N = 800 шт. – річна програма випуску виробів;
n>в >= 8 шт. – кількість деталей на один виріб;
a = 6 днів – періодичність запуску.
Розв’язання
Розмір партії запуску на стадії проектування визначається з розрахунку добового завдання:
П>з> = П>д> ∙ а,
де П>д> – добове завдання, що визначається за формулою:
 шт.
шт.
Тоді розмір партії запуску дорівнює:
П>з> = 26 ∙ 6 = 156 шт.
10. Поняття про технологічність конструкції виробів
Під технологічністю конструкції виробу розуміють сукупність властивостей конструкції, які забезпечують виготовлення, ремонт та технічне обслуговування виробу за найбільш ефективною технологією у порівнянні з аналогічними конструкціями за однакових умов їх виготовлення, експлуатації, при одних і тих же показниках якості [2].
Застосування ефективної технології припускає оптимальні затрати праці, матеріалів, коштів, часу при технологічній підготовці виробництва, в процесі виготовлення, експлуатації та ремонту, включаючи підготовку виробу до функціонування, контроль його працездатності, профілактичне обслуговування.
Від умов, в яких виготовляється виріб (тип виробництва, його організація, спеціалізація, програма і повторюваність випуску), залежать можливості відпрацювання технологічності конструкції, спрямованої на зниження трудомісткості виготовлення, собівартості виробу, зручності його ремонту в процесі експлуатації. Для оцінки конструкції використовують базові показники технологічності одного виробу, який представляє цілу групу виробів, наділених загальними конструктивними ознаками.
Склад робіт по забезпеченню технологічності конструкції виробів на всіх стадіях їх створення встановлюється Єдиною системою технологічної підготовки виробів (ЄСТПВ). Для кожного поняття технологічності державними стандартами встановлені терміни і визначення.
В ЄСТПВ технологічність розглядається як сукупність властивостей конструкції, що характеризують один з показників якості виробу. Методика оцінки цього показника якості повинна бути точно обґрунтована, а результати оцінки достовірні і визначені з доступною для перевірки точністю.
Єдиним критерієм технологічності конструкції виробу є її економічна доцільність при заданій якості та прийнятих умовах виробництва. При такому підході до оцінки конструкції необхідно розглядати весь комплекс вимог до неї в цілому, щоб, наприклад, незначна економія коштів при виготовленні не призводила у подальшому до економічно невигідного збільшення затрат на технічне обслуговування чи ремонт.
Відпрацювання виробу на технологічність представляє собою одну з найбільш складних функцій технологічної підготовки виробництва (ТПВ). Вона обумовлена тісним взаємним зв’язком між конструкцією виробу і технологією його виробництва.
Обов’язковість відпрацювання конструкцій виробів на технологічність на всіх стадіях їх створення встановлюється стандартами ЄСТПВ.
Основна задача забезпечення технологічності конструкції виробу полягає в досягненні оптимальних трудових, матеріальних і паливо-енергетичних затрат на проектування, підготовку виробництва, виготовлення, монтаж поза підприємством-виготовлювачем, технологічне обслуговування, технічне обслуговування і ремонт при забезпеченні решти заданих показників якості виробу в прийнятих умовах проведення робіт [2].
Розрізняють виробничу, експлуатаційну і ремонтну технологічність конструкції виробу.
Виробнича технологічність конструкції виробу виявляється в скороченні коштів і часу на конструкторську та технологічну підготовку виробництва, процеси виготовлення, в тому числі контроль та випробовування, монтаж поза підприємством-виготовлювачем.
Експлуатаційна технологічність конструкції виробу виявляється в скорочені коштів і часу на підготовку до використання виробу за призначенням, технологічне і технічне обслуговування, поточний ремонт, утилізацію.
Ремонтна технологічність виявляється в скороченні коштів і часу на всі види ремонтів, крім поточного.
Головними факторами, що визначають вимоги до технологічності конструкції виробу, є вид виробу, обсяг випуску, тип виробництва.
Вид виробу визначає головні конструктивні та технологічні ознаки, що обумовлюють основні вимоги до технологічності конструкції виробу.
Обсяг випуску і тип виробництва визначають ступінь технологічного оснащення, механізації і автоматизації технологічних процесів і спеціалізацію всього виробництва.
11. Стандартизація виробів, спеціалізація та кооперування виробництва
Уніфікація та стандартизація виробів машинобудування сприяє спеціалізації виробництва. Обмежуючи кількість типорозмірів виробів одного призначення мінімальним асортиментом найбільш досконалих зразків, стандартизація призводить до звуження номенклатури виробів при значному збільшенні програми їх випуску. Це дозволяє ширше застосувати потокові методи роботи і автоматизацію виробництва.
Спеціалізація виробництва є важливою умовою технічного процесу раціональної організації суспільної праці. Вона підвищує продуктивність праці і радикально поліпшує структуру машинобудівної промисловості, сприяючи концентрації виробництва конструктивно- і технологічно- однорідних виробів.
Спеціалізація та кооперування машинобудівного виробництва повинна проводитись по всіх стадіях технологічного процесу і в рамках великих територіально-виробничих комплексів. Її розвиток повинен проходити по лінії прямих тривалих зв’язків між підприємствами та об’єднаннями.
Таким чином, розвиток потоково-масового виробництва у вітчизняному машинобудуванні обумовлений ступенем уніфікації та стандартизації виробів, що випускаються, та рівнем спеціалізації виробництва.
Використана література
1. Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К., 1993. – 544 с.
2. Ковшов А.Н. Технология машиностроения. – М., 1987. – 320 с.
3. Маталин А.А. Технология машиностроения. – Л.–М.,1985. – 496 с.
4. Методичні вказівки і завдання для індивідуальної роботи з основ технології машинобудування під контролем викладача. – ЧІТІ, 1993.
5. Руденко П.А. Теоретические основы технологии машиностроения: Конспект лекций. – Чернигов, 1986. – 258 с.
6. Руденко П.О. Проектування технологічних процесів. – К.: Вища школа, 1993. – 414 с.
7. Рудь В.Д. Курсове проектування з технології машинобудування. – Луцьк, 1996. – 300 с.