Проектирование составных токарных резцов
Тольяттинский государственный университет
Инженерно-педагогический факультет
Кафедра ТМСП
Курсовой проект по
Металлорежущему инструменту
Студент группы Тз 441 Евсеев А.А.
Преподаватель Кузьменко А.Ф.
Тольятти 2001/2002
Содержание
Введение
1. Резец
1.1 Задание на проектирование
1.1.1 Исходные данные для проектирования
1.1.2 Проверочный расчет на прочность стержневого резца
1.1.3 Выбор формы, размеров режущей пластины
1.1.4 Технические условия
1.2 Проектирование составного токарного резца
1.2.1 Выбор марки материала инструмента, материала корпуса и назначение геометрических параметров
1.2.2 Проверочный расчет на прочность
2. Фасонный резец
2.1 Общие сведения
3. Резьбонакатные ролики
3.1 Расчет диаметров резьбонакатных роликов
3.1.1 Наружный диаметр резьбонакатных роликов
3.1.2 Средний диаметр резьбонакатных роликов
3.1.3 Проверочный расчет
Литература
Введение
Курсовое проектирование по металлорежущим инструментам направлено на развитие творческой активности студентов и является самостоятельной работой, выполняемой без непосредственного руководства преподавателя. Им она организуется и направляется. Задание на курсовое проектирование составных токарных резцов составлено таким образом, что работа по его выполнению способствует развитию познавательной, проектной и творческой способностей студента. Его деятельность на отдельных этапах выполнения проекта может носить развивающий, репродуктивный и творческий характер.
Токарные резцы относятся к металлорежущим инструментам, широко применяемым при обработке конструкционных материалов резанием. Составные токарные резцы, оснащенные металлокерамическим сплавом, и в настоящее время имеют большое значение не только в единичном, но и в серийном и массовом производствах. Применение этих резцов позволяет значительно увеличивать скорости резания при точении конструкционных материалов и обрабатывать твердые материалы.
Настоящее пособие призвано научить студентов, будущих инженеров-педагогов, конструированию составных токарных резцов, и тем самым дать необходимый минимум знаний в области обработки металлов резанием. Выработать у студентов навыков к самостоятельной работе.
Пособие включает исходные данные для проектирования резцов, теоретические основы проектирования резцов, необходимые справочные данные и пример выполнения работы по проектированию.
стержневой токарный резец инструмент
1. Резец
1.1 Задание на проектирование
1.1.1 Исходные данные для проектирования
Материал обрабатываемой заготовки.
Тип резца: проходной, прямой проходной, проходной отогнутый, канавочный, отрезной - для наружного точения.
Форма и размеры сечения державки (корпуса) резца (квадратный или прямоугольный).
Вид обработки: чистовая или черновая.
Последовательность проектирования.
Выбрать материал режущей части резца и материал корпуса (державки).
Назначить геометрические параметры резца, и радиус при вершине резца.
Самостоятельно назначить глубину и подачу резания. Глубина резания назначается в зависимости от вида обработки: чистовая, получистовая, черновая.
Выполнить проверочный расчет на прочность при изгибе, предварительно найдя по справочнику допускаемое напряжение при изгибе.
Подобрать форму и размеры пластины металлокерамического сплава и спроектировать гнездо (паз) под пластину.
Выполнить рабочий чертеж токарного резца на формате А3 с соблюдением норм и требований ЕСКД.
Оформить пояснительную записку.
Примечание:
Исходные данные для проектирования приведены в таблице 1.
1.1.2 Проверочный расчет на прочность стержневого резца
Проверочный расчет на прочность ведут по известной из курса сопротивления материалов зависимости
(1)
где Ми – изгибающий момент, нм;
Wи – момент сопротивления сечения резца изгибу, мм3.
[и] – допускаемое напряжение при изгибе.
Расчет резцов на прочность обычно ведут, исходя из величины силы резания Pz (в н), которая зависит от величины срезаемого слоя стружки и механических свойств обрабатываемого материала [4]:
(2)

где с – коэффициент; t – глубина резания, мм; s–подача на оборот заготовки, мм/об; x и y – показатели степени.
c = 2000, x = 1,0, y = 0,75.
Шероховатость поверхности принять: при чистовой обработке R>а >= 1,25, при получистовой R>а >= 2,5. При назначении подач при чистовой и получистовой обработке руководствоваться таблицей 14 главы 4 [2], задаваясь радиусом при вершине резца. Глубину резания для значения шероховатости R>а >= 2,5 принимать t = 0,5…2 мм, а для значения R>а >= 1,25 принимать t = 0,1…0,4 мм. При черновом точении при выборе подачи руководствоваться таблицей 11 главы 4 [2]. При этом выбор диапазона диаметров обработки произволен. Глубину резания выбирать также произвольно в диапазонах от 2 до 3 мм, свыше 3 до 5 мм и свыше 5 до 8 мм.
Под действием силы Pz резец подвергается изгибу под действием изгибающего момента:

г
(3)))
де Ми – изгибающий момент, нм;l – вылет резца, мм.
Обычно вылет резца делают l = (1 –1,5) Н
В зависимости от формы поперечного сечения резца момент сопротивления изгибу определяется по формулам:
для прямоугольного сечения
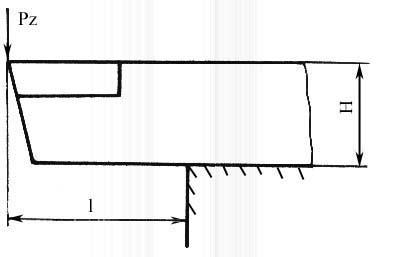
Рис. 1. Вылет резца.
для квадратного сечения
(4)

(5)

для круглого сечения
(6)

где d – диаметр резца круглого сечения.
Примечание. При проектировании и изготовлении резцов прямоугольного сечения принято: для получистовой и чистовой обработки — В=1,6 Н, для черновой обработки — В=1,25 Н.
Допускаемое напряжение при изгибе [и] для корпусов (с симметричными сечениями) равно напряжению растяжения или сжатия [и] = [р] = [с]. В свою очередь, напряжение растяжения для реально применяемых сечений и условий работы может быть определено применительно к рассматриваемым условиям проектирования стержневых резцов по зависимости [5]:
(7)
[р] = [и] 0,48 Т
где Т – напряжение текучести.
1.1.3 Выбор формы, размеров режущей пластины
Для составного резца, оснащенного твердосплавной (металлокерамической) пластиной, пластина выбирается в зависимости от размеров головки резца или державки.
Для резцов общего назначения (т.е. независимо от переднего угла, выбираемого в зависимости от обрабатываемого материала) передний угол пл. в головке резца следует назначать положительным в пределах 15 – 18(рис.2).
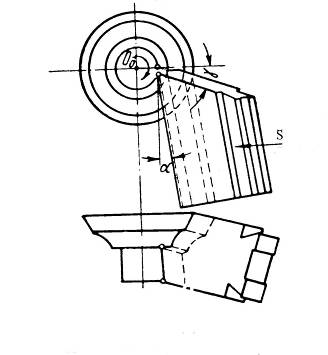
Для резцов конкретного применения с целью наиболее полного использования материала режущей части передний угол в корпусе под пластину следует назначать той величины, которая рекомендуется в зависимости от обрабатываемого материала (Рис.3).
Глубина врезания h паза под пластину не должна превышать 1/3 высоты державки Н. Толщина пластины выбирается в пределах (0,2 –0,25) Н. Ширина и длина пластины назначаются в зависимости от вида резца (проходной, прямой проходной, канавочный и пр.) и его размеров.
Рис.2. Схема врезания пластины в резцах общего назначения.
Величина свисания (вылета) пластины за пределы главной и вспомогательной поверхностей корпуса резца e = (0,1–0,15) s, где s —толщина пластины.
Величина возвышения передней поверхности твердосплавной пластины на передней поверхностью корпуса k = (0,25 — 0,36) s.
Рис.3. Схема врезания пластины в резцах специального применения.
При подборе формы и размеров пластины следует руководствоваться ГОСТ или руководящими материалами Волжского автомобильного завода [1].
При проектировании паза под пластину необходимо стремиться к тому, чтобы сила резания, действующая на пластину, прижимала ее к стенкам паза.
Марку материала твердосплавной пластины следует выбирать, руководствуясь рекомендациями [2,3] и таблицей 1 приложения. Пластину изобразить в виде эскиза в пояснительной записке.
1.1.4 Технические условия
Качество инструмента регламентируется государственными стандартами в виде технических условий (ТУ). ТУ (стандарт СТ СЭВ 1165–78) устанавливают отклонения на следующие элементы: габариты; основные размеры; посадочные, опорные и установочные поверхности; режущие элементы.
Отклонения на габариты, как правило, соответствуют отклонениям на свободные размеры. Предельные отклонения высоты державки не должны превышать h11…h12, а ширины —js16. Длина резца должна соответствовать IT16. Предельные отклонения от перпендикулярности боковой поверхности державок к опорной поверхности должны лежать в пределах 30… 2 в зависимости от размеров и формы поперечного сечения и типа резцов. Передние, задние углы и угол наклона главной режущей кромки не должны превышать 1. Углы в плане — не более 2.
Шероховатость рабочих поверхностей (передней, главной и вспомогательной поверхностей) должна быть не выше 8–9 классов. Шероховатость поверхностей державки не более 5—6 классов.
Корпус составного резца следует изготавливать из углеродистых и легированных конструкционных сталей марок 35, 45, 40Х, 40ХГНМ и др. Твердость после закалки должна быть в пределах 40 – 50 HRCэ.
На поверхности резцов не должно быть трещин, следов припоя, также коррозии.
1.2 Проектирование составного токарного резца
Задание. Спроектировать токарный проходной резец.
Исходные данные:
Материал обрабатываемой заготовки – сталь 9ХС.
Главный угол в плане =80.
Сечение державки резца 25х25.
Обработка – чистовая.
1.2.1 Выбор марки материала инструмента, материала корпуса и назначение геометрических параметров
Руководствуясь рекомендациями таблицы 1 приложения настоящего методического пособия, для условий чистовой обработки стали 9ХС, выбираем твердый сплав марки Т14К8 из группы Р20 (ИСО). Для чистовой обработки назначаем: главный задний угол = 6, вспомогательный задний угол 1 = 6, передний угол = 5. Вспомогательный угол в плане 1 = 10, радиус при вершине r = 0,8 мм [2].
Для изготовления корпуса принимаем конструкционную легированную сталь марки 40Х с механическими характеристиками: b = 900 МПа, т = 700 МПа.
1.2.2 Проверочный расчет на прочность
1. По таблице [2] назначаем режимы резания:
для чистового точения стали 9ХС —глубина резания t = 2 мм, подача S = 0,2 мм/об (табл.14 главы 4 2).
2. Определяем изгибающий момент:
2.1. Вылет резца принимаем l =1,25 Н =1,25х25 = 31,25 мм.
2
.2.
Рассчитываем силу Pz по
формуле (2):
2.3. Определяем изгибающий момент
3

.
Определяем момент сопротивления изгибу
по формуле (4)
Напряжения изгиба, возникающие в державке резца, определяем по формуле (1):
6
.
Для изготовления корпуса принимаем
сталь марки 40Х с механическими свойствами
в = 900 МПа, Т
= 700 МПа [5]. Допускаемое напряжение на
изгиб определяем по формуле (7):
Фасонный резец
2.1 Общие сведения
Фасонные резцы предназначены для обработки поверхностей деталей, имеющих сложный профиль. Применяются они в массовом, крупносерийном и мелкосерийном, а иногда и в единичном производстве для обработки наружных и внутренних поверхностей. Фасонные резцы обеспечивают идентичность формы, точность размеров и высокую производительность, а также допускают большое количество переточек [1].
По способу крепления фасонные резцы делятся на стержневые, призматические и круглые. Стержневые резцы применяются в основном на универсальных токарных и токарно-револьверных станках. По форме державки они похожи на обычные токарные проходные резцы для наружного точения.
Призматические резцы (рис.1) применяются на токарных одно- и многошпиндельных токарных автоматах и полуавтоматах с установкой в специальные резцедержатели. В зависимости от направления движения резца к обрабатываемой заготовке призматические резцы делятся на радиальные и тангенциальные. Радиальные резцы имеют направление подачи по радиусу к обрабатываемой заготовке. Тангенциальные резцы (рис.3) осуществляют касательное по отношению к фасонной поверхности обрабатываемой заготовки движение подачи. Чаще всего они используются для чистовой обработки несложных фасонных поверхностей. Для крепления фасонных призматических резцов в резцедержателях служит ласточкин хвост. Применяются призматические фасонные резцы только для наружного точения. По сравнению с круглыми резцами они обладают более высокой жесткостью крепления и, как следствие, повышенной точностью изготовления обрабатываемых поверхностей.
а) б)
Р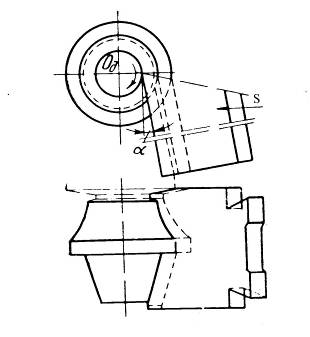
ис.
1. Виды установок призматических фасонных
резцов.
а) б)
Р
ис.
2. Виды установок круглых фасонных
резцов.
Рис.3. Установка тангенциального призматического резца.
Рис. 4. Установка круглого резца с образующими, расположенными по винтовой линии.
Круглые фасонные резцы (рис.2) применяются для наружного и внутреннего точения на токарных одно- и многошпиндельных автоматах и полуавтоматах. Они делятся на дисковые резцы, устанавливаемые на оправках, и хвостовые резцы, закрепляемые за хвостовик. Они бывают с кольцевыми образующими фасонных поверхностей, или с образующими, расположенными по винтовой линии (рис.4). Последние резцы применяются в основном при обработке внутренних фасонных поверхностей. Круглые резцы по сравнению с призматическими резцами имеют большее количество переточек.
Для обеспечения положительных задних углов у резцов на отдельных участках фасонного профиля применяется наклонное расположение базы крепления фасонного резца относительно оси обрабатываемой заготовки. Оно может обеспечиваться поворотом вокруг осей Y, Z, а также в плоскости крепления призматического радиального резца. В последнее время наиболее эффективным является поворот резца вокруг оси Z (рис.1,б, 2,б).
3. Резьбонакатные ролики
3.1 Расчет диаметров резьбонакатных роликов
3.1.1 Наружный диаметр резьбонакатных роликов
Определение наружного диаметра резьбонакатных роликов, наиболее важного для тангенциального способа накатывания резьб тангенциальными головками параметра, необходимо выполнять по формулам для предварительного получения результатов и точного.
Предварительно наружный диаметр роликов определяется по формуле [5]
 (17)
(17)
где: D>p> – наружный диаметр роликов;
d>3>> >– диаметр заготовки;
K>p> – число заходов резьбы роликов;
d>1> – внутренний диаметр резьбы, определяемый из выражения:
d>2 >>min> – минимальный средний диаметр резьбы детали;
 –
высота профиля резьбы инструмента.
–
высота профиля резьбы инструмента.
Точное значение наружного диаметра роликов может быть определено по формуле [13,14], полученной из условия равенства нулю суммарных осевых перемещений в конце накатывания.
Исходя из этого условия, расчёт диаметров роликов выполняется по следующей формуле
 (18)
(18)
где

 –
коэффициент влияния «закручивания»
роликов.
–
коэффициент влияния «закручивания»
роликов.
 –
среднее значение положения полюса
зацепления, может быть выражено
зависимостью
–
среднее значение положения полюса
зацепления, может быть выражено
зависимостью
 (19)
(19)
где
 – cреднее отклонение
линии зацепления от внутреннего диаметра
накатываемой резьбы, соответствующее
шагу 1мм (таблица 9).
– cреднее отклонение
линии зацепления от внутреннего диаметра
накатываемой резьбы, соответствующее
шагу 1мм (таблица 9).
В результате
расчётов диаметров резьбонакатных
роликов для накатывания остроугольных
резьб с различной степенью точности
выявлена прямо пропорциональная связь
[12, 13] между средним значением
 характеризующим
положение полюса зацепления, и шагом
накатываемой резьбы при заданной высоте
головки профиля резьбы инструмента
(рисунок 8).
характеризующим
положение полюса зацепления, и шагом
накатываемой резьбы при заданной высоте
головки профиля резьбы инструмента
(рисунок 8).
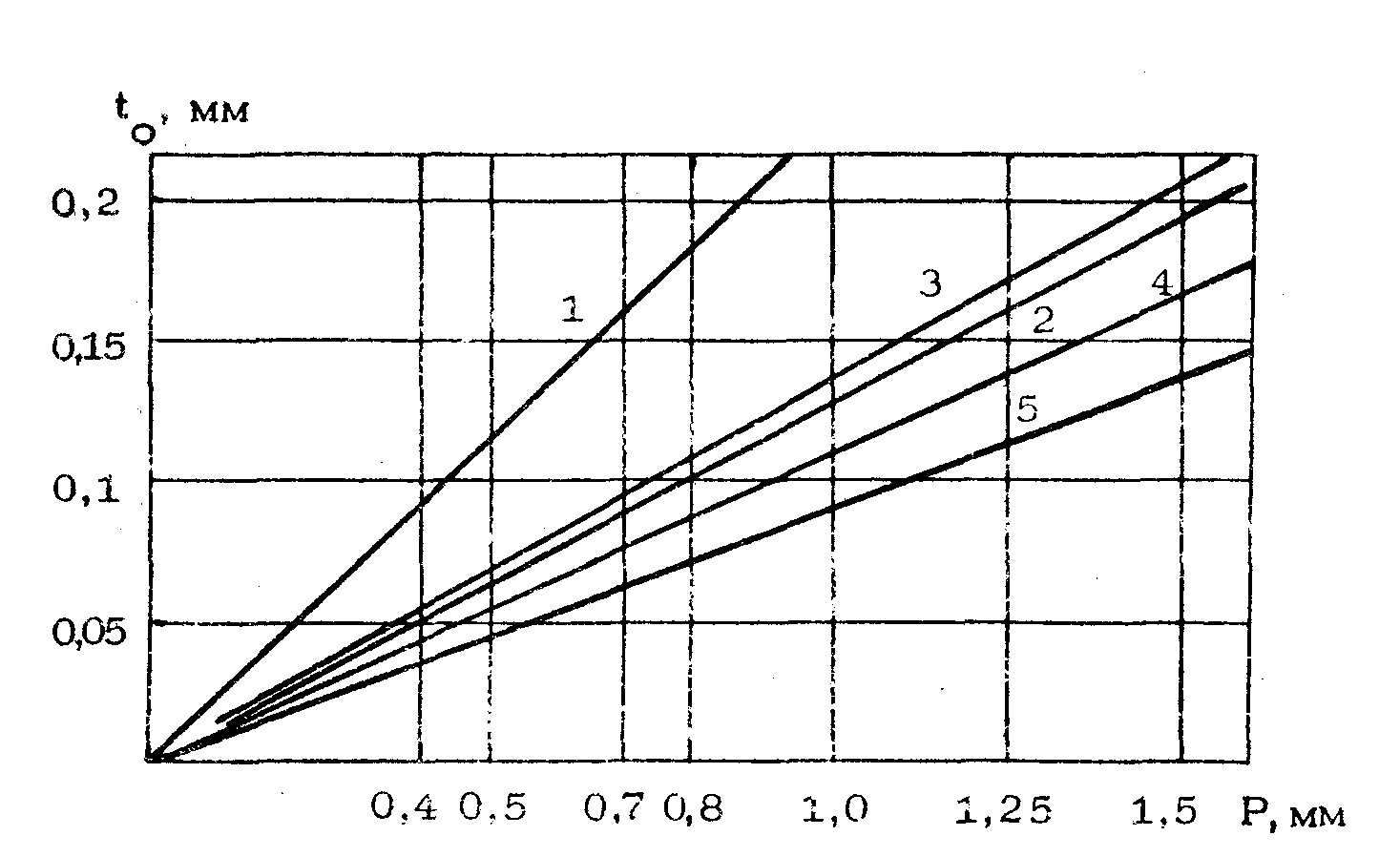
Рисунок 8. График зависимости среднего отклонения линии зацепления от шага резьбы: 1-по ГОСТ 6111-52; 2 - по ГОСТ 16093-81 (4h); 3-по ГОСТ 16093-81 (6g); 4- по ГОСТ 4608-81; 5-по СТП 37-101.7504-76.
Таблица 9. Величина среднего отклонения линии зацепления, соответствующая шагу 1мм, для различных типов и классов точности резьбы, мм.
|
Стандарт на резьбу |
Расчётная высота
|
Среднее значение
|
Стандарт на резьбу |
Расчетная высота
|
Среднее значение
|
|
ГОСТ 16093-81 4h 6g |
0,325 Р |
0,131 0,134 |
СТП (ВАЗ) 37.101.7502-75 |
0,325 Р |
0,111 |
|
ГОСТ 4608-81 Т>0> Т>02> |
0,325 Р |
0,108 0,109 |
ГОСТ 6211-69 |
0,320 Р |
0,118 |
|
СТП 37.101.7504-76 |
0,27063 Р |
0,093 |
ГОСТ 6111-52 |
0,38058 Р |
0,227 |

3.1.2 Средний диаметр резьбонакатных роликов
Средний диаметр резьбы роликов определяется по формуле:
 (20)
(20)
где:
 – максимальная высота головки профиля
резьбы инструмента;
– максимальная высота головки профиля
резьбы инструмента;
d>2 >>max> – максимальный средний диаметр резьбы детали.
3.1.3 Проверочный расчет
Проверочный расчет включает выяснение возможности накатывания заданной детали по размеру выступающей части заготовки диаметром Dв, которая может разместиться между кронштейнами 9 резьбонакатной головки (рисунок 9), при этом выполняются следующие операции:
а) определяется фактическое межосевое расстояние А>ф> между роликами:
 (21)
(21)
где: d>2 >>max>> >– наибольший средний диаметр резьбы детали.
б) определяется допустимая величина диаметра В выступающей части заготовки между кронштейнами 9 (рисунок 9)
 (22)
(22)
где: = 0,8 мм – минимально-допустимый зазор между поверхностью выступающей части заготовки и кронштейном,
R = 11,1 мм (мод. В 13) – радиус закругления кронштейна.
Для того, чтобы процесс накатывания был возможен необходимо выдержать неравенство:
D>в> В
Если окажется, что D>в>>В, то необходимо принять большее из возможных значений К и повторить расчет диаметра D>Р>. Если и это не принесет желаемого результата, то необходимо или изменить технологию изготовления детали (если возможно), или накатывать резьбу на детали резьбонакатной головкой большего типоразмера.
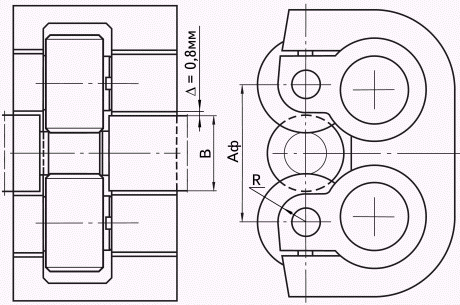
Рисунок 9. Схема конструктивных параметров резьбонакатной головки
Литература
Режущий инструмент, применяемый для прогрессивного технологического оборудования на Волжском автомобильном заводе: Каталог / филиал НИИНавтопрома;
Справочник технолога машиностроителя. В 2-х т. Т.2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. — 4-е изд., перераб. и доп.—М.: Машиностроение, 1985. – 496 с.
Лекции для студентов ИПФ по металлорежущему инструменту.
Пронников А.С. Расчет и конструирование металлорежущих станков. Изд.2-е. «Высшая школа», 1968. – с. 431
Краткий справочник машиностроителя. /Под ред. С.А. Чернавского. – М.: Машиностроение, 1966. – 797 с.