Відновлення і зміцнення деталей машин і обладнання методом електродугової металізації
Лабораторна робота № 3
Відновлення і зміцнення деталей машин і обладнання методом електродугової металізації
1. Теоретичні дані
Мета роботи: ознайомитися з технологічним процесом відновлення і зміцнення деталей типу "вал" методом електродугової металізації.
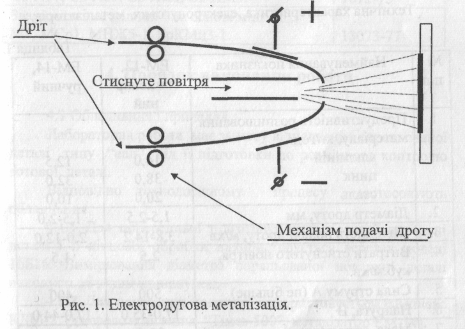
Процес отримання покриття методом електродугової металізації полягає в формуванні рідкого металу після дії електричної дуги на матеріал електродів, розпилення цього металу на дрібні частинки струменем стиснутого повітря, що виходить з сопла, і нанесенні їх на поверхню виробу.
2. Обладнання
В комплект обладнання для електродугової металізації входять: електродуговий металізатор для подачі і розпилювання дроту, джерело живлення електричної дуги, маніпулятор обертання деталі, котушки для дроту, система подачі стиснутого повітря.
Найбільш широко розповсюджені електродугові металізатори таких марок: ЕМ-12, ЕМ-14, ЕМ-15, ЕМ-17.
Для роботи металізатора необхідне джерело живлення низької напруги змінного або постійного струму. Найбільш якісні покриття отримують, застосовуючи джерела постійного струму (наприклад, ВС-300, ВДГ-302, ВС-600, ВДУ-601, ВДУ-1001).
Широко застосовується джерело живлення "Тімез-500" виробництва ЧССР з підвищеними характеристиками, який входить в комплект для електродугової металізації КДМ-2.
Таблиця 1 Технічна характеристика електродугових металі заторів
|
№ п/п |
Найменування показника |
ЕМ -12, стаціонарний |
ЕМ -14, ручний |
|
1. |
Продуктивність розпилювання матеріалу, кг/год алюміній цинк сталь |
14,0 38,0 20,0 |
12,5 32,0 10,0 |
|
2. |
Діаметр дроту, мм |
1,5 – 2,5 |
1,5 – 2,0 |
|
3. |
Швидкість подачі дроту, м/хв |
3,8 – 14,2 |
2,0 – 12,0 |
|
4. |
Витрати стиснутого повітря, куб.м/хв |
2,5 |
1,5 |
|
5. |
Сила струму А (не більше) |
500 |
400 |
|
6. |
Напруга, В |
17,0 – 35,0 |
17,0 – 44,0 |
|
7. |
Маса металізатора, кг |
22,5 |
2,3 |
3. Матеріали
Для нанесення покриттів методом електродугової металізації найчастіше застосовують матеріали, наведені в таблиці 2.
Ці матеріали, нанесені на деталі обертання, добре працюють в умовах тертя і зносу (поршні, колінчаті вали). Властивостями цих покриттів є твердість, зносостійкість і антикорозійні характеристики, а також адгезійна міцність.
Таблиця 2
|
Назва і марка дроту |
ГОСТ |
|
Зварювальний маловуглецевий: Св-08, Св-08 А, Св-08ГА, Св-08 1 ОГ2 |
2246-70 |
|
Зварювальний легований: Св-08ГС, Св-08Г2С, Св-08ГСМГ |
2246-70 |
|
Зварювальний алюмінієвий: Св-А97, Св-А85, Св-Амц, Св-АМЗ |
7871 -75 |
|
Зварювальний мідний і на основі міді: М1,МСр1,МНЖ5-1,БрКМцЗ-1 |
13073-77 |
4. Порядок виконання роботи
4.1 Обладнання і приладдя
Лабораторна робота має за мету відновлення спрацьованої деталі типу "вал" від її підготовки до розмірного контролю готової деталі.
Відповідно технологічному процесу застосовують обладнання:
4.1.1 Для попередньої підготовки спрацьованої поверхні деталі і її кінцевої обробки використовується верстат моделі 16Б16. Вимірювання діаметра спрацьованої поверхні деталі виконується штангенциркулем
4.1.2 Для нанесення покриття використовується комплекс КДМ-2 (джерело живлення "Тімез-500", металізатор ЕМ-14)
4.1.3 Маніпулятор обертання деталі моделі КНПА-1,2М.4.1.4. Для контролю розміру і твердості відновленої поверхні після механічної обробки застосовують мікрометр і прилад ТК-2 відповідно
Таблиця 3.Технологічні режими нанесення покриття методом електродугової металізації
|
Найменування параметру |
Значення |
|
Марка дроту Діаметр дроту, мм Сила струму, А Тиск повітря, атм Швидкість подачі дроту, м/хв. Напруга, В |
Св-0,8А 1,2 200 6-8 6 22 |
Таблиця 4. Режими токарної обробки зносостійких покриттів
|
Покриття |
Швидкість, V, м/с |
Подача, S, мм/об |
Глибина, t, мм |
Матеріал інструменту |
|
Св-ОВГСМ, Нп-40, Нп-80 |
1,8-2,5 |
0,08-0,15 |
0,2-0,3 |
ельбор-Р, гексаніт-Р |
|
Св-А97, Св-А85, БрКМцЗ-1,Ц1 |
0,9-1,0 |
0,15 |
0,5 |
ВКЗМ |
Технологічний процес зміцнення деталі (відновлення номінальних розмірів спрацьованої деталі) типу „вал” методом електродугової металізації
І , ІІ, ІІІ ... – номери операцій
1,2,3... - номери переходів
І . Підготовка дроту Св-0,8А:
Очищення дроту від бруду та мастила.
Намотати дріт на котушки металізатора.
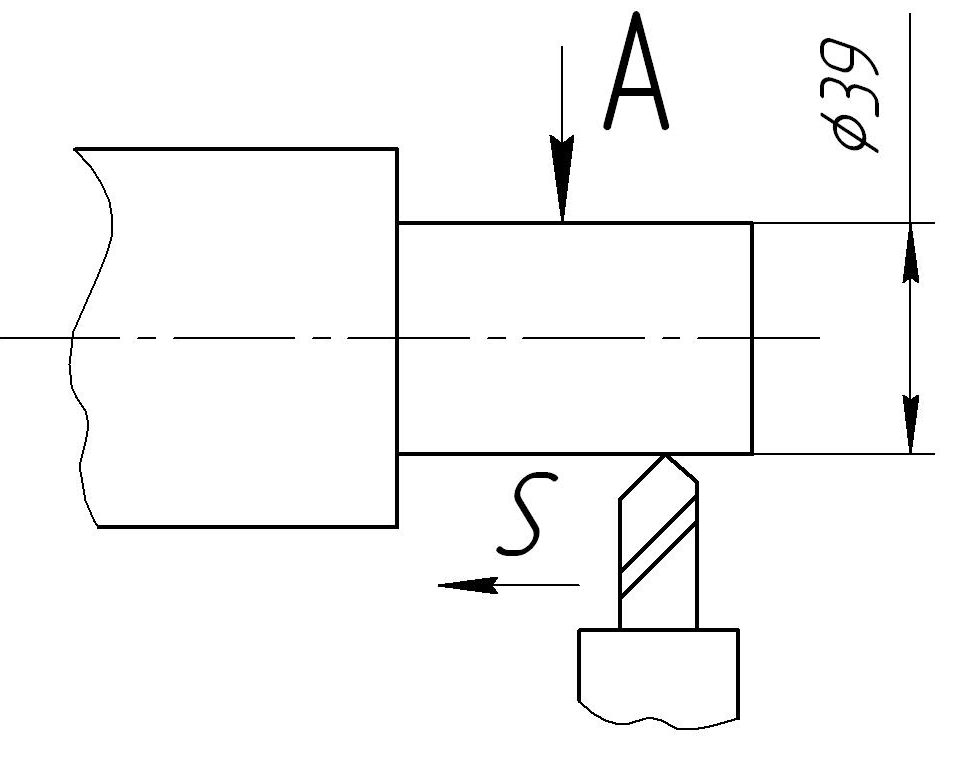
ІІ. Підготовка деталі: відновлення деталь електродуговий металізація
Очищення від бруду та мастила.
Зняти залишки нерівномірного спрацювання з поверхні А (точити)
обладнання: токарний верстат 16К20
Нарізати рвану різь (кроком 0,3-0,5 мм)
обладнання: токарний верстат 16К20
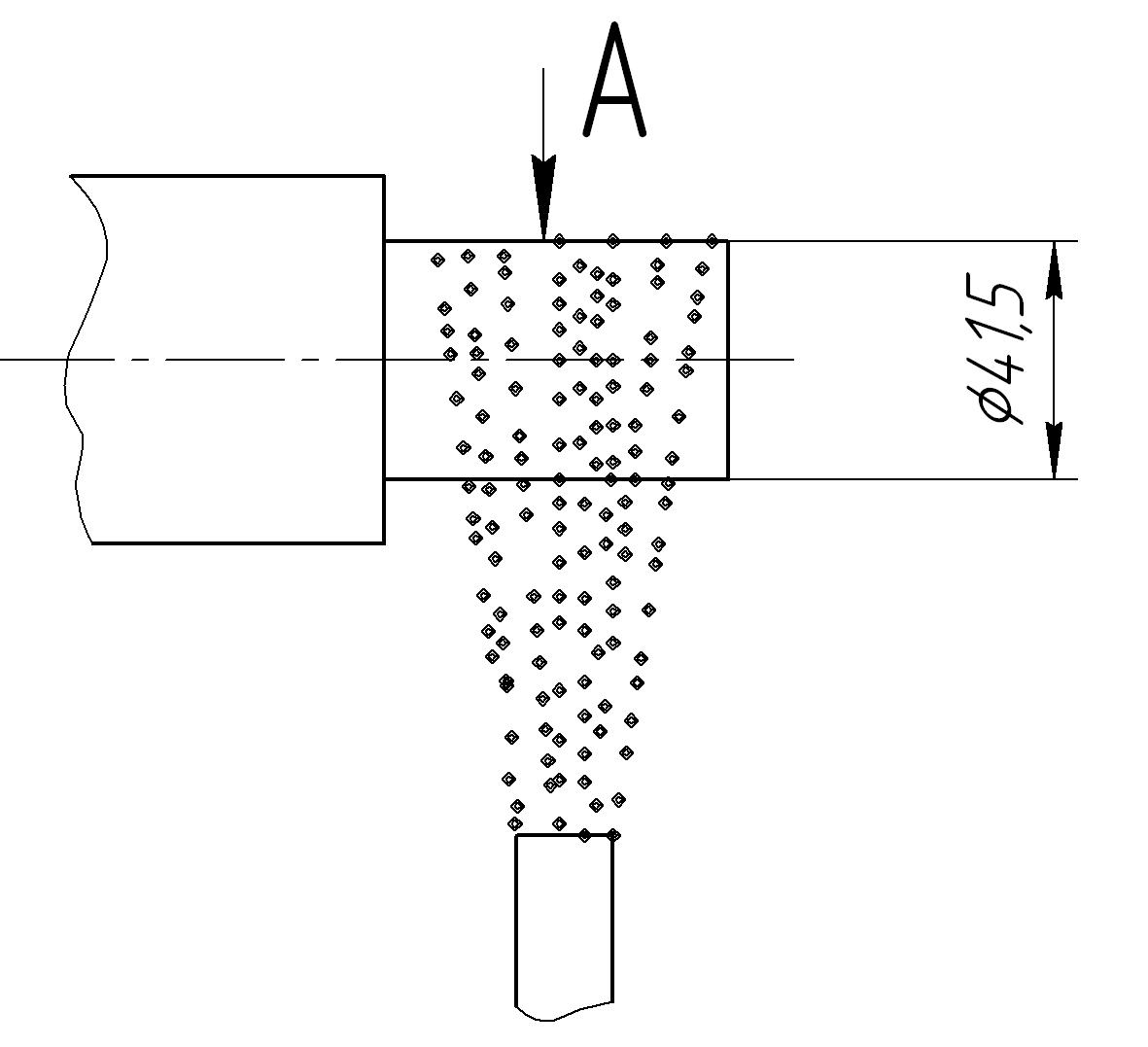
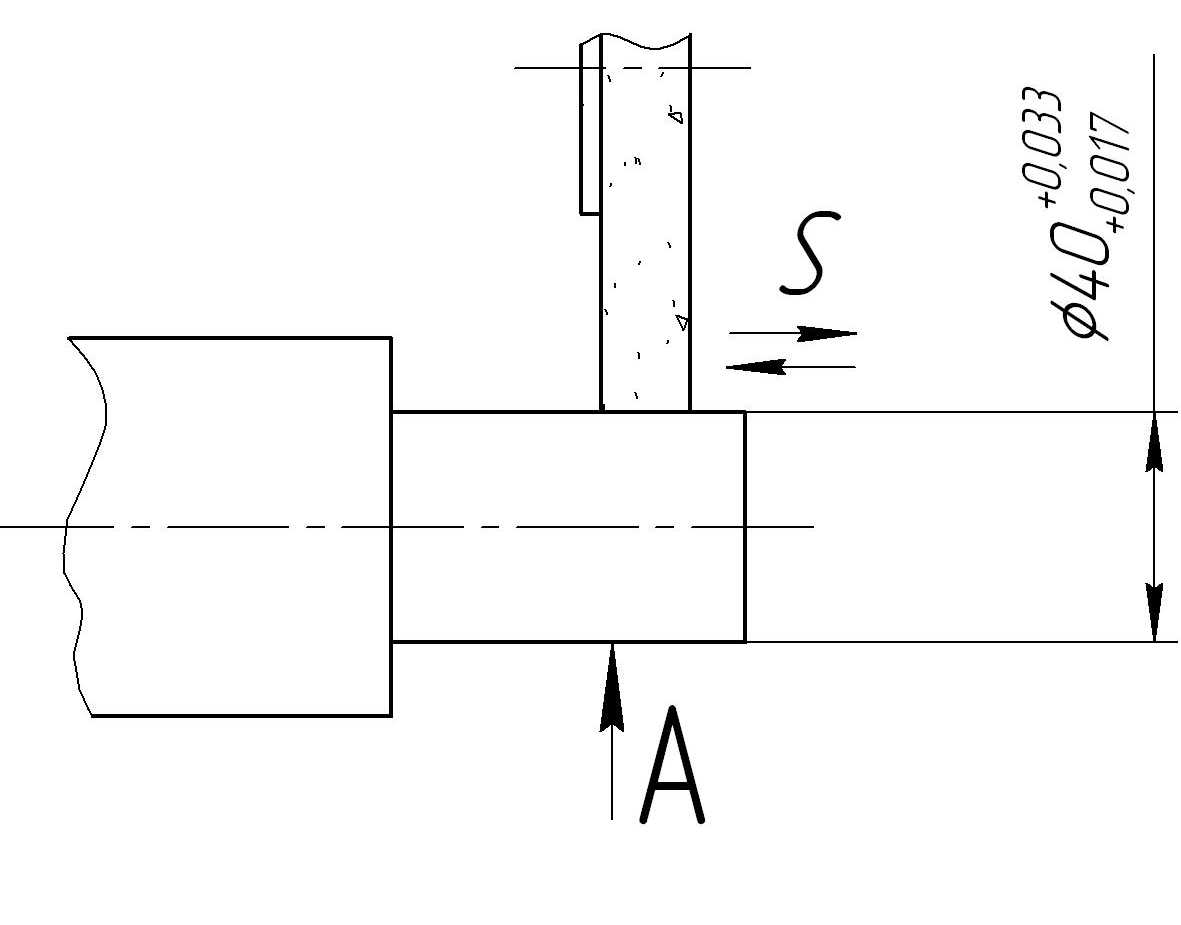
ІІІ. Металізація:
Встановити і закріпити деталь в центрах установки КНПА-1-2-М.
Ввімкнути:
механізм обертання деталі;
подачу стиснутого повітря;
зварювальний випрямляч;
механізм переміщення металізатора паралельно осі обертання деталі.
Ввімкнути металізатор.
Нанести шар покриття на поверхню А в діаметр 41,5 мм.
Вимкнути механізми, перелічені у пункті 2.
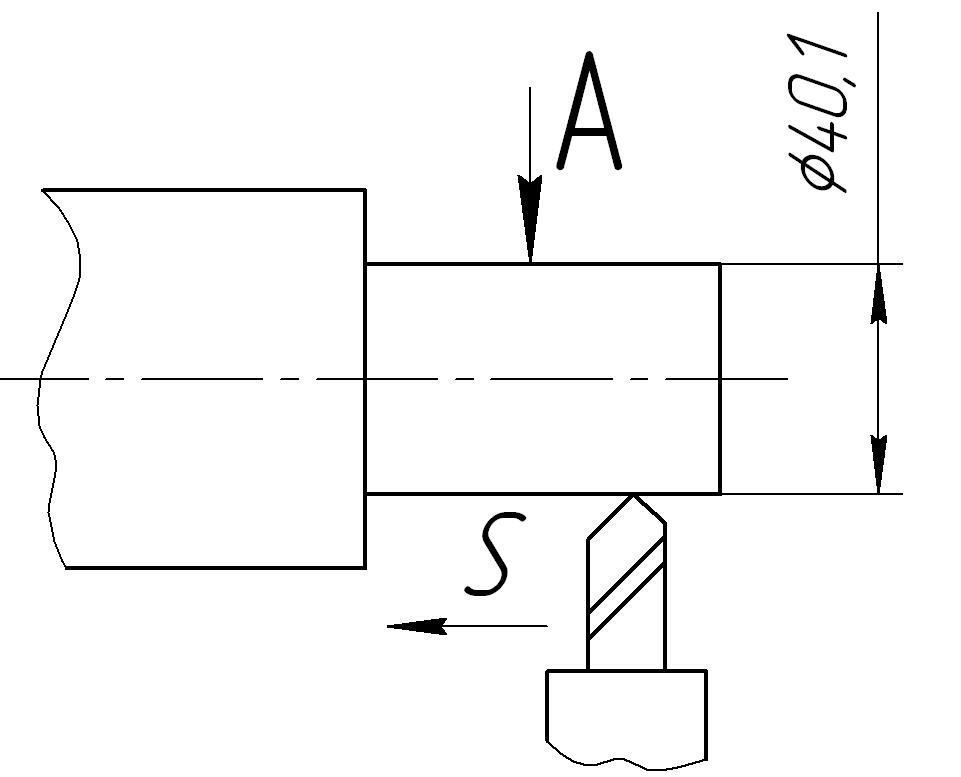
ІV. Токарна обробка:
Встановити і закріпити деталь.
Вивірити встановлену деталь на биття.
Точити поверхню А в діаметр 40,1 мм.
V. Шліфування:
Шліфувати поверхню А в діаметр мм.
VI. Контроль:
Візуальний огляд відновленої поверхні А (тріщини, раковин, відшарування не допускаються!).
обладнання: збільшувальне скло.
Виміряти твердість шару покриття.
обладнання: прилад Роквела ТК-14-250 (30...32 HRC).
Виміряти шорсткість відновленої поверхні
обладнання: профілометр-профілограф мод. 252 або набір зразків шорсткості.
Контроль геометричних розмірів (діаметр і довжина) і форми ( круглість. конусність...) відновленої поверхні.
Висновки по роботі:
Методом електродугової металізації можна зміцнювати робочі поверхні нових деталей, а також відновлювати номінальні розміри спрацьованих деталей.
2) При виконанні процесу нанесення покриття деталь нагрівається до температури не більше 100 C, що виключає виникнення деформацій.
Термін служби деталей з покриттям в 1,5 – 3 рази більший терміну служби деталей без покриття.