Технология изготовления секции настила рефрижераторного судна
Минобрнауки России
Государственное образовательное учреждение
Высшего профессионального образования
Ижевский государственный технический университет
Кафедра М и ТОМД и СП
Пояснительная записка
к курсовому проекту на тему:
Технология изготовления секции настила рефрижераторного судна
Ижевск 2011 г.
Содержание
Введение
1. Описание сварной конструкции
2. Литературный обзор по изготовлению типовых конструкций
3. Анализ предлагаемых вариантов
3.1 Правка
3.2 Резка листов
3.3 Вырезка люка
3.4 Вид сварки
3.5 Защитная среда
3.6 Сварочная проволока
3.7 Последовательность сборочно-сварочных операций
3.8 Выбор оборудования
3.9 Выбор метода контроля
4 Разработка техпроцесса заготовительных операций
4.1 Правка листового и сортового проката
4.2 Резка листового и сортового проката
4.3 Описание оборудования для заготовительных операций
5 Разработка техпроцесса сборочно-сварочных операций
5.1 Характеристика и особенности сварки применяемых материалов
5.2 Расчет режимов сварки в среде углекислого газа
5.3 Описание применяемого сборочно-сварочного оборудования
6. Технология контроля
7. Проектирование компоновки установки и описание ее работы
8. Техника безопасности на участке
Выводы
Литература
Приложения
Введение
В настоящее время все типы судов, в том числе и крупнейшие танкеры водоизмещением 200 000т и выше, выпускаются исключительно со сварными корпусами. Большое число пересекающихся элементов, в особенности в сочетании с требованием герметичности соединений усложняет конструкцию узлов и технологию их выполнения.
Огромные размеры цельносварной конструкции и невозможность снятия остаточных напряжений предопределяют большой запас упругой энергии, накопленной в корпусе корабля. В этих условиях не исключена возможность самопроизвольного развития трещины на большом протяжении, приводящей к разрушению корпуса. При проектирований сварных соединений и узлов используют металл с высоким сопротивлением развитию трещин и предусматривают устранение концентрации напряжений, а в процессе изготовления принимают меры по предотвращению и устранению дефектов сварки.
В основе существующих методов постройки судов лежит предварительное изготовление частей корпуса судна в виде сборочных элементов, секций и блоков. Каждая отдельная секция должна быть достаточно жесткой. При разбивке каркаса на элементы, секции и блоки необходимо предусмотреть выполнение возможно большего объема сборочно-сварочных работ в условиях цеха. [1] Производство узлов и секций корпуса, или так называемое сборочно-сварочное производство, занимает одно из важнейших мест в постройке судна. На его долю приходятся 12-18 % общей трудоемкости постройки судна или 40-50 % объема работ по изготовлению корпуса. Продолжительное время изготовления узлов и секций в сборочно-сварочных цехах было связано с широким применением тяжелого физического труда. Технологическая оснастка для сборки корпусных конструкций была, как правило, индивидуального назначения, а универсальная применялась ограниченно. Специализация производственных участков на многих предприятиях была незначительной, уровень механизации производства определялся в основном уровнем механизации сварочных работ. В настоящее время на основании результатов разработок создано и успешно эксплуатируется достаточно большое число средств механизации сборочно-сварочного производства, в том числе механизированные участки и поточные линии изготовления основных типов узлов и секций корпусов судов, комплексно-механизированные сборочно-сварочные цехи. [2]
Большинство сборочных элементов состоит из простых листовых деталей или из прокатных и составных балок и рамок. При сборке и сварке листовых полотнищ используют стенды, имеющие передвижные балки с флюсовыми подушками и электромагнитами.
Различают секции плоскостные, с прогибью и объемные. Сборку и сварку плоскостных секций осуществляют на плоских стендах. При этом широко применяют способ раздельной сборки и сварки продольного и поперечного набора, позволяющий увеличить объем сварки, выполняемый автоматами. На стенд укладывают полотнище, зачищают места установки набора, устанавливают набор главного направления. Затем набор другого направления и приваривают к полотнищу полуавтоматами. Для сборки секций с прогибью используют постели, образуемые набором лекал, закрепленных на жестком основании и воспроизводящих обводы изготовляемой секции. Для сборки объемных секций применяют жесткие постели-кондукторы, которые поддерживают собираемую секцию не только снизу, но и с боков по всей высоте.
1. Описание сварной конструкции
Данная конструкция является секцией настила основания рубки рефрижераторного судна. Она состоит из полотнища, состоящего из трех сваренных встык листов, и приваренными к нему ребрами жесткости. Эта конструкция относится к корпусным транспортным конструкциям. Для всех таких конструкций характерен ряд общих конструктивных особенностей – наличие полотнища, набора, вырезов и др.; естественно, имеются различия в зависимости от назначения и условий работы тех или иных конструкций. Перед проектировщиками всегда стоит задача создания секций, которые не только были бы оптимальными по массе, но и на изготовление которых требовалась бы минимальная трудоемкость. [3]
Собранную секцию в последующем объединяют в жесткую пространственную конструкцию, способную воспринимать вибрационные и динамические нагрузки. Наша конструкция воспринимает только вертикальную нагрузку от собственного веса, но так как она является частью корпуса судна, то при ее изготовлении предъявляются высокие требования. В корпусах судов обычно используют углеродистую сталь обыкновенного качества группы В, так как корпуса судов – ответственные конструкции. По способу раскисления выбираем спокойную сталь, так как она обладает более стабильными свойствами и она менее склонна к хрупким разрушениям. [4]
Для изготовления сварной конструкции данной для проекта применяю листовой и сортовой прокат.
1. Полотнище: позиция на эскизе (Рис. 1) (1) (2)
Материал: Лист
Лист
2. Шпангоут: позиция (3)
Материал: Тавр
3. Шпангоут: позиция (4)
Материал: Уголок
4. Шпангоут: позиция (5)
Материал: Уголок
5. Шпангоут: позиция (6)
Материал: Уголок
Данная конструкция изготавливается из одной марки стали и ее химический состав приведен в таблице 1.
Таблица 1. Нормируемый химический состав углеродистой стали обыкновенного качества
-
Марка стали
Содержание элементов, %
С
Mn
Si
Р
S
Не более
ВСт3сп
0,14-0,22
0,4-0,65
0,12-0,3
0,04
0,05
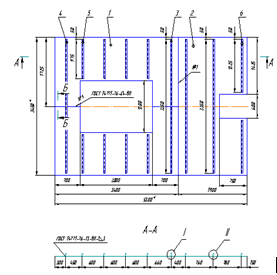
Рис. 1. Секция настила рефрижераторного судна.
Технические требования
К основному материалу:
- химический состав должен соответствовать данной марке стали согласно ГОСТ380-71;
- поверхность и требования к кромке должны соответствовать для листового материала ГОСТу 14637;
- расслоения в листах не допускаются
- при транспортировке и хранении листового проката исключить его повреждения и деформацию;
- листовой прокат должен пройти контроль и механическими испытаниями в соответствии с ГОСТ 1577-81.
К заготовительным операциям:
- перед резкой и сваркой листы необходимо править;
- схема механической резки должна обеспечить получение заданных размеров с погрешностью ±0,5 мм;
- перед сваркой зачистить свариваемые кромки всех элементов от окалины, пыли, грязи, воды, масел и т. д., на расстоянии 25 - 30 мм по длине шва.
К сборочно-сварочным операциям:
- сборку выполнять только из деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги;
- при сборке полотнища обеспечить зазор между листами;
- при сборке конструкции и деталей не допускать изменение их формы и размеров;
- детали между собой зафиксировать прихватками минимального размера;
- сборку произвести так, чтобы имелся свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом;
- для сборки использовать механические приспособления и прихватки;
- прихватки не должны иметь поры и трещины;
- сварочные работы ведутся сварщиками, аттестованными в соответствии с "Правилами аттестации сварщиков".
- для сварки в смеси газов использовать проволоку Св - 08Г2С ГОСТ 2246-70 и газ 95% С0>2> ГОСТ 8050-85 + 5% 0>2> ГОСТ 5583-78;
- собранные и готовые элементы предъявить ОТК;
- сварное соединение должно обеспечивать прочность и выносливость при статическом нагружении и знакопеременных нагрузках.
К сварочным материалам:
- проволока должна поставляться с омедненной поверхностью или неомедненной поверхностью;
- проволоку хранить в крытых сухих помещениях при отсутствии в воздухе складских помещений паров кислот, щелочей и др. агрессивных веществ;
- с поверхности должны быть обязательно удалены следы мыльной смазки;
- перед использованием проволоку прокалить и просушить;
- содержание химических элементов должно соответствовать марке сварочной проволоки [3];
- поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, забоин, окалин, ржавчины и др.
- допускаются риски, царапины, местная рябина и отдельные вмятины. Глубина дефектов не должна превышать предельного отклонения по диаметру проволоки.
- перед сваркой проволоку прокалить. [4]
- сжатый газ, используемый при сварке, хранить в баллонах ёмкостью 40 л.
К контролю:
- контроль должен обеспечивать выявление наиболее опасных дефектов -трещин и несплавлений;
- визуально-измерительным методом контролировать все швы;
- для контроля прямолинейных швов применить капиллярный метод;
- в сварных швах не допускать трещины, непровары, прожоги, поры, а также подрезы более 5% от толщины свариваемого металла;
- визуальному контролю подвергнуть 100% швов.
2 Литературный обзор по изготовлению типовых конструкций
Полотнища секций являются весьма распространенным типом узлов корпусных конструкций. Полотнища можно изготовлять по двум следующим организационно-технологическим вариантам:
- сборка и сварка полотнищ в виде отдельного самостоятельного узла;
- сборка и сварка полотнищ на механизированной поточной линии изготовления плоских секций.
Рассмотрим первый вариант изготовления полотнищ. В этом случае их сборка и сварка осуществляется на самостоятельном участке, оборудованном специализированной оснасткой. При серийном изготовлении полотнищ целесообразно применять не единичные стенды, а поточную линию, состоящую из нескольких позиций (рис. 2). На первых этапах изготовления полотнищ основное внимание уделено сварочным работам. К настоящему времени создано и освоено промышленностью несколько способов сварки стыков полотнищ.
Весьма распространенным все еще является способ, при котором сварка осуществляется «на весу». В этом случае производится автоматическая сварка (под слоем флюса) одной стороны полотнища, а затем после перекантовки полотнища и зачистки корня шва производится подварка обратной стороны швов. При сварке «на весу» требуется тщательно подгонять стыкуемые соединения и применять ограниченные режимы сварки во избежание прожогов. Это обстоятельство снижает эффективность автоматической сварки. В то же время при таком способе сварки легко обеспечить качественный шов по всей его длине. В дальнейшем был разработан техпроцесс, предусматривающий автоматическую сварку полотнищ на специальном стенде с желобами, заполненными флюсом.
Флюсовая подушка, предохраняющая от протекания сварочной ванны, позволяет иметь повышенный зазор в стыковых соединениях. Технология сварки при повышенных зазорах значительно облегчила сборку полотнищ, исключила прирубку или подрезку кромок и обусловила применение достаточно высоких режимов сварки. В последнее время получила широкое распространение односторонняя сварка с двусторонним формированием шва. Этому способствовал целый ряд существенных преимуществ указанного способа по сравнению с двусторонней сваркой. [5]
Технология сборки и односторонней сварки с двусторонним формированием шва на судостроительном заводе им. А.А. Жданова.Рис.2. Сборка полотнища осуществляется в следующей последовательности. Первая пара листов подается козловым краном с вакуумными захватами на стенд сборки. Сборка каждого стыка производится на силовой балке стенда сборки. Кромки листов зачищаются от ржавчины и окалины с помощью пневматической металлической щетки, ориентируются по базовым упорам, прижимаются друг к другу с помощью механизмов перемещения. Выравнивание кромок листов при прихватке производится специальным электромагнитом, укрепленным на транспортировочной тележке. Прихватка листов и прихватка выводных планок производится вручную электродами УОНИ-13/45А. после прихватки листы сдвигаются в направлении формирующих устройств, освобождая место для укладки последующего листа. Все технологические операции и управление механизмами линий выполняются бригадой рабочих, состоящей из трех сборщиков и двух электросварщиков. Собранное под сварку полотнище с помощью механизма передвижения подается на позицию сварки. На медные подкладки предварительно насыпается флюс с помощью флюсоукладчика. Медные подкладки с насыпанным на них флюсом подводятся под собранный стык и поднимаются до соприкосновения электромагнитов с полотном, затем включаются электромагниты. После опускания магнитной системы подается сжатый воздух в пневморукава подкладки и последняя с флюсом поджимается к стыку с заданным усилием. Механизм передвижения и поворота сварочного агрегата автомат «Мир» ориентируется на стык полотнища, после чего производится его сварка. [6]
Сварка листов в полотнище производится автоматами или полуавтоматами (полуавтоматы применяются лишь в исключительных случаях) на стендах, имеющих флюсовые, флюсомедные или другие подушки для формирования двустороннего шва за один проход. При отсутствии таких подушек полотнище, заваренное с одной стороны, перекантовывается и подваривается также автоматами с обратной. Наиболее часто в судостроении применяется односторонняя сварка с двусторонним формированием шва, однако, применение этого способа не всегда удовлетворяет существующим методам. [3]
С учетом важности широкого применения в судостроении способа односторонней сварки были проведены исследования технологии сварки полотнищ толщиной 4-10 мм, изготовляемых из стали Ст3. Исследовались два способа: сварка на медной подкладке с канавкой и сварка на флюсо-медной подкладке. При сварке стыков без засыпки флюса в формирующую канавку, получить хорошее формирование шва не удалось вследствие слишком быстрого застывания расплавленного металла на подкладке. Введение в канавку различного количества флюса повысило качество обратной стороны шва; лучшие результаты были получены при полном заполнении канавки флюсом. В результате выполненных исследований были отработаны режимы сварки, позволяющие получить удовлетворительное формирование обеих сторон шва, однако полностью избежать дефектов на обратной стороне шва не удалось. [7]
Важнейшим направлением является комплексная механизация производства сварных конструкций. Работа по механизации сварочного производства на судостроительных заводах ведется в направлении расширения объема применения известных способов механизированной сварки; разработки и освоения новых механизированных методов сварки, а также в направлении создания комплексно-механизированных линий для изготовления типовых корпусных конструкций (крупногабаритных полотнищ, различных секций, выгородок и стенок надстроек и др.). Относительный объем применения различных видов сварки на Выборгском судостроительном заводе следующий:
- полуавтоматическая в смеси газов 95% С0>2>+ 5% 0>2>75,7%
- автоматическая и полуавтоматическая под флюсом 3,6%
- контактная0,5%
- ручная электродуговая19,7%
- газовая и др.0,5%
3. Анализ предлагаемых вариантов при разработке техпроцесса
3.1 Правка
Правка в валках применяется для выправления в холодном состояний стальных листов и листов из цветных сплавов толщиной до 50 мм и шириной до 5000. Листы толщиной более 50 мм обычно правят под прессами. Холодная правка в валках обеспечивает получение качества листового проката в соответствии со стандартами на прокатную тонколистовую и толстолистовую сталь. Рассматриваемый способ правки является наиболее производительным по сравнению с другими способами правки поперечным изгибом на прессах с правкой растяжением, правка осуществляется между двумя рядами валков, причем валки одного ряда размещены в шахматном порядке по отношению валков другого ряда. Расстояние между рядами валков регулируется. Просвет между валками верхнего и нижнего рядов устанавливается несколько меньшим толщины листа, подлежащего правке. Лист захватывается вращением валков и при прохождении между ними получает многократные, чередующиеся в противоположные стороны изгибы (перегибы) с напряжениями, превосходящими предел текучести материала, благодаря чему и достигается выправление листа. Бывают машины с параллельными рядами валков и с непараллельными рядами валков. Последние машины предназначены не только для правки, но и для изменения размеров листа (уменьшение толщины, увеличение двух других размеров) из материалов с низким пределов текучести.

Рис.4 Схемы расположения валков в машинах с параллельными рядами валков и с непараллельными рядами валков.
Число валков зависит от толщины и нужного качества листа. Чем больше толщина листа, тем меньшее количество валков необходимо, но при этом увеличивается число заходов правки. Так при правке листов толщиной 6 мм на пяти валковой машине, что бы получить необходимую корабоватость нужно пропускать листы два раза, что увеличивает время заготовительных операций и понижает производительность. Тоже качество можно получить на семи валковых машинах, но уже за один проход. [5] Выбираем правку на семи валковой машине.
3.2 Схема механической резки листов
Кромки ребер имеют прямолинейную форму, и в данном случае будет более производительной механическая резка. При термической резке деталей с прямолинейными кромками возможно деформирование металла, что требует дальнейшей правки и механической обработки. Поэтому целесообразнее применить механический способ резка.
Резка на гильотинных ножницах
Работа на гильотинных ножницах аналогична работе на пресс-ножницах Частота этих ножниц несколько ниже (11 раз за минуту), однако большая ширина ножа (до 3,2 м) делает их более производительными. К тому же после резки на гильотинных ножницах наблюдается более чистый рез, а заготовки меньше деформируются и не требуют правки. Резке на гильотинных ножницах по упору исключает разметку и при небольших размерах деталей обеспечивает получение заготовок заданных размеров с высокой точностью.
Резка на дисковых ножницах
Резка дисковыми ножницами менее трудоемкая, чем на гильотинных Производительность зависит от скорости вращения дисков, которая обеспечивает скорость резки до 0,2 м/с. Толщина разрезаемых листов может достигать 25 мм, но при больших толщинах затрудняется начало резки. К тому же отечественная промышленность не выпускает дисковые ножницы, режущие листы толщиной свыше 10 мм. В промышленности их используют, как правило, для резки листов толщиной до 5 мм. Заготовки после резки этими ножницами требуют правки , что увеличивают время заготовительных операций. [ 6 ]
Таким образом выбираем резку на гильотинных ножницах. Перед дисковыми - по затратам, т. к. импортное оборудование дороже отечественного. Также использование гильотинных ножниц по сравнению с другими рассмотренными схемами не требует правки.
3.3 Вырезка люка
Для вырезки люка применяем термическую резку. При этом возможно применение:
а) кислородной резки;
б) воздушно-дуговой резки.
Производительность воздушно-дуговой резки значительно выше кислородной, но при этом плохое качество реза и отрезанные кромки придется подвергать дополнительной механической обработке. Точность соблюдения размеров при кислородной резке значительно выше. Выбираем кислородную резку. [9]
3.4 Вид сварки
При выборе вида сварки рассмотрим два варианта:
а) сварка под слоем флюса;
б) сварка в смеси газов 95% С0>2>+ 5% 0>2>.
Анализируя предлагаемые варианты, принимаю сварку в смеси газов, так как одним из важнейших преимуществ, по сравнению со сваркой под слоем флюса, является возможность стабильно зажигать дугу, а в нашей конструкции необходимо сваривать прерывистыми швами, в этом случае сваривать под флюсом невозможно. Это преимущество является важнейшим при выборе вида сварки. Но существуют и другие преимущества сварки в смеси газов. Это отсутствие операций по удержанию и удалению флюса, эти операции трудоемки, а, следовательно, и производительность при сварке в смеси газов будет выше, чем при сварке под флюсом. При сварке в смеси газов возможно контролировать свариваемое соединение при сварке. В связи с выделенными преимуществами применяем сварку в смеси газов. [10, 11]
3.5 Защитная среда
В качестве защитных газов при сварке плавлением применяют различные газы и их смеси. Для сварки углеродистой стали можно применить:
1 СО>2> + 5% О>2>
2 Ar + 20% СО>2>[10]
Преимуществом защитной среды Ar + 20% СО>2> над защитной средой СО>2> и СО>2> + 5% О>2> существенно, но при этом ее стоимость значительно выше и применять защитную среду Ar + 20% СО>2> нецелесообразно. Наиболее широкое применение находит в последние годы смесь СО>2> + 5% О>2> , она оказывает более интенсивное окисляющее действие на жидкий металл, чем чистый углекислый газ. Благодаря этому повышается жидкотекучесть металла, что приводит к стабильности струйного процесса и улучшает формирование шва, а также снижает привариваемость капель металла к поверхности изделия. При добавлении к углекислому газу кислорода уменьшается вероятность образования пор, кроме того, кислород дешевле углекислого газа, что делает смесь экономически выгодной. Выбираем защитную среду СО>2> + 5% О>2> . [10]
3.6 Сварочная проволока
Для сварки конструкционных сталей в окислительных защитных газах обычно применяют легированные кремнием и марганцем сварочные проволоки: Св-08Г2; Св-08ГС; Св-08Г2С. Все они отличаются количеством легирующих компонентов. Наиболее большое количество марганца содержится в проволоке Св-08Г2С, наиболее большое содержание кремния содержит проволока Св-08ГС и Св-08Г2С. Повышенное содержание марганца и кремния в металле сварочной ванны препятствует переходу серы из шлака в металл и устраняет вредное влияние серы в сварном соединении. Реакция окисления углерода проходит в металле сварочной ванны более интенсивно при варке проволоками, содержащими значительные количества марганца и кремния. Окисление углерода ведет к уменьшению его концентрации в металле шва, что повышает стойкость шва против образования кристаллизационных трещин. Выбираем проволоку Св-08Г2С, так как она содержит больше марганца по сравнению с проволокой Св-08ГС и больше кремния по сравнению с проволокой Св-08Г2. При сварке проволокой Св-08Г2С в металле шва будет меньшее содержание серы, и стойкость шва будет выше против образования кристаллизационных трещин. [10, 3]
3.7 Последовательность сборочно-сварочных операций
Последовательность выполнения сборочно-сварочных операций может быть различна:
1. Сварка после всей сборки;
2. Сборка и сварка поочередно;
3. Сборка и сварка узлов, а затем их общая сборка и сварка.
Выбираем сварку поочередно, так как изделие имеет конструктивные особенности. При такой последовательности сборки сварки не возникнет затруднений для наложения сварных швов.
3.8 Выбор оборудования
Для правки листов можно применить листоправильную многовалковую машину. Сравним две модели многовалковых машин. [13]
ПараметрыМодель I II
1. Толщина листа, мм4-64-10
2. Ширина листа, мм2500
3. Скорость правки, м/мин12 10
4. Число правильных валков, шт 5 7
5. Мощность электродвигателя, кВт70 80
6. Габаритные размеры, мм
Ширина36302330
Длина77809850
Высота35303385
7. Масса, кг53,561
По техническим данным оборудование примерно одинаковое, но модель I имеет меньшие габариты, большую скорость правки, но при этом меньше толщина исправляемого листа. Для нашей конструкции не нужны большие толщины, поэтому мы выбираем модель I.
Для резки листов применяем гильотинные ножницы. Из номенклатурного справочника «Кузнечно-прессовое оборудование», можно применить только одну модель ножниц Н407, так как наибольшая ширина разрезаемого листа 5000 мм. В нашей конструкции ширина реза составляет 3500 мм. Остальные предложенные там ножницы имеют недостаточную ширину реза, следовательно, они не подходят.
Для сборки можно применить электромагнитный стенд или механический стенд. Применяем электромагнитный стенд. Достоинством является то, что собранное на нем изделие полностью открыто сверху и легко доступно для любого автосварочного аппарата.[8] При выборе электромагнитного стенда, можно сравнить стенды Р-624 и Р-754.
Технические характеристики Р-624Р-754
1. Толщина свариваемых листов, мм 3-8 3-8
2. Количество листов в полотнище, штдо 6 до 8
3. Размер стенда, мм
Длина 9960 12460
Ширина4260 6860
Высота 690 720
4. Масса стенда, кг1430018500
Сравнивая по техническим характеристикам, стенд Р-624 имеет меньшие габариты и на него можно укладывать меньшее число свариваемых листов (до 6) по сравнению со стендом Р-754. Для нашей конструкции наиболее подходит электромагнитный стенд Р-624. [8] Для вырезки люка можно применить ручную машину для кислородной резки или портальную машину. Целесообразно применить ручную машину, чем портальную, так как вырезать отверстие нужно не часто, поэтому применение портальной машины экономически не выгодно. [9] Для сварки применяем портальную тележку со сварочной головкой, так как это позволит сваривать продольные и поперечные швы, не переналаживая, в отличии от других видов тележек.
3.9 Выбор метода контроля
Данная конструкция, предложенная для проекта, является частью корпуса судна,применяем капиллярние методы контроля. Задачей капиллярной дефектоскопии заключается в обнаружении поверхностных дефектов. Могут быть использованы следующие методы контроля:
1. Люминисцентный;
2. Цветной;
3. Лиминисцентно-цветной.
Выбираем цветной метод контроля, так как метод выявления дефектов более удобен, не надо использовать ультрафиолетовое излучение и производительность при этом методе контроля выше. [12]
4 Разработка техпроцесса заготовительных операций
После подбора металла по размерам и маркам стали необходимо выполнить следующие операции:
1. Правка листового и сортового проката;
2. Резка листового и сортового проката;
3. Вырезка люка.
4.1 Правка листового и сортового проката
Листовой прокат требует правки в том случае, если его поставляют в неправильном виде, а также, если деформации возникли при транспортировании. Правку листов осуществляем на листоправильной многовалковой машине (модель ИВК10х2500) с числом правильных валков-9. Правка осуществляется в холодном состоянии. Устранение волнистости достигается многократным изгибом листа при пропускании его между верхним и нижним рядами валков, расположенных в шахматном порядке. Приводим схему расположения валков (см. рис.3) [1]
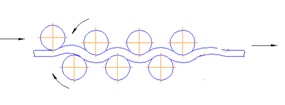
Рис. 3 Схема правки листов на листоправильных вальцах.
Правку сортового проката проводим на роликовых машинах (рис. 4), работающих по той же схеме, что и листоправильные.

Рис. 4 Схема правки сортового проката
4.2 Резка листового и сортового проката
Резку производим на гильотинных ножницах. Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание. Резка по следующим схемам раскроя см. рис. 5
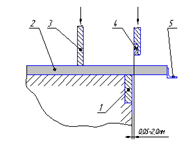
Рис. 5 Схема резки на гильотинных ножницах 1-нижний нож; 2-разрезаемый лист; 3- прижим; 4- верхний нож; 5 –упор.
Для резки сортового проката применяем ножницы сортовые открытые (модель Н1226А). Резать на длину 3350,1325 и 975 мм.
Для вырезки люка используется ручная машина для кислородной резки (модель ТО1). Режут заготовки по следующим схемам раскроя (см. рис. 6, 7).
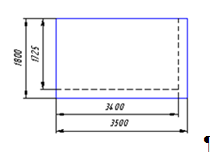
а) заготовка для листа поз. 1
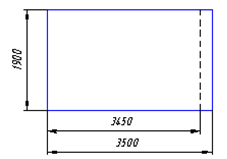
б) заготовка для листа поз. 2
Рис. 6. Схема раскроя листового проката:
а) лист поз. 1
б) лист поз. 2
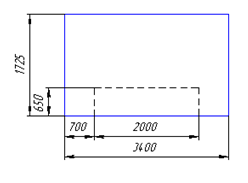
Рис. 7 Схема раскроя заготовок:
4.3 Описание оборудования для заготовительных операций
Для правки листов применяем листоправильную многовалковую машину модель ИВК 10х2500 [13]
Основные технические характеристики:
1.Размеры выправляемого листа
толщина, мм4-10
ширина, мм2500
2. Скорость правки, м/мин12
3. Число правильных валков, шт.7
4. Шаг правильных валков, мм200
5. Диаметр правильных валков, мм180
6. Число рядов опорных роликов2
7. Мощность электродвигателя, кВт70
8. Габаритные размеры, мм
ширина3630
длина7780
высота3530
9. Вес машины, кг53500
Для резки листов применяем ножницы кривошипные листовые с наклонным ножом Н407.
Техническая характеристика.
1. Наибольшая толщина разрезаемого листа, мм 12,5
2. Наибольшая ширина листа, мм 5000
3. Расстояние от кромки неподвижного ножа до станины, мм 500
4. Число ходов ножа в минуту 25
5. Угол наклона подвижного ножа 1º50'
6. Мощность электродвигателя, кВт 20,6
7. Габаритные размеры, мм
длина 4350
ширина 6450
высота 2670
8. Вес, кг[14] 35000
Для резки уголка используем ножницы сортовые открытые Н1226А [14]
Технические характеристики
1. Наибольшее допускаемое усилие на ножницах, кН400
2. Наибольшие размеры обрабатываемого проката, мм
(при σв=500 МПа) 70х70х8
3. Частота ходов, мин-132
4. Мощность привода, кВт2,5
5. Габаритные размеры, мм
длина 1280
ширина940
высота760
6. Масса, кг0,7
Для вырезки люка из листа используем ручную машину для кислородной резки ТО1 [9]
Технологические параметры
1. Толщина разрезаемого металла, мм 5-70
2. Скорость резки, мм/мин 150-800
3. Горючий газ: ацетилен, пропан, природный газ
5. Разработка техпроцесса
1. Перед сборкой листы укладываются на опорные ролики электромагнитного стенда и выставляются так, чтобы стыки были расположены по осям флюсоподушек. После этого опорные ролики опускаются, включаются электромагниты, а затем поджимаются флюсоподушки. После этого проверяется плотность поджатия листов. [15]
2. Сборка ведется полуавтоматом для дуговой сварки в углекислом газе А1698 с помощью прихваток 20±5/200±10.
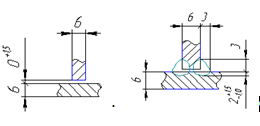
3. Собранное изделие сваривается при помощи портала ПТ1, снабженного сварочной головкой А-1408. Сначала свариваются стыковые швы (рис. 8), затем прерывистым швом 50±5/150±10 тавровые швы (рис. 9).
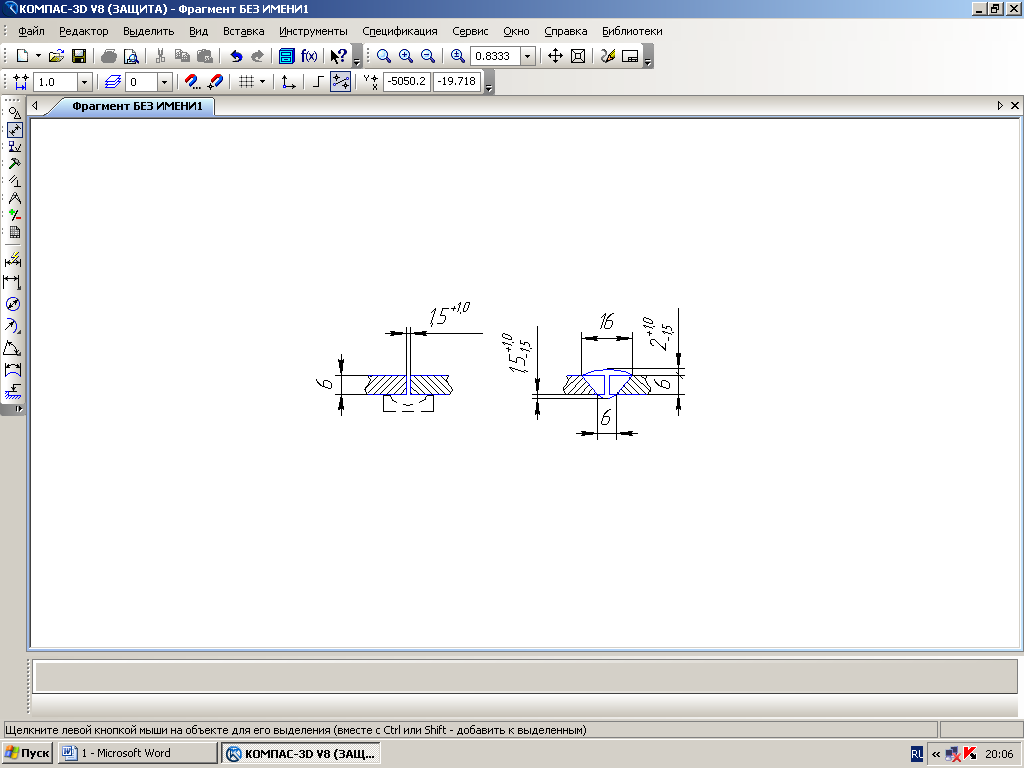
Рис. 8 Стыковое соединение без скоса кромок
Обозначение шва.
а) б)
Рис. 9. Тавровое соединение:
а) Подготовка кромок; б) Сварное соединение.
Обозначение шва.
4. Контролировать тавровые швы визуально, стыковые швы – капиллярной дефектоскопией цветным методом контроля.
5.1 Характеристика и особенности сварки применяемых материалов
В данной конструкции применяется конструкционная низкоуглеродистая сталь обыкновенного качества ВСт3сп.
Таблица 2. Состав низкоуглеродистой стали ВСт3сп по ГОСТ 380-71, %.
-
Марка стали
С
Mn
Si
P
S
Cr
Ni
Cu
As
не более
ВСт3сп
0,14-0,22
0,4-0,65
0,12-0,3
0,04
0,05
0,3
0,3
0,3
0,08
Сталь ВСт3сп относится к числу хорошо сваривающихся металлов. Для этой стали технологию сварки выбираем из условия обеспечения достижения равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Для этого механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже минимальных механических свойств основного металла. В металле швов не должно быть трещин, непроваров, пор, подрезов и других дефектов. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Для обеспечения необходимых механических свойств металла шва и высокой стойкости против кристаллизационных трещин и пор при сварке применяют сварочные проволоки Св-08ГС или Св-08Г2С, легированные кремнием и марганцем. Серьезное влияние на свойства шва оказывает качество углекислого газа. Повышенное содержание в нем водяных паров и воды способствует образованию пор даже при хорошей защите дуги от воздуха. При применении углекислого газа и сварочной проволоки соответствующего состава поры в швах не образуются. Устойчивое горение дуги достигается при плотности тока свыше 100 А/мм2. [10]
В качестве присадочного материала применяем проволоку Св-08Г2С по ГОСТ 2246-70, она достаточно легирована кремнием и марганцем и по содержанию углерода более подходит к стали ВСт3сп. При сварке стали ВСт3сп этой проволокой поры исключаются.
Таблица 3. Химический состав
|
Химические элементы |
||||||||
|
С |
Mn |
Si |
Cr |
Ni |
Mo |
S |
P |
|
|
Св-08Г2С |
0,05-0,11 |
1,8-2,1 |
0,7-0,95 |
0,2 |
0,25 |
0,2 |
0,025 |
0,03 |
Сварка производится в среде углекислого газа. Углекислый газ по ГОСТ 8050-76, используется сварочная углекислота первого сорта (содержание паров воды в 1 м3 СО>2> – 0,178).
5.2 Расчет режимов для сварки в среде углекислого газа
Рассчитываем режимы сварки для стыкового соединения.
Рис. 10. Сварное соединение
1. Устанавливаем требуемую глубину провара Н = 6 мм, необходимую для проплавления металла. Рис.10
2. Рассчитываем силу сварного тока, обеспечивающую заданную глубину проплавления
 ,
,
где Н – необходимая глубина провара, мм;
Kh – коэффициент пропорциональности, величина которого зависит от условий проведения сварки.
Коэффициент Kh выбираем из таблицы в зависимости от диаметра проволоки и защитной среды.
Kh = 1,75.
Тогда
 (А)
(А)
3. Рассчитываем диаметр электродной проволоки.
 ,
,
где j – допускаемая плотность тока (j = 160 А/мм2).
 (мм)
(мм)
Принимаем диаметр проволоки 1,6 мм.
4. Для определения скорости сварки для стыковых соединений можно воспользоваться следующей формулой
 ,
,
где А – выбирается в зависимости от диаметра электродной проволоки
А = (5÷8)103 А·м/ч

5. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге
 (В)
(В)
 (В)
(В)
6. Определяем погонную энергию

7. Определяем коэффициент формы провара
 ,
,
где k’ – коэффициент, величина которого зависит от рода тока и полярности.
8. Рассчитываем реальную глубину провара

Рассчитанная глубина провара обеспечивает полное проплавление основного металла.
9. Рассчитываем площадь провара

Рассчитываем режимы сварки для углового соединения.
Рис. 11. Расчетная схема формы шва
1. По заданному катету шва определяем площадь поперечного сечения шва наплавленного металла. Рис 11

2. Для данной толщины
металла применяем электродную проволоку
диаметром 1,6 мм ( ).
).
3. В зависимости от диаметра электродной проволоки определяем плотность тока
 (А/мм2)
(А/мм2)
4. Определяем ток сварки

5. Определяем коэффициент наплавки
 ,
,
где α>р> – коэффициент расплавленного металла;
ψ – коэффициент потерь, зависящий от плотности тока в электроде.
 (г/А·ч)
(г/А·ч)

6. Зная коэффициент наплавки определяем скорость сварки
 ,
,
где j = 7,8 г/см3

7. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге
(В)
 (В)
(В)
8. Определяем коэффициент формы провара
,
где k’ – коэффициент, величина которого зависит от рода тока и полярности.
9. Определяем погонную энергию

10. Определяем глубину провара

11. Определяем площадь провара

Из проведенных выше расчетов видно, что режимы сварки стыковых и угловых швов отличаются друг от друга незначительно, поэтому для удобства выполнения операций мы принимаем следующие режимы сварки:



 .
.
5.3 Описание применяемого сборочно-сварочного оборудования
1. Для сборки применяем электромагнитный стенд (модель Р-624) предназначенный для сборки и сварки плоских конструкций. Стенд снабжен флюсо-медными подкладками, поджимаемыми электромагнитами, для формирования обратной стороны шва. Листы, укладываемые на стенд, так же поджимаются электромагнитами. Стенд Р-624 является универсальным и может быть использован не только для данной конструкции, но и для других. [15] ( Рис.12)
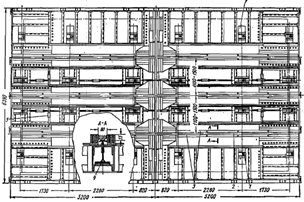
Рис. 12. Электромагнитный сборочный стенд
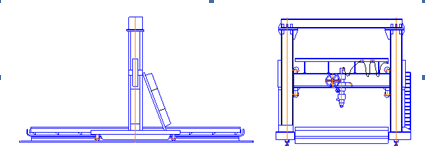
Рис. 13. Установка для сборки и сварки плоских секций
Техническая характеристика
1. Толщина свариваемых листов, мм3-8
2. Количество листов в полотнице, штдо 6
3. Размеры стенда, мм
длина9960
ширина4260
высота690
4. Сила притяжения листов толщиной 5 мм на 1 пог. м. стыка, кгс до 4000
5. Мощность генератора питания электромагнитов
постоянным током, кВт27
6. Масса стенда, кг14300
2. Для сборки с помощью прихваток применяем полуавтомат для дуговой сварки в углекислом газе (модель А1698), представляющее собой самоходное устройство, обеспечивающее подачу электродной проволоки в зону дуги, управление подачей защитного газа, перемещение вдоль шва с установленной скоростью и копирование полок изделия, автоматическое выключение при наезде на упор или сходе устройства с изделия. Скорость подачи проволоки устанавливается одним из подающих сменных роликов и регулируется плавно с пульта управления изменением оборотов электродвигателя. Скорость сварочного перемещения четырехступенчатая, устанавливается сменными шестернями.
Полуавтомат представляет собой малогабаритный сварочный трактор. Источниками сварочного тока могут служить источники ВС-300, ВС-600. [17]
Технические характеристики
1. Диаметр электродной проволоки, мм1,2-1,6
2. Скорость подачи проволоки, м/ч150-500
3. Скорость сварки, м/ч15-45
4. Напряжение сварочного тока, В25-33
5. Длина шлангового провода, м15
6. Расход углекислого газа, м/мин12-30
7. Масса проволоки в кассете, кг4
8. Номинальный сварочный ток при ПВ=60%, А350
9. Номинальное напряжение питающей трехфазной сети
частотой 50Гц, В380
10. Суммарная мощность всех электродвигателей, кВ·А0,09
11. Габаритные размеры, мм
длина430
ширина292
высота297
12. Масса без проволоки, кг16
3. Для сварки используем портал (модель ПТ1) , снабженный сварочной головкой (модель А-1408), он обеспечивает сварку продольных и поперечных швов. Портал передвигается по двум рельсам, расположенным с обеих сторон стенда, на котором закреплено изделие. Установка предназначена для сварки прямолинейных швов в среде защитного газа (рис. 12).
Технические характеристики
1. Диаметр электродной проволоки, мм1-3
2. Сварочный ток при ПВ=100%, А500
3. Скорость подачи электрода, м/ч17-168
4. Регулирование скорости подачи электрода55-558 (плавное)
5. Скорость перемещения тележки, м/мин
маршевая6
рабочая18-74
6. Скорость перемещения головки, м/мин
маршевая6
рабочая18-74
7. Расход углекислого газа, м/мин12-30
8. Габаритные размеры, мм
длина4100
ширина6170
высота5750
9. Масса без проволоки, кг13500
6 Технология контроля
Данная конструкция не является ответственной, но она является частью корпуса судна, поэтому никаких дефектов не допускается. Прежде всего применяется внешний осмотр. Он позволяет оценить качество подготовки к сборке заготовок под сварку, выполнение швов в процессе сварки и готовых сварных соединений. Особенно тавровых соединений, так как они не подвергаются больше ни каким способам контроля. Внешний осмотр – это наиболее дешевый и оперативный метод контроля, во многих случаях достаточно информирует о наличии дефектов.
Стыковые швы контролируем капиллярной дефектоскопией цветным методом контроля, так как они являются более ответственными, по сравнению с тавровыми, и к ним предъявляются более высокие требования. Задача капиллярной дефектоскопии заключается в обнаружении поверхностных дефектов при использовании средств, позволяющих изменить светоотдачу дефектных участков. Тем самым искусственно изменяют контрастность дефектного и неповрежденного мест. При отсутствии таких дефектов значит будет и герметичность сварного соединения, что является обязательным условием при изготовлении корпусных конструкций в судостроении, а проверить данную конструкцию на данном этапе ее создания на течеискание не представляется возможным. Поэтому и применяем цветной метод контроля.
При контроле на поверхность контролируемого изделия наносят пенетрант, способный проникать в капиллярные несплошности и имеющий характерный цветовой тон. После нанесения остатки пенетранта смывают, а если присутствуют дефекты, то они остаются заполненные им, и имеют характерный цветовой окрас. [12]
7. Проектирование компоновки установки и описание ее работы
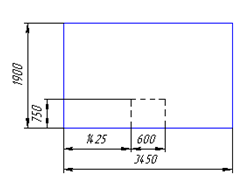
При проектировании компоновки установки необходимо учитывать габаритные размеры оборудования. Для данной конструкции для сборки и сварки используем электромагнитный стенд и портал, снабженный сварочной головкой. Стенд и портал выбираем таким образом, чтобы габариты портала позволили вместить электромагнитный стенд и при этом не оставалось много лишнего места. Поэтому выбрали электромагнитный стенд, ширина которого составляет 4260 мм, он позволяет укладывать листы, в нашем случае ширина которых составляет 3450 мм. Затем выбрали портал, ширина которого составляет 6170 мм и расстояние между рельсами 5000 мм.
На стенд укладываются детали и фиксируются с помощью электромагнитов. Затем с помощью прихваток собираются. И затем с помощью портала со сварочной головкой свариваются детали. Портал обеспечивает скорость сварки и имеет маршевую скорость. С помощью портала имеется возможность сваривать продольные и поперечные швы.
8. Техника безопасности на участке
Выполнение работ в сварочном производстве при неправильной организации труда и производства приводит к появлению опасных и вредных производственных факторов:
1 – несчастные случаи;
2 – производственные травмы;
3 – отравления.
При сварке металла воздух производственного помещения может быть загрязнен сварочными парами, вредными газами, влияющими на здоровье рабочего персонала. При работе оборудования возникают шумы, вибрации.
Неправильное обращение с электрооборудованием может привести к поражению рабочего электрическим током. Применение открытого газового пламени, открытых дуг, наличие брызг расплавленного металла может привести не только к пожарам, но и к ожогам рабочего персонала. При проектировании предприятия со сварочным оборудованием, должны быть предусмотрены меры по профилактике профессиональных заболеваний, производственного травматизма, контроль за соблюдением правил техники безопасности и промышленной санитарии.
К требованиям к технике безопасности на участке относятся:
1. Микроклимат внутри помещений должен соответствовать требованиям стандартов безопасности труда.
2. концентрация вредных веществ в воздухе не должна превышать предельно допустимой концентрации.
3. Уровень шумов и вибраций не должен превышать установленных санитарных норм.
4. Электрооборудование должно соответствовать «Правилам устройства электроустановок» и ГОСТам, эксплуатация электрооборудования должна соответствовать «Правилам эксплуатации электроустановок».
5. Применение индивидуальных средств защиты, соответствие их предусмотренным техническим нормам. Соответствие спец. одежды «Типовым отраслевым нормам», выдача спец. одежды, специальной обуви, предохраняющих приспособлений рабочим и служащим.
6. Соблюдение правил техники безопасности при работе.
7. Для сварочных установок индивидуальная система вентиляции, защитные ограждения.
Выводы
1. По литературным данным проработал вопросы технологии изготовления типовых конструкций.
2. Для данной конструкции выбрал технологию изготовления, оборудование для выполнения заготовительных, сборочных, сварочных и контрольных работ.
3. Использовал расчетные методы для определения режимов сварки.
4. Разработал компоновку сборочно-сварочного оборудования.
5. Ознакомился с оформлением техдокументации.
Литература
постройка судно рефрижераторный оборудование
1. Г.А. Николаев, С.А. Куркин, В.А. Винокуров. Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций. М.: Высш. школа, 1983.
2. Г.В. Бавыкин и др. Основы механизации и автоматизации судостроительного производства. Л.: Судостроение, 1989.
3. Б.А. Буданов, М.К. Глозман. Повышение технологичности конструкций плоских сварных перекрытий. Л.: ЛДНТП, 1980.
4. Г.А. Николаев и др. Сварные конструкции. Прочность сварных соединений и деформаций конструкций. М.: Высш. школа, 1982.
5. Г.В. Бавыкин, В.П. Доброленский и др. Основы механизации и автоматизации судостроительного производства. Л.: Судостроение, 1989.
6. Я.И. Вейнбрин, Ю.В. Степанов. Опыт механизации процессов сварки на судостроительном заводе им. А.А. Жданова. Л.: 1977.
7. В.Д. Веселков и др. Опыт механизации сварочного производства в судостроении. Л.: Судостроение, 1976.
8. А.Д. Гитлевич, Л.А. Этингоф. Механизация и автоматизация сварочного производства. М.: Машиностроение, 1979.
9. Справочник по сварке, пайке, склейке и резке металлов. Под ред. А. Ноймана. М.: Металлургия, 1980.
10. Технология электрической сварки металлов и сплавов плавлением. Под ред. Б.Е. Патона. М.: Машиностроение 1980.
11. А.И. Акулов, Г.А. Бельчуг. Технология и оборудование сварки плавлением. М.: Машиностроение, 1977.
12. Контроль качества сварки под ред. В.Н. Волченко. М.: Машиностроение, 1975.
13. Е.Н. Мошнин. Гибка и правка на ротационных машинах. М.: Машиностроение, 1975.
14. Номенклатурный справочник. Кузнечно-прессовое оборудование. М.,1971.
15. П.И. Севбо. Конструирование и расчет механического сварочного оборудования. Киев: Наукова думка, 1978.
16. Г.А. Бельчуг, Н.Я. Титов. Механизированная сварка по узкому зазору толстолистовой стали плавящимся электродом в смеси защитных газов. Л.,1972.
17. Сварочное оборудование: каталог-справочник под ред. Чвертко. Киев: Наукова думка.
18. А.И. Красовский. Основы проектирования сварочных цехов. М.: Машиностроение, 1980.