Сборка разъёмных соединений
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Новосибирский государственный технический университет
Контрольная работа
По курсу: «Технология машиностроения и оборудование»
Вариант 12
Тема: «Сборка разъёмных соединений»
г.Новосибирск
2011 г.
Содержание
1. Общее понятие соединений и разъемных соединений
2. Резьбовые соединения
3. Зубчатые (шлицевые) соединения
Список литературы
1. Общее понятие соединений
Соединение — это любое подвижное или неподвижное сопряжение двух деталей, из которых одна полностью или частично входит в другую. В соединении различают охватывающую и охватываемую поверхности. Для цилиндрических соединений охватывающей поверхностью будет отверстие, а для охватываемой — вал.
Изготовляемые промышленностью машины, станки, приборы и аппараты состоят из различных определенным образом объединенных и взаимосвязанных деталей; которые соединяются между собой различными способами. Соединение деталей обеспечивает их определенное взаимное положение в процессе работы.
Различают разъемные и неразъемные соединения деталей. К разъемным относят соединения, допускающие разборку и повторную сборку соединяемых деталей без разрушения и повреждения. К ним относятся, например, соединения, выполняемые с помощью болта с гайкой.
К неразъемным относят соединения деталей с жесткой механической связью, сохраняющейся в течение всего срока их службы. Разборка таких соединений невозможна без разрушений или повреждений самих деталей или связывающих их элементов. К неразъемным можно отнести, например, соединения деталей сваркой, заклепками, пайкой.
В свою очередь, разъемные соединения делятся на подвижные, допускающие перемещение одной детали относительно другой, и неподвижные, в которых детали не могут перемещаться одна относительно другой. Примером подвижного соединения деталей может быть соединение подвижной гайки с винтом суппорта токарного станка, а неподвижного — соединение деталей при помощи винта.
Выделяют также группы специальных соединений, к которым относятся соединения деталей в передачах у машин, например соединения зубчатых колес. Сюда же относят соединения деталей с помощью пружин, когда после снятия нагрузки детали надо вернуть в исходное положение.
На чертежах соединений деталей используют их полные, упрощенные или условные изображения. Иногда (например, при обозначении сварки, пайки и др.) применяют дополнительные условные обозначения.
Разъемные соединения допускают многократную сборку и разборку. К ним относят резьбовые, штифтовые, шпоночные, шлицевые соединения. Выбор типа соединения зависит от предъявляемых к нему требований: конструктивных, технологических и экономических.
В настоящее время в машиностроении широкое распространение получили разъемные соединения: резьбовые, зубчатые (шлицевые), шпоночные, штифтовые, шплинтовые, клиновые, соединения сочленением.
Большое распространение в современном машиностроении получили разъемные соединения деталей машин, осуществляемые с помощью резьбы. Резьбовое соединение может обеспечивать относительную неподвижность деталей или перемещение одной детали относительно другой. Основным соединяющим элементом в резьбовом соединении является резьба.
Резьбой называется поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. При этом образуется винтовой выступ соответствующего профиля, ограниченный винтовыми и цилиндрическими или коническими поверхностями (Рис.1)
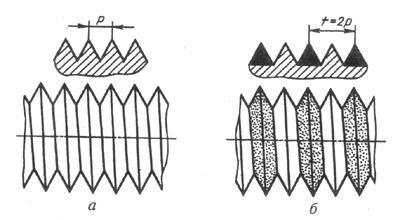
Рис.1
2. Резьбовые соединения
соединение резьбовое зубчатое
Резьбовыми называют соединения составных частей изделия с применением деталей, имеющих резьбу. Они наиболее распространены в приборо- и машиностроении. Резьбовые соединения бывают двух типов: соединения с помощью специальных резьбовых крепежных деталей (болтов, винтов, шпилек, гаек) и соединения свинчиванием соединяемых деталей, т.е. резьбы, нанесенной непосредственно на соединяемые детали.
Достоинствами резьбовых соединений являются простота, удобство сборки и разборки, широкая номенклатура, стандартизация и массовый характер производства крепежных резьбовых деталей, взаимозаменяемость, относительно невысокая стоимость и высокая надежность.
Недостатками резьбовых соединений являются наличие концентраций напряжений во впадинах резьбы, что снижает прочность соединений; чувствительность к вибрационным и ударным воздействиям, которые могут привести к самоотвинчиванию и низкая точность взаимоположения соединяемых деталей.
Основным элементом соединения является резьба, т.е. поверхность, которая образуется при винтовом движении плоской фигуры по цилиндрической или конической поверхности. Соответственно различают цилиндрическую и коническую резьбы. По профилю выступа и канавки резьбы в плоскости осевого сечения резьбы делятся на треугольные, трапецеидальные симметричные, трапецеидальные несимметричные или упорные, прямоугольные и круглые.
По назначению резьбы разделяют на крепежные, крепежно-уплотнительные и ходовые. Крепежные резьбы применяют для соединения деталей, а ходовые – в передаточных механизмах.
Крепежные резьбы имеют, как правило, треугольный профиль с притупленными вершинами и дном впадин. Это повышает прочность резьбы и стойкость инструмента при получении резьбы. Крепежная резьба бывает метрической, дюймовой и трубной. Наиболее широко применяется метрическая резьба. Угол профиля, т.е. угол между смежными боковыми сторонами резьбы в плоскости осевого сечения, метрической резьбы = 60. Стандартом предусмотрена резьба с крупным и мелким шагом. Резьбу с крупным шагом обозначают М (метрическая), при этом указывают значения наружного диаметра, например, М6, М8 и т.д. Для резьб с мелким шагом дополнительно указывают значение шага, например, М60,75, М81 и т.д.
Дюймовая резьба используется при замене деталей устройств, импортируемых из стран с дюймовой системой мер, угол профиля ее = 55.
Основными крепежными деталями резьбовых соединений являются болты, винты, шпильки, гайки, шайбы и стопорные устройства, предохраняющие гайки от самоотвинчивания. Рассмотрим каждое из них. Болт – цилиндрический стержень с шестигранной головкой на одном конце и резьбой – на другом. Болты в соединении используют в комплекте с гайкой, при этом резьба в соединяемых деталях не используется (рис. 1, а).
Винты – цилиндрические стрежни с головкой на одном конце и резьбой – на другом. Винт ввертывается в резьбовое отверстие одной из скрепляемых деталей (Рис. 2, б), головки винтов могут иметь различную форму (цилиндрическую, полукруглую и др.).
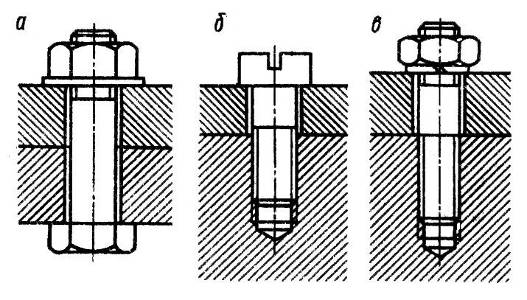
Рис.2
Шпилька – цилиндрический стержень с резьбой на обоих концах, одним концом она ввертывается в одну из скрепляемых деталей, а на другой ее конец навертывается гайка (Рис. 2, в). Соединения при помощи шпилек применяют в тех случаях, когда в одной из соединяемых деталей нельзя выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы). Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет свинчиваться только гайка. Замечено, что шпильки из-за отсутствия головок и концентрации напряжений в местах сопряжения головки со стержнем всегда прочнее винтов тех же размеров при действии динамических и переменных нагрузок.
Гайки служат для соединения скрепляемых с помощью болта или шпильки деталей. Как и головки винтов, гайки могут иметь разнообразную форму.
Назначение шайб, подкладываемых под гайку, головку винта или болта, – предохранение поверхностей деталей от задира при затягивании, увеличение опорной поверхности и стопорение.
Болты, винты, гайки изготавливают из углеродистых и легированных сталей. Крепежные детали общего применения изготавливаются чаще всего из стали марок Ст3, Ст4, Ст5 без последующей термообработки. Более ответственные детали изготавливаются из сталей 35, 45, 40Х, 40ХН с поверхностной или общей термообработкой. Мелкие винты делают из латуни ЛС59-1, дюралюминия Д1, Д16. Для защиты поверхности крепежных деталей от коррозии, придания им необходимого цвета применяют цинкование, хромирование, кадмирование.
Угол подъема винтовой линии резьбы ( = 1,5 … 2,5) меньше угла трения в резьбовом соединении ( 3). Этим обеспечиваются условия самоторможения и предохранения от самоотвинчивания. Однако при вибрации, тряске, динамических и транспортных воздействиях наблюдаются ослабления резьбовых соединений, поэтому предусматривают их стопорение.
Для стопорения резьбовых соединений используют: увеличение трения по поверхности контакта; введение запирающих элементов; пластическое деформирование; постановку винтов на краску, лак, эмаль.
При сборке резьбовых соединений должны быть обеспечены:
отсутствие перекосов торца гайки или головки болта по отношению к поверхности сопрягаемой детали, так как перекос является одной из главнейших причин обрыва винтов и шпилек;
соосность осей болтов, шпилек, винтов с резьбовыми отверстиями и необходимая плотность посадки в резьбе;
соблюдение очередности и постоянство усилий затяжки крепежных деталей в групповых резьбовых соединениях.
О последнем нужно сказать, что под этим подразумевается, что затяжка гаек (болтов) производится в определенной последовательности. Обязательно следует их затягивать крест-накрест в несколько приемов — сначала неполным моментом, а затем окончательным, указанным в нормативно-технической документации. Контроль момента затяжки резьбовых соединений следует осуществлять специальными динамометрическими ключами по степени изгиба или кручения стержня ключа либо с помощью предельных муфт, встраиваемых в резьбозавертывающие машины (установки). Недопустимо полагаться на личные ощущения при выполнении затягивания, так как недотянутые или перетянутые соединения одинаково нежелательны и опасны.
3. Зубчатые (шлицевые) соединения
Шлицевые соединения служат для передачи вращающего момента между валами и установленными на них деталями.
Шлицевое соединение можно условно представить как многошпоночное, шпонки которого выполнены вместе с валом. С помощью этого соединения можно обеспечить как подвижное (с осевым относительным перемещением), так и неподвижное скрепление деталей. По сравнению со шпоночными шлицевые соединения имеют значительно большую нагрузочную способность, прочность валов, точность центрирования и направления ступиц в подвижных соединениях.
По форме поперечного сечения шлицев различают прямобочные.
По форме поперечного сечения шлицев различают прямобочные (Рис. 3, а), эвольвентные (Рис. 3, б) и треугольные (Рис. 3, в) шлицевые соединения. Наибольшее распространение получили прямобочные шлицевые соединения, выполненные с четным числом шлицев (6, 8, 10). Центрирование возможно по наружному диаметру D, по внутреннему d и боковым поверхностям. Центрирование по наружному диаметру рекомендуется для неподвижных соединений, по внутреннему диаметру – для подвижных соединений, по боковым граням – при больших передаваемых нагрузках и низкой точности соединения.
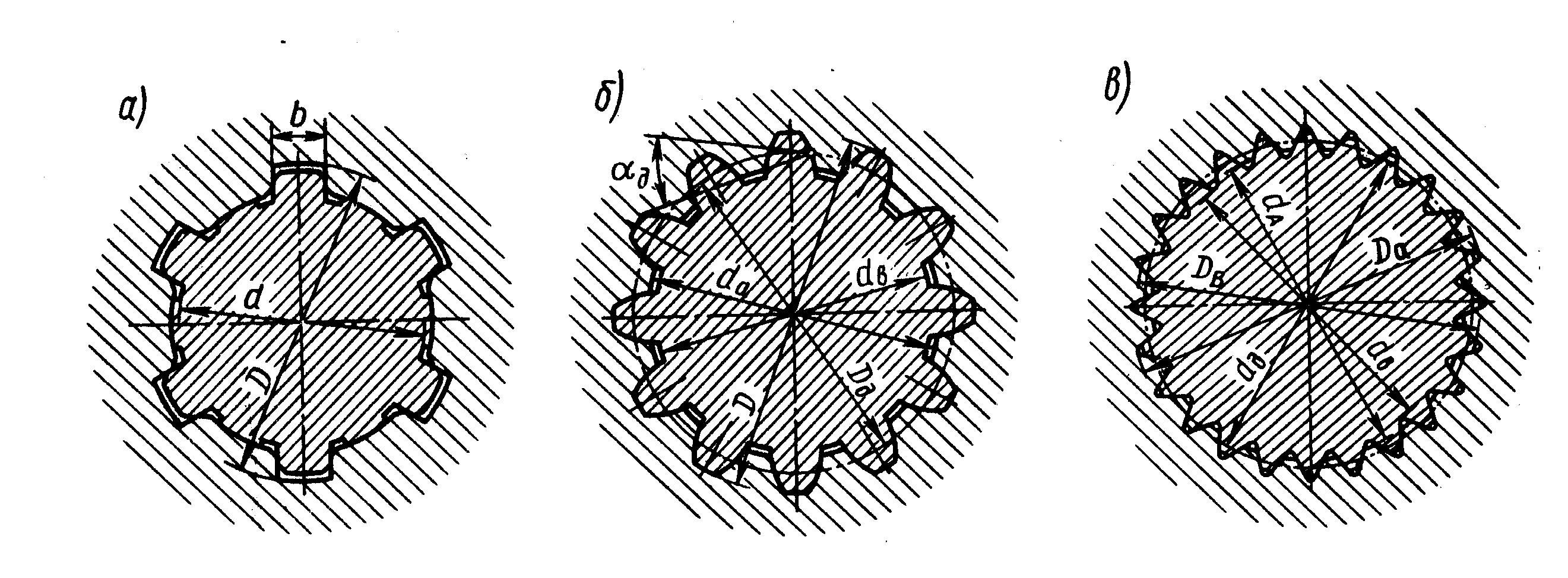
Рис. 3
Эвольвентное шлицевое соединение (см. Рис. 3, б) отличается от прямобочного повышенной точностью центрирования и прочностью. Центрирование осуществляют по боковым сторонам, реже – по наружному диаметру. Число зубьев z рекомендуют 6 при m 0,5.
Соединение с треугольными шлицами (см. Рис. 3, в) применяют для неподвижных соединений при небольших нагрузках и тонкостенных конструкциях. Число шлицев z = 20 … 70, углы впадин вала равны 60, 72 и 90. Центрирование осуществляют только по боковым граням.
По форме профиля шлицев применяют три типа соединений: прямобочные, эвольвентные и треугольные. Прямобочные соединения выполняют центрированием по боковым граням шлицев, по наружному или внутреннему диаметру вала. По стандарту предусматриваются три серии соединений (легкая, средняя и тяжелая) с числом шлицев 6 — 20. Лучшая соосность вала и ступицы обеспечивается центрированием по наружному или внутреннему диаметру. Центрирование по боковым граням применяют при тяжелых условиях работы, так как оно дает более равномерное распределение нагрузки по шлицам.
При невысокой твердости материала втулки (НВ < 350) центрирование производят по наружному диаметру. В этом случае поверхности центрирования втулки калибруют протяжкой, а центрирующие поверхности вала шлифуют. При большей твердости материала втулки применяют центрирование по внутреннему диаметру. Центрирующие поверхности втулки и вала при этом шлифуют.
Эвольвентные шлицевые соединения центрируют по боковым граням или (реже) по наружному диаметру вала. Как прямобочные, так и эвольвентные шлицевые поверхности применяют в подвижных и неподвижных соединениях. Элементы подвижного шлицевого соединения обычно подвергают термической обработке.
Соединения с треугольными шлицами применяют как неподвижные при тонкостенных втулках. Они обеспечивают передачу значительных моментов и при большом числе шлицев (до 75) позволяют регулировать положение втулки на валу в окружном направлении.
Сборку шлицевых соединений производят методом полной взаимозаменяемости и методом подбора (при повышенных требованиях). Сборке предшествует тщательная очистка сопрягаемых деталей, их контроль и внешний осмотр на предмет выявления дефектов поверхности (забоины, вмятины и др.). При сборке подвижных соединений втулка должна плавно, без качки и заедания перемещаться по валу (от руки). Зазоры в радиальном и окружном направлениях не должны превышать величин, указанных в ТУ на данное соединение. Сборку неподвижных соединений выполняют на прессе. Контроль на биение осуществляют индикатором в центровых бабках или на призмах.
Список литературы
Анурьев В.И. «Справочник конструктора- машиностроителя» в трех томах. Москва «Машиностроение» 1980г.
Красковский Е.Я., Дружинин Ю.А., Филатова Е.М. Расчет и конструирование механизмов приборов и вычислительных систем: Учебное пособие. М.: – Высш. шк., 2001. – 480 с. 2001
Сурин В.М. Техническая механика: Учебное пособие. – Мн.: БГУИР, 2004. – 292 с. 2004
Ванторин В.Д. Механизмы приборных и вычислительных систем: Учебное пособие. – М.: Высш. шк., 1999. – 415 с.
Справочник технолога – машиностроителя http://sdo.iriit.irk.ru/