Расчет и проектирование пастеризатора молока типа "труба в трубе"
КУРСОВОЙ ПРОЕКТ
«Расчет и проектирование пастеризатора молока типа «труба в трубе»»
Уфа 2010
Реферат
пастеризационный аппарат молоко теплопередача
Объектом разработки являются теплообменник типа «труба в трубе» и процесс пастеризации молока.
Цель проекта – снижение эксплуатационных затрат у потребителя.
Описано устройство и принцип действия пастеризационной установки при производстве пастеризованного молока, рассмотрен механизм теплопередачи через разделяющую стенку от более нагретой среды к менее нагретой. Разработан метод расчета теплообменного аппарата, оптимизированы его конструктивные параметры. Спроектирована конструкция пастеризатора трубчатого типа.
Введение
Объектом разработки является теплообменник типа «труба в трубе» и процесс пастеризации молока.
Молочные продукты, в частности молоко, являются хорошей питательной средой для микроорганизмов. Микроорганизмы, размножаясь, могут значительно ускорить процесс порчи молочной продукции. Кроме того, микроорганизмы могут вызвать опасные заболевания людей. Поэтому важнейшая задача при выпуске молочных продуктов – уничтожить содержащиеся в них микроорганизмы.
Одним из способов уничтожения микроорганизмов является кипячение. Однако кипячение сильно изменяет свойства молочных продуктов, вкус, запах и т.д. Установлено, что для уничтожения активных форм микроорганизмов нет необходимости нагревать продукты до кипячения. Жизнедеятельность микроорганизмов при соблюдении некоторых условий может быть подавлено при нагревании до (85–95)°С. Впервые установил губительное действие на микроорганизмы высоких температур и применил их для обработки продуктов с целью их сохранения французский ученый Л. Пастер. По имени этого ученого такая обработка называется пастеризацией.
Пастеризация может быть длительной, кратковременной и мгновенной. При длительной пастеризации молоко нагревают до (63–65)°С и выдерживают при этой температуре 30 минут, при кратковременной молоко нагревают до (72–76)°С с выдержкой 15–20 секунд, при мгновенной пастеризации молоко нагревают до (85–95)°С без выдержки.
Выбор режимов пастеризации предопределяется технологическими условиями и свойствами продукта. При содержании в продукте компонентов, отличающихся низкой термоустойчивостью, следует применять длительную пастеризацию. Процесс длительной пастеризации хотя и обеспечивает надежное уничтожение патогенных микробов и наименьшее изменение физико-химических свойств молока, однако требует больших затрат, связанных с использованием малопроизводительного оборудования.
Наиболее распространенный способ в производстве пастеризованного молока, кисломолочных продуктов и мороженого – кратковременная пастеризация. Этот способ также надежен для инактивации микробов и максимального сохранения исходных свойств молока. Моментальная пастеризация по воздействию на микробы и свойства молока аналогична кратковременной. Она рекомендуется для пастеризации сливок, из которых вырабатывают масло, и при производстве молочных консервов. Таким образом, все способы пастеризации позволяют получить продукт, безвредный для непосредственного употребления в пищу, но имеющий ограниченный срок хранения.
В молочной промышленности для пастеризации молока и молочных продуктов применяют пастеризационные установки.
Наибольшее применение получили четыре типа пастеризационных аппаратов: ванны длительной пастеризации, паровые пастеризаторы с вытеснительными барабанами, пластинчатые пастеризаторы и трубчатые пастеризаторы. Пастеризационные установки пластинчатого типа, или пастеризационно-охладительные установки, предназначены для пастеризации и охлаждения в потоке питьевого молока, молока при выработке кисломолочных продуктов, сливок и смеси мороженного. Пастеризационные установки трубчатого типа предназначены для пастеризации в потоке молока и сливок. Все установки снабжаются системами автоматического контроля и регулирования температуры пастеризации. По производительности трубчатые пастеризаторы не уступают пластинчатым пастеризаторам.
Недостатком трубчатых пастеризаторов является их большие размеры в сравнении с пластинчатыми при равной производительности. Этот недостаток усугубляется еще и тем, что трубчатые аппараты требуют значительного свободного пространства с торцевой стороны, необходимого для работы длинными ершами при мойке аппарата.
Преимуществом трубчатых пастеризаторов в сравнении с пластинчатыми является значительно меньшее количество и меньшие размеры уплотнительных прокладок, требующих частого и трудоемкого ремонта. В трубчатых аппаратах нет секции рекуперации тепла. Поэтому трубчатые пастеризаторы применяются главным образом там, где регенерация тепла не нужна.
Процесс пастеризации молока, как все тепловые процессы, является весьма энергоемким и дорогостоящим. Поэтому расчет и проектирование теплообменника для пастеризации молока являются актуальными.
Целью данного курсового проекта является снижение себестоимости процесса пастеризации молока путем оптимизации конструктивных параметров теплообменного аппарата и кратности расхода воды.
Задачи исследования вытекают из поставленной цели и сводятся к следующему. При заданной производительности пастеризатора 1600 л/ч
определить оптимальные конструктивные параметры теплообменника типа «труба в трубе» и кратность расхода воды. Для этого необходимо разработать математическую модель процесса пастеризации в теплообменнике типа «труба в трубе» с выбором критерия оптимизации и решить задачу многомерной оптимизации по определению конструктивных оптимальных параметров данного теплообменника и кратности расхода воды.
1. Назначение, устройство и принцип действия пастеризатора молока типа «труба в трубе»
1.1 Основные требования к молоку и назначение пастеризатора
Основная цель пастеризации – уничтожение вегетативных форм микроорганизмов, находящихся в молоке (возбудителей кишечных заболеваний, бруцеллеза, туберкулеза, ящура и др.), сохраняя при этом его биологическую, питательную ценность и качество.
Эффективность действия пастеризации зависит от двух основных параметров: температуры, до которой нагревают молоко, и выдержки его при данной температуре. В зависимости от этого различают пастеризацию молока с выдержкой и без выдержки.
Техническая реализация процесса выдержки осуществляется в специальных устройствах (выдерживателях) в пастеризационно-охладительных установках. По конструкции выдерживатель представляет собой камеру, через которую непрерывным потоком проходит молоко в практически изотермических условиях. Камера выдерживателя может быть выполнена в виде трубы большого диаметра определенной длины, цилиндрической емкости с рубашкой, трубчатого змеевика и др. Кроме температуры и продолжительности выдержки на эффективность пастеризации существенно влияют степень очистки, кислотность, общая обсемененность микроорганизмами, вспениваемость молока и другие факторы.
Пастеризуемое молоко должно быть предварительно очищено на фильтрах или сепараторах-молокоочистителях. При пастеризации неочищенного молока загрязняется теплопередающая поверхность аппаратов (особенно пластинчатых) и снижается эффективность действия температуры.
Для пастеризации можно использовать молоко кислотностью не более 22°Т, так как при большей кислотности белки молока при нагревании свертываются и их часть осаждается на теплопередающей поверхности аппаратов, образуя слой пригара. Молоко кислотностью более 27°Т не подлежит пастеризации, поскольку оно полностью свертывается под действием высокой температуры. В молоке с высокой начальной бактериальной обсемененностью и после пастеризации остается большое количество микроорганизмов. Обсемененность молока перед пастеризацией должна быть 106 клеток в 1 см3.
Наличие пены в молоке также отрицательно влияет на эффективность пастеризации. Это связано с тем, что теплопроводность пены значительно ниже теплопроводности молока. Поэтому при организации подачи молока на пастеризацию необходимо исключить возможность вспенивания.
В зависимости от схемы организации процесса пастеризации, особенностей технологии молочных продуктов и аппаратурного оформления в молочной отрасли применяют следующие виды пастеризации: длительную пастеризацию при температуре 74-78°С с выдержкой 30 мин, при температуре 90–99°С с выдержкой от 2–15 мин до 5 ч; кратковременную пастеризацию при температуре 80, 85–87 или 90–95°С без выдержки; высокотемпературную пастеризацию при температуре 105–107°С без выдержки. В зависимости от принятых в технологической инструкции режимных параметров процесса пастеризации молока и молочных продуктов применяют соответствующее оборудование. Для длительной пастеризации используют емкости периодического действия, а для кратковременной и моментальной пастеризации – пластинчатые, трубчатые и другие пастеризационные аппараты.
1.2 Устройство пастеризатора молока типа «Трубе в трубе»
В состав установки входят центробежный насос для молока 1, центробежный насос для воды (не показан), молокопроводы 2 и 3, водопроводы 6 и 7, патрубки для отвода воды 5 и пастеризованного молока 4, трубчатая рама 8 (лист ТОЖПП 65.ХХ.02.001 ВО).
Трубчатый теплообменный аппарат представляет собой 20 рабочих цилиндров, смонтированных на раме. Рабочие цилиндры смонтированы в два ряда, по десять цилиндров в каждом ряду. Внутри рабочего цилиндра находится трубка внутренним диаметром 13 мм. Внутренний диаметр рабочих цилиндров равен 28 мм.
Поверх цилиндров можно предусмотреть термоизоляцию.
Соединение труб и патрубков осуществляется с помощью накидных гаек.
1.3 Принцип работы пастеризатора
Молоко температурой 50°С центробежным насосом 1 по молокопроводу 2 подается в трубку первого нижнего рабочего цилиндра. Пройдя по этой трубке, молоко попадает в следующую трубку. Пройдя по всем трубкам рабочих цилиндров, выводятся по выходной трубке 4.
Вода по водопроводам 6 и 7 подается в межтрубное пространство рабочих цилиндров.
Молоко во время пастеризации проходит последовательно по 20 трубкам рабочих цилиндров и нагреваются водой, которая поступает в межтрубное пространство цилиндров, до температуры пастеризации, т.е. до 75°С.
Вода из межтрубного пространства цилиндров автоматически удаляется по патрубку для отвода воды 5.
На выходе молока из пастеризатора установлен возвратный клапан (не показан), с помощью которого в случае недогрева молока до требуемой температуры, направляются на повторную пастеризацию.
2. Механизм действия процесса пастеризации
Процесс пастеризации молока заключается в нагреве молока в теплообменнике типа «труба в трубе», в котором теплопередача тепла осуществляется от нагретой воды при температуре 75°С к нагреваемому молоку через разделяющую стенку. Молоко движется по трубному пространству, а нагретая вода подается в межтрубное пространство.
Тепловой поток прямо пропорционален площади теплопередачи f, коэффициенту теплопередачи к и средней движущей силе процесса теплопередачи, которой является средний температурный напор ∆t>cp>,
Q=k*f*∆t>cp>. (2.1)
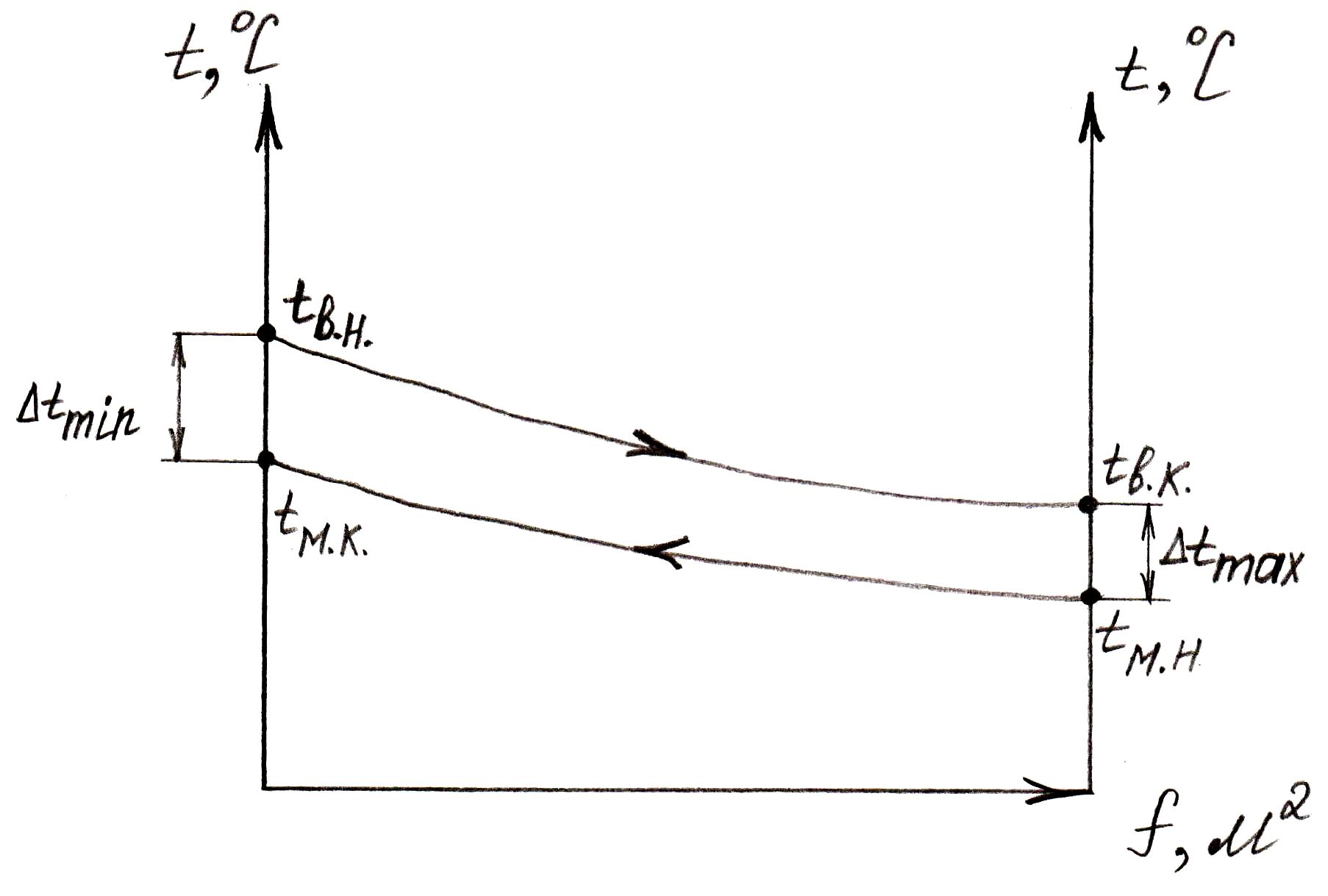
Рисунок 1. Схема изменения температур теплоносителей при противотоке
На рисунке 1 представлена схема изменения температур теплоносителей при противотоке. Средний температурный напор определяется по формуле
∆t>cp> =(∆t>max>-∆t>min>)/ln(∆t>max>/∆t>min>), (2.2)
где ∆t>max> – разность конечной температуры воды и начальной температуры молока, °С;
∆t>min>> >– разность начальной температуры воды и конечной температуры молока, °С.
∆t>max>=t>в.к.>-t>м.н.>; (2.3)
∆t>min>=t>в.н.>-t>м.к.>, (2.4)
где t>в.н. >– начальная температура воды, °С;
t>в.к. >– конечная температура воды, °С;
t>м.н.> – начальная температура молока, °С;
t>м.к.> – конечная температура молока, °С.
Коэффициент теплопередачи зависит от коэффициента теплоотдачи от молока к стенке трубки б>м>, коэффициента теплоотдачи от воды к стенке трубки б>в>, термического сопротивления трубки и термического сопротивления накипи в межтрубном пространстве и определяется по формуле
k=1/((1/б>м>)+(1/б>в>)+(д>тр> /л>ст>)+(д>н> /л>н>)), (2.5)
где д>тр> – толщина стенки трубки, м;
л>ст> – теплопроводность стенки, Вт/(м*°С);
д>н> – толщина накипи в межтрубном пространстве, м;
л>н> – теплопроводность накипи, Вт/(м*°С).
Коэффициент теплоотдачи от молока к стенке трубки равен
б>м>=Nu>м>*л>м>/l>1>, (2.6)
где Nu>м> – критерий Нуссельта для молока;
л>м> – коэффициент теплопроводности молока, Вт/(м*°С);
l>1> – характерный линейный размер, равный для круглых трубок d>вн>;
d>вн> – внутренний диаметр трубки, м.
Коэффициент теплоотдачи от воды к стенке трубки равен
б>в>=Nu>в>*л>в>/l>2>, (2.7)
где Nu>в> – критерий Нуссельта для воды;
л>в> – коэффициент теплопроводности воды, Вт/(м*°С);
l>2> – характерный линейный размер, равный для кольцевого сечения межтрубного пространства
l>2>=4*F>сеч>/П>сеч>, (2.8)
где F>сеч> – площадь сечения межтрубного пространства, м2;
П>сеч> – смоченный периметр, м
П>сеч>=*(D>вн>+d>н>), (2.9)
где D>вн> – внутренний диаметр рабочего цилиндра, м;
d>н> – наружный диаметр трубки, м.
3. Расчет и проектирование пастеризатора молока типа «труба в трубе»
3.1 Конструктивное решение теплообменного аппарата
Для уменьшения габаритных размеров пастеризатор может состоять из нескольких секций. Это приводит с одной стороны к уменьшению занимаемой производственной площади, а с другой стороны – к некоторому усложнению конструкции. Поэтому целесообразно принять две горизонтально расположенные секции, установленные в два ряда. Для увеличения коэффициента теплоотдачи от молока к стенкам трубок теплообменника типа «труба в трубе» и соответственно коэффициента теплопередачи необходимо иметь развитой турбулентный режим в трубном пространстве. Это достижимо при выполнении теплообменника многосекционным, получая батарею. Наибольшая скорость молока достигается при его прокачке последовательно через все трубки, т.е. когда весь расход молока приходится на сечение одной трубки.
Теплообменный аппарат необходимо выполнить из нержавеющей стали. Для снижения потерь тепла в окружающую среду целесообразно снаружи теплообменника нанести теплоизоляционный слой.
3.2 Анализ факторов, принятые допущения
Расчёт трубчатого пастеризатора сводится к определению внутреннего диаметра трубок, внутреннего диаметра рабочего цилиндра, кратности расхода воды. Расчёт производится из условия обеспечения температуры пастеризации, а также обеспечения необходимой производительности пастеризатора по молоку. Причём, конструктивные параметры пастеризатора необходимо рассчитать таким образом, чтобы приведённые затраты были минимальны.
При разработке математической модели принимаются следующие допущения:
1) Ввиду незначительного изменения занимаемой площади пола по рассматриваемым вариантам в приведенные затраты можно не включать амортизацию здания.
2) Ввиду незначительной стоимости слоя утеплителя пренебрегаем затратами, связанными с наружной теплоизоляцией аппарата.
3) Пренебрегаем изменением стоимости насоса и электродвигателя при изменении потребляемой ими мощности.
3.3 Разработка математической модели процесса нагрева сливок
С учетом всех уравнений процесса теплообмена в теплообменнике типа «труба в трубе» математическая модель может быть представлена в виде следующей последовательности расчета.
1) При заданном численном значении внутреннего диаметра трубки d>вн >определяем площадь ее сечения, м2
f>сеч>=р*(d>вн>)2/4. (3.1)
2) Определяем объемный и массовый расход молока
Q>м> =1600/3600*0.001=0,000444 м3/с;
М>м> = Q>м> * с>м> (3.2)
где Q>м>, М>м >– объемный и массовый расходы молока;
с>м >– плотность молока, равная 1008 кг/м3.
3) Определяем массовый расход воды, кг/с
М>в>=М>м>*n>кр>, (3.3)
где М>м> – массовый расход воды, кг/с;
n>кр> – кратность расхода воды.
4) Исходя из уравнения неразрывности потока определим скорость движения молока по трубкам и воды в межтрубном пространстве пастеризатора, м/с
v>м>=Q>м>/f>сеч>; (3.4)
v>в>=Q>в>/F>сеч>, (3.5)
где Q>в> – объемный расход воды, м3/с;
F>сеч> – площадь кольцевого сечения межтрубного пространства, м2
F>сеч>= р*((D>вн>)2 – (d>н>)2)/4, (3.6)
где D>вн> – внутренний диаметр рабочего цилиндра, м;
d>н> – наружный диаметр трубки, м
d>н>=d>вн>+2*д>тр>, (3.7)
где д>тр> – толщина стенки трубки, которая равна 0,0015 м.
5) Найдем число Рейнольдса для молока и воды по формулам
Re>м>=v>м>*l>1>*с>м>/м>м>; (3.8)
Re>в>=v>в>*l>2>*с>в>/м>в>, (3.9)
где l>1> – характерный линейный размер, равный для круглых трубок d>вн>;
м>м> – динамическая вязкость молока, равная 0,87*10-3 Па*с;
с>в> – плотность воды, равная 1000 кг/м3;
м>в> – динамическая вязкость воды, равная 1,742*10-3 Па*с;
l>2> – характерный линейный размер, определяется по формулам (2.8) и (2.9).
6) Считая режим движения молока в трубках и движения воды в межтрубном пространстве турбулентным (Re > 2320) определим коэффициенты гидравлического сопротивления для молока л>1> и воды л>2> по формуле Блазиуса
л>1>=0,3164/(Re>м>)0,25; (3.10)
л>2>=0,3164/(Re>в>)0,25. (3.11)
7) Определим критерий Нуссельта для турбулентного режима движения молока Nu>1> и воды Nu>2>
Nu>м>=0,021*(Re>м>)0,8*(Pr>м>)0,43*(Pr/Pr>ст>)0,25; (3.12)
Nuв=0,021*(Re>в>)0,8*(Pr>в>)0,43*(Pr/Pr>ст>)0,25, (3.12)
где Pr>м> – критерий Прандтля, равный для молока 6,525;
Pr>в> – критерий Прандтля, равный для воды 10,734;
(Pr/Pr>ст>)0,25 – поправочный множитель, учитывающий направление теплового потока;
(Pr/Pr>ст>)0,25 ≈ 1,05 – для процесса нагревании;
(Pr/Pr>ст>)0,25 ≈ 0,95 – для процесса охлаждении.
8) Коэффициенты теплоотдачи от молока к стенке трубки б>м> и от воды к стенке трубки б>в> определяются по формулам (2.6) и (2.7) с учетом того, что коэффициент теплопроводности для молока л>м>=0,516 Вт/(м*°С) и для воды л>в>=0,68 Вт/(м*°С).
9) Коэффициент теплопередачи k определяется по формуле (2.5) при принятых значениях д>тр> = 0,0015 м, л>ст> = 14 Вт/(м*°С), д>н> = 0,0002 м, л>н> = 3,49 Вт/(м*°С).
10) Конечная температура воды tв.к. в °С из уравнения теплового баланса
Q=C>м>*М>м>*(t>м.к.>-t>м.н.>)= C>в>*М>в>*(t>в.к.>-t>в.н.>), (3.13)
где С>м> = 3850Дж/(кг*°С) – удельная теплоемкость молока;
С>в> = 4190 Дж/(кг*°С) – удельная теплоемкость воды;
М>в>, М>м> – массовые расходы воды и молока, кг/с;
t>м.н.> = 55 °С – начальная температура молока;
t>м.к.> = 75 °С – конечная температура молока;
t>в.н.> = 82 °С – начальная температура воды;
t>в.к.> – конечная температура воды, °С.
Тогда
t>в.к.>=С>м>*М>м>*(t>м.н.>-t >м.к.>)/(С>в>*М>в>)+t>в.н>. (3.14)
11) Средний температурный напор ∆tср определяем по формуле (2.2).
12) Из уравнения теплового баланса по формуле (3.13) определяем тепловой поток
Q=C>м>*М>м>*(t>м.к.>-t>м.н.>)
13) Необходимая площадь теплообмена f, м2
f=Q/(k*∆t>ср>). (3.15)
14) Длина одной трубки L, м
L=f/(р*(d>вн>+2*д>тр>)). (3.16)
15) Площадь поверхности рабочего цилиндра F, м2
F=р*(D>вн>+2*д>ц>)*L, (3.17)
где д>ц> – толщина стенки рабочего цилиндра, равная 0,002 м.
16) Давления, необходимые для транспортирования молока P>м> и воды P>в>, Па
P>м>=л>1>*(L/l>1>)*с>м>*(v>м>)2/2; (3.18)
P>в>=л>2>*(L/l>2>)*с>в>*(v>в>)2/2. (3.20)
17) Мощность насоса на подачу молока, Вт
N>м>=P>м>*Q>м>/(з>н>*з>пр>), (3.21)
где з>н>=0,9 – КПД насоса;
з>пр>=1 – КПД привода.
18) Мощность насоса на подачу воды, Вт
N>в>=P>в>*Q>в>/(з>н>*з>пр>), (3.22)
где з>н>=0,7 – КПД насоса;
з>пр>=0,9 – КПД привода.
19) Суммарная мощность на подачу молока и воды насосами, Вт
N=N>м>+N>в>. (3.23)
20) Определим затраты в рублях на электроэнергию для привода насоса
Э>л>=N*T>год>*Ц>э>/з>дв>, (3.24)
где T>год >– общее время работы насоса в год, принимаем равным 1186 ч;
Ц>э> – стоимость электроэнергии, принимаем равной 0,0015 руб./(Вт*ч);
з>дв> – КПД электродвигателя, принимаем равным 0,88.
21) Определим массу трубок и рабочих цилиндров в кг
m>мет>=р*с>мет>*L*(д>ц>*(D>вн>+д>ц>)+д>тр>*(d>вн>+д>тр>)), (3.25)
где с>мет> – плотность металла, равная 7850 кг/м3.
22) Определим капитальные затраты по формуле
K=m>мет>*Ц>мет>*в, (3.26)
где Ц>мет> – цена металла, равная 100 руб./кг;
в – коэффициент, учитывающий затраты на доставку и монтаж, принимаем равным 1,15.
23) Определим эксплуатационные затраты в руб.
Э=А+ТОР+Э>л>, (3.27)
где А – амортизационные отчисления для теплообменника, принимаем равным 0,142*К;
ТОР – затраты на техобслуживание и ремонт, принимаем равными 0,12*К.
24) Определим приведенные затраты в руб.
П=Э+Е>н>*К, (3.28)
где Е>н> – коэффициент нормативной эффективности капитальных вложений, принимаемый равным 0,15.
25) Вычисляем удельные приведенные затраты, которые принимаются в качестве критерия оптимизации
К>р>=П/V>п>, (3.29)
где V>п> – годовой объем пастеризованного молока, равный
V>п>=Т>год>*М>м>*k>т>=3.6*1186*0,338633*0.942=1361,971 т,
где k>т> – коэффициент, учитывающий затраты времени на пуско-наладочные работы и промывку оборудования, принимаем равным 0,942.
Минимизация критерия оптимизации позволит определить оптимальные конструктивные параметры и кратность расхода воды теплообменника типа «труба в трубе».
3.4 Исследование целевой функции и выбор оптимального варианта
Так как необходимо рассчитать пастеризатор таким образом, чтобы при нужном тепловом потоке приведенные затраты были минимальны, необходимо произвести расчет при различных значениях конструктивных параметров пастеризатора, т.е. внутреннем диаметре трубок d>вн>, зазоре д а также кратности расхода воды n>кр>. Значениями этих параметров поочередно варьируем с постоянным и малым шагом, а затем выбираем оптимальный вариант по определяемому критерию К>р>. Так реализуется метод многомерной оптимизации циклического покоординатного спуска. Для такого многократного расчета используем программу Microsoft Excel. Для расчета задаемся начальной температурой молока t>м.н.>=50 °С, конечной температурой молока t>м.н.>=75 °С, производительностью пастеризатора Q>м>=0,000444 м3/с, а также толщиной стенок трубок д>тр>=0,0015 м. На первом этапе при постоянном значении зазора д и кратности расхода воды n>кр> изменяем внутренний диаметр трубок d>вн>. Затем при постоянном значении d>вн>, соответствующем минимальным приведенным затратам, и n>кр> варьируем значением д. Далее при постоянных значениях d>вн> и д, соответствующем минимальным приведенным затратам, варьируем значением n>кр>. В результате расчетов определяются конструктивные параметры и кратность расхода воды, соответствующие минимальным приведенным затратам. Результаты расчетов приведены в таблице приложении А. Согласно данным этих таблиц строим графики зависимости приведенных затрат от варьируемых параметров d>вн>, д, n>кр> на формате А1 графического материала (лист ТОЖПП 65.ХХ.00.001 Г.). Анализ полученных кривых позволил установить, что d>вн>=0,016 м, д =0,0065 м, n>кр>=2,64.
Выводы
В процессе выполнения работы изучены основные требования к молоку и назначение пастеризации. Произведен обзор и анализ существующих конструкций пастеризаторов. Подробно описано устройство и работа трубчатого пастеризатора.
Рассмотрен механизм действия процесса теплообмена между нагретой водой и пастеризуемым молоком через разделяющую стенку. Выявлены основные факторы, влияющие на теплообмен. Обосновано конструктивное решение теплообменного аппарата, а также обоснованы принятые допущения в разрабатываемой математической модели.
Произведен выбор критерия оптимизации и разработана математическая модель процесса пастеризации для теплообменника типа «труба в трубе». На основе данной модели разработан вычислительный алгоритм в среде Microsoft Excel для оптимизации конструктивных параметров пастеризатора. Из расчета пастеризатора установлено, что необходимая площадь теплообменной поверхности при заданной производительности и температуре пастеризации молока зависит от коэффициента теплопередачи и от температуры воды. Коэффициент теплопередачи зависит от скорости течения молока по трубкам, а скорость течения зависит от диаметра трубок. На приведенные затраты главным образом оказывают влияние диаметр трубок и кратность расхода воды. Было установлено, что d>вн>=0,016 м, д=0,0065 м, n>кр>=2,64.
Разработана конструкция пастеризатора с оптимальными конструктивными параметрами и выполнен сборочный чертеж трубчатого пастеризатора.
Библиографический список
1. С.Т. Антипов, И.Т. Кретов, А.Н. Остриков и др.; Под ред. акад. РАСХН В.А. Панфилова. Машины и аппараты пищевых производств. В 2 кн. Кн. 1: Учеб. для вузов – М.: Высш. шк., 2001. – 703 с.
2. С.Т. Антипов, И.Т. Кретов, А.Н. Остриков и др.; Под ред. акад. РАСХН В.А. Панфилова. Машины и аппараты пищевых производств. В 2 кн. Кн. 2: Учеб. для вузов – М.: Высш. шк., 2001. – 680 с.
3. Кавецкий Г.Д., Васильев Б.В. Процессы и аппараты пищевой технологии. – 2-е изд., перераб. и доп. – М.: Колос, 2000. – 551 с.
4. Бредихин С.А., Космодемьянский Ю.В., Юрин В.Н. Технология и техника переработки молока. – М.: Колос, 2001. – 400 с.
5. Л.П. Ковальская, И.С. Шуб, Г.М. Мелькина и др.; Под ред. Л.П. Ковальской. Технология пищевых производств – М.: Колос, 1999. – 752 с.
6. Г.Н. Крусь, А.Г. Храмцов, З.В. Волокитина, С.В. Карпычев; Под ред. А.М. Шалыгиной. Технология молока и молочных продуктов – М.: КолосС, 2006. – 455 с.
7. Шалыгина А.М., Калинина Л.В. Общая технология молока и молочных продуктов. – М.: КолосС, 2004. – 200 с.