Ограждения и защитные устройства металлорежущих станков
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенного для производства всех современных машин, приборов, инструментов и других изделий, поэтому количество металлорежущих станков, их технический уровень в значительной степени характеризует производственную мощность страны.
Основным направлением народного хозяйства предусматривается увеличить объем выпуска металлорежущих станков, кузнечнопрессовых машин, обеспечит опережающее развитие выпуска станков с ЧПУ, развитие производства тяжелых и уникальных станков.
Главная задача
состоит в обеспечении дальнейшего роста
благосостояния людей на основе
устойчивого, поступательного развития
народного хозяйства, ускорение научно-технического прогресса
перевода экономики на интенсивный путь
развития, более рационального использования
потенциала страны всемирной экономии
всех видов ресурсов и улучшения качества
работы.
ускорение научно-технического прогресса
перевода экономики на интенсивный путь
развития, более рационального использования
потенциала страны всемирной экономии
всех видов ресурсов и улучшения качества
работы.
В решении этой задачи существенное место занимает ускорение научно-технического прогресса на базе технического перевооружения производства, создание высокопроизводительных машин и оборудования большой единичной мощности, внедрение новой техники и материалов, прогрессивной технологии и систем машин для комплексной механизации и автоматизации производства.
Ведущее место в дальнейшем росте экономики страны принадлежит отраслям машиностроения, которые обеспечивают материальную основу технического прогресса всех отраслей народного хозяйства.
Практическому осуществлению широкого применения прогрессивных типовых технологических процессов, оснастки оборудования, средств механизации и автоматизации, содействует единая система технологической подготовки производства (ЕСТПП), обеспечивающая для всех организаций и предприятий системный подход оптимизации выбора методов и средств технологической подготовки производства.
Разработка новых синтетических сверхтвёрдых инструментальных материалов позволило расширить не только диапазон режимов резания, но и спектр обрабатываемых материалов. Повышение точности станков было достигнуто введением в их конструкцию узлов, реализующих новые принципы (например, использование бесконтактных измерительных систем).
Наряду с повышением точности станков происходит процесс дальнейшей их автоматизации на базе регулируемых электроприводов, средств электроавтоматики и вычислительной техники. В связи с применением числового программного управления при обработке на станке увеличилась степень концентрации на каждом отдельном станке, и для дальнейшего повышения их надёжности стали оснащать средствами диагностирования и оптимизации обработки, что весьма важно для станков в составе гибких производственных систем.
В настоящее время развитие станкостроительной отрасли идёт в направлении повышения производительности металлорежущих станков, их надёжности и точности на базе применения автоматизированных процессов, унифицированных станочных модулей, роботизированных технологических комплексов и вычислительной техники.
1. Основные положения
Металлорежущий станок является машиной, при помощи которой путем снятия стружки с заготовки (в соответствии с рабочим чертежом) получают с требуемой точностью детали заданной формы и размеров.
В настоящее время выпускают большое количество металлорежущих станков, различных по назначению, технологическим возможностям и размерам.
По классификации Экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) все станки, выпускаемые серийно, делятся на девять групп. Каждая группа, в свою очередь, включает несколько типов станков.
Модель станка обозначается тремя или четырьмя (иногда с добавлением букв) цифрами. Первая цифра указывает группу станка, вторая – тип, последние одна или две цифры указывают на один из характерных его размеров. Буква после первой цифры указывает на модернизацию станка, а буква после всех цифр – модификацию (видоизменение) базовой модели. Например, станок 2А135. Цифра 2 означает, что станок относится ко второй группе – сверлильный; А – модернизированный; цифра 1 указывает на принадлежность станка к первому типу – вертикально-сверлильный; последние две цифры означают максимальный диаметр сверления – 35 мм.
Модели специализированных и специальных станков обозначают одной или двумя буквами, к которым добавляют также цифры, указывающие порядковый номер модели станка. Например, шифром ЕЗ-9 обозначен специализированный станок для нарезания зубчатых реек.
2. Классификация металлорежущих станков
Станки классифицируются по множеству признаков.
По классу точности металлорежущие станки классифицируются на пять классов:
(Н) Нормальной точности
(П) Повышенной точности – изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки и регулировки.
(В) Высокой точности – достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулировки узлов и станка в целом.
(А) Особо высокой точности – при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В.
(С) Особо точные станки (мастер-станки) – предназначенные для изготовления деталей, определяющих точность станков классов А и В.
Классификация металлорежущих станков по массе:
лёгкие (< 1 т)
средние (1–10 т)
тяжёлые (>10 т)
уникальные (>100 т)
Классификация металлорежущих станков по степени автоматизации:
ручные
полуавтоматы
автоматы
станки с ЧПУ
гибкие производственные системы
По степени специализации существуют следующие станки.
1. Универсальные, выполняющие различные операции при обработке разнообразных деталей. Станки, используемые для особенно большого диапазона работ, называют широкоуниверсальными.
2. Специализированные, обрабатывающие детали, сходные по конфигурации, но имеющие различные размеры.
3. Широкого назначения, выполняющие ограниченный круг операций на деталях широкой номенклатуры.
4. Специальные, обрабатывающие детали только одного типоразмера.
3. Виды станков и защитных устройств
Токарные станки
На станках токарной группы обрабатывают детали типа валов, дисков и втулок. Осуществляется обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание канавок (тела вращения), отрезка, растачивание отверстий (цилиндрических, конических и фасонных), обтачивание конических и фасонных поверхностей, сверление, зенкерование, развертывание отверстий, нарезание наружной и внутренней резьбы резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы, накатывание рифленых поверхностей.
Главным движением, определяющим скорость резания, является вращение шпинделя, несущего заготовку. Движением, определяющим величины продольных и поперечных подач, является движение суппорта, в котором закрепляют резцы, а при обработке концевым инструментом движение подачи получает задняя бабка станка.
Токарные станки, делятся на универсальные и специализированные
Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий.
На специализированных станках выполняют более узкий круг операций, например обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб.
Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Защитное ограждение для токарного станка
На токарных станках, особенно при обработке деталей из хрупких материалов (чугуна, бронзы, алюминиевых сплавов), образующаяся стружка разламывается и куски металла отлетают на значительное расстояние. Во избежание ранения лица и глаз рабочего в зоне резания устанавливают защитные щитки из прочного прозрачного материала, например органического стекла (рис. 1). Во время обработки вязких металлов образуется длинная стружка, которую необходимо удалять из зоны, так как она может быть причиной тяжелых травм (например, ранения с повреждением сухожилий). Мерой защиты от таких ранений служит применение специальных резцов, обеспечивающих ломку или завивание длинной стружки. Вьющуюся стружку удаляют специальными крючками с защитным экраном у рукоятки. Если почему-либо ограждение в зоне резания не установлено, необходимо работать в защитных очках или маске. [2]
Рис. 1. Ограждение в зоне резания токарного станка щитком из органического стекла
Защитный козырек к токарному станку
При обработке деталей из чугуна, бронзы и других хрупких материалов наблюдается интенсивное отлетание стружки. Разлетающаяся стружка загрязняет рабочее место и может стать причиной несчастного случая.
Для безопасности труда рекомендуется пользоваться защитным козырьком (рис. 2). Стружка, ударяясь о защитный козырек 1, отлетает вниз. Козырек крепится вместе с резцом двумя болтами 2, предохраняя рабочего от повреждений глаз, рук и лица. Он не мешает в работе, легко может быть установлен или снят. Козырек имеет небольшой размер, его легко изготовить из металлических отходов. [1]
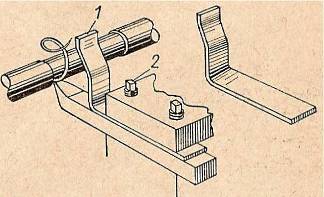
Рис. 2. Защитный козырек к токарному станку
Фрезерные станки
Вертикально фрезерные станки предназначены для выполнения с помощью фрез всех видов фрезерных работ. Фрезерные станки данного типа преимущественно используются для сверления, зенкерования и растачивания отверстий, обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей. Фрезерные станки вертикального типа позволяют работать с деталями из стали, чугуна, цветных металлов, их сплавов и других материалов.
При этом фреза фрезерного станка вместе со шпинделем фрезера совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное – называемое фрезерованием.
Управление фрезерных станков может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи – относительное перемещение заготовки и фрезы.
Оградителные устройства для фрезерных станков
1. Ограждение типа «Краб» (рис. 3.)
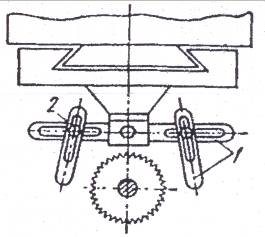
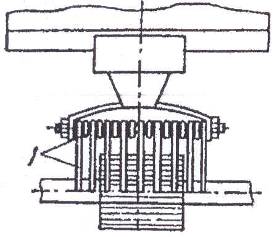
Рис. 3.
1 – Набор пластин. Можно сдвигать в зависимости от диаметра врезы.
2 – Шпилька.
2. Регулируемое ограждение. (рис. 4.)
Кожух (2 шт.) который можно сдвигать в зависимости от диаметра фрезы.
Винт.
Разрезная втулка.
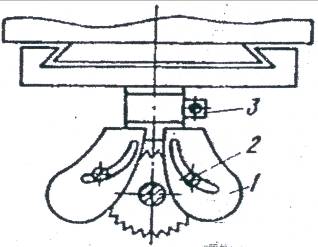
Рис. 4.
3. ограждение зоны резания вертикально-фрезерных станков. (рис. 5) Это устройство в виде четырех складывающихся створок 1 подвешено на трубе 4 посредством роликов 3. Створки выполнены из органического стекла, что позволяет наблюдать за процессом резания. С помощью такого оградительного устройства можно быстро открыть и закрыть зону резания, пользуясь рукояткой 5. Рассеиванию стружки вдоль стола препятствуют боковые неподвижные щиты 2.
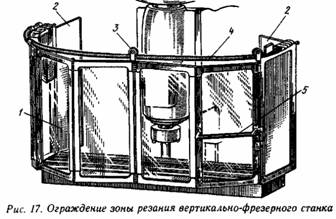
Рис. 5. Ограждение зоны резания вертикально-фрезерного станка
4. Ограждения и защитные устройства
Все вращающиеся части оборудования должны быть закрыты глухими кожухами, плотно прикрепленными к раме или другой части стенда. Кожухи на сменных зубчатых и других передачах нужно делать откидными с принудительным запором.
Выступающие части шпинделя, патрона и других открытых вращающихся частей станка и приспособлений следует закрывать гладкими кожухами. Правильно сконструированное и изготовленное ограждение обеспечивает надежную защиту не только работающего, но и окружающих, так как при поломке ограждаемого узла его части не разлетятся в сторону; ограждение защищает работающего и от брызг смазочно-охлаждающих и других жидкостей. Ограждение не должно дребезжать и вибрировать при работе основного оборудования.
Вращающиеся валики (особенно имеющие выступающие части или шпоночные канавки) могут захватить и навернуть на себя части одежды рабочего. Такие валики должны быть скрыты в станине или ограждены телескопическими трубками.
Серьезную опасность представляет собой вращающийся режущий инструмент, например резцы, при обработке подбарабанья молотильного аппарата. Поэтому нерабочая часть инструмента должна быть ограждена. Зону движения испытываемого узла, выходящую за габариты стенда (например, при обкатке задних мостов комбайна), ограждают барьерами или другими устройствами.
Зону движения стола или ползуна, выходящую за габариты станка (например, строгального), ограждают барьерами или другими устройствами. Вместо барьеров можно применять выдвижные линейки, окрашенные в желтый цвет, с приспособлением для регулировки их выдвижения.
Во время работы на токарных станках особое внимание следует уделять мерам защиты от стружки. При обработке металлов образуется три вида стружек: надлома, скалывания и сливная стружка.
Наибольшую опасность для станочника представляет сливная стружка. Отлетающая стружка образуется при обработке вязких металлов резцами, оснащенными стружкодробящими устройствами, а также при обработке чугуна, бронзы, латуни и легких сплавов.
При обработке корпуса насоса (алюминиевый сплав), штока (сталь 45, хромированная) или втулки насоса образуется стружка скалывания, отлетающая от резца в виде факела мелких частиц металла. При обычных скоростях резания (до 100 м/мин) достаточно эффективными средствами защиты от отлетающей стружки скалывания являются защитные очки или прозрачные экраны различной конструкции. Однако при работе на высоких скоростях резания такой защиты уже недостаточно.
При скоростном резании нагретая до 500–600° стружка, отражаясь от плоского экрана, отлетает вправо от резца на расстояние 4–5 м, что создает опасность травмирования окружающих людей.
В качестве технических мер защиты от мелкодробленой отлетающей стружки при скоростном резании применяют различные стружкоотводчики и специальные экраны.
При работе на фрезерных станках наибольшую опасность представляет сама фреза, которая при неумелом обращении может захватить одежду или руки работающего и нанести травмы. При скоростном фрезеровании весьма серьезную опасность представляет отлетающая с большой скоростью раскаленная стружка.
Чтобы рабочий не мог прикоснуться к вращающейся фрезе, ее режущие части ограждают удобными в эксплуатации защитными устройствами – цилиндрическими кожухами, кольцами или колпаками. Сборные фрезы снабжаются устройствами, предотвращающими вылет зубьев при вращении фрезы. Качество припайки твердосплавных пластинок к корпусу фрезы обязательно проверяется перед ее установкой. Делается это внешним осмотром, остукиванием пробной работой на станке.
Исключительно важным условием безопасной работы на фрезерных станках является правильное и прочное крепление фрезы. Неправильно установленная и непрочно закрепленная фреза нередко является причиной несчастного случая. Оправка для крепления фрезы должна быть жесткой, сопряженные поверхности гнезда в шпинделе и конусного хвостовика фрезы – без забоин и повреждений, нарушающих плотность соединения. Ни в коем случае не допускается биение фрезы, которое является главной причиной ее поломки и травмирования людей, находящихся вблизи станка. Биение фрезы связано с затуплением или неправильной ее заточкой, прогибом оправки, не соответствующей размерам фрезы, неправильно принятым режимом работы станка, осевым смещением оправки, слабым закреплением фрезы в шпинделе.
При фрезеровании образуется отлетающая стружка, имеющая вид завитков неодинаковых размеров. При скоростном фрезеровании раскаленная до 500–600° стружка отлетает на расстояние до 6 м от станка, поэтому меры защиты от стружки должны обеспечивать как безопасность рабочего, обслуживающего станок, так и станочников, обслуживающих соседние станки.
Для защиты от отлетающей стружки при фрезеровании применяют различные стружконаправляющие устройства, защитные прозрачные ограждения, решетки и ширмы.
Нередко причиной травматизма является также стружка в виде длинных спиралей. Чтобы при работе на сверлильных станках не образовывалась длинная вьющаяся стружка, рекомендуется прерывистая подача сверла или установка рядом со сверлом неподвижных упоров, ударяясь о которые стружка будет ломаться. Целесообразно устанавливать на сверлильных станках сборники стружки, изготовленные из толстой жести с лотком, под которым надо ставить ящики.
При сверлении, зенкеровании и развертывании отверстий на сверлильных станках особую опасность для станочника представляют режущий инструмент, приспособления для его закрепления, шпиндель и обрабатываемая деталь.
Закрепление в стендах и станках ремонтируемых и обрабатываемых узлов. Плохо закрепленное изделие под действием центробежных сил, усилия резания, а также в результате сгорания центра задней бабки может вырваться из закрепляющих его устройств. Надежность крепления изделия, установленного в центрах станков, во многом зависит от их состояния и соответствия размерам установочных отверстий в изделии. При износе поверхностей конусов вероятность вырывания резко возрастает. Поэтому при изготовлении установочных отверстий в деталях оси их должны быть на одной прямой, а сами отверстия расположены так, чтобы изделие опиралось на центр стенками конусной части отверстия по возможно большему периметру.
Детали из станка могут быть также вырваны из-за ненадежного крепления задней бабки на станине. При обработке на токарных станках длинных и топких деталей (валы, оси и т.д.) следует применять люнеты, что не только улучшает качество работы, но и предохраняет изделия от вырывания из центров.
При работе на сверлильных станках обрабатываемые изделия необходимо надежно закреплять в тисках или в патронах, и ни в коем случае не пытаться удерживать изделия руками. Крепежные приспособления должны быть правильно установлены и прочно закреплены на станке с таким расчетом, чтобы исключалась возможность самоотвинчивания или срыва их в процессе обработки и при реверсировании станка.
Устанавливать и закреплять обрабатываемую деталь на приспособление станка необходимо только после полной остановки станка. При этом особое внимание надо обращать на расположение детали относительно суппорта и резцов. Перед пуском станка следует проверить, не осталось ли на станке или его столе какого-либо инструмента или других предметов. Крепежные приспособления, а также открытые вращающиеся части станка не должны иметь на своих поверхностях выступов или углублений. [3]
Заключение.
При контактной работе станочника со станком и при наличии опасных зон, во всех случаях нарушения координации движений станочника, в связи с временным расстройством нервной системы, вероятность несчастного случая близка к единице. Опасность травмирования может быть сведена до минимума, если техника (станки, автоматические линии и др.) не будет иметь опасных зон (травмирующих факторов) в оперативной зоне обслуживающего персонала, у которого к тому же не будет оснований к нарушению координации движений. Задача конструкторов, заводов-изготовителей станков, состоит прежде всего в том, чтобы предвидеть опасность и в каждом конкретном случае в зависимости от характера травмирующего фактора и степени его травматологической опасности выбрать при проектировании станков, а затем и при организации на них работы наиболее эффективное, надежное средство защиты. Если готового решения нет, то его необходимо создавать в процессе проектирования станка или комплекса (агрегатные станки, станки с программным управлением, автоматические линии и т.д.).
Список используемых источников
станок металлорежущий защитный
Б.А. Поволоцкий, М.А. Цыганов – «Безопасность труда при холодной обработке металлов.»
http://delta-grup.ru/bibliot/98/65.htm – ООО Дельта Технология: механическая обработка металла, металлообработка, инструментальное производство.
http://www.tehnoarticles.ru/bezopasnost/1.html – Информационный технический портал.