Екструзія видувної плівки
Міністерство освіти і науки України
Національний технічний університет України «Київський політехнічний інститут»
Звіт
виробничої практики
На тему: «Екструзія видувної плівки»
Підготувала:
Студентка ІХФ гр. ЛП-71
Кричковська Л.А.
Прийняв:
Шредер В.Л.
Затвердив:
Гончаренко Г.В.
КИЇВ 2010
Зміст
1.Історія заводу
2.Маркетинг Укрпластика
3.Асортимент продукції
4.Плівкотвірні полімерні матеріали
-Поліолефіни
- Вінілові полімери
5. Виробництво плівок екструзією
-Екструзія рукавної плівки
-Основи виробництва видувної плівки
-Перелік попереджувальних заходів
-Полімер, аддитиви і рециклінг
-Приводи екструдера
-Нагрівачі і система контролю екструдера
-Охолодження екструдера
6. Екструзійні голівки і система подачі повітря
7. Що таке задовільний обсяг виробництва
-Підтримка обсягу виробництва
-Дефекти рулону і плівки
-Як розв'язати проблему з блокуванням
-Тенденція до утворення тріщин
8. Складання рукава
9. Система контролю товщини плівок
10. Екологічні і гігієнічні аспекти виробництв заводу
11. Екологічні і гігіенічні характеристики ОПП плівок
12.Техніка безпеки
1. Історія заводу
УКРПЛАСТИК є традиційним постачальником гнучких пакувальних матеріалів для підприємств усіх галузей харчової промисловості, а також тютюнової, косметичної і фармацевтичної промисловостей.
Заснований у 1932 році як підприємство лісотехнічного і тарного профілю УКРПЛАСТИК проходячи складні шляхи реконструкції і відновлення технологій, займав лідируючі позиції в області виробництва гнучких пакувальних матеріалів. Після реконструкції 1972-1973 років УКРПЛАСТИК освоїв масове виробництво поліетиленових плівок, обсяг випуску яких складав 25 тис. тонн у рік. У рамках виконання комплексної програми створення виробництва сучасних пакувальних матеріалів на протязі 1994-2002 років УКРПЛАСТИК упровадив сучасне високопродуктивне устаткування ведучих машинобудівних фірм Англії, Німеччини, Франції й Італії, що дозволяє випускати різноманітний асортимент пакувальних матеріалів:
• 1994 рік - освоєне унікальне виробництво багатошарових двовісноорієнтованих поліпропіленових плівок для харчової і тютюнової промоисловостей;
• 1997 рік - введено у дію устаткування для флексографічного друку і виробництва багатошарових комбінованих матеріалів;
• 1999 рік - введені в лад додаткові потужності по виробництву багатошарових комбінованих матеріалів;
• 2000 рік - введені в лад додаткові потужності по флексографічному друку;
• 2001 рік - освоєно унікальне виробництво п’ятишарових соекструзійних полімерних плівок;
• 2001 рік - введена у лад ділянка по виробництву термозварних липких етикеток;
• 2002 рік – введена у лад ділянка по виробництву пакетів типу "Дой-Пак"
• 2002 рік - вводиться в лад лінія по виготовленню друкованих циліндрів ротогравюрного друку;
• 2002 рік - вводиться в лад лінія ротогравюрноого друку.
УКРПЛАСТИК сьогодні - ведучий виробник гнучких пакувальних матеріалів, лідерство якого забезпечується:
• замкнутим циклом виробництва пакувальних матеріалів - від гранул до пакувальних матеріалів у рулонах і готових пакетах;
• застосуванням високоякісної сировини ведучих світових виробників одержання продукції високої якості;
• створенням і макетуванням майбутнього упакування в нашій дизайні-студії;
• постійним відновленням асортименту продукції, що випускається;
• контролем якості на всіх етапах виробництва;
• орієнтуванням нашої політики якості на задоволення чекань клієнта;
• співробітництвом, заснованим на принципах партнерських відносин.
2. Маркетинг Укрпластика
Сьогодні Укрпластик один з деяких комплексних (від виготовлення плівки до її декорування і печатки) виробників вітчизняних гнучких пакувальних матеріалів, що у цих нелегких умовах намагається конкурувати на внутрішньому ринку з такими транснаціональними компаніями, як "ExxonMobil'', "HoechstTrespaphan", "TetraPack", "Mitsui", "AlliedSignal" і ін. Така конкуренція була б узагалі неможливої без ідеології маркетингу Укрпластика, ціль якої максимальне задоволення індивідуальних запитів кожного покупця.
Реалізація цієї ідеології досягається за допомогою:
• прагнення оперативно виконати будь-які запити споживачів;
• комплексного вивчення ситуації на ринку, формуванням ринкової стратегії і вибором напрямку розвитку;
• постійного відновлення асортименту продукції, що випускається;
• підтримки високої якості пакувальних матеріалів, що випускаються;
• заходів щодо зниження можливого ризику і втрат;
• надання технічної і технологічної допомоги, своєчасними і стабільними постачаннями, сервісним обслуговуванням, підтримкою ресурсами.
Прагнення оперативно виконати будь-які запити споживачів — це мета і базис для розвитку Укрпластика. Менеджери, що безпосередньо працюють з потенційними споживачами продукції підприємства, вивчають запити покупців, властивості продукції, що упаковується, вимоги до упакування, умови пакувального процесу, параметри пакувального устаткування, пропонують споживачам різні типи плівок, що випускаються, і варіанти поліграфічного оформлення. Старші менеджери, закріплені за визначеною асортиментною групою, координують збут, виробництво, ініціюють спрямованість маркетингових досліджень і реклами, аналізують ринкову ситуацію, готують пропозиції по розвитку своєї асортиментної групи, генерують пропозиції й ідеї, на основі яких розробляється нова продукція. Після чого. робиться попередній добір найбільш перспективних пропозицій, а також готуються проекти і плани заходів щодо розвитку.
Комплексне вивчення ситуації па ринку, формування ринкової стратегії — визначають найбільш ефективний напрямок розвитку Укрпластика.
Інформація про стан ринку активно збирається всіма доступними методами, безупинно накопичується і постійно переперевіряється.
Основні відомості (приблизно 30-40%) надходять від споживачів продукції і потенційних клієнтів. Особлива увага приділяється запитам великих споживачів і експортерів продукції Укрпластика. Ці ведучі споживачі (Кока-Кола, Крафт-Фудз, СК "Джонсон", Нестле, Марс і ін.), як правило, задають тон і раніш інших використовують в Україні передові технології й устаткування для пакування.
Іншим джерелом інформації, є вивчення аналогічної продукції і діяльності інших виробників. До активного пошуку, перебуванню і нагромадженню нової інформації залучаються як різні служби підприємства, так і фахівці сторонніх організацій, дистриб’ютори і потенційні покупці.
Підприємство з залученням спеціалізованих науково-дослідних організацій підбирає вихідні матеріали і сировину, що контактують з різною продукцією (у першу чергу з харчовою). Систематично здійснюються токсикологічні і санітарно-гігієнічні дослідження вихідної сировини і матеріалів, виготовлених пакувальних виробів, установлення термінів придатності харчової продукції, упакованої в розроблені матеріали і т.д. Багато в чому завдяки таким підходам підприємством у числі перших в Україні освоєний ряд новітніх технологій, використовуваних у виробництві плівок, ламінатів і гнучких пакувальних матеріалів.
Розробка й освоєння виробництва нової продукції — один із пріоритетних напрямків діяльності Укрпластика.
Керування процесом розробки нової продукції в Укрпластике звичайно передбачає контроль виконання окремих стадій: бізнес-аналіз; розробку прототипу товару; пробний маркетинг і іспити в ринкових умовах; різноманітний пошук необхідної сировини і напівфабрикатів, устаткування, лабораторних приладів; дослідно-технологічні, проектні і дослідницькі роботи; навчання персоналу; монтажні і пуско-наладочні роботи; випуск досвідчених і дослідно-промислових партій нової продукції; освоєння промислового виробництва; проведення рекламних заходів; організації збуту.
Системний підхід, прийнятий в Укрпластике, дозволив розробити за останні два роки різні категорії нової продукції:
• модифіковані матеріали, що раніше випускаються, для нових споживачів (соекструзійні багатошарові плівки для майонезу, солі, молочних і інших харчових продуктів, синтетичних миючих засобів, предметів особистої гігієни, плівки на основі поліолефінів для ламінації й ін.);
• нові пакувальні матеріали для поглиблення і розширення сегмента ринку, де підприємство раніше вже активно було присутнє (ламінаті для сиру, сирків, вершкової олії, сухого молока й ін.);
• пакувальні матеріали нової асортиментної групи, упроваджені з метою освоєння нових сегментів ринку (комбіновані матеріали і ламінати для кондитерських виробів, м'яса, риби, птиці, кетчупа, соусу, дитячого харчування, кави, какао, чаю, харчових концентратів, товарів побутової хімії і т.п.);
• плівкові матеріали раніше невідомі вітчизняному споживачу для створення принципово нових сегментів ринку.
До останнього можна віднесли розроблені Укрпластиком у 1999 р. і освоєні вперше серед країн Східної Європи полімерні плівки з "твіст-ефектом", під торговою маркою "ТВІСПАН™". Підтримка високої якості пакувальних матеріалів. Якість забезпечується цілеспрямованим впровадженням в Укрпластику системи керування якістю, згідно ISO 9001-95. Особлива увага при цьому звертається на наступне:
• кваліфікована робота внутрішніх аудиторів системи якості, компетентність яких підтверджена посвідченнями;
• відповідність готової продукції всім нормам і показникам стандартів, оперативний зворотний зв'язок між підприємством і споживачами;
• бездоганна технічна і технологічна документація;
• висока якість вихідної сировини і напівфабрикатів, підтверджувана вхідним контролем;
• надійність і відтворюваність всіх елементів технологічного процесу. дотримання норм. передбачених у регламенті виробництва й інших технологічних документів;
• використання новітніх методів аналізу і контролю, автоматизованих і компьютеризованных контрольно-вимірювальних приладів;
• постійне тестування установних серій нової продукції в потенційних споживачів;
• добровільна атестація і незалежна експертиза якості продукції, що випускається.
Заходи щодо зниження можливого ризику і втрат — дозволяють позбавити споживачів продукції від матеріальних і фінансових втрат, особливо у випадку застосування нових матеріалів.
Вони передбачають установлення, за бажанням споживача, особливих вимог на матеріали, що поставляються, перевищуючі показники діючих стандартів. Для тестування на устаткуванні споживача (у т.ч. за участю фахівців Укрпластика) надаються різні зразки пакувальних матеріалів, що дозволяють визначити найбільше оптимальний варіант по співвідношенню: ефективність / витрати. Замовнику на пільгових умовах можуть передаватися установні партії плівок для розширених промислових іспитів і випуску досвідчених і дослідно-промислових партій упакованої продукції. Усілякі знижки надаються на етапі освоєння промислового виробництва й у процесі освоєння нових видів пакувальних матеріалів. Нарешті, споживачам гарантуються своєчасні і стабільні постачання пакувальних матеріалів, для чого на підприємстві маються страхові запаси сировини і додаткові виробничі потужності, здійснюється підтримка споживача ресурсами.
Надання технічної і технологічної допомоги включає цілий комплекс заходів, починаючи з надання замовнику транспортних послуг. Споживачу надається інформація і нормативна документація, що полегшує використання пакувальних матеріалів: норми витрати, інструкції з застосування, дані по термінах придатності упакованих продуктів, режимам переробки і т.п. Проводяться консультації з виїздом на місце фахівців Укрпластика, виявляється допомога в правильному виборі і налагодженні устаткування, даються рекомендації з модернізації окремих вузлів пакувальних машин. Усе це створює режим найбільшого сприяння, дозволяє забезпечити тривале взаємовигідне співробітництво між Укрпластиком і його партнерами.
3.Асортимент продукції
Сучасні технології, освоєні на підприємстві останнім часом, дозволяють виготовляти соекструзійні матеріали, ламінати на основі фольги, паперу, полімерів, плівки з твістом-ефектом, біаксіально орієнтовані плівки, липкі пакувальні засоби, вакуумні пакети і пакети типу «Дой-Пак», виконувати металізацію, міжшаровий друк, 8-и колірний флексографічний друк, розробляти дизайн паковання, проводити еталонно-цифровий контроль якості друку, комплекси для виготовлення форм ротогравюрного і флексографічного друку. Ще більш нові технології планується освоїти в найближчі 2-3 роки.
Найбільш високий рейтинг зараз мають полімерні плівки, комбіновані матеріали типу полімер-папір і ламінати. Ці матеріали зараз витісняють крейдований папір, пергамент, підпергамент, підгортку з фольги, парафінованого паперу і т.п.
ВАТ «Укрпластик» здійснює виробництво сучасних матеріалів, що по своїх характеристиках не уступають, а по ряду показників і перевершують такі імпортні обгортальні матеріали як «Хайкор», «Твіст-лайн», «Поліфан» і ін.
Кожен вид автомата для загортання оптимально експлуатується на своєму типі плівки, усупереч сформованій зараз моді на той чи інший імпортний матеріал. Для загортання цукерок, карамелі, іриса в «перекрутку» заводом розроблений і випускається комбінований матеріал на основі поліпропіленової (ПП) плівки і парафінованого папера. Міжшаровий друк виключає відшарування фарби і втрату зовнішнього вигляду етикетки. Шар із ПП плівки забезпечує волого непроникність матеріалу, а металізація поліпшує зовнішній вигляд і захищає продукт від проникнення сонячних променів. Парафінований папір виключає прожирювання етикетки і дає можливість загортати також гарячі вироби, як це відбувається при виробництві іриса. Прекрасна властивість зберігати «твіст-ефект» дозволяє знизити втрати етикеточної продукції у виробництві з нормативних 2,5% до 0,5. Також виготовляється ПП-плівка, каширована алюмінієвою фольгою. Використання цього матеріалу можливо практично на будь-яких пакувальних машинах.
Підприємством виробляється фольга алюмінієва комбінована з парафінованим папером. Цей матеріал має ряд переваг перед традиційно використовуваними. Так при загортці цукерок на машинах типу EL-5 і EF різко зменшуються утрати загорткових матеріалів, поліпшується якість загортки, виключається прожирювання етикетки при загортці цукерок глазурованих шоколадом і жировою глазур'ю. Застосування даного матеріалу при загортці карамелі на машинах типу EL-2, EA-2 дозволило збільшити продуктивність машини, усунуло прилипання карамелі до етикетки, що іноді зустрічається при використанні звичайної паперової етикетки з підгорткою.
ВАТ «Укрпластик» також виготовляє плівки з «твістом-ефектом», що можуть з успіхом замінити не тільки плівки «Хайкор», «Поліфан», «Твіст-лайн», але і ПВХ-плівки.
.Зараз Укрпластик випускає полімерні плівки і гнучкі пакувальні матеріали для паковання молочних, м'ясних, рибних продуктів, кондитерських і хлібобулочних виробів, а також продукції тютюнової, хімічної і фармацевтичної промисловості. Основні ринки збуту не тільки Україна, але і Росія, країни Балтії, Білорусія, Казахстан і ін. Серед постійних покупців підприємства більш 300 вітчизняних і 40 закордонних підприємств, у тому числі українські підрозділи Coca-Cola, Kraft Foods, Johnson & Johnson, Nestle і ін.
Більшість своєї продукції Укрпластик робить під власними захищеними торговими марками:
BIPAN ® - двовісноорієнтовані поліпропіленові плівки
TWISPAN ® - полімерні плівки з "твіст ефектом"
VIPAN ® - багатошарові соекструзійні полімерні плівки
SOLAN ® - багатошарові комбіновані матеріали що не мають у структурі алюмінієвої фольги
ALPAN® - багатошарові комбіновані матеріали, у структурі яких використовується алюмінієва фольга
Крім цього, на підприємстві випускаються:
Пакувальні ПЕ-плівки
Липкі етикетки для маркірування продукції
Кришки-платинки і рулонні матеріали для закупорювання полімерних стаканчиків і баночок
Плоскі вакуумні пакети і стоячі пакети типу "Дой-Пак"
Сімейство плівок, що випускаються під торговою маркою BIPAN ®, містить у собі прозорі, білі-перламутрові, металізовані, етикетувальні, тютюнові й інші плівки. Етикетки з цих плівок використовуються найбільшими українськими виробниками пива і мінеральної води: («Оболонь», «Кока-кола», «Сармата» і іншими). Плівки BIPAN ® застосовуються також багатьма виробниками морозива, тютюнових, макаронних і кондитерських виробів, харчових концентратів, чаю, кави, спецій, горішків, чіпсів, снеків, сигарет, вати, бинтів і інших товарів.
У плівкових і комбінованих матеріалах Укрпластика VIPAN ®, SOLAN ®, ALPAN ®, молокопереробна галузь України сьогодні пакує більш 40% молока і понад 30 % всіх інших молочних продуктів: кефіру, ряжанки, вершків, кисляку, сметани, вершкового масла, сиру, сирків.
Кондитерським підприємствам знайомі ламінати SOLAN ® і плівки з твіст-ефектом TWISPAN ®. В ці плівки пакуються печиво, вафлі, крекер, карамель, цукерки й інші вироби.
Той рік на Укрпластику освоєне виробництво п'ятишарової бар'єрної плівки VIPAN ®. Її використання значно збільшує терміни збереження м'яса, сиру, риби та інших продуктів які швидко псуються. Введені потужності можуть цілком задовольнити потреби не лише українських, але і закордонних виробників харчових продуктів.
На початку нинішнього року Укрпластик приступив до виробництва плоских вакуумних пакетів і стоячих пакетів типу «Дой-Пак», у т.ч. із зіп-застібкою для м'ясних і рибних виробів, майонезу, кетчупу, сиру й інших продуктів.
На підприємстві освоюється виробництво плівок і ламінатів з використанням безстикової печатки і липких («холодно зварних») клеїв.
Бурхливий розвиток пакування породжує проблему її утилізації. Тому, прагнучи розширювати асортимент і випускати якісну продукцію, на Укрпластику не забувають і про екологічні аспекти. При виборі компонентів і розробці рецептур пакувальних матеріалів робиться все, щоб упаковка з них не створювала проблем при утилізації використаного упакування. Давно відмовилися на підприємстві від застосування у виробництві плівок полівінілхлориду (ПВХ) і полівінілденхлорида (ПВДХ), тому що при їхній утилізації в навколишнє середовище виділяються небезпечні хімічні продукти і серед них надзвичайно канцерогенна речовина - діоксин.
Матеріали ВАТ «Укрпластик» відповідають усім сучасним санітарно-гігієнічним нормам, виготовляються з високоякісної сировини, мають вітчизняні і закордонні сертифікати відповідності. При нанесенні зображення на пакувальну плівку, широко застосовується міжшаровий тип друку, при якому фарба знаходиться усередині між шарами плівки, не стикається з продуктами, а залишковий запах фарби цілком відсутній. Залишковий запах також відсутній у матеріалів, видрукуваних на Укрпластику Уф-фарбами і фарбами на водяній основі.
4. Плівкотвірні полімерні матеріали
Поліолефіни
Поліолефини нині є одними з найбільш поширених великотоннажних полімерів, що випускаються в нашій країні, і є дуже значним класом термопластів універсального призначення. Але найбільш важливі вони для отримання плівок, особливо поліетилен низької і високої щільності і поліпропілен. Роботи в області хімії і технології поліолефінов ведуться по двох напрямах. Перший - розробка високопродуктивних великотоннажних процесів полімеризації етилену і пропілену з використанням високоефективних каталізаторів. Другий - модифікування по-лиэтилена і поліпропілену за рахунок введення мінеральних і полімерних наповнювачів, металли-зацией і так далі і створення нових полиолефинов і сополімерів на основі етилену і інших олефинов, що мають гнучкість, морозостійкість, стійкістю до розтріскування під навантаженням і так далі
Полімери етилену - із зміненими експлуатаційними властивостями і отримані за досконалішою технологією - в осяжному майбутньому залишаться найбільш важливим плівкотвірним полімерним матеріалом. Цьому сприяє доступність і дешевизна мономерів, а також досягнутий високий технічний і технологічний рівень установок полімеризацій, на яких з прийнятними витратами постійно впроваджуються в масове виробництво вдосконалені марки.
У цьому розділі розглянуті наступні поліолефіни: поліетилен низького і високого тиску, поліпропілен і сополімери, а також сополімери етилену з вінілацетатом. Поліетилени низького і високого тиску розглянуті окремо, хоча нині існує широкий спектр полімерних матеріалів, отриманих сополімеризацією етилену з невеликою кількістю інших олефинов, таких як бутен-1 або змішенням поліетиленів високого і низького тиску (поліетилен середньої щільності).
Поліетилен отримують в реакторах автоклавного або трубчастого типу. Полімеризація етилену в більшості промислових процесів йде при тиску від 100 до 300 МПа і температурі від 100 до 300 ° C . При температурі вище 300 ° C починається деструкція полімеру. В процесі виробництва етилен ретельно очищають і пропускають над каталізатором з відновленої міді для видалення слідів кисню. Після чого в нього вводять певну кількість кисню, необхідне в якості ініціатора. Потім гази стискують в багатостадійних компресорах і за допомогою спеціального компресора закачують в реакційний апарат автоклавного або трубчастого типу, де і відбувається процес полімеризації, що супроводжується виділенням значної кількості теплоти. В процесі полімеризації забезпечується ретельний контроль концентрації каталізатора, температури і тиску. Етилен, що не прореагував, відділяють від розплаву полімеру і повертають в реактор. Далі полімер екструдують у вигляді безперервних джгутів, охолоджують і нарізують на гранули. Плівкові марки зазвичай піддають додатковій гомогенізації в змішувачі.
У поліетилені з високою молекулярною масою набрякання менше. Деякі полярні органічні речовини можуть викликати поверхневе розтріскування поліетилену низького тиску (ПЕНТ). Це явище може бути викликане хімічними речовинами, які зазвичай не розчиняють поліетилен. Проте за наявності напруги ті ж самі речовини викликають поверхневі тріщини або навіть повне руйнування матеріалу. Типовими реагентами, що викликають розтріскування, являються миючі засоби, деякі ефірні, рослинні олії, бензальдегид і нітробензол. Розтріскування може бути зменшене за рахунок використання високомолекулярних марок поліетилену. Застосування відповідних добавок дозволяє отримувати на основі поліетилену низької щільності плівки з високим ковзанням і низькою слипаемостью. Плівка не має запаху і смаку, що дозволяє використовувати її як пакувальний матеріал для харчових продуктів.
Лінійний поліетилен низької густини (ЛПЕНГ) використовують і для отримання плівки, що розтягується (стрейч). Проте плівки, що розтягуються, з ЛПЕНГ мають меншу в порівнянні з плівками ПВХ клейкість. Одним з шляхів вирішення цієї проблеми є введення в полімер добавок, що збільшують клейкість. Інший шлях - надання поверхні плівки шорсткості механічним шляхом. ЛПЕНГ застосовують також при виготовленні багатошарових плівок в якості одного з шарів, що дозволяє понизити їх загальну товщину.
Поліетилен низького тиску.(ПЕНТ)
На початку 50-х років професор Циглер, вивчаючи металоорганічні сполуки, відкрив каталізатори, які дозволяли проводити полімеризацію етилену при тиску близькому до атмосферного. Приблизно в той же час в США фірмами Phillips Petroleum і Standard Oil були розроблені інші два методи низького тиску. Ці відкриття були важливі не лише через застосування іншого методу, але і тому, що отримувані продукти за своїми властивостями істотно відрізнялися від звичайного поліетилену.
Поліетилен низького тиску (високої щільності) отримують полімеризацією етилену при тиску, близькому до атмосферного, на комплексних металоорганічних каталізаторах методом, що суспензує або газофазним.
У першому використовують частково відновлений оксид хрому, нанесений на алюмосилікат або оксид нікелю на активованому вугіллі в якості каталізаторів. Каталітична система суспензована в рідкому вуглеводні, через який пропускають газоподібний етилен. Тиск близько 3,5-4 атмосфер, температура 50-75 ° C. Полімер, що утворився, випадає у вигляді зернистого порошку. Отриману суспензію перемішують до тих пір, поки її в'язкість не стане настільки висока, що перешкоджатиме ефективному диспергуванню. Потім суміш проходить стадії виділення полімеру і регенерації розчинника. В цілому процес складається із стадії дезактивації каталізатора, його розкладання і видалення, регенерації розчинника, сушки, екструзії і грануляції полімеру.
Поліетилен, що отримується суспензійним методом, випускають без добавок (базові марки) і у вигляді композицій на їх основі із стабілізаторами, барвниками і іншими добавками. Поліетилен, що отримується газофазним методом, випускають у вигляді композицій із стабілізаторами. Базові марки роблять вищого, першого і другого сорту. ГОСТ 16338-85 встановлює наступні марки поліетилену високої щільності
Властивості плівок з поліетилену низького тиску. Плівки на основі поліетилену низького тиску жорсткіші, міцніші, менш воскоподібні на дотик в порівнянні з плівками з поліетилену високого тиску. Вони можуть бути отримані методом екструзії рукава з роздуванням або екструзією плоского рукава. Проте при рукавній екструзії отримана плівка мутніша і напівпрозора.
Температура розм'якшення у ПЕНТ вище чим у ПЕВТ (121 ° C), тому він витримує стерилізацію парою. Морозостійкість приблизно така ж, як і у ПЭВД.
Міцність при розтягуванні і стискуванні вища, ніж у ПЭВД, а опір удару і раздиру нижчий. Із-за лінійної структури макромолекули ПЭНД орієнтуються у напрямі течії, тому опір раздиру в подовжньому напрямі плівок значно нижчий, ніж в поперечному напрямі.
Проникність ПЕНТ нижча, ніж у ПЕВТ, приблизно в 5-6 разів, і він є прекрасною перешкодою волозі.
По хімічній стійкості ПЕНТ також перевершує ПЕВТ, особливо по стійкості до масел і жирів.
Із збільшенням щільності розчинність в органічних розчинниках зменшується, як і проникність по відношенню до розчинників.
ПЕНТ схильний до розтріскування під дією середовища, як і ПЕВТ, але цей ефект може бути зменшений з використанням високомолекулярних марок, у яких цей недолік відсутній.
Поліпропілен.
Починаючи з середини 60-х років, інтерес до поліпропілену стійко росте у всьому світі. Він обумовлений, з одного боку, сприятливим поєднанням фізичних, хімічних, термічних і електричних властивостей і хорошою перерабатываемостью полімеру, а з іншого боку - доступною і стабільною сировинною базою, дешевшою, ніж етилен або стирол. Усе це забезпечує поліпропілену міцне і конкурентоздатне положення на світовому ринку взагалі і на російському зокрема. Нині до 70% поліпропілену у всьому світі переробляється в литні, термоформовочные вироби і волокно. Решта кількості доводиться на экструдированые вироби і плівку.
Поліпропіленові орієнтовані і співекструдовані плівки успішно витісняють целофан, неорієнтовані конкурують з ПЕВТ і полівінілхлоридом (ПВХ). Плівки, отримані плоскощелевой екструзією і неорієнтовані раздувные широко застосовуються в різних областях упаковки. Це обумовлено головним чином прекрасною прозорістю в порівнянні з плівками з ПЕВТ у поєднанні з чудовою зварюваністю на пакувальних машинах.
Поліпропілен і його сополімери (ГОСТ 26996 - 86) отримують сополімеризацією пропілену і етилену у присутності металлорганических каталізаторів. Поліпропілен відрізняється вищою температурою плавлення, ніж поліетилен, хімічною стійкістю, водостійкістю. Проте поліпропілен чутливий до дії кисню і сильних окисників. Поліпропілен випускається у вигляді композиції із стабілізаторами, барвниками і іншими добавками.
Позначення поліпропілену і композицій на його основі складається з назви матеріалу "поліпропілен" або "сополімер" і п'яти цифр. Перша цифра 2 або 0 вказує на те, що процес полімеризації протікає на комплексних металоорганічних каталізаторах при низькому або середньому тиску відповідно. Друга цифра вказує вид матеріалу : 1 - поліпропілен, 2 - сополімер пропілену. Три наступні цифри означають десятиразове значення показника плинності розплаву. Далі через тире вказують номер рецептури стабілізації. Далі сорт полімеру і позначення стандарту ГОСТ 26996 - 86.
Плівки з поліпропілену. Поліпропіленова плівка може бути отримана екструзією з роздуванням або екструзією через плоску щілину з поливом на барабан або охолодженням у водяній ванні.
Поливна плівка. Поліпропіленова плівка, отримана цим методом, має хорошу прозорість і блиск, але із зростанням товщини швидкість охолодження полотна зменшується. Це призводить до зростання сферолітів і помутнінню плівки.
Руйнівна напруга при розтягуванні полипропиленовых плівок, отриманих методом плоскощільової екструзії, в два рази вище, ніж у плівок з ПЕВТ, а опір розриву в два рази нижче. Відносне подовження при розриві цих плівок високе, тому вони можуть бути піддані холодному витягу. Одним з недоліків цих плівок є низький опір удару при температурах нижче 0 ° C . Проникність плівок, отриманих плоскощелевой екструзією, вище, ніж у плівок ПЕНТ, але значно нижче, ніж у плівок з ПЕВТ. Хімічна стійкість поліпропілену висока, особливо по відношенню до масел і жирів, і перевершує стійкість поліетилену. Також поліпропілен не піддається розтріскуванню під дією зовнішнього середовища.
Двухосноорієнтовні плівки. Подібні плівки отримують методом плоскощільової екструзії з наступним витягом одночасно в подовжньому і поперечному напрямі. Можливість орієнтування плівки одночасно в двох напрямах дозволяє створювати матеріали з широким спектром властивостей. Плівки з однаковою орієнтацією в двох напрямах мають приблизно рівну поперечну і подовжню міцність, яка перевищує міцність поливних полипропиленовых плівок в чотири рази. Опір початковому раздиру у подібних плівок великий, а самому раздиру дуже низьке. При розриві відносне подовження двухосорієнтовних дуже мале, оскільки при орієнтуванні досягається практично повний витяг матеріалу плівки.
Рукавна плівка з поліпропілену. Раздувні поліпропіленові плівки, що мають високу прозорість, були розроблені в якості альтернативи плівкам з целофану для різного роду упаковки. Їх міцність не така висока в порівнянні з двухосноориетированными полипропиленовыми плівками. Проте для деяких упаковок це є перевагою, оскільки полегшується їх розкриття. Паропроникність таких плівок вище, що важливо, наприклад, для упаковки хліба і зелені.
Плівки на основі севилена можуть бути отримані екструзією з роздуванням або екструзією через плоскощільову голівку. Плівки, отримані плоскощільовою екструзією, мають велику прозорість, але меншу міцність в порівнянні з раздувними.
З севилена виготовляються "стрейч" плівки, що розтягуються, плівки для теплиць, гнучких завіс для проходів і так далі.
Властивості севиленовых плівок міняються залежно від відсоткового вмісту вінілацетата в полімері. В порівнянні з плівками з поліетилену високого тиску сэвилен має нижчу температуру зварювання. Більший опір проколу. Велику еластичність і вищу стійкість до розтріскування під дією довкілля. Підвищені газо- і паропроникність, велику стійкість до вигину, кращі властивості при низькій температурі, велику клейкість. Можуть зварюватися струмами високої частоти. Фізіологічно нешкідливі.
Вінілові полімери
Сімейство вінілових полімерів отримують полімеризацією деяких заміщених этиленов. Заміщеним є тільки один з атомів водню на інший атом або групу атомів, таких як ацетатна група у разі винилацетата. Ацетатна група служить, свого роду внутрішнім пластифікатором. Заміщення призводить в цілому до підвищення фізико-механичних властивостей полімерів.
Полівінілхлорид.
Полівінілхлорид (ПВХ) є продуктом полімеризації вінілхлорида. У промисловості полімеризація робиться суспензійним, блоковим і емульсивним методом. Найпоширенішим є суспензійний метод. Вінілхлорид змішують з водою, в яку додають емульгатор, наприклад метилцелюлозу, желатин або полівініловый спирт. Вода забезпечує розсіювання тепла, що утворюється в ході полімеризації. Реакція ініціюється каталізатором, який розчиняється у
вінілхлориді, але не розчиняється у воді. В якості каталізаторів можуть бути використані пероксиди бензолу або лаурила. Суміш інтенсивно перемішують, щоб добитися каплеподібної суспензії. Полімеризація триває від шести годин до діб. Полімер, що утворився, осідає у воді у вигляді шламу. Потім суміш подають в десорбуючу збірку для видалення винилхлорида, що не прореагував, фільтрують і сушать в сушарці, що безперервно обертається.
ПВХ може бути перероблений в плівку методом екструзії з роздуванням або плоскощільової екструзії. Ці процеси широко використовуються для виготовлення тонких непластифікованих або слабо пластифікованих плівок. Однією з труднощів, пов'язаних з переробкою ПВХ, є його термічна нестабільність і корозійна активність у поєднанні з високою в'язкістю розплаву. В'язкість розплаву полістиролу або поліолефінів може бути знижена при підвищенні температури переробки, але для ПВХ цей метод не підходить, оскільки він починає дуже швидко розкладатися. Головка екструзії для переробки ПВХ має бути сконструйована так, щоб по можливості уникнути зон застою розплаву.
Непластифіковані плівки отримують з введенням стабілізатора. Ефективні стабілізатори дозволяють отримати прозорі і блискучі плівки. Плівка виходить жорсткою і має високу міцність при розтягуванні. Паропроникність у ПВХ вище, ніж у поліолефінів, а газопроникність нижча. Тому ПВХ плівки служать хорошим захистом від окислення масел і жирів. Плівки з непластифікованого ПВХ мають чудову стійкість до масел, жирів, кислот і лугів. Проте вона набрякає в хлорованих вуглеводнях і кетонах. Також плівки мають невелику схильність до злипання.
Полівінілденхлорид .
Полівинілденхлорид (ПВДХ) є продуктом сополімеризації вінілхлорида і вінілденхлорида. ПВДХ плівка може бути отримана методом екструзії з роздуванням рукава або плоскощільовою екструзією з поливом на охолоджуваний барабан. При отриманні орієнтованих плівок прийнятніше використовувати перший метод.
Мінімальна кристалічність забезпечує хорошу розтяжність ПВДХ плівок. Тому для запобігання зростанню кристалів в полімері при плоскощільовій екструзії, плівку необхідно різко охолоджувати у водяній ванні або поливом на барабан. Швидкість кристалізації ПВДХ при кімнатній температурі досить висока. Внаслідок цього плівку, отриману плоскощільовою екструзією необхідно відразу ж орієнтувати.
Для отримання двухосноорієнтовочних плівок прийнятніше використовувати екструзію з роздуванням рукава. Оскільки при цьому можна отримати плівку з рівною орієнтацією в подовжньому і поперечному напрямі.
Орієнтована ПВДХ плівка прозора і має хороші характеристики міцності. Температура зварювання складає 120 ¸ 160 ° C . Але нестійка при тривалому нагріві до температур вище 60 ° C Плівка має високий опір раздиру, але на пакувальному устаткуванні переробляється досить важко із-за своєї м'якості.
ПВДХ плівки мають прекрасні бар'єрні властивості навіть при відносно малій товщині. Тому її доцільно використовувати як одного з шарів в співекструдованих плівках. Також ПВДХ широко використовується для покриття паперу, целофану, поліпропілену та ін., але це вимагає додаткової технологічної операції, виключеної при соэкструзії.
5. Виробництво плівок екструзією
Нині існує два основні способи виробництва плівки методом екструзії : отримання рукава з роздуванням і плоскощільова екструзія. У загальних рисах будь-який агрегат екструзії включає сам екструдер, що формує інструмент - головку, пристрій охолодження, що приймальний і тягне пристрої. Для різних методів конструкція голівок і інших пристроїв має принципові відмінності, проте пристрій екструдера і принцип роботи інструменту, що формує, однаковий для обох способів. Коротко розглянемо тут у загальних рисах принцип роботи агрегату екструзії.
Екструзія це безперервний технологічний процес, що полягає в продавлюванні матеріалу, що має високу в'язкість в рідкому стані, через інструмент (голівку), що формує, з метою отримання виробу з поперечним перерізом потрібної форми. У промисловості переробки полімерів методом екструзії виготовляють різні погонажные вироби, такі, як труби, листи, плівки, оболонки кабелів і т. д. Основним технологічним устаткуванням для переробки полімерів у вироби методом екструзії є одне - і багаточерв'ячні екструдери. Головною вимогою, що пред'являється до черв'ячних машин, є гомогенізація розплаву, як по масі, так і по температурі при максимальній продуктивності і рівномірний розподіл різних добавок.
По характеру протікання в каналі черв'яка екструдера процеси можна умовно розділити черв'як на декілька зон: живлення або транспортування твердого матеріалу, плавлення або пластикації і дозування або транспортування розплаву. Кожна зона має свої особливості.
Зона живлення. Полімер у вигляді гранул або порошку поступає через завантажувальну воронку в гвинтовий канал черв'яка і захоплюється ним за рахунок різниці сил тертя між полімером і стінкою циліндра і полімером і стінками гвинтового каналу. У міру руху полімеру по черв'якові в нім розвивається високий гідростатичний тиск. Тертя, що виникає на контактних поверхнях при русі полімеру, викликає розігрівання полімеру. Що виділяється при цьому тепло йде на нагрівання полімеру. Деяка частина тепла підводиться також і від розташованих на циліндрі нагрівачів. У міру руху твердої пробки по каналу черв'яка тиск в ній зростає, пробка ущільнюється, її поверхня, дотична до внутрішньої стінки циліндра, нагрівається, і на ній утворюється тонкий шар розплаву. Поступово товщина цього шару збільшується, і у той момент, коли вона дорівнюватиме товщині радіального проміжку між стінкою корпусу і гребенем гвинтової нарізки черв'яка, останній почне відскрібати шар розплаву із стінки, збираючи його перед своєю штовхаючою гранню. Це переріз черв'яка є фактичним кінцем зони живлення і початком зони плавлення.
Зона плавлення - найбільш складна із зон черв'яка - характеризується перебуванням в каналі полімерного матеріалу в двох станах: розплавленому і твердому. Механізм плавлення полімерної пробки детально описаний у відповідній літературі. У справжній роботі він розглядатися не буде. Відмітимо лише, що як тільки ширина пробки зменшиться до 0,1 ¸ 0,2 ширини гвинтового каналу черв'яка, циркуляційний рух в шарі розплаву, що збирається перед штовхаючою стінкою, руйнує залишки пробки, дробивши її на дрібні шматки. Переріз черв'яка, в якому починається дроблення пробки, прийнято вважати кінцем зони плавлення.
Зона дозування. Течія розплаву полімеру в зоні дозування відбувається під дією сил в'язкого тертя, що розвиваються внаслідок відносного руху черв'яка і стінки циліндра, подібно до течії рідини в гвинтових насосах - по гвинтовій траєкторії. Прийнято представляти цю течію як суму двох незалежних рухів : поступального - уздовж осі гвинтового каналу і циркуляційного - в площині нормальної до осі гвинтового каналу. Об'ємна витрата поступальної течії лімітує швидкість руху пробки гранул в межах зон живлення і плавлення і, отже, визначає продуктивність екструдера. Циркуляційна течія забезпечує гомогенізацію розплаву, вирівнює його температуру, що дозволяє використовувати екструзію для змішення.
Після виходу із зони дозування матеріал потрапляє в голівку екструдера, де відбувається формування розплавленого полімеру у виріб з необхідним поперечним перерізом. Усередині голівки розташований канал, переріз якого міняється від круглого (з діаметром рівним внутрішньому діаметру циліндра) на вході до того, що відповідає профілю виробу на виході. Для оцінки картини течії розплаву в такому каналі необхідно знати в'язкість розплаву при відповідних швидкостях зрушення і температурах, а також залежності, що зв'язують значення в'язкості з величинами витрати і тиску в різних точках каналу. Підсумовуючи перепади тиску на окремих ділянках, можна підрахувати загальний перепад тиску в голівці і витрату потоку. Важливою умовою при конструюванні голівок екструзій є відсутність "мертвих зон", де матеріал може застоюватися і розкладатися із-за перегрівання. Це особливо актуально для термочутливих матеріалів, таких як ПВХ.
Екструзія рукавної плівки
Прикладом установки призначеної для отримання рукавної плівки може служити лінія екструзії "Экстлайн 800У", що розроблена і виготовляється в НВО АРСЕНАЛ ІНДУСТРІЇ (рис.. 1).
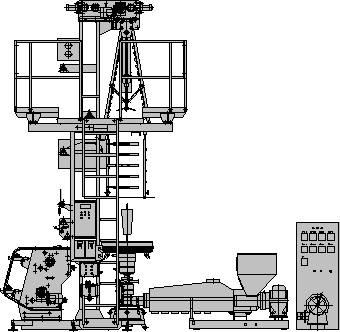
Рис.1 Універсальна лінія екструзії ЭКСТЛАЙН 800У для виробництва рукавної плівки з поліетилену високого і низького тиску.
Принцип роботи установок подібного типу полягає в наступному. Полімер, що знаходиться у в'язкотекучому стані, поступає в голівку через бічний вхід, повертаючи на 90 ° . Проходячи через гвинтовий розподільник, розплав потрапляє безпосередньо в канал, що формує, між дорном і мундштуком і виходить через кільцеву щілину у вигляді круглої циліндричної заготівлі. Потім заготівлю роздувають до необхідного діаметру повітрям, що подається через отвір в дорні. Таким чином, формується плівковий рукав. Охолодження рукава здійснюється за допомогою рівномірного обдування потоком повітря з кільця обдування. Далі, плівковий рукав, проходячи через пристрій, що складає, витягується валяннями, що тягнуть, і в складеному виді, через систему обвідних валків поступає в намотувальний пристрій, де готова плівка намотується на шпулю.
Через нестискувану матеріалу роздування супроводжується одночасним зменшенням товщини стінки заготівлі. Надмірний тиск усередині рукава підтримується з одного боку дорном голівки, що формує, а з іншої - валяннями, що тягнуть. Для забезпечення постійності товщини і ширини плівки тиск усередині рукава необхідно зберігати постійним. Іншими технологічними параметрами, що впливають на геометричні параметри плівки і її якість, є продуктивність екструдера, швидкість витягу і температурний розподіл в циліндрі і голівці екструдера. Їх необхідно строго контролювати.
Виробництво плівки стає економічнішим при збільшенні продуктивності процесу. Лімітуючим чинником тут є швидкість охолодження рукава. При збільшенні швидкості екструзії лінія склування полімеру піднімається вгору, що веде, у свою чергу, до нестабільності рукава. Збільшення потоку повітря, що охолоджує, дозволяє понизити висоту лінії склування, але і цей прийом обмежений у своєму застосуванні, оскільки занадто висока швидкість потоку повітря, що подається на охолодження, викликає деформацію рукава. Взагалі, екструзія рукавних плівок - дуже складний процес, з яким пов'язана безліч проблем при виробництві плівки високої якості. Серед великої кількості можливих дефектів можна назвати, передусім, разнотолщинность, поверхневі дефекти, такі як огрублення поверхні екструдату ("акуляча шкура"), викликане або недостатнім прогріванням матеріалу, або занадто інтенсивною течією полімеру в зоні щілини голівки екструдера, що формує. Різні сторонні включення, у тому числі і викликані деструкцією полімеру, низька міцність, каламутність і складки також є проблемою. Складки, що призводять до зниження якості продукції або навіть до відбракування плівки, можуть з'явитися навіть в добре відлагоджених виробництвах. Причин тому множина. Наприклад, плівка досягає валів, що тягнуть, занадто холодною і нееластичною, внаслідок чого відбувається своєрідний злам матеріалу з утворенням складок. В цьому випадку слід вжити заходи до термостатування рукава або підвищувати температуру розплаву, але це може, проте, спричинити інші проблеми. Іншою причиною появи складок є разнотолщинность, яка призводить до нерівномірного витягу плівки валами, що тягнуть. Пульсації при роботі екструдера, протяги в області витягу, непаралельність що тягне і притискного валів, нерівномірне зусилля притиску притискного валу до валу, що тягне, також приводять до появи небажаних ефектів.
При виробництві рукавних плівок методом экструзії (рис.8.) розплав продавлюють через кільцеву фільєру, і рукав, що утвориться, роздувають у температурній зоні термопластичності ПП. Приймальні валки разом з регулятором тиску повітря забезпечують наявність постійної повітряної подушки для роздування плівки.
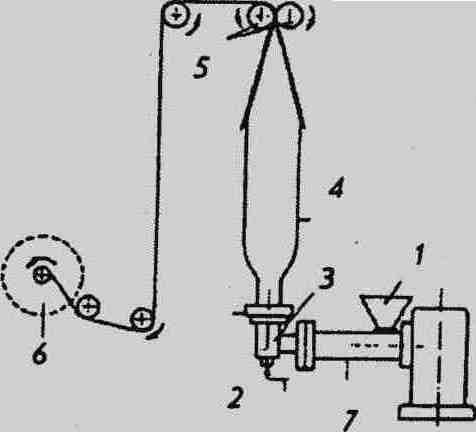
Рис. 2. Схема установки для виготовлення рукавної плівки:
1 — зона завантаження; 2 — подача повітря; 3 — кільцева голівка; 4 — зона роздмухування рукава;
5 — приймальні валки;
6 — намотувальний пристрій ; 7— екструдер.
Метод екструзії рукавної плівки використовують переважно для виробництва поліетиленових плівок. Модифікація цього методу (метод екструзії через подвійну кільцеву фільєру) використовується фірмами АЕТ (США) і ІСІ (Великобританія) для одержання ОПП плівок з надвисокою прозорістю.
Товщина плівки залежить від інтенсивності подачі розплаву, температури в зоні плавлення поліпропілену, зазору фільєри (вихідного отвору формуючої голівки), тиску роздування. У залежності від типу вихідної сировини. товщина плівки, що досягається максимально, складає 400-500 мкм. а мінімальна - 20 мкм. Максимальна ширина складеного рукава плівки, яку можливо досягти на сучасному устаткуванні, складає близько 10 м.
При виробництві рукавної плівки (мал. 6.1) трубообразний екструдер, що виходить з кільцевої голівки екструзії, роздувається стислим повітрям в по-перечном напрямі і витягується головним чином в подовжньому напрямі за рахунок того, що швидкість відведення плівки набагато вище за швидкість виходу экс-трудера з фільєри. Зовні (іноді додатково і зсередини) рукав в початковій зоні формування принуди-тельно охолоджується повітрям і на деякій відстані від голівки твердне. Далі рукав за допомогою пло-ских що направляють сплющується і відводиться у вигляді складеного рукава шириною Ьш (див. рис. 3.1) роликами, що тягнуть, після чого намотується в рулон.
Регулюючи швидкість охолодження на початковій стадії формування рукава, можна змінювати співвідношення високоеластичної і пластичної деформації в плівці. Від співвідношення подовжньої і поперечної деформації рукава залежать механічні і оптичні (для прозорих і напівпрозорих матеріалів) свой-ства плівки і стабільність процесу [3.1,3.2].
А)
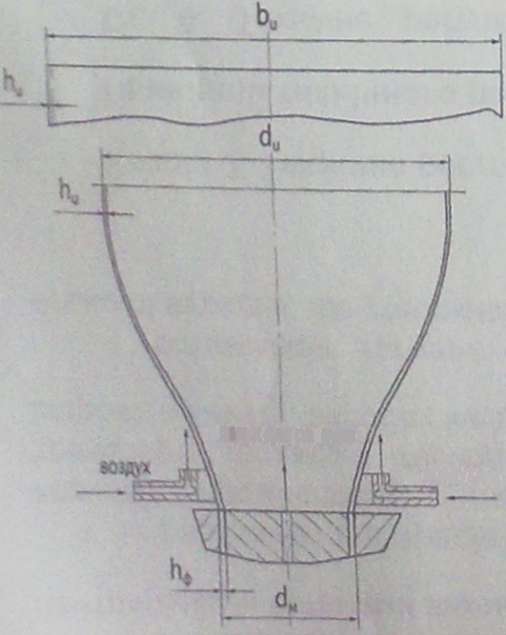
Б)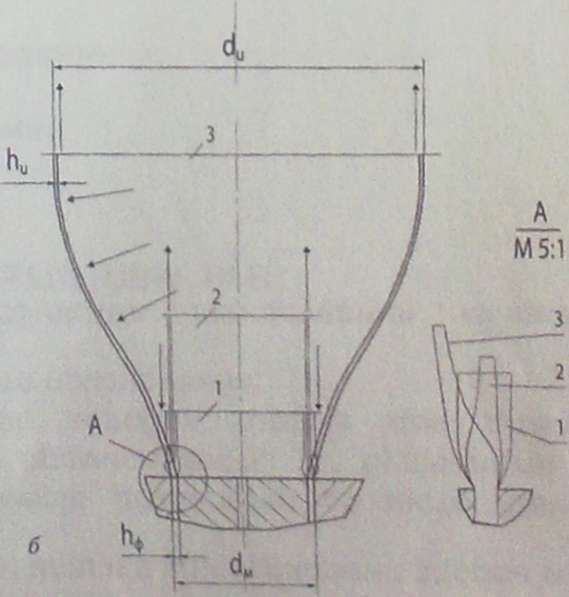
Рис.3 Загальна схема формування рукавної плівки (а) і схема деформації екструдату при різних мірах витягу (б) : I - за відсутності витягу; 2 - при невеликому подовжньому витягу; 3 - при роздуванні і витягу рукава
Навіть в умовах високоавтоматизованих виробництв отримання високоякісних плівок багато в чому залежить від кваліфікації і досвіду оператора, обслуговуючого лінію екструзії.
Основи виробництва видувної плівки
Метою цієї роботи є детальний розгляд особливих дефектів, які з'являються на рукавній видувній плівці, а також пошук можливих причин і рішень.
Проте, з ряду причин варто ще раз розглянути деякі етапи процесу, незважаючи на досвід роботи в цьому виробництві. Можна настільки багато знати про цю лінію виробництва плівки, що проблеми вирішуються на рівні інтуїції, але навчання нового персоналу або включення в процес нової лінії може викликати труднощі. Деякі невід'ємні і напівзабуті особливості процесу (а їх багато) можуть і не мати якого-небудь значення для цієї продукції, але для нового продукту можуть стати нерозпізнаними причинами дефектів. І з цієї причини нікому не перешкодить на короткий час повернутися в школу, щоб освіжити матеріал
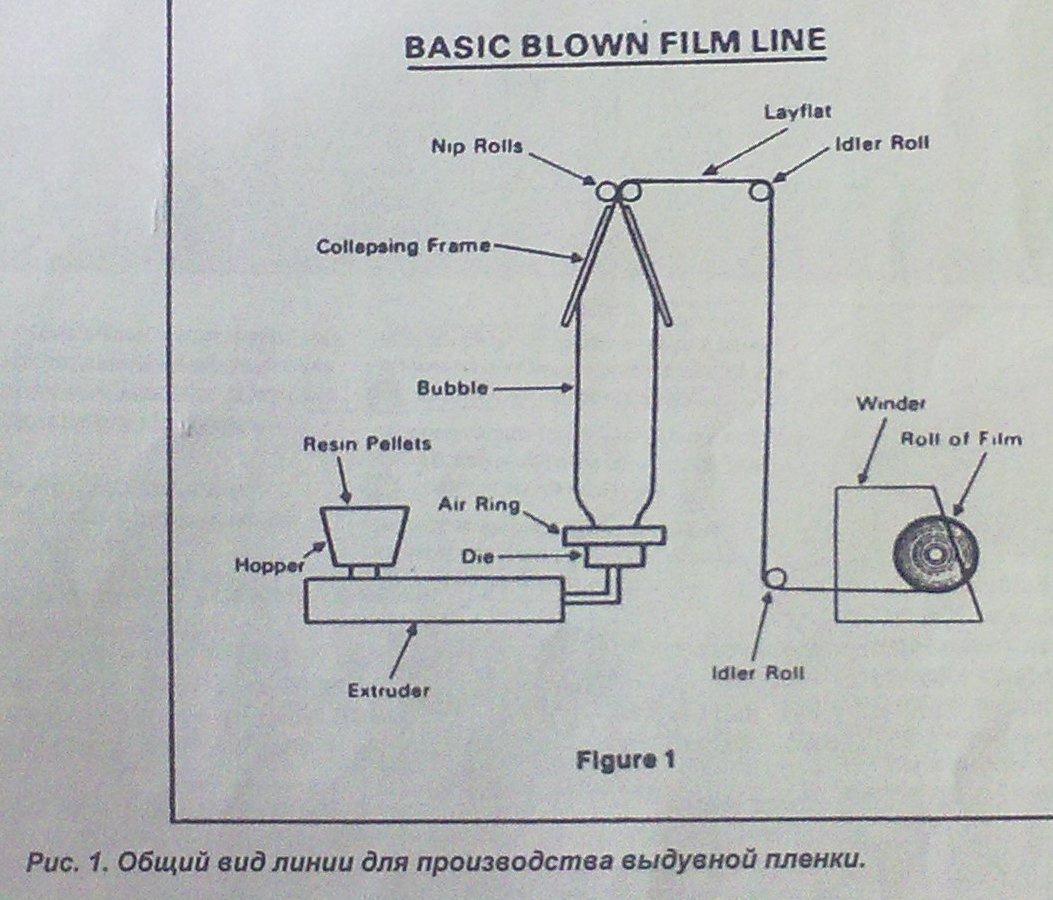
Рис. 4 . Загальний вигляд лінії для виробництва розсувної плівки : NIP Rolls – протяжні валики; Layfiat - площинне укладання, Idler Roll-згинаючий ролик, Collepsing Frame-складувальні рами, Bubble-бульбашка, Ressin Pellets-полімерні гранули, Air Ring-повітряне кільце, Hopper-бункер, Die-головка, Extruder - екструдер, Winder-намотувальний пристрій, Roll off Film-рулон з плівкою
Процес виробництва плівки методом видування розплавленого полімеру з довгастої труби надзвичайно простий. Елементи процесу включають полімерні гранули, які спрямовуються через бункер в екструдер. Там, під дією температури і сили тертя гранули переробляються в розплавлену масу, яка проштовхується в кільцеподібну голівку екструзії для формування рукав.же час він витягується далі від голівки і теж зменшується по товщині. Рукав стає плоским за допомогою рам (колапсинга), що складають, простягається через притискні валки і по направляючих валках подається на намотувальник, який випускає готові рулони плівки. Єдині основні елементи, які бракує на малюнку, - це процвітаючий хазяїн, щасливий оператор і задоволений клієнт
Ті, хто знайомий з процесом з практичного боку, приймуть усе, що було сказано вище жартом у кращому разі, а в гіршому, за суцільну брехню.
Насправді, ця система є однією з найскладніших і чутливіших з усіх технологій обробки пластика і створює безліч труднощів. Було б справедливим сказати, що ті, хто повністю усвідомив ці труднощі, ніколи б не зайнявся цим бізнесом, за винятком того, що в даному випадку є один позитивний момент. Процес виробництва рукавної видувної плівки є раціональним і економічним. В результаті його використання виходить безліч продуктів - від тонкої прозорої плівки для подальшої переробки до товстої плівки технічне призначення, яка в розрізаному і розгорнутому виді може бути шириною 40 футів (12,2 м) і більше.
Перелік попереджувальних заходів
Попередження проблем у виробництві видувної плівки починається з придбання відповідного устаткування для специфічної роботи. Мають бути забезпечена хороша установка устаткування, профілактичне обслуговування і режим роботи перш, ніж чекати від людей, зайнятих у виробництві, випуску хорошої плівки при високій продуктивності з мінімальною кількістю відходів, що необхідно для прибуткового виробництва.
Переліки контрольних питань є прекрасними прискорювачами пам'яті, як для виробничого, так і обслуговуючого персоналу. Оператор повинен перевіряти кожну лінію, принаймні, раз в зміну. Лінію потрібно перевіряти при зміні замовлення і при запуску або відключенні устаткування.
Деякі обслуговуючі деталі потрібно оглядати (і ремонтувати) при аварії або при плановому відключенні на техобслуговування. Інші перевіряються (і ремонтуються) під час роботи лінії.
Наступний перелік деталей зазвичай включається в описи робочих процесів заводу, діючі стандарти заводу, або вони є частиною плану роботи обслуговуючого відділу. Кожен завод повинен вирішувати, які деталі знаходяться під відповідальністю виробничого і обслуговуючого персоналу. Він наданий не повністю із-за індивідуальних особливостей устаткування кожного окремого заводу. Проте, якщо використовувати цей перелік контрольних питань, він допоможе зняти велику частину можливих проблем.
Полімер, аддитиви і рециклінг
Завжди переконуйтеся в тому, що правильно вибираєте полімер і добавки для використання у виробництві і що в наявність є достатня кількість для підтримки роботи виробничої лінії і завершення циклу.
Фільтри системи завантаження полімеру повинні чиститися або мінятися так часто, наскільки це необхідно або коли міняється полімер. Завантажувачі аддитивов повинні випорожняться і чиститися, коли вони не використовуються, щоб не забруднювати залишками наступний використовуваний полімер.
Треба постійно стежити за системою рециклінга для утилізації обрізаних кромок і скрапу, щоб переконатися, що підтримується правильно підібране співвідношення обрізків і скрапу. І також важливо, щоб полімер з рулонних кромок був сумісний з використовуваним гранульованим полімером. Обрізання мають бути чистими і класифіковані як полімер, а устаткування повинне чиститися при зміні полімеру, щоб система не стала основним джерелом забруднення.
Бункери і ящики з полімером мають бути закритими не лише від забруднення, але і можливого ушкодження екструдера від попадання випадкового металу або інших матеріалів.
Приводи екструдера
Більшість екструдерів оснащена певним типом приводу з різними швидкостями, оскільки контроль потужності є найголовнішим в безперервному виробництві, Коливання обертів (шнека) за хвилину або споживана потужність, як показує тахометр оборотів шнека або амперметр електроструму приводу, повинні завжди контролюватися, разом з іншими причинами неконтрольованих коливань роботи екструдера.
Брудні повітряні фільтри можуть бути причиною перегрівання і займання чутливих напівпровідникових компонентів приводу. Забруднення фільтрів легко помітні і їх потрібно замінювати.
Потреба у відповідному мастилі приводів екструдера і підшипників зчеплення зазвичай визначається на око або за допомогою окулярів.
Нагрівачі і система контролю екструдера
Контроллери температури для кожної зони повинні перевірятися на блокування температури, що перевищує норму, або недостатнє нагрівання. Температура розплаву, показники тиску, оборотний тахометр і приводний амперметр - це чотири найважливіші засоби виміру. Їх треба часто перевіряти і проводити техобслуговування, щоб чітко контролювати технологічний процес.
У місцях, де видно нагрівальні контури і термоелементи голівки екструдера, адаптера або щілини, відносно легко визначити дроти, що бовтаються, і термоелементи. Переконаєтеся в тому, що відключена подача електроенергії, коли робите перевірку.
Нагрівальні контури перевіряються на неправильні схеми з'єднань, такі як "послідовна" замість "паралельної", або навпаки. Дроти термопар повинні перевірятися на перехресні з'єднання, наприклад, під'єднування дротів термопар зони 3 до контроллера температури зони 2, або навпаки.
Змішані нагрівальні контури різних розмірів і різної тепловіддачі в одній зоні може викликати виникнення холодних областей або гарячих ділянок залежно від розташування термоелементів. Розташовані в ряд усі термінали нагрівальних контурів голівки можуть привести до виникнення холодної ділянки, яка може створити потовщену лінію на плівці, починаючи з області голівки екструзії.
Термоелементи, що бовтаються, згорілі частини нагрівача, дроти, що бовтаються або порвані, на циліндрі екструдера, - усе це звичайні причини несправності екструдера, які оператор найчастіше не бачить, і тому не завжди виправляє.
Охолодження екструдера
Деякі приводи екструдера охолоджуються водою. Зазвичай існує якийсь засіб виміру, який вказує на перегрівання.
При охолодженні водою приймальний отвір на більшості екструдерів повинен охолоджуватися до такої міри, щоб його можна було торкати рукою. Неправильні технічні очисні роботи, при яких не виходить усе повітря з порожнин водяного охолодження, можуть привести до поганої циркуляції води, створюючи таким чином гарячі ділянки у приймального отвору. Полімер може розплавлятися і прилипати до цих гарячих ділянок і частково, або з часом зовсім перекривати і припиняти подачу полімеру в екструдер. Цей стан може викликати зниження продуктивності, частоти обертання або з часом повне припинення завантаження сировини і зупинку екструдера.
Автоматичне охолодження циліндра водою може зазвичай перевірятися шляхом зниження на деякий час встановленої температури контроллера зони циліндра, прислухаючись до того, як запрацювали насоси, і спостерігаючи за падінням температури на датчику. При використанні повітря для автоматичного охолодження циліндра, проводиться така ж процедура, за винятком того, що перевіряється робота відсасуючого вентилятора на вихід гарячого повітря.
При охолодженні шнека водою вона зазвичай подається через сифон на кінець шнека. Вода, що виходить, змішується з тією, що поступає до того, як доходить до кінця шнека, оскільки вода, що у цей момент поступає, якщо вона сильно холодна заморожує розплав.
У області охолодження, як приймального отвору, так і шнека повинен контролюватися (регулюватися за допомогою дроселя) потік води тільки на виході. Контроль на вході може привести до циклічного нагрівання або охолодження, викликаного періодичним витісненням води паром (ефект гідравлічного удару). І знову, цей стан може бути причиною неконтрольованого коливання висоти обертання голівки.
Усі водні системи екструдера повинні фільтруватися, і фільтри періодично перевірятися, пристрій, що обертає голівка і кільце подачі повітря (повітряне кільце) Повинен вестися запис використовуваних сит і дати їх установки. Манометр на кінці циліндра показує будь-які скачки тисків, що сигналізують про заповнене сито, або спади, що вказують на розрив.
Головка екструзії і повітряне кільце повинні знаходитися на одному рівні і паралельно один до одного. Повітряне кільце має бути відцентроване по кільцевій щілині головки, в місці, де кільце височіє над зовнішньою стороною голівки, не повинно бути бруду між поверхнею головки і нижнім краєм кільця. Будь-який бруд в цій області припинить подачу повітря і викличе потовщення в гарячому розплаві, коли він виходитиме з голівки. У будь-якому випадку, губки і трубка Вентури у кільця не повинні містити мастило і бруд. Губки головки екструзії повинні регулярно чиститися латунним шпателем (йоршиком) або тканинними мідними подушечками дпя чищення.
Коли використовується головка і/або обертальні приводи повітряного кільця, комутаторні кільця колектора і щітки, потрібні для повного обертання, повинні триматися в чистоті. При вібрації повинні перевірятися потужність і схеми з'єднання термоелементів на свободу руху.
Переконайтеся в тому, що ви прибрали повітряний шланг, використовуваний для надування рукава, перед тим, як запустити обертання голівки.
Дуже важливо для виготовлення плівки без складок, щоб рукав був симетричним по відношенню до вертикальної лінії, що проходить від центру головних притискних валків до центру голівки. Рами, що складають, мають бути симетричні один одному, і їх верхні краї знаходитися на одній лінії з голівками притискних валків
6. Екструзійні головки і система подачі повітря
Установка і наладка
Установка:
Головка повинна завжди знаходитися в центрі під системою головних притискних валків. Лінія схилу, що проходить від центру притискних валків не повинна проходити далі за край десятицентовика, покладеного по центру зовнішньої поверхні головки.
Може стати проблемою, коли використовується голівка з іншої лінії або нова з ще не відкоригованою довжиною адаптера. Чим далі головка розташована від центру, тим більше
плівка спотворена нерівними відстанями, які вона повинна пройти до притискних валків. Це причина більшості складок і поганої товщини, які оператор не може виправити.
Верхівка головки має бути вирівняна тільки після того, як буде виставлена робоча температура головки і екструдера, кріплення циліндра прикручені до адаптера головки, і усі поворотні на візку щільно прилягають до підлоги. Головка не може вирівнюватися окремо від екструдера з кількох причин. ПЕРШЕ, в більшості випадків підлго нерівна, що вимагає вирівнювання головки на місці. ДРУГЕ, відстань від підлоги до центральної лінії адаптерів голівки циліндрів екструдерів збільшуються з різною швидкістю, коли досягаються робочі температури.
Якщо якесь коліщатко утримувача головки нещільно прилягає до підлоги, є побоювання, що головка не буде вирівняна. Існує ще більша вірогідність того, що головка і кільце подачі повітря можуть вібрувати, тому що циліндр екструдера підтримує вагу голівки і систему кільця подачі повітря. Ця вібрація може проявлятися у вигляді деренчання кільця подачі повітря.
Тільки після того, як вирівняна головка, можна вирівнювати і центрувати кільце. Тому що кільце подачі повітря зазвичай не прикріплене до верху головки, і те, як воно триматиметься на своєму місці, залежатиме від його власної ваги. Хороший оператор завжди перевірить центрування і рівень кільця, коли рукав ще не роздутий. А коли рукав роздутий, як можна побачити, чи треба регулювати головку або кільце?
І, нарешті, деякі кільця подачі повітря встановлюються на азбестове прокладення нагорі головки. Інші не мають такого прокладення, але ставляться поверх головки і залежать від повітряного проміжку для ізоляції.
Усі кільця з повітряним проміжком під собою і верх головки зазвичай менш вимогливі до наладки вентилятора і верхнього отвору. Проте між нижнім краєм кільця і верхнім краєм голівки є потік повітря, який стикається з гарячим розплавом, коли останній видувається з головки. Який-небудь бруд, залишки очищення або грудки силіконового мастила на відкритому просторі можуть перешкодити повітряному струму, що може викликати потовщені лінії на плівці.
Наладка:
Все більше використовуються регульовані, чим нерегульовані головки. Рис.4 показує два основні дизайни регульованих головок, і як вони можуть ідентифікуватися. Спочатку треба звертати увагу на питання, які несприятливо впливають на продуктивність, інакше екструдер не зможе довго працювати і вирішувати важчі проблеми. Декілька чинників міг викликати короткострокові скорочення обсягу виробництва, і незабаром, скорочений вихід продукції може бути їх єдиним наслідком. Продуктивність, з точки зору обсяг виробництва, може розглядатися з трьох сторін: підтримка задовільного обсягу виробництва, збільшення обсягу виробництва або скорочення відходів.
7. Що таке задовільний обсяг виробництва?
Це важке завдання - визначити, чи усе, що може дати лінія, ви вичавлюєте з неї. Щоб спростити завдання, лінії можуть бути поділені на два типи: призначені для полімеру і продукту, або багатоцільові, з можливістю виробництва широкого спектру продуктів з декількох полімерів.
Полімери включають LDPE, LLDPE, HOPE, HMW - WDPE і їх суміші, плюс аддитиви і матеріал вторинного використання. Продукти включають прозорі плівкові матеріали, багатосторонні підкладкові мішки, пакети для упаковки промислових товарів, пакети для продуктів і пакети для сміття. Проте, при такій високій продуктивності, універсальність лінії зазвичай обмежена варіантами одного продукту, що видувається з одного виду полімеру.
Лінії обробки плівки є багатоцільовими. По потоку від вежі вони можуть мати можливості видувати рукавну плоску плівку або плівку із складками, розгорнуту плівку або "j" плівку, плівковий матеріал у вигляді полотна або рукава, з пакеторобною машиною за намотувальником в окремі пакети або пакети в рулоні.
Поточний (масовий) вихід для LDPE або сумішей з LLDPE, плюс аддитивы і матеріал вторинного використання, вимірюватиметься від 203 до 355 РРН / мм. Обсяг випуску не так сильно обумовлюється екструдером або голівкою, як вимогами до розміру матеріалу, його товщини, міри роздування, розміченої плівки або пакетів, і здатності пінії ефективно їх обробляти.
Зважаючи на те, що головка екструзії може працювати як клапан на виході наступна таблиця показує спектр очікуваної продуктивності для 6 екструдерів (24:1 L/D) різних розмірів. Діапазон розмірів має бути обов'язково широкий, щоб врахувати термін служби, знос, дизайн шнека, привід, HP і РЕ, який видувається.
|
Діаметр шнека екструдера, мм |
Потужність приводу, HP |
Очікувана продуктивність, кг/годину |
|
38 |
5-15 |
8-24 |
|
45 |
7-25 |
12-40 |
|
50 |
10-40 |
16-60 |
|
63 |
25-60 |
40-100 |
|
90 |
40 -125 |
48 - 200 |
|
114 |
60-250 |
96 - 400 |
На спеціалізованих лініях з надпотужними екструдерами 28-32:1, продуктивність може підвищитися на 20 -30% по відношенню до даних в таблиці.
Підтримка обсягу виробництва
В результаті дії різних чинників нормальна продуктивність може швидко або повільно падати. Треба швидко визначити істинну причину, інакше зроблені дії, які імовірно виправлять проблему, тільки зможуть привести до грунтовних неполадок на лінії.
Існує декілька причин спаду продуктивності, які відносяться до полімерів: заправка дрібними гранулами або пластівцями. Полімерні гранули містять непропорційно велику кількість ковзаючих добавок - 8-12%. Це тому, що добавка має намір несумісна, і тому вона може давати білий наліт на поверхні плівки. Вона також залишає білі плями на гранулах, з яких отримують дрібніші частки.
Якщо надмірна кількість дрібних часток покриває згори внутрішню поверхню бункера, вони падають і проходять в екструдер, створюючи одномоментно підвищену концентрацію сліпу, яка забруднює шнек екструдера. Об'єм розплаву, що виходить, і товщина рукава плівки падають на деякий час, доки наступна порція сліпу не потрапить в екструдер. Будь-яка моментальна реакція на проблему, що стосується збільшення швидкості екструдера, відразу виливається в надтовсту плівку, коли сліп віддаляється.
Коли переробляються пластівці полімеру, головною проблемою є зберегти постійну об'ємну щільність завантажуваного матеріалу в бункері. Збільшення пропорції пластівців в суміші зменшує об'ємну щільність. Завантажувальна секція шнека, яка є тільки живильником, дозує тільки об'єм, а не вагу. Ця секція не збільшує швидкість, щоб зберегти дозування потрібної кількості розплаву. Таким чином, продуктивність скорочується, як і товщина плівки. Якщо подача пластівців зменшується, то загальна вага розплаву збільшується, а випуск і товщина плівки ростуть. Якщо запаси відходів полімерів або пластівців невеликі і не постійні, їх можна накопичувати і відправляти на плівку широкого призначення, або викинути. Але якщо велика кількість відходів є нормою, тоді варто вкладати гроші у вдосконалені системи вторинної переробки - пропорційні завантажувачі, що ущільнюють бункерні пристрої і так далі
На старих машинах з малопотужними приводами, додавання 15-20% або більше LLDPE до LDPE може скоротити випуск. Підвищення температури циліндра, особливо в зоні 2 на перехідній ділянці шнека в деяких екструдерах, іноді покращує випуск.
Звичайні причини зниження випуску, що відносяться до працюючої установки, виникають, коли екструдер несподівано зупиняється із-за відключення електроенергії або з якої-небудь іншої причини. Екструдер, коли його знову запускають, може випускати малу кількість розплаву або не випускати її зовсім, або можуть виникнути неконтрольовані коливання. Тепло з перехідної ділянки шнека повертається в завантажувальну частину, яка в нейтральному шнеку зазвичай охолоджується полімерними гранулами, що поступають в неї. Завантажувальна частина, тепер гарячіше за звичайний, частково розплавляє гранули, що прилипнули до шнека, перекриваючи і частково або повністю блокуючи ділянку. Перекритий шнек, звичайно ж, не видає очікуваний розплав. Якщо шнек не дуже сильно забитий, то прилиплі гранули вичищаються шляхом вставки в приймальний отвір полдюймового стержня з полімеру, заздалегідь зробленого з розплаву, узятого з верхівки голівки екструзії, поки повільно обертається шнек. Гвинт шнека відрізуватиме секції від стержня, і це змусить відпасти напіврозплавлені гранули, що прилипнули до шнека. Якщо ж перекриття суцільні, то єдиний вихід - це витягнути шнек і очистити його
Утворення перекриттів є особливою проблемою ліній, які переробляють пластівці з подрібнених обрізків і відходів плівки. Перекривання вхідної частини шнекового каналу і охолодження водою перші 3-5 завантажувальних прольоту може полегшити проблему і зберегти пропускну спроможність по суті нейтрального шнека.
При інших зупинках екструдера, окрім аварійних, температура екструдера і головки мають бути понижені до мінімуму, що дозволить головці працювати при малих оборотах шнека в хвилину, поки перед відключенням велика частина устаткування охолодиться до понижених температур. Не знижуйте температуру до точки, коли розплав може затвердіти, і можуть перегоріти запобіжники приводу або репнути затвор або голівка. При відключенні хорошим засобом є спеціальні жаростабілізуючі очисні суміші, тому що вони промивають систему і не розкладаються на складові частини в устаткуванні, коли воно охолоджується до кімнатної температури.
Друга група причин, які відносяться до устаткування і знижують обсяг випуску або викликають коливання, виникає від неправильного охолодження екструдера водою.
Основний приклад повільного скорочення випуску і неприємності, що з'явилися в результаті неправильного визначення істинної причини, викликані комплектом сит. Коли вони починають поступово забиватися, випуск також поступово скорочується. Це часто примушує оператора підвищувати швидкість шнека, що збільшує тиск розплаву і температуру, піднімає рівень зони кристалізації в збиток товщині плівки і стабільності рукава. На жаль, коли розплав стає сильно гарячим, по зоні кристалізації піднімається так високо, що рукав стає нестабільним і втрачається. Лікування спрацьовує деякий час, але недовго. Ретельний запис дат, коли міняються сита, і часта їх перевірка приберуть цю причину зниження випуску. Вимір тиску розплаву на кінці циліндра, фіксуючи збільшення тиску в екструдері, попередить про те, що сита закупорюються.
Дефекти рулону і плівки
Усі можливі дефекти плівки повинні визначатися і усуватися з екструдера перед тим, як рулон виноситься на цехи - це в ідеалі. Але на практиці, через недогляд, із-за неуваги до деталей або за нез'ясовними обставинами, дефекти залишаються непоміченими, але легко визначаються клієнтом або клієнтом клієнта і до цієї категорії відноситься безліч незгадуваних помилок
Передусім, важливість першого враження, і гарний зовнішній вигляд як "обробленого на відмінно циліндра" це вже половина перемоги "Що бачиш, то і отримаєш", таким може бути сприйняття.
Вид "обробленого на верстаті циліндра" означає відсутність подряпин, ушкоджень, нечітких кінців, промовців, що жаліли або роздроблених.
Як розв'язати проблему з блокуванням
Звичайною причиною блокування є занадто сильне натягнення намотування. На це можна не звертати увагу до тих пір, поки натягнення не стає таким сильним, що роздавлює гільзу. При цьому оператор не зможе зняти рулон з валу намотувальника, щоб поставити його на спускову підставку. Ще одна серйозна проблема може виникнути, якщо натягнення намотування занадто вільне. Блокування не буде, але плівка може висунутися з одного кінця рулону так, що її не обробиш.
Жарка погода також може вплинути на проблему блокування. Плівка недостатньо охолоджена і внутрішні поверхні злипаються, коли плівка проходить через притискні валяння. Щоб це виправити, скоротите випуск, підніміть головні притискні валяння, або використовуйте повітря з охолоджувальної камери або інший ефективний засіб охолодження. Причиною також може бути непридатне кільце подачі повітря.
Абсолютно інша причина блокування - це використання полімеру для виробництва плівки завтовшки в 1 MIL (25,4 ц) із сліпом і з добавкою антиблоку в кількості, призначеній для плівки завтовшки в 4 MIL (101,6 р). Щоб виконати завдання, такої кількості добавки недостатньо. Надлишок добавок і багато блиску можуть посилити, якщо не викликати, блокування за будь-якої вищезгаданої умови.
Тенденція до утворення тріщин
Можна також не звернути увагу на плівку з тенденцією до утворення тріщин, якщо її зразки не оглядаються або фактично, не тестуються. Недостатнє охолодження, висока лінія кристалізації або занадто висока міра роздування, окремо або всі разом, можуть посилити подовжню орієнтацію плівки, сприяючи утворенню тріщин на плівці. Встановлені занадто високо притискні валяння, особливо із старим і затверділим гумовим валком, можуть деформувати плівку в місцях складок і сприяти розтріскуванню плівки.
Лінії від головки або лінії від поганого зварювання, що йдуть з головки, роблять плівку потрісканою також, як і подряпини, які виходять від сколов рам для складання (колапсинга) або інших гострих предметів.
Не так легко визначити тонкі лінії зварювання, викликані зіпсованими частками полімеру або брудом, що утворився під або на губках голівки, що робить плівку дуже потрісканою в місці зварювання.
Найкращу плівку, що отримується з голівки і кільця подачі повітря, можна зіпсувати неувагою до деталей конструкції, обслуговування і установки системи складання рукава і устаткування проходження полотна через вежу до намотувальника.
8. Складання рукава
Головні притискні валки мають бути відрегульовані по центру головки. Центральна лінія рукава повинна йти по прямовисної від центру голівки до центральної лінії головних притискних валків. Якщо це не так, то плівка з однієї секції головки дійде швидше до притискних валків, чим з іншої. Чим більше відхилення від лінії, тим більше плівка може викривитися, і чим більше викривлення, тим більше проблем виникне при складанні рукава і подальшому проходженні полотна.
До такого викривлення додайте той, що ще витягає і розстібає ефекти від абілізуючих рам для невідцентрованого рукава, зрушені рами складання і що не вирівнюються житу для вставок. Потім при обертанні головки і кільця, потовщені лінії на плівці переміщатимуться по цих контактуючих поверхнях, коли формується рукав і простягається через них за допомогою головних притискних валків. Повна катастрофа? В даному випадку, може бути на щастя, процес цей хоч і чутливий, але має бути не строгим, інакше не так вже багато плівки буде виготовлено.
Усе вищевикладене показує, яка кількість сил впливає на рукав, коли він зростає від голівки до головних притискних валків, з яких виходить складене рукавне полотно. Ще більше важливо, що оператор повинен брати до уваги усі ці сили, що взаємодіють між собою, кожного разу, коли він регулює якусь одну ділянку устаткування. Результати наладки проявляться в більше, ніж одному місці.
Остаточна наладка рам складання для зменшення розтягування плівки і отримання рівнішої плівки є простим наочним прикладом цього. Коли рами відкриті, у верхній частині рукава більше простору, і якщо не поступає додаткове повітря, діаметр рукава і ширина складеного полотна зменшуються. Коли встановлюється устаткування, робиться не одна наладка, а багато. І в результаті не останньої наладки, а як результат декількох з багатьох, зроблених регулювань, лінія вводиться в дію.
Що потрібне для будь-якої лінії, так це хороше регулювання по рівню або визначення концентричності устаткування. Не лише вежа має бути вертикально відрегульована і усі валяння вивірені по еталону, але і голівка має бути вертикальною, якщо вона правильно вирівнюється з кільцем подачі повітря і головними притискними валяннями. Намотувальники і інше устаткування має вирівнюватися і бути відцентроване з вежею, коли через них проходить полотно плівки М1. Стабілізуючі рами для рукава мають бути встановлені так, щоб вони регулювалися симетрично центральній лінії рукава. Зіткнення з рукавом має бути мінімальним і без вібрацій. Вібрації і надмірне розтягування теплої, тільки що сформованої плівки може привести до слідів від вібрацій, мішкуватій і зморшкам
9. Системи контролю товщини плівок
Останніми роками на устаткуванні для виробництва полімерних плівок усе частіше встановлюють дорогі системи контролю товщини продукції. Вартість таких систем досягає десятків тисяч доларів. Так, приміром, ціна системи місткості виміру товщини плівки Kundig's До-100 Twin досягає $100,000. Якщо система доповнюється старанним пристроєм для управління завтовшки плівки, то її ціна може досягати 200000 Євро. При цьому тільки в США таких систем встановлюється, за даними Джона Вайза, представника німецької фірми Reifenhauser в США, не менше сотні в рік
Розробкою і виробництвом систем контролю товщини плівок займаються такі спеціалізовані фірми, як Micro - Epsilon Messtcchnik GmbH, Octagon Ргосси Technology GmbH. Kundig. Plast - Control. SolveTech. TSM Control Systems. NDC
З'являються усі нові модифікації систем, що дозволяють управляти якістю плівки на рівні мікрон і доль мікрона відхилення товщини від заданого значення. Виникає закономірне питання, чим виправдано і як окуплюється застосування такого дорогого устаткування?
Полімерні плівки мають ряд важливих для переробників і кінцевих споживачів показників : механічну міцність, жорсткість, здатність протистояти проколу і разрыру, прозорість або, навпаки, рівномірність прокраса, зварюваність і так далі. Окрім цього переробники оцінюють і якість рулонів плівки, що оцінюється геометрією рулону і щільністю намотування. Усе це необхідно для того, щоб при переробці плівки в упаковку мати можливість використовувати високопродуктивне, таке, що має робочі швидкості до 500 м/мін, устаткування для нанесення друку і ламінування. Високоякісна плівка дозволяє отримувати міцні і рівномірні зварні шви на швидкісних пакетозварювальних машинах. Потрібна висока якість і при швидкісній груповій упаковці в термоусадочную плівку, і при упаковці продукції в стрейч-пленку.
Цілями якості могли б служити лабораторні показники: відхилення товщини, пропускання і прозорості і інші фізико-механические показники. Проте на практиці для перевірки якості плівки часто використовуються, залежно від призначення матерії, різні прикладні методи, що дозволяють безпосередньо оцінити її на функціональну придатність. Пакети випробовують на механічну міцність, наливаючи в них воду і витримуючи певний час. Упаковку з сухою сумішшю скидають з певної висоти. Зварні шви випробовують на герметичність. Термоусадочную плівку випробовують на коефіцієнти усадки і залишкову міцність. Випробовують плівку і на машинах для нанесення малюнка, зварювання і ламінування. Іноді технологи просто кладуть акуратно вирізаний шматок плівки на стіл і по тому, наскільки рівно він лежить "визначають" чи можна використовувати цю плівку для ламінування. Забарвлену плівку розглядають на просвіт - нерівномірність забарвлення говорить про нерівномірність перемішування барвника або про нерівномірну товщину
Виробник плівки прагне забезпечити стабільно високу якість плівки, що поставляється. У тих випадках, де важлива тільки міцність, цього можна добитися, оптимізуючи товщину і склад плівки. Використання дорожчих матеріалів і збільшення товщини дають зростання міцності. Проте в структурі виробничих витрат при випуску плівки приблизно 80% витрат доводиться на сировині. Запаси сировини за рік багаторазово, іноді десятки разів, обертається, а економія росте за експоненціальним законом. Сировина сьогодні в середньому коштує близько 1 Євро за кілограм. Тому при щомісячній потребі в сировині виробника середньої руки у розмірі 200 т, зменшенні витрати сировини на 1% дасть річну економію всього в 26 тис. Євро, а зменшення витрати на 10% дасть ефект вже в 620 000 Євро!
З цих причин виробникові доводиться балансувати на тонкій грані, вибираючи між економією і якістю. Ця еквілібристика наосліп призводить до втрат у вигляді браку або навіть до втрати репутації надійного постачальника якісної продукції. Таким чином, товщину плівки треба вимірювати.
Вимір товщини заснований на аналізі сигналів, що поступають від датчиків, дія яких заснована на різних фізичних принципах. Окрім рідко сьогодні вживаних механічних товщиномірів, існують товщиноміри, робота яких заснована на вимірах відбиваного або такого, що поглинається плівками электронного-, гамма-, оптичного випромінювання або часу поширення в плівках ультразвукового випромінювання. Найбільшого поширення сьогодні набули вимірювальні зі знемоги засновані на вимірах діелектричних втрат V плівкових матеріалів.
Проте, для оцінки товщини важливо вибрати не лише відповідний принцип виміру, але і ефективну методику інтерпретації отриманих результатів. Проблема полягає н і ом, що вимірювати товщину плівки не так просто, як це здається на перший погляд.
Переріз плівки можна умовно представити в наступному виді (Рис.6)
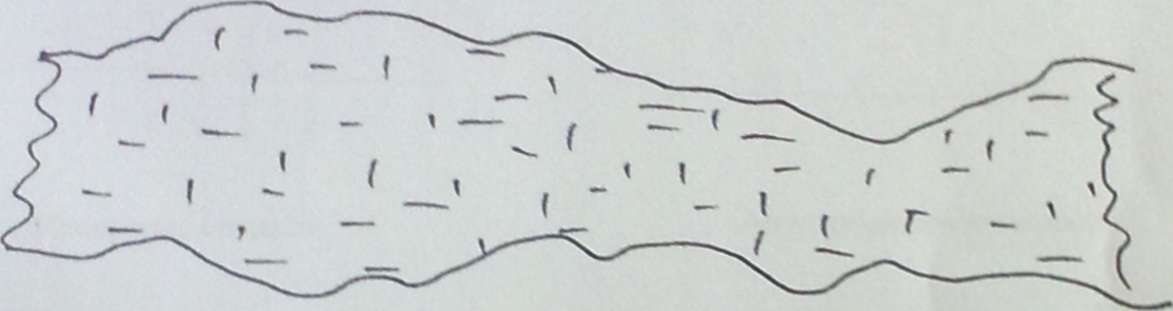
Рис.6 Переріз плівки
Якщо тепер заміряти товщину і знайти значення з максимальною і мінімальною товщиною, як показано на рис.7
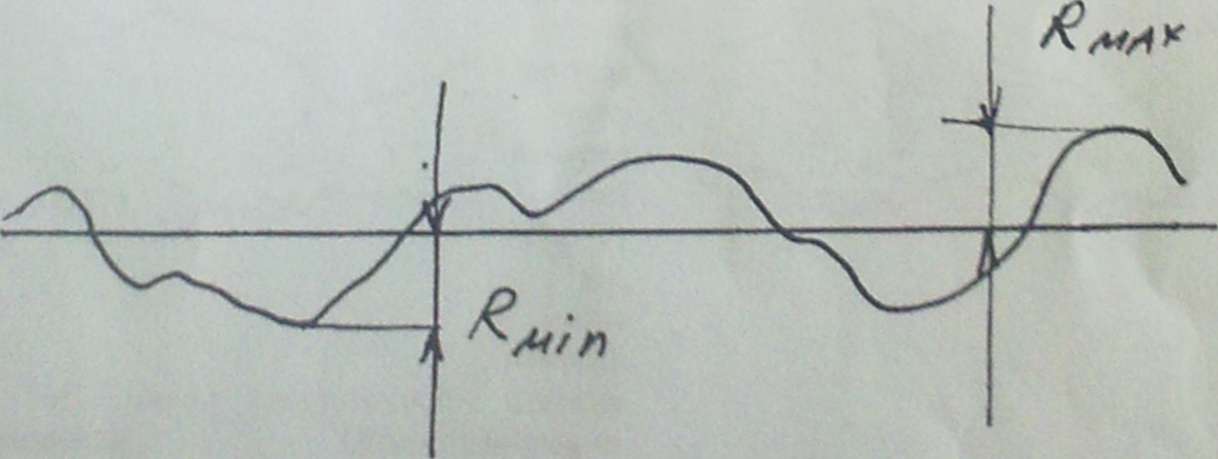
Рис.7 Заміри максимальної і мінімальної товщини
Для високоякісної плівки з середньою товщиною 100 мікрон цей показник може досягати значення 10 мікрон або 10%. При оцінці якості полімерів зазвичай пишуть ЮОмкм +/-5%. По суті, це "середня температура по лікарні, яка, як відомо, завжди дорівнює 36.6 градуса". Нам же потрібно знайти самого "хворого" пацієнта. А ось це якраз не так те просто зробити. І ось чому.
Вимір товщини плівки, як і будь-який вимір, завжди робиться з певною погрішністю
.Основний метод, вживаний сьогодні для оцінки товщини плівки, заснований на різній дуалектричній проникності повітря і полімеру. Ємність конденсатора з розімкненими пластинами змінюється залежно від товщини плівки, що проходить повз пластини, що може бути виміряно.
Цей метод має багато недоліків. Для точного виміру необхідно, щоб датчик ковзав по поверхні плівки без проміжку, що утрудняє вимір цим способом плівок.
На виставці Kunstofïmachienen - 2004 уперше з'явилися розробки фірм Octaeon Process Technology GmbH І Micro - Epsilon Messtechnik GmbH Ha основі датчиків місткостей, які дозволяють вимірювати товщину полімерної плівки з точністю до доль мікрона без безпосереднього контакту з плівкою. Поки це дуже дорогі рішення. Інші недоліки принципу місткості виміру товщини полягають в необхідності тривалого калібрування датчиків і періодичної рекалибровки в процесі роботи, поява помилок із-за зміни проміжку, вологості або інших випадкових чинників, залежності свідчень при вимірі товщини деяких полімерів від температури.
Цих недоліків позбавлені датчики, засновані на застосуванні бета- або гамма-випромінювання. Застосування подібних датчиків обмежене тільки міркуваннями безпеки, але цього цілком достатньо, щоб звести переваги цих методів до мінімуму. Досить перспективні термостабил ізольовані інфрачервоні датчики, які дозволяють точно вимірювати товщину не лише прозорих, але і забарвлених плівок на основі полиолефинов. Сьогодні ці датчики все ще рідко застосовуються із-за високої ціни, проте можна чекати ширшого застосування подібних датчиків в осяжному майбутньому. Вимір товщини безпосередньо в процесі виробництва плівки дозволяє з мінімальними втратами і відходами вийти на режим виробництва кондиційної продукції в процесі запуску і відладки технології. Одночасно відбувається документування технологічного процесу, що дозволяє запобігти попаданню бракованої продукції до замовника. На основі аналізу масиву даних про товщину отримуваної плівки можна приймати обгрунтовані рішення про зниження запасу товщини. Системи на снові інфрачервоних датчиків поставляються, наприклад, північноамериканською фірмою НІ і коштують приблизно 50 тис. доларів США
10. Екологічні і гігієнічні аспекти виробництв заводу
Укрпластик послідовний у прагненні випускати продукцію яка тільки приносить прибуток , але й відповідає найсучаснішим санітарно-гігієнічним і екологічним нормам. Пакувальні матеріали Укрпластика відповідають усім необхідним санітарно-гігієнічним вимогам, виготовляються з високоякісної сировини, мають сертификат відповідності і дозвіл органів Мінздраву на наконтакт із харчовими продуктами. Якість і санітарно-гігієнічні властивості матеріалів, що випускаються, ретельно контролюються як службою якості Укрпластика, так і сертифікаційними лабораторіями Мінздраву. Уся вихідна сировина для виготовлення упаковочних матеріалів не містить шкідливих домішок і домішок, фізіологічно нейтрально, не змінює їж-смакові властивості харчових продуктів. Неодмінною умовою його використання є санітарно-гігієнічні дозволи на контакт із харчовими продуктами, видані компетентними межнародними і національними медичними органами. Документація на виробництво пакувальних матеріалів і технологічне устаткування проходить відповідну експертизу й огляд в органах Мінздраву України.
На Укрпластикі впроваджені технології, що забезпечують підвищені санітарно-гігієнічні ознаки пакувальних матеріалів. Так, при нанесенні зображення на пакувальну плівку, застосовується міжшаровий тип друку, при якому фарба знаходиться усередині між шарами плівки, і не стикається з продуктами. Широко використовуються фарби Уф-відштовхування, а також лако-красочні матеріали на водяній і спиртовій основі. Ретельно контролюється залишковий зміст розчинника і запах фарби на описці.
Величезну увагу приділяють на Укрпластикі екологічним аспектах застосування полімерних плівок. Экологічність пакувального матеріалу - фактор який необхідно вважати, особливо в країнах СНД, де екологічна ситуація несприятлива. Фахівці компанії давно переконалися в неперспективності застосування у виробництві плівок полівінілхлориду (ПВХ) і полівінілиденхлорида (ПВДХ) і не роблять плівок на їхній основі.
Адже при утилізації 1 тонни відходів Пвх-пленок, зв'язаної з нагріванням понад 1500 С виділяються:
. речовини 1-го класу небезпеки - хлористий вініл і диоксин - близько 20 мг;
. речовина 2-го класу небезпеки - хлористий водень - близько 20 м;
. речовина 4-го класу небезпеки - окис вуглецю - близько 500 р.
Гранично-допустимі концентрації перерахованих вище речовин у повітрі:
. хлористий вініл - 0,005 мг/мз;
. хлористий водень - 0,2 мг/мз;
. окис вуглецю - біля - 5,0 мг/мз.
При спалюванні 1 т використаних ПВХ-пленок можна забруднити 4 млн. мз атмосфери речовинами, що відносяться до першого класу небезпеки. Перевищення концентрації продуктів згоряння в повітрі понад допустимі викликає отруєння і порушення в серцево-судинній системі людини. Один із самих небезпечних продуктів, що виділяються при згорянні хлоровмісних пластиків - діоксин. Він впливає на все живе. Так, наприклад, усі мусоропереробні заводи такої країни як Нідерланди по розрахунках фахівців щорічно викидають в атмосферу не менш 20 м діоксина. Він утвориться в основному при спалюванні відходів хлоровмісних полімерів (ПВХ, ПВДХ і ін.). При збереженні таких, на перший погляд незначних, викидів діоксина через 50 - 60 років рівень ракових зухворювань зросте в 10 - 15 разів, а продукти харчування вироблені в цій країні не зможуть експортуватися.
Ці причини, а також висока канцерогенность хлористого вінілу, обмежують використання ПВХ як пакувального матеріалу в усьому світі. У ряді розвитих країн заборонене використання ПВХ для упакування і дитячих іграшок. При поставці ПВХ -плівок на експорт, як це відбувається в Польщі й інших країнах, медичні органи не видають сертифікати безпеки. Не випадково в квітні 2002 р. Європейський парламент проголосував за заборону використання ПВХ, через шкоду який він заподіює навколишньому середовищу і здоров'ю людей.
На жаль, ці обмеження не торкнулися України, де і зараз стретч-плівки і "твіст"-плівки на основі ПВХ закуповуються у великих кількостях за кордоном за валюту, залишаючись у вигляді небезпечних відходів на території країни. Тут багато чого залежить не тільки від наших парламентаріїв, урядових і ділових кіл, але і від простих громадян. Адже всі ми хочемо жити в благополучній, чистій і здоровій країні і такою її залишити нашим дітям і онукам.
11. Екологічні і гігієнічні характеристики опп плівок
З погляду екології, ОПП плівка являє собою оптимальний пакувальний матеріал. Їй характерна висока міцність, що дозволяє застосовувати дуже тонкі плівки. Крім того, ОПП плівки в порівнянні з іншими найбільше часто застосовуваними пакувальними матеріалами мають найнижчу питому вагу (0,90 г/см^3). Усі ці характеристики разом дають сприятливе співвідношення використовуваної кількості плівки до маси вмісту упакування. З 1 кг ОПП плівки можна виготовити набагато більше упакувань, чим з будь-якого іншого матеріалу.
Ще одним сприятливим аспектом є те, що упакування з ОПП плівки завдяки низькій питомій вазі, при вторинній переробці виділяють зовсім невелику кількість двоокису вуглецю і ніяких інших токсичних газів, що є найважливішим доводом на користь ОПП плівки у світлі сьогоднішніх дискусій по тепловому ефекті й ушкодженнях озонового шару і зв'язаних з ними можливих змінах клімату на нашій планеті.
Протягом уже декількох років під час обговорення питань охорони навколишнього середовища, особливо у відношенні пакувальної індустрії, існує думка про недоцільність використання синтетичних упаковок. При цьому посилаються на їхнє неприродне походження. У той же час пріоритет віддається упакуванням на базі таких матеріалів природного походження як дерево, целюлоза, чи крохмаль сахароза, тому що вони є частиною природного природного циклу. Цей на перший погляд простий і правдоподібний підхід, при більш детальному розгляді виробничого процесу виготовлення того чи іншого пакувального матеріалу і методів його утилізації виявляється некоректним.
Усі синтетичні матеріали, до яких також належать і ОПП плівки, є похідними природних матеріалів - нафти, газу, вугілля, що утворилися з рослин у результаті тривалих природних процесів і що є , таким чином , частиною природного циклу. Тому поліпропілен також можна віднести до органічних матеріалів як і дерево, целюлоза, чи крохмаль жир. Поліпропілен складається з таких елементів як вуглець і водень і при його спалюванні звільняється стільки ж енергії, скільки при спалюванні нафти.
Всі упакування, будь вони зі скла, папера, целюлози, чи металу синтетичних матеріалів не зустрічаються в природі як такі. Їх також одержують у результаті різних процесів, у тому числі і хімічних, затрачаючи на це енергію і роблячи викиди в навколишнє середовище.
Щоб врахувати всі негативні впливи на навколишнє середовище, починаючи з виробництва сировини, випуску продукту і закінчуючи утилізацією відходів, розробляють екологічні баланси (еко-баланси) різних матеріалів. І хоча поки ще, не складені докладні екобаланси для всіх продуктів по єдиному зразку, чи їхні оцінки ще не уніфіковані, можна на основі вже наявного цифрового чи матеріалу виходячи з результатів проведених досліджень зробити висновок о тім, що синтетичні матеріали здебільшого ні як не несуть у собі велику погрозу навколишньому середовищу в порівнянні з так називаними продуктами природного походження.
Практично у всіх країнах світу існують строгі , оформлені законодавчо вимоги по упакуванню харчових продуктів. Орієнтовані ПП плівки абсолютно нешкідливі при контакті з харчовими продуктами, тому що в їхньому складі практично не використовуються ніякі додаткові добавки. Проте в деяких країнах, у тому числі в Україні, бажано використовувати плівки тих виробників, що мають гігієнічний сертифікат Міністерства охорони здоров'я.
Слід також зазначити, що при упакуванні харчових продуктів ОП плівки не піддані впливу і проникненню усередину мікроорганізмів і цвілевих грибків, у той час як матеріал ряду альтернативних упакувань на основі продуктів природного походження в умовах підвищеної вологості сам піддається руйнуванню і не охороняє упаковані в нього продукти.
Орієнтовані ПП плівки складають близько 0,2% відходів у більшості європейських країн. Завдяки низкою щільності і незначній товщині, ОПП плівки не являють собою серйозної погрози для нагромадження міського не переробленого сміття. Їхня незначна кількість у відносному вираженні насправді складає сотні тисяч тонн в абсолютних цифрах. Очевидно, що при заміні ОПП плівок із щільністю 0,91 г/см^3 на полівінілхлоридні, целофанові чи полієтилентерефталатні плівки (щільність 1,35-1,40 г/см^3), для одержання аналогічного по площі кількості пакувального матеріалу варто було б використовувати в 1,5 разів більше альтернативних полімерів. Відповідно зросли б і відходи.
Утилізація відходів полімерів
Існують наступні методи утилізації відходів полімерів:
. термічна переробка;
. вторинна переробка;
. сміттєві смітники;
. компостування.
Нарівні з іншими термопластичними матеріалами ОПП плівки піддаються вторинній переробці і, відповідно, вторинному використанню. Вторинний ПП не використовується для одержання ОПП плівок, однак може застосовуватися для одержання товстих ПП плівок для термоформування чи блокових виробів. У цьому випадку відходи ОПП плівок подрібнюють, змішують з порошком поліпропілену і додають пігменти, наполнители, каучуки, компатибілізатори, стабілізатори та інші необхідні добавки. Отриману композицію змішують у экструдорі, гранулюють і піддають подальшій переробці.
Оскільки в процесі переробки й експлуатації молекули ПП окисляються і деструктируют, можливості його вторинної переробки обмежені. Полімерні матеріали з досить глибокою деструкцією піддають спалюванню. Як чистий вуглеводень ПП під час спалювання сміття розкладається на двоокис вуглецю (СО2) і воду (Н2О) і виділяє майже така ж кількість енергії, як і при спалюванні нафти. Однак, при спалюванні нафти, крім вищезгаданих компонентів, також утвориться і двоокис сірки (SО2), що випадає потім у виді кислотних дощів. Ще більш широкий спектр шкідливих продуктів, у тому числі в пилоподібній формі утвориться при спалюванні вугілля.
Спалювання відходів синтетичних матеріалів разом з побутовим сміттям на сучасних теплоелектростанціях , що працюють на відходах є найбільш розумним варіантом. Навряд чи може бути виправдана практика, коли така коштовна сировина як нафта і природний газ неекономно витрачають для прямого вироблення енергії замість того, щоб використовувати теплову енергію від спалювання таких синтетичних матеріалів як полімери, одержуючи тим самим подвійну вигоду: утилізація відходів і економія природних ресурсів.

Рис. 8. Відносні обсяги споживання нафти в різних областях застосування в країнах Західної Європи, Японії і США.
22% електростанції , промисловість 35% опалення 7% решта ; 3% інші хім. продукти ; 4% полімери ; 29 % транспорт.
Тільки 7% нафти, що витрачається в країнах 3ахідної Європи, використовується як хімічна сировина, з них 4% - для виробництва синтетичних полімерних матеріалів і 3% - для інших хімічних продуктів. Що залишилися 93% від загальної витрати нафти спалюються в різних процентних співвідношеннях безпосередньо на електростанціях, при опаленні житла й у двигунах внутрішнього згоряння (рис.19). При раціональному, багаторазовому (що можливо в силу здатності більшості полімерів до вторинної переробки) використанні синтетичні матеріали, включаючи ОПП плівки можуть в остаточному підсумку бути утилізовані для виробництва енергії. Це повинно привести до більш раціонального використання природних ресурсів. Нижче приведені теплотворні здібності різних полімерів у порівнянні з теплотворною здатністю мазуту:
Поліпропілен 46,000 кДж/кг
Поліетилен 46,000 кДж/кг
Полістирол 46,000 кДж/кг
Мазут 44,000 кДж/кг
ПВХ 18,000 кДж/кг
Папір 16,000 кДж/кг
Дерево 16,000 кДж/кг
Їхнє порівняння дає чітке представлення про енергетичну цінність відходів полімерів. На жаль, у свідомості багатьох людей спалювання відходів для держання електроенергії викликає негативну реакцію. У той же час, незважаючи на всі зусилля, прикладені для розробки так званих алтернативных джерел енергії, у європейських кліматичних зонах електричний струм і теплова енергія ще довго будуть одержувати тільки при спалюванні чи теплоносіїв за рахунок ядерної енергетики. В даний час проводяться дослідження технології утилізації полімерних матеріалів на спеціальних теплоелектростанціях. Однак, необхідною умовою для цього є збір і сепарація синтетичних відходів.
При збереженні на смітниках ОПП плівки є нейтральними стосовно навколишнього середовища. Вони піддаються процесу біологічної деструкції при який, однак, ні в ґрунтові води, ні в ґрунт, ні в повітря не надходять шкідливі речовини. Перевага ОПП полягає в тому, що він займає дуже мало місця.
3начні надії в останні роки покладають на здатність відходів до біологічної деструкції. Однак, на практиці смітники значно ущільнюються, щоб заощадити площа. При цьому повітря витісняється настільки, що навіть речовини здатні до активного розкладання не окисляються цілком до СО2 і води. При їхньому розкладанні в умовах недоліку кисню утвориться, в основному, метан - газ, що надходить в атмосферу. Цей газ має негативний вплив на живу природу і дуже вибухонебезпечний.
Необхідно також враховувати той факт, що смітники лише частково складаються з органічних матеріалів, здатних до розпаду. Було доведено, що ці матеріали частково розпадаються протягом 10-30 років і швидкість їхнього подальшого розпаду поступово сповільнюється до нуля. Проведені в США дослідження сміттєвих смітників 10-15- літньої давнини показали, що після цього проміжку часу на смітнику можна знайти залишки харчових продуктів і газети, що легко можна читати. Чекання того, що смітники можна буде знову використовувати по спливу якогось часу, не представляються реальними.
Проблема відходів упакування при використанні матеріалів, що біологічно розкладаються, також представляється складно розв'язною. Це пов'язано з тим, що біологічне руйнування може початися ще до закінчення терміну служби упакування, приводячи до псування продукту. Крім того, енергетична цінність біорозкладних полімерів губиться в процесі їхнього розпаду. При цьому в атмосферу виділяється така ж кількість СО2 як і при спалюванні полімерів, але енергія не може бути утилізована. Домішки біодеструріруючих матеріалів різко знижують можливість вторинного використання полімерних відходів. Накінець, як тільки населення довідається про застосування упакувань, що саморозкладаються, їх ще більш легковажно будуть викидати на вулицю. Нормативно обґрунтовані вимоги і мети стосовно утилізації і вторинної переробки упакування були закріплені постановою Ради Європи під номером 94/б2/Ес. Планується, що всі країни - члени Европейского Співтовариства проведуть свої законодавчі і нормативні акти у відповідність з цим документом до кінця 1999 р. Першою країною, що завершила цей процес до травня 1998 р., стала Великобританія ((UK Packagіng Essentіal Requіrements) Regulatіons 1998).
12.Техніка безпеки
Введення екструдера в експлуатацію дозволяється тільки після повного закінчення всіх монтажних та налагоджувальних робіт, засвідчених актами приймання обладнання та приладів КВП, протоколами завершення монтажу та наладки. Перед першим пуском, а також перед тривалими зупинками необхідно ретельно очистити черв'як, корпус, решітку та форму голівку від залишків раніше відпрацьованих термопластів (виняток становлять тільки поліолефінів, що допускають повторний запуск без попереднього чищення робочих органів).
Порушення цього правила може призвести до перевантаження і поломки екструдера (обрив болтів кріплення головки, руйнування упорного підшипника, пошкодження внутрішньої поверхні корпусу). До специфічних робіт, що виконуються машиністом екструдера, відносяться заправка виробу в приймально-тягнучий пристрій, чистка черв'яка й голівки, перевірка справності пристроїв огородження, систем нагріву.
Найбільшу небезпеку в цих випадках є термічні опіки, можливість отримання механічних травм, ураження струмом та отруєння. Тому машиніст екструдера зобов'язаний стежити за найбільш небезпечними ділянками екструзійних установок (обертові частини та деталі, місця приєднання нагрівальних елементів головок і циліндрів, нагріта поверхня, заземлення обладнання). Оператор при обслуговуванні нагрітої головки повинен працювати в захисних рукавицях.
Оператор не повинен знаходитися перед фланцем на той випадок, якщо внаслідок недотримання співвісності отворів у фіксаторі і адаптері або розвитку високого тиску розплаву через недостатню температури фланець від'єднається при експлуатації екструдера.
Слід використовувати для заправки виробів наявні спеціальні пристосування; для чищення використовувати шкребки з кольорового металу, щоб уникнути подряпин і забоїн - джерел застою і розкладання матеріалу; чистку проводити при наявності в приміщенні як загальної припливно-витяжної вентиляції, так і розміщених над місцями чищення головки черв'яків і циліндра місцевих відсмоктувачів у вигляді парасольок. При зависанні матеріалу в бункері або завантажувальному отворі його слід проштовхувати пластмасовими стержнями. Застосування для цієї мети металевих прутів неприпустимо.
Налагоджувальник екструзійних ліній зобов'язаний перевірити, крім того, справність використовуваних вантажопідйомних пристосувань і кріпильного інструменту.
Для поліпшення умов праці робітників завантаження сировиною екструзійного обладнання повинна бути механізована, ділянки - забезпечені загальнообмінною припливно-витяжною вентиляцією, а обладнання - місцевими відсмоктувачами у вигляді парасольок над циліндром і головкою.