Разработка технологии процесса изготовления отливки
1. Разработка технологии процесса изготовления отливки
1.1 Характеристика детали
Деталь "Ступица" имеет вид тела вращения со сложными полостями, изготавливается из стали 30Л ГОСТ 977-88 с габаритными размерами 1400мм×1400мм×370мм. Масса отливки 1114 кг, преобладающая толщина стенки 100 мм. Деталь относится к отливкам IV группы сложности. Химический состав и свойства данной стали приведены в табл. 1.1
Таблица 1.1 – Химический состав и механические свойства стали 30Л [2]
-
Массовая доля элементов, % (остальное Fe)
по ГОСТ 997-88
Механические свойства
C
Mn
Si
S
P
σв,
Н/мм2
δ, %
HB
не более
Не менее
0,27…
0,35
0,45…
0,90
0,20…
0,52
0,045
0,040
471
17
131…157
Сталь 30Л имеет следующие характеристики: низкая коррозионная стойкость, удовлетворительная жидкотекучесть, не склонна к образованию трещин, хорошо сваривается, но после сварки требует отжиг.
Данный сплав применяют для изготовления отливок деталей работающих под действием средних статистических и динамических нагрузок, Корпусов и обойм турбомашин, деталей гидротурбин, рычагов, балансиров, корпусов редукторов, муфт, шкивов, станины, балки и другие детали.
1.2 Выбор технологического процесса и обоснование принятого способа литья
Основной задачей технологического процесса является выбор наиболее рационального способа формовки, обеспечивающего высокие показатели производства качественных литых деталей.
Деталь "ступица" имеет массу 1114 кг, при годовом выпуске 60 шт. целесообразно использовать машинную формовку.
Отливка выполняется в разовой литейной форме, отверждаемой в контакте с оснасткой (с применением ХТС). Форма состоит из верхней и нижней полуформ, которые, образуют полость отливки ограниченную стенками полуформ и стержнями. Для компенсации усадки у стали во время затвердевания в верхней полуформе необходимо предусмотреть установку прибылей. Для вывода газов и воздуха из полости формы во время её заливки, а также для частичной компенсации усадки металла во время затвердевания необходимо предусмотреть установку выпоров, а в верхней полуформе предусмотреть газовые наколы. На рисунке 1.1 приведена схема технологического процесса изготовления отливки “ступица".
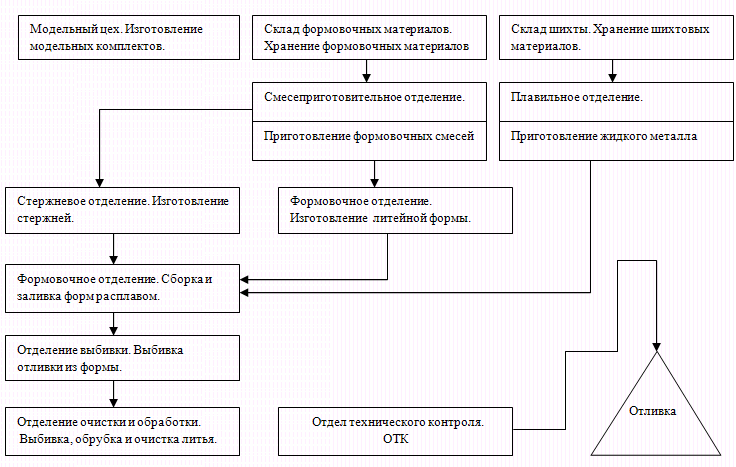
Рисунок 1.1 - Схема технологического процесса изготовления отливки "ступица"
1.3 Оценка технологичности отливки
Технологичность данной детали определяется в зависимости от целого ряда факторов:
1) минимальная толщина стенки отливки должна быть больше минимально допустимой толщины для заданного сплава [4]
δ>min >≥ δ>min.>>доп>, (1.1)
где δ>min> - минимальная толщина стенки в отливке;
δ>min.>>доп> - минимально допустимая толщина стенки в отливке.
20 мм = 20 мм,
Следовательно, по этому критерию данную деталь можно считать технологичной;
2) разнотолщинность сопрягаемых стенок не должна превышать 4 [4]
δ>max>/δ>min> ≤ 4 (1.2)
где
 - максимальная толщина стенки отливки.
- максимальная толщина стенки отливки.
100 мм / 20 мм = 5;
По данному критерию данная деталь не технологична;
3) отливка "ступица" не имеет острых углов, она имеет плавные переходы сопрягаемых под углом стенок. Эти переходы выполняются при помощи галтелей;
4) Так как будущая отливка будет изготавливаться из стали 30Л, то её конструкция должна обеспечивать направленное последовательное затвердевание снизу вверх. Конструкция данной детали позволяет создать направленное затвердевание, так как есть возможность расположить отливку таким образом, чтобы тонкие части располагались внизу, а более массивные вверху под прибылью, следовательно, по данному критерию отливка технологична.
Вывод: в целом отливка "ступица" не смотря на имеющиеся не технологичные элементы, является технологичной и ее можно получать методом литья, заданного качества при минимальных затратах.
1.4 Выбор положения отливки в форме и назначение разъема модели и формы
Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное значение, так как оказывает решающее влияние на качество будущей отливки, предопределяет разъем формы и модели и весь технологический процесс формовки.
Положение отливки в форме и разъем обуславливают контуры отливки, величину припусков на механическую обработку, возможные размеры опок, массу полуформ.
Правильный выбор расположения отливки в форме должен обеспечивать спокойное заполнение формы металлом, исключать разрушения отдельных участков формы и стержней, способствовать направленному затвердеванию. Обычно, при проектировании литейной технологии для конкретной отливки возможны несколько вариантов положения отливки в форме и разъемов формы. Варианты расположения отливки форме приведены на рисунках 1.2, 1.3, 1.4.
Преимущества расположения отливки в нижней полуформе:
- вся отливка расположена в одной полуформе, поэтому исключается возможность сдвигов и перекосов полуформ, что влияет на размерную точность отливки;
- уменьшается вероятность ухода металла по разъему формы;
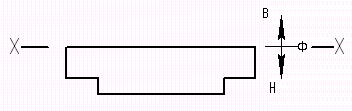
Рисунок 1.2 – Схема расположения отливки в нижней полуформе
- базовая поверхность отливки и поверхность подвергаемая механической обработке расположены в одной полуформе;
- применяется неразъемная модель, что удешевляет производство модельного комплекта;
- возможно создание условия для направленного затвердевания.
Недостаток данного метода:
- необходимость применения жеребеек
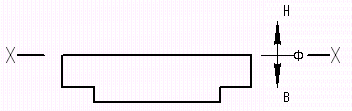
Рисунок 1.3 – Схема расположения отливки в верхней полуформе
Преимущества расположения отливки в верхней полуформе:
- вся отливка расположена в одной полуформе, поэтому исключается возможность сдвигов и перекосов полуформ, что влияет на размерную точность отливки;
- уменьшается вероятность ухода металла по разъему формы;
- базовая поверхность отливки и поверхность подвергаемая механической обработке расположены в одной полуформе;
- большинство обрабатываемых поверхностей располагаются в нижнем положении при заливке формы или вертикально;
Недостатки данного метода:
- увеличивается высота верхней полуформы, а следовательно перерасход смеси на полуформу и трудоемкость ее изготовления;
- невозможность извлечения модели из формы без ее разрушения, поэтому необходимо применять особые виды формовки;
- невозможность установки стержней.
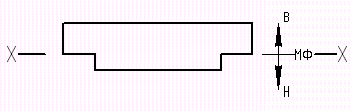
Рисунок 1.4 - Схема расположения отливки в нижней и верхней полуформах
Преимущества расположения отливки в нижней и верхней полуформах:
- большинство обрабатываемых поверхностей располагаются в нижнем положении при заливке формы или вертикально;
- возможно создание условия для направленного затвердевания;
- уменьшение высоты верхней и нижней полуформ, что влечет уменьшенный расход смеси.
Недостатки данного метода:
- необходимость применения разъемной модели, что влечет повышенную цену модельного комплекта;
- вероятность ухода металла по разъему формы;
- возможны перекосы.
На основании анализа рассмотренных вариантов принимаем расположение отливки в форме изображенное на рисунке 1.1, т.к. такое положение отливки в форме имеет наибольшее количество преимуществ и наименьшее количество недостатков.
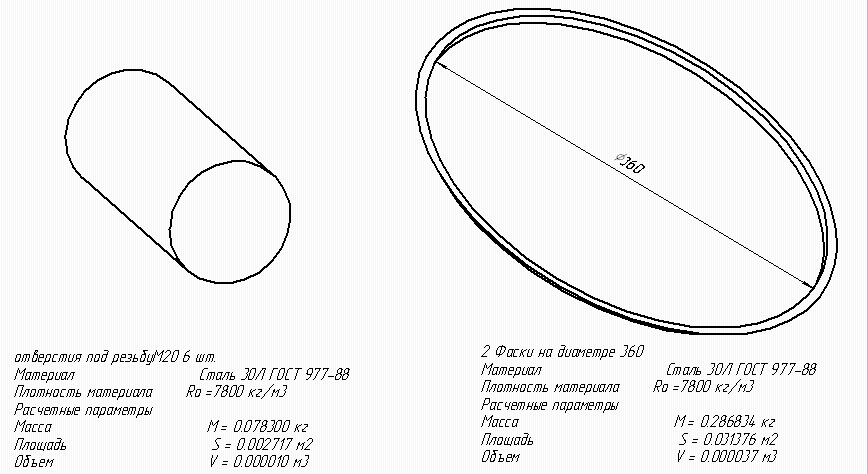
1.5 Определение непроливных элементов
Непроливными элементами – называются элементы детали которые в данных условиях нецелесообразно выполнять литьем. Их выполняют при механообработке отливки.
В детали "ступица" есть следующие непроливные элементы:
а) резьбовые отверстия – 6 отверстий;
б) фаска 8 мм×450 в отверстии D360 – 2 фаски;
в) фаска 19 мм×250 на внешнем диаметре 1400 – 1 фаска.
1.6 Определение норм точности и величины припусков на механообработку
Припуском на механическую обработку называют слой металла на отливке подлежащий к удалению путем механической обработки для получения поверхности заданных размеров и чистоты. Величина припусков на механическую обработку зависит от:
- технологических процессов литья;
- массы отливки;
- максимального габаритного размера;
- материала отливки.
Припуски на механическую обработку назначают по ГОСТ 26645-85. Этот ГОСТ распространяется на отливки из черных и цветных металлов и регламентирует: допуски на размеры, массу и припуски на механическую обработку. Величина припусков на механическую обработку отливки "ступица" рассчитана на ПЭВМ. Результаты приведены в приложении А.
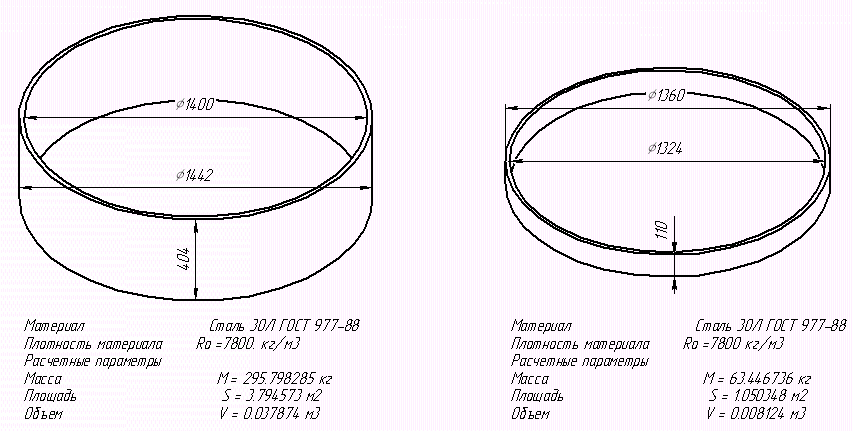
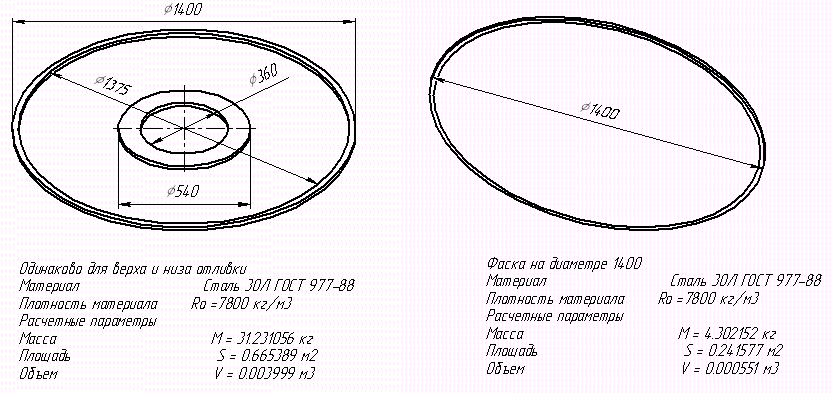
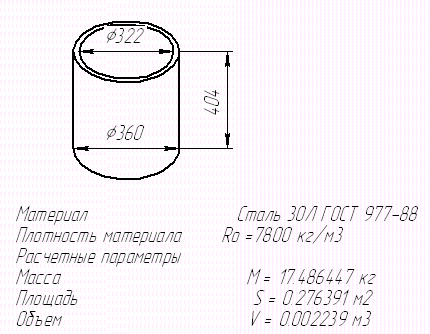
1.7 Определение размеров и массы отливки
Для необрабатываемых поверхностей отливки размер определяется по формуле[4]
L>0>=L>д>±0,5∙Т, (1.3)
а для обрабатываемых поверхностей[4]
L>0>=L>Д>±Z±0,5∙T, (1.4)
где L>0> – размер отливки, мм;
L>д> – размер детали, мм;
Т – допуск размера, мм;
Z – величина припуска на механическую обработку, мм;
Расчет размеров отливки представлен в таблице 1.2
Таблица 1.2 – Расчет размеров отливки
-
Размер детали, мм
Положение поверхности в форме
Припуск,
мм
Допуск,
мм
Размер
отливки,
мм
1
2
3
4
5
ø1400
бок
21,0
22,0
ø1442±11,0
370
верх
17,0
16,0
404±8,0
низ
17,0
16,0
ø360
бок
19,0
16,0
ø322,0±8,0
ø1360
бок
18,0
22,0
ø1324,0±11,0
ø1350
…
…
22,0
ø1350,0±11,0
ø1330
…
…
22,0
ø1330,0±11,0
ø540
…
…
18,0
ø540,0±9,0
ø560
….
…
18,0
ø560,0±9,0
ø540
…
…
18,0
ø540,0±9,0
ø180
…
…
14,0
ø180,0±7,0
R60
…
…
8,0
R60±4,0
R40
….
…
7,0
R40±3,5
R30
…
…
7,0
R30±3,5
R20
…
…
6,4
R20±3,2
R75
…
…
8,0
R75±4,0
Масса отливки определяется по формуле[4]
М>отл>=М>д>+М>пр.м.обр.>+М>н.э>+М>д.э>±ΔМ, (1.5)

где М>отл> – масса отливки, кг;
М>д> – масса детали, кг;
М>пр.м.обр> – масса припусков на механическую обработку, кг;
М>н.э> – масса не проливных элементов , кг;
М>д.э> – масса дополнительных элементов, кг;
ΔМ – допуск массы, кг.
Масса припусков на механическую обработку определяется по формуле [4]
 ,
(1.6)
,
(1.6)
где
 - суммарный объем припусков на механическую
обработку, м
- суммарный объем припусков на механическую
обработку, м ;
;
ρ - плотность стали 30Л, кг/м3, ρ =7800 [5].
Масса непроливных элементов определяется по формуле
 ,
(1.7)
,
(1.7)
где
 -
суммарный объем непроливных элементов.
-
суммарный объем непроливных элементов.
Величину объемов и масс смотри в приложении Б.
М>пр.мех.обр.> = (0,037874+0,008223+0,008348+0,007636)∙7800 =484,2 кг.
М>н..э> = (6∙0,000007+2∙0,000052+0,000181)∙7800 = 2,6 кг.
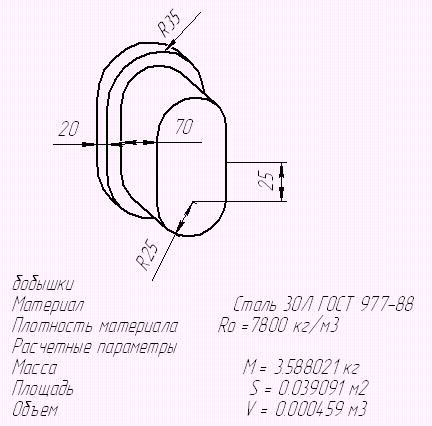
Масса дополнительных элементов будет составлять
М >д. э.>=( 0,000168+0,00049)·7800=5,1кг.
Таким образом, масса отливки будет равна
М>отл.>= 1114+484,2+2,6+5,1= 1605,9 кг .
С учетом допуска 12%, масса отливки будет составлять
М>отл. >= 1605,9±192,7 кг.
1.8 Определение границ стержней и их знаков
Литейными стержнями называют элементы литейной формы, изготавливаемые отдельно от полуформ по специальной (как правило) оснастке и предназначенные для получения в отливке отверстий и полостей, которые не могут быть получены от модели. Стержни, как правило, ставят в форму после сушки, чтобы увеличить их прочность и уменьшить газотворность.
Стержневые знаки служат для обеспечения правильного и надежного фиксирования стержня в форме и удаления из него газов во время заливки.
Для выполнения отливки "Ступица" необходимо пятнадцать стержней.
Основным положением при разработке технологического процесса отливки является выбор границ стержней, определение формы и размеров знаков стержней с учетом знаков фиксаторов, определение мест расположения и размеров вентиляционных каналов стержней и др.
Разъем стержневого ящика и основное направление набивки показано стрелками на рисунках 1.5, 1.6 и 1.7.
При выборе границ стержней необходимо руководствоваться следующими основными требованиями:
– границы стержней должны обеспечивать простоту изготовления стержневого ящика, наименьшее число отъемных частей в нем, вкладышей, так как они не обеспечивают точности и быстро выходят из строя;
– основные опорные знаки стержней следует проектировать в нижней части литейной формы, особенно при крупных и сложных стержнях;
– верхние знаки стержней должны обеспечивать их точную фиксацию в литейную форму;
– крупные стержни необходимо просушивать в том положении, в котором их устанавливают в литейную форму;
– располагать стержни в нижней полуформе, так как на установку и крепление стержня в верхней полуформе затрачивается в 5-6 раз больше времени, чем в нижней.
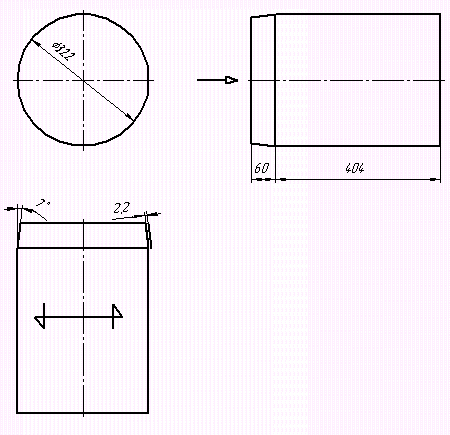
Рисунок 1.5 – Эскиз стержня №1
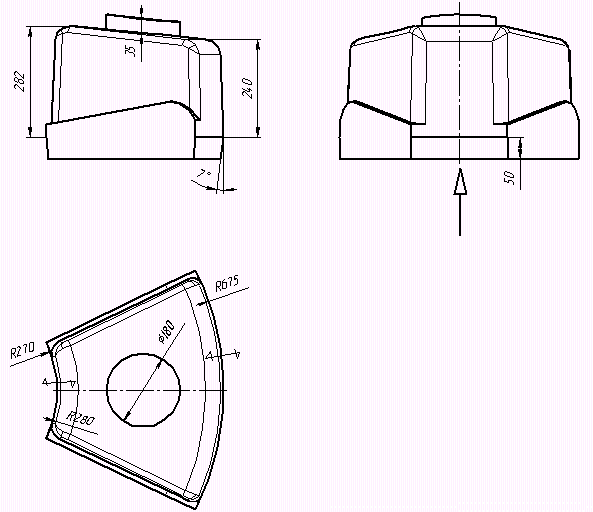
Рисунок 1.6 – Эскиз стержня №2
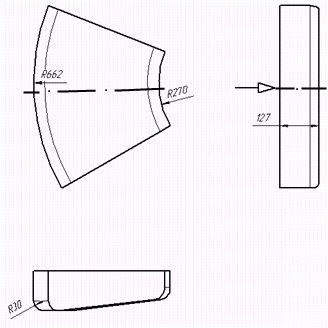
Рисунок 1.7 – Эскиз стержня №3
При разработке ТП получения отливки начинают с нанесения внешнего контура стержней и границ между ними. Сначала определяют внешние очертания стержня. При этом избегают применения лишних стержней, если части стенок отливки или ее плоскость можно получить по модели. Затем уточняют контур каждого стержня, исходя из следующих технологических требований:
– создание простейшей конструкции и удобства набивки стержневого ящика;
– минимальное проведение работ по отделке стержней;
– получение плоской опорной поверхности.
Величина стержневых знаков, как для горизонтальных, так и для вертикальных стержней назначается в соответствии с ГОСТ 3212-92 в зависимости от габаритных размеров стержня, характера литейной формы (сухая, сырая, с химическим твердением, вместе с оснасткой и др.) и от размера в сечении знака стержня.
Принимаем величину знаков 60 мм (для стержня №1) и 50 мм (для стержня №2), уклоны для обоих стержней 7○ и также зазоры 2,2 мм. Согласно ГОСТ 3212-92. Стержень №3 выполняется без знаковой части в неразъемном ящике.
1.9 Расчет прибылей
Прибыли применяются для получения плотных отливок без дефектов усадочного происхождения: раковин и пористости. В процессе формирования отливки прибыль составляет с нею единое целое и располагается таким образом, чтобы металл, сохраняющийся в ней в жидком состоянии, мог непрерывно поступать в затвердевающие части отливки для компенсации уменьшения их объема.
Для выполнения своего назначения прибыль должна удовлетворять следующим требованиям:
- затвердевать позже отливки;
- в течение всего периода затвердевания отливки иметь необходимый для питания избыток жидкого металла.
Расчет размеров прибылей проводится на ПЭВМ. Результаты расчетов приведены в приложении В. Эскизы прибылей представлены на рисунке 1.8.
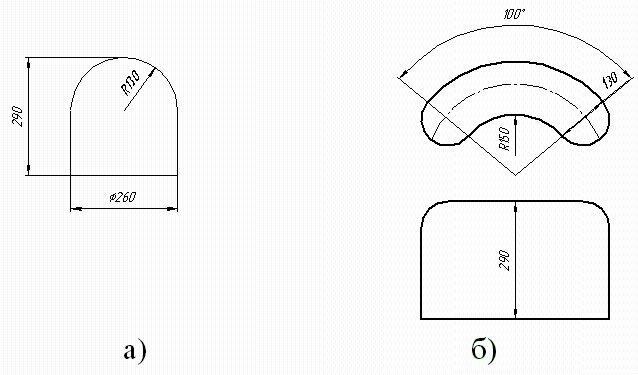
Рисунок 1.8 – Эскизы прибылей а)полушаровая, б)полушаровая полукольцевая закрытые
1.10 Расчет литниковой системы
Литниковая система – система каналов и устройств для подвода в определенном режиме жидкого металла в полость литейной формы, отделения неметаллических включений и обеспечения питания отливки при затвердевании. Литниковую систему размещаем по разъёму литейной формы и вне разъема.
Правильная конструкция литниковой системы должна обеспечивать непрерывную подачу расплава в форму по кратчайшему пути, спокойное и плавное её заполнение, улавливание шлака и других неметаллических включений, создание направленного затвердевания отливки, минимальный расход металла на литниковую систему, не вызывать местных разрушений формы вследствие большой скорости и неправильного потока металла.
Литниковая система включает следующие элементы:
1) стояк - вертикальный канал, соединяющий литниковую чашу (воронку) со шлакоуловителем;
2) Литниковый ход - горизонтальный трапецеидальный канал, соединяющий стояк с питателями;
3) выпор - вертикальный канал, расположенный на самой верхней части полости формы или соединенный с нею боковым каналом (отводной выпор), служащий для вывода газов из формы, а также для наблюдения за ходом заливки формы;
4) питатель - горизонтальный канал, соединяющий шлакоуловитель с отливкой.
5) Литниковую чашу (воронку) – элемент литниковой системы для приема жидкого металла и его направления в стояк.
Для расчета литниковой системы необходимо знать положение отливки при заливке и места подвода металла, размещение моделей на плите.
Правильная конструкция литниковой системы должна обеспечивать:
- непрерывную подачу расплава в форму по кратчайшему пути, спокойное и плавное ее заполнение;
- улавливание шлака и других неметаллических включений;
- создание направленного затвердевания;
- минимальный расход металла на литниковую систему;
- исключение местных разрушений формы.
Расчет литниковой системы проведен на ПЭВМ. На рисунке 1.8 изображены площади сечения стояка, литникового хода и питателя. Результаты расчетов представлены в приложении В. Для расчета массу выпоров берем 1…2% от массы отливки.
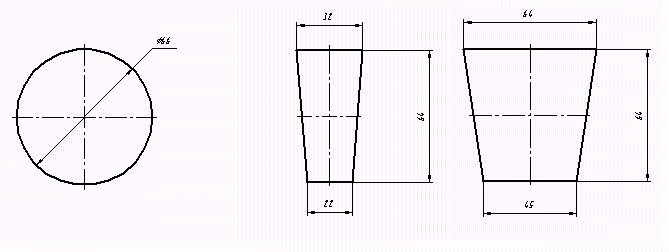
Рисунок 1.8 Сечения элементов литниково–питающей системы
-
Fст=34,6 см2
Fл.х.=17,3 см2
Fпит=34,6 см2
Кол. 1
Кол. 2
Кол. 2
∑ Fст=34,6 см2
∑ Fл.х.=34,6 см2
∑ Fпит=69,2 см2
а) стояк
б) литниковый ход
в) питатель
1.11 Расчет выпаров
Выпор служит для удаления воздуха и газов из полости литейной формы во время заливки ее жидким металлом. Кроме этого своего основного назначения выпор сигнализирует о конце заливки, уменьшает динамическое давление металла на форму и иногда служит для питания отливки (питающий выпор).
Выпоры устанавливают на самых высоких частях или в верхних местах отливки, имеющих замкнутый объем, из которого затруднен отвод воздуха и газов. При использовании закрытых прибылей на них также устанавливают выпоры. При определении мест установки выпоров избегают установки их на массивных частях отливки в связи с тем, что это приводит к образованию усадочных раковин под выпором.
Суммарную площадь поперечного сечения выпоров можно определить по формуле
 ;
(1.8)
;
(1.8)
где ∑f>в> - суммарное сечение выпоров, м2;
V>отл> - объем полости формы, м3;
τ - оптимальная продолжительность заливки формы расплавом, τ=51 с (прил. Г);
v- критическая скорость истечения воздуха через выпор, м/с.
Объем отливки
определяют по массе жидкого металла,
заливаемого в форму, М>ж
>(прил.
Д) и его плотности
 >ж>:
>ж>:

(1.9)
V>отл>=2542,3/7600=0,334513 м3.
Суммарная площадь выпоров равна
∑f>в>=2∙0,334513/51∙1= 0,013118 м2.
Критическая скорость v не должна превышать 1,0 м/с.
Так как Самой высокой точкой отливки является прибыль и их количество 9 шт., то принимаем что в отливке такое же количество выпоров.
Площадь сечения одного выпора можно определить по формуле
f=∑f>в>/n>в>, (1.11)
где ∑f>в >– суммарная площадь сечения выпоров;
n>в>– количество выпоров, принимаем 9 шт.
f=0,013118/9= 0,001458 м2
Диаметр 1 выпора равен
 м
м
Исходя из расчета, принимаем диаметр выпора 45 мм.
2. ВЫБОР РАЗМЕРОВ ОПОК
Литейная опока - приспособление для удержания формовочной смеси при изготовлении литейной формы, транспортировании ее и заливки жидким металлом.
Выбор оптимальных размеров опок и размещение моделей в опоке или на плите имеет важное значение. Большие габариты опок значительно увеличивают удельный расход формовочных материалов. Уменьшение размеров опок при одном и том же количестве моделей приводит к появлению различных дефектов (обвал частей формы, утечка металла из формы во время заливки и т.п.).
При выборе размеров опок следует учитывать, что использование чрезмерно больших опок влечет за собой увеличение затрат труда на уплотнение формовочной смеси, нецелесообразный расход смеси; использование очень маленьких опок может вызвать брак отливок вследствие продавливания металлом низа формы, ухода металла по разъему и т.п.
Выбираем рекомендуемую толщину слоев формовочной смеси на различных участках формы по таблице 8.10[4].
Минимально допустимая толщина слоя, мм:
– от верха модели до верха опоки – 200;
– от низа модели до низа опоки – 250;
– от модели до стенки опоки – 100;
– между моделью и шлакоуловителем –150;
– от кромки стояка до кромки модели – 100.

Рисунок 1.9 Эскиз расположения отливки в форме
Полученные данные позволяют определить минимальные размеры опок, которые окончательно уточняют по ГОСТ 2133-75, при этом расчетные значения увеличивают до ближайшего регламентированного размера. Этот же ГОСТ устанавливает расстояние между осями центрирующих отверстий и средние размеры опок из различных материалов.
Выбираем
опоки с размерами в свету 2500×2000× ГОСТ 14994–69, ГОСТ 14995–69.
ГОСТ 14994–69, ГОСТ 14995–69.
3. ВЫБОР ФОРМОВОЧНОЙ И СТЕРЖНЕВОЙ СМЕСИ
В единичном к серийном производстве средних и крупных отливок используют облицовочную и наполнительную смеси.
К стержневым смесям предъявляют более жесткие требования, чем к формовочным.
Прочность стержней в сухом состоянии, и их поверхностная твердость должны быть выше этих же параметров формы. Стержневые смеси должны иметь большую огнеупорность, податливость и небольшую гигроскопичность, особенно при формовке по-сырому; высокую газопроницаемость и малую газотворную способность, хорошую выбиваемостъ.
Для нашей отливки в качестве формовочной смеси выбираем облицовочную и наполнительную ХТС, состав которых приведен ниже.
Облицовочная смесь для крупных отливок:
песок кварцевый ………….…. 100%;
смола фурановая ……………. 1,5%;
паратолуолсульфокислота …. 0,3%;
диацетат ……………………… 0,3%.
Наполнительная смесь имеет такой же состав, как и облицовочная только вместо свежего песка применяется регенерат.
В качестве стержневых смесей применяем ХТС с составом облицовочной смеси.
Для уменьшения пригара полость формы окрашивается противопригарной краской, состав которой приведен в таблице 3.1 [7].
Таблица 3.1 – Состав противопригарной краски
-
N
Назначение краски
Циркон
Пуль-верба-келит
Смола ПВБ (поли
винилбути-раль)
Смола К-9
Спирт гидролизо-ванный
Плотность краски
Безвод-ная краска
Для крупного литья
60
4
2,5
6
36
1,85…1,95
4. ПРОЕКТИРОВАНИЕ ОСНАСТКИ
Оснастка – это набор инструментов (модели, стержневые ящики и т.д.), которые используют при изготовлении формы.
Класс точности оснастки выбирается в зависимости от класса размерной точности отливки (табл. 3.1 [4]). Класс точности оснастки для данной отливки 8.
Размер модели и стержневых ящиков необходимо рассчитывать с учетом линейной усадки (табл. 3.8 [4]).
Поскольку отливка "ступица" из стали 30Л, величина усадки составляет 0,3%.
Размер модели определяется по формуле
L>м>=L>отл>+
L>отл∙> ±
Т>м>,(3.1)
±
Т>м>,(3.1)
где L>отл> – расчетный размер отливки, включающий припуски на механообработку, мм;
Т>м> – допуск модели;
у – усадка сплава отливки, %.
Размер модели в районе стержневых знаков должен учитывать зазор между знаком и стержнем - 2,2 мм. Результаты расчета размеров модельного комплекта приведены в табл. 4.1
Таблица 4.1 – Результаты расчета размеров модельного комплекта, мм
-
размер отливки
размер модели
размер отливки
размер модели
размер отливки
размер модели
ø1442,0
1446,3±2,0
R675,0
677,0±2,0
R20,0
20,1±0,5
ø322,0
327,4±1,5
R270,0
270,8±1,0
H342,0
242,7±1,0
ø1350,0
1358,5±2,0
R280,0
280,8±1,0
H382,0
282,8±1,0
ø540,0
537,2±2,0
R665,0
667±2,0
H35,0
35,1±0,5
ø180,0
180,5±0,8
R75,0
75,2±0,5
H30,0
20,1±0,5
ø322,0
323,0±1,5
R40,0
40,1±0,5
H227,0
127,4±0,8
R662,0
664,0±2,0
R30,0
30,1±0,5
Н404,0
405,2±1,5
4.1 Проектирование модели
Модель выполняется цельной по III классу прочности из древесины хвойных пород. Ширина доски не превышает 150 мм. Технические требования приведены ниже [6].
Для данного класса прочности применяется древесина любых пород, сортов и размеров. Переклейка древесины производится по необходимости. Каркасы крупных и средних моделей могут быть изготовлены на контурных рамках, раскрепленных деревянными стойками из тонкомера. Каркасы цилиндрических моделей могут выполнятся на стойках и кольцах. Крепление неотъемных частей моделей допускается на гвоздях и шпильках. Угловые соединения коробчатых пустотелых моделей может быть произведено различными способами. Установка координатных металлических пластин обязательна. Расчерчивание моделей по телам и центрам с простановкой мест прибылей обязательно. Допускается изготовление стержневых ящиков с разъемом на клиньях. Все галтели до радиуса 15 мм выполняются подмазкой, свыше 15 мм – вклейкой или врезкой деревянных планок. Облицовка поверхностей моделей твердыми породами древесины или обивка железом не требуется. Покраска модельных комплектов для машинной формовки производится лаком один раз.
4.2 Проектирование стержневых ящиков
На изготовление стержней требуется три стержневых ящика:
- ящики для стержней №1 и №2 – разъемные;
- ящики для стержней №3 – вытряхной.
Стержневой ящик №1 изготавливается из косяков (секторов), которые крепятся между собой нагелями с предварительной посадкой на клей. Сектора укладываются друг на друга в шахматном порядке. Половинки ящика соединяются болтовой стяжкой. Для более точного соединения они снабжены фланцевыми дюбелями, которые так же служат для усиления стяжки. Ящик оборудован двумя полосовыми подъемами для облегчения его перемещения по цеху.
5. РАСЧЕТ МАССЫ ГРУЗА
Жидкий металл, заполняющий полость формы, оказывает давление на стенки формы. Боковые и нижние стенки формы должны иметь достаточную прочность, чтобы противостоять давлению металла, а верхняя полуформа должна быть прижата к нижней с определенным усилием, чтобы металл не приподнял ее и не растекся по разъему формы. С этой целью перед заливкой формы скрепляют или нагружают, предварительно подсчитав давление жидкого металла на верхнюю полуформу. Иногда давление жидкого металла может быть весьма значительным, тогда форму устанавливают в кессон и уплотняют с боков формовочной смесью, а сверху кладут грузы.
Для расчета массы груза необходимо знать силу с которой металл действует на верхнюю опоку. Ее можно определить по формуле
F>мет> =ρ>ж.м.>∙g∙H∙S(5.1)
где ρ>ж.м. >– плотность жидкого металла (для стали 7600 кг/м3);
g – ускорение свободного падения, g=9,8 м/с2;
H – высота столба металла в форме + прибыль, м;
S – площадь отпечатка формы по крайним точкам, м2;
F>мет>=7600∙9,8∙0,694∙0,816=42178 Н.
Усилие стержней находится по формуле
F>ст.>= ΣV>ст.>∙g∙(ρ>ж.м.>- ρ>ст.>), (5.2)
где ΣV>ст> – суммарный объем всех стержней, ΣV>ст>=0,514 м3;
ρ>ст.> – плотность стержневой смеси, ρ>ст.>=1600 кг/м3;
F>ст>=0,514∙9,8∙(7600-1600)=30223 Н.
Суммарное усилие
ΣF>всп.>= F>ст>+ F>мет>=30223+42178=72401 Н.
Для расчета массы груза так же требуется знать силу тяжести верхней полуформы. Определим ее по формуле
F>т>=(М>оп>+М>см.>)∙g,(5.3)
где М>оп.> – масса опоки, М>оп>=1950 кг [8];
М>см.> – Масса формовочной смеси в верхней опоке, кг
М>см.>=V>оп>∙ρ>см.>,(5.4)
где V>оп> – объем опок по размерам в свету, м3
ρ>см> – плотность смеси, ρ>см>=1600 кг/м3;
М>см.>=2,5∙1600=4000 кг,
F>т>=(4000+1950)∙9,8= 58310 Н.
Исходя из того, что F>т>< ΣF>всп.> видно, что необходима установка груза. Масса груза находится по формуле
 ;
(5.5)
;
(5.5)
 кг.
кг.
Принимаем груз массой 2000 кг.
6. ЗАЛИВКА ФОРМЫ. ОПРЕДЕЛЕНИЕ ЕМКОСТИ ЗАЛИВАЕМОГО КОВША
Качество отливок во многом зависит от температуры заливки, поэтому необходимо стремится заливать формы сталью с высокой температурой (от 1550 до 1450 0С), хотя при этом в отливках возникает больше напряжений и увеличивается склонность к образованию горячих трещин. При заливке форм сталью с более низкой температурой в отливках появляется много газовых раковин и шлаковых включений.
Сталь в форму можно заливать из стопорных, чайниковых и др. ковшей Перед выпуском стали из печи ковши должны быть чистыми и сухими с нагретой до красна футуровкой; при недостаточном нагреве ковша сталь в нем быстро охлаждается и в ковше образуются настыли.
В условиях мелкосерийного производства при изготовлении крупных по массе отливок допускается из одного ковша заливать не более двух форм.
Емкость ковша определяется по формуле
V>к>=1,2∙n∙M,(6.1)
где n – количество заливаемых форм, принимаем n=1;
М – металлоемкость формы, кг (прил. Д);
V>к>=1,2∙1∙2542,3=3050,8 кг.
Принимаем емкость ковша 3т.
7. РАСЧЕТ ВРЕМЕНИ ОХЛАЖДЕНИЯ ОТЛИВКИ
После заливки формы отливка охлаждается и затвердевает.
Полностью затвердевшая отливка должна определенное время охлаждаться с формой, т.к. прочность металла при высоких температурах мала и отливка может быть разрушена при преждевременной выбивке из формы. Кроме того, выбивка при высокой температуре нежелательна, потому что охлаждение ее на воздухе неравномерно: тонкие части будут охлаждаться быстрее массивных, что вызовет появление в отливке внутренних напряжений, ее коробление и даже трещины.
Для сокращения продолжительности охлаждения отливок, особенно массивных, используют различные методы принудительного охлаждения: формы обдувают воздухом; в формы при формовке укладывают змеевики или трубы, по которым пропускают воздух или воду и др. При этом качество отливок не ухудшается.
Длительное нахождение отливки в форме нежелательно, т.к. это приводит к снижению производительности литейных цехов.
Расчет продолжительности охлаждения отливок в форме проведен на ПЭВМ. Результат расчета приведен в приложении Д.
8. ВЫБИВКА
Процесс выбивки отливок заключается в том, что затвердевшие и охладившиеся до заданной температуры отливки извлекают из формы. Форму разрушают, и из отливки удаляют стержни.
Выбивку отливок из литейных форм выполняют на специализированном оборудовании.
Отливку "Ступица" выбивают на выбивных решетках с грузоподъемностью 10 тонн.
В механизированных цехах применяют специальное оборудование – выбивные решетки.
Стрежни из отливок выбивают в галтовочных барабанах, гидрокамерах, электрогидроустановках, реже - на вибрационных машинах. В галтовочных барабанах операция выбивки совмещается с очисткой поверхности отливки.
Участки выбивки оборудованы мощной приточно-вытяжной вентиляцией. Выбивные устройства для форм крупных и очень крупных отливок на период работы закрывают накатными кожухами.
9. ФИНИШНЫЕ ОПЕРАЦИИ
9.1 Очистка
Очистка отливок — процесс удаления пригара, остатков формовочной и стержневой смеси с наружных и внутренних поверхностей отливок. Отливки на очистку подают без стержневых каркасов, литников, прибылей и выпоров.
Попадая в дробеметную камеру отливка обрабатывается потоком дроби из дробеметных головок, установленных на стенках камеры.
Технологический процесс очистки отливки складывается из следующих операций:
- удаления стержней из отливок; отделения литников, выпоров и прибылей;
- очистки отливок от приставшей формовочной смеси;
- удаления заусенцев, окалины, а также правки отливок после термической обработки и их окраски (если эти операции предусмотрены технологией);
- окончательного контроля качества отливок после очистки и обрубки.
Для отливки "Ступица" очистку проводят в дробеметных камерах периодического действия.
9.2 Обрубка
Одной из наиболее тяжелых и трудоемких операций в литейном производстве является обрубка отливок.
Обрубка отливок — процесс удаления с отливки прибылей» литников, выпоров и заливов (облоев) по месту сопряжения полуформ.
Обрубку отливки "Ступица" производят газокислородной резкой. Прибыли крупных отливок удаляют так же газокислородной резкой. При разрезке металл расплавляется под действием горения ацетилена и удаляется направленной струей сжатого воздуха. После обрубки отливки зачищают, удаляя мелкие заливы, остатки прибылей, выпоров и литников.
9.3 Зачистка
Зачистку отливки "Ступица" выполняют шлифовальными машинками (болгарками). Используют подвесные обдирочно-шлифовальные станки.
Зачистку поверхности проводят для проведения визуального определения дефектов отливки т снятия окалины после термообработке.
9.4 Термообработка
Термическая обработка литых деталей способствует улучшению структуры, повышению механических свойств сплавов, устранению коробления отливок за счет уменьшения внутренних напряжений.
Температурный режим зависит от назначения термообработки, вида сплава, характера и особенностей эксплуатации литой детали.
Для отливки "Ступица" изготовленной из стали 30Л III назначаем нормализацию и отпуск. Режимы назначенной термообработки представлены в таблице 9.1.
Таблица 9.1 Режимы термической обработки отливки "Ступица"
|
Материал |
Температура нагрева, 0С |
Скорость нагрева, 0С/ч |
Выдержка,ч |
Примечания |
|
Сталь 30Л III |
Нормализация |
|||
|
850 |
более 100 |
1…2 |
Применяют для измельчения первичной структуры отливок, снятия внутренних напряжений и повышения механических свойств. |
|
|
Высокий отпуск |
||||
|
550 |
30…40 |
1…2 |
Применяют для увеличения ударной вязкости и снижения твердости отливок. Охлаждают на воздухе |
9.4 Контроль качества
Т.к. отливка выполняется из стали 30Л III, то при контроле качества проверяют следующие характеристики:
1) геометрические размеры с помощью шаблонов и измерительных инструментов;
2) масса отливки взвешиванием;
3) наличие внешних дефектов визуально до очистки и термообработки и после зачистки;
4) химический состав по методу химического или спектрального анализа в цеховой лаборатории;
5) статические механические свойства – по выточенным из заготовки образцам – на растяжение, удлинение, сжатие и твердость;
6) динамические механические свойства ударную вязкость;
7) дефекты в отливке (трещины, раковины, рыхлоты) магнитным способом.
ПЕРЕЧЕНЬ ССЫЛОК
1 Голофаев, А.Н. Технология литейной формы / В.И. Лагута, Г.В. Хинчагов – Учебное пособие – Луганск, Изд-во СНУ 2001 – 264с. ISBN 966-590-256-3
2 Могилев, В.К. Справочник литейщика: Справочник для профессионального обучения рабочих на производстве. / О.И. Лев. - М.: Машиностроение, 1988. – 272 с. ISBN 5-217-00242-5
3 Михайлов, А.М. Литейное производство. / Б.Н Бауман. - М.:Машиностроение, 1987. ISBN 5-87623-119-3
4 Методические указания к практическим и самостоятельным работам по дисциплине “Проектирование и производство оснастки” для студентов для студентов дневной и заочной формы обучения специальностей 7,090205, 7,090403 / Сост.: О.В. Приходько, В.И. Тупчиенко.-Краматорск: ДГМА,2002.
5 Ветишка, А. Теоретические основы литейной технологии /Пер. с чешск. -К.:Вища школа,1981. ISBN 5-81231-264-6
6 Сборник руководящих материалов по разработке технологических процессов модельного производства, производственное объединение "НКМЗ", - Краматорск 1983.
7 Методические указания к курсовому проектированию по дисциплине «Технология литейного производства» для студентов специальности 7.090205 / Сост. В.И. Тупчиенко. - Краматорск: ДГМА,2002 –66 с.
ПРИЛОЖЕНИЕ