Технология производства уксусной кислоты окислением ацетальдегида кислородом воздуха
Министерство Образования и Науки РФ
Казанский Государственный Технологический Университет
Кафедра Общей Химической Технологии
Курсовая работа
на тему:
Технология производства уксусной кислоты окислением ацетальдегида кислородом воздуха
Казань 2010
Содержание:
Теоретическая часть
Технологическая схема производства уксусной кислоты окислением ацетальдегида кислородом воздуха
Условия задачи
Материальный баланс процесса
Технологические и технико-экономические показатели процесса
Реклама
Список литературы
Теоретическая часть
Уксусная кислота СН>3>СООН — бесцветная жидкость со специфическим резким запахом (т. кип. 118,1 °С; плотность 1,05 г/см3). Смешивается во всех отношениях с водой, эфиром, хорошо растворяет серу, фосфор, галоидоводороды. Безводная уксусная кислота (так называемая ледяная уксусная кислот; т. затв. 16,6°С) является хорошим растворителем многих органических веществ. Уксусная кислота — весьма стабильное соединение: пары ее не разлагаются при нагревании до 400° С (и даже несколько выше); теплота сгорания 3490 ккал/кг.
Пары уксусной кислоты действуют раздражающе па слизистые оболочки, особенно на слизистые оболочки глаз. Концентрированная уксусная кислота вызывает ожоги.
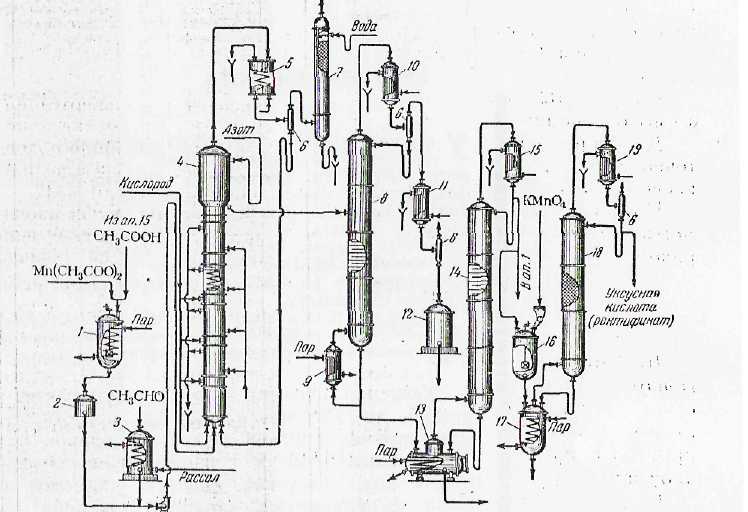
На рисунке 1 показана технологическая схема производства уксусной кислоты окислением ацетальдегида. Раствор катализатора, приготовленный в аппарате 1 путем растворения ацетата марганца, в уксусной кислоте, вместе с охлажденным ацетальдегидом подают в нижнюю часть окислительной колонны 4. Кислород вводят в 3-4 нижние царги колонны. Для разбавления паро-газовой смеси (чтобы не допустить накопления надуксусной кислоты) в верхнюю часть колонны непрерывно подают азот. В процессе окисления в нижней части колонны поддерживают температуру 60° С и избыточное давление 3,8—4,0 ат, в верхней— соответственно 75° С и 2,8-3,0 ат. Тщательное регулирование температуры имеет очень большое значение, так как уменьшение ее ниже 60—70° С приводит к накоплению надуксусной кислоты, а повышение — к усилению побочных реакций, в частности реакции полного окисления ацетальдегпда.
Паро-газовая смесь из окислительной колонны поступает в конденсатор 5, где при 20—30° С конденсируются пары уксусной кислоты и воды; конденсат, в котором растворена большая часть непрореагировавшего ацетальдегпда, после отделения от газов в сепараторе 6 возвращается в нижнюю часть окислительной колонны. Газы после отмывки в скруббере 7 от остатков альдегида и кислоты выводят в атмосферу.
Уксусная кислота (сырец), непрерывно отбираемая из расширенной части окислительной колонны 4, поступает в ректификационную колонну 8, в которой из сырца отгоняются низкокипящне соединения. Освобожденная от низкокипящих примесей уксусная кислота непрерывно поступает в кипятильник 13 ректификационной колонны 14, где при 125° С уксусная кислота испаряется, отделяясь от катализатора, паральдегида, кротоновой кислоты и продуктов осмоления. Пары уксусной кислоты конденсируются в дефлегматоре 15, откуда часть кислоты возвращается на орошение колонны 14, некоторое количество направляется в аппарат 1 для приготовления катализаторного раствора, а большая часть поступает для очистки от примесей в реактор 16. Здесь уксусную кислоту обрабатывают перманганатом калия для окисления содержащихся в ней примесей.
Для отделения образовавшегося ацетата марганца кислоту вновь испаряют при 120 — 125° С в испарителе 17, откуда пары ее поступают в насадочную колонну 18. Очищенная кислота (ректификат) является товарным продуктом.
Рисунок 1. Схема производства уксусной кислоты окислением ацетальдегида: 1 — аппарат для приготовления раствора катализатора; 2—промежуточный бак; 3— хранилище ацетальдегида; 4 — окислительная колонна; 5, 11 — конденсаторы; 6 - сепараторы; 7 – скруббер; 14 —тарельчатые ректификационные колонны; 9, 13 — кипятильники; 10, 15, 19 —дефлегматоры; 12 — сборник кислоты; 16 - реактор; 17— испаритель; 18 -насадочная ректификационная колонна.
Условия задачи:
Составить и описать технологическую схему производства уксусной кислоты окислением ацетальдегида кислородом воздуха.
Составить материальный баланс процесса.
Рассчитать технологические и технико-экономические показатели.
Реклама
В основу расчета принять следующие реакции:
CH3-CHO+0.5O2 – CH3COOH
3CH>3>-CHO+3O>2> – CH>3>COOOH+HCOOH+H>2>O+CO>2>
|
Исходные данные: |
||||||||||
|
Воздух:
кислород – 23 %
азот – 77 %
Материальный баланс процесса:
СН>3>СОН; Н>2>О; О>2>; N>2> СН>3>СОН; Н>2>О; СН>3>СООН; НСООН
СО>2>; О>2>; N>2>
|
Приход |
Расход |
|||
|
кг/час |
кмоль/час |
кг/час |
кмоль/час |
|
|
H>2>O |
26.83 |
1.49 |
33.48 |
1.86 |
|
СН>3>СОН |
1314.72 |
28.88 |
119.58+26.4>потери> |
2.72 |
|
СН>3>СООН |
0 |
0 |
1571.66 |
26.19 |
|
НСООН |
0 |
0 |
17.08 |
0.37 |
|
CО>2> |
0 |
0 |
16.28 |
0.37 |
|
О>2> |
620.16 |
19.38 |
177.28 |
5.54 |
|
N>2> |
2076.19 |
74.15 |
2076ю19 |
74.15 |
|
>1>=4037.9> > |
>2>=4037.95 |
Mr(C>2>H>4>О)=12*2+1*4+16=44 кг/кмоль
Mr(СН>3>СООН)=12*2+1*4+16*2=60 кг/кмоль
Mr(НСООН)=12*1+1*2+16*2=46 кг/кмоль
Mr(О>2>)=16*2=32 кг/кмоль
Mr(Н>2>О)=1*2=16 кг/кмоль
Mr(СО>2>)12+16*2=44 кг/кмоль
Mr(N>2>)=14*2=28 кг/кмоль
1. Производительность установки по реакционной смеси:
m>смеси=> = 41т/сут = 41*1000/24 = 1708.33 кг/ч
2. Состав реакционной смеси:
уксусная кислота: 1708.33 – 100 %
х – 92 %
х = (СН>3>СООН) 1708.33 * 92/1001571.66 кг/ч
w(СН>3>СООН) = m(СН>3>СООН)/Mr(СН>3>СООН) = 26.19 кмоль/ч
ацетальдегид:
m>непр>(СН>3>СОН) = 1708.33*7/100 = 119.58 кг/ч
w>непр> (СН>3>СОН) = m(СН>3>СОН)/ Mr(СН>3>СОН) = 2.72 кмоль/ч
муравьиная кислота:
m(НСООН) = 1708.33*1/100 = 17.08 кг/ч
w(НСООН) = m(НСООН)/ Mr(НСООН) = 0.37 кмоль/ч
3. Найдем количество СН>3>СОН которое было в исходной смеси:
w>о> (СН>3>СОН) = w>непр> (СН>3>СОН) + w(СН>3>СООН) + w(НСООН) = 29.28 кмоль/ч
m>о>(СН>3>СОН) = w>о> (СН>3>СОН) * Mr(СН>3>СОН) = 1288.32 кг/ч
4. Найдем количество кислорода вступившего в реакцию:
w>о>(О>2>)= w>1>(О>2>) + w>2>(О>2>)
по ур – ю первой реакции: w>1>(О>2>) = 1/2 w>1>(СН>3>СООН),
где w>1>(СН>3>СООН) – количество уксусной кислоты образовавшейся в 1 реакции
w>1>(СН>3>СООН) = w(СН>3>СООН) – w>2>(СН>3>СООН),
где w>2>(СН>3>СООН) – ко личество уксусной кислоты образовавшейся во 2 реакции
> >w>2>(СН>3>СООН) = 2 w(НСООН) = 0.74 кмоль/ч
> >w>1>(СН>3>СООН) = 26.19 – 0.74 = 25.45 кмоль/ч
> >w>1>(О>2>) = 1/2 * 25.45 = 12.73 кмоль/ч
по ур – ю второй реакции: w>2>(О>2>) = 3 * w(НСООН) = 3*0.37=1.11 кмоль/ч
w>о>(О>2>)= w>1>(О>2>) + w>2>(О>2>) = 12.73 + 1.11 = 13.84 кмоль/ч
5. Найдем общее количество О>2> , вступившего в реакцию с учетом избытка 1.4:
w>всего>(О>2>)= w>о>(О>2>) * 1.4 = 13.84 * 1.4 = 19.38 кмоль/ч
w>всего>(О>2>) * Mr(О>2>) = w>всего>(О>2>) * Mr(О>2>) = 19.38 * 32 = 620.16 кг/ч
6. остаток кислорода после реакции:
w>ост>(О>2>) = w>всего>(О>2>) – w>прор>(О>2>) = 19.38 – 13.84 = 5.54 кмоль /ч
m>ост>(О>2>) = w>ост>(О>2>) * Mr(О>2>) = 177.28 кг/ч
7. Найдем общую массу воздуха, которая была в исходной смеси:
m>возд> = m>всего>(О>2>)/23 * 100 = 620.16/23 * 100 = 2696.35 кг/ч
8. Масса азота:
m(N>2>) = m>возд >- m>всего>(О>2>) = 2696.35 – 620.16 = 2076.19 кг/ч
w(N>2>) = m(N>2>)/ Mr(N>2>) = 74.15 кмоль/ч
9. Найдем общее количество СН>3>СОН, с учетом потерь 2 %
w>всего>(СН>3>СОН) = w>о>(СН>3>СОН)/0.98 = 29.28/0.98 = 29.88 кмоль/ч
w>всего>(СН>3>СОН) = w>всего>(СН>3>СОН) * Mr(СН>3>СОН) =
= 29.88 * 44 = 1314.72 кг/ч
m>потери>(СН>3>СОН) = w>всего>(СН>3>СОН) - w>о>(СН>3>СОН) =
=1314.72 – 1288.32 = 26.4 кг/ч
10. Общая масса технологического ацетальдегида:
m>(т.а) >= w>всего>(СН>3>СОН)/98 *100 = 1341.55 кг/ч
масса воды в тех – м ацетальдегиде:
m>о>(Н>2>О) = m>(т.а) >- m>всего>(СН>3>СОН) = 1341.55 – 1314.72 = 26.83 кг/ч
w(Н>2>О) = m>о>(Н>2>О)/Mr(Н>2>О) = 26.83/18 = 1.49 кмоль/ч
11. К- во воды образовавшейся в результате реакции:
по реакции 2 смеси
w>1>(Н>2>О) = w(НСООН) = 0.37 кмоль/ч
общее количество воды в реакции смеси:
w>всего> = w(Н>2>О) + w>1>(Н>2>О) = 1.49 + 0.37 = 1.86 кмоль/ч
m(Н>2>О) = w>всего>(Н>2>О)/ Mr(Н>2>О) = 33.48 кг/ч
12. Количество СО>2> полученного во второй реакции:
w(СО>2>) = w(НСООН) = 0.37 кмоль/ч
m(СО>2>) = w(СО>2>) * Mr(СО>2>) = 0.37 * 44 = 16.28 кг/ч
Технологические и технико-экономические показатели процесса
Пропускная способность установки: 4037.9 кг/ч
Конверсия или степень превращения по ацетальдегиду =
=M(СН>3>СОН) подано – M(СН>3>СОН) не прореагировало / M(СН>3>СОН) подано = 0.889
3. Выход на поданное сырье СН>3>СОН:
Фактический выход:
Q>Ф> = m(СН>3>СОН) = 1571.66 кг;
Теоретический выход:
Mr(СН>3>СОН) Mr(СН>3>СООН), 44 60,
m(СН>3>СОН) Q>Т>; 1314.72 Q>Т >;
Q>Т> = (1314.72 * 60) / 44 = 1792.8 кг;
Выход СН>3>СООН> >по ацетальднгиду
>СН3СОН> = Q>Ф >/ Q>Т >* 100%> >= 1571.66/1792.8 * 100% = 87.67 %
4. Теоретический выход на превращенный СН>3>СОН
Mr(СН>3>СОН) Mr(СН>3>СООН), 44 60,
m>под>(СН>3>СОН)- m>ост>(СН>3>СОН) Q>Т>; 1168.74 Q>Т >;
Q>Т> = (1168.74 * 60) / 44 = 1593.74 кг;
' >СН3СОН> = Q>Ф >/ Q>Т >* 100%> >= 1571.66/1593.74 * 100% = 98.62 %
5. Теоретические расходные коэффициенты:
по СН>3>СОН:
т> >= Mr(СН>3>СОН) / Mr(СН>3>СООН) = 44 / 60 = 0,73 кг/кг;
по О>2>:
т >О2>:> >= Mr(О>2>) / Mr(СН>3>СООН) = 0.5*32/ 60 = 0.27 кг/кг.
6. Фактические расходные коэффициенты:
по СН>3>СОН:
ф >СН3СОН >= m>техн>(СН>3>СОН) / m(СН>3>СООН)=1341.55/1571.66=0.85 кг/кг;
ф> О2 >= m>техн>(О>2>) / m(СН>3>СООН) =(620.16+2076.19)/1571.66 = 1.72 кг/кг.
Реклама

Для засолки и консервирования.
Экономным хозяйкам и химическим предприятиям!
Доставка бесплатно!
Оптовикам скидки!
Обращаться по адресу: г. Казань, ул. Гладилова ОАО «Казанский уксусный завод».
тел. 234-56-78
Список литературы
1. Лебедев Н.Н. Химия и технология основного органического и нефтехимического синтеза. Изд. 2-е, пер. М., «Химия», 1975, 736 с.
2. Юкельсон И.И. Технология основного органического синтеза. М.: «Химия», 2008, 846 с.
3. Общая химическая технология /Под ред. А.Г. Амелина. М.: «Химия», 2007, 400 с.
4. Расчеты химико-технологических процессов /Под ред. И.П. Мухленова. Л.: Химия, 2009, 300 с.