Технологический процесс изготовления теплоизоляционных материалов из пенополиуретана
3
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение высшего
профессионального образования
Сибирский государственный аэрокосмический университет
имени академика М.Ф. Решетнева
ОТЧЕТ О ПРОХОЖДЕНИИ
УЧЕБНО-ОЗНАКОМИТЕЛЬНОЙ ПРАКТИКИ
Красноярск 2007
ВВЕДЕНИЕ
Теоретические знания, полученные в ходе изучения предмета, необходимо закреплять и применять при решении практических задач. Для будущего экономиста-менеджера прохождение практики на предприятии имеет большое значение.
Цель учебно-ознакомительной практики - первоначальное ознакомление с производственным процессом и начальная адаптация к профессиональной деятельности.
Задачи состоят в следующем:
- изучить составляющие элементы производственного процесса;
- получить первоначальные практические навыки в профессиональной деятельности.
Учебно-ознакомительная практика была пройдена на предприятии «ООО «СибТехмонтаж», которая специализируется на производстве теплоизоляционных материалов из пенополиуретана (ППУ) по новейшим технологиям с использованием передовых научных разработок и теплогидроизоляции (монтаж) трубопроводов изделиями из пенополиуретана.
В ходе практики произошло знакомство с:
организационно-правовой формой;
основными видами деятельности;
характеристикой и свойствами изделий из пенополиуретана;
технологическим процессом изготовления изделий из пенополиуретана;
технологическим процессом теплогидроизоляции трубопроводов изделиями из пенополиуретана;
действующей структурой управления и их функциями;
должностными обязанностями экономиста-менеджера.
1. КРАТКАЯ ХАРАКТЕРИСТИКА ООО «СИБТЕХМОНТАЖ»
1.1 Организационно-правовая форма
Организационно-правовая форма - Общество с ограниченной ответственностью (ООО) «СибТехмонтаж».
Компания организована в 2001 году группой молодых, энергичных инженеров и является одной из ведущих в Красноярском крае по изготовлению высококачественных изделий из пенополиуретана (ППУ).
Учредительный документ – Устав.
Высший орган управления - общее собрание акционеров.
Финансирование деятельности - собственные и заемные средства.
Дочерних и зависимых предприятий нет.
Компания ведет самостоятельный баланс, имеет печать и расчетный счет в банке РФ. Самостоятельно планирует свою деятельность, определяет стратегию и основные направления своего развития, самостоятельно выбирает пути выполнения поставленных целей.
Организация трудовых отношений происходит на основе трудовых договоров.
Место нахождения производства и складов готовой продукции скорлуп ППУ – г. Красноярск. Юридический адрес: Россия, 660012, г. Красноярск, ул. Гладкова, 4-609.
Телефон: (3912) 327-784
E-mail: ktr-zgr@mail.ru
Основной вид деятельности:
производство изделий из пенополиуретана;
монтаж (теплогидроизоляция трубопроводов).
Основная номенклатура представлена следующими продуктами из пенополиуретана (ППУ):
ППУ-скорлупы для теплогидроизоляции трубопроводов, предназначенных для тепловой изоляции технологических и магистральных трубопроводов. Скорлупы применяются при надземном и подземном канальном способах прокладки трубопроводов;
теплоизоляционные плиты для утепления стен, потолков, полов, кровли, холодильных камер и много др.
Заказчиками в основном являются предприятия, связанные с тепловой энергетикой, т.к. выполнение работ по тепловой изоляции трубопроводов обеспечивает снижение тепловых потерь, из чего вытекает снижение расхода топлива и электроэнергии на производство тепловой энергии. Много заказчиков как в городе Красноярске, так и по территории края: в Ачинске, Канске, Заозерном, Зеленогорске, Ужуре, Назарово, Шарыпово и т.д.
1.2 Характеристика и свойства ППУ
Теплоизоляционные изделия из пенополиуретана (ППУ) применяются для теплоизоляции газо- нефтепроводов, трубопроводов горячего и холодного водоснабжения, инженерных сетей химических и нефтехимических производств, цистерн, хранилищ, емкостей и других промышленных объектов, в диапазоне температур от -190С до +160С (горючесть ППУ – изделий определяется по ГОСТ 12.1.044-84, класс горючести Г2 (горючий, трудновоспламеняемый)).
Особенность пенополиуретана - исключительно высокие физико-механические свойства: достаточная механическая прочность и долговечность, не поддается гниению, не впитывает влагу, не выделяет в атмосферу каких-либо канцерогенных веществ (ЦГСЭН в гигиенических сертификатах указывает «безопасен при применении в качестве теплоизоляционного материала»).
На сегодняшний день пенополиуретан признан лучшим материалом для теплоизоляции трубопроводов ведущими теплотехническими НИИ РФ, в том числе и ВНИПИЭТ г.Железногорска.
Отечественные ППУ массового применения устойчиво держат коэффициент теплопроводности 0,028 Вт/м*градС и имеют тенденции в ближайшие годы снизится до 0,02 Вт/м*градС. В отличие от большинства теплоизоляционных материалов теплопроводность пенополиуретана от влажности среды не зависит (чего не скажешь о других утеплителях), хранение под дождем и снегом - нормальное.
Пенополиуретан позволяет создать монолитное, полностью гидроизолирующее покрытие трубы. Дополнительной защиты не требуется – только покраска для защиты от прямых солнечных лучей.
Применение пенополиуретана позволяет решить практически все проблемы, связанные с теплоизоляцией трубопроводов:
приведение теплопотерь к нормируемым величинам, что дает значительную экономию денежных средств при транспортировке тепла;
решение вопроса защиты теплосетей от варварского разграбления;
увеличение срока службы теплоизоляции до 25-30 лет без какого-либо значительного изменения ее свойств;
многократное уменьшение затрат на монтаж изоляции и ее эксплуатацию в дальнейшем;
эстетичный внешний вид, позволяющий изолировать теплотрассы в городской черте, не уродуя архитектурный облик города.
Экономическая эффективность теплоизоляции пенополиуретаном обусловлена снижением стоимости прокладки по сравнению с традиционными методами на 20-30 %. Расчет экономического эффекта от бесканальной прокладки теплотрасс с изоляцией из ППУ (по сравнению с традиционным канальным вариантом) показал суммарный годовой экономический эффект в размере 200 млн. руб. (при диаметре трубопровода 100 мм) и 1,5 млрд. руб. (при диаметре 800 мм) на один километр теплотрассы в ценах 2000 года.
Что касается теплоизоляционных свойств новой технологии, то проведённые испытания на тепловые потери участка теплопровода длиной 683 м, диаметром 125 мм показали, что фактические потери в 1,7 раза меньше нормативных, рассчитанных по «Нормам проектирования тепловой изоляции» и СНиП 2.04.14-88.
По данным института «Норильскпроект», пенополиуретан – это единственный материал, подходящий по всем перечисленным показателям к применению в строительстве в климатической зоне Сибири и Заполярья. По приведенным затратам, с учетом полной стоимости тепловых потерь за 10 лет эксплуатации, ППУ изоляция экономичнее соответствующей минераловатной на 50-60% (Приложение Б).
Сырье. Пенополиуретан относится к классу газонаполненных пластмасс. Образование пенополиуретана происходит при реакции двух жидких компонентов (двухкомпонентной ПУ смеси): компонент «А» - полиол и компонент «Б» - полиизоционат, в результате образуются микрокапсюли, заполненные воздухом.
При работе по теплоизоляции ППУ
компания использует компоненты, которые
 готовят
отечественные фирмы. Полиизоционат в
России не производится, весь компонент
«Б» поступает в нашу страну импортный.
Основные продавцы ПИЦа это Bayer, Elastogran
(Германия), Huntsman (Нидерланды), Dow Chemical
(США), также часть поступает из Венгрии,
Польши, КНР. На территории РФ производители
компонента «А» расположены в городах:
Владимир, Дзержинск, Чебоксары, Пермь,
Нижнекамск, Самара. Для гарантированного
получения конечного продукта компания
всегда приобретает систему компонентов
(«А» + «Б»). Такая смесь оптимальна с
точки зрения «цена-качество».
готовят
отечественные фирмы. Полиизоционат в
России не производится, весь компонент
«Б» поступает в нашу страну импортный.
Основные продавцы ПИЦа это Bayer, Elastogran
(Германия), Huntsman (Нидерланды), Dow Chemical
(США), также часть поступает из Венгрии,
Польши, КНР. На территории РФ производители
компонента «А» расположены в городах:
Владимир, Дзержинск, Чебоксары, Пермь,
Нижнекамск, Самара. Для гарантированного
получения конечного продукта компания
всегда приобретает систему компонентов
(«А» + «Б»). Такая смесь оптимальна с
точки зрения «цена-качество».
Компонент «А» является гидроксилсодержащим компонентом, создающим при реакции с компонентом «Б» полимерную основу пенополиуретана марки ППУ-110 и представляет собой темную жидкость, состоящую из смеси нескольких химических соединений, таких как полиэфиры, амульгаторы, вспенивающие и сшивающие агенты. Компонент «А» малотоксичен, невзрывоопасен, хранить его необходимо в сухом вентилируемом помещении при температуре не ниже 0°С. При хранении компонент «А» имеет тенденцию к расслаиванию и поэтому перед использованием его необходимо тщательно перемешать путем перекатывания и опрокидывания бочки в течение 5-10 мин. Транспортируется компонент в бочках из углеродистой стали, внутренняя поверхность которых покрыта защитным покрытием, вместимостью не менее 200 литров всеми видами транспорта, обеспечивающими сохранность продукта и тары.
Компонентом «Б» является полиизоцианат марки «Б» высшего сорта и представляет собой смесь 50 - 60% диизоцианата и полиизоцианата групп не менее 30%. Компонент «Б» - темная жидкость со специфическим запахом. Токсичен, предельно допустимая концентрация его паров в воздухе производственных помещений составляет 0,2мг/куб.м, температура вспышки 175°С, воспламенения 215°С. Компонент «Б» легко реагирует с атмосферной влагой и водой, при этом образуется осадок твердого полимерного материала, который нельзя использовать для переработки. Поэтому бочки с компонентом «Б» должны быть герметично закрыты и защищены от контакта с водой и атмосферной влагой.
Из одной тонны сырья, с учетом возможных потерь можно получить 20 кубометров пенополиуретана при плотности 50 кг/м3. Тонна – это четыре 200 литровых бочки. Технологичность, экономическая целесообразность и удобство - очевидны.
1.3 Характеристика технологического процесса изготовления ППУ
Технологический процесс изготовления ППУ предусматривает следующие технологии: заливка в формы и напыление.
На сегодня в структуре предприятия имеются:
1) Цех по производству пенополиуретановой скорлупы
Заливка в формы – основная технология ООО «СибТехмонтаж» - предусматривает изготовление скорлупы и отводов в виде полых цилиндров и полуцилиндров от Ø32 мм до Ø1220 мм, согласно ТУ № 2254-234-10480596-01 и ТУ 5768-021-01297858-01. Длина скорлуп 1000 мм.
Технология производства ППУ методом заливки в пресс-форму позволяет в цеховых условиях изготовить требуемое количество теплоизоляционных полуцилиндров «скорлуп» для дальнейшей их установки на трубопровод.
Производство теплоизоляционных полуцилиндров «скорлуп» для трубопроводов - наиболее простой процесс из области производства формованных изделий из ППУ. Общие принципы данных производств одинаковы - пенополиуретановая композиция заливается в ограничительную оснастку - пресс-форму. Пресс-форма перед заливкой смазывается антиадгезионной смазкой (циатим, литол, солидол и т.п.). Система двух изначально жидких компонентов А и Б заливается в стальные пресс-формы с помощью машины высокого давления (производительность от 30 до 300 литров в минуту), как правило 100:130 по массе. В результате смешивания этих двух компонентов образуется реакционно-способная смесь. После заливки композиция вспенивается, расширяется и твердеет, занимая всё внутреннее пространство пресс-формы. Время выдержки скорлупы в пресс-форме 7-10 минут. Временная продолжительность единократной заливки не должна превышать 20-30 секунд от времени старта.
Производство «скорлуп» в основном упирается в пресс-формы, их качество и количество. Основные требования к пресс-формам - это точное соответствие геометрических размеров формы размерам требуемой детали и высокие прочностные характеристики ППУ при расширении создаёт избыточное давление внутри формы до 6 атмосфер.
Оптимальная температура для переработки ППУ – 22°C поэтому, чем ближе температура воздуха на производственном участке к оптимальной, тем лучше. Над непосредственным местом заливки установлен зонд вытяжной вентиляции, обеспечивающий 8-10 кратный обмен воздуха в рабочей зоне в течение часа. Для работы и обслуживания достаточно 2-х человек.
Данный метод позволяет избавиться от недостатков присущих методу напыления ППУ, но и он имеет ряд своих недостатков:
существенные затраты на организацию производственного участка;
при изоляции скорлупами необходимо уделять особое внимание антикоррозийной защите трубы, т.к. скапливающийся между трубой и скорлупой конденсат не имеет выхода и активизирует коррозию трубы.
Физико-механические свойства скорлуп ППУ (частный случай)
|
Параметр |
Значение |
|
Кажущаяся плотность сердцевины, кг/м3, не менее |
50 |
|
Разрушающее напряжение при сжатии, кПа, не менее |
200 |
|
Разрушающее напряжение при сжатии, кПа, не менее |
300 |
|
Температура размягчения по Вика, при нагрузке 10 Н, °С, не менее |
180 |
|
Теплопроводность, Вт/(м • К), не более |
0,025 |
Специалисты во время работы применяют различные добавки, что позволяет изменять плотность ППУ от 20 кг/куб.м до 80 кг/куб.м в зависимости от назначения теплоизоляции. С помощью добавок (катализаторы, преобразователи) можно не только варьировать плотность ППУ, скорость и время старта, но и добиться значительной экономии средств.
По техническим требованиям Заказчика изделия из пенополиуретана изготавливаются для теплоизоляции любого диаметра трубопровода и с изменением толщины стенки теплоизоляции. Также возможно изготовление нестандартных изделий любой конфигурации.
Пенополиуретановые скорлупы диаметром до 108 мм упаковываются в пакеты 1х1х1 м, изделия большего диаметра транспортируются россыпью. По условиям перевозки скорлупы диаметром до 620 мм изготавливаются в виде полуцилиндров, а скорлупы диаметром 720 мм и более - из трех-четырех сегментов. Транспортируются скорлупы авто- и железно-дорожным транспортом в контейнерах и вагонах.
2) Цех по производству пенополиуретановой теплоизоляции напылением
Технологический процесс напыления ППУ на трубопроводах производится с помощью специализированных напылительных установок - пеногенераторов высокого или низкого давления.
Внешне процесс напыления выглядит, как процесс окраски с помощью пульверизатора и позволяет наносить ППУ - теплоизоляцию на изделия любых габаритов и конфигурации. Послойное напыление ППУ допускает изготовление монолитного слоя теплоизоляции любой необходимой толщины. Адгезионная прочность сцепления напылённого ППУ с поверхностью трубы - не менее 2 кг. На 1 кв. см. Монолитность напылённого покрытия обеспечивает отсутствие мостиков холода, антикоррозийную защиту и невозможность расхищения теплоизоляции.
Также немаловажно отметить снижение транспортных затрат, т.к. расходные материалы поставляются на объект в жидком виде и при напылении расширяются в объёме приблизительно в 20 раз, т.е. из 2 стандартных 200- литровых бочек химических компонентов получается около 10 куб.м. готового ППУ.
Требования к напыляемым поверхностям заключаются в следующем: поверхность должна быть сухой, чистой, не замасленной, без следов активной коррозии и обязательно тёплой (температура не ниже +10..+15 °C).
Работа в зимний период на действующих трубопроводах горячего водоснабжения принципиально не отличается от работ, проводимых в тёплое время года, с той лишь разницей, что расходные компоненты нуждаются в прогреве до рабочей температуры. В случае прогретой напыляемой поверхности температура окружающего воздуха принципиального значения не имеет. Работы по холодным поверхностям ведут к ухудшению адгезии ППУ с трубой и радикальным перерасходам компонентов.
Основные недостатки метода напыления:
перерасходы компонентов на трубах малого сечения и сильных ветрах;
практическая невозможность работ по холодным поверхностям;
значительный распыл компонентов может привести к порче лакокрасочного покрытия автомобилей и другого дорогостоящего оборудования, находящегося в зоне проведения работ.
1.4 Технология теплогидроизоляции трубопроводов
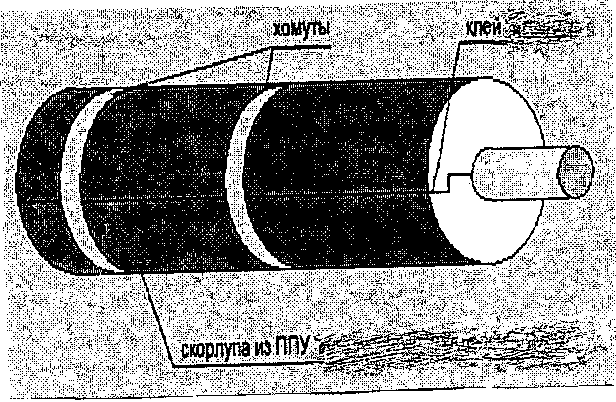
При монтаже скорлуп (сегментов) на «тело» трубопровода необходимо соблюдать следующие правила и последовательность:
- металл трубопровода должен быть защищен от коррозии (скорлупы не вызывают коррозии, но и не защищают трубопровод от коррозии);
- скорлупы должны тесно по пазам прилегать друг к другу, как в продольном, так и в поперечном направлении;
- скорлупы можно располагать на «теле» трубопровода по часовой стрелке 9-15 или 12-18 (это за висит от метода гидрозащиты стыков скорлуп);
- стяжки (хомуты) должны воспрепятствовать «ползучести» скорлуп вдоль трубы и их провисанию под силой тяжести. Необходимо соблюдать правило - чем больше диаметр скорлупы, тем больше стяжек должно быть;
- для дополнительной гидрозащиты поперечные швы скорлуп желательно промазать специальным однокомпонентным клеем;
- выполнить защиту скорлуп от внешнего воздействия.
Скорлупы из ППУ в виде монтируются на тело трубы с помощью полиуретанового или иного герметика (клея), отверждаемого влагой воздуха.
Монтаж скорлуп на «тело» трубы можно проводить в любое время года при сухой погоде. После монтажа скорлупы необходимо защитить от воздействия солнечной радиации. Защитой может служить грунтовка марки ХС 04 (ХС 011), краска, пленка ПИЛ и другие материалы.
При многоразовом использовании скорлуп используется технология монтажа с помощью специальных бандажей. Эта технология обеспечивает быстрый доступ к телу трубы в случае повреждения (свищ, трещина).
Крепление скорлуп на теле трубы является несложной технологической операцией, отличается низкой трудоемкостью и высокой производительностью: двое рабочих могут выполнить до 300 пм за смену, что сокращает время монтажа в 5-6 раз по сравнению с традиционными материалами (рис. 1).
Рис. 1. Технология теплогидроизоляции трубопроводов
2. Работы по теплогидроизоляции трубопроводов методом напыления проводятся непосредственно на тело трубы. Толщина теплогидроизоляции зависит от климатических условий района эксплуатации трубопроводов.
По желанию заказчика, для повышения устойчивости изоляции к механическим воздействиям, на нее наносится защитно-покровный слой толщиной 10-15 мм из ППУ более высокой плотности или другие защитные материалы. Для улучшения эстетического вида теплогидроизоляции возможна её покраска.
1.5 Конкурентные преимущества
Есть три этапа, которые составляют основу основ деятельности любой фирмы и являются гарантом ее благополучия: получить работу – выполнить ее – получить расчет. Чтобы этот процесс был стабильным, необходима хорошая репутация заказчиков. У каждого из них свой характер и под него надо подстроиться – простой закон психологии деловых людей. Нужно приходить к согласию и менеджеры ООО «СибТехмонтаж» умеют мыслить стратегически.
Сегодня у заказчика есть выбор. Среди прочих компаний он выберет ту, в качестве работ которой будет уверен, ведь он хочет иметь продукт самого высокого качества. В компании понимают: хочешь выделиться из общей массы – научись работать, сумей предложить партнерам такие услуги (причем отменного качества), которых другие пока предложить не могут. А лучше всего иметь весь комплекс услуг – так называемый оптимальный вариант.
Специалистам-менеджерам «СибТехмонтаж» давно понятна такая политика. Поэтому в компании постоянно обновляют базу – и по материалам, и по методике проведения работ. В общем, по любому вопросу, который касается этой сферы, здесь могут дать консультацию заказчикам, подсказать, где что выгоднее взять и одновременно не прогадать в качестве, какие материалы в каком случае использовать.
Посещение специализированных выставок тоже стало для компании правилом: надо знать обо всем, но отбирать лучшее. Наука не стоит на месте. Хотя многое базируется на исследованиях, проведенных еще до 1986 года, успокаивать себя этим нельзя: мало ли какая новинка может появиться.
В «СибТехмонтаж» убеждены, что в работе важна мобильность, своевременное выполнение заказов. Ни разу за время существования фирмы, ее специалисты не сорвали сроков, не подвели заказчика качеством – они всегда стараются быть на высоте. Заодно стремятся к расширению своей деятельности, приобретают необходимое оборудование и опыт.
Опыт накоплен огромный, есть уверенность в своих силах, однако руководящий состав ООО «СибТехмонтаж» не почивает на лаврах, зная: чтобы оставаться в лидерах, надо постоянно быть в курсе всех событий своей отрасли.
Для этого в компании стараются отслеживать все, что происходит – все новинки в области теплоизоляции и предлагать свои услуги любому заинтересованному потребителю. Мельчайшие детали и тонкости в изменении технологического плана не ускользают от специалистов «СибТехмонтаж».
Параллельно с этим идет и мониторинг рынка. Образно говоря, чтобы не запрыгивать на ходу в последний вагон, а то и вовсе не бежать за поездом следом, здесь стараются заранее узнать точное расписание – чтобы не опоздать.
В результате, с начала работы завода, выпуск продукции увеличился почти в 10 раз, прочно заняв место на рынке производителей теплогидроизоляционных материалов. А своевременное и качественное выполнение заказов подтверждает репутацию ООО «СибТехмонтаж» как надежного партнера. Благодаря этому продукцию завода знают по всему краю.
2. ОРГАНИЗАЦИОННО-УПРАВЛЕНЧЕСКАЯ СТРУКТУРА ООО «СИБТЕХМОНТАЖ»
2.1 Структура управления предприятия
Структура управления должна связывать отдельные рабочие места в компании в соответствии с полномочиями и предписаниями взаимодействия друг с другом, т.к. это способствует хорошей координации деятельности и мотивации коллектива в решении общих задач. Основная задача – сформировать команду, задать ей направление, поставить цель, создать условия для ее достижения, чтобы каждый специалист в ней отвечал за свой участок работы.
Главное достоинство компании «СибТехмонтаж» – люди, поэтому, когда предприятие создавалось, сразу было решено, что это будет коллектив профессионалов, первоклассных специалистов. Для успешного решения поставленных задач в компании с первых дней сформировали все структуры, необходимые для серьезной работы: сметно-договорной отдел, ПТО, отдел сбыта и маркетинга, отдел кадров, бухгалтерию и т.д. В каждом подразделении оптимальное количество человек, механизм отлажен и работает без сбоев. На руководящих должностях первоклассные специалисты. Общая численность сотрудников не более 100 человек (руководители, специалисты, рабочие и вспомогательный персонал).
Структура управления выглядит следующим образом
Собрание участников
Директор – Кельм Николай Христьянович
Главный инженер – Протасов Александр Игнатьевич
Главный бухгалтер – Белова Светлана Анатольевна
Заместитель директора по производству – Белов Владимир Вадимович
Заместитель директора по финансам - Остапенко Юлия Владиленовна
Начальник отдела сбыта и маркетинга – Бекишева Ксения Олеговна
Начальник производственного участка – Аносов Владимир Витальевич
Начальник монтажного участка – Сафронов Эдуард Сергеевич
Начальник отдела кадров - Цыганова Светлана Александровна
С точки зрения инженерной составляющей коллектив компании - самый сильный коллектив в крае среди тех, кто работает в этой сфере. Практически все инженерно-технические специалисты «СибТехмонтаж» имеют высшее образование. Сродни им и рабочие – профессионалы самого высокого класса. Все это результат тщательного отбора и регулярного повышения квалификации.
Однако сила коллектива не только в образовании, но и в основном принципе, по которому строится работа внутри предприятия, – это самостоятельность и высокое доверие. Нет тотального контроля за каждым шагом. Каждый работник осознает, что именно он делает и для чего, но наряду с личной инициативой и индивидуальной ответственностью для всех сотрудников обязательно соблюдение корпоративных традиций и законов.
2.2 Основные функции и задачи служб управления
В соответствии с действующей структурой управления на предприятии следующий состав основных служб и их функции:
1) Отдел материально-технического обеспечения – занимается обеспечением завода сырьем и материалами. Отдел заключает договоры на поставку сырья и материалов с различными поставщиками. Предпочтение отдается тем поставщикам, которые предлагают качественное недорогое сырье и расположенные в близлежащих районах.
2) Финансово-экономическая служба – проводит экономический анализ работы предприятия; анализ себестоимости продукции; анализ цен на сырье, материалы, готовую продукцию; разрабатывает штатное расписание и систему оплаты труда.
3) Служба бухгалтерского учета – ведет материальный, финансовый учет и расчеты с персоналом.
4) В ведении производственно-технической службы - цех по производству изделий из пенополиуретана; складское, транспортное хозяйство; монтажное производство.
5) Отдел кадров – прием на работу и увольнение сотрудников, а также их обучение.
6) Отдел сбыта и маркетинга – занимаются реализацией продукции, заключает как договоры поставки продукции завода, так и договоры на работы по теплогидроизоляции (монтаж) трубопроводов изделиями из пеополиуретана. Усилиями работников отдела завод расширил рынок сбыта, приобрел новых партнеров. Также сотрудники отдела представляют продукцию компании на различных выставках и ярмарках. Подтверждением ее высокого качества являются дипломы.
Гибкий подход к ценообразованию позволяет наиболее полно удовлетворить потребности заказчиков. Действует гибкая система скидок и поощрений, ведь не может быть абсолютно одинаковых цен для заказчиков. Специалисты отдела учитывают специфику каждого заказа: особые условия, если таковые возникают, степень сложности, географическую удаленность заказчика, транспортные расходы и т.д. Подобный подход к делу, как уже доказала практика, вполне оправдывает себя. Заказчик понимает, почему ему предъявляются именно такие цены, и чаще всего остается ими доволен.
Скорость выполнения заказа и качество продукции являются главными принципами работы предприятия. А применение различных схем загрузки продукции позволяет покупателям существенно экономить на транспортных расходах.
В условиях рыночной экономики, если не думать о будущем, не искать новые объекты, перспективных заказчиков, можно незаметно впасть в состояние застоя, поэтому специалистами досконально изучается «промышленная карта» сибирских регионов и сегодня компания «СибТехмонтаж» взаимодействует с территориями от Тувы до Норильска.
Кроме того, для обеспечения выполнения основных функций предприятия созданы вспомогательные службы: охрана объекта, хозяйственное обеспечение, технический персонал.
Таким образом, единство и взаимосвязь выполнения поставленных задач реализуется через качественное и оперативное исполнение всеми службами возложенных на них обязанностей.
2.3 Должностные обязанности экономиста-менеджера по сбыту
Должностные обязанности экономиста-менеджера по сбыту:
реализация продукции;
поиск потенциальных потребителей;
заключение договоров на поставку сырья и материалов;
заключение договоров с потребителями продукции;
подготовка спецификаций и коммерческих предложений;
анализ покупательского спроса, степень удовлетворения требований и запросов потребителей по предлагаемым изделиям, уровень конкуренто-способности продукции на рынке.
Экономист-менеджер по сбыту должен знать:
постановления, распоряжения, приказы, другие руководящие, методические и нормативные материалы по организации сбыта и поставке готовой продукции;
стандарты и технические условия на выпускаемую продукцию, а также организацию производства и основы технологии производства;
порядок оформления материалов для заключения договоров по поставкам с потребителями продукции и поставщиками сырья и материалов;
порядок подготовки ответов на претензии и порядок подготовки оформления претензий;
перспективы развития рынков сбыта;
возможности применения вычислительной техники для осуществления сбытовых операций и правила ее эксплуатации.
2.4 Информационные технологии
При росте объема заказов с одной стороны и усиливающейся конкуренции с другой, повышается значение оперативности в работе персонала. В решении этой проблемы выступает информационная система компании, которая позволяет справляться с большими объемами заказов, четко отслеживать каждого клиента и значительно сокращает процесс подтверждения и анализа оперативной ситуации по выполнению заказов.
В ООО «СибТехмонтаж» имеется телефония, факс, ксерокс, компьютеры, принтеры и др., т.е. вся необходимая офисная оргтехника, вычислительная техника и программные средства.
Компьютеры снабжены как стандартным (например, Microsoft Office), так и специальным программным обеспечением (программные средства для управления продажами и закупками). Основной целью использования специальных программных средств является решение организационных, управленческих и экономических задач.
Кроме того, в организации применяются электронные справочно-правовые системы и антивирусные программы.
Вся информационная система в компании объединена в локальную сеть, что позволяет более эффективно использовать технику и технологии.
Большую роль в системе информационных технологий в компании играет доступ к сети Интернет. Глобальные информационные сети в компании используются:
для связи с потребителями в целях предоставления сведений об организации, ее продукции, получения заказов на выпускаемую продукцию;
для отправки и принятия электронной почты;
для обмена информацией в электронном виде;
для получения сведений о необходимой продукции;
для размещения заказов на необходимые компании товары или услуги;
для доступа к базам данных и поиска информации;
для подбора персонала.
Положительным результатом использования сети Интернет стало улучшение имиджа компании, улучшение качества взаимодействия с партнерами, привлечение новых поставщиков, а также ускорение процессов реализации продукции.
ЗАКЛЮЧЕНИЕ
Таким образом, это высокоэффективный, высоко технологичный, высококачественный и доступный по цене, уникальный по своим характеристикам теплоизоляционный материал.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Булатов Г.А. Полиуретаны в современной технике / Г.А.Булатов. - М., Машиностроение, 1983. – 272 с.
Булатов Г.А. Пенополиуретаны в машиностроении и строительстве / Г.А.Булатов. - М., Машиностроение, 1978. – 183 с.
ПРИЛОЖЕНИЕ А
Прейскурант цен на теплоизоляционные скорлупы из пенополиуретана на 01 мая 2007 г.
|
Диаметр трубы мм |
Толщина слоя изоляции мм |
Цена скорлупы без защитного слоя |
Цена скорлупы с защитным покрытием стеклопластиком |
Цена скорлупы с защитным покрытием фольмо-тканью |
Цена скорлупы с защитным покрытием оцинк. сталью |
Цена отводов без защитного слоя |
Цена отводов с защитным покрытием стеклопластиком |
Цена отводов с защитным покрытием фольмо тканью |
||
|
|
57 |
30 |
128 |
159 |
170 |
240 |
243 |
248 |
||
|
|
76 |
30 |
148 |
172 |
191 |
249 |
258 |
265 |
||
|
|
89 |
30 |
167 |
199 |
215 |
380 |
394 |
402 |
||
|
|
108 |
40 |
194 |
211 |
237 |
344 |
428 |
431 |
445 |
|
|
|
114 |
40 |
195 |
232 |
251 |
372 |
464 |
476 |
482 |
|
|
|
133 |
40 |
240 |
300 |
316 |
418 |
470 |
478 |
496 |
|
|
|
159 |
40 |
299 |
340 |
361 |
470 |
522 |
532 |
549 |
|
|
|
173 |
30 |
313 |
347 |
359 |
574 |
582 |
591 |
||
|
|
219 |
40 |
364 |
435 |
459 |
577 |
679 |
696 |
702 |
|
|
|
245 |
40 |
397 |
459 |
498 |
610 |
722 |
734 |
745 |
|
|
|
273 |
40 |
435 |
517 |
537 |
815 |
798 |
805 |
817 |
|
|
|
325 |
30 |
384 |
456 |
481 |
646 |
- |
- |
- |
|
|
|
325 |
40 |
514 |
594 |
619 |
799 |
927 |
932 |
959 |
|
|
|
325 |
50 |
640 |
739 |
784 |
950 |
- |
- |
- |
|
|
|
377 |
40 |
591 |
672 |
701 |
910 |
1044 |
1057 |
1072 |
|
|
|
426 |
40 |
660 |
765 |
802 |
1014 |
||||
|
|
426 |
50 |
810 |
920 |
969 |
1128 |
1455 |
1461 |
1488 |
|
|
|
530 |
50 |
1009 |
1105 |
1175 |
1502 |
1769 |
1780 |
1809 |
|
|
|
630 |
50 |
1199 |
1208 |
1277 |
1665 |
2078 |
2115 |
2278 |
|
|
|
630 |
30 |
926 |
997 |
1118 |
1399 |
- |
- |
- |
|
|
|
720 |
60 |
1540 |
1731 |
1802 |
2200 |
||||
|
|
720 |
90 |
2479 |
2502 |
2559 |
2896 |
||||
|
|
820 |
60 |
1728 |
1995 |
2014 |
2455 |
||||
|
|
920 |
60 |
1998 |
2102 |
2537 |
2740 |
||||
|
|
1020 |
50 |
1902 |
2105 |
2178 |
2632 |
||||
|
|
1020 |
60 |
2129 |
2352 |
2408 |
3118 |
||||
|
|
1220 |
50 |
2234 |
2460 |
2540 |
3056 |
||||
|
|
1220 |
60 |
2584 |
2788 |
2899 |
3565 |
||||
|
Длина скорлупы 1000мм Кажущаяся плотность пенополиуретана 60 кг/м3 Теплопроводность – не более 0,033 Вт/мк В зависимости от объема заказа применяются скидки По согласованию с заказчиком толщину скорлупы можно изменять. |
|
С уважением, начальник отдела продаж Бекишева Ксения Олеговна т./ф. (3912) 654849 |
ПРИЛОЖЕНИЕ Б
Сравнительный анализ технико-экономической эффективности при использовании ППУ-изделий и традиционной минваты
|
ППУ |
Минвата |
|
|
Коэффициент теплопроводности |
0,019 - 0,029 |
0,05 - 0,07 |
|
Толщина покрытия |
35 - 70 мм |
120 - 220 мм |
|
Объёмность перевозок на 100куб.м. а) площадь склада на 100 куб.м. |
Учитывая коэффициент регенерации 25 100:20 = 5 куб. м. 5 куб. м. |
Учитывая коэффициент потерь 1,1 100 х 1,1 = 110 куб. м. 110 куб. м |
|
Эффективный срок службы |
25-30 лет |
5 лет |
|
Производство работ |
Круглосуточно |
Теплое время года, сухая погода |
|
Влага, агрессивные среды |
Устойчив |
Теплоизоляционные свойства теряются, восстановлению не подлежат |
|
Экологическая чистота |
Безопасен Разрешено применение в жилых зданиях Минздравом РСФСР №07/6-561 от 26.12.86 |
Аллерген |
|
Рабочая температура |
120 С - 150 С |
350 С |
|
Производительность бригада – 3 человека |
100 - 400 кв. м в смену |
20 - 50 кв. м в смену |
|
Фактические тепловые потери |
в 1,7 раза ниже нормативных СНиП 2.04.14-88 Энергосбережение, №1, 1999 г. |
Превышение нормативных после 12 месяцев эксплуатации |
|
Технологические преимущества |
переход на бесканальную прокладку СНиП 2.04.07-86 (тепловые сети) СниП 2.04.17-88 (тепловая изоляция оборудования и трубопроводов) ТУ РБ 00012262-181-94 “Изделия из пенополиуретанов” СниП 11-3-79 (Строительная теплотехника) ТУ 3497-44406476-001-99 |
Нет |
|
Для обеспечения ровного термического сопротивления равного 3,0 мС/Вт, толщина утеплителя составит |
75,4 мм |
210мм |