ąĀą░čüč湥čé č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐ąŠč鹊ą║ą░ ą┐ąŠ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÄ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ
ąöąśą¤ąøą×ą£ąØą½ąÖ ą¤ąĀą×ąĢąÜąó
┬½ąĀą░čüč湥čé č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐ąŠč鹊ą║ą░ ą┐ąŠ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÄ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ┬╗
ąÆą▓ąĄą┤ąĄąĮąĖąĄ
ąøąĄą│ą║ą░čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī ąŠą▒čüą╗čāąČąĖą▓ą░ąĄčé ą▓ąĄčüčī čģąŠąĘčÅą╣čüčéą▓ąĄąĮąĮčŗą╣ ą║ąŠą╝ą┐ą╗ąĄą║čü ąÜčāąĘą▒ą░čüčüą░. ą×ąĮą░ ą▓čüąĄą│ą┤ą░ ą▒čŗą╗ą░ ąĖ ąŠčüčéą░ąĄčéčüčÅ ą▓ ąĮą░ąĖą▒ąŠą╗čīčłąĄą╣ čüč鹥ą┐ąĄąĮąĖ čüąŠčåąĖą░ą╗čīąĮąŠ-ąŠčĆąĖąĄąĮčéąĖčĆąŠą▓ą░ąĮąĮčŗą╝ čüąĄą║č鹊čĆąŠą╝ 菹║ąŠąĮąŠą╝ąĖą║ąĖ. ąÆ ą┐ąŠčüą╗ąĄą┤ąĮąĖąĄ ą│ąŠą┤čŗ čĆą░ąĘą▓ąĖą▓ą░ąĄčéčüčÅ ą▒ąŠą╗ąĄąĄ čāą▓ąĄčĆąĄąĮąĮąŠ č鹥ą║čüčéąĖą╗čīąĮą░čÅ ąĖ čłą▓ąĄą╣ąĮą░čÅ ąŠčéčĆą░čüą╗čī, ą║ąŠč鹊čĆą░čÅ ąŠą▒čüą╗čāąČąĖą▓ą░ąĄčé ą▓ąĄčüčī čģąŠąĘčÅą╣čüčéą▓ąĄąĮąĮčŗą╣ ą║ąŠą╝ą┐ą╗ąĄą║čü ŌĆō čāą│ąŠą╗čīąĮčāčÄ ąŠčéčĆą░čüą╗čī ąĖ 菹ĮąĄčĆą│ąĄčéąĖą║čā, ą╝ąĄčéą░ą╗ą╗čāčĆą│ąĖčÄ ąĖ ą╝ą░čłąĖąĮąŠčüčéčĆąŠąĄąĮąĖąĄ, čéčĆą░ąĮčüą┐ąŠčĆčé ąĖ čüą▓čÅąĘčī, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÅ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ č鹥čģąĮąĖč湥čüą║ąĖą╝ąĖ čéą║ą░ąĮčÅą╝ąĖ, čüą┐ą░čüą░č鹥ą╗čīąĮčŗą╝ąĖ čüčĆąĄą┤čüčéą▓ą░ą╝ąĖ ąĖ čüą┐ąĄčåąŠą┤ąĄąČą┤ąŠą╣.
ąÆ ąĮą░čüč鹊čÅčēąĄąĄ ą▓čĆąĄą╝čÅ ą▓ ąŠą▒ą╗ą░čüčéąĖ ą┐čĆąŠą┤ąŠą╗ąČą░čÄčé čĆą░ą▒ąŠčéą░čéčī ą▒ąŠą╗ąĄąĄ 250 ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣, ąĮą░ ą║ąŠč鹊čĆčŗčģ čéčĆčāą┤čÅčéčüčÅ 11 čéčŗčüčÅčć č湥ą╗ąŠą▓ąĄą║. ąÆ 2007 ąĖčģ ąŠą▒ąŠčĆąŠčé čüąŠčüčéą░ą▓ąĖą╗ ąŠą║ąŠą╗ąŠ 1,2 ą╝ą╗ą┤čĆ. čĆčāą▒ą╗ąĄą╣ čāą▓ąĄą╗ąĖčćąĖą╗čüčÅ ą┐ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÄ čü 2006 ą│ąŠą┤ąŠą╝ ąĮą░ 6%. ąÜą░ąČą┤ąŠąĄ ą▓č鹊čĆąŠąĄ ąĖąĘ ąĮąĖčģ ą▓čŗčłą╗ąŠ čüąĄą│ąŠą┤ąĮčÅ ąĮą░ čāčĆąŠą▓ąĄąĮčī čĆąĄąĮčéą░ą▒ąĄą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ.
ąĀą░ąĘą▓ąĖčéąĖčÄ čĆčŗąĮąŠčćąĮąŠą╣ 菹║ąŠąĮąŠą╝ąĖą║ąĖ ąĖ čāčüąĖą╗ąĄąĮąĖčÄ ą║ąŠąĮą║čāčĆąĄąĮč鹊čüą┐ąŠčüąŠą▒ąĮąŠčüčéąĖ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗčģ č鹊ą▓ą░čĆąŠą▓ čłąĖčĆąŠą║ąŠą│ąŠ ą┐ąŠčéčĆąĄą▒ą╗ąĄąĮąĖčÅ čüą┐ąŠčüąŠą▒čüčéą▓čāčÄčé ą╝ąĄčĆčŗ ą│ąŠčüčāą┤ą░čĆčüčéą▓ąĄąĮąĮąŠą│ąŠ čĆąĄą│čāą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ąĖ čĆčŗąĮą║ą░.
ąÆ ┬½ąÜąŠąĮčåąĄą┐čåąĖčÄ ą┤ąŠą╗ą│ąŠčüčĆąŠčćąĮąŠą│ąŠ čüąŠčåąĖą░ą╗čīąĮąŠ-菹║ąŠąĮąŠą╝ąĖč湥čüą║ąŠą│ąŠ čĆą░ąĘą▓ąĖčéąĖčÅ ąĀąŠčüčüąĖą╣čüą║ąŠą╣ ążąĄą┤ąĄčĆą░čåąĖąĖ ą┤ąŠ 2020 ą│ąŠą┤ą░┬╗ ą▓ą║ą╗čÄč湥ąĮ čĆą░ąĘą┤ąĄą╗ ą┐ąŠ čĆą░ąĘą▓ąĖčéąĖčÄ ą╗ąĄą│ą║ąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ: ┬½ŌĆ” ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čüčéąĖą╝čāą╗ąĖčĆąŠą▓ą░čéčī ąĮą░čāčćąĮčŗąĄ ąĖčüčüą╗ąĄą┤ąŠą▓ą░ąĮąĖčÅ ą┐ąŠ čĆą░ąĘčĆą░ą▒ąŠčéą║ąĄ ąĮąŠą▓čŗčģ ą▓ąĖą┤ąŠą▓ č鹥ą║čüčéąĖą╗čÅ, čĆą░čüčłąĖčĆąĖčéčī ąŠą▒čŖąĄą╝ čüčāą▒čüąĖą┤ąĖčĆąŠą▓ą░ąĮąĖčÅ čüčéą░ą▓ąŠą║ ą┐ąŠ ą║čĆąĄą┤ąĖčéą░ą╝ ąĮą░ č鹥čģąĮąĖč湥čüą║ąŠąĄ ą┐ąĄčĆąĄą▓ąŠąŠčĆčāąČąĄąĮąĖąĄ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣, ą░ čéą░ą║ąČąĄ ąŠą│čĆą░ą┤ąĖčéčī čĆčŗąĮąŠą║ ąŠčé č鹥ąĮąĄą▓ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ┬╗. ąÆ čüą╗čāčćą░ąĄ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠą╣ čĆąĄą░ą╗ąĖąĘą░čåąĖąĖ čŹčéąĖčģ ą╝ąĄčĆ, č湥čĆąĄąĘ ą┐čÅčéčī-čüąĄą╝čī ą╗ąĄčé ąŠč鹥č湥čüčéą▓ąĄąĮąĮą░čÅ ą╗ąĄą│ą║ą░čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī čüą╝ąŠąČąĄčé ąĖąĘą▒ą░ą▓ąĖčéčüčÅ ąŠčé ąĖą╝ą┐ąŠčĆč鹊ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąĖ čāą▓ąĄą╗ąĖčćąĖčéčī ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčī čéčĆčāą┤ą░.
ąÆ ą┤ą░ąĮąĮčŗą╣ ą╝ąŠą╝ąĄąĮčé ą▓čüčéą░čÄčé ą┐čĆąŠą▒ą╗ąĄą╝čŗ ą┐ąŠą▓čŗčłąĄąĮąĖčÅ čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéąĖ čłą▓ąĄą╣ąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░, ą░ ąĖą╝ąĄąĮąĮąŠ ŌĆō ą▓čŗą┐čāčüą║ą░ ą║ąŠąĮą║čāčĆąĄąĮč鹊čüą┐ąŠčüąŠą▒ąĮąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ, ąŠą▒ą╗ą░ą┤ą░čÄčēąĄą╣ ą▓čŗčüąŠą║ąĖą╝ąĖ ą┐ąŠčéčĆąĄą▒ąĖč鹥ą╗čīčüą║ąĖą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ ąĖ ąŠčéą▓ąĄčćą░čÄčēąĄą╣ ą▓ąŠąĘčĆąŠčüčłąĖą╝ čéčĆąĄą▒ąŠą▓ą░ąĮąĖąĄą╝ ąĮą░čüąĄą╗ąĄąĮąĖčÅ.
ą×ą┤ąĮąĖą╝ ąĖąĘ ą│ą╗ą░ą▓ąĮčŗčģ ą║ąŠąĮą║čāčĆąĄąĮč鹊ą▓ ą┤ą╗čÅ č鹊ą▓ą░čĆąŠą▓ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣ ą╗ąĄą│ą║ąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ čÅą▓ą╗čÅąĄčéčüčÅ ąĖą╝ą┐ąŠčĆčéąĖčĆčāąĄą╝ą░čÅ ą┐čĆąŠą┤čāą║čåąĖčÅ, ą║ąŠąĮą║čāčĆąĄąĮč鹊čüą┐ąŠčüąŠą▒ąĮą░čÅ ą┐ąŠ čåąĄąĮąĄ ąĖ ą┤ąĖąĘą░ą╣ąĮčā. ąśą╝ą┐ąŠčĆčéąĮčŗąĄ ąĖąĘą┤ąĄą╗ąĖčÅ, ą╝ąĄąĮąĄąĄ ą║ą░č湥čüčéą▓ąĄąĮąĮčŗąĄ, ąĮąĄąČąĄą╗ąĖ ą░ąĮą░ą╗ąŠą│ąĖčćąĮą░čÅ ąŠč鹥č湥čüčéą▓ąĄąĮąĮą░čÅ ą┐čĆąŠą┤čāą║čåąĖčÅ, ą▓čŗč鹥čüąĮčÅčÄčéčüčÅ ąĘą░ čüč湥čé ą▒ąŠą╗ąĄąĄ ąĮąĖąĘą║ąĖčģ čåąĄąĮ, ą┐ąŠčüą║ąŠą╗čīą║čā čāčĆąŠą▓ąĄąĮčī ą┤ąŠčģąŠą┤ąŠą▓ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠą╣ čćą░čüčéąĖ ąĮą░čüąĄą╗ąĄąĮąĖčÅ ąĮąĄ ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ą┐čĆąĖąŠą▒čĆąĄčéą░čéčī ą▒ąŠą╗ąĄąĄ ą║ą░č湥čüčéą▓ąĄąĮąĮčŗąĄ, ąĮąŠ ąĖ ą┤ąŠčĆąŠą│ąĖąĄ č鹊ą▓ą░čĆčŗ.
ąÆ čāčüą╗ąŠą▓ąĖčÅčģ čĆčŗąĮą║ą░ ąĮą░ąĖą▒ąŠą╗ąĄąĄ ą│ąĖą▒ą║ąĖą╝ąĖ čÅą▓ą╗čÅčÄčéčüčÅ ą╝ą░ą╗čŗąĄ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ. ąŚą░ čüč湥čé ą╝ą░ą╗čŗčģ ąŠą▒čŖąĄą╝ąŠą▓ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ąŠąĮąĖ čüčéą░ąĮąŠą▓čÅčéčüčÅ čüą┐ąŠčüąŠą▒ąĮčŗą╝ąĖ ąĮąĄ č鹊ą╗čīą║ąŠ čŹčäč乥ą║čéąĖą▓ąĮąŠ čäčāąĮą║čåąĖąŠąĮąĖčĆąŠą▓ą░čéčī, ąĮąŠ ąĖ čüčéą░ąĮąŠą▓čÅčéčüčÅ ą║ąŠąĮą║čāčĆąĄąĮč鹊čüą┐ąŠčüąŠą▒ąĮčŗą╝ąĖ čü ą┤čĆčāą│ąĖą╝ąĖ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅą╝ąĖ. ąĪą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠ, ą╝ą░ą╗čŗąĄ ąĖ čüčĆąĄą┤ąĮąĖąĄ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ąŠą▒ą╗ą░ą┤ą░čÄčé ą┐ąĄčĆčüą┐ąĄą║čéąĖą▓ą░ą╝ąĖ čĆą░ąĘą▓ąĖčéąĖčÅ ą▓ čłą▓ąĄą╣ąĮąŠą╣ ąŠčéčĆą░čüą╗ąĖ. ą×ą┤ąĮąĖą╝ ąĖąĘ čéą░ą║ąĖčģ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣ čÅą▓ą╗čÅąĄčéčüčÅ ą×ą×ą× "ąÉčĆą║čéąĖą║ą░" ą▓ ą│. ąÜąĄą╝ąĄčĆąŠą▓ąŠ. ą×ą▒čĆą░ąĘąŠą▓ą░ąĮąĮąŠąĄ ą▓ ąĮąŠčÅą▒čĆąĄ 2008 ą│ąŠą┤ą░, čŹč鹊 ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ čĆąĄčłąĖą╗ąŠ ąĘą░ąĮąĖą╝ą░čéčīčüčÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠą╝ ą▓ąĄčĆčģąĮąĄą╣ ąŠą┤ąĄąČą┤čŗ ąĖąĘ čüą╝ąĄčüąŠą▓čŗčģ čéą║ą░ąĮąĄą╣ - ą║čāčĆčéą║ąĖ ą╝čāąČčüą║ąĖąĄ ąĖ ąČąĄąĮčüą║ąĖąĄ, ą▓ ą┐ąĄčĆčüą┐ąĄą║čéąĖą▓ąĄ ą┐ą╗ą░čēąĖ ąĖ ą┤čĆčāą│ąŠą╣ ą░čüčüąŠčĆčéąĖą╝ąĄąĮčé.
ąĪą┐ąĄčåąĖčäąĖą║ą░ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čłą▓ąĄą╣ąĮąŠą│ąŠ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĘą░ą║ą╗čÄčćą░ąĄčéčüčÅ ą▓ č鹊ą╝, čćč鹊 ą┐čĆąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄ ąĖąĘą┤ąĄą╗ąĖą╣, ą▒ąŠą╗čīčłą░čÅ ą┤ąŠą╗čÅ čĆą░ąĘą╗ąĖčćąĮąŠą╣ čåąĄąĮčŗ ą┐čĆąĖčģąŠą┤ąĖčéčīčüčÅ ąĮą░ ąĘą░čéčĆą░čéčŗ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ŌĆō ąŠčüąĮąŠą▓ąĮčŗčģ ąĖ ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗčģ ŌĆō 70-80%, čé.ąĄ. ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠ čłą▓ąĄą╣ąĮąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ ąŠčéąĮąŠčüąĖčéčüčÅ ą║ čĆą░ąĘčĆčÅą┤čā ą╝ą░č鹥čĆąĖą░ą╗čīąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░. ąóąĄčģąĮąĖč湥čüą║ąĖą╣ ą┐čĆąŠą│čĆąĄčüčü ąĖ ą▒čŗčüčéčĆą░čÅ čüą╝ąĄąĮą░ ą╝ąŠą┤čŗ ą┤ąĖą║čéčāąĄčé ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéčī čĆąĄąĘą║ąŠą│ąŠ čüąŠą║čĆą░čēąĄąĮąĖčÅ čüčĆąŠą║ąŠą▓ čĆą░ąĘčĆą░ą▒ąŠčéą║ąĖ ą╝ąŠą┤ąĄą╗ąĄą╣, čüąĮąĖąČąĄąĮąĖąĄ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ, čüčĆąĄą┤čüčéą▓ ąĖ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąĮą░ čüąŠąĘą┤ą░ąĮąĖąĄ ąĖ ąĘą░ą┐čāčüą║ ąĮąŠą▓čŗčģ ą╝ąŠą┤ąĄą╗ąĄą╣ ąŠą┤ąĄąČą┤čŗ. ą¤čĆąĄą┤ą┐čĆąĖčÅčéąĖčÄ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čĆąĄčłą░čéčī čüą╗ąĄą┤čāčÄčēąĖąĄ ąĘą░ą┤ą░čćąĖ:
ąŠą┐ąĄčĆą░čéąĖą▓ąĮąŠ ą▓ąĮąĄą┤čĆčÅčéčī ąĮąŠą▓čāčÄ č鹥čģąĮąŠą╗ąŠą│ąĖčÄ ąĖ č鹥čģąĮąĖą║čā;
ą▒čŗčüčéčĆąŠ ą╝ąĄąĮčÅčéčī ą░čüčüąŠčĆčéąĖą╝ąĄąĮčé ąĖąĘą┤ąĄą╗ąĖą╣;
ą┐čĆąĖčüą┐ąŠčüą░ą▒ą╗ąĖą▓ą░čéčīčüčÅ ą║ ąĘą░ą┐čĆąŠčüą░ą╝ čĆą░ąĘą╗ąĖčćąĮčŗčģ ą│čĆčāą┐ą┐ ą┐ąŠčéčĆąĄą▒ąĖč鹥ą╗ąĄą╣;
ą┐ąŠčüč鹊čÅąĮąĮąŠ ą▓ąĄčüčéąĖ čĆą░ą▒ąŠčéčā ą┐ąŠ ą┐ąŠą▓čŗčłąĄąĮąĖčÄ čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░;
čüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░čéčī ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÄ čüą▒čŗčéą░ ą┐čĆąŠą┤čāą║čåąĖąĖ ą┐čāč鹥ą╝ ąĖčüčüą╗ąĄą┤ąŠą▓ą░ąĮąĖčÅ čĆčŗąĮą║ą░, čüčéąĖą╝čāą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ ąŠą▒čŖąĄą╝ą░ ą┐čĆąŠą┤ą░ąČ.
ąóąĄą╝ąŠą╣ ą╝ąŠąĄą│ąŠ ą┤ąĖą┐ą╗ąŠą╝ąĮąŠą│ąŠ ą┐čĆąŠąĄą║čéą░ čÅą▓ą╗čÅąĄčéčüčÅ ┬½ąĀą░čüč湥čé č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐ąŠč鹊ą║ą░ ą┐ąŠ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÄ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ┬╗.
ą”ąĄą╗čī ą┤ąĖą┐ą╗ąŠą╝ąĮąŠą│ąŠ ą┐čĆąŠąĄą║čéą░ čÅą▓ą╗čÅąĄčéčüčÅ čüąŠąĘą┤ą░ąĮąĖąĄ ą┐čĆąŠąĄą║čéą░ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ąĖ č鹥čģąĮąĖč湥čüą║ąŠą╣ ą┤ąŠą║čāą╝ąĄąĮčéą░čåąĖąĖ, ą▓ ą║ąŠč鹊čĆčāčÄ ą▓čģąŠą┤ąĖčé ą┐ąŠčÅčüąĮąĖč鹥ą╗čīąĮą░čÅ ąĘą░ą┐ąĖčüą║ą░, č湥čĆč鹥ąČ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, čĆą░čåąĖąŠąĮą░ą╗čīąĮą░čÅ čĆą░čüą║ą╗ą░ą┤ą║ą░ ą┤ąĄčéą░ą╗ąĄą╣ ą║čĆąŠčÅ, ą╝ąĄč鹊ą┤čŗ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖčģ čāąĘą╗ąŠą▓ ąĖąĘą┤ąĄą╗ąĖčÅ, ą░ąĮą░ą╗ąĖąĘ čüčģąĄą╝čŗ čĆą░ąĘą┤ąĄą╗ąĄąĮąĖčÅ čéčĆčāą┤ą░ ąĖ ą┐ą╗ą░ąĮąĖčĆąŠą▓ą║ą░ čłą▓ąĄą╣ąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░ ą▓ čåąĄčģąĄ.
ąŚą░ą┤ą░čćąĖ ą┤ąĖą┐ą╗ąŠą╝ąĮąŠą│ąŠ ą┐čĆąŠąĄą║čéą░: čĆą░čüą║čĆčŗčéčī č鹥ąŠčĆąĄčéąĖč湥čüą║ąĖąĄ čĆą░ąĘą┤ąĄą╗čŗ: čŹčüą║ąĖąĘąĮąŠąĄ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ; ąŠą▒ąŠčüąĮąŠą▓ą░ąĮąĖąĄ ą▓čŗą▒ąŠčĆą░ čĆąĄąČąĖą╝ąŠą▓ ąĖ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ; č鹥čģąĮąĖč湥čüą║ąŠąĄ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░; čĆą░čüčüčćąĖčéą░čéčī ąĖ ąŠč乊čĆą╝ąĖčéčī č湥čĆč鹥ąČąĖ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ąĖ čĆą░čåąĖąŠąĮą░ą╗čīąĮąŠą╣ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą┤ąĄčéą░ą╗ąĄą╣ ą║čĆąŠčÅ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ, ąŠą▒ąŠčüąĮąŠą▓ą░čéčī ą▓čŗą▒ąŠčĆ čĆąĄąČąĖą╝ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, čĆą░čüčüčćąĖčéą░čéčī ąĖ ąŠč乊čĆą╝ąĖčéčī ą┐ą╗ą░ąĮąĖčĆąŠą▓ą║čā čłą▓ąĄą╣ąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░ ą▓ čåąĄčģąĄ.
1. ąŁčüą║ąĖąĘąĮąŠąĄ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ
ąØą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠą╣ ą╝ąŠą┤čŗ
ą£ąŠą┤ą░ ŌĆō čŹč鹊, ą┐ąŠąČą░ą╗čāą╣, ąŠą┤ąĮąŠ ąĖąĘ čüą░ą╝čŗčģ čüą┐ąŠčĆąĮčŗčģ ą┐ąŠąĮčÅčéąĖą╣ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠčüčéąĖ. ą¤čĆąĖčćąĖąĮ č鹊ą╝čā ąĮąĄ ą╝ą░ą╗ąŠ, ą▓ąĄą┤čī ąĮąĄ ą┤ą░čĆąŠą╝ ą▓čŗčĆą░ąČąĄąĮąĖąĄ ŌĆ£ąØą░ ą▓ą║čāčü ąĖ čåą▓ąĄčé, č鹊ą▓ą░čĆąĖčēą░ ąĮąĄčéŌĆØ čüčéą░ą╗ąŠ ą║čĆčŗą╗ą░čéčŗą╝. ąöą╗čÅ ą║ą░ąČą┤ąŠą│ąŠ č湥ą╗ąŠą▓ąĄą║ą░ ą╝ąŠą┤ą░ čĆą░ąĘąĮą░čÅ, ą░ ąĘąĮą░čćąĖčé ąĖ ą┐ąŠąĮčÅčéąĖčÅ ą║ą░ą║ čéą░ą║ąŠą│ąŠ ąĮąĄ čüčāčēąĄčüčéą▓čāąĄčé.
ąØąĄčüą╝ąŠčéčĆčÅ ąĮą░ č鹊, čćč鹊 ą┤ą░čéčī č鹊čćąĮąŠąĄ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ ą╝ąŠą┤čŗ ąĮąĄ ą┐čĆąĄą┤čüčéą░ą▓ą╗čÅąĄčéčüčÅ ą▓ąŠąĘą╝ąŠąČąĮčŗą╝, ą╝ąŠąČąĮąŠ ą▓čŗą┤ąĄą╗ąĖčéčī ąŠčüąĮąŠą▓ąĮčŗąĄ č鹥č湥ąĮąĖčÅ ąĖ č鹥ąĮą┤ąĄąĮčåąĖąĖ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠą╣ ą╝ąŠą┤čŗ.
ą£ąŠą┤ąĮčŗąĄ ą▓ąĄčüąĄąĮąĮąĖąĄ ą║čāčĆčéą║ąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮčŗ ąĖąĘ ą╗ąĄą│ą║ąĖčģ ą┐ą╗ą░čēąĄą▓čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, ą┤ąĄąĮąĖą╝ą░, č鹊ąĮą║ąŠą╣ ąĘą░ą╝čłąĖ ąĖą╗ąĖ ą╗ą░ą║ąĖčĆąŠą▓ą░ąĮąĮąŠą╣ ą║ąŠąČąĖ.
ąźąĖčé čüąĄąĘąŠąĮą░ - čāą║ąŠčĆąŠč湥ąĮąĮčŗąĄ ą║čāčĆč鹊čćą║ąĖ, ą┤ą╗ąĖąĮą░ ą║ąŠč鹊čĆčŗčģ ąĮąĄ ą┤ąŠčģąŠą┤ąĖčé ą┤ąŠ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ. ąöąĖąĘą░ą╣ąĮąĄčĆčŗ ą┐čĆąĄą┤ą╗ą░ą│ą░čÄčé ąĮąŠčüąĖčéčī čéą░ą║ąĖąĄ ą╝ąŠą┤ąĄą╗ąĖ čü čłąĖčĆąŠą║ąĖą╝ąĖ ą▒čĆčÄą║ą░ą╝ąĖ čü ąĘą░ą▓čŗčłąĄąĮąĮąŠą╣ čéą░ą╗ąĖąĄą╣ ąĖą╗ąĖ čü ą║ąŠčĆąŠčéą║ąĖą╝ąĖ ą┐ą╗ą░čéčīčÅą╝ąĖ. ąĢčüčéčī ąĖ ą▒ąŠą╗ąĄąĄ ą┐čĆą░ą║čéąĖčćąĮčŗąĄ ą╝ąŠą┤ąĄą╗ąĖ - ą┤ą╗ąĖąĮąŠą╣ ą┤ąŠ čüąĄčĆąĄą┤ąĖąĮčŗ ą▒ąĄą┤čĆą░ ąĖą╗ąĖ čćčāčéčī ąĮąĖąČąĄ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ. ą£ąŠą┤ąĮčŗąĄ ą║čāčĆčéą║ąĖ čŹč鹊ą╣ ą▓ąĄčüąĮąŠą╣ ąŠč湥ąĮčī čāąĘą║ąĖąĄ, ąĖčģ ąŠą▒ą╗ąĄą│ą░čÄčēąĖą╣ čüąĖą╗čāčŹčé ą┐ąŠą┤č湥čĆą║ąĖą▓ą░ąĄčé ą▓čüąĄ ąĖąĘą│ąĖą▒čŗ č鹥ą╗ą░.
ąÆ ą┐ąŠčüą╗ąĄą┤ąĮąĄąĄ ą▓čĆąĄą╝čÅ ąĮą░ ą┐ąŠą┤ąĖčāą╝ą░čģ ą▓čüąĄ čÅčĆč湥 ą┐čĆąŠčÅą▓ą╗čÅą╗ąŠčüčī čüą┐ąŠčĆčéąĖą▓ąĮąŠąĄ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ, ą┐ąŠčŹč鹊ą╝čā ą▓ą┐ąŠą╗ąĮąĄ ąĘą░ą║ąŠąĮąŠą╝ąĄčĆąĮąŠ, čćč鹊 čéčĆąĄąĮą┤ čüčéą░ąĮąŠą▓ąĖčéčüčÅ ąŠą┤ąĮąĖą╝ ąĖąĘ čüą░ą╝čŗčģ ą┐ąŠą┐čāą╗čÅčĆąĮčŗčģ ą▓ ą║ąŠą╗ą╗ąĄą║čåąĖčÅčģ ąÆąĄčüąĮą░ 2009, ąŠčüąŠą▒ąĄąĮąĮąŠ ą▓ ą╝ąŠą┤ąĄą╗ąĖčĆąŠą▓ą░ąĮąĖąĖ ą║čāčĆč鹊ą║. ąÜ ąŠčüąĮąŠą▓ąĮčŗą╝ ą╝ąŠą┤ąĮčŗą╝ ąĘąĮą░ą╝ąĄąĮą░č鹥ą╗čÅą╝ ąŠčéąĮąĄčüąĄą╝ ą┐čĆą░ą║čéąĖčćąĮčŗąĄ ą╝ąŠą╗ąĮąĖąĖ, ą╝ąĮąŠą│ąŠčćąĖčüą╗ąĄąĮąĮčŗąĄ ą║ą░čĆą╝ą░ąĮčŗ, č乊čĆą╝čā ą┐ą░čĆą║ąĖ ąĖą╗ąĖ čüą▓ąŠą▒ąŠą┤ąĮąŠą│ąŠ ą▒ą╗čāąĘąŠąĮą░, ąĘą░čüč鹥ąČą║ąĖ-ą║ąĮąŠą┐ą║ąĖ ąĖ ąĘą░čéčÅą│ąĖą▓ą░čÄčēąĖąĄčüčÅ čłąĮčāčĆąŠą▓ą║ąĖ. ąÆ ą╝ąŠą┤ąĄ ąĮą░ą║ą╗ą░ą┤ąĮčŗąĄ ą║ą░čĆą╝ą░ąĮčŗ, čüčāą┐ą░čéąĮčŗąĄ ąĘą░čüč鹥ąČą║ąĖ, ą┐ąŠčÅčüą░ čü ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖą╝ąĖ ą▒ą╗ąŠčćą║ą░ą╝ąĖ ąĖ ą┐čĆčÅąČą║ą░ą╝ąĖ.
ą£ąŠą┤ąĮčŗąĄ čåą▓ąĄčéą░: čüąĄčĆčŗą╣, ą▒ąĄą╗čŗą╣, č湥čĆąĮčŗą╣, ą▒ąŠčĆą┤ąŠ, ąČąĄą╗čéčŗą╣, čģą░ą║ąĖ, čäąĖąŠą╗ąĄč鹊ą▓čŗą╣, čÅčĆą║ąŠ- čĆąŠąĘąŠą▓čŗą╣ ąĖ ąŠčĆą░ąĮąČąĄą▓čŗą╣.
ąĪčéčĆąŠą│ąĖą╣ čüąĖą╗čāčŹčé ą║čāčĆčéą║ąĖ ą▓ čüčéąĖą╗ąĄ ą╝ąĖą╗ąĖčéą░čĆąĖ čģąŠčĆąŠčłąŠ ą┐ąŠą┤č湥čĆą║ąĖą▓ą░ąĄčé ą┤ąŠčüč鹊ąĖąĮčüčéą▓ą░ čäąĖą│čāčĆčŗ, ą░ čāą┤ą╗ąĖąĮąĄąĮąĮą░čÅ ą║čāčĆčéą║ą░ - čäčĆąĄąĮčć ą┐ąŠą╝ąŠąČąĄčé čüą║čĆčŗčéčī ąĮąĄą║ąŠč鹊čĆčŗąĄ ąĮąĄą┤ąŠčüčéą░čéą║ąĖ. ąÜčāčĆčéą║ąĖ ą▓ čŹč鹊ą╝ čüčéąĖą╗ąĄ ą┐ąŠą┐čāą╗čÅčĆąĮčŗ čāąČąĄ ąĮąĄ ąŠą┤ąĖąĮ čüąĄąĘąŠąĮ, ąĖ ą▓ąĮąŠą▓čī ą┤ąĖąĘą░ą╣ąĮąĄčĆčŗ ą┤ąĄą╝ąŠąĮčüčéčĆąĖčĆčāčÄčé čłąĖčĆąŠą║ąĖą╣ ą▓čŗą▒ąŠčĆ ą╝ąŠą┤ąĄą╗ąĄą╣ ą║čāčĆč鹊ą║ čŹč鹊ą│ąŠ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ŌĆō čŹč鹊 ąĖ ą▓ą░čĆąĖą░ąĮčéčŗ čü ą┐ąŠčÅčüąŠą╝, ąĖ ąĮąĄ ą╝ąĄąĮąĄąĄ ąĖąĮč鹥čĆąĄčüąĮčŗąĄ ą║čāčĆčéą║ąĖ čüčéčĆąŠą│ąŠą│ąŠ čüąĖą╗čāčŹčéą░ čü č湥čéčŗčĆčīą╝čÅ ą║ą░čĆą╝ą░ąĮą░ą╝ąĖ.
ą¤čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮčŗąĄ čåą▓ąĄčéą░ ą┤ą╗čÅ ą║čāčĆč鹊ą║ ą▓ čŹč鹊ą╝ čüčéąĖą╗ąĄ - č湥čĆąĮčŗą╣ ąĖą╗ąĖ ąĖąĮą┤ąĖą│ąŠ, čéą░ą║ąČąĄ ą╝ąŠą┤ąĮčŗ ąĖ ą▒ąŠą╗ąĄąĄ čÅčĆą║ąĖąĄ čåą▓ąĄčéą░, ąĮą░ą┐čĆąĖą╝ąĄčĆ čåą▓ąĄčé ą╝ąŠčĆčüą║ąŠą╣ ą▓ąŠą╗ąĮčŗ ąĖą╗ąĖ ą┐čāčĆą┐čāčĆąĮčŗą╣.
ą¤ąŠą┤čģąŠą┤čÅčēąĖą╝ąĖ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝ąĖ ą┤ą╗čÅ čéą░ą║ąĖčģ ą║čāčĆč鹊ą║ ąĖ ąČą░ą║ąĄč鹊ą▓ čÅą▓ą╗čÅčÄčéčüčÅ ą│ą╗ą░ą┤ą║ą░čÅ čłąĄčĆčüčéčÅąĮą░čÅ čäą╗ą░ąĮąĄą╗čī, ą░ čéą░ą║ąČąĄ čģąŠčĆąŠčłąŠ ą┐ąŠą┤čģąŠą┤čÅčé ą┤ą╗čÅ ą┐ąŠą▓čüąĄą┤ąĮąĄą▓ąĮąŠą╣ ąŠą┤ąĄąČą┤čŗ čéąĖą║ ąĖ ą┤ąČąĖąĮčüą░.
ąÆąŠąĘą▓čĆą░čēąĄąĮąĖąĄ ą▒ą░ą╣ą║ąĄčĆčüą║ąĖčģ ą║čāčĆč鹊ą║. ąĢčēąĄ ąĮąĄ ąĘą░ą▒čŗčéčŗ ą▒čāčĆąĮčŗąĄ 90-ąĄ ą│ąŠą┤čŗ ąĖ ą╝ąŠą╗ąŠą┤ąĄąČąĮčŗąĄ č鹥č湥ąĮąĖčÅ, ą░ ą┤ąĖąĘą░ą╣ąĮąĄčĆčŗ čāąČąĄ ą▓čüą┐ąŠą╝ąĖąĮą░čÄčé ą╝ąŠą┤čā č鹥čģ ą╗ąĄčé ąĖ ą┐čĆąĄą┤ą╗ą░ą│ą░čÄčé ą┐ąŠą┐čāą╗čÅčĆąĮčŗąĄ ą▓ąĮąŠą▓čī ą▒ą░ą╣ą║ąĄčĆčüą║ąĖąĄ ą║čāčĆčéą║ąĖ, ą│ą╗ą░ą▓ąĮą░čÅ č湥čĆčéą░ ą║ąŠč鹊čĆčŗčģ ŌĆō čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠčüčéčī ąĖ ąŠą▒ąĖą╗ąĖąĄ čäčāčĆąĮąĖčéčāčĆčŗ ą▓ ą▓ąĖą┤ąĄ ąĘą░ą║ą╗ąĄą┐ąŠą║ ąĖ ąŠčéą║čĆčŗčéčŗčģ ą╝ąŠą╗ąĮąĖą╣.
ąźąŠčĆąŠčłąŠ čüą╝ąŠčéčĆčÅčéčüčÅ ąĖ ą║čāčĆčéą║ąĖ čü čāą║ąŠčĆąŠč湥ąĮąĮčŗą╝ čüąĖą╗čāčŹč鹊ą╝, ąĖ ą╝ąŠą┤ąĄą╗ąĖ čü čĆąĄą╝ąĮąĄą╝ ąĮą░ ą▒ąĄą┤čĆą░čģ. ąĢčüčéčī čéą░ą║ąČąĄ ą║čāčĆčéą║ąĖ, ą┐ąŠčģąŠąČąĖąĄ ąĮą░ ą▒ą╗čāąĘąŠąĮčŗ ŌĆō čłąĖčĆąŠą║ąĖąĄ ą▓ ą┐ą╗ąĄčćą░čģ ąĖ ą┤ąŠčüčéą░č鹊čćąĮąŠ ą┤ą╗ąĖąĮąĮčŗąĄ. ą¤čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮčŗąĄ čåą▓ąĄčéą░ ą║čāčĆč鹊ą║ - č湥čĆąĮčŗą╣, č鹥ą╝ąĮąŠ-čüąĄčĆčŗą╣ ┬½ą╝ąĄčéą░ą╗ą╗ąĖą║┬╗, čÅčĆą║ąŠ ą▒ąĄą╗čŗą╣, čÅčĆą║ąĖą╣ ą░ą┐ąĄą╗čīčüąĖąĮąŠą▓čŗą╣.
ą£ą░č鹥čĆąĖą░ą╗čŗ: ą║ąŠąČą░ ŌĆō ą▒ą╗ąĄčüčéčÅčēą░čÅ ąĖą╗ąĖ ą┐ąŠč鹥čĆčéą░čÅ, ą║ąŠąČą░ čü ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖą╝ ą▒ą╗ąĄčüą║ąŠą╝.
ąÜčāčĆčéą║ą░ - ą┐ąĖą╗ąŠčéą║ą░. ąźąŠčĆąŠčłąĖą╣ ą▓ą░čĆąĖą░ąĮčé ą┤ą╗čÅ č鹥čģ, ą║ąŠą╝čā ąĮąĄ ąĮčĆą░ą▓ąĖčéčüčÅ ą▒ą░ą╣ą║ąĄčĆčüą║ąĖą╣ čüčéąĖą╗čī. ąĪąĄą╣čćą░čü ąŠčüčéčĆąŠą╝ąŠą┤ąĮčŗą╝ąĖ ą▓čŗą│ą╗čÅą┤čÅčé ą║čāčĆčéą║ąĖ, ą▓čŗą┤ąĄčƹȹ░ąĮąĮčŗąĄ ą▓ čüčéąĖą╗ąĄ ą╝čāąČčüą║ąĖčģ ą║čāčĆč鹊ą║ 40-čŗčģ ą│ąŠą┤ąŠą▓ ą┐čĆąŠčłą╗ąŠą│ąŠ ą▓ąĄą║ą░, ąĖąĘ ą│čĆčāą▒ąŠ ą▓čŗą┤ąĄą╗ą░ąĮąĮąŠą╣ ąĖą╗ąĖ ąĖąĘ ą▒ąŠą╗ąĄąĄ ą╝čÅą│ą║ąŠą╣ ąĮą░čéčāčĆą░ą╗čīąĮąŠą╣ ą║ąŠąČąĖ, ą▓ąŠąĘą╝ąŠąČąĮčŗ ą▓ą░čĆąĖą░ąĮčéčŗ ąĖąĘ ą▒ą╗ąĄčüčéčÅčēąĄą│ąŠ ą╗ą░ą║ąĖčĆąŠą▓ą░ąĮąĮąŠą│ąŠ ą╝ą░č鹥čĆąĖą░ą╗ą░. ąōą╗ą░ą▓ąĮą░čÅ ąĖ ąŠą▒čÅąĘą░č鹥ą╗čīąĮą░čÅ ą┤ąĄčéą░ą╗čī čéą░ą║ąĖčģ ą║čāčĆč鹊ą║ ŌĆō ą╝ąĄčģąŠą▓ą░čÅ ąŠčéą┤ąĄą╗ą║ą░ ą┐ąŠ ą▓ąŠčĆąŠčéąĮąĖą║čā ąĖ, ą▓ąŠąĘą╝ąŠąČąĮąŠ, ą┐ąŠ čĆčāą║ą░ą▓ą░ą╝. ą¤čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮčŗąĄ čåą▓ąĄčéą░ ą┤ą╗čÅ čŹčéąĖčģ ą║čāčĆč鹊ą║ - ąĮąĄ čÅčĆą║ąĖąĄ ą┐čĆąĖą│ą╗čāčłąĄąĮąĮčŗąĄ ąŠčéč鹥ąĮą║ąĖ ą║ąŠčĆąĖčćąĮąĄą▓ąŠą│ąŠ, ąĮą░čéčāčĆą░ą╗čīąĮčŗą╣ čüąĄčĆčŗą╣ čåą▓ąĄčé, ąĮčā ąĖ ą║ąŠąĮąĄčćąĮąŠ č湥čĆąĮčŗą╣.
ąÜčāčĆčéą║ąĖ ąĖąĘ ą╝čÅą│ą║ąĖčģ čéą║ą░ąĮąĄą╣ čü ą┐čĆąĖčéą░ą╗ąĄąĮąĮčŗą╝ čüąĖą╗čāčŹč鹊ą╝. ą£ąŠą┤ąĄą╗ąĖ ą║čāčĆč鹊ą║ čüą▓ąŠą▒ąŠą┤ąĮąŠą│ąŠ ą┐ąŠą║čĆąŠčÅ, ą╝čÅą│ą║ąĖąĄ ąĖ čāą┤ąŠą▒ąĮčŗąĄ, čģąŠčĆąŠčłąŠ ą┐ąŠą┤čģąŠą┤čÅčé ą┤ą╗čÅ ą┐ąŠą▓čüąĄą┤ąĮąĄą▓ąĮąŠą╣ ąĮąŠčüą║ąĖ ąĖ ą▓čŗą│ą╗čÅą┤čÅčé ą┐čĆąĖą▓ą╗ąĄą║ą░č鹥ą╗čīąĮąŠ. ąØą░ čéą░ą╗ąĖąĖ ŌĆō ąĮąĄčłąĖčĆąŠą║ąĖą╣ ą┐ąŠčÅčüąŠą║ ąĖą╗ąĖ ą╗ąĄą│ą║ąĖąĄ čüą▒ąŠčĆą║ąĖ. ąŁčéąĖ ą║čāčĆčéą║ąĖ ą╝ąŠąČąĮąŠ ąĮąŠčüąĖčéčī čü čÄą▒ą║ąŠą╣ ąĖą╗ąĖ ą▒čĆčÄą║ą░ą╝ąĖ, čüąŠąĘą┤ą░ą▓ą░čÅ ą║ą░ąČą┤čŗą╣ čĆą░ąĘ ąĮąŠą▓čŗą╣ ą░ąĮčüą░ą╝ą▒ą╗čī čü ą┐ąŠą╝ąŠčēčīčÄ ą┐ąŠą┤čģąŠą┤čÅčēąĖčģ ą░ą║čüąĄčüčüčāą░čĆąŠą▓.
ąÆ čéą░ą║ąŠą╣ ą║čāčĆčéą║ąĄ ąĖą╗ąĖ ąČą░ą║ąĄč鹥 ą▓čŗ ą╝ąŠąČąĄč鹥 ą▓čŗą│ą╗čÅą┤ąĄčéčī ą▓čüąĄą│ą┤ą░ ą╝ąŠą┤ąĮąŠ ŌĆō ą║ą╗ą░čüčüąĖą║ą░ ąĮąĄ ąĮą░ą┤ąŠąĄą┤ą░ąĄčé. ąØąŠą▓čāčÄ čüčéčĆčāčÄ ą┐čĆąĖą┤ą░čÄčé ą╝ąŠą┤ąĮčŗąĄ čüąĄą╣čćą░čü čāą║ąŠčĆąŠč湥ąĮąĮčŗąĄ čĆčāą║ą░ą▓ą░ 3/4 ąĖą╗ąĖ ą┤ą░ąČąĄ ą┤ąŠ ą╗ąŠą║čéčÅ. ą¤čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮčŗąĄ čåą▓ąĄčéą░ ą║čāčĆč鹊ą║ ąĖ ąČą░ą║ąĄč鹊ą▓: čĆą░ąĘąĮąŠąŠą▒čĆą░ąĘąĮčŗąĄ čüąĄčĆčŗąĄ, ą▓čüąĄ ąŠčéč鹥ąĮą║ąĖ ą║ąŠčĆąĖčćąĮąĄą▓ąŠą│ąŠ, ą▒ąĄąČąĄą▓čŗą╣ ąĖ čüą┐ąŠą║ąŠą╣ąĮčŗąĄ ą┐čĆąĖą│ą╗čāčłąĄąĮąĮčŗąĄ č鹊ąĮą░ ą║čĆą░čüąĮąŠą│ąŠ. ą¤ąŠą┤čģąŠą┤čÅčēąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ: čéą▓ąĖą┤, ą╝ąĄą╗ą░ąĮąČ, čäą╗ą░ąĮąĄą╗ąĄą▓ą░čÅ čéą║ą░ąĮčī, ąĖ čüąŠą▓čĆąĄą╝ąĄąĮąĮčŗąĄ čéą║ą░ąĮąĖ čü ą▒ą╗ąĄčüą║ąŠą╝.
ąÜčāčĆčéą║ąĖ ąĖ ąČą░ą║ąĄčéčŗ čü čāą║ąŠčĆąŠč湥ąĮąĮčŗą╝ čüąĖą╗čāčŹč鹊ą╝. ąÉą║čéčāą░ą╗čīąĮčŗ čüąĄą╣čćą░čü ą║čāčĆčéą║ąĖ ąĖ ąČą░ą║ąĄčéčŗ čü ┬½ąŠą▒čĆąĄąĘą░ąĮąĮčŗą╝┬╗ čüąĖą╗čāčŹč鹊ą╝. ą£ąŠą┤ąĮąŠ ą▓čŗą│ą╗čÅą┤ąĖčé ą▓ ąĮąĖčģ čüąŠč湥čéą░ąĮąĖąĄ čü čāą║ąŠčĆąŠč湥ąĮąĮčŗą╝ąĖ čĆčāą║ą░ą▓ą░ą╝ąĖ. ąóą░ą║ąĖąĄ ą╝ąŠą┤ąĄą╗ąĖ ą║čāčĆč鹊ą║ čÅą▓ą╗čÅčÄčéčüčÅ č湥ą╝-č鹊 čüčĆąĄą┤ąĮąĖą╝ ą╝ąĄąČą┤čā ą║ą╗ą░čüčüąĖč湥čüą║ąĖą╝ ąČą░ą║ąĄč鹊ą╝ ąĖ ą▒ąŠą╗ąĄčĆąŠ. ą¤čĆąĄą┤ą┐ąŠčćčéąĖč鹥ą╗čīąĮčŗąĄ čåą▓ąĄčéą░ ą║čāčĆč鹊ą║: ą▓čüąĄ, čćč鹊 ą▓ą░ą╝ ąĮčĆą░ą▓ąĖčéčüčÅ. ąÆčŗą▒ąŠčĆ ą╝ą░č鹥čĆąĖą░ą╗ą░ čā čŹčéąĖčģ ą║čāčĆč鹊ą║ č鹊ąČąĄ čłąĖčĆąŠą║ąĖą╣: čĆą░ąĘąĮąŠąŠą▒čĆą░ąĘąĮčŗą╣ ą╝ąĄčģ čü ą║ąŠčĆąŠčéą║ąĖą╝ ą▓ąŠčĆčüąŠą╝, čéą░ą║ąŠą╣ ą║ą░ą║ ą║ą░čĆą░ą║čāą╗čī, ą╝ąĄčģ ą╝ąŠą╗ąŠą┤ąŠą╣ ąŠą▓čåčŗ, ą▓ąŠčĆčüąĖčüčéą░čÅ čäą╗ą░ąĮąĄą╗čī, čüąŠą▓čĆąĄą╝ąĄąĮąĮčŗąĄ ą╝čÅą│ą║ąĖąĄ ąĖčüą║čāčüčüčéą▓ąĄąĮąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ, ą╝čÅą│ą║ą░čÅ ą║ąŠąČą░ ŌĆō ą╝ą░č鹊ą▓ą░čÅ ąĖą╗ąĖ čü ą▒ą╗ąĄčüą║ąŠą╝.
ąÜčāčĆčéą║ąĖ čüą┐ąŠčĆčéąĖą▓ąĮąŠą│ąŠ čüčéąĖą╗čÅ. ąÜčāčĆčéą║ąĖ čüą┐ąŠčĆčéąĖą▓ąĮąŠą│ąŠ čüčéąĖą╗čÅ ąĮąĄ čüą┤ą░čÄčé čüą▓ąŠąĖčģ ą┐ąŠąĘąĖčåąĖą╣. ąś čŹč鹊 ą┐ąŠąĮčÅčéąĮąŠ ŌĆō ą▓ąĄą┤čī čŹč鹊 čüą░ą╝čŗą╣ čāą┤ąŠą▒ąĮčŗą╣ čüčéąĖą╗čī ą┤ą╗čÅ ą║čāčĆčéą║ąĖ ą▒ąĄąĘ ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮčŗčģ ą┤ąĄčéą░ą╗ąĄą╣.
ąśčüą┐ąŠą╗čīąĘčāčÄčéčüčÅ čåą▓ąĄčéą░: ą▒ąĄą╗čŗą╣, ąĖąĮą┤ąĖą│ąŠ, čÅčĆą║ąĖąĄ čåą▓ąĄčéą░, ąĮąĄą╣čéčĆą░ą╗čīąĮčŗąĄ ąŠčéč鹥ąĮą║ąĖ. ąśąĘ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ŌĆōąĮąĄą╣ą╗ąŠąĮ, čéą░čäčéą░, ą╗ąĄą│ą║ą░čÅ ą╝čÅą│ą║ą░čÅ ąĘą░ą╝čłą░, čüąŠą▓čĆąĄą╝ąĄąĮąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ čü ą┐čĆąŠą┐ąĖčéą║ą░ą╝ąĖ.
ą×ą▒ąŠčüąĮąŠą▓ą░ąĮąĖąĄ ą▓čŗą▒ąŠčĆą░ ą╝ąŠą┤ąĄą╗ąĄą╣
ąōčĆčāą┐ą┐ą░ ą┐ąŠčéčĆąĄą▒ąĖč鹥ą╗čīčüą║ąĖčģ čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣ ą▓ą║ą╗čÄčćą░ąĄčé: 菹║čüą┐ą╗čāą░čéą░čåąĖąŠąĮąĮčŗąĄ, čŹčüč鹥čéąĖč湥čüą║ąĖąĄ, ą│ąĖą│ąĖąĄąĮąĖč湥čüą║ąĖąĄ, čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą║ č鹊ą▓ą░čĆąĮąŠą╝čā ą▓ąĖą┤čā ąŠą┤ąĄąČą┤čŗ.
ąŁą║čüą┐ą╗čāą░čéą░čåąĖąŠąĮąĮčŗąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▓ą║ą╗čÄčćą░čÄčé ą▓ čüąĄą▒čÅ: čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ ąĮą░ąĘąĮą░č湥ąĮąĖčÄ ąĖ čāčüą╗ąŠą▓ąĖčÅą╝ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ, čāą┤ąŠą▒čüčéą▓ąŠ ą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ, čüčĆąŠą║ čüą╗čāąČą▒čŗ, ąĮą░ą┤ąĄąČąĮąŠčüčéčī ą▓ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ, č乊čĆą╝ąŠčāčüč鹊ą╣čćąĖą▓ąŠčüčéčī.
ąŁčüč鹥čéąĖč湥čüą║ąĖąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▓ą║ą╗čÄčćą░čÄčé ą▓ čüąĄą▒čÅ: čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÄ ą╝ąŠą┤čŗ, ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ąĮąŠą▓čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąĖ ąŠčéą┤ąĄą╗ąŠą║, čāą┤ąŠą▓ą╗ąĄčéą▓ąŠčĆąĄąĮąĖąĄ čŹčüč鹥čéąĖč湥čüą║ąĖčģ ą▓ą║čāčüąŠą▓ ą┐ąŠčéčĆąĄą▒ąĖč鹥ą╗ąĄą╣.
ąōąĖą│ąĖąĄąĮąĖč湥čüą║ąĖąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▓ą║ą╗čÄčćą░čÄčé: č鹥ą┐ą╗ąŠą▓ąŠą╣ ą▒ą░ą╗ą░ąĮčü, čüč鹥ą┐ąĄąĮčī ą▓ąĄąĮčéąĖą╗ąĖąĘčāąĄą╝ąŠčüčéąĖ, ąĘą░čēąĖčéčā ąŠčé ą▓ąĮčāčéčĆąĄąĮąĮąĄą╣ ąĖą╗ąĖ ą▓ąĮąĄčłąĮąĄą╣ ą▓ą╗ą░ą│ąĖ, ą╗ąĄą│ą║ąŠčüčéčī ąŠą┤ąĄąČą┤čŗ, čāą┤ąŠą▒čüčéą▓ąŠ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĄąĄ ąĮąŠčĆą╝ą░ą╗čīąĮčŗąĄ čäąĖąĘąĖąŠą╗ąŠą│ąĖč湥čüą║ąĖąĄ čäčāąĮą║čåąĖąĖ č湥ą╗ąŠą▓ąĄą║ą░.
ąÜ ą│čĆčāą┐ą┐ąĄ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠ ŌĆō 菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖčģ čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣ ąŠčéąĮąŠčüčÅčéčüčÅ: č鹥čģąĮąŠą╗ąŠą│ąĖčćąĮąŠčüčéčī, čüčéą░ąĮą┤ą░čĆčéąĖąĘą░čåąĖčÅ ąĖ ąĄąĄ ą╝ąĄč鹊ą┤čŗ, 菹║ąŠąĮąŠą╝ąĖčćąĮąŠčüčéčī. ąŁą║ąŠąĮąŠą╝ąĖčćąĮąŠčüčéčī čģą░čĆą░ą║č鹥čĆąĖąĘčāąĄčé ąĘą░čéčĆą░čéčŗ ąĮą░ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ, č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║čāčÄ, ą║ąŠąĮčüčéčĆčāą║č鹊čĆčüą║čāčÄ ąĖ č鹥čģąĮąĖč湥čüą║čāčÄ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║čā ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░, ą░ čéą░ą║ąČąĄ ą┐ąŠčéčĆąĄą▒ąĖč鹥ą╗čīčüą║ąĖąĄ čĆą░čüčģąŠą┤čŗ ąĮą░ ąĄąĄ 菹║čüą┐ą╗čāą░čéą░čåąĖčÄ.
ą¤čĆąĖ ą▓čŗą▒ąŠčĆąĄ ą╝ąŠą┤ąĄą╗ąĖ ąŠčüąĮąŠą▓ąĮąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ ąĖą╝ąĄąĄčé č乊čĆą╝ą░, čüčéąĖą╗čī, čüąĖą╗čāčŹčé ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą╝ąŠą┤čŗ. ąÆ ą╝ąŠąĄą╣ ą╝ąŠą┤ąĄą╗ąĖ čüą▓ąŠą▒ąŠą┤ąĮčŗą╣ čüąĖą╗čāčŹčé. ąĪąĖą╗čāčŹčéąĮčāčÄ č乊čĆą╝čā ąĖąĘą┤ąĄą╗ąĖčÅ ąŠą▒čĆą░ąĘčāčÄčé ą▓ąĘą░ąĖą╝ąŠčĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ąĖ ą║ąŠąĮčäąĖą│čāčĆą░čåąĖčÅ ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗčģ ą╗ąĖąĮąĖą╣. ąÆ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąŠčé ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą▓ čĆąĄčłąĄąĮąĖąĖ ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗčģ č乊čĆą╝ ą▓čŗą▒ąĖčĆą░čÄčéčüčÅ ą┐čĆąŠą┤ąŠą╗čīąĮčŗąĄ ąĖą╗ąĖ ą┐ąŠą┐ąĄčĆąĄčćąĮčŗąĄ ą╗ąĖąĮąĖąĖ čćą╗ąĄąĮąĄąĮąĖčÅ.
ąÜąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗąĄ č乊čĆą╝čŗ ą║čāčĆčéą║ąĖ ą┐ąŠą┤ą▒ąĖčĆą░čÄčéčüčÅ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čüąŠą▓čĆąĄą╝ąĄąĮąĮčŗą╝ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ ą╝ąŠą┤čŗ. ą£ąŠąČąĮąŠ čüą║ą░ąĘą░čéčī, čćč鹊 ąŠčüąĮąŠą▓ąĮčŗą╝ ą║čĆąĖč鹥čĆąĖąĄą╝ čÅą▓ą╗čÅąĄčéčüčÅ čāą┤ąŠą▒čüčéą▓ąŠ ą▓ąŠ ą▓čĆąĄą╝čÅ ąĮąŠčüą║ąĖ, ą░ čéą░ą║ąČąĄ ąĘą░čēąĖčéą░ č湥ą╗ąŠą▓ąĄą║ą░ ąŠčé ą▓čĆąĄą┤ąĮčŗčģ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖą╣ ąŠą║čĆčāąČą░čÄčēąĄą╣ čüčĆąĄą┤čŗ, ą▓ čüąŠč湥čéą░ąĮąĖąĖ čü čŹčüč鹥čéąĖč湥čüą║ąŠą╣ čüč鹊čĆąŠąĮąŠą╣ ą╝ąŠą┤ąĄą╗ąĖ. ąÜąŠąĮčüčéčĆčāą║čåąĖčÅ ą╝ąŠąĄą╣ ą╝ąŠą┤ąĄą╗ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖčćąĮą░ ąĖ 菹║ąŠąĮąŠą╝ąĖčćąĮą░ ą▓ ąŠčéąĮąŠčłąĄąĮąĖąĖ ą╝ą░č鹥čĆąĖą░ą╗čīąĮčŗčģ ąĘą░čéčĆą░čé. ą£ąŠą┤ąĄą╗čī čüąŠąŠčéą▓ąĄčéčüčéą▓čāąĄčé ą▓čüąĄą╝ ą┐ąŠą║ą░ąĘą░č鹥ą╗čÅą╝, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĖą╝ čāčĆąŠą▓ąĄąĮčī ą║ą░č湥čüčéą▓ą░ ą┐čĆąŠą┤čāą║čåąĖąĖ.
ąÆčŗą▒čĆą░ąĮąĮą░čÅ ą╝ąŠą┤ąĄą╗čī čĆą░ąĘčĆą░ą▒ąŠčéą░ąĮą░ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ąĖ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠą╣ ą╝ąŠą┤čŗ ą┤ą╗čÅ ą┤ą░ąĮąĮąŠą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ.
ą¤čĆąŠąĄą║čéąĖčĆčāąĄą╝ą░čÅ ą╝ąŠą┤ąĄą╗čī ą▓čŗą┐ąŠą╗ąĮąĄąĮą░ ą▓ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠą╝ čüą┐ąŠčĆčéąĖą▓ąĮąŠą╝ čüčéąĖą╗ąĄ, ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ąŠą▒ą╗ą░ą┤ą░č鹥ą╗čīąĮąĖčåąĄ čćčāą▓čüčéą▓ąŠą▓ą░čéčī čüąĄą▒čÅ čüą▓ąŠą▒ąŠą┤ąĮąŠ, ą║čĆą░čüąĖą▓ąŠ ąĖ čāą▓ąĄčĆąĄąĮąĮąŠ. ąóą░ą║ ąČąĄ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠąĄ č鹥ą┐ą╗ąŠą▓ąŠąĄ čüąŠčüč鹊čÅąĮąĖąĄ ąŠčĆą│ą░ąĮąĖąĘą╝ą░, ą┐čāč鹥ą╝ čüąŠąĘą┤ą░ąĮąĖčÅ ą▓ąŠą║čĆčāą│ ąĮąĄą│ąŠ ąŠą┐čéąĖą╝ą░ą╗čīąĮąŠą│ąŠ ą╝ąĖą║čĆąŠą║ą╗ąĖą╝ą░čéą░ ąĖ ąĘą░čēąĖčēą░ąĄčé č鹥ą╗ąŠ č湥ą╗ąŠą▓ąĄą║ą░ ąŠčé ąĮąĄą▒ą╗ą░ą│ąŠą┐čĆąĖčÅčéąĮčŗčģ ą║ą╗ąĖą╝ą░čéąĖč湥čüą║ąĖčģ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖą╣, ąĘą░ą│čĆčÅąĘąĮąĄąĮąĖą╣ ąĖ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖą╣.
ą×ą┐ąĖčüą░ąĮąĖąĄ ą▓ąĮąĄčłąĮąĄą│ąŠ ą▓ąĖą┤ą░ ą╝ąŠą┤ąĄą╗ąĄą╣
ą£ąŠą┤ąĄą╗čī ąÉ
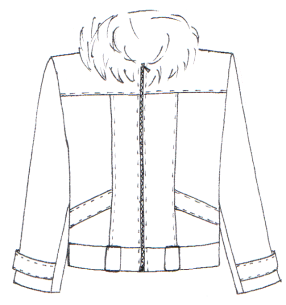
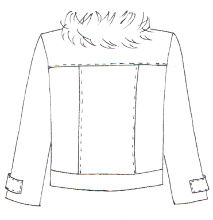
ąÜčāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ąĮą░ čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĄ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĮą░ ą┐čĆąĖčéą░čćąĮąŠą╝ ą┐ąŠčÅčüąĄ, ą┤ą╗ąĖąĮąŠą╣ ą┤ąŠ čüąĄčĆąĄą┤ąĖąĮčŗ ą▒čæą┤ąĄčĆ, čü čåąĄąĮčéčĆą░ą╗čīąĮąŠą╣ ąĘą░čüčéčæąČą║ąŠą╣ ąĮą░ č鹥čüčīą╝čā ŌĆō ą╝ąŠą╗ąĮąĖčÄ ąŠčé ąĮąĖąČąĮąĄą│ąŠ ą║čĆą░čÅ ą┐ąŠčÅčüą░ ą┤ąŠ ąŠčéą╗ąĄčéą░ ą▓ąŠčĆąŠčéąĮąĖą║ą░.
ą¤ąŠą╗ąŠčćą║ąĖ čü čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čäąĖą│čāčĆąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą┐čĆąŠą╣ą╝čŗ ą┤ąŠ ąĮąĖąĘą░ ąĖąĘą┤ąĄą╗ąĖčÅ. ąÜą░čĆą╝ą░ąĮčŗ ą▓ čĆąĄą╗čīąĄčäąĮčŗčģ čłą▓ą░čģ čü ą┐čĆąĖčéą░čćąĮąŠą╣ ą╗ąĖčüč鹊čćą║ąŠą╣.
ąĪą┐ąĖąĮą║ą░ čü čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čäąĖą│čāčĆąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąĖąĘ ą┐čĆąŠą╣ą╝čŗ ą┤ąŠ ąĮąĖąĘą░. ąÆ čĆąĄą╗čīąĄčäčŗ ą▓čüčéą░ą▓ą╗ąĄąĮčŗ čäąĖą│čāčĆąĮčŗąĄ ą┐ą╗ą░ąĮą║ąĖ čü ą▒ą╗ąŠčćą║ą░ą╝ąĖ, ą▓ ą║ąŠč鹊čĆčŗčģ ą┐čĆąŠą┤čæčĆąĮčāčé čłąĮčāčĆ.
ąĀčāą║ą░ą▓ą░ ąŠą┤ąĮąŠčłąŠą▓ąĮčŗąĄ, ą▓čéą░čćąĮčŗąĄ čĆčāą▒ą░čłąĄčćąĮąŠą│ąŠ ą┐ąŠą║čĆąŠčÅ. ą¤ąŠ čĆčāą║ą░ą▓čā ą┐čĆąŠą╗ąŠąČąĄąĮčŗ čéčĆąĖ ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ąĮą░ čĆą░čüčüč鹊čÅąĮąĖąĖ 0,7 čüą╝.
ąÆąŠčĆąŠčéąĮąĖą║ ą▓čéą░čćąĮąŠą╣- čüč鹊ą╣ą║ą░.
ą¤ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą┐čĆąĖčéą░čćąĮą░čÅ ą┐ąŠ ąĮąĖąĘčā ąĖąĘą┤ąĄą╗ąĖčÅ.
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐čĆąŠą╗ąŠąČąĄąĮčŗ ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝, ą║čĆą░čÄ ą▒ąŠčĆčéą░, ą┐ą╗ą░ąĮą║ą░ą╝, ą╗ąĖčüč鹊čćą║ą░ą╝, ą┐ąŠčÅčüčā.
ąĀąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝čŗąĄ čĆą░ąĘą╝ąĄčĆąŠ-čĆąŠčüčéą░: 158-170; 84-92; 2 ą┐ąŠą╗ąĮąŠčéąĮą░čÅ ą│čĆčāą┐ą┐ą░.

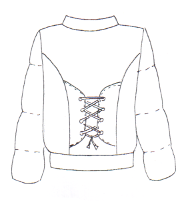
ąĀąĖčüčāąĮąŠą║ 1- ąóąĄčģąĮąĖč湥čüą║ąĖą╣ čŹčüą║ąĖąĘ ą╝ąŠą┤ąĄą╗ąĖ ąÉ
ą£ąŠą┤ąĄą╗čī ąæ
ąÜčāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ąĮą░ čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĄ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĮą░ ą┐čĆąĖčéą░čćąĮąŠą╝ ą┐ąŠčÅčüąĄ, čü ą┐čĆąĖčéą░čćąĮčŗą╝ ą┐ąŠčÅčüąŠą╝, ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĖą╝čüčÅ ąĮą░ ą┤ą▓ąĄ ąŠą▒ą╝čæčéą░ąĮąĮčŗąĄ ą┐ąĄčéą╗ąĖ ąĖ ą┤ą▓ąĄ ą┐čāą│ąŠą▓ąĖčåčŗ, ą┤ą╗ąĖąĮąŠą╣ ą┤ąŠ čüąĄčĆąĄą┤ąĖąĮčŗ ą▒čæą┤ąĄčĆ, čü čåąĄąĮčéčĆą░ą╗čīąĮąŠą╣ ąĘą░čüčéčæąČą║ąŠą╣ ąŠčé ąĮąĖąĘą░ ą┤ąŠ ą▓ąĄčĆčģą░ ą▓ąŠčĆąŠčéąĮąĖą║ą░ ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĄą╣čüčÅ ąĮą░ č鹥čüčīą╝čā - ą╝ąŠą╗ąĮąĖčÄ.
ą¤ąŠą╗ąŠčćą║ąĖ čü ą┐čĆąĖčéą░čćąĮčŗą╝ąĖ ą║ąŠą║ąĄčéą║ą░ą╝ąĖ ąĖ čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čäąĖą│čāčĆąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čłą▓ą░. ąØą░ ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ ą┐čĆąŠčĆąĄąĘąĮčŗąĄ ą║ą░čĆą╝ą░ąĮčŗ, ąĘą░čüč鹥ą│ąĖą▓ą░čÄčēąĖąĄčüčÅ ąĮą░ č鹥čüčīą╝čā- ą╝ąŠą╗ąĮąĖčÄ.
ąĪą┐ąĖąĮą║ą░ čü ą║ąŠą║ąĄčéą║ąŠą╣ ąĖ čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čäąĖą│čāčĆąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čłą▓ą░.
ąĀčāą║ą░ą▓ą░ ąŠą┤ąĮąŠčłąŠą▓ąĮčŗąĄ ą▓čéą░čćąĮčŗąĄ čĆčāą▒ą░čłąĄčćąĮąŠą│ąŠ ą┐ąŠą║čĆąŠčÅ ą┐ąŠ ąĮąĖąĘčā čü ą┐čĆąĖčéą░čćąĮąŠą╣ ą╝ą░ąĮąČąĄč鹊ą╣.
ąÆąŠčĆąŠčéąĮąĖą║ ą▓čéą░čćąĮąŠą╣- čüč鹊ą╣ą║ą░ čü 5 ąĮą░čüčéčĆąŠčćąĮčŗą╝ąĖ čłą╗čæą▓ą║ą░ą╝ąĖ, ą▓ ą║ąŠč鹊čĆčŗąĄ ą▓čüčéą░ą▓ą╗ąĄąĮ čĆąĄą╝ąĄčłąŠą║ ąĖąĘ ąĖčüą║čāčüčüčéą▓ąĄąĮąĮąŠą╣ ą║ąŠąČąĖ.
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ ą┤ąĄčéą░ą╗ąĖ ą╝ą░ąĮąČąĄčéčŗ ąĖ ą┐ąŠčÅčü ą▓čŗą┐ąŠą╗ąĮąĄąĮčŗ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░.
ą¤ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą┐čĆąĖčéą░čćąĮą░čÅ ą┐ąŠ ąĮąĖąĘčā ąĖąĘą┤ąĄą╗ąĖčÄ
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐čĆąŠą╗ąŠąČąĄąĮčŗ ą┐ąŠ ą║ąŠą║ąĄčéą║ą░ą╝, čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝, ą║ą░čĆą╝ą░ąĮą░ą╝, ą┐ąŠčÅčüčā 0,7čüą╝.
ąĀąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝čŗąĄ čĆą░ąĘą╝ąĄčĆąŠ-čĆąŠčüčéą░: 158-170; 84-92; 2 ą┐ąŠą╗ąĮąŠčéąĮą░čÅ ą│čĆčāą┐ą┐ą░.
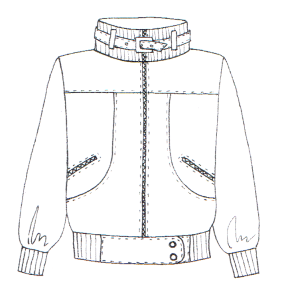
ąĀąĖčüčāąĮąŠą║ 2- ąóąĄčģąĮąĖč湥čüą║ąĖą╣ čŹčüą║ąĖąĘ ą╝ąŠą┤ąĄą╗ąĖ ąæ
ą£ąŠą┤ąĄą╗čī ąÆ
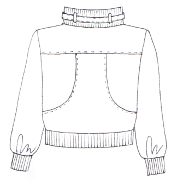
ąÜčāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ąĮą░ čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĄ. ąöą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĮą░ ą┐čĆąĖčéą░čćąĮąŠą╝ ą┐ąŠčÅčüąĄ, ą┤ą╗ąĖąĮąĮąŠą╣ ą┤ąŠ čüąĄčĆąĄą┤ąĖąĮčŗ ą▒čæą┤ąĄčĆ, čü čåąĄąĮčéčĆą░ą╗čīąĮąŠą╣ ąĘą░čüčéčæąČą║ąŠą╣ ąŠčé ąĮąĖąĘą░ ą┤ąŠ ą▓ąĄčĆčģą░ ą▓ąŠčĆąŠčéąĮąĖą║ą░ ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĄą╣čüčÅ ąĮą░ č鹥čüčīą╝čā - ą╝ąŠą╗ąĮąĖčÄ.
ą¤ąŠą╗ąŠčćą║ąĖ čü ą┐čĆąĖčéą░čćąĮčŗą╝ąĖ ą║ąŠą║ąĄčéą║ą░ą╝ąĖ ąĖ čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ąĮąĖąĘą░. ąÆ čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą║ąŠą║ąĄčéą║ąĖ čü ą┐ąŠą╗ąŠčćą║ąŠą╣ ą▓čüčéą░ą▓ą╗ąĄąĮ ą║ą╗ą░ą┐ą░ąĮ. ąÜą░čĆą╝ą░ąĮčŗ ą▓ čĆąĄą╗čīąĄčäąĮčŗčģ čłą▓ą░čģ čü ą┐čĆąĖčéą░čćąĮąŠą╣ ą╗ąĖčüč鹊čćą║ąŠą╣.
ąĪą┐ąĖąĮą║ą░ čü ą║ąŠą║ąĄčéą║ąŠą╣ ąĖ čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ąĮąĖąĘą░.
ąĀčāą║ą░ą▓ą░ ąŠą┤ąĮąŠčłąŠą▓ąĮčŗąĄ ą▓čéą░čćąĮčŗąĄ čĆčāą▒ą░čłąĄčćąĮąŠą│ąŠ ą┐ąŠą║čĆąŠčÅ ą┐ąŠ ąĮąĖąĘčā čü ą┐čĆąĖčéą░čćąĮąŠą╣ ą╝ą░ąĮąČąĄč鹊ą╣.
ąÆąŠčĆąŠčéąĮąĖą║ ą▓čéą░čćąĮąŠą╣ čüč鹊ą╣ą║ą░.
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ ą┤ąĄčéą░ą╗ąĖ ą╝ą░ąĮąČąĄčéčŗ ąĖ ą┐ąŠčÅčü ą▓čŗą┐ąŠą╗ąĮąĄąĮčŗ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░.
ą¤ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą┐čĆąĖčéą░čćąĮą░čÅ.
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐čĆąŠą╗ąŠąČąĄąĮčŗ ą┐ąŠ ą║ąŠą║ąĄčéą║ą░ą╝, čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝.
ąĀąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝čŗąĄ čĆą░ąĘą╝ąĄčĆąŠčĆąŠčüčéą░: 158-170; 84-92; 2 ą┐ąŠą╗ąĮąŠčéąĮą░čÅ ą│čĆčāą┐ą┐ą░.

ąĀąĖčüčāąĮąŠą║ 3 - ąóąĄčģąĮąĖč湥čüą║ąĖą╣ čŹčüą║ąĖąĘ ą╝ąŠą┤ąĄą╗ąĖ ąÆ
ą£ąŠą┤ąĄą╗čī ąō
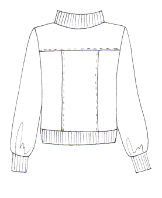
ąÜčāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ąĮą░ čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĄ. ąöą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĮą░ ą┐čĆąĖčéą░čćąĮąŠą╝ ą┐ąŠčÅčüąĄ, ą┤ą╗ąĖąĮąĮąŠą╣ ą┤ąŠ čüąĄčĆąĄą┤ąĖąĮčŗ ą▒čæą┤ąĄčĆ, čü čåąĄąĮčéčĆą░ą╗čīąĮąŠą╣ ąĘą░čüčéčæąČą║ąŠą╣ ąŠčé ąĮąĖąĘą░ ą┤ąŠ ą▓ąĄčĆčģą░ ą▓ąŠčĆąŠčéąĮąĖą║ą░ ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĄą╣čüčÅ ąĮą░ č鹥čüčīą╝čā ŌĆō ą╝ąŠą╗ąĮąĖčÄ, ąĖ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąŠą╣ ąĘą░čüč鹥ą│ąĖą▓ą░čÄčēąĄą╣čüčÅ ąĮą░ ą┐čÅčéčī ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖčģ ą║ąĮąŠą┐ąŠą║.
ą¤ąŠą╗ąŠčćą║ąĖ čü ą┐čĆąĖčéą░čćąĮčŗą╝ąĖ ą║ąŠą║ąĄčéą║ą░ą╝ąĖ. ąÆ ą▓ąĄčĆčģąĮąĄą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ ą┐čĆąŠčĆąĄąĘąĮčŗąĄ ą║ą░čĆą╝ą░ąĮčŗ ąĘą░čüč鹥ą│ąĖą▓ą░čÄčēąĖąĄčüčÅ ąĮą░ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ, ą▓ ąĮąĖąČąĮąĄą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ ąĮą░ą║ą╗ą░ą┤ąĮčŗąĄ ą║ą░čĆą╝ą░ąĮčŗ čü čåąĄą╗čīąĮąŠą║čĆąŠąĄąĮąŠą╣ ą┐ą╗ą░ąĮą║ąŠą╣ ąĘą░čüč鹥ą│ąĖą▓ą░čÄčēąĖą╣čüčÅ ąĮą░ ą║ąĮąŠą┐ą║čā ąĖ ą┐čĆąŠčĆąĄąĘąĮąŠą╣ ą║ą░čĆą╝ą░ąĮ ąĮą░ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ.
ąĪą┐ąĖąĮą║ą░ čü ą║ąŠą║ąĄčéą║ąŠą╣.
ąĀčāą║ą░ą▓ą░ ąŠą┤ąĮąŠčłąŠą▓ąĮčŗąĄ ą▓čéą░čćąĮčŗąĄ čĆčāą▒ą░čłąĄčćąĮąŠą│ąŠ ą┐ąŠą║čĆąŠčÅ ą┐ąŠ ąĮąĖąĘčā čü ą┐čĆąĖčéą░čćąĮąŠą╣ ą╝ą░ąĮąČąĄč鹊ą╣.
ąÆąŠčĆąŠčéąĮąĖą║ ą▓čéą░čćąĮąŠą╣ čüč鹊ą╣ą║ą░.
ą¤ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą┐čĆąĖčéą░čćąĮą░čÅ.
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐čĆąŠą╗ąŠąČąĄąĮčŗ ą┐ąŠ čĆčāą║ą░ą▓ą░ą╝, ą┐ąŠą╗ąŠčćą║ąĖ, čüą┐ąĖąĮą║ąĖ.
ąĀąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝čŗąĄ čĆą░ąĘą╝ąĄčĆąŠčĆąŠčüčéą░: 158-170; 84-92; 2 ą┐ąŠą╗ąĮąŠčéąĮą░čÅ ą│čĆčāą┐ą┐ą░.


ąĀąĖčüčāąĮąŠą║ 4 - ąóąĄčģąĮąĖč湥čüą║ąĖą╣ čŹčüą║ąĖąĘ ą╝ąŠą┤ąĄą╗ąĖ ąō
ą£ąŠą┤ąĄą╗čī ąö
ąÜčāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ąĮą░ čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĄ. ąöą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ ąĮą░ ą┐čĆąĖčéą░čćąĮąŠą╝ ą┐ąŠčÅčüąĄ, ą┤ą╗ąĖąĮąĮąŠą╣ ą┤ąŠ čüąĄčĆąĄą┤ąĖąĮčŗ ą▒čæą┤ąĄčĆ, čü čåąĄąĮčéčĆą░ą╗čīąĮąŠą╣ ąĘą░čüčéčæąČą║ąŠą╣ ąŠčé ąĮąĖąĘą░ ą┤ąŠ ą▓ąĄčĆčģą░ ą▓ąŠčĆąŠčéąĮąĖą║ą░ ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĄą╣čüčÅ ąĮą░ č鹥čüčīą╝čā - ą╝ąŠą╗ąĮąĖčÄ.
ą¤ąŠą╗ąŠčćą║ąĖ čü ą┐čĆąĖčéą░čćąĮčŗą╝ąĖ ą║ąŠą║ąĄčéą║ą░ą╝ąĖ ąĖ čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ąĮąĖąĘą░. ąÆ ąĮąĖąČąĮąĄą╣ ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ ą┐čĆąŠčĆąĄąĘąĮąŠą╣ ą║ą░čĆą╝ą░ąĮ ą╗ąĖčüč鹊čćą║ąŠą╣.
ąĪą┐ąĖąĮą║ą░ čü ą║ąŠą║ąĄčéą║ąŠą╣ ąĖ čĆąĄą╗čīąĄčäąĮčŗą╝ąĖ čłą▓ą░ą╝ąĖ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ąĮąĖąĘą░.
ąĀčāą║ą░ą▓ą░ ąŠą┤ąĮąŠčłąŠą▓ąĮčŗąĄ ą▓čéą░čćąĮčŗąĄ čĆčāą▒ą░čłąĄčćąĮąŠą│ąŠ ą┐ąŠą║čĆąŠčÅ ą▓ ąĮąĖąČąĮąĄą╣ čćą░čüčéąĖ čĆčāą║ą░ą▓ą░ ą▓ čłąŠą▓ ą▓čüčéą░ą▓ą╗ąĄąĮą░ ą┐ą░čéą░ ą║ąŠč鹊čĆą░čÅ ą║čĆąĄą┐ąĖčéčīčüčÅ čü ą┐ąŠą╝ąŠčēčīčÄ ą┐čāą│ąŠą▓ąĖčåčŗ. ą┐ąŠ ąĮąĖąĘčā čü ą┐čĆąĖčéą░čćąĮąŠą╣ ą╝ą░ąĮąČąĄč鹊ą╣.
ąÆąŠčĆąŠčéąĮąĖą║ ą╝ąĄčģąŠą▓ąŠą╣ čüč鹊ą╣ą║ą░.
ą¤ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą┐čĆąĖčéą░čćąĮą░čÅ.
ą×čéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐čĆąŠą╗ąŠąČąĄąĮčŗ ą┐ąŠ ą║ąŠą║ąĄčéą║ą░ą╝, čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝, ą╗ąĖčüč鹊čćą║ą░ą╝ ąĖ ą┐ą░čéą░ą╝.
ąĀąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝čŗąĄ čĆą░ąĘą╝ąĄčĆąŠčĆąŠčüčéą░: 158-170; 84-92; 2 ą┐ąŠą╗ąĮąŠčéąĮą░čÅ ą│čĆčāą┐ą┐ą░.
ąĀąĖčüčāąĮąŠą║ 5 - ąóąĄčģąĮąĖč湥čüą║ąĖą╣ čŹčüą║ąĖąĘ ą╝ąŠą┤ąĄą╗ąĖ ąö
ą×ą▒ąŠčüąĮąŠą▓ą░ąĮąĖąĄ ą▓čŗą▒ąŠčĆą░ ą┐ą░ą║ąĄčéą░ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, ą┐čĆąĖą╝ąĄąĮčÅąĄą╝čŗčģ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖčÅ
ąÆčŗą▒ąŠčĆ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą▓ ą┐ą░ą║ąĄčé ąĖąĘą┤ąĄą╗ąĖčÅ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ ąĮą░ąĘąĮą░č湥ąĮąĖąĄą╝ ąĖąĘą┤ąĄą╗ąĖčÅ ąĖ ą┐čĆąĖą╝ąĄąĮčÅąĄą╝čŗą╝ąĖ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝ąĖ ą▓ąĄčĆčģą░, ą▓ ą║ą░č湥čüčéą▓ąĄ ą║ąŠč鹊čĆčŗčģ ą╝ąŠą│čāčé ą▒čŗčéčī ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮčŗ ąŠą┤ąĮąŠ- ąĖ ą┤ą▓čāčüč鹊čĆąŠąĮąĮąĖąĄ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ.
ąÆ ą║ą░č湥čüčéą▓ąĄ ą╝ą░č鹥čĆąĖą░ą╗ą░ ą▓ąĄčĆčģą░ ą▓ ąĖąĘą┤ąĄą╗ąĖčÅčģ ąĖąĘ ąŠą┤ąĮąŠčüč鹊čĆąŠąĮąĮąĖčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąĖčüą┐ąŠą╗čīąĘčāčÄčéčüčÅ č鹊ąĮą║ąĖąĄ ą┐ą╗ąŠčéąĮčŗąĄ ą║ą░ą┐čĆąŠąĮąŠą▓čŗąĄ čéą║ą░ąĮąĖ čü ą┐ą╗ąĄąĮąŠčćąĮčŗą╝ ą┐ąŠą║čĆčŗčéąĖąĄą╝; čéą║ą░ąĮąĖ čü ąŠčéą┤ąĄą╗ą║ąŠą╣ ą╗ą░ą║ąĄ; ą┐ą╗ą░čēąĄą▓čŗąĄ čüą╝ąĄčüąŠą▓čŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ čü ą▓ąŠą┤ąŠąŠčéčéą░ą╗ą║ąĖą▓ą░čÄčēąĄą╣ ą┐čĆąŠą┐ąĖčéą║ąŠą╣; čéą║ą░ąĮąĖ ąĖąĘ ą┐ąŠą╗ąĖčŹčäąĖčĆąĮčŗčģ č鹥ą║čüčéčāčĆąĖčĆąŠą▓ą░ąĮąĮčŗčģ ąĮąĖč鹥ą╣ čü ą▓ąŠą┤ąŠąŠčéčéą░ą╗ą║ąĖą▓ą░čÄčēąĄą╣ ą┐čĆąŠą┐ąĖčéą║ąŠą╣; ą┐čĆąŠčĆąĄąĘąĖąĮąĄąĮąĮčŗąĄ čéą║ą░ąĮąĖ, ą╝ą░č鹥čĆąĖą░ą╗čŗ ąĮąŠą▓ąŠą│ąŠ ą┐ąŠą║ąŠą╗ąĄąĮąĖčÅ čü ą╝ąĄą╝ą▒čĆą░ąĮąĮąŠą╣ ąŠčéą┤ąĄą╗ą║ąŠą╣ ąĖ ą┤čĆ.
ąÆ ą║ą░č湥čüčéą▓ąĄ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą▓ ą▒ąŠčĆčéą░ ąĖ ą╝ąĄą╗ą║ąĖąĄ ą┤ąĄčéą░ą╗ąĖ (ą╗ąĖčüč鹊čćą║ąĖ, ą║ą╗ą░ą┐ą░ąĮčŗ, ą┐ąŠčÅčüą░ ąĖ ą┤čĆ.) ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ą┐ą╗ą░čēąĄą▓čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ąĮąĄčéą║ą░ąĮąŠąĄ ą║ą╗ąĄąĄąĮąŠąĄ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮąŠąĄ ą┐ą╗ąŠčéąĮąŠ (čäą╗ąĖąĘąĄą╗ąĖąĮ, ą┐čĆąŠą║ą╗ą░ą╝ąĖą╗ąĖąĮ) ąĖ čģą╗ąŠą┐čćą░č鹊ą▒čāą╝ą░ąČąĮčāčÄ čéą║ą░ąĮčī ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéčīčÄ 65ŌĆ”85ą│/ą╝.
ąöą╗čÅ ą┤čāą▒ą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ą┐ą╗ą░čēąĄą▓čŗčģ ą┐ąŠą╗ąĖčŹčäąĖčĆąĮčŗčģ ąĖ čüą╝ąĄčłą░ąĮąĮčŗčģ čéą║ą░ąĮąĄą╣ ąĖčüą┐ąŠą╗čīąĘčāčÄčé č鹥čĆą╝ąŠą║ą╗ąĄąĄą▓čŗąĄ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗąĄ ąĮąĄčéą║ą░ąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ čü ą▓ąŠą┤ąŠąŠčéčéą░ą╗ą║ąĖą▓ą░čÄčēąĄą╣ ą┐čĆąŠą┐ąĖčéą║ąŠą╣. ąÜ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗą╝ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĖą╝ čüąŠąĘą┤ą░ąĮąĖąĄ ą┐čĆąŠčćąĮčŗčģ ą║ą╗ąĄąĄą▓čŗčģ čüąŠąĄą┤ąĖąĮąĄąĮąĖą╣ čü čāą║ą░ąĘą░ąĮąĮčŗą╝ąĖ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝ąĖ, ąŠčéąĮąŠčüčÅčéčüčÅ ąĮąĄčéą║ą░ąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ čéąĖą┐ą░ ą░čĆčé. SLB-33BP ąĖ SNB-50EP čäąĖčĆą╝čŗ ąÜąŻąĀąóą×ąøą¼ąöąŚ, ąĖą╝ąĄčÄčēąĖąĄ čüą┐ąĄčåąĖą░ą╗čīąĮąŠąĄ ą┐ąŠą║čĆčŗčéąĖąĄ, čāčüč鹊ą╣čćąĖą▓ąŠąĄ ą║ čüčéąĖčĆą║ąĄ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ą▓ąŠą┤ąĮąŠą│ąŠ čĆą░čüčéą▓ąŠčĆą░ ą╝ąŠčÄčēąĖčģ čüčĆąĄą┤čüčéą▓ ąĮąĄ ą▓čŗčłąĄ 40 ąĖ ą║ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÄ čĆą░čüčéą▓ąŠčĆąĖč鹥ą╗ąĄą╣, ą┐čĆąĖą╝ąĄąĮčÅąĄą╝čŗčģ ą┐čĆąĖ čģąĖą╝ąĖč湥čüą║ąŠą╣ čćąĖčüčéą║ąĄ ąŠą┤ąĄąČą┤čŗ.
ąöą╗čÅ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ą║ą░ą┐čĆąŠąĮąŠą▓čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ čü ą┐ą╗ąĄąĮąŠčćąĮčŗą╝ ą┐ąŠą║čĆčŗčéąĖąĄą╝ ąĖ ąŠčéą┤ąĄą╗ą║ąŠą╣ ą╗ą░ą║ąĄ, ą░ čéą░ą║ąČąĄ ąĖąĘ ą┐čĆąŠčĆąĄąĘąĖąĮąĄąĮąĮčŗčģ čéą║ą░ąĮąĄą╣ ą▓ ą║ą░č湥čüčéą▓ąĄ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ąĮąĄčéą║ą░ąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ ą▒ąĄąĘ ą║ą╗ąĄąĄą▓ąŠą│ąŠ ą┐ąŠą║čĆčŗčéąĖčÅ ąĖą╗ąĖ čü ą║ą╗ąĄąĄą▓čŗą╝ ąĮąĖąĘą║ąŠč鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╝ ą┐ąŠą║čĆčŗčéąĖąĄą╝. ąöą╗čÅ ą┤čāą▒ą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ ąĖąĘ čāą║ą░ąĘą░ąĮąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą╝ąŠąČąĄčé ą▒čŗčéčī ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮ čüą┐ąĄčåąĖą░ą╗čīąĮčŗą╣ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗą╣ LE 420, ą║ąŠč鹊čĆčŗą╣ čłąĖčĆąŠą║ąŠ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ąĮą░čéčāčĆą░ą╗čīąĮąŠą╣ ą║ąŠąČąĖ.
ąöą╗čÅ čāč鹥ą┐ą╗ąĄąĮąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ ą║ą░č湥čüčéą▓ąĄ čāč鹥ą┐ą╗čÅčÄčēąĖčģ ą┐čĆąŠą║ą╗ą░ą┤ąŠą║ ąĖčüą┐ąŠą╗čīąĘčāčÄčé čüąĖąĮč鹥ą┐ąŠąĮ (ąĮą░ą┐čĆąĖą╝ąĄčĆ, ą┤ą╗čÅ ą║čāčĆč鹊ą║ ąĖ ą┐ą░ą╗čīč鹊, ą▓ ą║ąŠč鹊čĆčŗčģ ą▓čüąĄ ą┤ąĄčéą░ą╗ąĖ čüąŠąĄą┤ąĖąĮąĄąĮčŗ čü čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąŠą╣).
ą¤čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ąŠą┤ąĮąŠčüč鹊čĆąŠąĮąĮąĖčģ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą▓ ą║ą░č湥čüčéą▓ąĄ čāč鹥ą┐ą╗čÅčÄčēąĖčģ ą┐čĆąŠą║ą╗ą░ą┤ąŠą║ ąĖčüą┐ąŠą╗čīąĘčāčÄčéčüčÅ čéą░ą║ąČąĄ ą║ą╗ąĄąĄąĮąŠąĄ ąŠą▒čŖąĄą╝ąĮąŠąĄ č鹥ą┐ą╗ąŠąĖąĘąŠą╗čÅčåąĖąŠąĮąĮąŠąĄ ą┐ą╗ąŠčéąĮąŠ; čģąŠą╗čüč鹊ą┐čĆąŠčłąĖą▓ąĮąŠą╣ čüąĖąĮč鹥čéąĖč湥čüą║ąĖą╣ ąĖ ą┐ąŠą╗čāčłąĄčĆčüčéčÅąĮąŠą╣ ą▓ą░čéąĖąĮ; ą┐čāčģąŠą▓čŗąĄ ąĖ ą┐ąĄčĆčīąĄą▓čŗąĄ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĖ.
ąöą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąĄąĮąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ ą║ą░č湥čüčéą▓ąĄ čāč鹥ą┐ą╗čÅčÄčēąĖčģ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĖ ąĖčüą┐ąŠą╗čīąĘčāčÄčé ąŠą┐ąĄčĆąĄąĮąĖąĄ ą▓ąŠą┤ąŠą┐ą╗ą░ą▓ą░čÄčēąĖčģ ą┐čéąĖčå (čāč鹊ą║, ą│čāčüąĄą╣), ąĮąĄ ą▓ą┐ąĖčéčŗą▓ą░čÄčēąĄąĄ ą▓ą╗ą░ą│čā ąĖ ą┐ąŠčé ąĖ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĄąĄ ą▓čŗčüąŠą║ąĖąĄ č鹥ą┐ą╗ąŠąĖąĘąŠą╗čÅčåąĖąŠąĮąĮčŗąĄ čüą▓ąŠą╣čüčéą▓ą░ ąŠą┤ąĄąČą┤ąĄ. ąĪąŠąŠčéąĮąŠčłąĄąĮąĖąĄ ą┐čāčģą░ ąĖ ą┐ąĄčĆą░ ą┤ąŠą╗ąČąĮąŠ čüąŠčüčéą░ą▓ą╗čÅčéčī 70:30. ąÆ ą┐čĆąŠčéąĖą▓ąĮąŠą╝ čüą╗čāčćą░ąĄ ą┐čāčģ čüą╗ąĖą┐ąĮąĄčéčüčÅ, čüčéą░ąĮąĄčé čéčÅąČąĄą╗čŗą╝, čćč鹊 čüąĮąĖąĘąĖčé č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗąĄ čüą▓ąŠą╣čüčéą▓ą░ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą¤ąŠą║ą░ąĘą░č鹥ą╗čī č鹥čĆą╝ąŠąĖąĘąŠą╗čÅčåąĖąĖ ąĖąĘą┤ąĄą╗ąĖčÅ čü ą┐čāčģąŠ-ą┐ąĄčĆčīąĄą▓čŗą╝ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╝ čāą║ą░ąĘčŗą▓ą░ąĄčéčüčÅ čü ą┐ąŠą╝ąŠčēčīčÄ čāčüą╗ąŠą▓ąĮąŠą│ąŠ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖčÅ CLO: 1CLO-ą┤ą╗čÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ą┤ąŠ ŌĆō 15C; 3 CLO ŌĆō ą┤ą╗čÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ą┤ąŠ ŌĆō 40 C.
ą¤ąŠą║ą░ąĘą░č鹥ą╗ąĄą╝ ą║ą░č湥čüčéą▓ą░ ą┐čāčģąŠ-ą┐ąĄčĆčīąĄą▓ąŠą│ąŠ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅ čÅą▓ą╗čÅąĄčéčüčÅ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé ąĄą│ąŠ čāą┐čĆčāą│ąŠčüčéąĖ FP, ą║ąŠč鹊čĆčŗą╣ ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī ąĮąĄ ą╝ąĄąĮčīčłąĄ 550. ąöą╗čÅ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčéą░ čāą┐čĆčāą│ąŠčüčéąĖ ą┐čāčģąŠ-ą┐ąĄčĆčīąĄą▓ąŠą╣ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čī ą┐čĆąĄčüčüčāčÄčé ą│čĆčāąĘąŠą╝, ąĘą░č鹥ą╝ ą│čĆčāąĘ čüąĮąĖą╝ą░čÄčé ąĖ ąĖąĘą╝ąĄčĆčÅčÄčé ą▓čŗčüąŠčéčā, ąĮą░ ą║ąŠč鹊čĆčāčÄ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čī ą┐ąŠą┤ąĮčÅą╗čüčÅ.
ąŻčüą╗ąŠą▓ąĮąŠąĄ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖąĄ ąĮą░ č鹊ą▓ą░čĆąĮąŠą╝ čÅčĆą╗čŗą║ąĄ ąĖąĘą┤ąĄą╗ąĖčÅ DIN EN 12934 European Standard čāą║ą░ąĘčŗą▓ą░ąĄčé ąĮą░ č鹊, čćč鹊 ą┐čāčģąŠ-ą┐ąĄčĆčīąĄą▓ąŠą╣ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čī čüąŠąŠčéą▓ąĄčéčüčéą▓čāąĄčé ąĄą▓čĆąŠą┐ąĄą╣čüą║ąŠą╝čā čüčéą░ąĮą┤ą░čĆčéčā ąĄą│ąŠ ą║ą░č湥čüčéą▓ą░ ąĖ ą┐čĆąŠčłąĄą╗ ą▓čüąĄ čüčéą░ą┤ąĖąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ: ą▓čŗą╝ą░čćąĖą▓ą░ąĮąĖąĄ, ą┐čĆąŠą╝čŗą▓ą░ąĮąĖąĄ, čüčāčłą║čā, čäąĖą╗čīčéčĆą░čåąĖčÄ ąŠčé ą┐čĆąĖą╝ąĄčüąĄą╣ ąĖ čüč鹥čĆąĖą╗ąĖąĘą░čåąĖčÄ.
ąĪą╗ąĄą┤čāąĄčé čāą║ą░ąĘą░čéčī, čćč鹊 ą▓ ą┐čĆąŠčåąĄčüčüąĄ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ ąŠą┤ąĄąČą┤čŗ, ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĮąŠą╣ čü ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄą╝ ą┐čāčģąŠ-ą┐ąĄčĆčīąĄą▓čŗčģ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣, ą░ čéą░ą║ąČąĄ čüąĖąĮč鹥čéąĖč湥čüą║ąĖčģ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĄą╣, ą▓ąŠąĘą╝ąŠąČąĮąŠ ąĘą░ą│čĆčÅąĘąĮąĄąĮąĖąĄ ą╗ąĖčåąĄą▓ąŠą╣ ąĖ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╣ čüč鹊čĆąŠąĮ ąŠą┤ąĄąČą┤čŗ ą▓ąŠą╗ąŠą║ąĮą░ą╝ąĖ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ, ąŠą▒čāčüą╗ąŠą▓ą╗ąĄąĮąĮąŠąĄ ą╝ąĖą│čĆą░čåąĖą╣ ą▓ąŠą╗ąŠą║ąŠąĮ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĄą╣ ą▓ čüčéčĆčāą║čéčāčĆąĄ ą┐ą░ą║ąĄčéą░.
ąÜ č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗą╝ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗą╝ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝ ąĮąŠą▓ąŠą│ąŠ ą┐ąŠą║ąŠą╗ąĄąĮąĖčÅ ąŠčéąĮąŠčüčÅčéčüčÅ čéą░ą║ąĖąĄ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĖ, ą║ą░ą║ čéąĖąĮčüčāą╗ąĄą╣čé, čäą░ą╣ą▒ąĄčĆč鹥ą║, č鹥čĆą╝ąŠčäąĖą╗ ąĖ čģąŠą╗ąŠčäą░ą╣ą▒ąĄčĆ, ąŠą▒ą╗ą░ą┤ą░čÄčēąĖąĄ ą▓čŗčüąŠą║ąĖą╝ąĖ č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗą╝ąĖ ąĖ ą│ąĖą┐ąŠą░ą╗ą╗ąĄčĆą│ąĄąĮąĮčŗą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ, čćč鹊 ą┐ąŠąĘą▓ąŠą╗čÅąĄčé čłąĖčĆąŠą║ąŠ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą┤ą░ąĮąĮčŗąĄ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĖ ą▓ ą┤ąĄčéčüą║ąŠą╣ ąŠą┤ąĄąČą┤ąĄ. ąØą░ą┐čĆąĖą╝ąĄčĆ, čéąĖąĮčüčāą╗ąĄą╣čé (ąŠčé ą░ąĮą│ą╗. thin unsulation - č鹊ąĮą║ą░čÅ ąĖąĘąŠą╗čÅčåąĖčÅ) ą┐čĆąĄą┤ąŠčüčéą░ą▓ą╗čÅąĄčé čüąŠą▒ąŠą╣ ą╝ąĖą║čĆąŠą▓ąŠą╗ąŠą║ąŠąĮąĮčŗą╣ ąĮąĄčéą║ą░ąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗, č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗąĄ čüą▓ąŠą╣čüčéą▓ą░ ą║ąŠč鹊čĆąŠą│ąŠ ą┐čĆąĖ ą╝ą░ą╗ąŠą╝ ąŠą▒čŖąĄą╝ąĄ ą▓ 1,5 čĆą░ąĘą░ ą┐čĆąĄą▓ąŠčüčģąŠą┤čÅčé č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗąĄ čüą▓ąŠą╣čüčéą▓ą░ ąĮą░čéčāčĆą░ą╗čīąĮąŠą│ąŠ ą┐čāčģąŠ-ą┐ąĄčĆąŠą▓ąŠą│ąŠ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅ. ąÆąŠą╗ąŠą║ąĮą░ čéąĖąĮčüčāą╗ąĄą╣čéą░ ą┐čĆą░ą║čéąĖč湥čüą║ąĖ ąĮąĄ ą▓ą┐ąĖčéčŗą▓ą░čÄčé ą▓ą╗ą░ą│čā, ąĄą│ąŠ ą░ą▒čüąŠčĆą▒čåąĖčÅ čüąŠčüčéą░ą▓ą╗čÅąĄčé ą╝ąĄąĮąĄąĄ 1%. ą£ą░č鹥čĆąĖą░ą╗ čüąŠčģčĆą░ąĮčÅąĄčé č鹥ą┐ą╗ąŠ ą┤ą░ąČąĄ ą┐čĆąĖ ąĮą░ą╝ąŠą║ą░ąĮąĖąĖ. ąŻčüą░ą┤ą║ą░ čéąĖąĮčüčāą╗ąĄą╣čéą░ ą┐ąŠčüą╗ąĄ čüčéąĖčĆą║ąĖ čüąŠčüčéą░ą▓ą╗čÅąĄčé ąĮąĄ ą▒ąŠą╗ąĄąĄ 1% ąŠą▒čēąĄą╣ ą╝ą░čüčüčŗ.
ąóąĖąĮčüčāą╗ąĄą╣čé čĆą░ąĘą╗ąĖčćą░ąĄčéčüčÅ ą┐ąŠ čéąĖą┐ą░ą╝ (ą║ą╗ą░čüčüąĖč湥čüą║ąĖą╣, ą┐čāčģąŠą▓čŗą╣ ąĖ ą┤čĆ.) ąĖ ą╝ąŠą┤ąĖčäąĖą║ą░čåąĖčÅą╝: čĆą░ąĘąĮąŠą╣ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéąĖ (43ŌĆ”300ą│/ą╝Ōéé) ąĖ č鹊ą╗čēąĖąĮčŗ (3ŌĆ”30 ą╝ą╝).
ąóąĖąĮčüčāą╗ąĄą╣čé ą║ą╗ą░čüčüąĖč湥čüą║ąŠą│ąŠ čéąĖą┐ą░ ą╝ąŠąČąĄčé ąĖą╝ąĄčéčī ąŠą┤ąĮąŠčüč鹊čĆąŠąĮąĮąĄąĄ ąĖą╗ąĖ ą┤ą▓čāčüč鹊čĆąŠąĮąĮąĄąĄ ą┤čāą▒ą╗ąĖčĆąŠą▓ą░ąĮąĖąĄ č鹊ąĮą║ąĖą╝ čäą╗ąĖąĘąĄą╗ąĖąĮąŠą╝ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéčīčÄ ą▓čüąĄą│ąŠ 17ą│/ą╝Ōéé. ąĪąŠąĄą┤ąĖąĮąĄąĮąĖąĄ čüą╗ąŠąĄą▓ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ ąĖ čäą╗ąĖąĘąĄą╗ąĖąĮą░ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ čāą╗čīčéčĆą░ąĘą▓čāą║ąŠą▓čŗą╝ ą╝ąĄč鹊ą┤ąŠą╝.
ąóąĖąĮčüčāą╗ąĄą╣čé ą║ą╗ą░čüčüąĖč湥čüą║ąŠą│ąŠ čéąĖą┐ą░ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą┤ą╗čÅ ąĖąĘą┤ąĄą╗ąĖą╣ ą║ą╗ą░čüčüąĖč湥čüą║ąŠą│ąŠ čüčéąĖą╗čÅ ąĖ ą╝ą░ą╗ąŠą│ąŠ ąŠą▒čŖąĄą╝ą░. ą¤čĆąĖ ą▓čŗčüąŠą║ąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéąĖ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░ ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą▓ąŠąĘą╝ąŠąČąĮąŠ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ čéąĖąĮčüčāą╗ąĄą╣čéą░ ą▒ąĄąĘ ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčŗčģ ą┤čāą▒ą╗ąĖčĆčāčÄčēąĖčģ čüą╗ąŠąĄą▓ čäą╗ąĖąĘąĄą╗ąĖąĮą░. ąĢčüą╗ąĖ ą┐ą╗ąŠčéąĮąŠčüčéčī čéą║ą░ąĮąĄą╣ ąĮąĄą▓ąĄą╗ąĖą║ą░, č鹊 čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī čéąĖąĮčüčāą╗ąĄą╣čé, ą┐čĆąŠą┤čāą▒ą╗ąĖčĆąŠą▓ą░ąĮąĮčŗą╣ čü ąŠą┤ąĮąŠą╣ ąĖą╗ąĖ ą┤ą▓čāčģ čüč鹊čĆąŠąĮ čäą╗ąĖąĘąĄą╗ąĖąĮąŠą╝. ąÆ ą┐čĆąŠčéąĖą▓ąĮąŠą╝ čüą╗čāčćą░ąĄ ą▓ąŠąĘą╝ąŠąČąĮąŠ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖąĄ, ąĖą╗ąĖ ą╝ąĖą│čĆą░čåąĖčÅ, ą▓ąŠą╗ąŠą║ąŠąĮ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ č湥čĆąĄąĘ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░ ąĖą╗ąĖ
ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. ą¤čĆąŠą┤čāą▒ą╗ąĖčĆąŠą▓ą░ąĮąĮčŗą╣ čéąĖąĮčüčāą╗ąĄą╣čé ą╝ąŠąČąĮąŠ ą┐čĆąĖą╝ąĄąĮčÅčéčī ą▓ ąĖąĘą┤ąĄą╗ąĖčÅčģ ąĖąĘ čéą║ą░ąĮąĄą╣ čü ąĮąĖąĘą║ąŠą╣ čüč鹥ą┐ąĄąĮčīčÄ čüą║ąŠą╗čīąČąĄąĮąĖčÅ ą┤ą╗čÅ čāą╝ąĄąĮčīčłąĄąĮąĖčÅ čéčĆąĄąĮąĖčÅ ą╝ąĄąČą┤čā čüą╗ąŠčÅą╝ąĖ ą╝ą░č鹥čĆąĖą░ą╗ą░.
ąóąĖąĮčüčāą╗ąĄą╣čé ą┐čāčģąŠą▓ąŠą│ąŠ čéąĖą┐ą░ čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠ ą┐čĆąĖą╝ąĄąĮčÅčéčī ą┤ą╗čÅ ąĖąĘą┤ąĄą╗ąĖą╣ čüą┐ąŠčĆčéąĖą▓ąĮąŠą│ąŠ čüčéąĖą╗čÅ. ąöą╗čÅ ą┐čĆąĄą┤ąŠčéą▓čĆą░čēąĄąĮąĖčÅ ą╝ąĖą│čĆą░čåąĖąĖ ą▓ąŠą╗ąŠą║ąŠąĮ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ čüą╗ąĄą┤čāąĄčé ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą┐ą╗ąŠčéąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ čü ąŠčéą┤ąĄą╗ą║ąŠą╣ čéąĖą┐ą░ ą╗ą░ą║ąĄ, ą┐čĆąŠčĆąĄąĘąĖąĮąĄąĮąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ ąĖą╗ąĖ ą┤čāą▒ą╗ąĖčĆąŠą▓ą░čéčī čéą║ą░ąĮčī ą▓ąĄčĆčģą░ ąĖą╗ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą┐ąŠą┤čģąŠą┤čÅčēąĖą╝ ą┐ąŠ čüą▓ąŠą╣čüčéą▓ą░ą╝ ąĖ ą║ą░č湥čüčéą▓čā ą┐ą╗ąŠčéąĮčŗą╝ ą▓ąŠą┤ąŠą┐čĆąŠąĮąĖčåą░ąĄą╝čŗą╝ ą╝ą░č鹥čĆąĖą░ą╗ąŠą╝.
ąÆ ą║ą░č湥čüčéą▓ąĄ ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą┤ą╗čÅ ą╝čāąČčüą║ąĖčģ, ąČąĄąĮčüą║ąĖčģ ąĖ ą┐ąŠą┤čĆąŠčüčéą║ąŠą▓čŗčģ ą║čāčĆč鹊ą║ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī čéą║ą░ąĮąĖ ąĖąĘ ą║ą░ą┐čĆąŠąĮąŠą▓čŗčģ ąĮąĖč鹥ą╣ ą▓ ąŠčüąĮąŠą▓ąĄ ąĖ čāčéą║ąĄ, ąĖą╝ąĄčÄčēąĖčģ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮčāčÄ ą┐ą╗ąŠčéąĮąŠčüčéčī 50ŌĆ”70ą│/ą╝2, ąĖą╗ąĖ čéčĆąĖą║ąŠčéą░ąČąĮčŗąĄ ą║ą░ą┐čĆąŠąĮąŠą▓čŗąĄ ą┐ąŠą╗ąŠčéąĮą░. ąÆ ą║čāčĆčéą║ą░čģ čéąĖą┐ą░ ą▓ąĄčéčĆąŠą▓ąŠą║ ą▓ ą║ą░č湥čüčéą▓ąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮąŠą│ąŠ ą╝ą░č鹥čĆąĖą░ą╗ą░ ą╝ąŠą│čāčé ą▒čŗčéčī ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮčŗ čüąĄčéčćą░čéčŗąĄ čéą║ą░ąĮąĖ.
ąöą╗čÅ ą┤ąĄčéčüą║ąĖčģ ą║čāčĆč鹊ą║ čłą║ąŠą╗čīąĮąŠą│ąŠ, ą┤ąŠčłą║ąŠą╗čīąĮąŠą│ąŠ ąĖ čÅčüąĄą╗čīąĮąŠą│ąŠ ą▓ąŠąĘčĆą░čüčéą░ ąĖčüą┐ąŠą╗čīąĘčāčÄčé ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮčŗąĄ čéą║ą░ąĮąĖ ąĖąĘ ą▓ąĖčüą║ąŠąĘąĮčŗčģ ąĮąĖč鹥ą╣ ą▓ ąŠčüąĮąŠą▓ąĄ ąĖ čāčéą║ąĄ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéčīčÄ 75ŌĆ”95ą│/ą╝2, ą░ čéą░ą║ąČąĄ čéčĆąĖą║ąŠčéą░ąČąĮčŗąĄ ą┐ąŠą╗ąŠčéąĮą░. ąöą╗čÅ ą┤ąĄčéčüą║ąĖčģ ą║čāčĆč鹊ą║ ą┤ąŠčłą║ąŠą╗čīąĮąŠą│ąŠ ąĖ čÅčüąĄą╗čīąĮąŠą│ąŠ ą▓ąŠąĘčĆą░čüčéą░ ą▓ąŠąĘą╝ąŠąČąĮąŠ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮąŠą╣ čéą║ą░ąĮąĖ ąĖąĘ ą▓ąĖčüą║ąŠąĘąĮčŗčģ ąĮąĖč鹥ą╣ ą▓ ąŠčüąĮąŠą▓ąĄ ąĖ ą░čåąĄčéą░čéąĮčŗčģ ą▓ čāčéą║ąĄ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéčīčÄ 100ŌĆ”105ą│/ą╝2. ąÆ ą║ą░č湥čüčéą▓ąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą┤ą╗čÅ ą┐ąŠą╗ąŠčćą║ąĖ ąĖ čüą┐ąĖąĮą║ąĖ ą▓ ą┤ąĄčéčüą║ąĖčģ ąĖąĘą┤ąĄą╗ąĖčÅčģ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗ čéąĖą┐ą░ čäą╗ąĖčüą░, ą║ąŠč鹊čĆčŗą╣, ą┤ą░ąČąĄ ąĮą░ą╝ąŠą║ąĮčāą▓, ąĮąĄ ą▒čāą┤ąĄčé ┬½ čģąŠą╗ąŠą┤ąĖčéčī┬╗ ąŠčĆą│ą░ąĮąĖąĘą╝ čĆąĄą▒ąĄąĮą║ą░.
ąŚą░ą╝ąĄčéąĖą▓, čćč鹊 ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ ą▓ ą┐ą░ą║ąĄč鹥 ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ čāč鹥ą┐ą╗ąĄąĮąĮąŠą│ąŠ ąĖąĘą┤ąĄą╗ąĖčÅ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮąŠą╣ čéą║ą░ąĮąĖ ąĖąĘ ą▓ąĖčüą║ąŠąĘčŗ ąĖą╗ąĖ ą▓ąĖčüą║ąŠąĘąĮąŠ-ą░čåąĄčéą░čéąĮčŗčģ ąĮąĖč鹥ą╣ čāą╝ąĄąĮčīčłą░ąĄčé ą╝ąĖą│čĆą░čåąĖčÄ ą▓ąŠą╗ąŠą║ąŠąĮ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ č湥čĆąĄąĘ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā.
ąöą╗čÅ čāč鹥ą┐ą╗ąĄąĮąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ ą║ą░č湥čüčéą▓ąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠą║ ą╝ąŠą│čāčé ą▒čŗčéčī ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮčŗ čłąĄčĆčüčéčÅąĮčŗčģ čéą║ą░ąĮąĖ, ąĖčüą║čāčüčüčéą▓ąĄąĮąĮčŗą╣ ą╝ąĄčģ, čĆąĄąČąĄ ŌĆō ąĮą░čéčāčĆą░ą╗čīąĮčŗą╣ ą╝ąĄčģ, ą║ąŠč鹊čĆąŠąĄ ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮąŠ ą╝ąŠą│čāčé ąĖą│čĆą░čéčī čĆąŠą╗čī čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĖ.
ąöąĄčéčüą║ąĖąĄ ąĖąĘą┤ąĄą╗ąĖčÅ ą╝ąŠą│čāčé ą▒čŗčéčī ą▓čŗą┐ąŠą╗ąĮąĄąĮčŗ čü ą┐čĆąĖčüč鹥ą│ąĖą▓ą░čÄčēąĄą╣čüčÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąŠą╣ (ąČąĖą╗ąĄčéą║ąŠą╣) ąĖąĘ ąĮą░čéčāčĆą░ą╗čīąĮąŠą╣ ąŠą▓čćąĖąĮčŗ, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĄą╣ ąĖąĘą┤ąĄą╗ąĖčÄ ą▓čŗčüąŠą║ąĖąĄ č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗąĄ čüą▓ąŠą╣čüčéą▓ą░.
ą¤čĆąĖ ą║ąŠąĮč乥ą║čåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĖąĖ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą▓ ą┐ą░ą║ąĄčé ą║čāčĆč鹊ą║, ą┐ą╗ą░čēąĄą╣ ą▒ąŠą╗čīčłąŠąĄ ą▓ąĮąĖą╝ą░ąĮąĖąĄ čāą┤ąĄą╗čÅąĄčéčüčÅ ą┐ąŠą┤ą▒ąŠčĆčā čäčāčĆąĮąĖčéčāčĆčŗ, ąĖą╝ąĄčÄčēąĄą╣ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠąĄ ąĖ ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮąŠąĄ ąĮą░ąĘąĮą░č湥ąĮąĖąĄ, ą║ ą║ąŠč鹊čĆąŠą╣ ąŠčéąĮąŠčüčÅčéčüčÅ ą║ąĮąŠą┐ą║ąĖ, ą┐čāą│ąŠą▓ąĖčåčŗ, ą▒ą╗ąŠčćą║ąĖ, ą╗čÄą▓ąĄčĆčüčŗ, ąĘą░ą║ą╗ąĄą┐ą║ąĖ, čłąĖčĆąŠą║ąĖą╣ ą░čüčüąŠčĆčéąĖą╝ąĄąĮčé ąĮą░ą┤čüčéčĆąŠčćąĮčŗčģ 菹╝ą▒ą╗ąĄą╝.
ąóą░ą║ąĖąĄ ąĖąĘą┤ąĄą╗ąĖčÅ ą║ą░ą║ ą║čāčĆčéą║ąĖ, ą┐čĆąĄą┤ąĮą░ąĘąĮą░č湥ąĮčŗ ą┤ą╗čÅ ąĘą░čēąĖčéčŗ č湥ą╗ąŠą▓ąĄą║ą░ ąŠčé ąĮąĄą▒ą╗ą░ą│ąŠą┐čĆąĖčÅčéąĮčŗčģ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖą╣ ąŠą║čĆčāąČą░čÄčēąĄą╣ čüčĆąĄą┤čŗ. ąØą░ąĘąĮą░č湥ąĮąĖąĄ ą┤ą░ąĮąĮąŠą│ąŠ ą░čüčüąŠčĆčéąĖą╝ąĄąĮčéą░ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčé čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą┐čĆąĄą┤čŖčÅą▓ą╗čÅąĄą╝čŗąĄ ą║ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝. ą×ąĮąĖ ą┤ąŠą╗ąČąĮčŗ ąŠą▒ą╗ą░ą┤ą░čéčī čģąŠčĆąŠčłąĖą╝ąĖ č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ, ąĖą╝ąĄčéčī ą▓ąŠąĘą┤čāčģąŠą┐čĆąŠąĮąĖčåą░ąĄą╝ąŠčüčéčī, ą┐ą░čĆąŠą┐čĆąŠąĮąĖčåą░ąĄą╝ąŠčüčéčī, ą▒čŗčéčī č乊čĆą╝ąŠčāčüč鹊ą╣čćąĖą▓čŗą╝, ąĖąĘąĮąŠčüąŠčāčüč鹊ą╣čćąĖą▓čŗą╝, ąĖ čāčüč鹊ą╣čćąĖą▓čŗą╝ ą║ čģąĖą╝čćąĖčüčéą║ą░ą╝.
ąÆčŗą▒čĆą░ąĮąĮą░čÅ ą║čāčĆč鹊čćąĮą░čÅ čéą║ą░ąĮčī ąĖąĘ čüąĖąĮč鹥čéąĖč湥čüą║ąŠą│ąŠ ą▓ąŠą╗ąŠą║ąĮą░ ąŠčéą╗ąĖčćą░ąĄčéčüčÅ čģąŠčĆąŠčłąĖą╝ąĖ ą┐ąŠčéčĆąĄą▒ąĖč鹥ą╗čīčüą║ąĖą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ ąĖ ą║čĆą░čüąĖą▓čŗą╝ ą▓ąĮąĄčłąĮąĖą╝ ą▓ąĖą┤ąŠą╝, čāą┤ąŠą▒ąĮą░ ą▓ ąĮąŠčüą║ąĄ, ąĖąĘąĮąŠčüąŠčüč鹊ą╣ą║ą░, ą╗ąĄą│ą║ą░ ą▓ čāčģąŠą┤ąĄ ą┐čĆąĖ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ, čćč鹊 ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé ą▓čŗčüąŠą║ąŠąĄ ą║ą░č湥čüčéą▓ąŠ čłą▓ąĄą╣ąĮąŠą│ąŠ ąĖąĘą┤ąĄą╗ąĖčÅ, ą╗ąĄą│ą║ąĖą╣, ą┤čĆą░ą┐ąĖčĆčāčÄčēąĖą╣čüčÅ ąĖ ą▓ č鹊 ąČąĄ ą▓čĆąĄą╝čÅ č乊čĆą╝ąŠčāčüč鹊ą╣čćąĖą▓čŗą╣, ą╗ąĄą│ą║ąŠ ą┐ąŠą┤ą┤ą░čÄčēąĖą╣čüčÅ čāčģąŠą┤čā, ą┤ąŠčüčéą░č鹊čćąĮąŠą╣ ą▓ąŠąĘą┤čāčģąŠą┐čĆąŠąĮąĖčåą░ąĄą╝, ąŠą┤ąĮą░ą║ąŠ ą▓ ą┐čĆąŠčåąĄčüčüąĄ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ ą▓ąŠą┤ąŠąĘą░čēąĖčéąĮčŗąĄ čüą▓ąŠą╣čüčéą▓ą░ čéą║ą░ąĮąĖ čüąĮąĖąČą░čÄčéčüčÅ, ą░ ą┐ąŠčüą╗ąĄ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮčŗčģ čüčéąĖčĆąŠą║ ąĖ čģąĖą╝ąĖč湥čüą║ąĖčģ čćąĖčüč鹊ą║ čüąŠą▓čüąĄą╝ ąĖčüč湥ąĘą░čÄčé.
ąĪąĖąĮč鹥čéąĖč湥čüą║ąĖąĄ čéą║ą░ąĮąĖ čÅą▓ą╗čÅčÄčéčüčÅ ą┐ąĄčĆčüą┐ąĄą║čéąĖą▓ąĮčŗą╝ąĖ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝ąĖ ą┤ą╗čÅ ą║čāčĆč鹊ą║.
ąÆčüąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ ą┐čĆąŠąĄą║čéąĖčĆčāąĄą╝ąŠą╣ ą╝ąŠą┤ąĄą╗ąĖ, ą▓čģąŠą┤čÅčēąĖąĄ ą▓ ą┐ą░ą║ąĄčé, (ąŠčüąĮąŠą▓ąĮąŠą╣ ą╝ą░č鹥čĆąĖą░ą╗, ą┐čĆąĖą║ą╗ą░ą┤, čäčāčĆąĮąĖčéčāčĆą░), ą┐ąŠ čüą▓ąŠąĖą╝ čüą▓ąŠą╣čüčéą▓ą░ą╝, ą▓ąĮąĄčłąĮąĄą╝čā ą▓ąĖą┤čā, čĆą░ąĘą╝ąĄčĆąĮčŗą╝ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝, čüąŠąŠčéą▓ąĄčéčüčéą▓čāąĄčé ą┐ąŠą┤ąŠą▒čĆą░ąĮąĮąŠą╣ ą╝ąŠą┤ąĄą╗ąĖ.
ąÜąŠąĮčüčéčĆčāą║č鹊čĆčüą║ąŠ-č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ čāčćąĖčéčŗą▓ą░čÄčé ą▓ą╗ąĖčÅąĮąĖąĄ čüą▓ąŠą╣čüčéą▓ ą╝ą░č鹥čĆąĖą░ą╗ą░ ąĮą░ ą║ąŠąĮčüčéčĆčāą║čåąĖčÄ ąĖąĘą┤ąĄą╗ąĖčÅ ąĖ ąĮą░ ąŠčüąŠą▒ąĄąĮąĮąŠčüčéąĖ ąĄą│ąŠ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą▓ čłą▓ąĄą╣ąĮąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ.
ąŻč鹥ą┐ą╗čÅčÄčēąĖą╣ ą╝ą░č鹥čĆąĖą░ą╗. ąÆ ą╝ąŠąĄą╝ ąĖąĘą┤ąĄą╗ąĖąĖ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ č鹥čĆą╝ąŠčüą║čĆąĄą┐ą╗ąĄąĮčŗą╣ čüąĖąĮč鹥ą┐ąŠąĮ ┬½ąóąĄčĆą╝ąŠčäą░ą╣ą▒ąĄčĆ┬╗ (čģąŠą╗ą╗ąŠčäą░ą╣ą▒ąĄčĆ). ąÆąŠą╗ąŠą║ąĮą░ ą¤ąŁąż ąĖą╝ąĄčÄčé ą▓ąĖą┤ ą┐ąŠą╗čŗčģ ą▓čŗčüąŠą║ąŠąĖąĘą▓ąĖčéčŗčģ čéčĆčāą▒ąŠč湥ą║, ąŠą▒čĆą░ą▒ąŠčéą░ąĮąĮčŗčģ čüąĖą╗ąĖą║ąŠąĮąŠą╝, ą▓ąŠą╗ąŠą║ąĮąŠ čāčüč鹊ą╣čćąĖą▓ąŠ ą║ čüąČą░čéąĖčÄ, ąĮąĄ čüą╝ąĄąĮą░ąĄčéčüčÅ, čģąŠčĆąŠčłąŠ ą▓ąŠčüčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ ą┐ąŠčüą╗ąĄ čüčéąĖčĆąŠą║ ąĖ čüčāčłąĄą║, ąĮąĄ ą▓čŗąĘčŗą▓ą░ąĄčé ą░ą╗ą╗ąĄčĆą│ąĖč湥čüą║ąĖčģ čĆąĄą░ą║čåąĖą╣, ąĮąĄ ąŠą▒čĆą░ąĘčāąĄčé ą┐čŗą╗ąĖ, ąĮąĄ ą┐ąŠą┤ą▓ąĄčƹȹĄąĮąŠ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÄ ą▒ąĖąŠą╗ąŠą│ąĖč湥čüą║ąĖčģ ąĖ ą▒ą░ą║č鹥čĆąĖčåąĖą┤ąĮčŗčģ čäą░ą║č鹊čĆąŠą▓, čģąŠčĆąŠčłąŠ čüąŠčģčĆą░ąĮčÅąĄčé č鹥ą┐ą╗ąŠ. ąÆ ą║čāčĆčéą║ąĄ ąĮą░ čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĄ ąĖąĘ ą▓ąŠą╗ąŠą║ąŠąĮ ą¤ąŁąż č湥ą╗ąŠą▓ąĄą║ ąŠčēčāčēą░ąĄčé ą║ąŠą╝č乊čĆčé, čéą░ą║ ą║ą░ą║ ą┐ąŠą╗ąŠčéąĮąŠ:
- čüąŠčģčĆą░ąĮčÅąĄčé ąĖ ą╗ąĄą│ą║ąŠ ą▓ąŠčüčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčé čüą▓ąŠą╣ ąŠą▒čŖąĄą╝ ą┐čĆąĖ ą┤ą╗ąĖč鹥ą╗čīąĮąŠą╣ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ;
- ąĖą╝ąĄąĄčé ąĮąĖąĘą║čāčÄ č鹥ą┐ą╗ąŠą┐čĆąŠą▓ąŠą┤ąĮąŠčüčéčī;
- ąĮąĄ ą▓čŗąĘčŗą▓ą░ąĄčé ą░ą╗ą╗ąĄčĆą│ąĖąĖ.
ąĀą░ąĘčĆą░ą▒ąŠčéą░ąĮą░ ą║ąŠą╗ą╗ąĄą║čåąĖčÅ ąĮąĄčéą║ą░ąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, ą┐čĆąĄą┤ąĮą░ąĘąĮą░č湥ąĮąĮčŗčģ ą┤ą╗čÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą▓ ą║ą░č湥čüčéą▓ąĄ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĄą╣ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ą▓ąĄčĆčģąĮąĄą╣, čĆą░ą▒ąŠč湥ą╣ ąĖ čüą┐ąŠčĆčéąĖą▓ąĮąŠą╣ ąŠą┤ąĄąČą┤čŗ ŌĆō ą│čĆčāą┐ą┐ą░ ┬½ą©ąĄą╗č鹥čĆ┬╗. ąĪą▓ąŠąĄ ąĮą░ąĘą▓ą░ąĮąĖąĄ ą©ąĄą╗č鹥čĆ ą┐ąŠą╗čāčćąĖą╗ ąŠčé ą░ąĮą│ą╗ąĖą╣čüą║ąŠą│ąŠ čüą╗ąŠą▓ą░ "shelter" - ąĮą░ą┤ąĄąČąĮąŠąĄ čāą║čĆčŗčéąĖąĄ. ąŁč鹊čé ąĮąĄčéą║ą░ąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗ ŌĆö ąŠą┐čéąĖą╝ą░ą╗čīąĮčŗą╣ ą▓ą░čĆąĖą░ąĮčé ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅ ą┤ą╗čÅ čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣. ą×ąĮ 菹║ąŠą╗ąŠą│ąĖč湥čüą║ąĖ čćąĖčüčéčŗą╣, ąĮąĄ ą▓čŗąĘčŗą▓ą░ąĄčé ą░ą╗ą╗ąĄčĆą│ąĖčÄ, čāą┤ą░čćąĮąŠ čüąŠč湥čéą░ąĄčé čĆčÅą┤ 菹║čüą┐ą╗čāą░čéą░čåąĖąŠąĮąĮčŗčģ čüą▓ąŠą╣čüčéą▓: čģąŠčĆąŠčłčāčÄ ą▓ąŠąĘą┤čāčģąŠą┐čĆąŠąĮąĖčåą░ąĄą╝ąŠčüčéčī, č鹥ą┐ą╗ąŠąĖąĘąŠą╗čÅčåąĖčÄ, čāą╝ąĄčĆąĄąĮąĮčāčÄ čāą┐čĆčāą│ąŠčüčéčī, čĆą░ą▓ąĮąŠą╝ąĄčĆąĮčāčÄ čüčéčĆčāą║čéčāčĆčā, čģąŠčĆąŠčłčāčÄ ą┤čĆą░ą┐ąĖčĆčāąĄą╝ąŠčüčéčī, ą┐ąŠąĮąĖąČąĄąĮąĮčāčÄ ą╝ąĖą│čĆą░čåąĖčÄ ą▓ąŠą╗ąŠą║ąŠąĮ. ąĪčāčēąĄčüčéą▓čāąĄčé ąĮąĄčüą║ąŠą╗čīą║ąŠ čĆą░ąĘąĮąŠą▓ąĖą┤ąĮąŠčüč鹥ą╣ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą©ąĄą╗č鹥čĆ:
ą©ąĄą╗č鹥čĆ ąĪčéą░ąĮą┤ą░čĆčéŌäó ŌĆö (100 % ą┐ąŠą╗čŗąĄ ąĖ ą¤ąŁąż-ą▓ąŠą╗ąŠą║ąĮą░) ą┤ą╗čÅ ą▓ąĄčĆčģąĮąĄą╣ ąŠą┤ąĄąČą┤čŗ: ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮą░čÅ čāą┐čĆčāą│ąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ, čüč鹊ą╣ą║ąŠčüčéčīčÄ ą║ ąĖčüčéąĖčĆą░ąĮąĖčÄ;
ą©ąĄą╗č鹥čĆ ąĪąŠčäčéŌäó ŌĆö(100 % ą┐ąŠą╗čŗąĄ ą¤ąŁąż-ą▓ąŠą╗ąŠą║ąĮą░ ą┐ą╗čÄčü ą▓ąŠą╗ąŠą║ąĮą░ čü ą▓čŗčüąŠą║ąŠą╣ čüč鹥ą┐ąĄąĮčīčÄ ąĖąĘą▓ąĖč鹊čüčéąĖ) ŌĆō ą┤ą╗čÅ čüą┐ąŠčĆčéąĖą▓ąĮąŠą╣ ąŠą┤ąĄąČą┤čŗ, ą┐ą╗ąŠčéąĮąŠčüčéčī ąĖčģ ąŠčé 80 ą┤ąŠ 400 ą│/ą╝2, čłąĖčĆąĖąĮą░ ąŠčé 1,5 ą┤ąŠ 2,2 ą╝: ą┐ąŠą▓čŗčłąĄąĮąĮą░čÅ ą║ąŠą╝č乊čĆčéąĮąŠčüčéčī, ą▓čŗčüąŠą║ą░čÅ ą┤čĆą░ą┐ąĖčĆčāąĄą╝ąŠčüčéčī, čāą▓ąĄą╗ąĖč湥ąĮąĮą░čÅ ąĮą░ą┐ąŠą╗ąĮčÅąĄą╝ąŠčüčéčī;
ą©ąĄą╗č鹥čĆ ąøą░ą╣čéŌäó ŌĆö ąŠčéčüčāčéčüčéą▓ąĖąĄ ą╝ąĖą│čĆą░čåąĖąĖ ą▓ąŠą╗ąŠą║ąŠąĮ, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī č鹥ą┐ą╗ąŠą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, ą▓čŗčüąŠą║ąŠąĄ č鹥ą┐ą╗ąŠą▓ąŠąĄ čüčāą╝ą╝ą░čĆąĮąŠąĄ čüąŠą┐čĆąŠčéąĖą▓ą╗ąĄąĮąĖąĄ;
ą©ąĄą╗č鹥čĆ ąÉąĪŌäó ŌĆö čāąĮąĖą║ą░ą╗čīąĮčŗąĄ ą░ąĮčéąĖčüčéą░čéąĖč湥čüą║ąĖąĄ čüą▓ąŠą╣čüčéą▓ą░;
ą©ąĄą╗č鹥čĆ ąÉąæŌäó ŌĆö ąĮą░ąĮąŠ č鹥čģąĮąŠą╗ąŠą│ąĖčÅ, ą░ąĮčéąĖą▒ą░ą║č鹥čĆąĖą░ą╗čīąĮą░čÅ čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī.
ąĪąŠą│ą╗ą░čüąĮąŠ ąĖčüą┐čŗčéą░ąĮąĖą╣ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ąōą×ąĪąó 20489-75 ąĮą░ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ čüčāą╝ą╝ą░čĆąĮąŠą│ąŠ č鹥ą┐ą╗ąŠą▓ąŠą│ąŠ čüąŠą┐čĆąŠčéąĖą▓ą╗ąĄąĮąĖčÅ (ą┐ą░ą║ąĄčé čü ąŠą┤ąĮąĖą╝ čüą╗ąŠąĄą╝ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ ą©ąĄą╗č鹥čĆ ąøą░ą╣čé 200 ą│čĆ. 0,45 ą╝┬▓ ┬░ąĪ/ąÆčé), ą╝ą░č鹥čĆąĖą░ą╗ ą©ąĄą╗č鹥čĆ ą┐ąŠ čüą▓ąŠąĄą╣ čüą┐ąŠčüąŠą▒ąĮąŠčüčéąĖ čüąŠčģčĆą░ąĮčÅčéčī č鹥ą┐ą╗ąŠ, čÅą▓ą╗čÅąĄčéčüčÅ ąĮą░ čüąĄą│ąŠą┤ąĮčÅčłąĮąĖą╣ ą┤ąĄąĮčī čÅą▓ą╗čÅąĄčéčüčÅ ąŠą┤ąĮąĖą╝ ąĖąĘ čüą░ą╝čŗčģ ą╗čāčćčłąĖčģ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĄą╣ ą┤ą╗čÅ ąŠą┤ąĄąČą┤čŗ čüčĆąĄą┤ąĖ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗčģ ąĖ ąĖą╝ą┐ąŠčĆčéąĮčŗčģ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĄą╣. ąźąŠčĆąŠčłą░čÅ ą▓ąŠąĘą┤čāčģąŠą┐čĆąŠąĮąĖčåą░ąĄą╝ąŠčüčéčī ą╝ą░č鹥čĆąĖą░ą╗ą░ ą©ąĄą╗č鹥čĆ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé ą▓čŗčüąŠą║ąĖąĄ ą▓ąĄąĮčéąĖą╗ąĖčĆčāčÄčēąĖąĄ čüą▓ąŠą╣čüčéą▓ą░, ą┐ąŠąĘą▓ąŠą╗čÅčÅ čüąŠąĘą┤ą░ą▓ą░čéčī ą║ąŠą╝č乊čĆčéąĮčāčÄ ąŠą┤ąĄąČą┤čā čü ą▓čŗčüąŠą║ąĖą╝ąĖ č鹥čĆą╝ąŠčĆąĄą│čāą╗ąĖčĆčāčÄčēąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ.
ąŻč鹥ą┐ą╗ąĖč鹥ą╗čī ą©ąĄą╗č鹥čĆ ą▓ą┐ąĖčéčŗą▓ą░ąĄčé ą▓ą╗ą░ą│ąĖ ąĮą░ 20% ą╝ąĄąĮčīčłąĄ, č湥ą╝ ą░ąĮą░ą╗ąŠą│ąĖčćąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ ąŠč鹥č湥čüčéą▓ąĄąĮąĮąŠą│ąŠ ąĖ ąĖą╝ą┐ąŠčĆčéąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░.
ą¤ąŠ čéą░ą║ąĖą╝ čüą▓ąŠą╣čüčéą▓ą░ą╝, ą║ą░ą║ ąŠčéčüčāčéčüčéą▓ąĖąĄ ą╝ąĖą│čĆą░čåąĖąĖ ą▓ąŠą╗ąŠą║ąŠąĮ, čüč鹊ą╣ą║ąŠčüčéčī ą║ č鹥ą┐ą╗ąŠą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĄ ą┐ą░čĆąŠą╝ ąĖ čüčéąĖčĆą║ąĄ ą©ąĄą╗č鹥čĆ ą┐čĆąĄą▓ąŠčüčģąŠą┤ąĖčé ą▒ąŠą╗čīčłąĖąĮčüčéą▓ąŠ ąĖąĘą▓ąĄčüčéąĮčŗčģ čāč鹥ą┐ą╗ąĖč鹥ą╗ąĄą╣ ą┤ą╗čÅ ąŠą┤ąĄąČą┤čŗ. ąśčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗čīąĮčŗčģ ą▓ąŠą╗ąŠą║ąŠąĮ ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ą┐čĆąĖą┤ą░čéčī čāč鹥ą┐ą╗ąĖč鹥ą╗čÄ ą©ąĄą╗č鹥čĆ ąÉąĪ čāąĮąĖą║ą░ą╗čīąĮčŗąĄ ą░ąĮčéąĖčüčéą░čéąĖč湥čüą║ąĖąĄ čüą▓ąŠą╣čüčéą▓ą░, ą┤ąĄą╗ą░čÄčēąĖąĄ ąĄą│ąŠ ąĮąĄąĘą░ą╝ąĄąĮąĖą╝čŗą╝ąĖ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ čüą┐ąĄčåąĖą░ą╗čīąĮąŠą╣ čāč鹥ą┐ą╗ąĄąĮąĮąŠą╣ ąŠą┤ąĄąČą┤čŗ ą┤ą╗čÅ čĆą░ą▒ąŠčéąĮąĖą║ąŠą▓ ą│ą░ąĘąŠą▓ąŠą╣, č鹊ą┐ą╗ąĖą▓ąĮąŠą╣ ąĖ ąĮąĄčäčéčÅąĮąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ. ą£ą░č鹥čĆąĖą░ą╗ ą©ąĄą╗č鹥čĆ ąÉąĪ ąŠą▒ą╗ą░ą┤ą░ąĄčé ą░ąĮčéąĖčüčéą░čéąĖč湥čüą║ąĖą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ. ąŁč鹊 ą┤ąĄą╗ą░ąĄčé ą▒ąĄąĘąŠą┐ą░čüąĮčŗą╝ čĆą░ą▒ąŠčéčā ą▓ąŠ ą▓ąĘčĆčŗą▓ąŠąŠą┐ą░čüąĮąŠą╣ čüčĆąĄą┤ąĄ.
ą©ąĄą╗č鹥čĆ ąÉąæ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ąĮą░ąĮąŠ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąĖ ąŠą▒ą╗ą░ą┤ą░ąĄčé ą▓čŗčüąŠą║ąŠą╣ ą░ąĮčéąĖą▒ą░ą║č鹥čĆąĖą░ą╗čīąĮąŠą╣ čāčüč鹊ą╣čćąĖą▓ąŠčüčéčīčÄ ąĖ čüą┐ąŠčüąŠą▒ąĮąŠčüčéčīčÄ ą┐ąŠą┤ą░ą▓ą╗čÅčéčī čĆą░ąĘą╝ąĮąŠąČąĄąĮąĖąĄ ą▒ąŠą╗ąĄąĘąĮąĄčéą▓ąŠčĆąĮčŗčģ ą▒ą░ą║č鹥čĆąĖą╣, ą│čĆąĖą▒ą║ąŠą▓, ą┐ą╗ąĄčüąĄąĮąĖ.
ąŻč鹥ą┐ą╗ąĖč鹥ą╗čī ą©ąĄą╗č鹥čĆ ąĖą╝ąĄąĄčé čĆčÅą┤ ą┐čĆąĄąĖą╝čāčēąĄčüčéą▓ ą┐ąĄčĆąĄą┤ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗą╝ąĖ ąĖ ąĖą╝ą┐ąŠčĆčéąĮčŗą╝ąĖ, ąŠą▒čŖąĄą╝ąĮčŗą╝ąĖ ąĮą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅą╝ąĖ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé:
čŹčäč乥ą║čéąĖą▓ąĮčāčÄ č鹥čĆą╝ąŠčĆąĄą│čāą╗čÅčåąĖčÄ;
ą▓čŗčüąŠą║čāčÄ č鹥ą┐ą╗ąŠąĖąĘąŠą╗čÅčåąĖčÄ;
ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ;
ą┐ąŠą▓čŗčłąĄąĮąĮčāčÄ ą║ąŠą╝č乊čĆčéąĮąŠčüčéčī;
ąŠčéčüčāčéčüčéą▓ąĖąĄ ą╝ąĖą│čĆą░čåąĖąĖ ą▓ąŠą╗ąŠą║ąŠąĮ;
ą▓čŗčüąŠą║čāčÄ ą┤čĆą░ą┐ąĖčĆčāąĄą╝ąŠčüčéčī;
菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖą╣ čŹčäč乥ą║čé;
čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮčŗą╝ čüčéąĖčĆą║ą░ą╝.
ą¤ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗ ąŠč乊čĆą╝ą╗čÅčÄčēąĖą╣ ą▓ąĮčāčéčĆąĄąĮąĮčÄčÄ čüč鹊čĆąŠąĮčā ą║čāčĆčéą║ąĖ, ąĖą╝ąĄąĄčé ą│ą╗ą░ą┤ą║čāčÄ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī, ą▓čŗčĆą░ą▒ąŠčéą░ąĮą░ ą┐ąŠą╗ąŠčéąĮčÅąĮčŗą╝ ą┐ąĄčĆąĄą┐ą╗ąĄč鹥ąĮąĖąĄą╝ ąĖąĘ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮčŗčģ ąĮąĖč鹥ą╣ ą╗ąĖąĮąĄą╣ąĮąŠą╣ ą┐ą╗ąŠčéąĮąŠčüčéąĖ 6,7 č鹥ą║čü. ąźą░čĆą░ą║č鹥čĆąĖąĘčāąĄčéčüčÅ ą╗ąĄą│ą║ąŠčüčéčīčÄ (50-70ą│\ą╝), ą▓čŗčüąŠą║ąŠą╣ ą┐čĆąŠčćąĮąŠčüčéčīčÄ ąĮą░ čĆą░ąĘčĆčŗą▓ ąĖ ąĮą░ ąĖčüčéąĖčĆą░ąĮąĖąĄ.
ą©ąĖčĆąĖąĮą░ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮčŗčģ čéą║ą░ąĮąĄą╣ ŌĆō ąŠčé 80 ą┤ąŠ 150 čüą╝.
ąöą╗čÅ čüąŠąĄą┤ąĖąĮąĄąĮąĖčÅ čüčéčĆąŠč湥ą║ čĆąĄą║ąŠą╝ąĄąĮą┤čāčÄčéčüčÅ ąĖą│ą╗čŗ Ōä¢ 90-100 ąĖ ą░čĆą╝ąĖčĆąŠą▓ą░ąĮąĮčŗąĄ ąĮąĖčéą║ąĖ ąøąź 45, ą▓ čåą▓ąĄčé čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░.
ąØąĖčéą║ąĖ ąŠčéą▓ąĄčćą░čÄčé čüą╗ąĄą┤čāčÄčēąĖą╝ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝: ą┐čĆąŠčćąĮąŠčüčéčī ą┐čĆąĖ čĆą░čüčéčÅąČąĄąĮąĖąĖ, čüąŠą┐čĆąŠčéąĖą▓ą╗ąĄąĮąĖąĄ ą║ ąĖčüčéąĖčĆą░ąĮąĖčÄ, ą│ą╗ą░ą┤ą║ąĖąĄ ąĖą╝ąĄčÄčé ą┐čĆąŠčćąĮčāčÄ ąŠą║čĆą░čüą║čā. ą©ą▓čŗ, ą▓čŗą┐ąŠą╗ąĮąĄąĮąĮčŗąĄ ą░čĆą╝ąĖčĆąŠą▓ą░ąĮąĮčŗą╝ąĖ ąĮąĖčéą║ą░ą╝ąĖ, 菹╗ą░čüčéąĖčćąĮčŗ, ą┐čĆąŠčćąĮčŗ, ą░ čŹč鹊 ąŠč湥ąĮčī ą▓ą░ąČąĮąŠ ą┐čĆąĖ ą┐ąŠčłąĖą▓ąĄ ąĖąĘą┤ąĄą╗ąĖčÅ.
ążčāčĆąĮąĖčéčāčĆą░ ą┐čĆąĄą┤ąĮą░ąĘąĮą░č湥ąĮą░ ą┤ą╗čÅ ąĘą░čüč鹥ą│ąĖą▓ą░ąĮąĖčÅ ąŠą┤ąĄąČą┤čŗ. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ ąŠąĮą░ ąŠą▒ą╗ą░ą┤ą░ąĄčé čŹčüč鹥čéąĖč湥čüą║ąĖą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ. ążčāčĆąĮąĖčéčāčĆą░ ąŠčéą▓ąĄčćą░ąĄčé ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÄ ą╝ąŠą┤čŗ ą┐ąŠ ą▓ąĮąĄčłąĮąĄą╝čā ą▓ąĖą┤čā, ą╝ą░č鹥čĆąĖą░ą╗čā, ąŠčéą┤ąĄą╗ą║ąĄ.
ąŚą░čüč鹥ąČą║ą░-ą╝ąŠą╗ąĮąĖčÅ. ąŚą░čüč鹥ąČą║ą░-ą╝ąŠą╗ąĮąĖčÅ čüąŠčüč鹊ąĖčé ąĖąĘ ą┤ą▓čāčģ čģą╗ąŠą┐čćą░č鹊ą▒čāą╝ą░ąČąĮčŗčģ ą╗ąĄąĮčé čü ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖą╝ąĖ ąĖ ą┐ą╗ą░čüčéą╝ą░čüčüąŠą▓čŗą╝ąĖ ąĘą▓ąĄąĮčīčÅą╝ąĖ, čüąŠąĄą┤ąĖąĮčÅąĄą╝čŗą╝ąĖ ą┐čĆąĖ ą┤ą▓ąĖąČąĄąĮąĖąĖ ąĘą░ą╝ą║ą░. ąÆčŗą┐čāčüą║ą░čÄčé ąĘą░čüč鹥ąČą║ąĖ-ą╝ąŠą╗ąĮąĖąĖ čü ąĮąĄčĆą░ąĘčŖąĄą╝ąĮčŗą╝ąĖ ąĖ čĆą░ąĘčŖąĄą╝ąĮčŗą╝ąĖ ąŠą│čĆą░ąĮąĖčćąĖč鹥ą╗čÅą╝ąĖ čģąŠą┤ą░ ąĘą░ą╝ą║ą░. ąÆ ą┤ą░ąĮąĮąŠą╝ čüą╗čāčćą░ąĄ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ ąĘą░čüč鹥ąČą║ą░-ą╝ąŠą╗ąĮąĖčÅ čü čĆą░ąĘčŖąĄą╝ąĮčŗą╝ ąŠą│čĆą░ąĮąĖčćąĖč鹥ą╗ąĄą╝. ąöą╗ąĖąĮą░ ąĘą░čüč鹥ąČą║ąĖ 70 čüą╝, čłąĖčĆąĖąĮą░ ąĘą▓ąĄąĮčīąĄą▓ 4 ą╝ą╝.
ą×ąĮą░ ąŠčéą▓ąĄčćą░ąĄčé čüą╗ąĄą┤čāčÄčēąĖą╝ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝: ąĘą▓ąĄąĮčīčÅ ą│ą╗ą░ą┤ą║ąĖąĄ, ą┐čĆąŠčćąĮąŠ ąĘą░ą║čĆąĄą┐ą╗ąĄąĮčŗ, ąĮąĄ čüą╝ąĄčēą░čÄčéčüčÅ; ąĘą░ą╝ąŠą║ ą┐ąĄčĆąĄą┤ą▓ąĖą│ą░ąĄčéčüčÅ ą┐ą╗ą░ą▓ąĮąŠ, ąĘą░ą║čĆąĄą┐ą╗čÅčÅ ąĘą░čüč鹥ąČą║čā ą▓ ą╗čÄą▒ąŠą╝ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠą╝ ą╝ąĄčüč鹥; ą╗ąĄąĮčéą░ čüą┤ąĄą╗ą░ąĮą░ ąĖąĘ ą┐čĆąŠčćąĮąŠą│ąŠ ą╝ą░č鹥čĆąĖą░ą╗ą░.
ąæą╗ąŠčćą║ąĖ ą┐čĆąĖą╝ąĄąĮčÅčÄčéčüčÅ ąĮą░ čäąĖą│čāčĆąĮčŗčģ ą┐ą╗ą░ąĮą║ą░čģ čüą┐ąĖąĮą║ąĖ ą┤ą╗čÅ čāą║čĆąĄą┐ą╗ąĄąĮąĖčÅ ąŠčéą▓ąĄčĆčüčéąĖą╣ ą┐ąŠą┤ čłąĮčāčĆ. ąśąĘą│ąŠčéą░ą▓ą╗ąĖą▓ą░čÄčéčüčÅ ąĖąĘ čüčéą░ą╗čīąĮąŠą╣ ąĖą╗ąĖ ą╗ą░čéčāąĮąĮąŠą╣ ą╗ąĄąĮčéčŗ ą┤ąĖą░ą╝ąĄčéčĆąŠą╝ 3-9 ą╝ą╝.
ą©ąĮčāčĆ ┬½čüčāčéą░ąČ┬╗, ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĮčŗą╣ ąĖąĘ ą┤ą▓čāčģ ą┐čĆčÅą┤ąĄą╣ ą║čĆčāč湥ąĮčŗčģ čģą╗ąŠą┐čćą░č鹊ą▒čāą╝ą░ąČąĮčŗčģ ąĮąĖč鹥ą╣, ąŠą┐ą╗ąĄč鹥ąĮąĮčŗčģ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮčŗą╝ąĖ ą▓ąĖčüą║ąŠąĘąĮčŗą╝ąĖ ąĮąĖčéčÅą╝ąĖ. ąóą░ą║ąŠą╣ čłąĮčāčĆ ą▓ čüąĄč湥ąĮąĖąĖ ąĖą╝ąĄąĄčé ą▓ąĖą┤ ą▓ąŠčüčīą╝ąĄčĆą║ąĖ. ą©ąĖčĆąĖąĮą░ čłąĮčāčĆą░ 2-2,5 ą╝ą╝.
ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ čłą▓ąĄą╣ąĮčŗčģ ąĮąĖč鹊ą║, čäčāčĆąĮąĖčéčāčĆčŗ ąĖ ą┤čĆ. ą║ąŠą╝ą┐ą╗ąĄą║čéčāčÄčēąĖčģ 菹╗ąĄą╝ąĄąĮč鹊ą▓ ą┐čĆąĖą▓ąŠą┤čÅčéčüčÅ ą▓ čéą░ą▒ą╗ąĖčåąĄ 1.2.
ąóą░ą▒ą╗ąĖčåą░ 1.2- ążąĖąĘąĖą║ąŠ ŌĆō ą╝ąĄčģą░ąĮąĖč湥čüą║ąĖąĄ čüą▓ąŠą╣čüčéą▓ą░ ąĮąĖč鹊ą║
|
ąÆąĖą┤ čłą▓ąĄą╣ąĮčŗčģ ąĮąĖč鹊ą║, ą▓ąŠą╗ąŠą║ąĮąĖčüčéčŗą╣ čüąŠčüčéą░ą▓ |
ąóąŠčĆą│ąŠą▓čŗą╣ ąĮąŠą╝ąĄčĆ |
ąøąĖąĮąĄą╣ąĮą░čÅ ą┐ą╗ąŠčéąĮąŠčüčéčī |
ąĀą░ąĘčĆčŗą▓ąĮą░čÅ ąĮą░ą│čĆčāąĘą║ą░, |
ąĀą░ąĘčĆčŗą▓ąĮąŠąĄ čāą┤ą╗ąĖąĮąĄąĮąĖąĄ, |
ąØąŠčĆą╝ą░čéąĖą▓ąĮčŗą╣ ą┤ąŠą║čāą╝ąĄąĮčé |
|
ąøą░ą▓čüą░ąĮąŠą▓čŗąĄ |
60ąø |
15,6 čģ 3 |
981 |
32 |
ąōą×ąĪąó 6309 - 80 |
|
ąÉčĆą╝ąĖčĆąŠą▓ą░ąĮąĮčŗąĄ |
44ąøąź |
43 ŌĆō 50,4 |
1619 |
23 |
ąōą×ąĪąó 6309 -80 |
|
ąÜą░ą┐čĆąŠąĮąŠą▓čŗąĄ ą┐čĆąŠąĘčĆą░čćąĮčŗąĄ ą╝ąŠąĮąŠąĮąĖčéčī |
13 ąÜą£ą¤ |
12,9 |
515 |
30 |
ąōą×ąĪąó 6309 ŌĆō 80 |
ą×čüąĮąŠą▓ąĮą░čÅ čéą║ą░ąĮčī, čäčāčĆąĮąĖčéčāčĆą░, ąĮąĖčéą║ąĖ, ą┐čĆąŠą║ą╗ą░ą┤ąŠčćąĮčŗąĄ ą╝ą░č鹥čĆąĖą░ą╗čŗ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčé ą┤čĆčāą│ ą┤čĆčāą│čā, ą┐ąŠą┤ąŠą▒čĆą░ąĮčŗ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ąĮą░ąĘąĮą░č湥ąĮąĖąĄą╝ ąŠą┤ąĄąČą┤čŗ ąĖ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ ą╝ąŠą┤čŗ.
ąĀą░čüč湥čé ąĖ ą┐ąŠčüčéčĆąŠąĄąĮąĖąĄ č湥čĆč鹥ąČą░ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą╝ąŠą┤ąĄą╗ąĖ
ąĀą░ąĘą╝ąĄčĆąĮą░čÅ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ čäąĖą│čāčĆčŗ 164 -88-96
1.7 ąĀą░čüč湥čé ąĖ ą┐ąŠčüčéčĆąŠąĄąĮąĖąĄ č湥čĆč鹥ąČą░ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą╝ąŠą┤ąĄą╗ąĖ
ą¦ąĄčĆč鹥ąČ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą┐ąŠčüčéčĆąŠąĄąĮ ąĮą░ čéąĖą┐ąŠą▓čāčÄ čüčéą░ąĮą┤ą░čĆčéąĮčāčÄ čäąĖą│čāčĆčā čĆ. 164 ŌĆō 88 - 96, ą║ąŠč鹊čĆą░čÅ čÅą▓ą╗čÅąĄčéčüčÅ ą▒ą░ąĘąŠą▓ąŠą╣. ą¤čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčŗą╣ čĆą░čüč湥čé ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą╝ąŠą┤ąĄą╗ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖą╗čüčÅ čü čāč湥č鹊ą╝ čüąĖą╗čāčŹčéąĮčŗčģ ąĖ ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮąŠ-ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗčģ ąŠčüąŠą▒ąĄąĮąĮąŠčüč鹥ą╣ ąĖ ą¤ąöąÜ (ą┐čĆąĖą▒ą░ą▓ą║ąĖ ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮąŠ-ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗąĄ). ąĀą░čüč湥čé ąŠč乊čĆą╝ą╗čÅąĄčéčüčÅ ą▓ čéą░ą▒ą╗ąĖčćąĮąŠą╣ č乊čĆą╝ąĄ. ąŚąĮą░č湥ąĮąĖąĄ čĆą░ąĘą╝ąĄčĆąĮčŗčģ ą┐čĆąĖąĘąĮą░ą║ąŠą▓ čäąĖą│čāčĆčŗ ą▒ąĄčĆąĄčéčüčÅ ąĖąĘ čéą░ą▒ą╗ąĖčåčŗ
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ č湥čĆč鹥ąČą░ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ą▓ ą┤ą▓ą░ čŹčéą░ą┐ą░: ąĮą░ ą┐ąĄčĆą▓ąŠą╝ ŌĆō čüčéčĆąŠčÅčé č湥čĆč鹥ąČ ąŠčüąĮąŠą▓čŗ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čĆą░ąĘą╝ąĄčĆąĮčŗą╝ąĖ ą┐čĆąĖąĘąĮą░ą║ą░ą╝ąĖ ąĖ ą┐čĆąĖą▒ą░ą▓ą║ą░ą╝ąĖ, ąŠčéčĆą░ąČą░čÄčēąĖą╝ąĖ ąŠčüąŠą▒ąĄąĮąĮąŠčüčéąĖ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ; ąĮą░ ą▓č鹊čĆąŠą╝ ŌĆō ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čŹčüą║ąĖąĘąŠą╝ ą╝ąŠą┤ąĄą╗ąĖ čüąŠąĘą┤ą░ąĄčéčüčÅ čüąĖą╗čāčŹčéąĮą░čÅ č乊čĆą╝ą░, ą╗ąĖąĮąĖčÅ ą▒ąŠčĆčéą░, ą╗ą░čåą║ą░ąĮą░, ą▓ąŠčĆąŠčéąĮąĖą║ą░, ą║ą░čĆą╝ą░ąĮąŠą▓, ą┐čĆąĄą┤čāčüą╝ąŠčéčĆąĄąĮąĮčŗčģ ą╝ąŠą┤ąĄą╗čīčÄ, čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą┐ąĄč鹥ą╗čī, čéą░ą║ ą║ą░ą║ ąŠčé čŹč鹊ą│ąŠ ąĘą░ą▓ąĖčüąĖčé čüą░ą╝ą░čÅ ą▓ąĖą┤ąĖą╝ą░čÅ čćą░čüčéčī ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą▓ąŠ čäčĆąŠąĮčéą░ą╗čīąĮąŠą╣ ą┐ą╗ąŠčüą║ąŠčüčéąĖ.
ąóą░ą║ąČąĄ ą┐čĆąĖ ą┐ąŠčüčéčĆąŠąĄąĮąĖąĖ č湥čĆč鹥ąČą░ ą┐ąŠčÅčüąĮąŠą│ąŠ ąĖąĘą┤ąĄą╗ąĖčÅ (ąĄčüą╗ąĖ ąĄčüčéčī) čāčćąĖčéčŗą▓ą░ąĄčéčüčÅ čüąĖą╗čāčŹčéąĮą░čÅ č乊čĆą╝ą░, čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą║ą░čĆą╝ą░ąĮąŠą▓, ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ ą║ą╗ą░ą┐ą░ąĮąŠą▓, ą┤ą╗čÅ č鹊ą│ąŠ čćč鹊ą▒čŗ ą┐ąŠčüčéčĆąŠąĄąĮąĮą░čÅ ą║ąŠąĮčüčéčĆčāą║čåąĖčÅ čüąŠąŠčéą▓ąĄčéčüčéą▓ąŠą▓ą░ą╗ą░ čŹčüą║ąĖąĘčā ą╝ąŠą┤ąĄą╗ąĖ.
ąĢą┤ąĖąĮą░čÅ ą╝ąĄč鹊ą┤ąĖą║ą░ ą║ąŠąĮčüčéčĆčāąĖčĆąŠą▓ą░ąĮąĖčÅ ąČąĄąĮčüą║ąŠą╣ ą▓ąĄčĆčģąĮąĄą╣ ąŠą┤ąĄąČą┤čŗ ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░ąĄčé ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÄ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠą│ąŠ čāčĆąŠą▓ąĮčÅ čłą▓ąĄą╣ąĮčŗčģ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠą╣ čāąĮąĖčäąĖą║ą░čåąĖąĖ, čéąĖą┐ąĖąĘą░čåąĖąĖ ąĖ ą░ą▓č鹊ą╝ą░čéąĖąĘą░čåąĖąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░.
ą¦ąĄčĆč鹥ąČ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą▓čŗą┐ąŠą╗ąĮčÅąĄčéčüčÅ ąĮą░ ą╝ąĖą╗ą╗ąĖą╝ąĄčéčĆąŠą▓ąŠą╣ ą▒čāą╝ą░ą│ąĄ č乊čĆą╝ą░čéą░ č湥čĆč鹥ąČą░ ą▓ ą£ 1:4.
ąÆčüąĄ čĆą░čüč湥čéčŗ ą┐ąŠ ą┐ąŠčüčéčĆąŠąĄąĮąĖčÄ č湥čĆč鹥ąČąĄą╣ ąĖąĘą╗ąŠąČąĄąĮčŗ ą▓ čéą░ą▒ą╗ąĖčćąĮąŠą╣ č乊čĆą╝ąĄ, čāą║ą░ąĘą░ąĮąĮąŠą╣ ą▓ čéą░ą▒ą╗ąĖčåąĄ 1.7., ąÆąĄą╗ąĖčćąĖąĮčŗ čĆą░ąĘą╝ąĄčĆąĮčŗčģ ą┐čĆąĖąĘąĮą░ą║ąŠą▓ ąĘą░ąĮąĄčüąĄąĮčŗ ą▓ čéą░ą▒ą╗ąĖčåčā 1.6.
ąĀą░ąĘčĆą░ą▒ąŠčéą║ą░ č湥čĆč鹥ąČąĄą╣ ą┤ąĄčéą░ą╗ąĄą╣ ąŠą┤ąĄąČą┤čŗ čüą║ą╗ą░ą┤čŗą▓ą░ąĄčéčüčÅ ąĖąĘ čĆčÅą┤ą░ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮčŗčģ čŹčéą░ą┐ąŠą▓. ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čŹčéą░ą┐ąŠą▓ ąĖ ąĖčģ čüąŠą┤ąĄčƹȹ░ąĮąĖąĄ ąĘą░ą▓ąĖčüčÅčé ąŠčé ąĖčüą┐ąŠą╗čīąĘčāąĄą╝čŗčģ ą╝ąĄč鹊ą┤ąŠą▓ ą║ąŠąĮčüčéčĆčāąĖčĆąŠą▓ą░ąĮąĖčÅ. ąØą░ąĖą▒ąŠą╗ąĄąĄ ą┐čĆąĖąĮčÅčéčŗą╝ąĖ čÅą▓ą╗čÅčÄčéčüčÅ čüą╗ąĄą┤čāčÄčēąĖąĄ čŹčéą░ą┐čŗ.
ąŻčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░čÄčéčüčÅ ąŠą▒čēą░čÅ ą║ąŠąĮčüčéčĆčāą║č鹊čĆčüą║ąŠ-č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ ąŠą┤ąĄąČą┤čŗ ąĖ čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣ ą║ ąĮąĄą╣.
ąÆčŗą▒ąŠčĆ ąĖčüčģąŠą┤ąĮčŗčģ ą┤ą░ąĮąĮčŗčģ: čĆą░ąĘą╝ąĄčĆąĮčŗčģ ą┐čĆąĖąĘąĮą░ą║ąŠą▓ ąĖ ą┐čĆąĖą▒ą░ą▓ąŠą║ ą┐ąŠ čüčāčēąĄčüčéą▓čāčÄčēąĖą╝ ąĮąŠčĆą╝ą░čéąĖą▓ąĮąŠ ŌĆō č鹥čģąĮąĖč湥čüą║ąĖą╝ ą┤ąŠą║čāą╝ąĄąĮčéą░ą╝.
ą×čüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčŗą╣ čĆą░čüč湥čé ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ.
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ ą▒ą░ąĘąĖčüąĮąŠą╣ čüąĄčéą║ąĖ č湥čĆč鹥ąČą░ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ ąŠčüąĮąŠą▓ąĮąŠą╣ čüčģąĄą╝čŗ č湥čĆč鹥ąČą░ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮąŠ-ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮčŗčģ ą╗ąĖąĮąĖą╣, čģą░čĆą░ą║č鹥čĆąĮčŗčģ ą┤ą╗čÅ ą║ąŠąĮą║čĆąĄčéąĮąŠą╣ ą╝ąŠą┤ąĄą╗ąĖ.
ą¤čĆąŠą▓ąĄčĆą║ą░ ą║ą░č湥čüčéą▓ą░ ą┐ąŠčüčéčĆąŠąĄąĮąĖčÅ č湥čĆč鹥ąČą░ ąĖąĘą┤ąĄą╗ąĖčÅ.
ąóą░ą▒ą╗ąĖčåą░ 1.4 - ąĀą░ąĘą╝ąĄčĆąĮą░čÅ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ čäąĖą│čāčĆčŗ 164-88-96
|
ąŻčüą╗ąŠą▓ąĮčŗąĄ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖčÅ |
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ą┐čĆąĖąĘąĮą░ą║ą░ |
ąÆąĄą╗ąĖčćąĖąĮą░ čĆą░ąĘą╝ąĄčĆąĮąŠą│ąŠ ą┐čĆąĖąĘąĮą░ą║ą░ |
|
|
1 |
ą×ą© |
ą×ą▒čģą▓ą░čé čłąĄąĖ |
17,7 |
|
2 |
ą×ąō>1> |
ą×ą▒čģą▓ą░čé ą│čĆčāą┤ąĖ 1 |
42,9 |
|
3 |
ą×ąō>2> |
ą×ą▒čģą▓ą░čé ą│čĆčāą┤ąĖ 2 |
46,4 |
|
4 |
ą×ąō>3> |
ą×ą▒čģą▓ą░čé ą│čĆčāą┤ąĖ 3 |
44 |
|
5 |
ą×ąó |
ą×ą▒čģą▓ą░čé čéą░ą╗ąĖąĖ |
33,8 |
|
6 |
ą×ąæ |
ą×ą▒čģą▓ą░čé ą▒čæą┤ąĄčĆ |
48 |
|
7 |
ą©ą│ |
ą©ąĖčĆąĖąĮą░ ą│čĆčāą┤ąĖ |
|
|
8 |
ą”ą│ |
ąĀą░čüčüč鹊čÅąĮąĖąĄ ą╝ąĄąČą┤čā čüąŠčüą║ąŠą▓čŗą╝ąĖ č鹊čćą║ą░ą╝ąĖ |
|
|
9 |
ąöčéą┐>2> |
ąĀą░čüčüč鹊čÅąĮąĖąĄ ąŠčé ą▓čŗčüčłąĄą╣ č鹊čćą║ąĖ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čłą▓ą░ čā ąŠčüąĮąŠą▓ą░ąĮąĖčÅ čłąĄąĖ ą┤ąŠ čéą░ą╗ąĖąĖ čüą┐ąĄčĆąĄą┤ąĖ |
43,2 |
|
10 |
ąÆą│>2> |
ąÆčŗčüąŠčéą░ ą│čĆčāą┤ąĖ ąŠčé ą▓čŗčüčłąĄą╣ č鹊čćą║ąĖ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čłą▓ą░ čā ąŠčüąĮąŠą▓ą░ąĮąĖčÅ čłąĄąĖ ą┤ąŠ ą▓čŗčüčéčāą┐ą░čÄčēąĄą╣ č鹊čćą║ąĖ ą│čĆčāą┤ąĖ |
26,6 |
|
11 |
ą©čü |
ą©ąĖčĆąĖąĮą░ čüą┐ąĖąĮčŗ |
17,3 |
|
12 |
ąöčéčü |
ąöą╗ąĖąĮą░ čüą┐ąĖąĮčŗ ą┤ąŠ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ |
40,2 |
|
13 |
ąöčéčü>2> |
ąĀą░čüčüč鹊čÅąĮąĖąĄ ąŠčé ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ čüąĘą░ą┤ąĖ ą┤ąŠ ą▓čŗčüčłąĄą╣ č鹊čćą║ąĖ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čłą▓ą░ čā ąŠčüąĮąŠą▓ą░ąĮąĖčÅ čłąĄąĖ |
42,9 |
|
14 |
ąÆą┐ą║ |
ąÆčŗčüąŠčéą░ ą┐ą╗ąĄčćą░ ą║ąŠčüą░čÅ |
42,6 |
|
15 |
ąÆą┐čĆąĘ>2> |
ąĀą░čüčüč鹊čÅąĮąĖąĄ ąŠčé ą▓čŗčüčłąĄą╣ č鹊čćą║ąĖ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čłą▓ą░ čā ąŠčüąĮąŠą▓ą░ąĮąĖčÅ čłąĄąĖ ą┤ąŠ čāčĆąŠą▓ąĮčÅ ąĘą░ą┤ąĮąĖčģ čāą│ą╗ąŠą▓ ą┐ąŠą┤ą╝čŗčłąĄčćąĮčŗčģ ą▓ą┐ą░ą┤ąĖąĮ čüąĘą░ą┤ąĖ |
20,9 |
|
16 |
ą©ą┐ |
ą©ąĖčĆąĖąĮą░ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čüą║ą░čéą░ |
13,1 |
ąÜąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗąĄ ą┐čĆąĖą▒ą░ą▓ą║ąĖ
ą×ą┤ąĄąČą┤ą░ ą┤ąŠą╗ąČąĮą░ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čéčī č湥ą╗ąŠą▓ąĄą║čā čüą▓ąŠą▒ąŠą┤čā ą┤ą▓ąĖąČąĄąĮąĖą╣, čüąŠąĘą┤ą░ą▓ą░čéčī ą▓ąŠąĘą┤čāčłąĮčāčÄ ą│ąĖą│ąĖąĄąĮąĖč湥čüą║čāčÄ ą┐čĆąŠčüą╗ąŠą╣ą║čā, ąĮąĄąŠą▒čģąŠą┤ąĖą╝čāčÄ ą┤ą╗čÅ čĆąĄą│čāą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ č鹥ą┐ą╗ąŠąŠą▒ą╝ąĄąĮą░, ąĖ čüąŠąŠčéą▓ąĄčéčüčéą▓ąŠą▓ą░čéčī ą┐ąŠ č乊čĆą╝ąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ ą╝ąŠą┤čŗ. ąŁčéąĖ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▓čŗą┐ąŠą╗ąĮčÅčÄčéčüčÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ą┐čĆąĖ čĆą░čüč湥čéą░čģ ą║ąŠąĮčüčéčĆčāą║čåąĖą╣ ą┐čĆąĖą▒ą░ą▓ąŠą║.
ą¤čĆąĖ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĖ ąŠą┤ąĄąČą┤čŗ ąĖčüą┐ąŠą╗čīąĘčāčÄčéčüčÅ ą┐čĆąĖą▒ą░ą▓ą║ąĖ, ąĮąĄąŠą▒čģąŠą┤ąĖą╝čŗąĄ ą┤ą╗čÅ ą▓čŗą▒čĆą░ąĮąĮąŠą╣ ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮąŠą╣ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ąĖ ą╝ąŠą┤ąĄą╗ąĖ. ą¤čĆąĖ ą▓čŗą▒ąŠčĆąĄ ą┐čĆąĖą▒ą░ą▓ąŠą║ čüą╗ąĄą┤čāąĄčé čāčćąĖčéčŗą▓ą░čéčī ąĮą░ąĘąĮą░č湥ąĮąĖąĄ ąŠą┤ąĄąČą┤čŗ ąĖ ąĄąĄ čŹčĆą│ąŠąĮąŠą╝ąĖč湥čüą║ąĖąĄ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĖ (čāčüą╗ąŠą▓ąĖčÅ čŹą║čüą┐ą╗čāą░čéą░čåąĖąĖ, čüą╝ąĄčēąĄąĮąĖąĄ ą┐ąŠ ą░ąĮčéčĆąŠą┐ąŠą╝ąĄčéčĆąĖč湥čüą║ąĖą╝ č鹊čćą║ą░ą╝ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ąŠą▒čēąĖą╝ąĖ ąĖ čćą░čüčéąĮčŗą╝ąĖ ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąĖą╝ąĖ ąĮą░ą│čĆčāąĘą║ą░ą╝ąĖ ąĮą░ čĆą░ąĘą╗ąĖčćąĮčŗčģ čāčćą░čüčéą║ą░čģ čäąĖą│čāčĆčŗ).
ąÆ ą║ąŠąĮą║čĆąĄčéąĮąŠą╣ ą╝ąŠą┤ąĄą╗ąĖ ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮąŠ-ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮą░čÅ čüąŠčüčéą░ą▓ą╗čÅčÄčēą░čÅ ą┐čĆąĖą▒ą░ą▓ą║ąĖ ą┤ą░ąĄčé ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą┐ąŠą╗čāčćąĖčéčī ąĘą░ą┤ą░ąĮąĮčāčÄ čŹčüą║ąĖąĘąŠą╝ č乊čĆą╝čā čü čāč湥č鹊ą╝ ą┐čĆąŠą┐ąŠčĆčåąĖą╣.
ą¤čĆąĖą▒ą░ą▓ą║ąĖ ą┐ąŠ ą╗ąĖąĮąĖąĖ ą│čĆčāą┤ąĖ, čéą░ą╗ąĖąĖ, ą▒ąĄą┤ąĄčĆ ąĖ ąŠą▒čģą▓ą░čéčā ą┐ą╗ąĄčćą░ ŌĆō ąŠčüąĮąŠą▓ąĮčŗąĄ, ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčēąĖąĄ čüąĖą╗čāčŹčé, ąĮąŠ ąĮąĄ č鹊ą╗čīą║ąŠ ąĖčģ ą▓ąĄą╗ąĖčćąĖąĮą░, ąĮąŠ ąĖ ą┐čĆąĖąĮčåąĖą┐ čĆą░čüą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ą┐ąŠ čāčćą░čüčéą║ą░ą╝ č湥čĆč鹥ąČą░ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ąĖą╝ąĄąĄčé ą▒ąŠą╗čīčłąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ.
ąÆ ąĮą░čłąĄą╝ čüą╗čāčćą░ąĄ čüąĖą╗čāčŹčé ą╝ąŠą┤ąĄą╗čī ą┐čĆčÅą╝ąŠą│ąŠ, ą┐ąŠčŹč鹊ą╝čā ą▓čŗą▒ąŠčĆ ą┐čĆąĖą▒ą░ą▓ąŠą║ ą▓ ą┤ą░ąĮąĮąŠą╣ ą╝ąŠą┤ąĄą╗ąĖ ąŠčüąĮąŠą▓ą░ąĮ ąĮą░ čüą▓ąŠą▒ąŠą┤čā ą┤ą▓ąĖąČąĄąĮąĖčÅ ą▓ąŠ ą▓čĆąĄą╝čÅ ąĮąŠčüą║ąĖ.
ąóą░ą▒ą╗ąĖčåą░ 1.5 - ąÜąŠąĮčüčéčĆčāą║čéąĖą▓ąĮčŗąĄ ą┐čĆąĖą▒ą░ą▓ą║ąĖ
|
ąŻčćą░čüčéą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ, ą│ą┤ąĄ ą┐čĆąĄą┤čāčüą╝ąŠčéčĆąĄąĮą░ ą┐čĆąĖą▒ą░ą▓ą║ą░ |
ą¤čĆąĖą▒ą░ą▓ą║ąĖ. ąŻčüą╗ąŠą▓ąĮčŗąĄ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖčÅ ą┐čĆąĖą▒ą░ą▓ą║ąĖ |
||
|
1 |
ąÜ ą┐ąŠą╗čāąŠą▒čģą▓ą░čéčā ą│čĆčāą┤ąĖ |
ą¤ą│ |
8 |
|
2 |
ąÜ ą┐ąŠą╗čāąŠą▒čģą▓ą░čéčā čéą░ą╗ąĖąĖ |
ą¤čé |
6,5 |
|
3 |
ąÜ ą┐ąŠą╗čāąŠą▒čģą▓ą░čéčā ą▒čæą┤ąĄčĆ |
ą¤ą▒ |
6,5 |
|
4 |
ąÜ ą│ą╗čāą▒ąĖąĮąĄ ą┐čĆąŠą╣ą╝čŗ |
ą¤čüą┐čĆ |
3 |
|
5 |
ąÜ ąŠą▒čģą▓ą░čéčā ą┐ą╗ąĄčćą░ |
ą¤ąŠą┐ |
9,5 |
|
6 |
ąÜ čłąĖčĆąĖąĮąĄ čüą┐ąĖąĮą║ąĖ |
ą¤čłčü |
1,5 |
|
7 |
ąÜ čłąĖčĆąĖąĮąĄ ą┐ąĄčĆąĄą┤ą░ |
ą¤čłą┐ |
0,5 |
|
8 |
ąÜ čłąĖčĆąĖąĮąĄ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ |
ą¤čłą│čü |
1,0 |
|
9 |
ąÜ ą┤ą╗ąĖąĮąĄ čéą░ą╗ąĖąĖ čüą┐ąĖąĮą║ąĖ |
ą¤ą┤čéčü |
2,0 |
ą¦ąĄčĆč鹥ąČ čüčéčĆąŠąĖčéčüčÅ ąĮą░ čéąĖą┐ąŠą▓čāčÄ ą▒ą░ąĘąŠą▓čāčÄ čäąĖą│čāčĆčā 164-88-96. ąÆčŗą┐ąŠą╗ąĮčÅąĄčéčüčÅ ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčŗą╣ čĆą░čüč湥čé ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą╝ąŠą┤ąĄą╗ąĖ čü čāč湥č鹊ą╝ čüąĖą╗čāčŹčéąĮčŗčģ ąĖ ą┤ąĄą║ąŠčĆą░čéąĖą▓ąĮčŗčģ ąŠčüąŠą▒ąĄąĮąĮąŠčüč鹥ą╣ ąĖ ą┐čĆąĖą▒ą░ą▓ąŠą║. ąĀą░čüč湥čé ąŠč乊čĆą╝ą╗čÅąĄčéčüčÅ ą▓ čéą░ą▒ą╗ąĖčćąĮąŠą╣ č乊čĆą╝ąĄ.
ąóą░ą▒ą╗ąĖčåą░ 1.6 - ą¤ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ą┐ąŠčüčéčĆąŠąĄąĮąĖčÅ č湥čĆč鹥ąČą░ ąŠčüąĮąŠą▓čŗ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ ąĖąĘą┤ąĄą╗ąĖčÅ
|
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ąŠčéčĆąĄąĘą║ąŠą▓ ąĖ čāčćą░čüčéą║ąŠą▓ |
ąŻčüą╗ąŠą▓ąĮąŠąĄ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖąĄ |
ąĀą░čüčćčæčéąĮą░čÅ č乊čĆą╝čāą╗ą░ ąĖą╗ąĖ ąĘąĮą░č湥ąĮąĖąĄ |
ąĀą░čüčćčæčé |
|
ąæą░ąĘąĖčüąĮą░čÅ čüąĄčéą║ą░ |
|||
|
1 čłąĖčĆąĖąĮą░ čüąĄčéą║ąĖ |
ąÉąŠą░>1>ŌåÆ |
ąĪą│>2>+ą¤ą│(0,5├Ę2,5) 2-2,5 ą┐čĆąĖ ąĮą░ą╗ąĖčćąĖąĖ čéčĆčæčģ ą▓ąĄčĆčéąĖą║ą░ą╗čīąĮčŗčģ čłą▓ąŠą▓ ąĖą╗ąĖ ą┤ą▓čāčģ čłą▓ąŠą▓ ąĖ ą▒ąŠą║ąŠą▓ąŠą╣ ą▓čŗčéą░čćą║ąĖ 1,5-2,0 ą┤ą▓čāčģ čłą▓ąŠą▓ ąĖą╗ąĖ ąŠą┤ąĮąŠą│ąŠ čłą▓ą░ ąĖ ą▒ąŠą║ąŠą▓ąŠą╣ ą▓čŗčéą░čćą║ąĖ 0,5-1,5 ąŠą┤ąĮąŠą╣ ą▒ąŠą║ąŠą▓ąŠą╣ ą▓čŗčéą░čćą║ąĖ |
54 |
|
2 čłąĖčĆąĖąĮą░ čüą┐ąĖąĮą║ąĖ |
ąÉąŠą░ŌåÆ |
ą©čü+ą¤čłčü |
18,8 |
|
3 čłąĖčĆąĖąĮą░ ą┐ąŠą╗ąŠčćą║ąĖ |
ąÉ>1>ą░>2>ŌåÉ |
ą©ą│+(ąĪą│>2>-ąĪą│>1>)+ą¤čłą┐ |
20,5 |
|
4 ą╗ąĖąĮąĖčÅ ą│čĆčāą┤ąĖ |
ąÉąŠąōŌåō |
ąÆą┐čĆąĘ>2>+ą¤čüą┐čĆ+0,5*ą¤ą┤čéčü |
24,9 |
|
5 ą╗ąĖąĮąĖčÅ čéą░ą╗ąĖąĖ |
ąÉąŠąóŌåō |
ąöčéčü>2>+ą¤ą┤čéčü |
44,9 |
|
6 ą╗ąĖąĮąĖčÅ ą▒čæą┤ąĄčĆ |
ąÉąŠąæŌåō |
0,5*ąöčéčü>2>-2,0 |
20,45 |
|
ąśąĘ č鹊č湥ą║ ąō, ąó, ąæ ą▓ą┐čĆą░ą▓ąŠ ą┐čĆąŠą▓ąŠą┤čÅčé ą│ąŠčĆąĖąĘąŠąĮčéą░ą╗ąĖ, ą░ ąĖąĘ č鹊č湥ą║ ą░>1>, ą░>2> ąŠą┐čāčüą║ą░čÄčé ą▓ąĄčĆčéąĖą║ą░ą╗ąĖ. ą¤ąĄčĆąĄčüąĄč湥ąĮąĖąĄ čü ą╗ąĖąĮąĖąĄą╣ ą│čĆčāą┤ąĖ ąŠą▒ąŠąĘąĮą░čćą░čÄčé ąō>1>, ąō>4>, ąō>3> čü čéą░ą╗ąĖąĄą╣ ąĖ ą▒čæą┤čĆą░ą╝ąĖ ŌĆō ąó>3>, ąæ>3> |
|||
|
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ č湥čĆč鹥ąČą░ čüą┐ąĖąĮą║ąĖ |
|||
|
7 ąŠčéą▓ąŠą┤ čüčĆąĄą┤ąĮąĄą╣ ą╗ąĖąĮąĖąĖ čüą┐ąĖąĮą║ąĖ ą┐ąŠ čéą░ą╗ąĖąĖ |
ąóąó>1>ŌåÆ |
ąĪą┐ąĖąĮą║ą░ ą▒ąĄąĘ čüčĆąĄą┤ąĮąĄą│ąŠ čłą▓ą░ 1,5├Ę2,0 |
2,0 |
|
8 ąŠčéą▓ąŠą┤ čüčĆąĄą┤ąĮąĄą╣ ą╗ąĖąĮąĖąĖ čüą┐ąĖąĮą║ąĖ ą▓ą▓ąĄčĆčģčā |
ąÉąŠąÉąŠ>1>ŌåÆ |
0,5- ą┤ą╗čÅ ąĮąŠčĆą╝ą░ą╗čīąĮąŠą╣ čäąĖą│čāčĆčŗ |
0,5 |
|
9 ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮąŠąĄ ąŠčéą▓ąĄą┤ąĄąĮąĖąĄ čüčĆąĄą┤ąĮąĄą╣ ą╗ąĖąĮąĖąĖ čüą┐ąĖąĮą║ąĖ ą┐ąŠ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ |
ąó>1>ąó>11>ŌåÆ |
1,0├Ę1,5 |
1,0 |
|
ąōąŠčĆą╗ąŠą▓ąĖąĮą░ čüą┐ąĖąĮą║ąĖ |
|||
|
10 čłąĖčĆąĖąĮą░ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ čüą┐ąĖąĮą║ąĖ |
ąÉąŠ1ąÉ2ŌåÆ |
ąĪčł/3+ą¤čłą│ |
6,4 |
|
11 ą│ą╗čāą▒ąĖąĮą░ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ čüą┐ąĖąĮą║ąĖ |
ąÉąŠ>1>ąÉŌåō |
ąÉąŠąÉ>2>/3 |
|
|
12 ą┤ą╗ąĖąĮą░ ąĖąĘą┤ąĄą╗ąĖčÅ |
ąÉąØŌåō |
ąöąĖąĘą┤+ą¤ą┤čéčü |
|
|
ą¤ą╗ąĄč湥ą▓ą░čÅ ą╗ąĖąĮąĖčÅ čüą┐ąĖąĮą║ąĖ |
|||
|
13 ą║ąŠąĮąĄčćąĮą░čÅ č鹊čćą║ą░ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čüčĆąĄąĘą░ |
ąÉ>2>ą¤>1>Ōåś ąó>1>ą¤>1> |
ą©ą┐+ą┐ąŠčüą░ą┤ą║ą░ ą¤ąŠčüą░ą┤ą║ą░=0,5├Ę1,0 ąÆą┐ą║>2>+ą¤ą┤čéčü+ą¤ą▓ą┐ą║ ą¤ą▓ą┐ą║=1,0├Ę1,5(ą┐ą╗ąĄč湥ą▓ą░čÅ ąĮą░ą║ą╗ą░ą┤ą║ą░) |
14,1 45,6 |
|
ą¤čĆąŠą╣ą╝ą░ čüą┐ąĖąĮą║ąĖ |
|||
|
14 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ ą¤2 |
ą¤>1>ą¤>2>ŌåÉ |
ą¤ąĄčĆą┐ąĄąĮą┤ąĖą║čāą╗čÅčĆ ąĖąĘ č鹊čćą║ąĖ ą¤>1> ą║ ą░>1>ąō>1> |
|
|
15 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ ą¤3 |
ąō>1>ą¤>3>Ōåæ |
ą¤>2>ąō>1>/3+2,0 |
|
|
16 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ 1 |
ąō>1> 1 |
0,2 ąō>1>ąō>4>+0,5- ą┤ą╗čÅ ąĮąŠčĆą╝ą░ą╗čīąĮąŠą╣ ąŠčüą░ąĮą║ąĖ |
|
|
17 čüąĄčĆąĄą┤ąĖąĮą░ ą┐čĆąŠą╣ą╝čŗ |
ąō>1>ąō>2>ŌåÆ |
0,5 ąō>1>ąō>4> |
|
|
ąÆčŗčüčłą░čÅ č鹊čćą║ą░ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ ą┐ąŠą╗ąŠčćą║ąĖ |
|||
|
18 čåąĄąĮčéčĆ ą│čĆčāą┤ąĖ |
ąō>3>ąō>6>ŌåÉ |
ąō>3>ąō>4>/2-0,5 |
|
|
ą¤ąĄčĆąĄčüąĄč湥ąĮąĖąĄ ą▓ąĄčĆčéąĖą║ą░ą╗ąĖ, ą┐čĆąŠą▓ąĄą┤čæąĮąĮąŠą╣ ą▓ąĮąĖąĘ ąĖąĘ č鹊čćą║ąĖ ąō>6> ąĖ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ- č鹊čćą║ą░ ąó>60> |
|||
|
19 čüą┐čāčüą║ ą┐ąŠ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ |
ąó>60> ąó>6>Ōåō |
1,0- ą┤ą╗čÅ ą▓ąĄčĆčģąĮąĄą╣ ąŠą┤ąĄąČą┤čŗ ąĮąĄąŠčéčĆąĄąĘąĮąŠą╣ ą┐ąŠ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ |
|
|
20 ą▓ąĄčĆčłąĖąĮą░ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ ą┐ąŠą╗ąŠčćą║ąĖ |
ąó>8>ąÉ>3>Ōåæ |
ąöčéą┐>2>+ą¤ą┤čéčü+ą¤čāčĆ ą¤čāčĆ=1,5├Ę2,0 |
47,2 |
|
21 ąŠčéą▓ąŠą┤ ą╗ąĖąĮąĖąĖ ą┐ąŠą╗čāąĘą░ąĮąŠčüą░ |
ąÉ>3>ąÉ>31>ŌåÉ |
0,5 |
|
|
ąōąŠčĆą╗ąŠą▓ąĖąĮą░ ą┐ąŠą╗ąŠčćą║ąĖ |
|||
|
22 čłąĖčĆąĖąĮą░ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ |
ąÉ>31>ąÉ>4>ŌåÉ |
ąÉ>31>ąÉ>4>-ąÉąŠ>1>ąÉ>2> |
6,4 |
|
23 ą│ą╗čāą▒ąĖąĮą░ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ |
ąÉ>31>ąÉ>5>Ōåō |
ąÉ>31>ąÉ>4>+1,0 |
7,4 |
|
ąØą░ą│čĆčāą┤ąĮą░čÅ ą▓čŗčéą░čćą║ą░ |
|||
|
24 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą║ąŠąĮčåą░ ą▓čŗčéą░čćą║ąĖ |
ąÉ>4>ąō>7> |
ąÆą│>2> |
26,6 |
|
25 čĆą░čüčéą▓ąŠčĆ ąĮą░ą│čĆčāą┤ąĮąŠą╣ ą▓čŗčéą░čćą║ąĖ |
ąÉ>4>ąÉ>9> |
2(ąĪą│>2>-ąĪą│>1>):2,0 ąō>7>ąÉ>9>-ąō>4>ąÉ>9> |
9 |
|
ą¤čĆąŠą╣ą╝ą░ ą┐ąŠą╗ąŠčćą║ąĖ |
|||
|
26 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ ą¤4 |
ąō>4>ą¤>4>Ōåæ |
ą¤>2>ąō>1>-(0,5├Ę1,5) |
20,5 |
|
27 ą║ąŠąĮčéčĆąŠą╗čīąĮą░čÅ č鹊čćą║ą░ ą¤6 |
ąō>4>ą¤>6>Ōåæ |
ąō>4>ą¤>4>/3 |
6,8 |
|
28 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ ą¤61 |
ą¤>6>ą¤>61>ŌåÆ |
0,6 |
|
|
29 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ 2 |
ąō>4> 2 |
0,2 ą©ą┐čĆ |
|
|
30 ą║ąŠąĮąĄčćąĮą░čÅ č鹊čćą║ą░ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čüčĆąĄąĘą░ |
ąÉ>9>ą¤>5> |
ąÉ>9>ą¤>5>=ą©ą┐ ą¤>61>ą¤>4>=ą¤>6>ą¤>4> |
|
|
31 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗąĄ č鹊čćą║ąĖ:3,4,51 |
3 3├Ę4 |
0,5 ą¤>6>ą¤>5> 0,8├Ę1,0 |
|
|
ąĪčĆąĄąĘ ą┐čĆąŠą╣ą╝čŗ ą┐ąŠą╗ąŠčćą║ąĖ ąŠč乊čĆą╝ą╗čÅąĄčéčüčÅ č湥čĆąĄąĘ č鹊čćą║ąĖ ą¤>5> (ą¤>51>),ą¤>6>,4,2,ąō>2> |
|||
|
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ ą╗ąĖąĮąĖąĖ ą▒ąŠčĆčéą░ |
|||
|
33 čāą│ą╗čāą▒ą╗ąĄąĮąĖąĄ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ |
ąÉ>5>ąÉ>6>Ōåō |
0,5├Ę1,0 |
|
|
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ ą▒ąŠą║ąŠą▓čŗčģ ą╗ąĖąĮąĖą╣ čüą┐ąĖąĮą║ąĖ ąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
|||
|
34 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čüčĆąĄąĘą░ |
ąō>1>ąō>5> |
(1/4-1/2)ąō>1>ąō>4> |
|
|
35 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮą░čÅ č鹊čćą║ą░ ąæ2 |
ąæąæ>2> |
ąōąō>5>+(ąæąæ>1>-ąōą│)/2 ą¤čĆąŠą▓ąŠą┤čÅčé ą▓ąĄčĆčéąĖą║ą░ą╗čī, ą┐ąĄčĆąĄčüąĄč湥ąĮąĖąĄ čü ą┐čĆąŠą╣ą╝ąŠą╣-ąō>51>, čü ą╗ąĖąĮąĖąĄą╣ ąĮąĖąĘą░- ąØ>2> |
27 |
|
36 čüčāą╝ą╝ą░čĆąĮčŗą╣ čĆą░čüčéą▓ąŠčĆ ą▓čŗčéą░č湥ą║ |
Ōłæą▓ |
ąó>1>ąó>3>-(ąĪčé+ą¤čé) |
11,7 |
|
37 čĆą░čüčéą▓ąŠčĆ ą▒ąŠą║ąŠą▓ąŠą╣ ą▓čŗčéą░čćą║ąĖ |
Ōłæą▓/4 |
2,9 |
|
|
38 čĆą░čüčłąĖčĆąĄąĮąĖąĄ ą┐ąŠ ą╗ąĖąĮąĖąĖ ą▒čæą┤ąĄčĆ |
ąÆ=(ąĪą▒+ą¤ą▒)-ąæ>1>ąæ>3> |
3,5 |
|
|
39 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą▒ąŠą║ąŠą▓čŗčģ ą╗ąĖąĮąĖą╣ čüą┐ąĖąĮą║ąĖ ąĖ ą┐ąŠą╗ąŠčćą║ąĖ ą┐ąŠ ą╗ąĖąĮąĖąĖ ą▒čæą┤ąĄčĆ |
ąØ>1>ąØ>4> ąØ>3>ąØ>5> |
ąæ>1>ąæ>4>+(3-10)- ą┐ąŠ ą╝ąŠą┤ąĄą╗ąĖ ąæ>3>ąæ>5>+(3-10)- ą┐ąŠ ą╝ąŠą┤ąĄą╗ąĖ |
1,75 |
|
ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ ą▓čŗčéą░č湥ą║ ąĮą░ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ |
|||
|
40 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ čéą░ą╗ąĖąĄą▓ąŠą╣ ą▓čŗčéą░čćą║ąĖ ąĮą░ čüą┐ąĖąĮą║ąĄ |
ąó>1>ąó>4> |
0,4 ąōąō>1> ąĀą░čüčéą▓ąŠčĆ ą▓čŗčéą░čćą║ąĖ -Ōłæą▓/4 |
|
|
41 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ čéą░ą╗ąĖąĄą▓čŗčģ ą▓čŗčéą░č湥ą║ ąĮą░ ą┐ąŠą╗ąŠčćą║ąĄ |
1.čüąŠą▓ą┐ą░ą┤ą░ąĄčé čü ąō>6>ąó>6> 2.ąĮą░ ą┐čĆąŠą┤ąŠą╗ąČąĄąĮąĖąĖ ą▓ąĄčĆčéąĖą║ą░ą╗ąĖ- ą░>2>ąō>4> ąĢčüą╗ąĖ ą▒ąŠą║ąŠą▓ąŠą╣ čüčĆąĄąĘ čĆą░čüą┐ąŠą╗ąŠąČąĄąĮ ą┐ąŠčüąĄčĆąĄą┤ąĖąĮąĄ ą┐čĆąŠą╣ą╝čŗ, č鹊 ąĮą░ ą┐ąŠą╗ąŠčćą║ąĄ ą┐čĆąŠąĄą║čéąĖčĆčāčÄčé ąŠą┤ąĮčā ą▓čŗčéą░čćą║čā. ąĀą░čüčéą▓ąŠčĆ ą▓čŗčéą░č湥ą║ -Ōłæą▓/4. ą£ąĖąĮąĖą╝ą░ą╗čīąĮą░čÅ ą┤ą╗ąĖąĮą░ ą▓čŗčéą░č湥ą║-20,0 čüą╝. ąÆąĄčĆčłąĖąĮčŗ ą▓čŗčéą░č湥ą║ ąĮąĄ ą┤ąŠčģąŠą┤čÅčé ą┤ąŠ ą╗ąĖąĮąĖąĖ ą│čĆčāą┤ąĖ ąĮą░ 2,0 čüą╝., ą┤ąŠ ą╗ąĖąĮąĖąĖ ą▒čæą┤ąĄčĆ ąĮą░ 2,0 ├Ę4,0 čüą╝. |
||
|
ąÆąĮąĄčüąĄąĮąĖąĄ ąĖąĘą╝ąĄąĮąĄąĮąĖą╣ ą▓ čüą┐ąĖąĮą║čā |
|||
|
42 čāą┤ą╗ąĖąĮąĄąĮąĖąĄ ą╗ąĖąĮąĖąĖ ą┐ą╗ąĄčćą░ |
ą¤>1>ą¤>11> |
0,5├Ę0,6 |
2 |
|
43 ą┐ąĄčĆąĄą▓ąŠą┤ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čłą▓ą░ |
ąÉ>2>ąÉ>2>` ą¤>11 >ą¤1 >11> |
1├Ę2 |
1,5 |
|
44 čāą│ą╗čāą▒ą╗ąĄąĮąĖąĄ ą┐čĆąŠą╣ą╝čŗ |
ąō>1>ąō>11> ąō>4>ąō>41> |
ą×čé 2 ąĖ ą┤ąŠ ą╗ąĖąĮąĖąĖ čéą░ą╗ąĖąĖ |
5 |
|
45 čĆą░čüčłąĖčĆąĄąĮąĖąĄ čüą┐ąĖąĮą║ąĖ |
ą¤>3>ą¤>31> ąō2`ąō21 ąō>2>` |
0,75├Ę1,5 1├Ę1,5 |
1 1,5 |
|
ąÆąĮąĄčüąĄąĮąĖąĄ ąĖąĘą╝ąĄąĮąĄąĮąĖą╣ ą▓ č湥čĆč鹥ąČ ą┐ąŠą╗ąŠčćą║ąĖ |
|||
|
46 čāą╝ąĄąĮčīčłąĄąĮąĖąĄ čĆą░čüčéą▓ąŠčĆą░ ąĮą░ą│čĆčāą┤ąĮąŠą╣ ą▓čŗčéą░čćą║ąĖ |
ąÉ>4>ąÉ>9> |
2*(ąĪąō>2->ąĪąō>1>) |
7 |
|
47 čāą┤ą╗ąĖąĮąĄąĮąĖąĄ ą╗ąĖąĮąĖąĖ ą┐ą╗ąĄčćą░ |
ą¤>5>ą¤>51> |
ą¤>5>ą¤>51>=ą¤>1>ą¤>11> |
2 |
|
48 ą┐ąĄčĆąĄą▓ąŠą┤ ą┐ą╗ąĄč湥ą▓ąŠą│ąŠ čłą▓ą░ |
ą¤>51>ą¤>51>` |
ą¤>51>ą¤>51>`=ąÉ>9>ąÉ>9>`=ąÉ>4>ąÉ>41>=ą¤>11>ą¤>11>` |
|
|
49 čĆą░čüčłąĖčĆąĄąĮąĖąĄ ą┐ąŠą╗ąŠčćą║ąĖ |
ą¤>6>ą¤>61> |
0,75├Ę1,5 |
1 |
ąóą░ą▒ą╗ąĖčåą░ 1.7 - ą¤ąŠčüčéčĆąŠąĄąĮąĖąĄ č湥čĆč鹥ąČą░ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ čĆčāą║ą░ą▓ą░
|
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ąŠčéčĆąĄąĘą║ąŠą▓ ąĖ čāčćą░čüčéą║ąŠą▓ |
ąŻčüą╗ąŠą▓ąĮąŠąĄ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖąĄ |
ąĀą░čüčćčæčéąĮą░čÅ č乊čĆą╝čāą╗ą░ ąĖą╗ąĖ ąĘąĮą░č湥ąĮąĖąĄ |
ąĀą░čüčćčæčé |
|
1 ą▓čŗčüąŠčéą░ ąŠą║ą░čéą░ čĆčāą║ą░ą▓ą░ |
ą×>1>ą×>2> |
9,5 |
|
|
2 čłąĖčĆąĖąĮą░ čĆčāą║ą░ą▓ą░ |
ą×>2>ąĀ>1> ą×>2>ąĀ>2> |
ąö>ą┐čĆ>/2 (ąö>ą┐čĆ> ŌĆō čü č湥čĆč鹥ąČą░ ąŠčüąĮąŠą▓čŗ ą┐ąŠą╗ąŠčćą║ąĖ čüą┐ąĖąĮą║ąĖ) |
30 |
|
3 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą┐ąĄčĆąĄą┤ąĮąĄą│ąŠ ąøąŠą║č鹥ą▓ąŠą│ąŠ ą┐ąĄčĆąĄą║ą░čéą░ |
ą×>1>ąĀą┐ ą×>1>ąĀą╗ |
ą×>1>ąĀ>1>/2 |
1515 |
|
4 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗąĄ č鹊čćą║ąĖ |
ąĀą┐1 ąĀą╗ąĀ>3> ą×>2>2 ą×>2>3 ąĀ>1>4 ąĀ>2>6 |
ą×>1>ą×>2>/2 ąĀą┐1+1 ą×>2>1/2 ą×>2>ąĀ>3>/2 ąĀ>1>1/2 ąĀ>2>ąĀ>3>/2 |
|
|
5 ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗčģ č鹊č湥ą║ |
2 2`=3 3`Ōåæ 4-5Ōåō 6-7Ōåō |
0,5├Ę1,5 0,1*ą×>1>ą×>2> (4-5)/2 |
1 |
|
6 čāą┤ą╗ąĖąĮąĄąĮąĖąĄ ą┤ą╗ąĖąĮčŗ ą┐čĆąŠą╣ą╝čŗ |
ą¤>ą┐ąŠčü>+1,0├Ę2,0 |
||
|
7 ą╗ąĖąĮąĖčÅ ąĮąĖąĘą░ |
ą×>2>ą£ |
ąö>čĆčāą║> |
|
|
8 čłąĖčĆąĖąĮą░ čĆčāą║ą░ą▓ą░ ą▓ąĮąĖąĘčā |
ą£ą£>1> ą£ą£>2> |
ą©ąĖčĆąĖąĮą░ čĆčāą║ą░ą▓ą░ ą▓ąĮąĖąĘčā ą┐ąŠ ą╝ąŠą┤ąĄą╗ąĖ |
18 |
|
9 ą▓ąĄą╗ąĖčćąĖąĮą░ ą┐čĆąŠą│ąĖą▒ąŠą▓ ą┐ąŠ ą╗ąĖąĮąĖąĖ ąĮąĖąĘą░ |
1├Ę1,5 |
1 |
|
|
10 ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗąĄ č鹊čćą║ąĖ |
ąĀ>1>ąĀ>1>` ąĀ>2>ąĀ>2>` |
2,0├Ę5,0 |
2 |
ąØąŠčĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ čĆą░čüčģąŠą┤ą░ ą╝ą░č鹥čĆąĖą░ą╗ą░, ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą╗ąĄą║ą░ą╗
1.6.1 ą×ą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ ą┐ą╗ąŠčēą░ą┤ąĖ ą╗ąĄą║ą░ą╗
ąØąŠčĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ čĆą░čüčģąŠą┤ąŠą▓ą░ąĮąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąŠą┤ąĖąĮ ąĖąĘ čŹčéą░ą┐ąŠą▓ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ąŠą┤ąĮą░ ąĖąĘ čüą░ą╝čŗčģ čéčĆčāą┤ąŠąĄą╝ą║ąĖčģ čĆą░ą▒ąŠčé 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéą░ą╗čīąĮąŠą│ąŠ čåąĄčģą░. ą×čé ą┐čĆą░ą▓ąĖą╗čīąĮąŠą│ąŠ ąĮąŠčĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ąĘą░ą▓ąĖčüąĖčé 菹║ąŠąĮąŠą╝ąĮąŠąĄ čĆą░čüčģąŠą┤ąŠą▓ą░ąĮąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗ą░.
ą¤ąŠčŹč鹊ą╝čā, ąŠčüąĮąŠą▓ąĮčŗą╝ čäą░ą║č鹊čĆąŠą╝, ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčēąĖą╝ čĆą░čüčģąŠą┤ čéą║ą░ąĮąĖ, čÅą▓ą╗čÅąĄčéčüčÅ ą┐ą╗ąŠčēą░ą┤čī ą╗ąĄą║ą░ą╗ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą¤ą╗ąŠčēą░ą┤čī ą╗ąĄą║ą░ą╗ ąĘą░ą▓ąĖčüąĖčé ąŠčé čĆą░ąĘą╝ąĄčĆą░ ą┐ąŠą╗ąĮąŠčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ, ą╝ąŠą┤ąĄą╗ąĖ, ą┐čĆąĖą┐čāčüą║ąŠą▓ ąĮą░ čłą▓čŗ ąĖ ą┐ąŠą┤ą│ąĖą▒ą║čā.
ą¤ą╗ąŠčēą░ą┤čī ą╗ąĄą║ą░ą╗ ąŠą┐čĆąĄą┤ąĄą╗čÅą╗ą░čüčī čüą┐ąŠčüąŠą▒ąŠą╝ ą┐ą░ą╗ąĄčéą║ąĖ.
ąĪą┐ąŠčüąŠą▒ ą┐ą░ą╗ąĄčéą║ąĖ čÅą▓ą╗čÅąĄčéčüčÅ čĆą░ąĘąĮąŠą▓ąĖą┤ąĮąŠčüčéčīčÄ ą│ąĄąŠą╝ąĄčéčĆąĖč湥čüą║ąŠą│ąŠ čüą┐ąŠčüąŠą▒ą░.
ą×ąĮ ą▓čŗą┐ąŠą╗ąĮčÅąĄčéčüčÅ čéą░ą║: ą╗ąĄą║ą░ą╗ą░ ą┐ąŠą╝ąĄčēą░čÄčéčüčÅ ą▓ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮčŗą╣ ą║ąŠąĮčéčāčĆ ąĖ ą┐ąŠą┤čüčćąĖčéčŗą▓ą░ąĄčéčüčÅ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą║ą▓ą░ą┤čĆą░č鹊ą▓ ąĘą░ą║ą╗čÄč湥ąĮąĮčŗčģ ą╝ąĄąČą┤čā ą║ąŠąĮčéčāčĆą░ą╝ąĖ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ą░ ąĖ ą┤ąĄčéą░ą╗ąĄą╣ ą┐ąŠą╗ąĮčŗčģ ąĖ ąĮąĄą┐ąŠą╗ąĮčŗčģ.
Są╗ = Są┐čĆ ŌĆō Są▓čŗą┐,
ą│ą┤ąĄ Są┐čĆ ŌĆō ą┐ą╗ąŠčēą░ą┤čī ą┤ą░ąĮąĮąŠą│ąŠ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ą░; Są▓čŗą┐ ŌĆō ą┐ą╗ąŠčēą░ą┤čī ą▓čŗą┐ą░ą┤ąŠą▓.
Są┐čĆ = ąöą┐čĆ├Śą©ą┐čĆ,
ą│ą┤ąĄ ąöą┐čĆ ŌĆō ą┤ą╗ąĖąĮą░ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ą░; ą© ą┐čĆ ŌĆō čłąĖčĆąĖąĮą░ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ą░.
Są▓čŗą┐
= c (N>1>+ ),
),
ą│ą┤ąĄ
čü ŌĆō ą┐ą╗ąŠčēą░ą┤čī ą║ą▓ą░ą┤čĆą░čéą░, 菹╗ąĄą╝ąĄąĮčéą░čĆąĮąŠą│ąŠ čāčćą░čüčéą║ą░ ą┐ą░ą╗ąĄčéą║ąĖ.
N>1>> >ŌĆō čćąĖčüą╗ąŠ ą┐ąŠą╗ąĮčŗčģ ą║ą▓ą░ą┤čĆą░č鹊ą▓ ąĘą░ą║ą╗čÄčćą░ąĄčéčüčÅ ą╝ąĄąČą┤čā ą║ąŠąĮčåą░ą╝ąĖ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ą░ ąĖ ą╗ąĄą║ą░ą╗ą░, N>2> - čćąĖčüą╗ąŠ ąĮąĄ ą┐ąŠą╗ąĮčŗčģ ą║ą▓ą░ą┤čĆą░č鹊ą▓.
ą¤ąŠą│čĆąĄčłąĮąŠčüčéčī čŹč鹊ą│ąŠ čüą┐ąŠčüąŠą▒ą░ čüąŠčüčéą░ą▓ą╗čÅąĄčé 2 ŌĆō 3%.
|
Ōä¢ ą┐/ą┐ |
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ą┤ąĄčéą░ą╗ąĄą╣ |
S ą╗ąĄą║ą░ą╗, čüą╝2 |
ąÜąŠą╗ąĖč湥čüčéą▓ąŠ ą┤ąĄčéą░ą╗ąĄą╣ ą║čĆąŠčÅ |
|
ąóą║ą░ąĮčī ą▓ąĄčĆčģą░ |
|||
|
1. |
ą”ąĄąĮčéčĆą░ą╗čīąĮą░čÅ čćą░čüčéčī ą┐ąŠą╗ąŠčćą║ąĖ |
558 |
2 |
|
2 |
ąæąŠą║ąŠą▓ą░čÅ čćą░čüčéčī ą┐ąŠą╗ąŠčćą║ąĖ |
374 |
2 |
|
3 |
ą”ąĄąĮčéčĆą░ą╗čīąĮą░čÅ čćą░čüčéčī čüą┐ąĖąĮą║ąĖ |
314 |
2 |
|
4 |
ąæąŠą║ąŠą▓ą░čÅ čćą░čüčéčī čüą┐ąĖąĮą║ąĖ |
252 |
2 |
|
5 |
ąĀčāą║ą░ą▓ |
1026 |
2 |
|
6 |
ą¤ąŠą┤ą▒ąŠčĆčé |
262 |
2 |
|
7 |
ą¤ą╗ą░ąĮą║ą░ |
312 |
4 |
|
8 |
ąÆąŠčĆąŠčéąĮąĖą║ |
210 |
2 |
|
9 |
ąøąĖčüč鹊čćą║ą░ |
50 |
2 |
|
10 |
ą¤ąŠčÅčü |
428 |
4 |
|
11 |
ą×ą▒čéą░čćą║ą░ čüą┐ąĖąĮą║ąĖ |
68 |
1 |
|
ąśč鹊ą│ąŠ: |
18250 |
||
|
ą¤ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮą░čÅ čéą║ą░ąĮčī |
|||
|
12 |
ą¤ąŠą╗ąŠčćą║ąĖ |
2688 |
2 |
|
13 |
ąĪą┐ąĖąĮą║ąĖ |
3688 |
2 |
|
14 |
ąĀčāą║ą░ą▓ |
5184 |
2 |
|
15 |
ą¤ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą║ą░čĆą╝ą░ąĮą░ |
1232 |
4 |
|
ąśč鹊ą│ąŠ: |
12972 |
||
|
ąŻč鹥ą┐ą╗čÅčÄčēą░čÅ čéą║ą░ąĮčī |
|||
|
16 |
ą¤ąŠą╗ąŠčćą║ą░ |
2688 |
2 |
|
17 |
ąĪą┐ąĖąĮą║ą░ |
3688 |
2 |
|
18 |
ąĀčāą║ą░ą▓ |
5184 |
2 |
|
19 |
ą¤ąŠčÅčü |
428 |
2 |
|
20 |
ąÆąŠčĆąŠčéąĮąĖą║ |
420 |
2 |
|
20 |
ą¤ą╗ą░ąĮą║ą░ |
624 |
2 |
|
ąśč鹊ą│ąŠ: |
13032 |
ąóą░ą▒ą╗ąĖčåą░ 1.7- ąĪą┐ąĄčåąĖčäąĖą║ą░čåąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ ą║čĆąŠčÅ
1.6.2 ąĀą░čüč湥čé čĆą░čüčģąŠą┤ą░ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓
ą¤ąŠčüą╗ąĄ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ą┐ą╗ąŠčēą░ą┤ąĖ ą╗ąĄą║ą░ą╗ ą┐čĆąĖčüčéčāą┐ą░ąĄą╝ ą║ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÄ čŹą║čüą┐ąĄčĆąĖą╝ąĄąĮčéą░ą╗čīąĮčŗčģ čĆą░čüą║ą╗ą░ą┤ąŠą║. ąöą╗čÅ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ čĆą░čüą║ą╗ą░ą┤ą║ąĖ čĆą░čüčüčćąĖčéčŗą▓ą░ąĄą╝ ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčāčÄ ąĮąŠčĆą╝čā ąĮą░ ąŠą▒ą╝ąĄą╗ąŠą▓ą║čā čüąŠą│ą╗ą░čüąĮąŠ ą┐ą╗ąŠčēą░ą┤ąĖ ą╗ąĄą║ą░ą╗ ąĖ ą┤ąŠą┐čāčüą║ą░ąĄą╝čŗą╝ ąĮąŠčĆą╝ą░čéąĖą▓ą░ą╝ ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ą▓čŗą┐ą░ą┤ąŠą▓ ą┐ąŠ č乊čĆą╝čāą╗ąĄ(1):
 ,
(1)
,
(1)
ą│ą┤ąĄ S>ą╗> ŌĆō ą┐ą╗ąŠčēą░ą┤čī ą╗ąĄą║ą░ą╗, čüą╝2; ąÆ>ąŠ> ŌĆō ąŠčéą┐čĆą░ą▓ąĮąŠą╣ ą┐ąŠą║ą░ąĘą░č鹥ą╗čī ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ąŠčéčģąŠą┤ąŠą▓, %; ą©>čĆ >- čłąĖčĆąĖąĮą░ čĆą░ą╝ą║ąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ, čüą╝.
ąöą╗čÅ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ą▒ąŠą╗ąĄąĄ čĆą░čåąĖąŠąĮą░ą╗čīąĮąŠą╣ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ąĖčüą┐ąŠą╗čīąĘčāąĄą╝ ą┤ą▓ąĄ čłąĖčĆąĖąĮčŗ čéą║ą░ąĮąĖ: čéą║ą░ąĮčī ą▓ąĄčĆčģą░ ŌĆō 150,140čüą╝.
ąØąŠčĆą╝ą░čéąĖą▓ąĮčŗą╣ ą┐čĆąŠčåąĄąĮčé ą┤ą╗čÅ ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ąŠčéčģąŠą┤ąŠą▓ ąĮą░ ą║čāčĆčéą║čā ąČąĄąĮčüą║čāčÄ čĆą░ą▓ąĄąĮ:
18 - 25% - ą┤ą╗čÅ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░; 15% - ą┤ą╗čÅ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮčŗčģ; 15% - ą┤ą╗čÅ čāč鹥ą┐ą╗čÅčÄčēąĖčģ ą┐čĆąŠą║ą╗ą░ą┤ąŠą║.
ą¤ąŠčüčéą░ą▓ąĖą▓ ą┤ą░ąĮąĮčŗąĄ ą▓ č乊čĆą╝čāą╗čā (1), ąĮą░čģąŠą┤ąĖą╝ ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčāčÄ ą┤ą╗ąĖąĮčā čĆą░čüą║ą╗ą░ą┤ą║ąĖ ąĮą░ ą║ą░ąČą┤čŗą╣ ą▓ąĖą┤ ą╝ą░č鹥čĆąĖą░ą╗ą░:
ą┤ą╗čÅ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░ -


ą┤ą╗čÅ čéą║ą░ąĮąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ -

ąöą╗čÅ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ-

ąÆčŗą┐ąŠą╗ąĮąĄąĮąĖąĄ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą╗ąĄą║ą░ą╗. ąŻč鹊čćąĮąĄąĮąĖąĄ ąĮąŠčĆą╝čŗ čĆą░čüčģąŠą┤ą░
ą¤čĆąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą╗ąĄą║ą░ą╗ ą┤ąŠą╗ąČąĮčŗ čāčćąĖčéčŗą▓ą░čéčīčüčÅ ą▓ąĖą┤ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ čéą║ą░ąĮąĖ, čģą░čĆą░ą║č鹥čĆ čĆąĖčüčāąĮą║ą░, ą▓ąĖą┤ čĆą░čüą║ą╗ą░ą┤ą║ąĖ, čüą┐ąŠčüąŠą▒ ąĮą░čüčéąĖą╗ą░ąĮąĖčÅ čéą║ą░ąĮąĖ.
ąöą╗čÅ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ čŹą║ąŠąĮąŠą╝ąĖčćąĮąŠą╣ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čĆčāą║ąŠą▓ąŠą┤čüčéą▓ąŠą▓ą░čéčīčüčÅ čüą╗ąĄą┤čāčÄčēąĖą╝ąĖ ą┐čĆą░ą▓ąĖą╗ą░ą╝ąĖ:
čĆą░čüą║ą╗ą░ą┤ą║čā ą╗ąĄą║ą░ą╗ ąĮą░čćąĖąĮą░čéčī čü čĆą░ąĘą╝ąĄčēąĄąĮąĖčÅ ą║čĆčāą┐ąĮčŗčģ ą┤ąĄčéą░ą╗ąĄą╣;
ą┤ąĄčéą░ą╗ąĖ čü ą┐čĆčÅą╝čŗą╝ąĖ čüčĆąĄąĘą░ą╝ąĖ čāą║ą╗ą░ą┤čŗą▓ą░čéčī ą┐ąŠ ą║čĆąŠą╝ą║ąĄ čéą║ą░ąĮąĖ;
čäąĖą│čāčĆąĮčŗąĄ, čüą╗ąŠąČąĮčŗąĄ ą║ąŠąĮčéčāčĆčŗ čĆą░čüą┐ąŠą╗ą░ą│ą░čéčī ą▓ąĮčāčéčĆąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ, čé.ąĄ. ą▓čŗčüčéčāą┐čŗ ąŠą┤ąĮąĖčģ ą┤ąĄčéą░ą╗ąĄą╣ čāą║ą╗ą░ą┤čŗą▓ą░čéčī ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĖąĄ ą▓čŗąĄą╝ą║ąĖ ą┤čĆčāą│ąĖčģ;
ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗąĄ ąŠčéčģąŠą┤čŗ čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠ ą║ąŠą╝ą┐ąŠąĮąŠą▓ą░ą╗ąĖ ą▓ ąŠą┤ąĮąŠą╝ ą╝ąĄčüč鹥 čĆą░čüą║ą╗ą░ą┤ą║ąĖ;
čāčćąĖčéčŗą▓ą░ą╗ą░čüčī čüąĖą╝ą╝ąĄčéčĆąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣, ą┐čĆąĖ čüą┐ąŠčüąŠą▒ąĄ ąĮą░čüčéąĖą╗ą░ąĮąĖčÅ ą╗ąĖčåąŠą╝ ą▓ąĮąĖąĘ;
ą╗ąĄą║ą░ą╗ą░ čĆą░čüą┐ąŠą╗ą░ą│ą░ą╗ąĖ čü čāč湥č鹊ą╝ ą┤ąŠą┐čāčüą║ą░ąĄą╝čŗčģ ąŠčéą║ą╗ąŠąĮąĄąĮąĖą╣ ąŠčé ąĮąĖčéąĖ ąŠčüąĮąŠą▓čŗ
ą¤čĆąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą╗ąĄą║ą░ą╗ čüą╗ąĄą┤čāąĄčé čāčćąĖčéčŗą▓ą░čéčī, čćč鹊 čĆą░čüą║ą╗ą░ą┤ą║ą░ ą╗ąĄą║ą░ą╗ ą▓ ą┤ą▓ą░ ą║ąŠą╝ą┐ą╗ąĄą║čéą░ 菹║ąŠąĮąŠą╝ąĮąĄąĄ, č湥ą╝ ą▓ ąŠą┤ąĖąĮ.
ąĀą░čüą║ą╗ą░ą┤ą║čā ą▓čŗą┐ąŠą╗ąĮčÅąĄą╝ ąĮą░ ą╝ąĖą╗ą╗ąĖą╝ąĄčéčĆąŠą▓ąŠą╣ ą▒čāą╝ą░ą│ąĄ ąĮą░ ą▓čüąĄ ą▓ąĖą┤čŗ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓: ą▓ąĄčĆčģą░, ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ, čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąĖ.
ą¤ąŠčüą╗ąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄą╝ čäą░ą║čéąĖč湥čüą║čāčÄ ą▓ąĄą╗ąĖčćąĖąĮčā ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ąŠčéčģąŠą┤ąŠą▓, ąÆ>čä>, % ą┐ąŠ č乊čĆą╝čāą╗ąĄ (2):
 ,
(2)
,
(2)
ą│ą┤ąĄ S>ą╗ >ŌĆō ą┐ą╗ąŠčēą░ą┤čī ą╗ąĄą║ą░ą╗, čüą╝2; S>čĆ> - ą┐ą╗ąŠčēą░ą┤čī čĆą░čüą║ą╗ą░ą┤ą║ąĖ, čüą╝2.
ą¤čĆąŠąĖąĘą▓ąŠą┤ąĖą╝ čĆą░čüč湥čé ą┐čĆąŠčåąĄąĮčéą░ ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ą▓čŗą┐ą░ą┤ąŠą▓ ą┤ą╗čÅ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░:


ą¤čĆąŠąĖąĘą▓ąŠą┤ąĖą╝ čĆą░čüč湥čé čé ą┐čĆąŠčåąĄąĮčéą░ ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ą▓čŗą┐ą░ą┤ąŠą▓ ą┤ą╗čÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ:

ą¤čĆąŠąĖąĘą▓ąŠą┤ąĖą╝ čĆą░čüč湥čé čé ą┐čĆąŠčåąĄąĮčéą░ ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ą▓čŗą┐ą░ą┤ąŠą▓ ą┤ą╗čÅ čāč鹥ą┐ą╗ąĖč鹥ą╗čÅ:

ąöą╗čÅ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖčÅ č鹥čģąĮąŠą╗ąŠą│ąĖčćąĮąŠčüčéąĖ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░ąĄčéčüčÅ ą▓ąĘą░ąĖą╝ąŠčüą▓čÅąĘą░ąĮąĮąŠąĄ čĆąĄčłąĄąĮąĖąĄ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮčŗčģ ąĘą░ą┤ą░čć, ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĮčŗčģ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ 菹║ąŠąĮąŠą╝ąĖčćąĮąŠą╣ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą╗ąĄą║ą░ą╗, ą┤ą╗čÅ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ąŠą┐čéąĖą╝ą░ą╗čīąĮąŠą│ąŠ ą▓ą░čĆąĖą░ąĮčéą░ ą▓ąĘą░ąĖą╝ąŠčĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ ąĖ čüąŠą║čĆą░čēąĄąĮąĖčÅ čĆą░čüčģąŠą┤ąŠą▓ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓.
ą¤čĆąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą╗ąĄą║ą░ą╗ ą▓ąĄčĆčģą░ čāčćąĖčéčŗą▓ą░čÄčéčüčÅ ą▓čüąĄ č鹥čģąĮąĖč湥čüą║ąĖąĄ čāčüą╗ąŠą▓ąĖčÅ ąĖ ąŠčüąŠą▒ąĄąĮąĮąŠčüčéąĖ ą╝ąŠą┤ąĄą╗ąĖ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ą░čüčüąŠčĆčéąĖą╝ąĄąĮč鹊ą╝ ąĖ ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄą╝ąŠą╣ čéą║ą░ąĮčīčÄ; čāčćąĖčéčŗą▓ą░ą╗ąĖčüčī ą┤ąŠą┐čāčüą║ą░ąĄą╝čŗąĄ čĆą░ąĘčĆąĄąĘčŗ, ą┐čĆąĄą┤čāčüą╝ąŠčéčĆąĄąĮąĮčŗąĄ ąĮąŠčĆą╝ą░čéąĖą▓ąĮąŠ-č鹥čģąĮąĖč湥čüą║ąŠą╣ ą┤ąŠą║čāą╝ąĄąĮčéą░čåąĖąĄą╣.
ą×čüąŠą▒ąŠąĄ ą▓ąĮąĖą╝ą░ąĮąĖąĄ čāą┤ąĄą╗čÅą╗ąŠčüčī: ą┐ąŠą╗ąŠąČąĄąĮąĖčÄ ą┤ąĄčéą░ą╗ąĄą╣ ą║čĆčāą┐ąĮčŗčģ čĆą░ąĘą╝ąĄčĆąŠą▓, čüąĖą╝ą╝ąĄčéčĆąĖąĖ ą┤ąĄčéą░ą╗ąĄą╣.
ąöą╗čÅ čüąŠą║čĆą░čēąĄąĮąĖčÅ ą┤ą╗ąĖąĮčŗ čĆą░čüą║ą╗ą░ą┤ą║ąĖ, ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ą╗ąŠčüčī čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą╗ąĄą║ą░ą╗ ą▓ čĆą░ąĘąĮčŗąĄ čüč鹊čĆąŠąĮčŗ, ą┐čĆąĖąĮčåąĖą┐ čüąĖą╝ą╝ąĄčéčĆąĖąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ, ą║čĆčāą┐ąĮčŗąĄ ą┤ąĄčéą░ą╗ąĖ čĆą░čüą┐ąŠą╗ą░ą│ą░ą╗ąĖčüčī ą┐ąŠ čāą│ą╗ą░ą╝ čĆą░ą╝ą║ąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ, ą╝ąĄą╗ą║ąĖąĄ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü č鹥čģąĮąĖč湥čüą║ąĖą╝ąĖ čāčüą╗ąŠą▓ąĖčÅą╝ąĖ ąĮą░ čüą▓ąŠą▒ąŠą┤ąĮąŠąĄ, ą╗ąĄą│ą║ąŠ čüąŠą┐čĆčÅą│ą░čÄčēąĄąĄčüčÅ ą╝ąĄčüč鹊 ą▓ąĮčāčéčĆąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ.
ąÆ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ąóąŻ ą┐čĆąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą▓ąĄčĆčģą░ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄčéčüčÅ čĆą░ąĘčĆąĄąĘą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║, ą┐ąŠą┤ą▒ąŠčĆčéą░,
ą¤čĆąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čāą┤ąĄą╗čÅčéčī ą┐čĆąĖą╝ąĄąĮąĄąĮąĖčÄ ą┤ąŠą┐čāčüą║ą░ąĄą╝čŗčģ ąŠčéą║ą╗ąŠąĮąĄąĮąĖą╣ ąŠčé ąĮąĖčéąĖ ąŠčüąĮąŠą▓čŗ, čéą░ą║ ą║ą░ą║ č乊čĆą╝ą░ ą┤ąĄčéą░ą╗ąĄą╣ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ, ą║ą░ą║ ą┐čĆą░ą▓ąĖą╗ąŠ, ą║čĆčāą┐ąĮą░čÅ ąĖ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą╝ąĄą╗ą║ąĖčģ ą┤ąĄčéą░ą╗ąĄą╣ ąŠą│čĆą░ąĮąĖč湥ąĮąŠ.
ąóą░ą║ąĖąĄ ą┤ąĄčéą░ą╗ąĖ, ą║ą░ą║ ąĮąĖąČąĮčÅčÅ čćą░čüčéčī čĆčāą║ą░ą▓ą░, ą┐ąŠą┤ą║ą╗ą░ą┤ą║ą░ ą║ą░čĆą╝ą░ąĮą░ ą╝ąŠąČąĮąŠ čĆąĄąĘą░čéčī ą▓ ą╝ąĄčüčéą░čģ, ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĮčŗčģ ąĮąŠčĆą╝ą░čéąĖą▓ąĮąŠ- č鹥čģąĮąĖč湥čüą║ąŠą╣ ą┤ąŠą║čāą╝ąĄąĮčéą░čåąĖąĄą╣.
ąśčüčģąŠą┤čÅ ąĖąĘ ą┐ąŠą╗čāč湥ąĮąĮčŗčģ čĆąĄąĘčāą╗čīčéą░č鹊ą▓, ą╝ąŠąČąĮąŠ čüą┤ąĄą╗ą░čéčī ą▓čŗą▓ąŠą┤, čćč鹊 čĆą░čüą║ą╗ą░ą┤ą║ą░ ąĮą░ čłąĖčĆąĖąĮčā 150čüą╝ čÅą▓ą╗čÅąĄčéčüčÅ ą▒ąŠą╗ąĄąĄ 菹║ąŠąĮąŠą╝ąĖčćąĮąŠą╣ ąĖ ąŠą▒ąŠčüąĮąŠą▓ą░ąĮąĮąŠą╣.
ą£ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗąĄ ąŠčéčģąŠą┤čŗ ąĮą░ čĆą░čüą║ą╗ą░ą┤ą║čā ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čüąŠčüčéą░ą▓ąĖą╗ąĖ:
ąÆ>čä>=
 =19,9%
=19,9%
ą¤čĆąĖ čĆą░čüą║ą╗ą░ą┤ą║ąĄ ą╗ąĄą║ą░ą╗ ą▒čŗą╗ą░ čüąŠą║čĆą░čēąĄąĮą░ ąĄąĄ ą┤ą╗ąĖąĮą░ ąĖ čüąŠčüčéą░ą▓ąĖą╗ą░:
-ąóą║ą░ąĮčī ą▓ąĄčĆčģą░ ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 150 čüą╝, ą┤ą╗ąĖąĮą░ čĆą░ą▓ąĮą░ 282čüą╝;
ąóą║ą░ąĮčī ą▓ąĄčĆčģą░ ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 140 čüą╝, ą┤ą╗ąĖąĮą░ čĆą░ą▓ąĮą░ 295čüą╝;
ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮą░čÅ čéą║ą░ąĮčī ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 150 čüą╝ ą┤ą╗ąĖąĮą░ čĆą░ą▓ąĮą░ 210čüą╝;
čāč鹥ą┐ą╗ąĖč鹥ą╗čī ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 160čüą╝ ą┤ą╗ąĖąĮą░ čĆą░ą▓ąĮą░ 197čüą╝
ąŁą║ąŠąĮąŠą╝ąĖčćąĮąĄą╣ ą┐ąŠą╗čāčćąĖą╗ąĖčüčī čĆą░čüą║ą╗ą░ą┤ą║ą░ ą▓ąĄčĆčģą░ ąĮą░ 150 čüą╝, ąĄąĄ ą┤ą╗ąĖąĮą░ 282čüą╝.
ążą░ą║čéąĖč湥čüą║ą░čÅ ą▓ąĄą╗ąĖčćąĖąĮą░ ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ą▓čŗą┐ą░ą┤ąŠą▓ čüąŠčüčéą░ą▓ą╗čÅąĄčé:
ą┤ą╗čÅ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░ ŌĆō ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 150čüą╝ ŌĆō 13,7%.
ą┤ą╗čÅ čéą║ą░ąĮąĖ ą▓ąĄčĆčģą░ ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 140čüą╝ ŌĆō 11,6%.
ą┤ą╗čÅ ą┐ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮąŠą╣ čéą║ą░ąĮąĖ ŌĆō ą┐čĆąĖ čłąĖčĆąĖąĮąĄ 150čüą╝ ŌĆō 14,9%.
ąĪą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠ, čĆą░čüą║ą╗ą░ą┤ą║ą░ ą╗ąĄą║ą░ą╗ ą▓čŗą┐ąŠą╗ąĮąĄąĮą░ čĆą░čåąĖąŠąĮą░ą╗čīąĮąŠ, čé.ą║. ą┐čĆąŠčåąĄąĮčé ą╝ąĄąČą╗ąĄą║ą░ą╗čīąĮčŗčģ ąŠčéčģąŠą┤ąŠą▓ ą╝ąĄąĮčīčłąĄ ąĮąŠčĆą╝ą░čéąĖą▓ąĮąŠą│ąŠ.
ą×ą▒ąŠčüąĮąŠą▓ą░ąĮąĖąĄ ą▓čŗą▒ąŠčĆą░ čĆąĄąČąĖą╝ąŠą▓ ąĖ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, čüčĆąĄą┤čüčéą▓ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠčüąĮą░čüčéą║ąĖ
ą×ą▒ąŠčüąĮąŠą▓ą░ąĮąĖąĄ ą▓čŗą▒ąŠčĆą░ čĆąĄąČąĖą╝ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ
ąÆ ąĮą░čüč鹊čÅčēąĄąĄ ą▓čĆąĄą╝čÅ, ą║ąŠą│ą┤ą░ čĆąĄąĘą║ąŠ ąŠą▒ąŠčüčéčĆąĖą╗ą░čüčī ą║ąŠąĮą║čāčĆąĄąĮčéąĮąŠčüčéčī ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗčģ ąĖ ąĘą░čĆčāą▒ąĄąČąĮčŗčģ č鹊ą▓ą░čĆąŠą▓, ą▒čŗčüčéčĆą░čÅ čüą╝ąĄąĮą░ ą╝ąŠą┤ąĄą╗ąĄą╣ ą┤ąŠčüčéąĖą│ą░ąĄčéčüčÅ ąĮąĄ ą┐čāč鹥ą╝ ą┐ąĄčĆąĄčüčéčĆąŠą╣ą║ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠą│čĆąĄčüčüą░, ą░ ą┐čāč鹥ą╝ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠ-č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĖ ą┐čĆąŠą│čĆąĄčüčüą░, čćč鹊 ąŠčüąŠą▒ąĄąĮąĮąŠ čģą░čĆą░ą║č鹥čĆąĮąŠ ą┤ą╗čÅ ą╝ą░ą╗čŗčģ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣. ą×čéčüčÄą┤ą░ ą┐ąŠčÅą▓ą╗čÅąĄčéčüčÅ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéčī ą▓ čĆą░ąĘčĆą░ą▒ąŠčéą║ąĄ ąĮąŠą▓čŗčģ ą┐ąŠą┤čģąŠą┤ąŠą▓ ą║ čüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░ąĮąĖčÄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ čéčĆčāą┤ą░.
ąóąĄčģąĮąŠą╗ąŠą│ąĖčÅ čüąŠą▓čĆąĄą╝ąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą▓čüąĄ ą▒ąŠą╗čīčłąĄ čüčéą░ąĮąŠą▓ąĖčéčüčÅ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╣, ąĄąĄ čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéčī ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī ąĘą░ą▓ąĖčüąĖčé ąŠčé ą┐čĆąĖą╝ąĄąĮčÅąĄą╝ąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ: ą┤ą▓čāčģ ąĖą│ąŠą╗čīčćą░čéčŗčģ ą╝ą░čłąĖąĮ ą┤ą╗čÅ čüą▒ąŠčĆą║ąĖ ą║ą░čĆą╝ą░ąĮąŠą▓, ą▒čĆąĄč鹥ą╗ąĄą╣, ą┐ąŠčÅčüąŠą▓, ą┐ąŠą╗čāą░ą▓č鹊ą╝ą░č鹊ą▓ ą┤ą╗čÅ ą┐čĆąĖčłąĖą▓ą░ąĮąĖčÅ čäčāčĆąĮąĖčéčāčĆčŗ, ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą┐ąĄč鹥ą╗čī, ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ą║ąŠčĆąŠčéą║ąĖčģ ąĖ ą┤ą╗ąĖąĮąĮčŗčģ čłą▓ąŠą▓; čāčéčĹȹĖą╗čīąĮčŗčģ ą╗ąĖąĮąĖą╣, ąŠčüąĮą░čēąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ą░ą╝ąĖ ą┤ą╗čÅ ą┐ąŠą┤ą░čćąĖ ą┐ą░čĆą░ ąĖ ą▓ą░ą║čāčāą╝ ąŠčéčüąŠčüą░ą╝ąĖ, ą╝ąĮąŠą│ąŠą┐ąŠčĆčłąĮąĄą▓čŗčģ ą┐čĆąĄčüčüąŠą▓ ą┤ą╗čÅ ą║ą╗ąĄąĄą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┤ąĄčéą░ą╗ąĄą╣.
ą×čé ą║ą░č湥čüčéą▓ą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĮčŗčģ ą╝ą░čłąĖąĮąĮčŗčģ čüčéčĆąŠč湥ą║ ąĖ čłą▓ąŠą▓ ąĖ ą┐čĆą░ą▓ąĖą╗čīąĮąŠą│ąŠ ą▓čŗą▒ąŠčĆą░ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ą▓ą╗ą░ąČąĮąŠ-č鹥ą┐ą╗ąŠą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĘą░ą▓ąĖčüąĖčé ą║ą░č湥čüčéą▓ąŠ ąĖ ą▓ąĮąĄčłąĮąĖą╣ ą▓ąĖą┤ ąĖąĘą┤ąĄą╗ąĖčÅ. ą¤ąŠčŹč鹊ą╝čā ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ ąŠą▒čĆą░čéąĖčéčī ąŠčüąŠą▒ąŠąĄ ą▓ąĮąĖą╝ą░ąĮąĖąĄ ąĮą░ ą▓čŗą▒ąŠčĆ čĆąĄąČąĖą╝ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐čĆąĖą╝ąĄąĮčÅąĄą╝čŗčģ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą¤ąŠą║ą░ąĘą░č鹥ą╗ąĖ ą║ą░č湥čüčéą▓ą░ ąĮąĖč鹊čćąĮčŗčģ čüąŠąĄą┤ąĖąĮąĄąĮąĖą╣ ąĘą░ą▓ąĖčüčÅčé ąŠčé ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÅ čüčéčĆąŠčćą║ąĖ (čüč鹥ąČą║ąŠąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÅ) ąĖ ąŠčé čĆąĄąČąĖą╝ąŠą▓ čĆą░ą▒ąŠčéčŗ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčŗčģ ąĖąĮčüčéčĆčāą╝ąĄąĮč鹊ą▓ čłą▓ąĄą╣ąĮčŗčģ ą╝ą░čłąĖąĮ.
ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ ą╝ą░čłąĖąĮąĮčŗčģ čüčéčĆąŠč湥ą║ ąĖ čłą▓ąŠą▓, ą┐čĆąĖą╝ąĄąĮčÅąĄą╝čŗčģ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖčÅ, ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮą░ ą▓ čéą░ą▒ą╗ąĖčåąĄ 2.1.
ą×čé ą┐čĆą░ą▓ąĖą╗čīąĮąŠčüčéąĖ ą▓čŗą▒ąŠčĆą░ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ąÆąóą× ą▓ąŠ ą╝ąĮąŠą│ąŠą╝ ąĘą░ą▓ąĖčüąĖčé ą▓ąĮąĄčłąĮąĖą╣ ą▓ąĖą┤ ąĖąĘą┤ąĄą╗ąĖčÅ, ą┐ą░čĆą░ą╝ąĄčéčĆčŗ ąĘą░ą▓ąĖčüčÅčé ąŠčé čäąĖąĘąĖą║ąŠ-ą╝ąĄčģą░ąĮąĖč湥čüą║ąĖčģ čüą▓ąŠą╣čüčéą▓ čéą║ą░ąĮąĖ ąĖ č鹊ą╗čēąĖąĮčŗ ą┐ą░ą║ąĄčéą░ ąŠą▒čĆą░ą▒ą░čéčŗą▓ą░ąĄą╝ąŠą│ąŠ čāąĘą╗ą░. ąÆčŗą▒ąŠčĆ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ą▓ą╗ą░ąČąĮąŠ-č鹥ą┐ą╗ąŠą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮ ą▓ čéą░ą▒ą╗ąĖčåąĄ 2.3
ąóą░ą▒ą╗ąĖčåą░ 2.2- ą¤ą░čĆą░ą╝ąĄčéčĆčŗ ą▓ą╗ą░ąČąĮąŠ-č鹥ą┐ą╗ąŠą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ
|
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗ą░ |
ąóąĄą╝ą┐ąĄčĆą░čéčāčĆą░ ą┐čĆąĄčüčüąŠą▓ą░ąĮąĖčÅ, ąŠąÜ (ąŠąĪ) |
ąŻčüąĖą╗ąĄąĮąĖąĄ ą┐čĆąĄčüčüąŠą▓ą░ąĮąĖčÅ, ąÜą¤ą░ |
ąÆčĆąĄą╝čÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, čü |
ąŻą▓ą╗ą░ąČąĮąĄąĮąĖąĄ, % ą║ ą╝ą░čüčüąĄ ą╝ą░č鹥čĆąĖą░ą╗ą░ |
||
|
ą┐čĆąĄčüčü |
čāčéčÄą│ |
ą┐čĆąĄčüčü |
čāčéčÄą│ |
|||
|
ąÜčāčĆč鹊čćąĮą░čÅ čéą║ą░ąĮčī |
- |
140-150 |
5├Ś104 |
- |
10-20 |
15-20 |
|
ą¤ąŠą┤ą║ą╗ą░ą┤ąŠčćąĮą░čÅ čéą║ą░ąĮčī |
- |
150-160 |
- |
- |
20-35 |
- |
2.2 ąÆčŗą▒ąŠčĆ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, čüčĆąĄą┤čüčéą▓ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠčüąĮą░čüčéą║ąĖ. ąŁą║ąŠąĮąŠą╝ąĖč湥čüą║ą░čÅ ąŠčåąĄąĮą║ą░ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ
ą¤čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖą╣ ą┐čĆąĖą╝ąĄąĮčÅčÄčéčüčÅ čéčĆąĖ ą╝ąĄč鹊ą┤ą░ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖąĘą┤ąĄą╗ąĖą╣:
-ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮčŗą╣ ŌĆō ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ą▓čüąĄčģ ąŠą┐ąĄčĆą░čåąĖą╣ ąĮą░ ą▓čüąĄčģ čāčćą░čüčéą║ą░čģ ą┤ąĄčéą░ą╗ąĖ ąŠą┤ąĮąĖą╝ ąĖą╗ąĖ ąĮąĄčüą║ąŠą╗čīą║ąĖą╝ąĖ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╝ąĖ;
- ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮčŗą╣ ŌĆō ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮąŠąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠą┐ąĄčĆą░čåąĖą╣ ąŠą┤ąĮąĖą╝ ąĖą╗ąĖ ąĮąĄčüą║ąŠą╗čīą║ąĖą╝ąĖ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ą╝ąĖ;
- ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠ ŌĆō ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮčŗą╣ ŌĆō čüąŠč湥čéą░ąĮąĖąĄ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠą│ąŠ ąĖ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠą│ąŠ ą╝ąĄč鹊ą┤ąŠą▓ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ąŠą┐ąĄčĆą░čåąĖąĖ.
ąØą░ąĖą▒ąŠą╗ąĄąĄ čŹčäč乥ą║čéąĖą▓ąĮčŗą╝ čÅą▓ą╗čÅąĄčéčüčÅ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮčŗą╣ ąĖ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠ ŌĆō ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮčŗą╣ ą╝ąĄč鹊ą┤ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ.
ąĪąŠą║čĆą░čēąĄąĮąĖąĄ ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠą┐ąĄčĆą░čåąĖąĖ ą╝ąŠąČąĮąŠ ą┤ąŠčüčéąĖčćčī ą▒ą╗ą░ą│ąŠą┤ą░čĆčÅ čüą╗ąĄą┤čāčÄčēąĄą╝čā:
ąĮą░ąĖą▒ąŠą╗ąĄąĄ ą┐čĆąŠą│čĆąĄčüčüąĖą▓ąĮąŠą╝čā ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÄ, ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗čīąĮčŗčģ ąĖ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą╝ą░čłąĖąĮ;
ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄą╝ čüčĆąĄą┤čüčéą▓ ą╝ą░ą╗ąŠą╣ ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ.
ą©ą▓ąĄą╣ąĮčŗąĄ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ čāą┤ąĄą╗čÅčÄčé ą▒ąŠą╗čīčłąŠąĄ ą▓ąĮąĖą╝ą░ąĮąĖąĄ ą▓čŗą▒ąŠčĆčā ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ. ąÜąŠą╗ą╗ąĄą║čåąĖčÅ ą╝ąŠą┤ąĄą╗ąĄą╣ čĆą░ąĘčĆą░ą▒ąŠčéą░ąĮą░ ą┤ą╗čÅ ą×ą×ą× "ąÉčĆą║čéąĖą║ą░", čü čāč湥č鹊ą╝ č鹊ą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ąĮąĖčÅ, ą║ąŠč鹊čĆąŠąĄ ąĖą╝ąĄąĄčéčüčÅ ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĖ.
ą×ą×ą× "ąÉčĆą║čéąĖą║ą░" ąĘą░ą║čāą┐ąĖą╗ą░ ą╗ąĖąĮąĖčÄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┤ą╗čÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą║čāčĆč鹊čćąĮąŠą│ąŠ ą░čüčüąŠčĆčéąĖą╝ąĄąĮčéą░. ąśąĘ ą╝ąĮąŠą│ąĖčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣ ą┐čĆąĄą┤ą┐ąŠčćč鹥ąĮąĖąĄ ą▒čŗą╗ąŠ ąŠčéą┤ą░ąĮąŠ čĹȹĮąŠ-ą║ąŠčĆąĄą╣čüą║ąŠą╣ čäąĖčĆą╝ąĄ ŌĆ£Sun StarŌĆØ. ąÜą░ą║ąĖąĄ ą┐čĆąĄąĖą╝čāčēąĄčüčéą▓ą░ ą▓čŗą┤ąĄą╗ąĖ čüą┐ąĄčåąĖą░ą╗ąĖčüčéčŗ čäąĖčĆą╝čŗ ą┐čĆąĖ ąĘą░ą║čāą┐ą║ąĄ čŹč鹊ą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ?
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ ąŠčüąĮą░čēąĄąĮąŠ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╝ ą▒ą╗ąŠą║ąŠą╝ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ, ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ ą┐ąŠą▓čŗčłą░čÄčēąĄąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčī čéčĆčāą┤ą░ ąĘą░ čüč湥čé ąŠčüą▓ąŠą▒ąŠąČą┤ąĄąĮąĖčÅ čłą▓ąĄąĖ ąŠčé čéą░ą║ąĖčģ ą┤ąĄą╣čüčéą▓ąĖą╣, ą║ą░ą║ čāą┤ąĄčƹȹ░ąĮąĖąĄ čłą║ąĖą▓ą░ ą▓čĆčāčćąĮčāčÄ, ą┐ąŠą┤čŖąĄą╝ ą╗ą░ą┐ą║ąĖ, čāčüčéą░ąĮąŠą▓ą║ą░ ąĖą│ą╗čŗ ą▓ ąĮčāąČąĮąŠą╝ ą┐ąŠą╗ąŠąČąĄąĮąĖąĖ, ąŠą▒čĆąĄąĘą║ą░ ąĮąĖčéąĖ ą▓čĆčāčćąĮčāčÄ, čāč湥čéą░ čüč鹥ąČą║ąŠą▓ ą┐čĆąĖ ąĮą░čüčéčĆą░čćąĖą▓ą░ąĮąĖąĖ ąĖ čé.ą┤. ą©ą▓ąĄą╣ąĮčŗąĄ ą╝ą░čłąĖąĮčŗ čü ą▒ą╗ąŠą║ąŠą╝ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ ą▓čŗą┐ąŠą╗ąĮčÅčÄčé ą▓čüąĄ čŹčéąĖ čäčāąĮą║čåąĖąĖ ą▓ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą╝ čĆąĄąČąĖą╝ąĄ ą┐ąŠ čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮąŠą╣ ąŠą┐ąĄčĆą░č鹊čĆąŠą╝ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ. ą£ąŠą┤ąĄą╗čīąĮčŗą╣ čĆčÅą┤ ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄą╝ąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┐ąŠąĘą▓ąŠą╗čÅčÄčé ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčī čĆą░ąĘą╗ąĖčćąĮčŗąĄ čłą▓ąĄą╣ąĮčŗąĄ ąĖąĘą┤ąĄą╗ąĖčÅ.
ąÜčĆąŠą╝ąĄ čāą║ą░ąĘą░ąĮąĮčŗčģ ą▓čŗčłąĄ ą┐čĆąĄąĖą╝čāčēąĄčüčéą▓ ąŠčüąŠą▒ąŠąĄ ą▓ąĮąĖą╝ą░ąĮąĖąĄ ąŠą▒čĆą░čēąĄąĮąŠ ąĮą░ ąĘąĮą░čćąĖč鹥ą╗čīąĮčāčÄ čŹą║ąŠąĮąŠą╝ąĖčÄ čŹą╗ąĄą║čéčĆąŠčŹąĮąĄčĆą│ąĖąĖ ą┐čĆąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĖ čāą║ą░ąĘą░ąĮąĮąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ąŠčüąĮą░čēąĄąĮąĮąŠą│ąŠ čüąĄčĆą▓ąŠą╝ąŠč鹊čĆąŠą╝.
ą£ą░čłąĖąĮąĮąŠąĄ ą▓čĆąĄą╝čÅ ą▓ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ, ą║ą░ą║ ą┐čĆą░ą▓ąĖą╗ąŠ, čüąŠčüčéą░ą▓ą╗čÅąĄčé ąŠčé 10 ą┤ąŠ 20% ąŠčé ąŠą▒čēąĄą│ąŠ ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čåąĖąĖ, ą┐čĆąĖ čŹč鹊 ąŠą▒čŗčćąĮčŗą╣ ą┤ą▓ąĖą│ą░č鹥ą╗čī čĆą░ą▒ąŠčéą░ąĄčé ą┐ąŠčüč鹊čÅąĮąĮąŠ, ą▓ č鹊 ą▓čĆąĄą╝čÅ ą║ą░ą║ čüąĄčĆą▓ąŠą┤ą▓ąĖą│ą░č鹥ą╗čī čĆą░ą▒ąŠčéą░ąĄčé č鹊ą╗čīą║ąŠ ą┐čĆąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĖ ą╝ą░čłąĖąĮąĮąŠą│ąŠ ą▓čĆąĄą╝ąĄąĮąĖ. ą¤ąŠčŹč鹊ą╝čā, ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ą╝ą░čłąĖąĮčŗ čü ą▒ą╗ąŠą║ąŠą╝ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ, ąŠčüąĮą░čēąĄąĮąĮąŠą╣ čüąĄčĆą▓ąŠą╝ąŠč鹊čĆąŠą╝, ą┐ąŠąĘą▓ąŠą╗ąĖčé čü菹║ąŠąĮąŠą╝ąĖčéčī ą▒ąŠą╗ąĄąĄ 70% 菹╗ąĄą║čéčĆąŠčŹąĮąĄčĆą│ąĖąĖ. ą¤čĆąĖ čŹč鹊ą╝ čüąĄčĆą▓ąŠą┤ą▓ąĖą│ą░č鹥ą╗čī ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé čüčéą░ą▒ąĖą╗čīąĮčāčÄ čĆą░ą▒ąŠčéčā, ąŠčéčüčāčéčüčéą▓ąĖąĄ čłčāą╝ąŠą▓ ąĖ, čćč鹊 ąŠč湥ąĮčī ą▓ą░ąČąĮąŠ, ą┐ą╗ą░ą▓ąĮąŠąĄ ą▓ą║ą╗čÄč湥ąĮąĖąĄ, čćč鹊 ą▓ čüą▓ąŠčÄ ąŠč湥čĆąĄą┤čī ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé ą║ą░č湥čüčéą▓ąĄąĮąĮąŠąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠą┐ąĄčĆą░čåąĖą╣.
ąØą░ą┤ąĄąČąĮąŠčüčéčī ą░ą▓č鹊ą╝ą░čéąĖą║ąĖ, ąĖčüą┐ąŠą╗čīąĘčāąĄą╝ąŠą╣ ą▓ čłą▓ąĄą╣ąĮąŠą╝ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĖ čäąĖčĆą╝čŗ "Sun Star" ą▓ čüąŠč湥čéą░ąĮąĖąĖ čü ą▒ąŠą╗ąĄąĄ ąĮąĖąĘą║ąŠą╣ čåąĄąĮąŠą╣ ą▓ čüčĆą░ą▓ąĮąĄąĮąĖąĖ čü ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄą╝ ą┤čĆčāą│ąĖčģ ą║ąŠą╝ą┐ą░ąĮąĖą╣, ą┤ąĄą╗ą░ąĄčé čāą║ą░ąĘą░ąĮąĮąŠąĄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ ą┐čĆąĖą▓ą╗ąĄą║ą░č鹥ą╗čīąĮčŗą╝ ąĖ ą┐ąŠą╗čīąĘčāčÄčēąĖą╝čüčÅ ą┐ąŠą▓čŗčłąĄąĮąĮčŗą╝ čüą┐čĆąŠčüąŠą╝.
ążąĖčĆą╝ą░ ŌĆ£Sun StarŌĆØ ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄčé ą┐ąŠą╗ąĮčŗą╣ ąĮą░ą▒ąŠčĆ čłą▓ąĄą╣ąĮąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┐ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓čā ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ čĆą░ąĘą╗ąĖčćąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓.
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ čäąĖčĆą╝čŗ ŌĆ£Sun StarŌĆØ, ą░ ąĖą╝ąĄąĮąĮąŠ, čłą▓ąĄą╣ąĮčŗąĄ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗąĄ ą╝ą░čłąĖąĮčŗ č湥ą╗ąĮąŠčćąĮąŠą│ąŠ čüč鹥ąČą║ą░, ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮčŗ ą▓ čüą╗ąĄą┤čāčÄčēąĖčģ ą▓ą░čĆąĖą░ąĮčéą░čģ:
- ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮą░čÅ čü čĆą░ąĘą╗ąĖčćąĮčŗą╝ąĖ ą┤ą▓ąĖą│ą░č鹥ą╗čÅą╝ąĖ čéą║ą░ąĮąĖ;
- ą┤ą▓čāčģąĖą│ąŠą╗čīąĮčŗąĄ čü čäąĖą║čüąĖčĆąŠą▓ą░ąĮąĮčŗą╝ąĖ ąĖ ąŠčéą║ą╗čÄčćą░čÄčēąĖą╝ąĖčüčÅ ąĖą│ą╗ą░ą╝ąĖ čü čĆą░ąĘą╗ąĖčćąĮčŗą╝ ą╝ąĄąČąĖą│ąŠą╗čīąĮčŗą╝ čĆą░čüčüč鹊čÅąĮąĖąĄą╝;
- ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮčŗąĄ čü čĆčāą║ą░ą▓ąĮąŠą╣ ą┐ą╗ą░čéč乊čĆą╝ąŠą╣;
- ąŠą┤ąĮąŠ ąĖ ą┤ą▓čāčģąĖą│ąŠą╗čīąĮčŗąĄ čłą▓ąĄą╣ąĮčŗąĄ ą╝ą░čłąĖąĮčŗ čü ą║ąŠą╗ąŠąĮą║ąŠą▓ąŠą╣ ą┐ą╗ą░čéč乊čĆą╝ąŠą╣;
-ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮčŗąĄ ą┐ąŠą╗čāą░ą▓č鹊ą╝ą░čéčŗ čü čĆą░ąĘą╗ąĖčćąĮčŗą╝ ą┐ąŠą╗ąĄą╝ čłąĖčéčīčÅ ąĖ ą┐čĆąŠą│čĆą░ą╝ą╝ąĖčĆčāąĄą╝čŗąĄ ą┐ąŠą┤ čĆą░ąĘą╗ąĖčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ;
čåąĖą║ą╗ąĖč湥čüą║ąĖąĄ ą┐ąŠą╗čāą░ą▓č鹊ą╝ą░čéčŗ čü čĆą░ąĘą╗ąĖčćąĮčŗą╝ąĖ čäčāąĮą║čåąĖčÅą╝ąĖ: ą┐ąĄč鹥ą╗čīąĮčŗąĄ, ą┐čāą│ąŠą▓ąĖčćąĮčŗąĄ, ąĘą░ą║čĆąĄą┐ąŠčćąĮčŗąĄ ąĖ čé. ą┐. ą¤čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮąĮčŗąĄ ą┐ąŠą╗čāą░ą▓č鹊ą╝ą░čéčŗ ąŠčüąĮą░čēąĄąĮčŗ ą▒ą╗ąŠą║ąŠą╝ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ čü ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄą╝ čüąĄčĆą▓ąŠ ŌĆō ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╣.
ąŻąĮąĖą▓ąĄčĆčüą░ą╗čīąĮčŗąĄ ąŠą┤ąĮąŠ ąĖ ą┤ą▓čāčģąĖą│ąŠą╗čīąĮčŗąĄ čłą▓ąĄą╣ąĮčŗąĄ ą╝ą░čłąĖąĮčŗ ą▓čŗą┐čāčüą║ą░čÄčéčüčÅ ą▓ ą┤ą▓čāčģ ą▓ą░čĆąĖą░ąĮčéą░čģ: čü čäčĆąĖą║čåąĖąŠąĮąĮčŗą╝ ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╝; čü čüąĄčĆą▓ąŠą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╝ ąĖ ą▒ą╗ąŠą║ąŠą╝ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĖą╝: ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║čāčÄ ąĘą░ą║čĆąĄą┐ą║čā ą▓ ąĮą░čćą░ą╗ąĄ ąĖ ą▓ ą║ąŠąĮčåąĄ čüčéčĆąŠčćą║ąĖ; ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║čāčÄ ąŠą▒čĆąĄąĘą║čā ąĮąĖč鹥ą╣; ą┐ąŠąĘąĖčåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĖąĄ ąĖą│ą╗čŗ; ą┐čĆąŠą│čĆą░ą╝ą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ čüčéčĆąŠč湥ą║.
ą¤čĆąŠčüč鹊čéą░ ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĖčĆąŠą▓ą░ąĮąĖąĖ, ąĮą░ą┤ąĄąČąĮąŠčüčéčī ą▓ 菹║čüą┐ą╗čāą░čéą░čåąĖąĖ 菹╗ąĄą║čéčĆąŠąĮąĮąŠą│ąŠ ą▒ą╗ąŠą║ą░ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ŌĆō ąŠą┤ąĮąŠ ąĖąĘ čāąĮąĖą║ą░ą╗čīąĮčŗčģ ą┤ąŠčüčéąĖąČąĄąĮąĖą╣ čĆą░ąĘčĆą░ą▒ąŠčéčćąĖą║ąŠą▓ ąĖ čüąŠąĘą┤ą░č鹥ą╗ąĄą╣. ąĀą░ąĘčĆą░ą▒ąŠčéčćąĖą║ąĖ čäąĖčĆą╝čŗ ŌĆ£Sun StarŌĆØ čüąŠąĘą┤ą░ą╗ąĖ ą┐čĆąŠą│čĆą░ą╝ą╝ąĖčĆčāąĄą╝čāčÄ čłą▓ąĄą╣ąĮčāčÄ ą╝ą░čłąĖąĮčā, ąĮąĄ ąĖą╝ąĄčÄčēčāčÄ ą░ąĮą░ą╗ąŠą│ąŠą▓ čā ą┤čĆčāą│ąĖčģ ą║ąŠą╝ą┐ą░ąĮąĖą╣ ą▓ąŠ ą▓čüąĄą╝ ą╝ąĖčĆąĄ.
ą¤ąŠčŹč鹊ą╝čā ą┐čĆąĖ ą▓čŗą▒ąŠčĆąĄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ą╝čŗ čĆą░čüčüą╝ą░čéčĆąĖą▓ą░ą╗ąĖ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ ą╝ą░čłąĖąĮ č鹊ą╗čīą║ąŠ čŹč鹊ą╣ čäąĖčĆą╝čŗ ąĖ ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░ą╗ąĖ ąĘą░ą╝ąĄąĮčā čüčéą░čĆąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĮą░ ąĮąŠą▓ąŠąĄ. ąØą░ą┐čĆąĖą╝ąĄčĆ, ą╝ą░čłąĖąĮą░ 1022-ą£ ą║ą╗. ┬½ą¤čĆąŠą╝čłą▓ąĄą╣ą╝ą░čł┬╗ (4500 ąŠą▒ąŠčĆąŠč鹊ą▓ ą▓ ą╝ąĖąĮčāčéčā) ą▒čŗą╗ą░ ąĘą░ą╝ąĄąĮąĄąĮą░ ąĮą░ ą╝ą░čłąĖąĮčā ąÜą£-350ąÆ-7S, čŹč鹊 ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ- ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮą░čÅ čłą▓ąĄą╣ąĮą░čÅ ą╝ą░čłąĖąĮą░ č湥ą╗ąĮąŠčćąĮąŠą│ąŠ čüč鹥ąČą║ą░ čü ąĖą│ąŠą╗čīąĮčŗą╝ čéčĆą░ąĮčüą┐ąŠčĆč鹊ą╝ ąĖ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą╣ ąŠą▒čĆąĄąĘą║ąŠą╣ ąĮąĖčéąĖ. ąśą╝ąĄąĄčé čüąĖčüč鹥ą╝čā ą┐ąŠą┤ą░čćąĖ čéą║ą░ąĮąĖ ąĖą│ą╗ąŠą╣ ą╝ąĖąĮąĖą╝ąĖąĘąĖčĆčāąĄčé čüčéčÅą│ąĖą▓ą░ąĮąĖąĄ čüčéčĆąŠčćą║ąĖ ąĖ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé čĆąŠą▓ąĮčŗą╣ čłąŠą▓, ą┐ąŠąĘąĖčåąĖąŠąĮąĄčĆ, ą▓čüčéčĆąŠąĄąĮąĮčŗą╣ ą▓ čłą║ąĖą▓, ą┐čĆąŠčüčé ąĖ ą╗čæą│ąŠą║ ą▓ čĆąĄą│čāą╗ąĖčĆąŠą▓ą║ąĄ, čāąĮąĖą║ą░ą╗čīąĮčŗą╣ ą╝ąĄčģą░ąĮąĖąĘą╝ ąŠą▒čĆąĄąĘą║ąĖ ąĮąĖčéąĖ ąĖą╝ąĄąĄčé ą┐čĆąŠčüčéčāčÄ ą║ąŠąĮčüčéčĆčāą║čåąĖčÄ ąĖ ą╗čæą│ą║čāčÄ čüąĖčüč鹥ą╝čā ą║ąŠąĮčéčĆąŠą╗čÅ.
ąöą╗čÅ čüčéą░čćąĖą▓ą░ąĮąĖčÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ ą╝ą░čłąĖąĮą░ KM-2300 UMG. čŹč鹊 ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮą░čÅ čłą▓ąĄą╣ąĮą░čÅ ą╝ą░čłąĖąĮą░ ą┤ą▓ąŠą╣ąĮąŠą│ąŠ č湥ą╗ąĮąŠčćąĮąŠą│ąŠ čüč鹥ąČą║ą░ čü ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą╣ ąŠą▒čĆąĄąĘą║ąŠą╣ ąĮąĖčéąĖ, čü ą┐čĆčÅą╝čŗą╝ ą┐čĆąĖą▓ąŠą┤ąŠą╝, ąĖą╝ąĄąĄčé ą╝ąĖąĮąĖą╝ą░ą╗čīąĮčŗąĄ ą╝ąĖąĮąĖą╝ą░ą╗čīąĮčŗąĄ ą▓ąĖą▒čĆą░čåąĖčÄ ąĖ čłčāą╝, ą▒čŗčüčéčĆąŠąĄ ąĖ ą│ą╗ą░ą┤ą║ąŠąĄ čłąĖčéčīčæ, ą▒ą╗ą░ą│ąŠą┤ą░čĆčÅ čüčāčģąŠą╣ ą│ąŠą╗ąŠą▓ą║ąĄ ą▒ąŠą╗čīčłąĄ ąĮąĄčé ą╝ą░čüą╗čÅąĮčŗčģ ą┐čÅč鹥ąĮ ąĮą░ ąĖąĘą┤ąĄą╗ąĖčÅčģ, ą▒ąŠą╗čīčłą░čÅ čĆą░ą▒ąŠčćą░čÅ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī ąĖ ą▓čŗčüąŠą║ąŠąĄ ą║ą░č湥čüčéą▓ąŠ čłąĖčéčīčÅ.
ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝ąŠą│ąŠ ą┤ą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖčÅ ąĖ čüčĆąĄą┤čüčéą▓ ąŠčĆą│ąŠčüąĮą░čüčéą║ąĖ, ą┐čĆąĖą▓ąŠą┤ąĖčéčüčÅ ą▓ čéą░ą▒ą╗. 2.3, čéą░ą▒ą╗. 2.4, čéą░ą▒ą╗. 2.5.
ąóą░ą▒ą╗ąĖčåą░ 2.3 - ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝ąŠą│ąŠ ą┤ą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ
|
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ, ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ, ąĖąĘą│ąŠč鹊ą▓ąĖč鹥ą╗čī |
ąóąĖą┐ ąĖą╗ąĖ ą║ą╗ą░čüčü ą╝ą░čłąĖąĮčŗ |
ą£ą░čģ čćą░čüč鹊čéą░ ą▓čĆą░čēąĄąĮąĖčÅ ą│ą╗.ą▓ą░ą╗ą░ |
ąöą╗ąĖąĮą░ čüč鹥ąČą║ą░ ą╝ą╝ |
ąśą│ą╗čŗ ąōą×ąĪąó (22249-76 |
ąóąŠą╗čē ąĖąĮą░ ą┐ą░ą║ąĄčéą░, ą╝ą╝ |
ą£ąĄčģą░ąĮąĖąĘą╝ ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖąĄ ą╝ą░č鹥čĆąĖą░ą╗ą░ |
ąóąĄčģąĮąŠą╗ąŠ ą│ąĖč湥čüą║ąĖąĄ ąŠą┐ąĄčĆą░čåąĖąĖ |
|
ąÆčŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮą░čÅ ą╝ą░čłąĖąĮą░ ą┤ą▓ąŠą╣ąĮąŠą│ąŠ č湥ą╗ąĮąŠčćąĮąŠą│ąŠ čüč鹥ąČą║ą░, |
KM-2300UMG |
5000 |
2├Ę5 |
DB├Ś1#14 (#9Ōēł#18) |
8 |
ąØąĖąČąĮčÅčÅ čĆąĄą╣ą║ą░ |
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ |
|
ąÆčŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮą░čÅ ą╝ą░čłąĖąĮą░ č湥ą╗ąĮąŠčćąĮąŠą│ąŠ čüč鹥ąČą║ą░ |
KM-506/7S |
5000 |
2├Ę5 |
DP├Ś1#11Ōēł#18 |
8 |
ąØąĖąČąĮčÅčÅ čĆąĄą╣ą║ą░ |
ąĪčéą░čćąĖą▓ą░ąĮąĖąĄ |
|
ąÆčŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ ąŠą┤ąĮąŠąĖą│ąŠą╗čīąĮą░čÅ ą╝ą░čłąĖąĮą░ č湥ą╗ąĮąŠčćąĮąŠą│ąŠ čüč鹥ąČą║ą░ |
KM-350B-7S |
4000 |
2├Ę5 |
DB├Ś1#20Ōēł#23 |
8 |
ąÆąĄčĆčģąĮčÅčÅ ąĖ ąĮąĖąČąĮčÅčÅ čĆąĄą╣ą║ą░ |
ąØą░čüčéčĆą░ čćąĖą▓ą░ąĮąĖąĄ, ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖąĄ, ą▓čéą░čćąĖą▓ą░ąĮąĖąĄ |
|
ą¤čĆąĄčüčü ą┐ąĮąĄą▓ą╝ą░čéąĖč湥čüą║ąĖą╣ čéčĆąĄčģą│ąŠą╗ąŠą▓ąŠčćąĮčŗą╣ ą┤ą╗čÅ čāčüčéą░ąĮąŠą▓ą║ąĖ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąŠą╣ čäčāčĆąĮąĖčéčāčĆčŗ |
I-93 A |
650 ą║ą│ |
- |
- |
4 |
- |
ąŻčüčéą░ąĮąŠą▓ą║ą░ čäčāčĆąĮąĖčéčāčĆčŗ |
ąóą░ą▒ą╗ąĖčåą░ 2.5 ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ čüčĆąĄą┤čüčéą▓ ąŠčĆą│ąŠčüąĮą░čüčéą║ąĖ, čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝čŗčģ ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ
|
ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą║ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÄ ąŠą┐ąĄčĆą░čåąĖąĖ |
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖčÅ |
ą£ą░čĆą║ą░ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖčÅ, ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ ąĖąĘą│ąŠč鹊ą▓ąĖč鹥ą╗čī |
ąÜą╗ą░čüčü čłą▓ąĄą╣ąĮąŠą╣ ą╝ą░čłąĖąĮčŗ, ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ ąĖąĘą│ąŠč鹊ą▓ąĖč鹥ą╗čī |
|
ąĪąŠą▒ą╗čÄą┤ąĄąĮąĖąĄ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠčüčéąĖ čüčĆąĄąĘą░ą╝ čüčéą░čćąĖą▓ą░ąĄą╝čŗčģ ą┤ąĄčéą░ą╗ąĄą╣ |
ąøą░ą┐ą║ą░ čü ą▓čŗą┤ą▓ąĖąČąĮąŠą╣ ąĮą░ą┐čĆą░ą▓ą╗čÅčÄčēąĄą╣ ą╗ąĖąĮąĄą╣ą║ąŠą╣ |
ąÆąÉ 8173 |
KM-350B-7S |
|
ążąŠčĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ ą┐ąŠą┤ą│ąĖą▒ąŠą▓ ą┤ą▓čāčģ čüčĆąĄąĘąŠą▓ ą┤ąĄčéą░ą╗ąĄą╣ ąĖ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖąĄ ą┐čĆąŠą║ą╗ą░ą┤čŗą▓ą░ąĮąĖčÅ čüčéčĆąŠč湥ą║ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠ ą┐ąŠą┤ąŠą│ąĮčāčéčŗą╝ ą║čĆą░čÅą╝ ą┤ąĄčéą░ą╗ąĖ |
ą¤čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖąĄ ą┤ą╗čÅ čüčéą░čćąĖą▓ą░ąĮąĖčÅ čåąĄą╗čīąĮąŠą║čĆąŠąĄąĮąĮąŠą│ąŠ ą┐ąŠčÅčüą░ |
3 ŌĆō 5 ąÉ |
KM-350B-7S |
ąóą░ą▒ą╗ąĖčåą░ 2.6- ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┤ą╗čÅ ą▓ą╗ą░ąČąĮąŠ-č鹥ą┐ą╗ąŠą▓ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝ąŠą│ąŠ ą┤ą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą║čāčĆčéą║ąĖ ąČąĄąĮčüą║ąŠą╣ ąĖąĘ čüą╝ąĄčüąŠą▓ąŠą╣ čéą║ą░ąĮąĖ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ
|
ąØą░ąĘąĮą░č湥ąĮąĖąĄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ |
ą£ą░čĆą║ą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, čéąĖą┐ ą┐čĆąĖą▓ąŠą┤ą░, ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ ąĖąĘą│ąŠč鹊ą▓ąĖč鹥ą╗čī |
ąĀąĄąČąĖą╝čŗ ąÆąóą× |
ąĪą┐ąŠčüąŠą▒ ąĮą░ą│čĆąĄą▓ą░ ą▓ąĄčĆčģąĮąĄą╣ ą┐ąŠą┤čāčłą║ąĖ ą┐čĆąĄčüčüą░ (čāčéčÄą│ą░) |
|||
|
č鹥ą╝ą┐ąĄčĆą░čéčāčĆą░ ą┐čĆąĄčüčüąŠą▓ą░ąĮąĖčÅ, ą│čĆą░ą┤ |
čāčüąĖą╗ąĖąĄ ą┐čĆąĄčüčüąŠą▓ą░ąĮąĖčÅ, ą║ą¤ąÉ |
ą▓čĆąĄą╝čÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, čü |
čāą▓ą╗ą░ąČąĮąĄąĮąĖąĄ, % |
|||
|
ąÆąĮčāčéčĆąĖčĆąŠčåąĄčüčüąĮą░čÅ ąĖ ąŠą║ąŠąĮčćą░č鹥ą╗čīąĮą░čÅ ąÆąóą× ą│ąŠč鹊ą▓ąŠą│ąŠ ąĖąĘą┤ąĄą╗ąĖčÅ |
ąĪč鹊ą╗ čāčéčĹȹĖą╗. QT-1200FR ążąĖčĆą╝ą░┬½QUICK┬╗ (KHP) |
|||||
|
ąŻčéčÄą│ Rotondi group |
1,8ą║ą│ |
ąŁą╗ąĄą║čéčĆąŠą┐ą░čĆąŠą▓ąŠą╣ |
ąÜčĆąŠą╝ąĄ ąĘą░ą╝ąĄąĮčŗ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čéą░ą║ąČąĄ čāčüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░čéčī č鹥čģąĮąŠą╗ąŠą│ąĖčÄ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąŠčéą┤ąĄą╗čīąĮčŗčģ čāąĘą╗ąŠą▓. ąØą░ą┐čĆąĖą╝ąĄčĆ, ą▒čŗą╗ą░ ąĖąĘą╝ąĄąĮąĄąĮą░ č鹥čģąĮąŠą╗ąŠą│ąĖčÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą▒ąŠčĆčéą░ čü ąĘą░čüč鹥ąČą║ąŠą╣ ąĮą░ č鹥čüčīą╝čā- ą╝ąŠą╗ąĮąĖčÄ. ą¤čĆąĖą╝ąĄąĮąĄąĮąĖąĄ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖčÅ ą┤ą╗čÅ čüąŠąĄą┤ąĖąĮąĄąĮąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ ąĮą░ą║ą╗ą░ą┤ąĮčŗą╝ čłą▓ąŠą╝ čü ąĘą░ą║čĆčŗčéčŗą╝ čüčĆąĄąĘąŠą╝ ą╝ą░čĆą║ąĖ 3 ŌĆō 5 ąÉ ą┐ąŠąĘą▓ąŠą╗ąĖą╗ąŠ ąĖąĘą╝ąĄąĮąĖčéčī č鹥čģąĮąŠą╗ąŠą│ąĖčÄ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą▒ąŠčĆčéą░ ąĖ čüąŠą║čĆą░čéąĖčéčī ąĘą░čéčĆą░čéčā ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ąŠą▒čĆą░ą▒ąŠčéą║čā ą┤ą░ąĮąĮąŠą│ąŠ čāąĘą╗ą░
ąöą░ąĮąĮčŗąĄ ą░ąĮą░ą╗ąĖąĘą░ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮčŗ ą▓ čéą░ą▒ą╗ąĖčåąĄ2.7.
ąóą░ą▒ą╗ąĖčåą░ 2.7 - ąÉąĮą░ą╗ąĖąĘ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą▒ąŠčĆčéą░
|
ąĪčāčēąĄčüčéą▓čāčÄčēą░čÅ ąŠą▒čĆą░ą▒ąŠčéą║ą░ |
ąĀąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝ą░čÅ ąŠą▒čĆą░ą▒ąŠčéą║ą░ |
||||||||
|
Ōä¢ ą┐\ą┐ |
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ąĮąĄą┤ąĄą╗ąĖą╝ąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ |
ąĪą┐ąĄčåąĖą░ą╗čīąĮąŠčüčéčī ąĀą░ąĘčĆčÅą┤ |
ąŚą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ, čüąĄą║ |
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ, čüčĆąĄą┤čüčéą▓ą░ ąŠčĆą│ąŠčüąĮą░čüčéą║ąĖ |
Ōä¢ ą┐/ą┐ |
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ąĮąĄą┤ąĄą╗ąĖą╝ąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ |
ąĪą┐ąĄčåąĖą░ą╗čīąĮąŠčüčéčī ąĀą░ąĘčĆčÅą┤ |
ąŚą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ, čüąĄą║ |
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ, čüčĆąĄą┤čüčéą▓ą░ ąŠčĆą│ąŠčüąĮą░čüčéą║ąĖ |
|
112 |
ą¤čĆąĖčéą░čćą░čéčī čĆą░ąĘčŖąĄą╝ąĮčāčÄ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ ą║ čüčĆąĄąĘą░ą╝ ą▒ąŠčĆč鹊ą▓ |
ą£/4 |
130 |
1022-ą╝ |
112 |
ą¤čĆąĖčéą░čćą░čéčī čĆą░ąĘčŖąĄą╝ąĮčāčÄ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ ą║ čüčĆąĄąĘą░ą╝ ą▒ąŠčĆč鹊ą▓ |
ą£/4 |
120 |
ąÜą£-506/-7S |
|
113 |
ą×ą▒čéą░čćą░čéčī ąŠčéą╗ąĄčé ą▓ąŠčĆąŠčéąĮąĖą║ą░ ąĖ ą▒ąŠčĆčé |
ą£/4 |
240 |
1022-ą╝ |
113 |
ąØą░čüčéčĆąŠčćąĖčéčī ą▒ąŠčĆčéą░ ąĮą░ ą┐ąŠą┤ą▒ąŠčĆčé |
ą£/4 |
250 |
ąÜą£-506/-7S |
|
114 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą║čāčĆčéą║čā ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ/2 |
15 |
114 |
ą×ą▒čéą░čćą░čéčī ąŠčéą╗ąĄčé ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£/4 |
78 |
ąÜą£-506/-7S |
|
|
115 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▒ąŠčĆčéčā |
ą£/4 |
220 |
1022-ą╝ |
115 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą║čāčĆčéą║čā ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ/2 |
15 |
|
|
ąĖč鹊ą│ąŠ |
605 |
ąĖč鹊ą│ąŠ |
463 |
ą¤čĆąĖ ąĖąĘą╝ąĄąĮąĄąĮąĖąĖ ą┤ą╗ąĖąĮčŗ čüčéčĆąŠčćą║ąĖ, čćą░čüč鹊čéčŗ čüč鹥ąČą║ą░ ąĖą╗ąĖ čüą║ąŠčĆąŠčüčéąĖ ą╝ą░čłąĖąĮčŗ ąĘą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ čāč鹊čćąĮčÅąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ:
 (3)
(3)
ą│ą┤ąĄ: T>ąĮ>, T>čü> - ąĮąŠą▓ąŠąĄ ąĖ čüčāčēąĄčüčéą▓čāčÄčēąĄąĄ ą▓čĆąĄą╝čÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, čüąĄą║; L>ąĮ>, L>čü> - ą┤ą╗ąĖąĮą░ čüč鹥ąČą║ąŠą▓, čüą╝; m>ąĮ>, m>čü> - ąĮąŠą▓ą░čÅ ąĖ čüčāčēąĄčüčéą▓čāčÄčēą░čÅ čćą░čüč鹊čéą░ čüč鹥ąČą║ąŠą▓, ą▓ 1 čüą╝; V>čü>, V>ąĮ> - ąĮąŠą▓ą░čÅ ąĖ čüčāčēąĄčüčéą▓čāčÄčēą░čÅ čüą║ąŠčĆąŠčüčéčī ą╝ą░čłąĖąĮčŗ, ąŠą▒/ą╝ąĖąĮ.
ąĀą░čüč湥čé čĆąŠčüčéą░ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéąĖ čéčĆčāą┤ą░, čüąŠą║čĆą░čēąĄąĮąĖčÅ ąĘą░čéčĆą░čé ą▓čĆąĄą╝ąĄąĮąĖ ą▓čŗą▒čĆą░ąĮąĮčŗčģ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ą░ą╝ (4), (5):
 (4)
(4)
 (5)
(5)
ąöą╗čÅ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ąĖ ą║ą░č湥čüčéą▓ą░ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčé čüč鹥ą┐ąĄąĮčī ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┤ą░ąĮąĮąŠą│ąŠ čāąĘą╗ą░, ąŠą║ą░ąĘčŗą▓ą░čÄčēčāčÄ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠąĄ ą▓ą╗ąĖčÅąĮąĖąĄ ąĮą░ ą║ą░č湥čüčéą▓ąŠ. ąĪč鹥ą┐ąĄąĮčī ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ (ąĪ>ąĮ>) ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčé ą┐ąŠ č乊čĆą╝čāą╗ąĄ (6):
 (6)
(6)
ą│ą┤ąĄ ąó>ą╝> ŌĆō ą▓čĆąĄą╝čÅ ą╝ąĄčģą░ąĮąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ ąŠą┐ąĄčĆą░čåąĖą╣, čü; ąó>ąŠą▒čē >ŌĆō ąŠą▒čēą░čÅ ąĘą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ, čü.
ąŁą║ąŠąĮąŠą╝ąĖč湥čüą║ą░čÅ ąŠčåąĄąĮą║ą░ ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ą┐čāč鹥ą╝ čüčĆą░ą▓ąĮąĄąĮąĖčÅ ąĮą░ąĖą▒ąŠą╗ąĄąĄ čéčĆčāą┤ąŠąĄą╝ą║ąŠą│ąŠ ą╝ąĄč鹊ą┤ą░ čü ą┤čĆčāą│ąĖą╝ąĖ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĮčŗą╝ąĖ ą▓ą░čĆąĖą░ąĮčéą░ą╝ąĖ.
ąóą░ą▒ą╗ąĖčåą░ 2.8 - ą¤ąŠą║ą░ąĘą░č鹥ą╗ąĖ čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéąĖ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ
|
Ōä¢ ą┐/ą┐ |
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ čāąĘą╗ą░ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ |
ąĘą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ, čüąĄą║ |
ąĪąŠą║čĆą░čēąĄąĮąĖąĄ ąĘą░čéčĆą░čéčŗ ą▓čĆąĄą╝ąĄąĮąĖ, % |
ąĀąŠčüčé ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéąĖ čéčĆčāą┤ą░, % |
ąŚą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ą╝ąĄčģą░ąĮąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗąĄ č鹥čģąĮ. ąŠą┐ąĄčĆą░čåąĖąĖ, čüąĄą║ |
ąĪč鹥ą┐ąĄąĮčī ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ čāąĘą╗ą░, % |
|||
|
čüčāčēąĄčüčéą▓čāčÄčēą░čÅ |
ą┐čĆąŠąĄą║čéąĖčĆčāąĄą╝ą░čÅ (ąĮąŠą▓ą░čÅ) |
čüčāčēąĄčüčéą▓čāčÄčēą░čÅ |
ą┐čĆąŠąĄą║čéąĖčĆčāąĄą╝ą░čÅ (ąĮąŠą▓ą░čÅ) |
čüčāčēąĄčüčéą▓čāčÄčēą░čÅ |
ą┐čĆąŠąĄą║čéąĖčĆčāąĄą╝ą░čÅ (ąĮąŠą▓ą░čÅ) |
||||
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą▒ąŠčĆčéą░(ąĘą░ą╝ąĄąĮą░ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ) |
605 |
463 |
23,47 |
30,67 |
590 |
448 |
97,5 |
96,8 |
|
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┤ąĄčéą░ą╗ąĄą╣ ą▓ ąĘą░ą│ąŠč鹊ą▓ąĖč鹥ą╗čīąĮąŠą╣ čüąĄą║čåąĖąĖ (ąĘą░ą╝ąĄąĮą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ) |
2240 |
2130 |
4,91 |
5,16 |
2240 |
2130 |
100 |
100 |
|
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ (ąĘą░ą╝ąĄąĮą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ) |
750 |
715 |
4,67 |
4,89 |
750 |
715 |
100 |
100 |
|
|
ą£ąŠąĮčéą░ąČ (ąĘą░ą╝ąĄąĮą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ) |
1292 |
1154 |
10,68 |
11,96 |
1292 |
1154 |
100 |
100 |
|
|
ąśč鹊ą│ąŠ ą┐ąŠ ąĖąĘą┤ąĄą╗ąĖčÄ |
5801 |
5376 |
7,33 |
7,90 |
4887 |
4462 |
78,24 |
80,99 |
2.3 ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ
ąØą░ ąŠčüąĮąŠą▓ą░ąĮąĖąĖ ą▓čŗą▒čĆą░ąĮąĮčŗčģ ą╝ąĄč鹊ą┤ąŠą▓ čüąŠčüčéą░ą▓ą╗čÅčÄčé č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║čāčÄ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐ąŠ ąĮąĄą┤ąĄą╗ąĖą╝čŗą╝ ąŠą┐ąĄčĆą░čåąĖčÅą╝.
ąØąŠčĆą╝čŗ ą▓čĆąĄą╝ąĄąĮąĖ čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░čÄčé ą┐ąŠ ąŠčéčĆą░čüą╗ąĄą▓čŗą╝ ąĮąŠčĆą╝ą░čéąĖą▓ą░ą╝ ą▓čĆąĄą╝ąĄąĮąĖ. ąĢčüą╗ąĖ ąĖčüą┐ąŠą╗čīąĘčāčÄčé ąĮąŠą▓ąŠąĄ ą▓čŗčüąŠą║ąŠą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠąĄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ, ą▓čĆąĄą╝čÅ čāč鹊čćąĮčÅąĄčéčüčÅ. ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ą╝ąŠąČąĄčé ą▒čŗčéčī ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮą░ ą▓ čéą░ą▒ą╗ąĖčćąĮąŠą╝ ąĖą╗ąĖ ą│čĆą░čäąĖč湥čüą║ąŠą╝ ą▓ąĖą┤ąĄ, ą▓ ą▓ąĖą┤ąĄ ą│čĆą░čäą░ ą┐čĆąŠčåąĄčüčüą░.
ąóą░ą▒ą╗ąĖčåą░ 2.9- ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖą╣
|
ą×čĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮą░čÅ ąŠą┐ąĄčĆą░čåąĖčÅ |
ąĪą┐ąĄčåąĖ ą░ą╗čīąĮąŠčüčéčī |
ąĀą░ąĘčĆčÅą┤ |
ąŚą░čéčĆą░čéčŗ ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠą┐ąĄčĆą░čåąĖąĖ, čüąĄą║. |
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ, ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖčÅ, ąĖąĮčüčéčĆčāą╝ąĄąĮčéčŗ |
|||||
|
ą╝ąŠą┤ąĄą╗čī ąÉ |
ą╝ąŠą┤ąĄą╗čī ąæ |
ą╝ąŠą┤ąĄą╗čī ąÆ |
ą╝ąŠą┤ąĄą╗čī ąō |
ą╝ąŠą┤ąĄą╗čī ąö |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
ąĪąŠąĄą┤ąĖąĮąĄąĮąĖąĄ čü čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąŠą╣ |
|||||||||
|
1 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čüąŠ čüčĆąĄą┤ąĮąĄą╣ čćą░čüčéčīčÄ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
250 |
200 |
200 |
200 |
200 |
KM ŌĆō 2300 UMQ |
|
2 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéčīčÄ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
150 |
150 |
150 |
- |
150 |
KM ŌĆō 2300 UMQ |
|
3 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čüąŠ čüčĆąĄą┤ąĮąĄą╣ čćą░čüčéčīčÄ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
180 |
140 |
140 |
140 |
140 |
KM ŌĆō 2300 UMQ |
|
4 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéčīčÄ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
150 |
150 |
150 |
_ |
150 |
KM ŌĆō 2300 UMQ |
|
5 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü čĆčāą║ą░ą▓ą░ą╝ąĖ |
ą£ |
3 |
200 |
200 |
200 |
200 |
200 |
KM ŌĆō 2300 UMQ |
|
6 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą║ąŠą║ąĄčéą║ąŠą╣ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
100 |
100 |
100 |
100 |
KM ŌĆō 2300 UMQ |
|
7 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą║ąŠą║ąĄčéą║ąŠą╣ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
- |
70 |
70 |
70 |
70 |
KM ŌĆō 2300 UMQ |
|
8 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą▓ąĄčĆčģąĮąĖą╝ ą▓ąŠčĆąŠčéąĮąĖą║ąŠą╝ |
ą£ |
3 |
60 |
60 |
60 |
60 |
_ |
KM ŌĆō 2300 UMQ |
|
9 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ąĮąĖąČąĮąĖą╝ ą▓ąŠčĆąŠčéąĮąĖą║ąŠą╝ |
ą£ |
3 |
60 |
60 |
60 |
60 |
60 |
KM ŌĆō 2300 UMQ |
|
10 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ čüčéčĆąŠč湥ą║ ąĮą░ čĆčāą║ą░ą▓ąĄ |
ą£ |
3 |
40 |
- |
- |
40 |
_ |
KM ŌĆō 2300 UMQ |
|
11 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ čĆčāą║ą░ą▓čā |
ą£ |
3 |
70 |
- |
- |
70 |
_ |
KM ŌĆō 2300 UMQ |
|
12 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ čüčéčĆąŠč湥ą║ ąĮą░ ą┐ąŠą╗ąŠčćą║ąĄ |
ą£ |
3 |
- |
- |
- |
40 |
_ |
KM ŌĆō 2300 UMQ |
|
13 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ ą┐ąŠą╗ąŠčćą║ąĄ |
ą£ |
3 |
- |
- |
- |
70 |
_ |
KM ŌĆō 2300 UMQ |
|
14 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ čüčéčĆąŠč湥ą║ ąĮą░ čüą┐ąĖąĮą║ąĄ |
ąĀ |
3 |
- |
- |
- |
30 |
_ |
KM ŌĆō 2300 UMQ |
|
15 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ čüą┐ąĖąĮą║ąĄ |
ą£ |
3 |
- |
- |
- |
50 |
- |
KM ŌĆō 2300 UMQ |
|
ą×ąæąĀąÉąæą×ąóąÜąÉ ąÆą×ąĀą×ąóąØąśąÜąÉ |
|||||||||
|
16 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║ ąĖąĘ čćą░čüč鹥ą╣ |
ą£ |
2 |
- |
- |
- |
- |
15 |
KM ŌĆō 506/ - 7S |
|
17 |
ą×ą▒čéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║ ą╝ąĄčģąŠą▓čŗą╝ ą▓ąŠčĆąŠčéąĮąĖą║ąŠą╝ |
ą£ |
4 |
- |
- |
- |
- |
110 |
KM ŌĆō 506/ - 7S |
|
18 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą▓ąŠčĆąŠčéąĮąĖą║ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊ąŠąĮčā |
ąĀ |
2 |
- |
- |
- |
- |
14 |
ąØąŠąČąĮąĖčåčŗ, ą║ąŠą╗čŗčłąĄą║ |
|
19 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ąŠą▒čéą░čćąĖą▓ą░ąĮąĖčÅ ą╝ąĄčģąŠą▓ąŠą│ąŠ ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£ |
4 |
- |
- |
- |
- |
68 |
KM ŌĆō 506/ - 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čłą╗ąĄą▓ąŠą║ |
|||||||||
|
20 |
ą×ą▒čéą░čćą░čéčī čłą╗čæą▓ą║ąĖ ą┤ą╗čÅ: -ą┐ąŠčÅčüą░ 5 čłčé. -ą▓ąŠčĆąŠčéąĮąĖą║ą░ 5 čłčé. |
ą£ ą£ |
2 2 |
- - |
65 |
- - |
- - |
95 |
KM ŌĆō 506/ - 7S |
|
21 |
ąÆčŗą▓ąĄčĆąĮčāčéčī čłą╗čæą▓ą║ąĖ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
25 |
- |
- |
35 |
|
|
22 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čłą╗čæą▓ą║ą░ą╝ |
ą£ |
2 |
- |
70 |
- |
- |
100 |
KM ŌĆō 350B ŌĆō 7S |
|
23 |
ą¤čĆąĖčéą░čćą░čéčī čłą╗čæą▓ą║ąĖ ą║ -ą┐ąŠčÅčüčā |
ą£ |
2 |
- |
- |
- |
- |
85 |
KM ŌĆō 506/ - 7S |
|
24 |
ąØą░čüčéčĆąŠčćąĖčéčī čłą╗čæą▓ą║ąĖ ąĮą░ ą▓ąŠčĆąŠčéąĮąĖą║ |
ą£ |
3 |
- |
100 |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą╗ąĖčüč鹊čćą║ąĖ |
|||||||||
|
25 |
ą×ą▒čéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüč鹊čĆąŠąĮčŗ ą╗ąĖčüč鹊čćą║ąĖ |
ą£ |
3 |
24 |
- |
24 |
- |
- |
KM ŌĆō 506/ - 7S |
|
26 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłąŠą▓ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą╗ąĖčüč鹊čćą║čā ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
15 |
- |
15 |
- |
- |
ąØąŠąČąĮąĖčåčŗ |
|
27 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ąĮąĖąČąĮąĄą╝čā ą║čĆą░čÄ ą╗ąĖčüč鹊čćą║ąĖ |
ą£ |
3 |
30 |
- |
30 |
- |
- |
KM ŌĆō 506/ - 7S |
|
28 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ ą╗ąĖčüč鹊čćą║ą░ą╝ |
ą£ |
3 |
36 |
- |
36 |
- |
- |
KM ŌĆō 350B ŌĆō 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čäąĖą│čāčĆąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ |
|||||||||
|
29 |
ą×ą▒čéą░čćą░čéčī ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ ą┐ąŠ čéčĆąĄą╝ čüč鹊čĆąŠąĮą░ą╝ |
ą£ |
3 |
95 |
- |
- |
- |
- |
|
|
30 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą┐ą╗ą░ąĮą║ąĖ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊ąŠąĮčā |
ąĀ |
2 |
20 |
- |
- |
- |
- |
ąØąŠąČąĮąĖčåčŗ, ą║ąŠą╗čŗčłąĄą║ |
|
31 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą┐ą╗ą░ąĮą║ą░ą╝ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
80 |
- |
- |
- |
- |
KM ŌĆō 350B ŌĆō 7S |
|
32 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čüčĆąĄąĘą░ą╝ ą┐ą╗ą░ąĮą║ąĖ |
ą£ |
3 |
50 |
- |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
33 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą▒ą╗ąŠč湥ą║ ąĮą░ ą┐ą╗ą░ąĮą║ą░čģ čüą┐ąĖąĮą║ąĖ |
ąĀ |
2 |
60 |
- |
- |
- |
- |
ąøąĄą║ą░ą╗ąŠ, ą╝ąĄą╗ |
|
34 |
ąŻčüčéą░ąĮąŠą▓ąĖčéčī ą▒ą╗ąŠčćą║ąĖ ąĮą░ ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ |
ąÉ |
3 |
60 |
- |
- |
- |
- |
I-93 A |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ |
|||||||||
|
35 |
ą×ą▒čéą░čćą░čéčī ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮčŗąĄ ą┐ą╗ą░ąĮą║ąĖ ą┐ąŠ čéčĆčæą╝ čüč鹊čĆąŠąĮą░ą╝ |
ą£ |
3 |
- |
- |
- |
47 |
- |
KM ŌĆō 506/ - 7S |
|
36 |
ą¤ąŠą┤čĆąĄąĘą░čéčī ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮčāčÄ ą┐ą╗ą░ąĮą║čā |
ąĀ |
2 |
- |
- |
- |
15 |
- |
ąØąŠąČąĮąĖčåčŗ |
|
37 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĄ |
ą£ |
2 |
25 |
KM ŌĆō 506/ - 7S |
||||
|
38 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĄ |
ą£ |
3 |
- |
- |
- |
40 |
- |
KM ŌĆō 350B ŌĆō 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą║ą╗ą░ą┐ą░ąĮą░ |
|||||||||
|
39 |
ą×ą▒čéą░čćą░čéčī ą║ą╗ą░ą┐ą░ąĮ |
ą£ |
3 |
- |
- |
58 |
- |
- |
KM ŌĆō 506/ - 7S |
|
40 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą║ą╗ą░ą┐ą░ąĮ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
- |
15 |
- |
- |
ąØąŠąČąĮąĖčåčŗ |
|
41 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā ą║ą╗ą░ą┐ą░ąĮą░ |
ą£ |
2 |
- |
- |
20 |
- |
- |
KM ŌĆō 506/ - 7S |
|
42 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą║ą╗ą░ą┐ą░ąĮą░ą╝ |
ą£ |
3 |
- |
- |
30 |
- |
- |
KM ŌĆō 350B ŌĆō 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ą░čé čĆčāą║ą░ą▓ąŠą▓ |
|||||||||
|
43 |
ą×ą▒čéą░čćą░čéčī ą┐ą░čéčā čĆčāą║ą░ą▓ąŠą▓ ą┐ąŠ ą┤ą▓čāą╝ čüč鹊čĆąŠąĮą░ą╝ |
ą£ |
3 |
- |
- |
- |
- |
30 |
KM ŌĆō 506/ - 7S |
|
44 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą┐ą░čéčŗ čĆčāą║ą░ą▓ąŠą▓ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
- |
- |
- |
15 |
ąØąŠąČąĮąĖčåčŗ |
|
45 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą┐ą░čéą░ą╝ čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
- |
- |
- |
- |
30 |
KM ŌĆō 350B ŌĆō 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ąĮą░ą║ą╗ą░ą┤ąĮąŠą│ąŠ ą║ą░čĆą╝ą░ąĮą░ |
|||||||||
|
46 |
ą×ą▒čéą░čćą░čéčī ą║ą░čĆą╝ą░ąĮ, čü čåąĄą╗čīąĮąŠą║čĆąŠąĄąĮčŗą╝ ą║ą╗ą░ą┐ą░ąĮąŠą╝ ą┐ąŠ č湥čéčŗčĆčæą╝ čüč鹊čĆąŠąĮą░ą╝ ąŠčüčéą░ą▓ą╗čÅčÅ ąŠčéą▓ąĄčĆčüčéąĖąĄ |
ą£ |
3 |
- |
- |
- |
90 |
- |
KM ŌĆō 506/ - 7S |
|
47 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą║ą░čĆą╝ą░ąĮ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
3 |
- |
- |
- |
15 |
- |
ąØąŠąČąĮąĖčåčŗ |
|
48 |
ąŚą░čłąĖčéčī ąŠčéą▓ąĄčĆčüčéąĖąĄ ą║ą░čĆą╝ą░ąĮą░ |
ąĀ |
3 |
25 |
|||||
|
49 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čåąĄą╗čīąĮąŠą║čĆąŠąĄąĮąŠą╝čā ą║ą╗ą░ą┐ą░ąĮčā. |
ą£ |
3 |
- |
- |
- |
34 |
- |
KM ŌĆō 350B ŌĆō 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą╝ą░ąĮąČąĄčé. |
|||||||||
|
50 |
ą×ą▒čéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüč鹊čĆąŠąĮčŗ ą╝ą░ąĮąČąĄčé |
ą£ |
3 |
- |
- |
- |
- |
52 |
KM ŌĆō 506/ - 7S |
|
51 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą╝ą░ąĮąČąĄčéčŗ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
2 |
- |
- |
- |
- |
15 |
ąØąŠąČąĮąĖčåčŗ |
|
52 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą╝ą░ąĮąČąĄčéą░ą╝ |
ą£ |
3 |
- |
- |
- |
- |
80 |
KM ŌĆō 350B ŌĆō 7S |
|
53 |
ąĪčéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüč鹊čĆąŠąĮčŗ ą╝ą░ąĮąČąĄčéčŗ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░ |
ą£ |
3 |
- |
26 |
26 |
- |
- |
KM ŌĆō 506/ - 7S |
|
54 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą╝ą░ąĮąČąĄčéčŗ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
2 |
- |
10 |
10 |
- |
- |
|
|
55 |
ąŚą░ą║čĆąĄą┐ąĖčéčī ą╝ą░ąĮąČąĄčéčā čüčéčĆąŠčćą║ąŠą╣ ą┐ąŠ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā |
ą£ |
3 |
- |
61 |
61 |
- |
- |
KM ŌĆō 506/ - 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐čĆąĖčéą░čćąĮąŠą│ąŠ ą┐ąŠčÅčüą░ |
|||||||||
|
56 |
ą×ą▒čéą░čćą░čéčī ą┐ąĄčĆąĄą┤ąĮąĖąĄ čćą░čüčéąĖ ą┐ąŠčÅčüą░. |
ą£ |
2 |
- |
50 |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
57 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ, ą▓čŗą▓ąĄčĆąĮčāčéčī čćą░čüčéąĖ ą┐ąŠčÅčüą░ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
2 |
- |
20 |
- |
- |
- |
ąØąŠąČąĮąĖčåčŗ |
|
58 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąĄčĆąĄą┤ąĮąĖąĄ čćą░čüčéąĖ ą┐ąŠčÅčüą░ ą║ ą┐ąŠą╗ąŠčüą║ąĄ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░. |
ą£ |
3 |
- |
40 |
40 |
- |
- |
KM ŌĆō 506/ - 7S |
|
59 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą┐ąĄčĆąĄą┤ąĮąĄą╣ čćą░čüčéąĖ ą┐ąŠčÅčüą░ ą║ ą┐ąŠą╗ąŠčüą║ąĄ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░, ą┐čĆąŠą║ą╗ą░ą┤čŗą▓ą░čÅ ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą┐ąŠčÅčüčā. |
ą£ |
3 |
- |
35 |
35 |
- |
- |
KM ŌĆō 350B ŌĆō 7S |
|
60 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā ą┐ąŠčÅčüą░ |
ą£ |
3 |
- |
80 |
80 |
- |
- |
KM ŌĆō 506/ - 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čĆčāą║ą░ą▓ąŠą▓. |
|||||||||
|
61 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖąĄ čüčĆąĄąĘčŗ čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
60 |
60 |
60 |
60 |
- |
KM ŌĆō 506/ - 7S |
|
62 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖąĄ čüčĆąĄąĘčŗ čĆčāą║ą░ą▓ąŠą▓, ą▓čüčéą░ą▓ą╗čÅčÅ čģą╗čÅčüčéąĖą║ ą┐ąŠ ąĮą░ą╝ąĄą╗ą║ąĄ |
ą£ |
3 |
- |
- |
- |
- |
85 |
KM ŌĆō 506/ - 7S |
|
63 |
ą¤čĆąĖčéą░čćą░čéčī ą╝ą░ąĮąČąĄčéčŗ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░ ą║ čĆčāą║ą░ą▓ą░ą╝. |
ą£ |
3 |
- |
120 |
120 |
- |
- |
KM ŌĆō 506/ - 7S |
|
64 |
ą¤čĆąĖčéą░čćą░čéčī ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĖąĄčüčÅ ą╝ą░ąĮąČąĄčéčŗ ą║ ąĮąĖąĘčā čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
- |
- |
- |
110 |
- |
KM ŌĆō 506/ - 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čüą┐ąĖąĮą║ąĖ |
|||||||||
|
65 |
ąĪčéą░čćą░čéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ, ą▓čüčéą░ą▓ą╗čÅčÅ čäąĖą│čāčĆąĮčŗąĄ ą┐ą╗ą░ąĮą║ąĖ ą┐ąŠ ąĮą░ą┤čüąĄčćą║ą░ą╝. |
ą£ |
3 |
91 |
- |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
66 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
87 |
- |
- |
- |
- |
KM ŌĆō 350B ŌĆō 7S |
|
67 |
ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ ąŠčé ą║ąŠą║ąĄčéą║ąĖ ą┤ąŠ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čłą▓ą░ |
ą£ |
3 |
- |
65 |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
68 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čäąĖą│čāčĆąĮąŠą╝čā čĆąĄą╗čīąĄčäąĮąŠą╝čā čłą▓čā čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
- |
70 |
- |
- |
- |
KM ŌĆō 350B ŌĆō 7S |
|
69 |
ąĪčéą░čćą░čéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ ąŠčé ą║ąŠą║ąĄčéą║ąĖ ą┤ąŠ ąĮąĖąĘą░ ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
3 |
- |
- |
60 |
- |
60 |
KM ŌĆō 506/ - 7S |
|
70 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
- |
- |
65 |
- |
65 |
KM ŌĆō 350B ŌĆō 7S |
|
71 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠą║ąĄčéą║čā ą║ čüą┐ąĖąĮą║ąĄ |
ą£ |
3 |
- |
45 |
45 |
45 |
45 |
KM ŌĆō 506/ - 7S |
|
72 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čłą▓čā ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą║ąŠą║ąĄčéą║ąĖ |
ą£ |
3 |
- |
50 |
50 |
50 |
50 |
KM ŌĆō 350B ŌĆō 7S |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą╗ąŠčćą║ąĖ |
|||||||||
|
73 |
ąĪčéą░čćą░čéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠč湥ą║ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ąĮąĖąĘą░ |
ą£ |
3 |
- |
- |
91 |
- |
91 |
KM ŌĆō 506/ - 7S |
|
74 |
ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠč湥ą║ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čłą▓ą░ |
ą£ |
3 |
- |
96 |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
75 |
ą¤čĆąĖčéą░čćą░čéčī ą╗ąĖčüč鹊čćą║čā ą║ čĆąĄą╗čīąĄčäąĮąŠą╝čā čüčĆąĄąĘčā ą┐ąŠą╗ąŠč湥ą║ ą┐ąŠ čĆą░čüčüąĄčćą║ą░ą╝, ą┐čĆąĖčéą░čćąĖą▓ą░čÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮąŠą▓ |
ą£ |
3 |
40 |
- |
40 |
- |
- |
KM ŌĆō 506/ - 7S |
|
76 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮąŠą▓ ą║ ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠč湥ą║ |
ą£ |
3 |
36 |
- |
36 |
- |
- |
KM ŌĆō 2300 UMQ |
|
77 |
ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠčćą║ąĖ ąŠčé ą┐čĆąŠą╣ą╝ ą┤ąŠ ąĮąĖąĘą░ |
ą£ |
3 |
96 |
- |
- |
- |
- |
KM ŌĆō 506/ - 7S |
|
78 |
ąØą░čüčéčĆąŠčćąĖčéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čłą▓čŗ ą┐ąŠą╗ąŠč湥ą║ |
ą£ |
3 |
90 |
90 |
87 |
- |
87 |
KM ŌĆō 350B ŌĆō 7S |
|
79 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠą║ąĄčéą║ąĖ ą║ ą┐ąŠą╗ąŠčćą║ą░ą╝ |
ą£ |
3 |
55 |
55 |
55 |
KM ŌĆō 506/ - 7S |
||
|
80 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠą║ąĄčéą║ąĖ ą║ ą┐ąŠą╗ąŠčćą║ą░ą╝ ą▓čüčéą░ą▓ą╗čÅčÅ ą║ą╗ą░ą┐ą░ąĮ ą┐ąŠ ąĮą░ą┤čüąĄčćą║ą░ą╝ |
ą£ |
3 |
- |
- |
60 |
- |
- |
KM ŌĆō 506/ - 7S |
|
81 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą║ąŠą║ąĄčéą║ąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
50 |
50 |
50 |
50 |
KM ŌĆō 350B ŌĆō 7S |
|
82 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąĮą░ą║ą╗ą░ą┤ąĮąŠą│ąŠ ą║ą░čĆą╝ą░ąĮą░ |
ąĀ |
3 |
30 |
ąøąĄą║ą░ą╗ąŠ, ą╝ąĄą╗ |
||||
|
83 |
ąØą░čüčéčĆąŠčćąĖčéčī ąĮą░ą║ą╗ą░ą┤ąĮąŠą╣ ą║ą░čĆą╝ą░ąĮ ąĮą░ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
4 |
- |
- |
- |
120 |
- |
KM ŌĆō 350B ŌĆō 7S |
|
84 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą┐čĆąŠčĆąĄąĘąĮąŠą│ąŠ ą║ą░čĆą╝ą░ąĮą░ ąĮą░ ą┐ąŠą╗ąŠčćą║ą░čģ |
ąĀ |
3 |
- |
30 |
- |
60 |
- |
ąøąĄą║ą░ą╗ąŠ, ą╝ąĄą╗ |
|
85 |
ą×ą▒čéą░čćą░čéčī ą▓čģąŠą┤ ą║ą░čĆą╝ą░ąĮą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąŠą╣ ą┐ąŠ ąĮą░ą╝ąĄą╗ą║ąĄ |
ą£ |
4 |
- |
50 |
- |
100 |
- |
KM ŌĆō 2300 UMQ |
|
86 |
ąØą░čüčéčĆąŠčćąĖčéčī ą┐ąŠą┤ąĘąŠčĆ ąĮą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ |
ą£ |
4 |
- |
50 |
- |
100 |
- |
KM ŌĆō 2300 UMQ |
|
87 |
ąÆčŗą┐ąŠą╗ąĮąĖčéčī čĆą░ąĘčĆąĄąĘ ą┐ąŠ ą▓čģąŠą┤čā ą▓ ą║ą░čĆą╝ą░ąĮ |
ąĀ |
4 |
- |
60 |
- |
120 |
- |
ąØąŠąČąĮąĖčåčŗ |
|
88 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ ąĮą░ ąĖąĘąĮą░ąĮąŠčćąĮčāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
30 |
- |
60 |
- |
|
|
89 |
ąØą░čüčéčĆąŠčćąĖčéčī č鹥čüčīą╝čā-ą╝ąŠą╗ąĮąĖčÄ ą┐ąŠ ą▓čģąŠą┤čā ą▓ ą║ą░čĆą╝ą░ąĮ |
ą£ |
4 |
- |
60 |
- |
120 |
- |
KM ŌĆō 506/ - 7S |
|
90 |
ą¤čĆąĖčéą░čćą░čéčī ą╗ąĖčüč鹊čćą║ąĖ ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ ą║ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā ąĮąĖąČąĮąĄą╣ ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
- |
- |
- |
46 |
KM ŌĆō 506/ - 7S |
|
91 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ ą║ ąĮąĖąČąĮąĄą╝čā čüčĆąĄąĘčā ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
- |
- |
- |
46 |
KM ŌĆō 2300 UMQ |
|
92 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą╗ąĖčüč鹊čćą║ąĖ |
ą£ |
3 |
- |
- |
- |
- |
46 |
KM ŌĆō 506/ - 7S |
|
93 |
ąĪčéą░čćą░čéčī čćą░čüčéąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą║ą░čĆą╝ą░ąĮą░ |
ą£ |
2 |
- |
60 |
- |
120 |
60 |
KM ŌĆō 2300 UMQ |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
|||||||||
|
94 |
ąĪčéą░čćą░čéčī čüčĆąĄą┤ąĮąĖąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
33 |
33 |
33 |
33 |
33 |
KM ŌĆō 2300 UMQ |
|
95 |
ąĪčéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
56 |
56 |
56 |
56 |
56 |
KM ŌĆō 2300 UMQ |
|
96 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą▒ąŠčĆčéą░ ą║ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĄ. |
ą£ |
2 |
80 |
80 |
80 |
80 |
80 |
KM ŌĆō 2300 UMQ |
|
97 |
ąĪčéą░čćą░čéčī ą┐ą╗ąĄč湥ą▓čŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
40 |
40 |
40 |
40 |
40 |
KM ŌĆō 2300 UMQ |
|
98 |
ąĪčéą░čćą░čéčī ą┐ąĄčĆąĄą┤ąĮąĖąĄ čüčĆąĄąĘčŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čĆčāą║ą░ą▓ąŠą▓. |
ą£ |
2 |
40 |
40 |
40 |
40 |
40 |
KM ŌĆō 2300 UMQ |
|
99 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ čüčĆąĄąĘ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čĆčāą║ą░ą▓ąŠą▓, ąŠčüčéą░ą▓ą╗čÅčÅ ąŠčéą▓ąĄčĆčüčéąĖąĄ ą▓ čłą▓ąĄ. |
ą£ |
2 |
48 |
48 |
48 |
48 |
48 |
KM ŌĆō 2300 UMQ |
|
100 |
ąÆčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čĆčāą║ą░ą▓ąŠą▓ ą▓ ą┐čĆąŠą╣ą╝čŗ čü ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮčŗą╝ ą▓ą║ą╗ą░ą┤čŗą▓ą░ąĮąĖąĄą╝ ąŠčéčĆąĄąĘą║ą░ čéą║ą░ąĮąĖ ą▓ ą▓ąĄčĆčģąĮąĄą╣ čćą░čüčéąĖ ą┐čĆąŠą╣ą╝čŗ. |
ą£ |
3 |
137 |
137 |
137 |
137 |
137 |
KM ŌĆō 2300 UMQ |
|
101 |
ąĪčéą░čćą░čéčī ą▓ąĄčłą░ą╗ą║čā |
ą£ |
2 |
15 |
15 |
15 |
15 |
15 |
KM ŌĆō 2300 UMQ |
|
102 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠąĮčåčŗ ą▓ąĄčłą░ą╗ą║ąĖ ą║ ą│ąŠčĆą╗ąŠą▓ąĖąĮąĄ čüą┐ąĖąĮą║ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
1 |
20 |
20 |
20 |
20 |
20 |
KM ŌĆō 2300 UMQ |
|
103 |
ąÆčéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║-čüč鹊ą╣ą║čā ą▓ ą│ąŠčĆą╗ąŠą▓ąĖąĮčā ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
3 |
100 |
100 |
100 |
100 |
- |
KM ŌĆō 506/ - 7S |
|
104 |
ąØą░čĆąĄąĘą░čéčī čéą║ą░ąĮąĄą▓čāčÄ ą╗ąĄąĮčéčā čü č鹊ą▓ą░čĆąĮčŗą╝ ąĘąĮą░ą║ąŠą╝. |
ąĀ |
1 |
4 |
4 |
4 |
4 |
4 |
ąØąŠąČąĮąĖčåčŗ |
|
105 |
ąØą░čüčéčĆąŠčćąĖčéčī čéą║ą░ąĮąĄą▓čāčÄ ą╗ąĄąĮčéčā čü č鹊ą▓ą░čĆąĮčŗą╝ ąĘąĮą░ą║ąŠą╝ ąĮą░ ą┐ąŠą╗ąŠčćą║čā ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
1 |
20 |
20 |
20 |
20 |
20 |
KM ŌĆō 2300 UMQ |
|
106 |
ą¤čĆąĖčāčéčĹȹĖčéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā. |
ąŻ |
2 |
122 |
122 |
122 |
122 |
122 |
QT ŌĆō 1200 FR |
|
ą£ąŠąĮčéą░ąČ |
|||||||||
|
107 |
ąĪčéą░čćą░čéčī ą┐ą╗ąĄč湥ą▓čŗąĄ čüčĆąĄąĘčŗ |
ą£ |
3 |
45 |
45 |
45 |
45 |
45 |
KM ŌĆō 506/ - 7S |
|
108 |
ąÆčéą░čćą░čéčī ą▓ąĄčĆčģąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║ čüč鹊ą╣ą║čā ą▓ ą│ąŠčĆą╗ąŠą▓ąĖąĮčā |
ą£ |
4 |
100 |
100 |
100 |
100 |
100 |
KM ŌĆō 506/ - 7S |
|
109 |
ąÆčéą░čćą░čéčī čĆčāą║ą░ą▓ą░ ą▓ ą┐čĆąŠą╣ą╝čŗ |
ą£ |
5 |
225 |
225 |
225 |
225 |
225 |
KM ŌĆō 506/ - 7S |
|
110 |
ąĪčéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüčĆąĄąĘčŗ ą║čāčĆčéą║ąĖ |
ą£ |
3 |
135 |
135 |
135 |
135 |
135 |
KM ŌĆō 506/ - 7S |
|
111 |
ą¤čĆąĖčéą░čćą░čéčī ą╝ą░ąĮąČąĄčéčŗ ą║ ąĮąĖąĘčā čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
- |
110 |
110 |
110 |
110 |
KM ŌĆō 506/ - 7S |
|
112 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠčÅčü ą║ ąĮąĖąĘčā ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
3 |
150 |
150 |
150 |
150 |
150 |
KM ŌĆō 506/ - 7S |
|
113 |
ą¤čĆąĖčéą░čćą░čéčī čĆą░ąĘčŖčæą╝ąĮčāčÄ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ ą║ čüčĆąĄąĘą░ą╝ ą▒ąŠčĆč鹊ą▓ |
ą£ |
3 |
120 |
120 |
120 |
120 |
120 |
KM ŌĆō 506/ - 7S |
|
114 |
ą×ą▒čéą░čćą░čéčī ąŠčéą╗ąĄčé ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£ |
4 |
78 |
78 |
78 |
78 |
- |
KM ŌĆō 506/ - 7S |
|
115 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ ąĮąĖąĘčā ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
2 |
135 |
135 |
135 |
135 |
135 |
KM ŌĆō 506/ - 7S |
|
116 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą║čāčĆčéą║čā ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
15 |
15 |
15 |
15 |
15 |
|
|
117 |
ąØą░čüčéčĆąŠčćąĖčéčī ą▒ąŠčĆčéą░ ąĮą░ ą┐ąŠą┤ą▒ąŠčĆčé |
ą£ |
3 |
250 |
250 |
250 |
250 |
250 |
KM ŌĆō 506/ - 7S |
|
118 |
ąÆčŗą▓ąĄčĆąĮčāčéčī čĆčāą║ą░ą▓ą░ ąĮą░ ąĖąĘąĮą░ąĮąŠčćąĮčāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
19 |
19 |
19 |
19 |
19 |
|
|
119 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ ąĮąĖąĘčā čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
2 |
104 |
104 |
104 |
104 |
104 |
KM ŌĆō 506/ - 7S |
|
120 |
ą¤čĆąĖą║čĆąĄą┐ąĖčéčī ą┐čĆąŠą╣ą╝čŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą▓ ą▓ąĄčĆčģąĮąĄą╣ čćą░čüčéąĖ čü ą┐ąŠą╝ąŠčēčīčÄ ąŠčéčĆąĄąĘą║ą░ čéą║ą░ąĮąĖ |
ą£ |
3 |
40 |
40 |
40 |
40 |
40 |
KM ŌĆō 506/ - 7S |
|
121 |
ą¤čĆąĖą║čĆąĄą┐ąĖčéčī ą┐čĆąŠą╣ą╝čŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą▓ ąĮąĖąČąĮąĄą╣ čćą░čüčéąĖ |
ą£ |
3 |
40 |
40 |
40 |
40 |
40 |
KM ŌĆō 2300 UMQ |
|
122 |
ą¤čĆąĖą║čĆąĄą┐ąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą║ ą▓ąĄčĆčģąĮąĄą╝čā ą▓ąŠčĆąŠčéąĮąĖą║čā ąĖ čłą▓čā ą▓čéą░čćąĖą▓ą░ąĮąĖčÅ ąĮąĖąČąĮąĄą│ąŠ ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£ |
2 |
60 |
60 |
60 |
60 |
60 |
KM ŌĆō 2300 UMQ |
|
123 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ąĖąĘą┤ąĄą╗ąĖąĄ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
30 |
30 |
30 |
30 |
30 |
|
|
124 |
ąŚą░čüčéčĆąŠčćąĖčéčī ąŠčéą▓ąĄčĆčüčéąĖąĄ ą▓ čĆčāą║ą░ą▓ąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ |
ą£ |
2 |
56 |
56 |
56 |
56 |
56 |
KM ŌĆō 2300 UMQ |
|
125 |
ą¤čĆąĖčéą░čćą░čéčī ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮčāčÄ ą┐ą╗ą░ąĮą║čā ą║ čüčĆąĄąĘčā ą▒ąŠčĆčéą░ |
ą£ |
3 |
- |
- |
- |
120 |
- |
KM ŌĆō 506/ - 7S |
|
126 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ |
ą£ |
3 |
- |
- |
- |
110 |
- |
KM ŌĆō 350B ŌĆō 7S |
|
ą×čéą┤ąĄą╗ą║ą░ |
|||||||||
|
127 |
ąØą░ąĮąĄčüčéąĖ ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą┐ąĄč鹥ą╗čī: ąĮą░ ą┐ąŠčÅčüąĄ; ąĮą░ ą║ą╗ą░ą┐ą░ąĮąĄ; |
ąĀ ąĀ |
3 3 |
24 - |
- 24 |
- - |
- - |
- - |
ą£ąĄą╗ |
|
128 |
ą×ą▒ą╝ąĄčéą░čéčī ą┐ąĄčéą╗ąĖ: ąĮą░ ą┐ąŠčÅčüąĄ2; ąĮą░ ą║ą╗ą░ą┐ą░ąĮąĄ2; |
ąÉ ąÉ |
3 3 |
- - |
38 - |
- 38 |
- - |
- - |
SPS/D ŌĆō H 6000 - 01 |
|
129 |
ą¦ąĖčüčéą║ą░ ąĖąĘą┤ąĄą╗ąĖčÅ |
ąĀ |
2 |
162 |
162 |
162 |
162 |
162 |
|
|
130 |
ą×ą║ąŠąĮčćą░č鹥ą╗čīąĮą░čÅ ąÆąóą× |
ąŻ |
5 |
250 |
250 |
250 |
250 |
250 |
QT ŌĆō 1200 FR |
|
131 |
ąØą░ą╝ąĄą╗ą║ą░ ą╝ąĄčüčéą░ čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą┐čāą│ąŠą▓ąĖčå: ąĮą░ ą┐ąŠčÅčüąĄ; ąĮą░ ą║ą╗ą░ą┐ą░ąĮą░čģ; |
ąĀ ąĀ |
- - |
15 - |
- 15 |
- - |
- - |
- - |
ą£ąĄą╗ |
|
132 |
ą¤čĆąĖčłąĖčéčī ą┐čāą│ąŠą▓ąĖčåčŗ: ąĮą░ ą┐ąŠčÅčüąĄ; ąĮą░ ą║ą╗ą░ą┐ą░ąĮąĄ; |
ąÉ ąÉ |
3 3 |
- - |
38 |
- 38 |
- - |
- - |
|
|
133 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖčģ ą║ąĮąŠą┐ąŠą║: ąĮą░ ą┐ą╗ą░ąĮą║ąĄ; ąĮą░ ą║ą░čĆą╝ą░ąĮąĄ; |
ąĀ ąĀ |
2 2 |
- - |
- - |
- - |
38 15 |
- - |
ą£ąĄą╗ |
|
134 |
ąŻčüčéą░ąĮąŠą▓ąĖčéčī ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ ą║ąĮąŠą┐ą║ąĖ: ąĮą░ ą┐ą╗ą░ąĮą║ąĄ; ąĮą░ ą║ą░čĆą╝ą░ąĮąĄ; |
ąÉ ąÉ |
3 3 |
- - |
- - |
- - |
95 38 |
- - |
I ŌĆō 92 A |
|
135 |
ąØą░ą▓ąĄčłąĖą▓ą░ąĮąĖąĄ č鹊ą▓ą░čĆąĮąŠą│ąŠ čÅčĆą╗čŗą║ą░ |
ąĀ |
2 |
35 |
35 |
35 |
35 |
35 |
ąŁčéąĖą║ąĄčé-ą┐ąĖčüč鹊ą╗ąĄčé |
|
136 |
ą¤čĆąŠą┤čæčĆąĮčāčéčī čłąĮčāčĆ ą▓ ą▒ą╗ąŠčćą║ąĖ čäąĖą│čāčĆąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ |
ąĀ |
2 |
60 |
- |
- |
- |
- |
|
|
137 |
ąØą░ą┤ąĄčéčī ąĮą░ą║ąŠąĮąĄčćąĮąĖą║ąĖ ąĮą░ čłąĮčāčĆ ąĖ ąĘą░ą▓čÅąĘą░čéčī čāąĘąĄą╗ą║ąĖ |
ąĀ |
2 |
5- |
- |
- |
- |
- |
|
|
138 |
ąŚą░čüč鹥ą│ąĮčāčéčī ąĖąĘą┤ąĄą╗ąĖčÅ ąĮą░ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ, ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ ą║ąĮąŠą┐ą║ąĖ |
ąĀ |
2 |
11 |
11 |
11 |
11 |
11 |
|
|
139 |
ąĪą║ąŠą╝ą┐ą╗ąĄą║č鹊ą▓ą░čéčī ą║čāčĆčéą║čā ą┐ąŠ ą╝ą░čĆčłčĆčāčéąĮčŗą╝ ą╗ąĖčüčéą░ą╝ |
ąĀ |
3 |
107 |
107 |
107 |
107 |
107 |
|
|
140 |
ąŻą┐ą░ą║ąŠą▓ą║ą░ ą║čāčĆčéą║ąĖ |
ąĀ |
3 |
45 |
45 |
45 |
45 |
45 |
|
|
141 |
ąĪą┤ą░čćą░ ą║čāčĆčéą║ąĖ ąĮą░ čüą║ą╗ą░ą┤ ą│ąŠč鹊ą▓ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ |
ąĀ |
3 |
46 |
46 |
46 |
46 |
46 |
|
|
ąśč鹊ą│ąŠ |
5267 |
5841 |
5378 |
5965 |
5375 |
2.4 ą¤ąŠą┤ą▒ąŠčĆ ą╝ąŠą┤ąĄą╗ąĄą╣ ą┤ą╗čÅ ą╝ąĮąŠą│ąŠą╝ąŠą┤ąĄą╗čīąĮčŗčģ ą┐ąŠč鹊ą║ąŠą▓
ą£ąĮąŠą│ąŠą╝ąŠą┤ąĄą╗čīąĮčŗą╝ąĖ ąĮą░ąĘčŗą▓ą░čÄčéčüčÅ ą┐ąŠč鹊ą║ąĖ, ąĖąĘą│ąŠč鹊ą▓ą╗čÅčÄčēąĖąĄ ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮąŠ ąĮąĄčüą║ąŠą╗čīą║ąŠ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖ čüčģąŠą┤ąĮčŗčģ ą╝ąĄąČą┤čā čüąŠą▒ąŠą╣ ą╝ąŠą┤ąĄą╗ąĄą╣ ąŠą┤ąĮąŠą│ąŠ ą▓ąĖą┤ą░ ąĖąĘą┤ąĄą╗ąĖą╣. ąŁčéą░ čĆą░ąĘąĮąŠą▓ąĖą┤ąĮąŠčüčéčī ą┐ąŠč鹊ą║ąŠą▓ ąĮą░ąĖą▒ąŠą╗ąĄąĄ čłąĖčĆąŠą║ąŠ ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ ą▓ čāčüą╗ąŠą▓ąĖčÅčģ čüąĄčĆąĖą╣ąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░. ą£ąŠą┤ąĄą╗ąĖ ą▓čŗą▒ąĖčĆą░čÄčéčüčÅ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ ą╝ąŠą┤čŗ ąĖ ąŠčüąĮąŠą▓čŗą▓ą░čÄčéčüčÅ ą┐čĆąĄąČą┤ąĄ ą▓čüąĄą│ąŠ ąĮą░ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ.
ąōą╗ą░ą▓ąĮčŗą╝ąĖ ą┐čĆąĖąĘąĮą░ą║ą░ą╝ąĖ, ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčēąĖą╝ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║čāčÄ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéčī ą┐ąŠą┤ą▒ąĖčĆą░ąĄą╝čŗčģ ą╝ąŠą┤ąĄą╗ąĄą╣, čÅą▓ą╗čÅčÄčéčüčÅ:
čüąŠčüčéą░ą▓ ą┐čĆąĖą╝ąĄąĮčÅąĄą╝ąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĖ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖą╣ ą╝ą░ą╗ąŠą╣ ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ;
čüąŠčüčéą░ą▓ ąĖ čćąĖčüą╗ąŠ ąŠą┐ąĄčĆą░čåąĖą╣ ą▓ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą╝ąŠą┤ąĄą╗ąĄą╣;
ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ąŠą┐ąĄčĆą░čåąĖą╣;
čüčģąŠą┤čüčéą▓ąŠ čäąĖąĘąĖą║ąŠ-ą╝ąĄčģą░ąĮąĖč湥čüą║ąĖčģ čüą▓ąŠą╣čüčéą▓ ąĖčüą┐ąŠą╗čīąĘčāąĄą╝čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓.
ąöą╗čÅ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ąŠč湥čĆąĄą┤ąĮąŠčüčéąĖ ą┐čĆąĖ ąĘą░ą┐čāčüą║ąĄ ą╝ąŠą┤ąĄą╗ąĄą╣ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ ąŠčåąĄąĮą║ą░ ąĖčģ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ ą┐čāč鹥ą╝ ą┐ąŠą┐ą░čĆąĮąŠą│ąŠ čüčĆą░ą▓ąĮąĖą▓ą░ąĮąĖčÅ ą╝ąŠą┤ąĄą╗ąĄą╣, čĆą░čüč湥čéą░ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčéą░ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ ąĖ čüąŠčüčéą░ą▓ą╗ąĄąĮąĖčÅ ą╝ą░čéčĆąĖčåčŗ čŹčéąĖčģ ą║ąŠčŹčäčäąĖčåąĖąĄąĮč鹊ą▓. ąĪ ą┐ąŠą╝ąŠčēčīčÄ ą╝ą░čéčĆąĖčåčŗ ą║ąŠčŹčäčäąĖčåąĖąĄąĮč鹊ą▓ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ ąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ ąŠą┐čéąĖą╝ą░ą╗čīąĮą░čÅ ąŠč湥čĆąĄą┤ąĮąŠčüčéčī ąĘą░ą┐čāčüą║ą░ ą╝ąŠą┤ąĄą╗ąĄą╣.
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ čĆą░čüčüčćąĖčéčŗą▓ą░čÄčé ą┐ąŠ č乊čĆą╝čāą╗ąĄ:
ąÜ>ąŠą┤>= 2N>n.ąŠą┤>/N>ąŠą▒>
ą│ą┤ąĄ
2
ŌĆō čćąĖčüą╗ąŠ
čüčĆą░ą▓ąĮąĖą▓ą░ąĄą╝čŗčģ ą╝ąŠą┤ąĄą╗ąĄą╣; N>čé.ąŠą┤.>
ŌĆō čćąĖčüą╗ąŠ
ąŠą┤ąĮąŠčĆąŠą┤ąĮčŗčģ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖ ąĮąĄą┤ąĄą╗ąĖą╝čŗčģ
ąŠą┐ąĄčĆą░čåąĖą╣ čüčĆą░ą▓ąĮąĖą▓ą░ąĄą╝čŗčģ ą╝ąŠą┤ąĄą╗ąĄą╣;
 - ąŠą▒čēąĄąĄ čćąĖčüą╗ąŠ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖ ąĮąĄą┤ąĄą╗ąĖą╝čŗčģ
ąŠą┐ąĄčĆą░čåąĖą╣ (ą┤ą▓čāčģ ą╝ąŠą┤ąĄą╗ąĄą╣).
- ąŠą▒čēąĄąĄ čćąĖčüą╗ąŠ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖ ąĮąĄą┤ąĄą╗ąĖą╝čŗčģ
ąŠą┐ąĄčĆą░čåąĖą╣ (ą┤ą▓čāčģ ą╝ąŠą┤ąĄą╗ąĄą╣).
ąĪąŠčüčéą░ą▓ąĖą╝ čüčģąĄą╝čā ą┐ąŠą┐ą░čĆąĮąŠą│ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÅ čŹčéąĖčģ ą╝ąŠą┤ąĄą╗ąĄą╣: ąÉ-ąæ, ąÉ-ąÆ, ąÉ-ąō, ąÉ-ąö, ąæ-ąÆ, ąæ-ąō, ąæ-ąö, ąÆ-ąō, ąÆ-ąö, ąō-ąö.
ą¤čĆąĖ čüčĆą░ą▓ąĮąĄąĮąĖąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖčģ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüč鹥ą╣ ą╝ąŠą┤ąĄą╗ąĄą╣ ąÉ-ąæ ą▒čŗą╗ąŠ ą▓čŗčÅą▓ą╗ąĄąĮąŠ 45 ąŠą┤ąĮąŠčĆąŠą┤ąĮčŗčģ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖ ąĮąĄą┤ąĄą╗ąĖą╝čŗčģ ąŠą┐ąĄčĆą░čåąĖą╣. ą×čéčüčÄą┤ą░ čüą╗ąĄą┤čāąĄčé, čćč鹊 ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ čĆą░ą▓ąĄąĮ:
ąÜ>ąŠą┤>(ąÉ-ąæ)=2*45/(59+77)=0,66
ąÉąĮą░ą╗ąŠą│ąĖčćąĮąŠ ą▒čŗą╗ąĖ čĆą░čüčüčćąĖčéą░ąĮčŗ ą▓čüąĄ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčéčŗ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ ą┤ą╗čÅ ą▓čüąĄčģ ą┐ą░čĆ ą╝ąŠą┤ąĄą╗ąĄą╣:ąÜ>ąŠą┤>(ąæ-ąÆ)=2*56/(77+68)=0,77
ąÜ>ąŠą┤>(ąÆ-ąō)=2*46/(68+70)=0,67
ąÜ>ąŠą┤>(ąō-ąö)=2*43/(70+66)=0,63
ąÜ>ąŠą┤>(ąö-ąÉ)=2*38/(66+59)=0,61
ąÜ>ąŠą┤>(ąÉ-ąÆ)=2*47/(59+68)=0,75
ąÜ>ąŠą┤>(ąæ-ąō)=2*54/(77+70)=0,73
ąÜ>ąŠą┤>(ąÆ-ąö)=2*45/(68+66)=0,68
ąÜ>ąŠą┤>(ąÉ-ąō)=2*42/(59+70)=0,65
ąÜ>ąŠą┤>(ąæ-ąö)=2*49/(77+67)=0,68
ąóą░ą▒ą╗ąĖčåą░ 2. 10- ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéąĖ ąČąĄąĮčüą║ąĖčģ ą║čāčĆč鹊ą║ ą┐čÅčéąĖ ą╝ąŠą┤ąĄą╗ąĄą╣
|
ą×ą▒ąŠąĘąĮą░č湥ąĮąĖčÅ ą╝ąŠą┤ąĄą╗ąĄą╣ |
ąÉ |
ąæ |
ąÆ |
ąō |
ąö |
|
ąÉ |
1 |
0,66 |
0,75 |
0,65 |
0,61 |
|
ąæ |
1 |
0,77 |
0,73 |
0,68 |
|
|
ąÆ |
1 |
0,67 |
0,68 |
||
|
ąō |
1 |
0,63 |
|||
|
ąö |
1 |
3. ąóąĄčģąĮąĖč湥čüą║ąŠąĄ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░ čłą▓ąĄą╣ąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░
ą¤čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčŗą╣ čĆą░čüč湥čé ą┐ąŠč鹊ą║ą░. ąĀą░čüč湥čé ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ą┐ąŠč鹊ą║ą░
ą”ąĄą╗čī ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░ čüąŠčüč鹊ąĖčé ą▓ č鹊ą╝, čćč鹊ą▒čŗ ąĮą░ ąĮą░čćą░ą╗čīąĮąŠą╣ čüčéą░ą┤ąĖąĖ ą┐čĆąŠąĄą║čéą░, ąĮą░ ąŠčüąĮąŠą▓ąĄ ą░ąĮą░ą╗ąĖąĘą░ ąĖčüčģąŠą┤ąĮčŗčģ ą┤ą░ąĮąĮčŗčģ ą▓čŗčÅą▓ąĖčéčī ąĮą░ąĖą▒ąŠą╗ąĄąĄ čĆą░čåąĖąŠąĮą░ą╗čīąĮčāčÄ č乊čĆą╝čā ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ ą┐ąŠč鹊ą║ą░ ąĖ čĆą░ąĘą╝ąĄčüčéąĖčéčī ąĄą│ąŠ ą▓ čåąĄčģąĄ.
ąśčüčģąŠą┤ąĮčŗą╝ąĖ ą┤ą░ąĮąĮčŗą╝ąĖ ą┤ą╗čÅ ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮąŠą│ąŠ čĆą░čüčćčæčéą░ ą┐ąŠč鹊ą║ą░ čÅą▓ą╗čÅčÄčéčüčÅ:
ąÉčüčüąŠčĆčéąĖą╝ąĄąĮčé ąĖąĘą┤ąĄą╗ąĖą╣ ŌĆō ą║čāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ ą┤ą╗čÅ ą╝ą╗ą░ą┤čłąĄą╣ ą▓ąŠąĘčĆą░čüčéąĮąŠą╣ ą│čĆčāą┐ą┐čŗ;
ąÜąŠą╗ąĖč湥čüčéą▓ąŠ ą╝ąŠą┤ąĄą╗ąĄą╣ ŌĆō 5;
ąóčĆčāą┤ąŠčæą╝ą║ąŠčüčéčī ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖą╣
ąó>1> ŌĆō 5376 čü, ąó>2 >ŌĆō 6015čü, ąó>3> ŌĆō 5612čü, ąó>4> ŌĆō 6056čü, ąó>5> ŌĆō 5584čü;
ąĪčĆąĄą┤ąĮčÅčÅ čéčĆčāą┤ąŠčæą╝ą║ąŠčüčéčī ŌĆō 5728,6 čüąĄą║.
ą¤čĆąĖ ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮąŠą╝ čĆą░čüčćčæč鹥 ą┐ąŠč鹊ą║ą░ ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčéčüčÅ ąŠčüąĮąŠą▓ąĮčŗąĄ ą┐ą░čĆą░ą╝ąĄčéčĆčŗ: čéą░ą║čé ą┐ąŠč鹊ą║ą░, ą╝ąŠčēąĮąŠčüčéčī ą┐ąŠč鹊ą║ą░ (ą▓čŗą┐čāčüą║ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ čüą╝ąĄąĮčā, ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ).
ąóą░ą║ ą║ą░ą║ ą┐ą╗ąŠčēą░ą┤čī čåąĄčģą░ ąĮą░ ąĘą░ą┤ą░ąĮą░, ąŠąĮą░ ą▓ ą×ą×ą× "ąÉčĆą║čéąĖą║ą░" čĆą░ą▓ąĮą░ ą╝2, ąĖąĘ ąĮąĖčģ ą┤ą╗čÅ ą┐ąŠč鹊ą║ą░ ą┐ąŠ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÄ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ čüą╝ąĄčüąŠą▓čŗčģ čéą║ą░ąĮąĄą╣ ą▓čŗą┤ąĄą╗ąĄąĮąŠ -, ą╝ąŠąČąĮąŠ ąŠą┐čĆąĄą┤ąĄą╗ąĖčéčī ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ ą▓ ą┐ąŠč鹊ą║ąĄ ą┐ąŠ č乊čĆą╝čāą╗ąĄ:
 ,
(12)
,
(12)
ą│ą┤ąĄ S>ą┐ąŠčé> - ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮą░čÅ ą┐ą╗ąŠčēą░ą┤čī, ą╝2; S>ąĮ> - ąĮąŠčĆą╝ą░ ą┐ą╗ąŠčēą░ą┤ąĖ ąĮą░ ąŠą┤ąĮąŠą│ąŠ čĆą░ą▒ąŠč湥ą│ąŠ, čü čāč湥č鹊ą╝ ą┐čĆąŠčģąŠą┤ąŠą▓, ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ą╝2, ąŠąĮą░ čĆą░ą▓ąĮą░ 6,2 ą╝2. ąŁčéą░ ą▓ąĄą╗ąĖčćąĖąĮą░ ąĘą░ą▓ąĖčüąĖčé ąŠčé ą▓ąĖą┤ą░ ąĖąĘą┤ąĄą╗ąĖčÅ, čüą┐ąŠčüąŠą▒ą░ ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖčÅ ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čéą░, ą╝ąŠčēąĮąŠčüčéąĖ, ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ č乊čĆą╝čŗ ą┐ąŠč鹊ą║ą░
ąóą░ą║čé
ą┐ąŠč鹊ą║ą░
 ,
čüąĄą║, čĆą░čüčüčćąĖčéčŗą▓ą░ąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ ():
,
čüąĄą║, čĆą░čüčüčćąĖčéčŗą▓ą░ąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ ():
 (7),
(7),
ą│ą┤ąĄ ąó>ąĖąĘą┤> - čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéčī ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ, čüąĄą║; N - ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ;
 čü,
čü,
ąÆčŗą┐čāčüą║ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ čüą╝ąĄąĮčā čĆą░čüčüčćąĖčéčŗą▓ą░ąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ (9):
 ,
(9),
,
(9),
ą│ą┤ąĄ R - ą┐čĆąŠą┤ąŠą╗ąČąĖč鹥ą╗čīąĮąŠčüčéčī čüą╝ąĄąĮčŗ, čüąĄą║;
 ąĄą┤.
ąĄą┤.
ąŚąĮą░čÅ čćąĖčüą╗ąŠ čĆą░ą▒ąŠčćąĖčģ ą╝ąŠąČąĮąŠ ąŠą┐čĆąĄą┤ąĄą╗ąĖčéčī ąĄčēąĄ ąŠą┤ąĖąĮ ą┐ą░čĆą░ą╝ąĄčéčĆ ą┐ąŠč鹊ą║ą░ ŌĆō čćąĖčüą╗ąŠ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé:
 (13)
(13)
ą│ą┤ąĄ: ąÜ>čüčĆ> ŌĆō ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé, čģą░čĆą░ą║č鹥čĆąĖąĘčāčÄčēąĖą╣ čüčĆąĄą┤ąĮąĄąĄ čćąĖčüą╗ąŠ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé ąĮą░ ą┐ąŠč鹊ą║ąĄ, ą┐čĆąĖčģąŠą┤čÅčēąĄąĄčüčÅ ąĮą░ ąŠą┤ąĮąŠą│ąŠ čĆą░ą▒ąŠč湥ą│ąŠ.
ąöą╗ąĖąĮčā ą┐ąŠč鹊čćąĮąŠą╣ ą╗ąĖąĮąĖąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčé ą┐ąŠ č乊čĆą╝čāą╗ąĄ (14):
 (14)
(14)
ą│ą┤ąĄ: L >čĆą╝>> ŌĆō> čłą░ą│ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░, ą╝,
ą©ą░ą│ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░ ąĘą░ą▓ąĖčüąĖčé ąŠčé ą▓ąĖą┤ą░ ąĖąĘą┤ąĄą╗ąĖčÅ ąĖ ą▓ąĖą┤ą░ ą▓čŗą┐ąŠą╗ąĮčÅąĄą╝čŗčģ čĆą░ą▒ąŠčé.
ąĀąĄąĘčāą╗čīčéą░čéčŗ čĆą░čüč湥č鹊ą▓ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ą┐ąŠč鹊ą║ą░ čüą▓ąŠą┤čÅčé ą▓ čéą░ą▒ą╗ąĖčåčā 3.1.
ąóą░ą▒ą╗ąĖčåą░ 3.1 - ą¤ą░čĆą░ą╝ąĄčéčĆčŗ ąŠčüąĮąŠą▓ąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░
|
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ą┐ą░čĆą░ą╝ąĄčéčĆą░ |
ąŻčüą╗ąŠą▓ąĮąŠąĄ ąŠą▒ąŠąĘąĮą░č湥ąĮąĖąĄ |
ąĀą░čüčćčæčéąĮą░čÅ č乊čĆą╝čāą╗ą░ |
ąĀą░čüčćčæčé ą▓ąĄą╗ąĖčćąĖąĮčŗ ą┐ą░čĆą░ą╝ąĄčéčĆą░ |
ąÆąĄą╗ąĖčćąĖąĮą░ ą┐ą░čĆą░ą╝ąĄčéčĆą░, ąĄą┤. ąĖąĘą╝ąĄčĆąĄąĮąĖčÅ |
|
ąóą░ą║čé ą┐ąŠč鹊ą║ą░ |
Žä |
|
5728,6/13=441 |
ąĪąĄą║čāąĮą┤ |
|
ąÆčŗą┐čāčüą║ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ čüą╝ąĄąĮčā |
ą£ |
|
28800/441=65 |
ąĢą┤ąĖąĮąĖčå |
|
ą¦ąĖčüą╗ąĄąĮąĮąŠčüčéčī čĆą░ą▒ąŠčćąĖčģ |
N |
|
13 |
ą¦ąĄą╗ąŠą▓ąĄą║ |
|
ą¦ąĖčüą╗ąŠ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé |
ąÜ>čĆ.ą╝.> |
|
13*1,2=15,6 |
ąĢą┤ąĖąĮąĖčå |



ąśčüą┐ąŠą╗čīąĘčāčÅ čĆąĄąĘčāą╗čīčéą░čéčŗ ąĖ ą╝ąĄč鹊ą┤ąĖą║čā čĆą░čüč湥čéą░ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ą┐ąŠč鹊ą║ą░, čüąŠčüčéą░ą▓ą╗čÅąĄčéčüčÅ čéą░ą▒ą╗ąĖčåą░ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ
ąóą░ą▒ą╗ąĖčåą░ 3.2- ąóčĆčāą┤ąŠąĄą╝ą║ąŠčüčéčī ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖčÅ
|
ąĪčéą░ą┤ąĖčÅ ąĖ čāąĘą╗čŗ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ |
ąÆčĆąĄą╝čÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ,čüąĄą║ |
ąÜąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ (čĆą░čüč湥čéąĮąŠąĄ),č湥ą╗ |
ą¤ą╗ąŠčēą░ą┤čī, ą╝2 |
|
ą¤čĆąŠą▓ąĄčĆą║ą░ ą║čĆąŠčÅ, čĆą░ąĘą┤ą░čćą░ ą┐ąŠ čĆą░ą▒ąŠčćąĖą╝ ą╝ąĄčüčéą░ą╝ |
110 |
||
|
ąĪąŠąĄą┤ąĖąĮąĄąĮąĖąĄ ą┤ąĄčéą░ą╗ąĄą╣ čü čāč鹥ą┐ą╗čÅčÄčēąĄą╣ ą┐čĆąŠą║ą╗ą░ą┤ą║ąŠą╣ |
1154 |
2,55 |
15,81 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
40,2 |
0,09 |
0,558 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čłą╗ąĄą▓ąŠą║ |
66 |
0,15 |
0,93 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą╗ąĖčüč鹊čćą║ąĖ |
42 |
0,09 |
0,558 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čäąĖą│čāčĆąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ |
73 |
0,16 |
0,992 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ |
25,4 |
0,06 |
0,372 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą║ą╗ą░ą┐ą░ąĮą░ |
24,6 |
0,06 |
0,372 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čĆčāą║ą░ą▓ą░ |
15 |
0,03 |
0,186 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ąĮą░ą║ą╗ą░ą┤ąĮąŠą│ąŠ ą║ą░čĆą╝ą░ąĮą░ |
32,8 |
0,07 |
0,434 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą╝ą░ąĮąČąĄčé |
68,2 |
0,15 |
0,93 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐čĆąĖčéą░čćąĮąŠą│ąŠ ą┐ąŠčÅčüą░ |
76 |
0,17 |
1,054 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čĆčāą║ą░ą▓ąŠą▓ |
135 |
0,31 |
1,922 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ čüą┐ąĖąĮą║ąĖ |
188,6 |
0,43 |
2,666 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą╗ąŠčćą║ąĖ |
534,6 |
1,21 |
7,502 |
|
ą×ą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ |
695 |
1,57 |
9,734 |
|
ą£ąŠąĮčéą░ąČ |
1720,4 |
3,90 |
24,18 |
|
ą×čéą┤ąĄą╗ą║ą░ |
668 |
1,51 |
9,362 |
|
ąśč鹊ą│ąŠ ą┐ąŠ ąĖąĘą┤ąĄą╗ąĖčÄ |
5728,6 |
13 |
77,562 |
ąÉąĮą░ą╗ąĖąĘ ąĖčüčģąŠą┤ąĮčŗčģ ą┤ą░ąĮąĮčŗčģ, ą▓čŗą▒ąŠčĆ ąĖ ąŠą▒ąŠčüąĮąŠą▓ą░ąĮąĖąĄ čéąĖą┐ą░ ą┐ąŠč鹊ą║ą░, ąĄą│ąŠ čüčéčĆčāą║čéčāčĆčŗ, ą▓ąĖą┤ą░ ąĘą░ą┐čāčüą║ą░ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ ą┐ąŠč鹊ą║, čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ ą┐ąĖčéą░ąĮąĖčÅ ą┐ąŠč鹊ą║ą░
ą¤čĆąŠąĄą║čéąĖčĆčāąĄą╝čŗą╣ ą┐ąŠč鹊ą║ ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĖ ą×ą×ą× "ąÉčĆą║čéąĖą║ą░" ą╝ą░ą╗ąŠą╣ ą╝ąŠčēąĮąŠčüčéąĖ. ąÉą│čĆąĄą│ą░čéąĮčŗą╣ ą┐ąŠč鹊ą║ ŌĆō čüą░ą╝ą░čÅ ą┐čĆąŠčüčéą░čÅ, ąĮąŠ ą╝ą░ą╗ąŠčŹčäč乥ą║čéąĖą▓ąĮą░čÅ č乊čĆą╝ą░ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ ą┐ąŠč鹊ą║ą░. ąŁčéąĖ ą┐ąŠč鹊ą║ąĖ ąŠą▒čŗčćąĮąŠ ąĖą╝ąĄčÄčé ą╝ą░ą╗čāčÄ ą╝ąŠčēąĮąŠčüčéčī, ąĖčģ ą┐čĆąĖą╝ąĄąĮčÅčÄčé ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ čüčéą░ą▒ąĖą╗čīąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ąĮąĄą▓čŗčüąŠą║ąŠą╣ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ. ąĀąĖčéą╝ ą░ą│čĆąĄą│ą░čéąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░ čüą▓ąŠą▒ąŠą┤ąĮčŗą╣. ą¤ąĖčéą░ąĮąĖąĄ ą┐ą░čćą║ąŠą▓ąŠąĄ.
ąóą░ą║ ą║ą░ą║ ą╝ąŠą┤ąĄą╗ąĖ ąĖą╝ąĄčÄčé ąŠčéą╗ąĖčćąĖčÅ ą▓ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ ą▒ąŠą╗ąĄąĄ 15 % ą▒čŗą╗ ą▓čŗą▒čĆą░ąĮ čåąĖą║ą╗ąĖčćąĮčŗą╣ ąĘą░ą┐čāčüą║ ą╝ąŠą┤ąĄą╗ąĄą╣, ą╝ąŠą┤ąĄą╗ąĖ ąĘą░ą┐čāčüą║ą░čÄčéčüčÅ ąĮą░ ą┐ąŠč鹊ą║ ą┐ąŠ čåąĖą║ą╗ą░ą╝ ą▓ ą┐ąŠčĆčÅą┤ą║ąĄ, ąĘą░ą┤ą░ąĮąĮąŠą╝ čĆą░čüč湥č鹊ą╝. ą”ąĖą║ą╗ąĖčćąĮčŗą╣ ąĘą░ą┐čāčüą║ ą┐čĆąĖą╝ąĄąĮčÅčÄčé ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ ąĖąĘą┤ąĄą╗ąĖą╣ čĆą░ąĘąĮąŠą╣ čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéąĖ, ąĮąŠ čü ąŠą┤ąĮąŠčéąĖą┐ąĮčŗą╝ąĖ čüą┐ąŠčüąŠą▒ą░ą╝ąĖ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, ąŠą┤ąĖąĮą░ą║ąŠą▓čŗą╝ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄą╝ ąĖ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖčÅą╝ąĖ ąĖ ąČąĄą╗ą░č鹥ą╗čīąĮąŠ ąĖąĘ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ čü ąŠą┤ąĖąĮą░ą║ąŠą▓čŗą╝ąĖ čüą▓ąŠą╣čüčéą▓ą░ą╝ąĖ ąĖ ąŠą┤ąĮąŠą│ąŠ č鹊ąĮą░.
ąĪąŠčüčéą░ą▓ą╗ąĄąĮąĖąĄ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ čüčģąĄą╝čŗ čĆą░ąĘą┤ąĄą╗ąĄąĮąĖčÅ čéčĆčāą┤ą░
ąŻčüą╗ąŠą▓ąĖčÅ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čåąĖą╣ ą┐ąŠč鹊ą║ą░. ą¤čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą║ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÄ ąŠą┐ąĄčĆą░čåąĖą╣
ą×čüąĮąŠą▓ąĮčŗąĄ čāčüą╗ąŠą▓ąĖčÅ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čåąĖą╣ ą┐ąŠč鹊ą║ą░ čü čéą░ą║č鹊ą╝ ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ (16):
Ōłæt>p> = (0,95 ├Ę 1,1) Žä k - ą┤ą╗čÅ ą┐ąŠč鹊ą║ąŠą▓ čüąŠ čüą▓ąŠą▒ąŠą┤ąĮčŗą╝ čĆąĖčéą╝ąŠą╝ (16)
ą│ą┤ąĄ Žä ŌĆō čéą░ą║čé ą┐ąŠč鹊ą║ą░, čüąĄą║, k ŌĆō ą║čĆą░čéąĮąŠčüčéčī ąŠą┐ąĄčĆą░čåąĖąĖ
ąöą╗čÅ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ą┐ąŠč鹊ą║ą░, ą║čĆąŠą╝ąĄ čāčüą╗ąŠą▓ąĖą╣ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ąŠą┐ąĄčĆą░čåąĖą╣ ą┐ąŠ ą▓čĆąĄą╝ąĄąĮąĖ čüąŠą▒ą╗čÄą┤ą░čÄčéčüčÅ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĮčŗąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ:
ą▓ąŠąĘą╝ąŠąČąĄąĮ ą▓ąŠąĘą▓čĆą░čé ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░č鹊ą▓;
ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮą░čÅ čüą┐ąĄčåąĖą░ą╗ąĖąĘą░čåąĖčÅ ąŠą┐ąĄčĆą░čåąĖą╣, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēą░čÅ ąĮą░ąĖą╗čāčćčłąĄąĄ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ čĆą░ą▒ąŠč湥ą╣ čüąĖą╗čŗ ąĖ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ;
ą║ąŠą╝ą┐ą╗ąĄą║č鹊ą▓ą░ąĮąĖąĄ ą▓ąĄą┤ąĄčéčüčÅ, čüąŠą▒ą╗čÄą┤ą░čÅ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║čāčÄ čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠčüčéčī, čüąŠą║čĆą░čēąĄąĮąĖąĄ ą▓čüą┐ąŠą╝ąŠą│ą░č鹥ą╗čīąĮčŗčģ ą┐čĆąĖąĄą╝ąŠą▓ čĆą░ą▒ąŠčéčŗ;
ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéčī ąŠą┐ąĄčĆą░čåąĖą╣ ą┐ąŠ čĆą░ąĘčĆčÅą┤ą░ą╝, ąŠą▒čĆą░ą▒ą░čéčŗą▓ą░ąĄą╝čŗą╝ ą╝ą░č鹥čĆąĖą░ą╗ą░ą╝, čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüčéčÅą╝;
ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą┤ą▓čāčģ ą▓ąĖą┤ąŠą▓ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĮą░ ąŠą┤ąĮąŠą╝ čĆą░ą▒ąŠč湥ą╝ ą╝ąĄčüč鹥.
ąöą░ąĮąĮčŗąĄ čĆą░čüč湥čéą░ čāčüą╗ąŠą▓ąĖą╣ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čåąĖą╣ ą┤ą╗čÅ čĆą░ąĘą╗ąĖčćąĮąŠą│ąŠ ą║ąŠą╗ąĖč湥čüčéą▓ą░ čĆą░ą▒ąŠčćąĖčģ čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠ čüą▓ąĄčüčéąĖ ą▓ čéą░ą▒ą╗ąĖčåčā 3.3.
ąóą░ą▒ą╗ąĖčåą░ 3.3 -ąŻčüą╗ąŠą▓ąĖčÅ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čåąĖą╣ ą┐ąŠč鹊ą║ą░
|
ąÜąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ |
ąÆąĄą╗ąĖčćąĖąĮą░ ą▓čĆąĄą╝ąĄąĮąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ, Ōłæ>tp> min, čüąĄą║. |
ąÆąĄą╗ąĖčćąĖąĮą░ max ą▓čĆąĄą╝ąĄąĮąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ |
|
1 |
370 |
485 |
|
2 |
740 |
970 |
ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ čüčģąĄą╝ą░ ąŠčüąĮąŠą▓ąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░
ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ čüčģąĄą╝ą░ ąŠčüąĮąŠą▓ąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░ (ąŠčüąĮąŠą▓ąĮąŠą╣ ą┤ąŠą║čāą╝ąĄąĮčé ą┐ąŠč鹊ą║ą░) čüąŠčüčéą░ą▓ą╗čÅąĄčéčüčÅ ąĮą░ ąŠčüąĮąŠą▓ą░ąĮąĖąĖ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĖ čéą░ą▒ą╗ąĖčåčŗ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čåąĖą╣ ą┐ąŠč鹊ą║ą░. ąØą░ ąĄčæ ąŠčüąĮąŠą▓ąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ čĆą░čüčüčéą░ąĮąŠą▓ą║ą░ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé, ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ ą┐ąŠčéčĆąĄą▒ąĮąŠčüčéąĖ ąĖ ą╝ąŠąĮčéą░ąČ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ąŠčüąĮą░čēąĄąĮąĖąĄ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé, čĆą░čüč湥čé ąĘą░čĆą░ą▒ąŠčéąĮąŠą╣ ą┐ą╗ą░čéčŗ, ąóąŁą¤.
ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ čüčģąĄą╝ą░ ą┐ąŠč鹊ą║ą░ ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮą░ ą▓ ą▓ąĖą┤ąĄ čéą░ą▒ą╗ąĖčåčŗ 3.4.
ąōčĆą░čäą░ 7 - ąĮąŠčĆą╝ą░ ą▓čŗčĆą░ą▒ąŠčéą║ąĖ čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ ąĮą░ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮčāčÄ ąŠą┐ąĄčĆą░čåąĖčÄ ąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ (17)
 (17)
(17)
ą│ą┤ąĄ: R - ą┐čĆąŠą┤ąŠą╗ąČąĖč鹥ą╗čīąĮąŠčüčéčī čüą╝ąĄąĮčŗ, čüąĄą║, t>ąŠą┐>> -> ąĮąŠčĆą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ (ą│čĆ. 6), čüąĄą║.
ąōčĆą░čäą░ 8 - čĆą░čüčåąĄąĮą║ą░ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ ąĮą░ ą║ą░ąČą┤čāčÄ ąĮąĄą┤ąĄą╗ąĖą╝čāčÄ ąŠą┐ąĄčĆą░čåąĖčÄ ą┐čāč鹥ą╝ čāą╝ąĮąŠąČąĄąĮąĖčÅ čüąĄą║čāąĮą┤ąĮąŠą╣ čéą░čĆąĖčäąĮąŠą╣ čüčéą░ą▓ą║ąĖ, čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĄą│ąŠ čĆą░ąĘčĆčÅą┤ą░ ąĮą░ ąĮąŠčĆą╝čā ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąĮąĄą┤ąĄą╗ąĖą╝ąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ ąĖ čüčāą╝ą╝ąĖčĆčāąĄčéčüčÅ ą┐ąŠ ą▓čüąĄą╣ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ (čü č鹊čćąĮąŠčüčéčīčÄ ą┤ąŠ 0,01)
ąōčĆą░čäą░ 9 - čĆą░čüč湥čéąĮąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ ą┤ą╗čÅ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ (18)
 (18)
(18)
ą│ą┤ąĄ t>ąŠą┐>> >ŌĆō ąĮąŠčĆą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ (ą│čĆ.6), čüąĄą║, Žä - čéą░ą║čé ą┐ąŠč鹊ą║ą░, čüąĄą║.
ąóą░ą▒ą╗ąĖčåą░ 3.4- ąóąĄčģąĮąŠą╗ąŠą│ąĖč湥čüą║ą░čÅ čüčģąĄą╝ą░ čĆą░ąĘą┤ąĄą╗ąĄąĮąĖčÅ čéčĆčāą┤ą░ ą╝ąĮąŠą│ąŠą╝ąŠą┤ąĄą╗čīąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░
|
Ōä¢ ąŠ/ąŠ |
Ōä¢ ąĮ/ąŠ |
ąĪąŠą┤ąĄčƹȹ░ąĮąĖąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠą╣ ąŠą┐ąĄčĆą░čåąĖąĖ |
ąĪą┐ąĄčåąĖ ą░ą╗čī ąĮąŠčüčéčī |
ąĀą░ąĘ čĆčÅą┤ |
ąŚą░čéčĆą░čéą░ ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąŠ ą╝ąŠą┤ąĄą╗čÅą╝, čüąĄą║. |
ąĀą░čüčå ąĄąĮą║ą░ ą║ąŠą┐. |
ąØąŠčĆ ą╝ą░ ą▓čŗčĆą░ ą▒ąŠčéą║ąĖ, ąĄą┤ ą▓ čüą╝ąĄąĮčā |
ą¦ąĖčüą╗ąŠ čĆą░ą▒ąŠčćąĖčģ |
ąÆąĖą┤ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖą╣ |
|||||||
|
Ōä¢1 |
Ōä¢2 |
Ōä¢3 |
Ōä¢4 |
Ōä¢5 |
ąŠą▒čēąĄąĄ |
ąĪčĆąĄą┤ ąĮąĄąĄ |
čĆą░čüčćčæčéąĮąŠąĄ |
čäą░ą║čéąĖč湥čüą║ąŠąĄ |
||||||||
|
1 |
ą¤čĆąŠą▓ąĄčĆą║ą░ ą║čĆąŠčÅ, čĆą░ąĘą┤ą░čćą░ ą┐ąŠ čĆą░ą▒ąŠčćąĖą╝ ą╝ąĄčüčéą░ą╝ |
ąĀ |
3 |
110 |
110 |
110 |
110 |
110 |
550 |
110 |
0,6435 |
|||||
|
127 |
ąØą░ąĮąĄčüčéąĖ ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą┐ąĄč鹥ą╗čī: ąĮą░ ą┐ąŠčÅčüąĄ; ąĮą░ ą║ą╗ą░ą┐ą░ąĮąĄ; |
ąĀ ąĀ |
3 3 |
24 - |
- 24 |
- - |
- - |
- - |
48 |
9,6 |
0,05616 |
ą£ąĄą╗, ą╗ąĄą║ą░ą╗ąŠ |
||||
|
128 |
ą×ą▒ą╝ąĄčéą░čéčī ą┐ąĄčéą╗ąĖ: ąĮą░ ą┐ąŠčÅčüąĄ2; ąĮą░ ą║ą╗ą░ą┐ą░ąĮąĄ2; |
ąÉ ąÉ |
3 3 |
- - |
38 - |
- 38 |
- - |
- - |
76 |
15,2 |
0,08892 |
SPS/D ŌĆō H 6000 - 01 |
||||
|
129 |
ą¦ąĖčüčéą║ą░ ąĖąĘą┤ąĄą╗ąĖčÅ |
ąĀ |
2 |
100 |
100 |
100 |
100 |
100 |
500 |
100 |
0,54 |
|||||
|
132 |
ą¤čĆąĖčłąĖčéčī ą┐čāą│ąŠą▓ąĖčåčŗ: ąĮą░ ą┐ąŠčÅčüąĄ; ąĮą░ ą║ą╗ą░ą┐ą░ąĮąĄ; |
ąÉ ąÉ |
3 3 |
- - |
38 |
- 38 |
- - |
- - |
76 |
15,2 |
0,08892 |
|||||
|
134 |
ąŻčüčéą░ąĮąŠą▓ąĖčéčī ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ ą║ąĮąŠą┐ą║ąĖ: ąĮą░ ą┐ą╗ą░ąĮą║ąĄ; ąĮą░ ą║ą░čĆą╝ą░ąĮąĄ; |
ąÉ ąÉ |
3 3 |
- - |
- - |
- - |
95 38 |
- - |
133 |
26,6 |
0,15561 |
I ŌĆō 92 A |
||||
|
139 |
ąĪą║ąŠą╝ą┐ą╗ąĄą║č鹊ą▓ą░čéčī ą║čāčĆčéą║čā ą┐ąŠ ą╝ą░čĆčłčĆčāčéąĮčŗą╝ ą╗ąĖčüčéą░ą╝ |
ąĀ |
3 |
107 |
107 |
107 |
107 |
107 |
535 |
107 |
0,62595 |
|||||
|
140 |
ąŻą┐ą░ą║ąŠą▓ą║ą░ ą║čāčĆčéą║ąĖ |
ąĀ |
3 |
45 |
45 |
45 |
45 |
45 |
225 |
45 |
0,2632 |
|||||
|
141 |
ąĪą┤ą░čćą░ ą║čāčĆčéą║ąĖ ąĮą░ čüą║ą╗ą░ą┤ ą│ąŠč鹊ą▓ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ |
ąĀ |
3 |
46 |
46 |
46 |
46 |
46 |
230 |
46 |
0,2691 |
|||||
|
ąśč鹊ą│ąŠ |
ąÉ |
3 |
432 |
508 |
484 |
541 |
408 |
2373 |
474,6 |
2,7314 |
61 |
1,15 |
1 |
|||
|
2 |
1 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čüąŠ čüčĆąĄą┤ąĮąĄą╣ čćą░čüčéčīčÄ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
250 |
200 |
200 |
200 |
200 |
1050 |
210 |
1,2285 |
|
KM ŌĆō 2300 UMQ |
||
|
2 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéčīčÄ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
150 |
150 |
150 |
- |
150 |
600 |
120 |
0,702 |
|||||
|
3 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čüąŠ čüčĆąĄą┤ąĮąĄą╣ čćą░čüčéčīčÄ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
180 |
140 |
140 |
140 |
140 |
740 |
148 |
0,8658 |
|||||
|
4 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéčīčÄ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
150 |
150 |
150 |
_ |
150 |
600 |
120 |
0,702 |
|||||
|
5 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü čĆčāą║ą░ą▓ą░ą╝ąĖ |
ą£ |
3 |
200 |
200 |
200 |
200 |
200 |
1000 |
200 |
1,17 |
|||||
|
6 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą║ąŠą║ąĄčéą║ąŠą╣ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
100 |
100 |
100 |
100 |
400 |
80 |
0,468 |
|||||
|
7 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą║ąŠą║ąĄčéą║ąŠą╣ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
- |
70 |
70 |
70 |
70 |
280 |
56 |
0,3276 |
|||||
|
ąĖč鹊ą│ąŠ |
ą£ |
3 |
930 |
1010 |
1010 |
710 |
1010 |
4670 |
934 |
5,4639 |
31 |
2,12 |
2 |
|||
|
3 |
8 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ą▓ąĄčĆčģąĮąĖą╝ ą▓ąŠčĆąŠčéąĮąĖą║ąŠą╝ |
ą£ |
3 |
60 |
60 |
60 |
60 |
_ |
240 |
48 |
0,2808 |
KM ŌĆō 2300 UMQ |
|||
|
9 |
ąĪąŠąĄą┤ąĖąĮąĖčéčī čāč鹥ą┐ą╗čÅčÄčēčāčÄ ą┐čĆąŠą║ą╗ą░ą┤ą║čā čü ąĮąĖąČąĮąĖą╝ ą▓ąŠčĆąŠčéąĮąĖą║ąŠą╝ |
ą£ |
3 |
60 |
60 |
60 |
60 |
60 |
300 |
60 |
0,351 |
|||||
|
10 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ čüčéčĆąŠč湥ą║ ąĮą░ čĆčāą║ą░ą▓ąĄ |
ą£ |
3 |
40 |
- |
- |
40 |
_ |
80 |
16 |
0,0936 |
|||||
|
100 |
ąÆčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čĆčāą║ą░ą▓ąŠą▓ ą▓ ą┐čĆąŠą╣ą╝čŗ čü ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮčŗą╝ ą▓ą║ą╗ą░ą┤čŗą▓ą░ąĮąĖąĄą╝ ąŠčéčĆąĄąĘą║ą░ čéą║ą░ąĮąĖ ą▓ ą▓ąĄčĆčģąĮąĄą╣ čćą░čüčéąĖ ą┐čĆąŠą╣ą╝čŗ. |
ą£ |
3 |
137 |
137 |
137 |
137 |
137 |
685 |
137 |
0,80145 |
KM ŌĆō 2300 UMQ |
||||
|
101 |
ąĪčéą░čćą░čéčī ą▓ąĄčłą░ą╗ą║čā |
ą£ |
2 |
15 |
15 |
15 |
15 |
15 |
75 |
15 |
0,081 |
KM ŌĆō 2300 UMQ |
||||
|
102 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠąĮčåčŗ ą▓ąĄčłą░ą╗ą║ąĖ ą║ ą│ąŠčĆą╗ąŠą▓ąĖąĮąĄ čüą┐ąĖąĮą║ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
20 |
20 |
20 |
20 |
20 |
100 |
20 |
0,108 |
KM ŌĆō 2300 UMQ |
||||
|
103 |
ąÆčéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║-čüč鹊ą╣ą║čā ą▓ ą│ąŠčĆą╗ąŠą▓ąĖąĮčā ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
3 |
100 |
100 |
100 |
100 |
- |
400 |
80 |
0,468 |
KM ŌĆō 506/ - 7S |
||||
|
104 |
ąØą░čĆąĄąĘą░čéčī čéą║ą░ąĮąĄą▓čāčÄ ą╗ąĄąĮčéčā čü č鹊ą▓ą░čĆąĮčŗą╝ ąĘąĮą░ą║ąŠą╝. |
ąĀ |
2 |
4 |
4 |
4 |
4 |
4 |
20 |
4 |
0,0216 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
105 |
ąØą░čüčéčĆąŠčćąĖčéčī čéą║ą░ąĮąĄą▓čāčÄ ą╗ąĄąĮčéčā čü č鹊ą▓ą░čĆąĮčŗą╝ ąĘąĮą░ą║ąŠą╝ ąĮą░ ą┐ąŠą╗ąŠčćą║čā ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
20 |
20 |
20 |
20 |
20 |
100 |
20 |
0,108 |
KM ŌĆō 2300 UMQ |
||||
|
ąśč鹊ą│ąŠ |
ą£ |
3 |
456 |
416 |
416 |
456 |
256 |
2000 |
400 |
2,31345 |
72 |
0,91 |
1 |
|||
|
4 |
11 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ čĆčāą║ą░ą▓čā |
ą£ |
3 |
70 |
- |
- |
70 |
_ |
140 |
28 |
0,1638 |
KM ŌĆō 2300 UMQ |
|||
|
12 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ čüčéčĆąŠč湥ą║ ąĮą░ ą┐ąŠą╗ąŠčćą║ąĄ |
ą£ |
3 |
- |
- |
- |
40 |
_ |
40 |
8 |
0,0468 |
|||||
|
13 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ ą┐ąŠą╗ąŠčćą║ąĄ |
ą£ |
3 |
- |
- |
- |
70 |
_ |
70 |
14 |
0,0819 |
|||||
|
14 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ čüčéčĆąŠč湥ą║ ąĮą░ čüą┐ąĖąĮą║ąĄ |
ąĀ |
3 |
- |
- |
- |
30 |
_ |
30 |
6 |
0,0351 |
ą£ąĄą╗,ą╗ąĄą║ą░ą╗ąŠ |
||||
|
15 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ čüą┐ąĖąĮą║ąĄ |
ą£ |
3 |
- |
- |
- |
50 |
_ |
50 |
10 |
0,0585 |
|||||
|
93 |
ąĪčéą░čćą░čéčī čćą░čüčéąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą║ą░čĆą╝ą░ąĮą░ |
ą£ |
2 |
- |
60 |
- |
120 |
60 |
240 |
48 |
0,2592 |
|||||
|
94 |
ąĪčéą░čćą░čéčī čüčĆąĄą┤ąĮąĖąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
33 |
33 |
33 |
33 |
33 |
165 |
33 |
0,1782 |
KM ŌĆō 2300 UMQ |
||||
|
95 |
ąĪčéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
56 |
56 |
56 |
56 |
56 |
280 |
56 |
0,3024 |
KM ŌĆō 2300 UMQ |
||||
|
96 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą▒ąŠčĆčéą░ ą║ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĄ. |
ą£ |
2 |
80 |
80 |
80 |
80 |
80 |
400 |
80 |
0,432 |
KM ŌĆō 2300 UMQ |
||||
|
97 |
ąĪčéą░čćą░čéčī ą┐ą╗ąĄč湥ą▓čŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ. |
ą£ |
2 |
40 |
40 |
40 |
40 |
40 |
200 |
40 |
0,216 |
KM ŌĆō 2300 UMQ |
||||
|
98 |
ąĪčéą░čćą░čéčī ą┐ąĄčĆąĄą┤ąĮąĖąĄ čüčĆąĄąĘčŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čĆčāą║ą░ą▓ąŠą▓. |
ą£ |
2 |
40 |
40 |
40 |
40 |
40 |
200 |
40 |
0,216 |
KM ŌĆō 2300 UMQ |
||||
|
99 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ čüčĆąĄąĘ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čĆčāą║ą░ą▓ąŠą▓, ąŠčüčéą░ą▓ą╗čÅčÅ ąŠčéą▓ąĄčĆčüčéąĖąĄ ą▓ čłą▓ąĄ. |
ą£ |
2 |
48 |
48 |
48 |
48 |
48 |
240 |
48 |
0,2592 |
KM ŌĆō 2300 UMQ |
||||
|
ąĖč鹊ą│ąŠ |
ą£ |
3 |
367 |
357 |
297 |
677 |
357 |
2055 |
411 |
2,2491 |
70 |
1 |
1 |
|||
|
5 |
16 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║ ąĖąĘ čćą░čüč鹥ą╣ |
ą£ |
2 |
- |
- |
- |
- |
15 |
15 |
3 |
0,0162 |
KM ŌĆō 2300 UMQ |
|||
|
17 |
ą×ą▒čéą░čćą░čéčī ąĮąĖąČąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║ ą╝ąĄčģąŠą▓čŗą╝ ą▓ąŠčĆąŠčéąĮąĖą║ąŠą╝ |
ą£ |
4 |
- |
- |
- |
- |
110 |
110 |
22 |
0,1386 |
|||||
|
18 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą▓ąŠčĆąŠčéąĮąĖą║ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
- |
- |
- |
14 |
14 |
2,8 |
0,01512 |
|||||
|
19 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ąŠą▒čéą░čćąĖą▓ą░ąĮąĖčÅ ą╝ąĄčģąŠą▓ąŠą│ąŠ ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£ |
4 |
- |
- |
- |
- |
68 |
68 |
13,6 |
0,08568 |
|||||
|
20 |
ą×ą▒čéą░čćą░čéčī čłą╗čæą▓ą║ąĖ ą┤ą╗čÅ: -ą┐ąŠčÅčüą░ 5 čłčé. -ą▓ąŠčĆąŠčéąĮąĖą║ą░ 5 čłčé. |
ą£ ą£ |
2 2 |
- - |
65 |
- - |
- - |
95 |
160 |
32 |
0,1728 |
KM ŌĆō 506/ - 7S |
||||
|
21 |
ąÆčŗą▓ąĄčĆąĮčāčéčī čłą╗čæą▓ą║ąĖ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
25 |
- |
- |
35 |
60 |
12 |
0,0648 |
|||||
|
22 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čłą╗čæą▓ą║ą░ą╝ |
ą£ |
2 |
- |
70 |
- |
- |
100 |
170 |
34 |
0,1836 |
KM ŌĆō 350B ŌĆō 7S |
||||
|
23 |
ą¤čĆąĖčéą░čćą░čéčī čłą╗čæą▓ą║ąĖ ą║ -ą┐ąŠčÅčüčā |
ą£ |
2 |
- |
- |
- |
- |
85 |
85 |
17 |
0,0918 |
KM ŌĆō 506/ - 7S |
||||
|
24 |
ąØą░čüčéčĆąŠčćąĖčéčī čłą╗čæą▓ą║ąĖ ąĮą░ ą▓ąŠčĆąŠčéąĮąĖą║ |
ą£ |
3 |
- |
100 |
- |
- |
- |
100 |
20 |
0,117 |
KM ŌĆō 506/ - 7S |
||||
|
25 |
ą×ą▒čéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüč鹊čĆąŠąĮčŗ ą╗ąĖčüč鹊čćą║ąĖ |
ą£ |
3 |
24 |
- |
24 |
- |
- |
48 |
9,6 |
0,05616 |
KM ŌĆō 506/ - 7S |
||||
|
26 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłąŠą▓ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą╗ąĖčüč鹊čćą║čā ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
15 |
- |
15 |
- |
- |
30 |
6 |
0,0324 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
27 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ąĮąĖąČąĮąĄą╝čā ą║čĆą░čÄ ą╗ąĖčüč鹊čćą║ąĖ |
ą£ |
3 |
30 |
- |
30 |
- |
- |
60 |
12 |
0,0702 |
KM ŌĆō 506/ - 7S |
||||
|
28 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ ą╗ąĖčüč鹊čćą║ą░ą╝ |
ą£ |
3 |
36 |
- |
36 |
- |
- |
72 |
14,4 |
0,08424 |
|||||
|
29 |
ą×ą▒čéą░čćą░čéčī ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ ą┐ąŠ čéčĆąĄą╝ čüč鹊čĆąŠąĮą░ą╝ |
ą£ |
3 |
95 |
- |
- |
- |
- |
95 |
19 |
0,11115 |
|||||
|
30 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą┐ą╗ą░ąĮą║ąĖ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊ąŠąĮčā |
ąĀ |
2 |
20 |
- |
- |
- |
- |
20 |
4 |
0,0216 |
|||||
|
31 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą┐ą╗ą░ąĮą║ą░ą╝ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
80 |
- |
- |
- |
- |
80 |
16 |
0,0936 |
|||||
|
32 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čüčĆąĄąĘą░ą╝ ą┐ą╗ą░ąĮą║ąĖ |
ą£ |
3 |
50 |
- |
- |
- |
- |
50 |
10 |
0,0585 |
|||||
|
35 |
ą×ą▒čéą░čćą░čéčī ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮčŗąĄ ą┐ą╗ą░ąĮą║ąĖ ą┐ąŠ čéčĆąĄą╝ čüč鹊ąŠąĮą░ą╝ |
ą£ |
3 |
- |
- |
- |
47 |
- |
47 |
9,4 |
0,05499 |
|||||
|
36 |
ą¤ąŠą┤čĆąĄąĘą░čéčī ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮčāčÄ ą┐ą╗ą░ąĮą║čā |
ąĀ |
2 |
- |
- |
- |
15 |
- |
15 |
3 |
0,0162 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
37 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĄ |
ą£ |
2 |
- |
- |
- |
25 |
- |
25 |
5 |
0,027 |
KM ŌĆō 506/ - 7S |
||||
|
38 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĄ |
ą£ |
3 |
- |
- |
- |
40 |
- |
40 |
8 |
0,0468 |
|||||
|
39 |
ą×ą▒čéą░čćą░čéčī ą║ą╗ą░ą┐ą░ąĮ |
ą£ |
3 |
- |
- |
58 |
- |
- |
58 |
11,6 |
0,06786 |
KM ŌĆō 506/ - 7S |
||||
|
40 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą║ą╗ą░ą┐ą░ąĮ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
- |
15 |
- |
- |
15 |
3 |
0,0162 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
41 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā ą║ą╗ą░ą┐ą░ąĮą░ |
ą£ |
2 |
- |
- |
20 |
- |
- |
20 |
4 |
0,0216 |
KM ŌĆō 506/ - 7S |
||||
|
42 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą║ą╗ą░ą┐ą░ąĮą░ą╝ |
ą£ |
3 |
- |
- |
30 |
- |
- |
30 |
6 |
0,0351 |
|||||
|
43 |
ą×ą▒čéą░čćą░čéčī ą┐ą░čéčā čĆčāą║ą░ą▓ąŠą▓ ą┐ąŠ ą┤ą▓čāą╝ čüč鹊čĆąŠąĮą░ą╝ |
ą£ |
3 |
- |
- |
- |
- |
30 |
30 |
6 |
0,0351 |
KM ŌĆō 506/ - 7S |
||||
|
44 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą┐ą░čéčŗ čĆčāą║ą░ą▓ąŠą▓ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
- |
- |
- |
15 |
15 |
3 |
0,0162 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
45 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą┐ą░čéą░ą╝ čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
- |
- |
- |
- |
30 |
30 |
6 |
0,0351 |
KM ŌĆō 350B ŌĆō 7S |
||||
|
46 |
ą×ą▒čéą░čćą░čéčī ą║ą░čĆą╝ą░ąĮ, čü čåąĄą╗čīąĮąŠą║čĆąŠąĄąĮčŗą╝ ą║ą╗ą░ą┐ą░ąĮąŠą╝ ą┐ąŠ č湥čéčŗčĆčæą╝ čüč鹊čĆąŠąĮą░ą╝ ąŠčüčéą░ą▓ą╗čÅčÅ ąŠčéą▓ąĄčĆčüčéąĖąĄ |
ą£ |
3 |
- |
- |
- |
90 |
- |
90 |
18 |
0,1053 |
KM ŌĆō 506/ - 7S |
||||
|
47 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą║ą░čĆą╝ą░ąĮ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
3 |
- |
- |
- |
15 |
- |
15 |
3 |
0,01755 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
48 |
ąŚą░čłąĖčéčī ąŠčéą▓ąĄčĆčüčéąĖąĄ ą║ą░čĆą╝ą░ąĮą░ |
ąĀ |
3 |
- |
- |
- |
25 |
- |
25 |
5 |
0,02925 |
|||||
|
49 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čåąĄą╗čīąĮąŠą║čĆąŠąĄąĮąŠą╝čā ą║ą╗ą░ą┐ą░ąĮčā. |
ą£ |
3 |
- |
- |
- |
34 |
- |
34 |
6,8 |
0,03978 |
|||||
|
50 |
ą×ą▒čéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüč鹊čĆąŠąĮčŗ ą╝ą░ąĮąČąĄčé |
ą£ |
3 |
- |
- |
- |
- |
52 |
52 |
10,4 |
0,06084 |
KM ŌĆō 506/ - 7S |
||||
|
51 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ ąĖ ą▓čŗą▓ąĄčĆąĮčāčéčī ą╝ą░ąĮąČąĄčéčŗ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
2 |
- |
- |
- |
- |
15 |
15 |
3 |
0,0162 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
52 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą╝ą░ąĮąČąĄčéą░ą╝ |
ą£ |
3 |
- |
- |
- |
- |
80 |
80 |
16 |
0,0936 |
|||||
|
53 |
ąĪčéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüč鹊čĆąŠąĮčŗ ą╝ą░ąĮąČąĄčéčŗ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░ |
ą£ |
3 |
- |
26 |
26 |
- |
- |
52 |
10,4 |
0,06084 |
KM ŌĆō 506/ - 7S |
||||
|
54 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą╝ą░ąĮąČąĄčéčŗ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
2 |
- |
10 |
10 |
- |
- |
20 |
4 |
0,0216 |
|||||
|
55 |
ąŚą░ą║čĆąĄą┐ąĖčéčī ą╝ą░ąĮąČąĄčéčā čüčéčĆąŠčćą║ąŠą╣ ą┐ąŠ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā |
ą£ |
3 |
- |
61 |
61 |
- |
- |
122 |
24,4 |
0,14274 |
KM ŌĆō 506/ - 7S |
||||
|
ąĖč鹊ą│ąŠ |
ą£ |
4 |
350 |
357 |
325 |
291 |
744 |
2067 |
413,4 |
2,3733 |
70 |
0,94 |
1 |
|||
|
6 |
33 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą▒ą╗ąŠč湥ą║ ąĮą░ ą┐ą╗ą░ąĮą║ą░čģ čüą┐ąĖąĮą║ąĖ |
ąĀ |
2 |
60 |
- |
- |
- |
- |
60 |
12 |
0,0648 |
ą£ąĄą╗,ą╗ąĄą║ą░ą╗ąŠ |
|||
|
34 |
ąŻčüčéą░ąĮąŠą▓ąĖčéčī ą▒ą╗ąŠčćą║ąĖ ąĮą░ ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ |
ąÉ |
3 |
60 |
- |
- |
- |
- |
60 |
12 |
0,0702 |
|||||
|
56 |
ą×ą▒čéą░čćą░čéčī ą┐ąĄčĆąĄą┤ąĮąĖąĄ čćą░čüčéąĖ ą┐ąŠčÅčüą░. |
ą£ |
2 |
- |
50 |
- |
- |
- |
50 |
10 |
0,054 |
KM ŌĆō 506/ - 7S |
||||
|
57 |
ą¤ąŠą┤čĆąĄąĘą░čéčī čłą▓čŗ ą▓ čāą│ą╗ą░čģ, ą▓čŗą▓ąĄčĆąĮčāčéčī čćą░čüčéąĖ ą┐ąŠčÅčüą░ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā. |
ąĀ |
2 |
- |
20 |
- |
- |
- |
20 |
4 |
0,0216 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
58 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąĄčĆąĄą┤ąĮąĖąĄ čćą░čüčéąĖ ą┐ąŠčÅčüą░ ą║ ą┐ąŠą╗ąŠčüą║ąĄ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░. |
ą£ |
3 |
- |
40 |
40 |
- |
- |
80 |
16 |
0,0936 |
KM ŌĆō 506/ - 7S |
||||
|
59 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą┐ąĄčĆąĄą┤ąĮąĄą╣ čćą░čüčéąĖ ą┐ąŠčÅčüą░ ą║ ą┐ąŠą╗ąŠčüą║ąĄ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░, ą┐čĆąŠą║ą╗ą░ą┤čŗą▓ą░čÅ ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą┐ąŠčÅčüčā. |
ą£ |
3 |
- |
35 |
35 |
- |
- |
70 |
14 |
0,0819 |
|||||
|
60 |
ą¤čĆąŠą╗ąŠąČąĖčéčī čüą║čĆąĄą┐ą╗čÅčÄčēčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā ą┐ąŠčÅčüą░ |
ą£ |
3 |
- |
80 |
80 |
- |
- |
160 |
32 |
0,1872 |
KM ŌĆō 506/ - 7S |
||||
|
61 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖąĄ čüčĆąĄąĘčŗ čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
60 |
60 |
60 |
60 |
- |
240 |
48 |
0,2808 |
KM ŌĆō 506/ - 7S |
||||
|
62 |
ąĪčéą░čćą░čéčī ąĮąĖąČąĮąĖąĄ čüčĆąĄąĘčŗ čĆčāą║ą░ą▓ąŠą▓, ą▓čüčéą░ą▓ą╗čÅčÅ čģą╗čÅčüčéąĖą║ ą┐ąŠ ąĮą░ą╝ąĄą╗ą║ąĄ |
ą£ |
3 |
- |
- |
- |
- |
85 |
85 |
17 |
0,09945 |
KM ŌĆō 506/ - 7S |
||||
|
63 |
ą¤čĆąĖčéą░čćą░čéčī ą╝ą░ąĮąČąĄčéčŗ ąĖąĘ čéčĆąĖą║ąŠčéą░ąČąĮąŠą│ąŠ ą┐ąŠą╗ąŠčéąĮą░ ą║ čĆčāą║ą░ą▓ą░ą╝. |
ą£ |
3 |
- |
120 |
120 |
- |
- |
240 |
48 |
0,2808 |
KM ŌĆō 506/ - 7S |
||||
|
64 |
ą¤čĆąĖčéą░čćą░čéčī ąĘą░čüčéčæą│ąĖą▓ą░čÄčēąĖąĄčüčÅ ą╝ą░ąĮąČąĄčéčŗ ą║ ąĮąĖąĘčā čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
3 |
- |
- |
- |
110 |
- |
110 |
22 |
0,1287 |
KM ŌĆō 506/ - 7S |
||||
|
65 |
ąĪčéą░čćą░čéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ, ą▓čüčéą░ą▓ą╗čÅčÅ čäąĖą│čāčĆąĮčŗąĄ ą┐ą╗ą░ąĮą║ąĖ ą┐ąŠ ąĮą░ą┤čüąĄčćą║ą░ą╝. |
ą£ |
3 |
91 |
- |
- |
- |
- |
91 |
18,2 |
0,10647 |
KM ŌĆō 506/ - 7S |
||||
|
66 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčŗąĄ čüčéčĆąŠčćą║ąĖ ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
87 |
- |
- |
- |
- |
87 |
17,4 |
0,10179 |
|||||
|
67 |
ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ ąŠčé ą║ąŠą║ąĄčéą║ąĖ ą┤ąŠ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čłą▓ą░ |
ą£ |
3 |
- |
65 |
- |
- |
- |
65 |
13 |
0,07605 |
|||||
|
68 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čäąĖą│čāčĆąĮąŠą╝čā čĆąĄą╗čīąĄčäąĮąŠą╝čā čłą▓čā čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
- |
70 |
- |
- |
- |
70 |
14 |
0,0819 |
|||||
|
70 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čĆąĄą╗čīąĄčäąĮčŗą╝ čłą▓ą░ą╝ čüą┐ąĖąĮą║ąĖ |
ą£ |
3 |
- |
- |
65 |
- |
65 |
130 |
26 |
0,1521 |
|||||
|
69 |
ąĪčéą░čćą░čéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ ąŠčé ą║ąŠą║ąĄčéą║ąĖ ą┤ąŠ ąĮąĖąĘą░ ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
3 |
- |
- |
60 |
- |
60 |
120 |
24 |
0,1404 |
KM ŌĆō 506/ - 7S |
||||
|
73 |
ąĪčéą░čćą░čéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠč湥ą║ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ąĮąĖąĘą░ |
ą£ |
3 |
- |
- |
91 |
- |
91 |
182 |
36,4 |
0,21294 |
KM ŌĆō 506/ - 7S |
||||
|
74 |
ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠč湥ą║ ąŠčé ą║ąŠą║ąĄč鹊ą║ ą┤ąŠ ą▒ąŠą║ąŠą▓ąŠą│ąŠ čłą▓ą░ |
ą£ |
3 |
- |
96 |
- |
- |
- |
96 |
19,2 |
0,11232 |
KM ŌĆō 506/ - 7S |
||||
|
75 |
ą¤čĆąĖčéą░čćą░čéčī ą╗ąĖčüč鹊čćą║čā ą║ čĆąĄą╗čīąĄčäąĮąŠą╝čā čüčĆąĄąĘčā ą┐ąŠą╗ąŠč湥ą║ ą┐ąŠ čĆą░čüčüąĄčćą║ą░ą╝, ą┐čĆąĖčéą░čćąĖą▓ą░čÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮąŠą▓ |
ą£ |
3 |
40 |
- |
40 |
- |
- |
80 |
16 |
0,0936 |
|||||
|
76 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮąŠą▓ ą║ ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠč湥ą║ |
ą£ |
3 |
36 |
- |
36 |
- |
- |
72 |
14,4 |
0,08424 |
|||||
|
77 |
ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠčćą║ąĖ ąŠčé ą┐čĆąŠą╣ą╝ ą┤ąŠ ąĮąĖąĘą░ |
ą£ |
3 |
96 |
- |
- |
- |
- |
96 |
19,2 |
0,11232 |
KM ŌĆō 506/ - 7S |
||||
|
ąśč鹊ą│ąŠ |
ąÉ/ą£ |
3 |
530 |
636 |
627 |
170 |
301 |
2264 |
452,8 |
2,63718 |
64 |
1,03 |
1 |
|||
|
7 |
71 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠą║ąĄčéą║čā ą║ čüą┐ąĖąĮą║ąĄ |
ą£ |
3 |
- |
45 |
45 |
45 |
45 |
180 |
36 |
0,2106 |
KM ŌĆō 506/ - 7S |
|||
|
72 |
ą¤čĆąŠą╗ąŠąČąĖčéčī ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüčéčĆąŠčćą║čā ą┐ąŠ čłą▓čā ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą║ąŠą║ąĄčéą║ąĖ |
ą£ |
3 |
- |
50 |
50 |
50 |
50 |
200 |
40 |
0,234 |
|||||
|
78 |
ąØą░čüčéčĆąŠčćąĖčéčī čĆąĄą╗čīąĄčäąĮčŗąĄ čłą▓čŗ ą┐ąŠą╗ąŠč湥ą║ |
ą£ |
3 |
90 |
90 |
87 |
- |
87 |
354 |
70,8 |
0,41418 |
|||||
|
79 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠą║ąĄčéą║ąĖ ą║ ą┐ąŠą╗ąŠčćą║ą░ą╝ |
ą£ |
3 |
55 |
55 |
55 |
165 |
33 |
0,19305 |
KM ŌĆō 506/ - 7S |
||||||
|
80 |
ą¤čĆąĖčéą░čćą░čéčī ą║ąŠą║ąĄčéą║ąĖ ą║ ą┐ąŠą╗ąŠčćą║ą░ą╝ ą▓čüčéą░ą▓ą╗čÅčÅ ą║ą╗ą░ą┐ą░ąĮ ą┐ąŠ ąĮą░ą┤čüąĄčćą║ą░ą╝ |
ą£ |
3 |
- |
- |
60 |
- |
- |
60 |
12 |
0,0702 |
KM ŌĆō 506/ - 7S |
||||
|
81 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą║ąŠą║ąĄčéą║ąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
50 |
50 |
50 |
50 |
200 |
40 |
0,234 |
|||||
|
82 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ąĮą░ą║ą╗ą░ą┤ąĮąŠą│ąŠ ą║ą░čĆą╝ą░ąĮą░ |
ąĀ |
3 |
- |
- |
- |
30 |
- |
30 |
6 |
0,0351 |
ąøąĄą║ą░ą╗ąŠ, ą╝ąĄą╗ |
||||
|
83 |
ąØą░čüčéčĆąŠčćąĖčéčī ąĮą░ą║ą╗ą░ą┤ąĮąŠą╣ ą║ą░čĆą╝ą░ąĮ ąĮą░ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
4 |
- |
- |
- |
120 |
- |
120 |
24 |
0,1512 |
|||||
|
84 |
ąØą░ą╝ąĄčéąĖčéčī ą╝ąĄčüč鹊 čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖčÅ ą┐čĆąŠčĆąĄąĘąĮąŠą│ąŠ ą║ą░čĆą╝ą░ąĮą░ ąĮą░ ą┐ąŠą╗ąŠčćą║ą░čģ |
ąĀ |
3 |
- |
30 |
- |
60 |
- |
90 |
18 |
0,1053 |
ąøąĄą║ą░ą╗ąŠ, ą╝ąĄą╗ |
||||
|
85 |
ą×ą▒čéą░čćą░čéčī ą▓čģąŠą┤ ą║ą░čĆą╝ą░ąĮą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąŠą╣ ą┐ąŠ ąĮą░ą╝ąĄą╗ą║ąĄ |
ą£ |
4 |
- |
50 |
- |
100 |
- |
150 |
30 |
0,189 |
|||||
|
86 |
ąØą░čüčéčĆąŠčćąĖčéčī ą┐ąŠą┤ąĘąŠčĆ ąĮą░ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ |
ą£ |
4 |
- |
50 |
- |
100 |
- |
150 |
30 |
0,189 |
|||||
|
87 |
ąÆčŗą┐ąŠą╗ąĮąĖčéčī čĆą░ąĘčĆąĄąĘ ą┐ąŠ ą▓čģąŠą┤čā ą▓ ą║ą░čĆą╝ą░ąĮ |
ąĀ |
4 |
- |
60 |
- |
120 |
- |
180 |
36 |
0,2268 |
ąØąŠąČąĮąĖčåčŗ |
||||
|
88 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ ąĮą░ ąĖąĘąĮą░ąĮąŠčćąĮčāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
- |
30 |
- |
60 |
- |
90 |
18 |
0,0972 |
|||||
|
89 |
ąØą░čüčéčĆąŠčćąĖčéčī č鹥čüčīą╝čā-ą╝ąŠą╗ąĮąĖčÄ ą┐ąŠ ą▓čģąŠą┤čā ą▓ ą║ą░čĆą╝ą░ąĮ |
ą£ |
4 |
- |
60 |
- |
120 |
- |
180 |
36 |
0,2268 |
KM ŌĆō 506/ - 7S |
||||
|
90 |
ą¤čĆąĖčéą░čćą░čéčī ą╗ąĖčüč鹊čćą║ąĖ ąĖ ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ ą║ ą▓ąĄčĆčģąĮąĄą╝čā čüčĆąĄąĘčā ąĮąĖąČąĮąĄą╣ ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
- |
- |
- |
46 |
46 |
9,2 |
0,05382 |
KM ŌĆō 506/ - 7S |
||||
|
91 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ą░čĆą╝ą░ąĮą░ ą║ ąĮąĖąČąĮąĄą╝čā čüčĆąĄąĘčā ą▒ąŠą║ąŠą▓ąŠą╣ čćą░čüčéąĖ ą┐ąŠą╗ąŠčćą║ąĖ |
ą£ |
3 |
- |
- |
- |
- |
46 |
46 |
9,2 |
0,05382 |
|||||
|
92 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą╗ąĖčüč鹊čćą║ąĖ |
ą£ |
3 |
- |
- |
- |
- |
46 |
46 |
9,2 |
0,05382 |
KM ŌĆō 506/ - 7S |
||||
|
ąĖč鹊ą│ąŠ |
ą£ |
4 |
90 |
570 |
292 |
910 |
425 |
2287 |
457,4 |
2,73789 |
63 |
1,04 |
1 |
|||
|
8 |
107 |
ąĪčéą░čćą░čéčī ą┐ą╗ąĄč湥ą▓čŗąĄ čüčĆąĄąĘčŗ |
ą£ |
3 |
45 |
45 |
45 |
45 |
45 |
225 |
45 |
0,26325 |
KM ŌĆō 506/ - 7S |
|||
|
108 |
ąÆčéą░čćą░čéčī ą▓ąĄčĆčģąĮąĖą╣ ą▓ąŠčĆąŠčéąĮąĖą║ čüč鹊ą╣ą║čā ą▓ ą│ąŠčĆą╗ąŠą▓ąĖąĮčā |
ą£ |
4 |
100 |
100 |
100 |
100 |
100 |
500 |
100 |
0,63 |
KM ŌĆō 506/ - 7S |
||||
|
109 |
ąÆčéą░čćą░čéčī čĆčāą║ą░ą▓ą░ ą▓ ą┐čĆąŠą╣ą╝čŗ |
ą£ |
5 |
225 |
225 |
225 |
225 |
225 |
1125 |
225 |
1,51875 |
KM ŌĆō 506/ - 7S |
||||
|
110 |
ąĪčéą░čćą░čéčī ą▒ąŠą║ąŠą▓čŗąĄ čüčĆąĄąĘčŗ ą║čāčĆčéą║ąĖ |
ą£ |
3 |
135 |
135 |
135 |
135 |
135 |
675 |
135 |
0,78975 |
KM ŌĆō 506/ - 7S |
||||
|
111 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠčÅčü ą║ ąĮąĖąĘčā ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
3 |
150 |
150 |
150 |
150 |
150 |
750 |
150 |
0,8775 |
KM ŌĆō 506/ - 7S |
||||
|
113 |
ą×ą▒čéą░čćą░čéčī ąŠčéą╗ąĄčé ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£ |
4 |
78 |
78 |
78 |
78 |
- |
312 |
62,4 |
0,39312 |
|||||
|
114 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ ąĮąĖąĘčā ąĖąĘą┤ąĄą╗ąĖčÅ |
ą£ |
2 |
135 |
135 |
135 |
135 |
135 |
675 |
135 |
0,729 |
KM ŌĆō 506/ - 7S |
||||
|
116 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ą║čāčĆčéą║čā ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
15 |
15 |
15 |
15 |
15 |
75 |
15 |
0,081 |
|||||
|
ąĖč鹊ą│ąŠ |
ą£ |
5 |
883 |
883 |
883 |
883 |
805 |
4337 |
867,4 |
5,28237 |
33 |
1,97 |
2 |
|||
|
9 |
112 |
ą¤čĆąĖčéą░čćą░čéčī čĆą░ąĘčŖčæą╝ąĮčāčÄ č鹥čüčīą╝čā ą╝ąŠą╗ąĮąĖčÄ ą║ čüčĆąĄąĘą░ą╝ ą▒ąŠčĆč鹊ą▓ |
ą£ |
4 |
145 |
145 |
145 |
145 |
145 |
725 |
145 |
0,9135 |
KM ŌĆō 506/ - 7S |
|||
|
117 |
ąØą░čüčéčĆąŠčćąĖčéčī ą▒ąŠčĆčéą░ ąĮą░ ą┐ąŠą┤ą▒ąŠčĆčé |
ą£ |
4 |
260 |
260 |
260 |
260 |
260 |
1300 |
260 |
1,638 |
|||||
|
ąśč鹊ą│ąŠ |
ą£ |
4 |
405 |
405 |
405 |
405 |
405 |
1975 |
395 |
2,5515 |
73 |
0,89 |
1 |
|||
|
10 |
118 |
ąÆčŗą▓ąĄčĆąĮčāčéčī čĆčāą║ą░ą▓ą░ ąĮą░ ąĖąĘąĮą░ąĮąŠčćąĮčāčÄ čüč鹊čĆąŠąĮčā |
ą£ |
2 |
135 |
135 |
135 |
135 |
135 |
675 |
135 |
0,729 |
||||
|
119 |
ą¤čĆąĖčéą░čćą░čéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā ą║ ąĮąĖąĘčā čĆčāą║ą░ą▓ąŠą▓ |
ą£ |
2 |
104 |
104 |
104 |
104 |
104 |
520 |
104 |
0,5616 |
KM ŌĆō 506/ - 7S |
||||
|
120 |
ą¤čĆąĖą║čĆąĄą┐ąĖčéčī ą┐čĆąŠą╣ą╝čŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą▓ ą▓ąĄčĆčģąĮąĄą╣ čćą░čüčéąĖ čü ą┐ąŠą╝ąŠčēčīčÄ ąŠčéčĆąĄąĘą║ą░ čéą║ą░ąĮąĖ |
ą£ |
3 |
35 |
35 |
35 |
35 |
35 |
175 |
35 |
0,20475 |
|||||
|
121 |
ą¤čĆąĖą║čĆąĄą┐ąĖčéčī ą┐čĆąŠą╣ą╝čŗ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą▓ ąĮąĖąČąĮąĄą╣ čćą░čüčéąĖ |
ą£ |
3 |
35 |
35 |
35 |
35 |
35 |
175 |
35 |
0,20475 |
|||||
|
122 |
ą¤čĆąĖą║čĆąĄą┐ąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ ą║ ą▓ąĄčĆčģąĮąĄą╝čā ą▓ąŠčĆąŠčéąĮąĖą║čā ąĖ čłą▓čā ą▓čéą░čćąĖą▓ą░ąĮąĖčÅ ąĮąĖąČąĮąĄą│ąŠ ą▓ąŠčĆąŠčéąĮąĖą║ą░ |
ą£ |
2 |
60 |
60 |
60 |
60 |
60 |
300 |
60 |
0,324 |
|||||
|
124 |
ąŚą░čüčéčĆąŠčćąĖčéčī ąŠčéą▓ąĄčĆčüčéąĖąĄ ą▓ čĆčāą║ą░ą▓ąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ |
ą£ |
2 |
56 |
56 |
56 |
56 |
56 |
280 |
56 |
0,3024 |
|||||
|
125 |
ą¤čĆąĖčéą░čćą░čéčī ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮčāčÄ ą┐ą╗ą░ąĮą║čā ą║ čüčĆąĄąĘčā ą▒ąŠčĆčéą░ |
ą£ |
3 |
- |
- |
- |
120 |
- |
120 |
24 |
0,1404 |
KM ŌĆō 506/ - 7S |
||||
|
126 |
ąØą░čüčéčĆąŠčćąĖčéčī čłąŠą▓ ą┐čĆąĖčéą░čćąĖą▓ą░ąĮąĖčÅ ą▓ąĄčéčĆąŠąĘą░čēąĖčéąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ |
ą£ |
3 |
- |
- |
- |
110 |
- |
110 |
20 |
0,117 |
|||||
|
ąśč鹊ą│ąŠ |
ą£ |
3 |
425 |
425 |
425 |
655 |
425 |
2355 |
470 |
2,5839 |
61 |
1,06 |
1 |
|||
|
11 |
106 |
ą¤čĆąĖčāčéčĹȹĖčéčī ą┐ąŠą┤ą║ą╗ą░ą┤ą║čā |
ąŻ |
2 |
122 |
122 |
122 |
122 |
122 |
610 |
122 |
0,6588 |
||||
|
123 |
ąÆčŗą▓ąĄčĆąĮčāčéčī ąĖąĘą┤ąĄą╗ąĖąĄ ąĮą░ ą╗ąĖčåąĄą▓čāčÄ čüč鹊čĆąŠąĮčā |
ąĀ |
2 |
30 |
30 |
30 |
30 |
30 |
150 |
30 |
0,162 |
|||||
|
130 |
ą×ą║ąŠąĮčćą░č鹥ą╗čīąĮą░čÅ ąÆąóą× |
ąŻ |
5 |
250 |
250 |
250 |
250 |
250 |
1250 |
250 |
1,6875 |
QT ŌĆō 1200 FR |
||||
|
135 |
ąØą░ą▓ąĄčłąĖą▓ą░ąĮąĖąĄ č鹊ą▓ą░čĆąĮąŠą│ąŠ čÅčĆą╗čŗą║ą░ |
ąĀ |
2 |
35 |
35 |
35 |
35 |
35 |
175 |
35 |
0,189 |
|||||
|
136 |
ą¤čĆąŠą┤čæčĆąĮčāčéčī čłąĮčāčĆ ą▓ ą▒ą╗ąŠčćą║ąĖ čäąĖą│čāčĆąĮąŠą╣ ą┐ą╗ą░ąĮą║ąĖ čüą┐ąĖąĮą║ąĖ |
ąĀ |
2 |
60 |
- |
- |
- |
- |
60 |
12 |
0,0648 |
|||||
|
137 |
ąØą░ą┤ąĄčéčī ąĮą░ą║ąŠąĮąĄčćąĮąĖą║ąĖ ąĮą░ čłąĮčāčĆ ąĖ ąĘą░ą▓čÅąĘą░čéčī čāąĘąĄą╗ą║ąĖ |
ąĀ |
2 |
50 |
- |
- |
- |
- |
50 |
10 |
0,054 |
|||||
|
138 |
ąŚą░čüč鹥ą│ąĮčāčéčī ąĖąĘą┤ąĄą╗ąĖčÅ ąĮą░ č鹥čüčīą╝čā- ą╝ąŠą╗ąĮąĖčÄ, ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ ą║ąĮąŠą┐ą║ąĖ |
ąĀ |
2 |
11 |
11 |
11 |
11 |
11 |
55 |
11 |
0,0594 |
|||||
|
ąśč鹊ą│ąŠ |
ąŻ |
5 |
508 |
448 |
448 |
448 |
448 |
2300 |
460 |
2,8755 |
63 |
1,04 |
1 |
|||
|
ąśč鹊ą│ąŠ ą┐ąŠ ąĖąĘą┤ąĄą╗ąĖčÄ |
5376 |
6015 |
5612 |
6056 |
5584 |
28643 |
5728,6 |
33,7995 |
600 |
13,15 |
13 |
3.4 ąÉąĮą░ą╗ąĖąĘ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ čüčģąĄą╝čŗ ąŠčüąĮąŠą▓ąĮąŠą│ąŠ ą┐ąŠč鹊ą║ą░
ąÉąĮą░ą╗ąĖąĘ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ čĆą░čüč湥čéąĮčŗą╝ ąĖ ą│čĆą░čäąĖč湥čüą║ąĖą╝ ą╝ąĄč鹊ą┤ą░ą╝ąĖ.
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ąÜ>čü >ąŠą┐čĆąĄą┤ąĄą╗čÅčÄčēąĖą╣ ąĘą░ą│čĆčāąČąĄąĮąĮąŠčüčéčī ą┐ąŠč鹊ą║ą░, ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ ą┐ąŠ č乊čĆą╝čāą╗ąĄ (19).
 ,
(19)
,
(19)
ą│ą┤ąĄ T>ąĖąĘą┤ >>- >čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéčī ąĖąĘą┤ąĄą╗ąĖčÅ ą▓ ą┐ąŠč鹊ą║ąĄ, čüąĄą║, N>čä> - čäą░ą║čéąĖč湥čüą║ąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ, Žä - čéą░ą║čé ą┐ąŠč鹊ą║ą░, čüąĄą║.
ą¤ąŠč鹊ą║ ą▓ čåąĄą╗ąŠą╝ čüčćąĖčéą░ąĄčéčüčÅ čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĮčŗą╝ ą┐čĆą░ą▓ąĖą╗čīąĮąŠ, ąĄčüą╗ąĖ ąÜ>čü >= 1 ┬▒0,02; ąĄčüą╗ąĖ ąÜ>čü> < 1 ŌĆō ą▓ ą┐ąŠč鹊ą║ąĄ ą▒ąŠą╗čīčłąĄ ąĮąĄą┤ąŠą│čĆčāąČąĄąĮąĮčŗčģ ąŠą┐ąĄčĆą░čåąĖą╣, ąĄčüą╗ąĖ ąÜ>čü> > 1 ŌĆō ą▓ ą┐ąŠč鹊ą║ąĄ ą▒ąŠą╗čīčłąĄ ą┐ąĄčĆąĄą│čĆčāąČąĄąĮąĮčŗčģ ąŠą┐ąĄčĆą░čåąĖą╣. ąĢčüą╗ąĖ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ ąŠčéą║ą╗ąŠąĮčÅąĄčéčüčÅ ąŠčé ąĄą┤ąĖąĮąĖčåčŗ ą▒ąŠą╗ąĄąĄ ą┤ąŠą┐čāčüčéąĖą╝ąŠą│ąŠ, č鹊 čāč鹊čćąĮčÅčÄčé čéą░ą║čé ą┐ąŠč鹊ą║ą░. ąōčĆą░čäąĖč湥čüą║ąĖą╣ ą░ąĮą░ą╗ąĖąĘ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ ą┐ąŠ ą│čĆą░čäąĖą║čā čüąĖąĮčģčĆąŠąĮąĮąŠčüčéąĖ, ą┤ąĖą░ą│čĆą░ą╝ą╝ąĄ čüąĖąĮčģčĆąŠąĮąĮąŠčüčéąĖ ąŠą┐ąĄčĆą░čåąĖą╣ ąĖ ą╝ąŠąĮčéą░ąČąĮąŠą╝čā ą│čĆą░čäąĖą║čā ŌĆō čüčģąĄą╝ąĄ ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖčÅ ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čéą░.
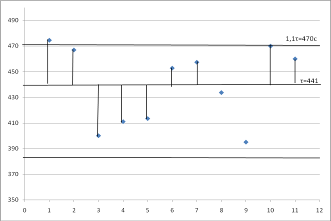
ąĀąĖčü.3.1.ąōčĆą░čäąĖą║ čüąĖąĮčģčĆąŠąĮąĮąŠčüčéąĖ
ąō čĆą░čäąĖą║
čüąĖąĮčģčĆąŠąĮąĮąŠčüčéąĖ ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ą▓čĆąĄą╝čÅ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ
ąŠą┐ąĄčĆą░čåąĖąĖ ąĖ ąŠčéą║ą╗ąŠąĮąĄąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠčé čéą░ą║čéą░.
čĆą░čäąĖą║
čüąĖąĮčģčĆąŠąĮąĮąŠčüčéąĖ ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ą▓čĆąĄą╝čÅ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ
ąŠą┐ąĄčĆą░čåąĖąĖ ąĖ ąŠčéą║ą╗ąŠąĮąĄąĮąĖčÅ ą▓čĆąĄą╝ąĄąĮąĖ ąŠčé čéą░ą║čéą░.
ąöąĖą░ą│čĆą░ą╝ą╝ą░ čüąĖąĮčģčĆąŠąĮąĮąŠčüčéąĖ ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ąĘą░ą│čĆčāąČąĄąĮąĮąŠčüčéčī ąŠą┐ąĄčĆą░čåąĖąĖ ąĖ čüą┐ąĄčåąĖą░ą╗ąĖąĘą░čåąĖčÄ čĆą░ą▒ąŠčé.
ą£ąŠąĮčéą░ąČąĮčŗą╣ ą│čĆą░čäąĖą║ ąĮą░ą│ą╗čÅą┤ąĮąŠ ą▓čŗčÅą▓ą╗čÅąĄčé čüčéčĆčāą║čéčāčĆčā ą┐ąŠč鹊ą║ą░, ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ą┤ą▓ąĖąČąĄąĮąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ ą▓ ą┐ąŠč鹊ą║ąĄ, ąĮą░ą╗ąĖčćąĖąĄ ą║čĆą░čéąĮčŗčģ ąŠą┐ąĄčĆą░čåąĖą╣, ą┐ąŠčĆčÅą┤ąŠą║ ąĘą░ą┐čāčüą║ą░ ą┤ąĄčéą░ą╗ąĄą╣ ą▓ ą┐ąŠč鹊ą║, ą▓ąĘą░ąĖą╝ąŠčüą▓čÅąĘčī ą╝ąĄąČą┤čā ąŠą┐ąĄčĆą░čåąĖčÅą╝ąĖ.
ąØą░ ąŠčüąĮąŠą▓ą░ąĮąĖąĖ ą╝ąŠąĮčéą░ąČąĮąŠą│ąŠ ą│čĆą░čäąĖą║ą░ čĆąĄčłą░ąĄčéčüčÅ ą▓ąŠą┐čĆąŠčü ąŠ ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéąĖ ąĖ čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠčüčéąĖ čĆą░ąĘą▒ąĖą▓ą║ąĖ ą┐ąŠč鹊ą║ą░ ąĮą░ ąŠčéą┤ąĄą╗čīąĮčŗąĄ čüąĄą║čåąĖąĖ, čĆą░čüčüčéą░ą▓ą╗čÅčÄčéčüčÅ ą▓ąĮčāčéčĆąĖą┐čĆąŠčåąĄčüčüąĮčŗąĄ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗąĄ čüčĆąĄą┤čüčéą▓ą░.
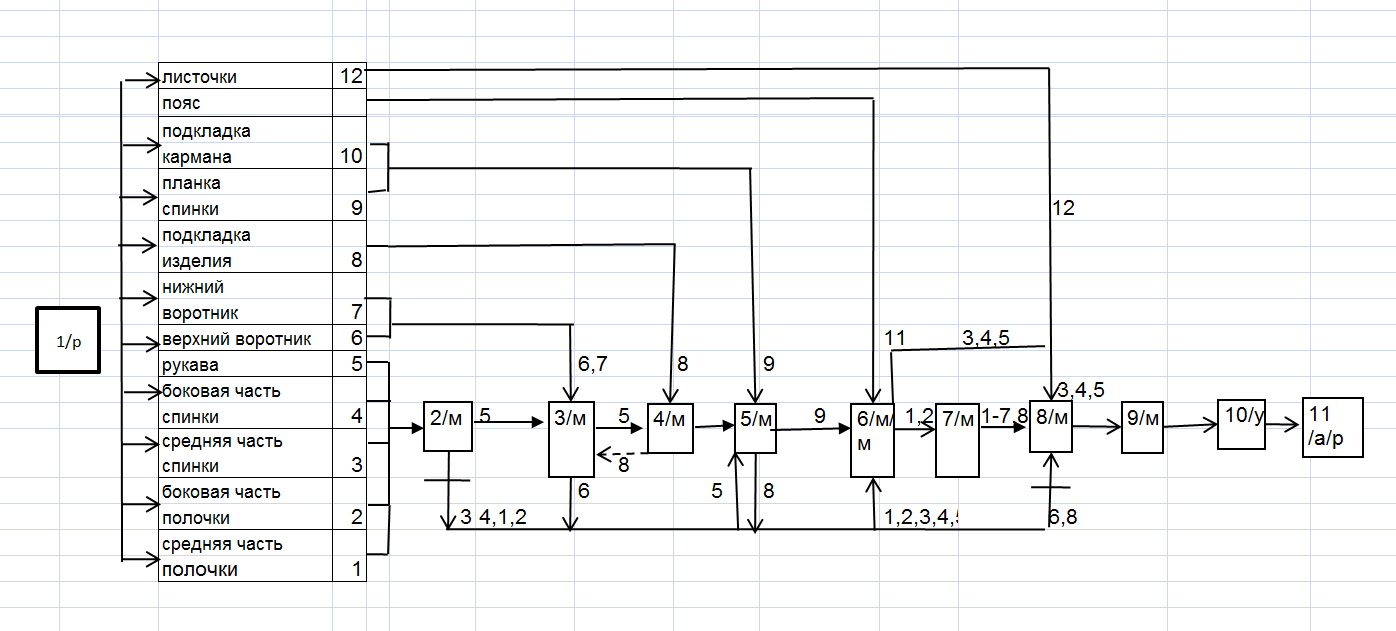
ąĀąĖčü 3.3.ą£ąŠąĮčéą░ąČąĮčŗą╣ ą│čĆą░čäąĖą║
3.5 ąĀą░čüč湥čé ąĖ ą░ąĮą░ą╗ąĖąĘ č鹥čģąĮąĖą║ąŠ-菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖčģ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĄą╣ ą┐ąŠč鹊ą║ą░
ą×ą║ąŠąĮčćą░č鹥ą╗čīąĮčŗą╣ ąĖč鹊ą│ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠ-č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐ąŠčüčéčĆąŠąĄąĮąĖčÅ čłą▓ąĄą╣ąĮčŗčģ ą┐ąŠč鹊ą║ąŠą▓ ą┐ąŠą┤ą▓ąŠą┤ąĖčéčüčÅ čĆą░čüč湥č鹊ą╝ ąŠčüąĮąŠą▓ąĮčŗčģ č鹥čģąĮąĖą║ąŠ-菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖčģ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĄą╣ (ąóąŁą¤), ąŠčåąĄąĮąĖą▓ą░čÄčēąĖčģ ą┐čĆąŠčåąĄčüčü ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ čéčĆčāą┤ą░ ą▓ ą┐ąŠč鹊ą║ąĄ.
ąöą╗čÅ čĆą░čüč湥čéą░ ąóąŁą¤ čüąŠčüčéą░ą▓ą╗čÅąĄčéčüčÅ čüą▓ąŠą┤ąĮą░čÅ čéą░ą▒ą╗ąĖčåą░ 3.5.
ąóąĄčģąĮąĖą║ąŠ-菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖąĄ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĖ ą┐čĆąŠčåąĄčüčüą░ čĆą░čüčüčćąĖčéčŗą▓ą░čÄčéčüčÅ ąĮą░ ąŠčüąĮąŠą▓ąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠ-č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ čüčģąĄą╝čŗ ą┐ąŠč鹊ą║ą░ ąĖ čüą▓ąŠą┤ąĮąŠą╣ čéą░ą▒ą╗ąĖčåčŗ čĆą░ą▒ąŠč湥ą╣ čüąĖą╗čŗ ąĖ ą┐čĆąĖą▓ąŠą┤čÅčéčüčÅ ą▓ čüą▓ąŠą┤ąĮąŠą╣ čéą░ą▒ą╗ąĖčåąĄ 3.6.
ą¤ąŠą║ą░ąĘą░č鹥ą╗ąĖ čĆą░čüčüčćąĖčéčŗą▓ą░čÄčéčüčÅ ą┐ąŠ čüą╗ąĄą┤čāčÄčēąĖą╝ č乊čĆą╝čāą╗ą░ą╝:
ąÆčŗčĆą░ą▒ąŠčéą║ą░ ąĮą░ ąŠą┤ąĮąŠą│ąŠ čĆą░ą▒ąŠč湥ą│ąŠ ą▓ čüą╝ąĄąĮčā (ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčī čéčĆčāą┤ą░) čģą░čĆą░ą║č鹥čĆąĖąĘčāąĄčé č鹥čģąĮąĖč湥čüą║ąĖą╣ čāčĆąŠą▓ąĄąĮčī ą┐ąŠč鹊ą║ą░:
 ,
(20)
,
(20)
ą│ą┤ąĄ ą£>čüą╝ >- ą▓čŗą┐čāčüą║ ą▓ čüą╝ąĄąĮčā, ąĄą┤, N >čĆ> - čĆą░čüč湥čéąĮąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čĆą░ą▒ąŠčćąĖčģ, č湥ą╗.
ąĪčĆąĄą┤ąĮąĖą╣ čéą░čĆąĖčäąĮčŗą╣ čĆą░ąĘčĆčÅą┤:
 (21)
(21)
ąĪčĆąĄą┤ąĮąĖą╣ čéą░čĆąĖčäąĮčŗą╣ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé Q>čüčĆ>
 (22)
(22)
ą¤ąŠą║ą░ąĘą░č鹥ą╗ąĖ Q>čüčĆ>, r>cp> čģą░čĆą░ą║č鹥čĆąĖąĘčāčÄčé ą║ą▓ą░ą╗ąĖčäąĖą║ą░čåąĖąŠąĮąĮčāčÄ čüč鹊čĆąŠąĮčā ą┐čĆąĖą╝ąĄąĮčÅąĄą╝ąŠą╣ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ, ąĮąŠ ąĮąĄ ą┐čĆąŠą│čĆąĄčüčüąĖą▓ąĮąŠčüčéčī ą┐ąŠč鹊ą║ą░.
ąĪč鹊ąĖą╝ąŠčüčéčī ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĄą┤ąĖąĮąĖčåčŗ ąĖąĘą┤ąĄą╗ąĖčÅ ąĀ>ąĖąĘą┤>, čĆčāą▒.:
P>ąĖąĘą┤ >=33,8čĆčāą▒> >(23)
ą│ą┤ąĄ: ąĀ>i> - čüčāą╝ą╝ą░ čĆą░čüčåąĄąĮąŠą║ ą┐ąŠ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮčŗą╝ ąŠą┐ąĄčĆą░čåąĖčÅą╝
 (24)
(24)
 >
>(25)
>
>(25)
 (26)
(26)

ą│ą┤ąĄ: ąĪ>čé ą┤ąĮ 1 čĆą░ąĘ>> >- ą┤ąĮąĄą▓ąĮą░čÅ čéą░čĆąĖčäąĮą░čÅ čüčéą░ą▓ą║ą░ 1 čĆą░ąĘčĆčÅą┤ą░; ąĪ>čé čćą░čü>> >- čćą░čüąŠą▓ą░čÅ čéą░čĆąĖčäąĮą░čÅ čüčéą░ą▓ą║ą░ 1 čĆą░ąĘčĆčÅą┤ą░: cčāą╝ą╝ą░ čéą░čĆąĖčäąĮčŗčģ ą║ąŠčŹčäčäąĖčåąĖąĄąĮč鹊ą▓ (ą│čĆą░čäą░ 17); Q>čüčĆ >- čüčĆąĄą┤ąĮąĖą╣ čéą░čĆąĖčäąĮčŗą╣ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé; ą£>čüą╝> - ą▓čŗą┐čāčüą║ ą▓ čüą╝ąĄąĮčā;
ą¤ąó - ą▓čŗčĆą░ą▒ąŠčéą║ą░ ąĮą░ 1 čĆą░ą▒ąŠč湥ą│ąŠ ą▓ čüą╝ąĄąĮčā.
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ ą┐ąŠč鹊ą║ą░ ąÜ>ą╝>.:
 (27)
(27)
ą│ą┤ąĄ: Ōłæt >ą╝>, Ōłæt >čü>, Ōłæt >ą┐>, Ōłæt>ą░> - čüčāą╝ą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąŠ čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüčéčÅą╝, čüąĄą║; ąó>ąĖąĘą┤>> - >čéčĆčāą┤ąŠąĄą╝ą║ąŠčüčéčī ąĖąĘą┤ąĄą╗ąĖčÅ, čüąĄą║.
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ
 (28)
(28)

ą│ą┤ąĄ: ,
,
 ,
,
 ,
,
 - čüčāą╝ą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąŠ ąĮąĄą┤ąĄą╗ąĖą╝čŗą╝ ąŠą┐ąĄčĆą░čåąĖčÅą╝
ą╝ą░čłąĖąĮąĮčŗčģ čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüč鹥ą╣, čüąĄą║;
- čüčāą╝ą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąŠ ąĮąĄą┤ąĄą╗ąĖą╝čŗą╝ ąŠą┐ąĄčĆą░čåąĖčÅą╝
ą╝ą░čłąĖąĮąĮčŗčģ čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüč鹥ą╣, čüąĄą║;
 ,
,
 ,
,
 ,
, - čüčāą╝ą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąŠ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮčŗą╝
ąŠą┐ąĄčĆą░čåąĖčÅą╝ ą╝ą░čłąĖąĮąĮčŗčģ čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüč鹥ą╣,
čüąĄą║.
- čüčāą╝ą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąŠ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮčŗą╝
ąŠą┐ąĄčĆą░čåąĖčÅą╝ ą╝ą░čłąĖąĮąĮčŗčģ čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüč鹥ą╣,
čüąĄą║.
ąÜ>ąĖ.ąŠ.> ŌĆō čģą░čĆą░ą║č鹥čĆąĖąĘčāąĄčé ą║ą░č湥čüčéą▓ąŠ čĆą░ąĘą┤ąĄą╗ąĄąĮąĖčÅ čéčĆčāą┤ą░ ą┐ąŠ čüą┐ąĄčåąĖą░ą╗ąĖąĘą░čåąĖąĖ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé.
ąĪčŖąĄą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ čü 1 ą╝2 ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą╣ ą┐ą╗ąŠčēą░ą┤ąĖ:
 ,
(29)
,
(29)
ą│ą┤ąĄ: ą£>čüą╝> - ą▓čŗą┐čāčüą║ ąĖąĘą┤ąĄą╗ąĖą╣ ą▓ čüą╝ąĄąĮčā, ąĄą┤.; S>ą┐ąŠčé> - ą┐ą╗ąŠčēą░ą┤čī ą┐ąŠč鹊ą║ą░, ą╝2.
 ąĄą┤.
ąĄą┤.
ąóą░ą▒ą╗ąĖčåą░ 3.6- ąóąĄčģąĮąĖą║ąŠ-菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖąĄ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĖ ą┐čĆąŠąĄą║čéąĖčĆčāąĄą╝ąŠą│ąŠ ą┐ąŠč鹊ą║ą░
|
Ōä¢ ą┐/ą┐ |
ąóąĄčģąĮąĖą║ąŠ-菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖąĄ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĖ |
čĆą░ąĘą╝ąĄčĆąĮąŠčüčéčī |
ą¦ąĖčüą╗ąŠą▓ąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ |
|
1 |
ąÆčŗą┐čāčüą║ ą▓ čüą╝ąĄąĮčā, ą£>čüą╝> |
ąĄą┤. |
65 |
|
2 |
ąóčĆčāą┤ąŠąĄą╝ą║ąŠčüčéčī ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖčÅ, ąó>ąĖąĘą┤> |
čüąĄą║ |
5728,6 |
|
3 |
ą¦ąĖčüą╗ąĄąĮąĮąŠčüčéčī čĆą░ą▒ąŠčćąĖčģ: čĆą░čüč湥čéąĮą░čÅ, N>čĆ> ążą░ą║čéąĖč湥čüą║ą░čÅ,N>čä> |
č湥ą╗. |
13 13 |
|
4 |
ąÆčŗčĆą░ą▒ąŠčéą║ą░ ąĮą░ ąŠą┤ąĮąŠą│ąŠ čĆą░ą▒ąŠč湥ą│ąŠ ą▓ čüą╝ąĄąĮčā (ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčī čéčĆčāą┤ą░), ą¤ąó |
ąĄą┤. |
5 |
|
5 |
ąĪčĆąĄą┤ąĮąĖą╣ čéą░čĆąĖčäąĮčŗą╣ čĆą░ąĘčĆčÅą┤, r>čüčĆ> |
3,06 |
|
|
6 |
ąĪčĆąĄą┤ąĮąĖą╣ čéą░čĆąĖčäąĮčŗą╣ ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé, Q>cčĆ> |
1,31 |
|
|
7 |
ąĪč鹊ąĖą╝ąŠčüčéčī ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĄą┤ąĖąĮąĖčåčŗ ąĖąĘą┤ąĄą╗ąĖčÅ, ąĀ>ąĖąĘą┤> |
čĆčāą▒. |
33,8 |
|
8 |
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé ąĘą░ą│čĆčāąĘą║ąĖ (čüąŠą│ą╗ą░čüąŠą▓ą░ąĮąĖčÅ), ąÜ>čü> |
1 |
|
|
9 |
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ ą┐ąŠč鹊ą║ą░, ąÜ>ą╝> |
0,8 |
|
|
10 |
ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ąÜ>ąĖ.ąŠ.> |
0,82 |
|
|
11 |
ąĪčŖąĄą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ čü 1 ą╝2 ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą╣ ą┐ą╗ąŠčēą░ą┤ąĖ,Žā |
ąĄą┤. |
0,40 |
4. ą×čĆą│ą░ąĮąĖąĘą░čåąĖčÅ ą▓ąĮčāčéčĆąĖą┐čĆąŠčåąĄčüčüąĮąŠą│ąŠ čéčĆą░ąĮčüą┐ąŠčĆčéą░
ąĀą░ą▒ąŠčéą░ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠą│ąŠ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ, ąŠčüąŠą▒ąĄąĮąĮąŠ ą▓ čāčüą╗ąŠą▓ąĖčÅčģ ąĮąĄą┐čĆąĄčĆčŗą▓ąĮąŠą│ąŠ ą┐ąŠč鹊čćąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░, čüą▓čÅąĘą░ąĮą░ čü ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéčīčÄ ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖčÅ ą▒ąŠą╗čīčłąŠą│ąŠ ą║ąŠą╗ąĖč湥čüčéą▓ą░ čĆą░ąĘąĮąŠąŠą▒čĆą░ąĘąĮčŗčģ ą│čĆčāąĘąŠą▓. ą¤ąĄčĆąĄą╝ąĄčēąĄąĮąĖąĄ ą│čĆčāąĘąŠą▓, ąĮąĄąŠą▒čģąŠą┤ąĖą╝čŗčģ ą┤ą╗čÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą╣ ą┤ąĄčÅč鹥ą╗čīąĮąŠčüčéąĖ čłą▓ąĄą╣ąĮčŗčģ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣, ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ čü ą┐ąŠą╝ąŠčēčīčÄ čéčĆą░ąĮčüą┐ąŠčĆčéą░, ą║ąŠč鹊čĆčŗą╣ ą┐ąŠ č鹥čĆčĆąĖč鹊čĆąĖą░ą╗čīąĮąŠą╝čā ą┐čĆąĖąĘąĮą░ą║čā ą┤ąĄą╗čÅčé ąĮą░ ą▓ąĮąĄčłąĮąĖą╣ ąĖ ą▓ąĮčāčéčĆąĄąĮąĮąĖą╣. ąÆąĮąĄčłąĮąĖą╣ čéčĆą░ąĮčüą┐ąŠčĆčé ą┤ąŠčüčéą░ą▓ą╗čÅąĄčé ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ čüčŗčĆčīąĄ, ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čéčŗ, ą▓ąĮčāčéčĆąĄąĮąĮąĖą╣ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčé ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖąĄ ą│čĆčāąĘąŠą▓ ą▓ ą┐čĆąĄą┤ąĄą╗ą░čģ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░.
ąĪ čåąĄą╗čīčÄ ą┐čĆąĄą┤ąŠčéą▓čĆą░čēąĄąĮąĖčÅ čĆą░čüčüčŗą┐ą░ąĮąĖčÅ ą┐čĆąĄą┤ą╝ąĄč鹊ą▓ čéčĆčāą┤ą░ ą┐čĆąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĖ ąÆąóą¤ ą┐ą░čćą║ą░ ą╗ąĖą▒ąŠ čüą▓čÅąĘčŗą▓ą░ąĄčéčüčÅ č鹥čüčīą╝ąŠą╣, ą╗ąĖą▒ąŠ ąĘą░ą║čĆąĄą┐ą╗čÅąĄčéčüčÅ ą▓ čāčüčéčĆąŠą╣čüčéą▓ą░čģ čäąĖą║čüą░čåąĖąĖ ŌĆō ąĘą░ąČąĖą╝ą░čģ.
ąÆ čłą▓ąĄą╣ąĮąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ ą┐ąŠą╗čāčćąĖą╗ąĖ čłąĖčĆąŠą║ąŠąĄ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ ą▒ąĄčüą┐čĆąĖą▓ąŠą┤ąĮčŗąĄ čüčĆąĄą┤čüčéą▓ą░ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą║ąĖ ą┐ą░č湥ą║ ą┤ąĄčéą░ą╗ąĄą╣ ąĖ ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░č鹊ą▓. ąöą╗čÅ ą×ą×ą× "ąÉčĆą║čéąĖą║ą░" ą╝ąŠąČąĮąŠ ą┐čĆąĄą┤ą╗ąŠąČąĖčéčī čüą╗ąĄą┤čāčÄčēąĖąĄ čüčĆąĄą┤čüčéą▓ą░:
ąóą░ą▒ą╗ąĖčåą░ 3.9- ąźą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ ą▓ąĮčāčéčĆąĖą┐čĆąŠčåąĄčüčüąĮčŗčģ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗčģ čüčĆąĄą┤čüčéą▓
|
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ čéčĆą░ąĮčüą┐ąŠčĆčéąĮąŠą│ąŠ čüčĆąĄą┤čüčéą▓ą░ |
ą£ą░čĆą║ą░ |
ąĀą░ąĘą╝ąĄčĆ |
ąÜąŠą╗ąĖč湥čüčéą▓ąŠ čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮąŠąĄ ą▓ ą┐ąŠč鹊ą║ąĄ |
|
ąóąĄą╗ąĄąČą║ą░-ą║ąŠąĮč鹥ą╣ąĮąĄčĆ ąĮą░ą┐ąŠą╗čīąĮąŠą│ąŠ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą░ąĮąĖčÅ |
ąó-1ą£.00.000 |
500├Ś510├Ś770 |
1 |
|
ąóąĄą╗ąĄąČą║ą░- čüč鹥ą╗ą╗ą░ąČ ąĮą░ą┐ąŠą╗čīąĮąŠą╣ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą║ąĖ |
ą×ąóąŚ.00.000 |
900├Ś450├Ś800 |
1 |
|
ąóąĄą╗ąĄąČą║ą░- čüč鹥ą╗ą╗ą░ąČ ąĮą░ą┐ąŠą╗čīąĮąŠą╣ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą║ąĖ |
ąĪąö-1 |
600├Ś400├Ś600 |
1 |
|
ąóąĄą╗ąĄąČą║ą░ ŌĆō ą║čĆąŠąĮčłč鹥ą╣ąĮ ąĮą░ą┐ąŠą╗čīąĮąŠą╣ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą║ąĖ |
ąóąĀ-2ąĪ 718.00.000 |
1183├Ś500├Ś1680 |
1 |
5. ąĀą░čüč湥čé ąŠą▒čŖąĄą╝ą░ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░
ąØąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮčŗą╝ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠą╝ ąĮą░ąĘčŗą▓ą░čÄčéčüčÅ ą┐čĆąĄą┤ą╝ąĄčéčŗ čéčĆčāą┤ą░, čüčģąŠą┤čÅčēąĖąĄčüčÅ ąĮą░ čĆą░ąĘąĮčŗčģ čüčéą░ą┤ąĖčÅčģ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą▓ čåąĄčģą░čģ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ąĖ ąĄčēąĄ ąĮąĄ čüčéą░ą▓čłąĖąĄ ą│ąŠč鹊ą▓ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĄą╣. ąØą░ą╗ąĖčćąĖąĄ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čÅą▓ą╗čÅąĄčéčüčÅ ąĮąĄąŠą▒čģąŠą┤ąĖą╝čŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą▒ąĄčüą┐ąĄčĆąĄą▒ąŠą╣ąĮąŠą│ąŠ ą▓čŗą┐čāčüą║ą░ ą┐čĆąŠą┤čāą║čåąĖąĖ. ą×ą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ ąŠą▒čŖąĄą╝ą░ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čÅą▓ą╗čÅąĄčéčüčÅ ą▓ą░ąČąĮčŗą╝ čŹčéą░ą┐ąŠą╝ ą▓ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĖ ą┐ąŠč鹊ą║ą░.
ąÆ čłą▓ąĄą╣ąĮąŠą╝ čåąĄčģąĄ ąŠą▒čŖąĄą╝ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░čÄčé ąĖąĘ čĆą░čüč湥čéą░ ą▒ąĄčüą┐ąĄčĆąĄą▒ąŠą╣ąĮąŠą╣ čĆą░ą▒ąŠčéčŗ ą┐ąŠč鹊ą║ą░ ą▓ č鹥č湥ąĮąĖąĄ 2- 3 čć. ąŁč鹊čé ąŠą▒čŖąĄą╝ ąĘą░ą▓ąĖčüąĖčé ąŠčé ą╝ąĮąŠą│ąĖčģ čäą░ą║č鹊čĆąŠą▓: ąŠą▒čŖąĄą╝ą░ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░, ą▓ąĖą┤ą░ ąĖąĘą┤ąĄą╗ąĖčÅ, ą┐čĆąŠą┤ąŠą╗ąČąĖč鹥ą╗čīąĮąŠčüčéąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą│ąŠ čåąĖą║ą╗ą░, čéąĖą┐ą░ ą┐ąŠč鹊ą║ą░. ąĀą░čüčüą╝ąŠčéčĆąĖą╝, ąĖąĘ č湥ą│ąŠ čüą║ą╗ą░ą┤čŗą▓ą░ąĄčéčüčÅ ąŠą▒čŖąĄą╝ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čłą▓ąĄą╣ąĮąŠą│ąŠ čåąĄčģą░.
ąóą░ą▒ą╗ąĖčåą░ 5.1-ąĀą░čüč湥čé ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░
|
ąØą░ąĖą╝ąĄąĮąŠą▓ą░ąĮąĖąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą│ąŠ čāčćą░čüčéą║ą░ |
čćąĖčüą╗ąŠ čĆą░ą▒ąŠčćąĖčģ |
ą×ą▒čŖąĄą╝ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆ-ą▓ą░ |
ą×ą▒čŖąĄą╝ ąĮąĄąĘą░ą▓ąĄčĆčłąĄąĮąĮąŠą│ąŠ ą┐čĆ-ą▓ą░, ąĄą┤. |
|
1. ąŚą░ą┐ą░čü ą┐ąŠą╗čāč湥ąĮąĮąŠą│ąŠ ą║čĆąŠčÅ |
1 |
2-3 čćą░čüąŠą▓ąŠą╣ ąĘą░ą┐ą░čü |
ą£>čüą╝> ├Ś 2(3) 8=65├Ś2/8=16 |
|
2. ąŚą░ą┐ą░čü ą┐čĆąŠą▓ąĄčĆąĄąĮąĮąŠą│ąŠ ą║čĆąŠčÅ, ą┐ąŠą┤ą│ąŠč鹊ą▓ą╗ąĄąĮąĮąŠą│ąŠ ą║ ąĘą░ą┐čāčüą║čā. |
2-3 čćą░čüąŠą▓ąŠą╣ ąĘą░ą┐ą░čü |
16 |
|
|
3. ąŚą░ą┐ą░čü ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čéą░ ąĮą░ ąĘą░ą│ąŠč鹊ą▓ąĖč鹥ą╗čīąĮąŠą╣ čüąĄą║čåąĖąĖ |
7 |
ą┐ąŠ 2 ą┐ą░čćą║ąĖ ąĮą░ čĆą░ą▒ąŠč湥ą│ąŠ |
7├Ś2├Ś10=140 |
|
4. ąŚą░ą┐ą░čü ą┐/čä ą╝ąĄąČą┤čā ąĘą░ą│ąŠč鹊ą▓ąĖč鹥ą╗čīąĮąŠą╣ ąĖ ą╝ąŠąĮčéą░ąČąĮąŠą╣ čüąĄą║čåąĖčÅą╝ąĖ. |
2-3 čćą░čüąŠą▓ąŠą╣ ąĘą░ą┐ą░čü |
16 |
|
|
5. ąŚą░ą┐ą░čü ą┐/čä ąĮą░ ą╝ąŠąĮčéą░ąČąĮąŠą╣ čüąĄą║čåąĖąĖ. |
3 |
ą¤ąŠ 1- 2 ą┐ą░čćą║ąĖ ąĮą░ čĆą░ą▒ąŠč湥ą│ąŠ |
3├Ś1├Ś10=30 |
|
6. ąŚą░ą┐ą░čü ą┐/čä ą╝ąĄąČą┤čā ą╝ąŠąĮčéą░ąČąĮąŠą╣ ąĖ ąŠčéą┤ąĄą╗ąŠčćąĮąŠą╣ čüąĄą║čåąĖčÅą╝ąĖ |
2-3 čćą░čüąŠą▓ąŠą╣ ąĘą░ą┐ą░čü |
16 |
|
|
7. ąŚą░ą┐ą░čü ą┐/čä ąĮą░ ąŠčéą┤ąĄą╗ąŠčćąĮąŠą╣ čüąĄą║čåąĖąĖ |
2 |
ą¤ąŠ 1- 2 ą┐ą░čćą║ąĖ ąĮą░ čĆą░ą▒ąŠč湥ą│ąŠ |
2├Ś1├Ś10=20 |
|
8. ąŚą░ą┐ą░čü ą┐/čäą░ą▒čĆąĖą║ą░čéą░ čā ą║ąŠąĮčéčĆąŠą╗ąĄčĆąŠą▓ ą×ąóąÜ |
1 |
ą¤ąŠ 1- 2 ą┐ą░čćą║ąĖ ąĮą░ čĆą░ą▒ąŠč湥ą│ąŠ |
1├Ś1├Ś10=10 |
|
ąśąóą×ąōą× |
14 |
264 |

ą¤čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗą╣ čåąĖą║ą╗ čĆą░ą▓ąĄąĮ 4 ą┤ąĮčÅ.
6. ąÜąŠąĮčéčĆąŠą╗čī ą║ą░č湥čüčéą▓ą░. ą×čĆą│ą░ąĮąĖąĘą░čåąĖčÅ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ ą▓ čåąĄčģąĄ, ąĮą░ ą┐ąŠč鹊ą║ąĄ
ąÆčüąĄą╝ąĖčĆąĮąŠąĄ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ą║ą░č湥čüčéą▓ą░ čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ čÅą▓ą╗čÅąĄčéčüčÅ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮąŠą╣ ąĘą░ą┤ą░č湥ą╣, čĆąĄčłąĄąĮąĖąĄ ą║ąŠč鹊čĆąŠą╣ ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖčÅą╝ąĖ, ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĮčŗą╝ąĖ ąĮą░ č鹥čģąĮąĖč湥čüą║ąŠąĄ ą┐ąĄčĆąĄą▓ąŠąŠčĆčāąČąĄąĮąĖąĄ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣, ą▓ąĮąĄą┤čĆąĄąĮąĖąĄ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮąŠ - ą╝ąĄčģą░ąĮąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąŠč鹊čćąĮčŗčģ ą╗ąĖąĮąĖą╣, ą┐ą╗ą░ąĮąŠą▓ ąĖąĮąČąĄąĮąĄčĆąĮąŠą│ąŠ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖčÅ, ąĮą░ čüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░ąĮąĖąĖ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ, ą╝ąŠą┤ąĄą╗ąĖčĆąŠą▓ą░ąĮąĖąĄ ąĖ ą║ąŠąĮčüčéčĆčāąĖčĆąŠą▓ą░ąĮąĖąĄ ąĖąĘą┤ąĄą╗ąĖą╣, ąŠčüą▓ąŠąĄąĮąĖąĄ ąĮąŠą▓čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, čüąŠąĘą┤ą░ąĮąĖąĄ ąĮąŠą▓čŗčģ ą▓ąĖą┤ąŠą▓ ąĖąĘą┤ąĄą╗ąĖčÅ. ąÆčŗą┐čāčüą║ ąŠą┤ąĄąČą┤čŗ ą▓čŗčüąŠą║ąŠą│ąŠ ą║ą░č湥čüčéą▓ą░ čüą┐ąŠčüąŠą▒čüčéą▓čāąĄčé č湥čéą║ąĖą╣ ą║ąŠąĮčéčĆąŠą╗čī ąĄąĄ ą║ą░č湥čüčéą▓ą░ ąĮą░ ą▓čüąĄčģ čŹčéą░ą┐ą░čģ čłą▓ąĄą╣ąĮąŠą│ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░.
ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą║ ą║ą░č湥čüčéą▓čā čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘą╗ąŠąČąĄąĮčŗ ą▓ čüčéą░ąĮą┤ą░čĆčéą░čģ ąĖ č鹥čģąĮąĖč湥čüą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ, čÅą▓ą╗čÅčÄčēąĖčģčüčÅ ąŠčüąĮąŠą▓ąĮčŗą╝ąĖ ąĮąŠčĆą╝ą░čéąĖą▓ąĮąŠ ŌĆō č鹥čģąĮąĖč湥čüą║ąĖą╝ąĖ ą┤ąŠą║čāą╝ąĄąĮčéą░ą╝ąĖ, čüąŠą│ą╗ą░čüąĮąŠ ą║ąŠč鹊čĆčŗą╝ ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ą│ąŠčüčāą┤ą░čĆčüčéą▓ąĄąĮąĮčŗą╣ ąĖ ą▓ąĄą┤ąŠą╝čüčéą▓ąĄąĮąĮčŗą╣ ą║ąŠąĮčéčĆąŠą╗čī ą║ą░č湥čüčéą▓ą░ ą┐čĆąŠą┤čāą║čåąĖąĖ.
ąæąŠą╗čīčłąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ ą┤ą╗čÅ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖčÅ ą║ą░č湥čüčéą▓ą░ ąĖą╝ąĄąĄčé ą▓ąĮąĄą┤čĆąĄąĮąĖąĄ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮąŠą╣ čüąĖčüč鹥ą╝čŗ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĖ čĆą░ąĘčĆą░ą▒ąŠčéą║ą░ čüčéą░ąĮą┤ą░čĆč鹊ą▓ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣.
ąÆą░ąČąĮąŠą╣ ąĘą░ą┤ą░č湥ą╣ ą║ąŠąĮčéčĆąŠą╗čÅ ą║ą░č湥čüčéą▓ą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖčģ ąŠą┐ąĄčĆą░čåąĖą╣ čÅą▓ą╗čÅąĄčéčüčÅ ąĮą░ąĖą▒ąŠą╗ąĄąĄ čĆą░ąĮąĮąĄąĄ ą▓čŗčÅą▓ą╗ąĄąĮąĖąĄ ą▒čĆą░ą║ą░ ąĖ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÅ, ą┤ąŠą┐čāčüčéąĖą▓čłąĄą│ąŠ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮąŠąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠą┐ąĄčĆą░čåąĖąĖ. ąŁč鹊 ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ą┐ąŠčĆčāčćąĖčéčī ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÄ čüą▓ąŠąĄą▓čĆąĄą╝ąĄąĮąĮąŠ čāčüčéčĆą░ąĮąĖčéčī ą┤ąŠą┐čāčēąĄąĮąĮčŗą╣ ą┤ąĄč乥ą║čé ąĖ ą▓ ą┤ą░ą╗čīąĮąĄą╣čłąĄą╝ čāą╗čāčćčłąĖčéčī ą║ą░č湥čüčéą▓ąŠ čüą▓ąŠąĄą╣ čĆą░ą▒ąŠčéčŗ. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, čéą░ą║ą░čÅ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÅ ą▓čŗčÅą▓ą╗ąĄąĮąĖčÅ ąĖ ąĖčüą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą▒čĆą░ą║ą░ ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čüąŠą║čĆą░čéąĖčéčī ą║ąŠą╗ąĖč湥čüčéą▓ąŠ čüą╗čāčćą░ąĄą▓ ą▓ąŠąĘą▓čĆą░čéą░ čāąĘą╗ąŠą▓ ą┤ąĄčéą░ą╗ąĄą╣ ąĮą░ ą┐ąĄčĆąĄą┤ąĄą╗ą║čā ąĖąĘ ąŠą┤ąĮąŠą│ąŠ čāčćą░čüčéą║ą░ ąĖą╗ąĖ čüąĄą║čåąĖąĖ ąĮą░ ą┤čĆčāą│ąĖąĄ čāčćą░čüčéą║ąĖ ąĖ čüąĄą║čåąĖąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ą╗ąĖąĮąĖąĖ, ą░ čéą░ą║ąČąĄ čüąŠą║čĆą░čéąĖčéčī ąĘą░čéčĆą░čéčŗ čéčĆčāą┤ą░ ąĮą░ ąĖčüą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą▒čĆą░ą║ą░, ą▓čŗčÅą▓ą╗ąĄąĮąĮąŠą│ąŠ ąĮą░ čäąĖąĮąĖčłąĮčŗčģ ąŠą┐ąĄčĆą░čåąĖčÅčģ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą¤čĆąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ ą║ąŠąĮčéčĆąŠą╗čÅ ą║ą░č湥čüčéą▓ą░ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖčģ ąŠą┐ąĄčĆą░čåąĖą╣ ąĖ ą║ą░č湥čüčéą▓ą░ ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░č鹊ą▓ ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░ąĄčéčüčÅ ąŠčüčāčēąĄčüčéą▓ą╗ąĄąĮąĖąĄ čĆčÅą┤ą░ ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖą╣.
ąĪą░ą╝ąŠą║ąŠąĮčéčĆąŠą╗čī ą║ą░č湥čüčéą▓ą░ ąŠą▒čÅąĘčŗą▓ą░ąĄčé ą║ą░ąČą┤ąŠą│ąŠ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÅ ą┐čĆąŠą▓ąĄčĆąĖčéčī čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ąŠą┐ąĄčĆą░čåąĖąĖ č鹥čģąĮąĖč湥čüą║ąĖą╝ čāčüą╗ąŠą▓ąĖčÅą╝.
ąÆąĘą░ąĖą╝ąŠą║ąŠąĮčéčĆąŠą╗čī ąĘą░ą║ą╗čÄčćą░ąĄčéčüčÅ ą▓ č鹊ą╝, čćč鹊 ą║ą░ąČą┤čŗą╣ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čī ą┐ąĄčĆąĄą┤ ąĮą░čćą░ą╗ąŠą╝ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ąŠą┐ąĄčĆą░čåąĖąĖ ąŠą▒čÅąĘą░ąĮ ą┐čĆąŠą▓ąĄčĆąĖčéčī ą┐čĆą░ą▓ąĖą╗čīąĮąŠčüčéčī ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ą┐čĆąĄą┤čŗą┤čāčēąĄą╣ ąŠą┐ąĄčĆą░čåąĖąĖ, ą▓ čüą╗čāčćą░ąĄ ąŠą▒ąĮą░čĆčāąČąĄąĮąĖčÅ ą┤ąĄč乥ą║čéą░ ŌĆō ą▓ąĄčĆąĮčāčéčī ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čé ą┐čĆąĄą┤čŗą┤čāčēąĄą╝čā ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÄ ą┤ą╗čÅ ą╗ąĖą║ą▓ąĖą┤ą░čåąĖąĖ ą▒čĆą░ą║ą░.
ąÆčĆąĄą╝čÅ ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ą║ąŠąĮčéčĆąŠą╗čÅ ą┤ąŠą╗ąČąĮąŠ ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░čéčīčüčÅ ą┐čĆąĖ ąĮąŠčĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĖ čéčĆčāą┤ąŠąĘą░čéčĆą░čé.
ą£ąĄąČąŠą┐ąĄčĆą░čåąĖąŠąĮąĮčŗą╣ ą║ąŠąĮčéčĆąŠą╗čī ą║ą░č湥čüčéą▓ą░ ą│ąŠč鹊ą▓čŗčģ čāąĘą╗ąŠą▓ ąĖąĘą┤ąĄą╗ąĖčÅ ą┐ąĄčĆąĄą┤ ą┐ąŠą┤ą░č湥ą╣ ąĖčģ ą▓ ą╝ąŠąĮčéą░ąČąĮčāčÄ čüąĄą║čåąĖčÄ ą┐ąŠč鹊čćąĮąŠą╣ ą╗ąĖąĮąĖąĖ ąĖ ą║ąŠąĮčéčĆąŠą╗čī ąĖąĘą┤ąĄą╗ąĖčÅ ą┐ąĄčĆąĄą┤ ą┐ąŠą┤ą░č湥ą╣ ąĄą│ąŠ ą▓ ąŠčéą┤ąĄą╗ąŠčćąĮčāčÄ čüąĄą║čåąĖčÄ ąŠčüčāčēąĄčüčéą▓ą╗čÅčÄčé ą▓čŗčüąŠą║ąŠą║ą▓ą░ą╗ąĖčäąĖčåąĖčĆąŠą▓ą░ąĮąĮčŗąĄ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗ąĖ, ą▓čŗą┐ąŠą╗ąĮčÅčÄčēąĖąĄ ą║ąŠąĮąĄčćąĮčŗąĄ ąŠą┐ąĄčĆą░čåąĖąĖ ą┐ąŠ ąŠą▒čĆą░ą▒ąŠčéą║ąĄ čāąĘą╗ą░ ąĖą╗ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ.
ą£ą░čüč鹥čĆą░ ąĖ ą▒čĆąĖą│ą░ą┤ąĖčĆčŗ ąŠčüčāčēąĄčüčéą▓ą╗čÅčÄčé ą║ąŠąĮčéčĆąŠą╗čī ą║ą░č湥čüčéą▓ą░ ąĮą░ ą▓ą▓ąĄčĆąĄąĮąĮčŗčģ ąĖą╝ čāčćą░čüčéą║ą░čģ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░. ą×ąĮąĖ čüą╗ąĄą┤čÅčé ąĘą░ čüąŠą▒ą╗čÄą┤ąĄąĮąĖąĄą╝ čĆąĄąČąĖą╝ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ, ą┐čĆą░ą▓ąĖą╗čīąĮčŗą╝ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ąĖ ąŠą▒čüą╗čāąČąĖą▓ą░ąĮąĖąĄą╝ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ą░ čéą░ą║ąČąĄ ą┐čĆąĖąĮąĖą╝ą░čÄčé ąĮąĄąŠą▒čģąŠą┤ąĖą╝čŗąĄ ą╝ąĄčĆčŗ ą┐ąŠ čüčĆąŠčćąĮąŠą╝čā čāčüčéčĆą░ąĮąĄąĮąĖčÄ ąŠčéą║ą╗ąŠąĮąĄąĮąĖą╣ ąŠčé čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮąŠą│ąŠ čäčāąĮą║čåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĖčÅ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░ ąĖ ą┐ąŠ čĆąĄą│čāą╗ąĖčĆąŠą▓ą░ąĮąĖčÄ ą║ąŠą╗ąĖč湥čüčéą▓ąĄąĮąĮąŠą╣ ąĘą░ą│čĆčāąĘą║ąĖ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé ą┤ąĄčéą░ą╗čÅą╝ąĖ ą║čĆąŠčÅ ąĖ ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čéą░ą╝.
ąÆčŗą▒ąŠčĆąŠčćąĮčŗą╣ ą┐ąŠčāąĘą╗ąŠą▓ąŠą╣ ą║ąŠąĮčéčĆąŠą╗čī ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ą║ąŠąĮčéčĆąŠą╗ąĄčĆą░ą╝ąĖ ąĖąĘ ąŠčéą┤ąĄą╗ą░ č鹥čģąĮąĖč湥čüą║ąŠą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ ąĖą╗ąĖ ąŠčéą┤ąĄą╗ą░ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝. ą×ą▒čēąĄąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą║ąŠąĮčéčĆąŠą╗ąĄčĆąŠą▓ ą×ąóąÜ ą▓ ą┐ąŠč鹊čćąĮąŠą╣ ą╗ąĖąĮąĖąĖ čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ čüąŠą│ą╗ą░čüąĮąŠ ┬½ąóąĖą┐ąŠą▓čŗą╝ ąĮąŠčĆą╝ą░ą╝ ąĮą░ čĆą░ąĘą▒čĆą░ą║ąŠą▓ą║čā ąŠčüąĮąŠą▓ąĮčŗčģ ą▓ąĖą┤ąŠą▓ ą│ąŠč鹊ą▓čŗčģ čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣┬╗, čāčéą▓ąĄčƹȹ┤ąĄąĮąĮčŗą╝ ą£ąĖąĮąĖčüč鹥čĆčüčéą▓ąŠą╝ ą╗ąĄą│ą║ąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ.
ąÆą▓ąŠą┤ąĖą╝ąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą┐čāąĮą║č鹊ą▓ ą║ąŠąĮčéčĆąŠą╗čÅ ą║ą░č湥čüčéą▓ą░ ąĖ čćąĖčüą╗ąĄąĮąĮąŠčüčéčī ą║ąŠąĮčéčĆąŠą╗ąĄčĆąŠą▓ ąĘą░ą▓ąĖčüčÅčé ąŠčé čäą░ą║čéąĖč湥čüą║ąŠą│ąŠ ą║ąŠą╗ąĖč湥čüčéą▓ą░ čüą╗čāčćą░ąĄą▓ ą▓ąŠąĘą▓čĆą░čéą░ ąĮą░ ą┐ąĄčĆąĄą┤ąĄą╗ą║čā.
ąÆ ąĘą░ą│ąŠč鹊ą▓ąĖč鹥ą╗čīąĮąŠą╣ čüąĄą║čåąĖąĖ ą║ąŠąĮčéčĆąŠą╗ąĄčĆ ą┐čĆąŠą▓ąĄčĆčÅąĄčé ą║ą░č湥čüčéą▓ąŠ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┤ąĄčéą░ą╗ąĄą╣. ąÆ ą╝ąŠąĮčéą░ąČąĮąŠą╣ čüąĄą║čåąĖąĖ ą║ąŠąĮčéčĆąŠą╗ąĄčĆ ą┐čĆąŠą▓ąĄčĆčÅąĄčé ą║ą░č湥čüčéą▓ąŠ čüą▒ąŠčĆą║ąĖ.
ąÆ ąĘą░ą│ąŠč鹊ą▓ąĖč鹥ą╗čīąĮąŠą╣ ąĖ ą╝ąŠąĮčéą░ąČąĮąŠą╣ čüąĄą║čåąĖčÅčģ ą┐ąŠč鹊čćąĮąŠą╣ ą╗ąĖąĮąĖąĖ ą┐ąŠ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÄ ą▒čĆčÄą║ ą┤ą▓ą░ ą║ąŠąĮčéčĆąŠą╗ąĄčĆą░ ą┐čĆąŠą▓ąĄčĆčÅčÄčé ą║ą░č湥čüčéą▓ąŠ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą╝ąĄą╗ą║ąĖčģ ą┤ąĄčéą░ą╗ąĄą╣, čüąŠąĄą┤ąĖąĮąĄąĮąĖąĄ ą┐ąŠą┤ą║ą╗ą░ą┤ą║ąĖ čü ą┐ąĄčĆąĄą┤ąĮąĖą╝ąĖ ą┐ąŠą╗ąŠą▓ąĖąĮą║ą░ą╝ąĖ, ąŠą▒čĆą░ą▒ąŠčéą║čā ą║ą░čĆą╝ą░ąĮąŠą▓, ą┐ąŠčÅčüą░.
ą¤ąŠčüą╗ąĄ ą▓čŗą▒ąŠčĆąŠčćąĮąŠą╣ ą┐čĆąŠą▓ąĄčĆą║ąĖ ą║ą░č湥čüčéą▓ą░, ąĄčüą╗ąĖ ąŠą▒čĆą░ą▒ąŠčéą║ą░ ą┤ąĄčéą░ą╗ąĄą╣, čāąĘą╗ąŠą▓ ąĖ ąĖąĘą┤ąĄą╗ąĖčÅ ąĮąĄ ąĖą╝ąĄąĄčé ą┤ąĄč乥ą║č鹊ą▓, ą║ąŠąĮčéčĆąŠą╗ąĄčĆ čüčéą░ą▓ąĖčé čłčéą░ą╝ą┐ ąĮą░ čüą▓ąŠą▒ąŠą┤ąĮąŠą╣ ą▓ąĄą┤ąŠą╝ąŠčüčéąĖ čāč湥čéą░ ą┐ąĄčĆąĄą┤ąĄą╗ąŠą║, ą▒ąĄčĆčÅ ąĮą░ čüąĄą▒čÅ ąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠčüčéčī ąĘą░ ą║ą░č湥čüčéą▓ąŠ ą┐čĆąŠą▓ąĄčĆąĄąĮąĮąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ. ąÆ čüą╗čāčćą░ąĄ ąŠą▒ąĮą░čĆčāąČąĄąĮąĖčÅ ą┤ąĄč乥ą║č鹊ą▓ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ ą▓ąŠąĘą▓čĆą░čé ą┐ąŠą╗čāčäą░ą▒čĆąĖą║ą░čéą░ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÄ ą┤ą╗čÅ čāčüčéčĆą░ąĮąĄąĮąĖčÅ ą┤ąĄč乥ą║čéą░. ąĀąĄąĘčāą╗čīčéą░čéčŗ ą║ąŠąĮčéčĆąŠą╗čÅ čäąĖą║čüąĖčĆčāčÄčéčüčÅ čéą░ą║ąČąĄ ą▓ čüą▓ąŠą┤ąĮąŠą╣ ą║ą░čĆč鹥 ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣ ąĖ ą┤ąŠą▓ąŠą┤čÅčéčüčÅ ą┤ąŠ čüą▓ąĄą┤ąĄąĮąĖčÅ ą╝ą░čüč鹥čĆą░, ą║ąŠč鹊čĆčŗą╣ ąŠą▒čÅąĘą░ąĮ čāčüčéą░ąĮąŠą▓ąĖčéčī ą║ąŠąĮčéčĆąŠą╗čī ąĘą░ čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĖąĄą╝ ą┤ąĄč乥ą║čéą░ ą▓ čüą╗čāčćą░ąĄ ąĄą│ąŠ ąĮą░ą╗ąĖčćąĖčÅ ąĖ ą┐čĆąĖąĮčÅčéčī ą╝ąĄčĆčŗ ą║ ąĮąĄą┤ąŠą┐čāčēąĄąĮąĖčÄ ą┐ąŠą▓č鹊čĆąĮčŗčģ čüą╗čāčćą░ąĄą▓ ą▓ąŠąĘąĮąĖą║ąĮąŠą▓ąĄąĮąĖąĄ ą┤ąĄč乥ą║č鹊ą▓.
ąĀąĄąĘčāą╗čīčéą░čéčŗ čĆą░ą▒ąŠčéčŗ, ą▓čŗą┐ąŠą╗ąĮąĄąĮąĮąŠą╣ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÅą╝ąĖ, ąĖą╝ąĄčÄčēąĖą╝ąĖ ą╗ąĖčćąĮčŗą╣ čłčéą░ą╝ą┐ ą║ą░č湥čüčéą▓ą░, ą╝ąĄąČąŠą┐ąĄčĆą░čåąĖąŠąĮąĮąŠą╝čā ą║ąŠąĮčéčĆąŠą╗čÄ ąĮąĄ ą┐ąŠą┤ą╗ąĄąČą░čé. ąĢčüą╗ąĖ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ąŠą┐ąĄčĆą░čåąĖąĖ ąŠčüčāčēąĄčüčéą▓ą╗čÅąĄčéčüčÅ ąĮąŠą▓čŗą╝ąĖ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÅą╝ąĖ, č鹊 čĆąĄąĘčāą╗čīčéą░čéčŗ čĆą░ą▒ąŠčéčŗ ą┐ąŠą┤ą╗ąĄąČą░čé čāčüąĖą╗ąĄąĮąĮąŠą╝čā ą║ąŠąĮčéčĆąŠą╗čÄ.
ąŻčüąĖą╗ąĄąĮąĮčŗą╣ ą║ąŠąĮčéčĆąŠą╗čī čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠ ą┐čĆąĖą╝ąĄąĮčÅčéčī ąĮą░ ą▓čüąĄčģ čüąĄą║čåąĖčÅčģ ą┐ąŠč鹊čćąĮąŠą╣ ą╗ąĖąĮąĖąĖ ąĮą░ čüčéą░ą┤ąĖčÅčģ ąĘą░ą┐čāčüą║ą░ ąĮąŠą▓čŗčģ ą╝ąŠą┤ąĄą╗ąĄą╣ ąĖą╗ąĖ ąĘą░ą┐čāčüą║ą░ ąĮąŠą▓čŗčģ ą┐ąŠč鹊čćąĮčŗčģ ą╗ąĖąĮąĖą╣.
ą¤ąŠ ą╝ąĄčĆąĄ ąŠčüą▓ąŠąĄąĮąĖčÅ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ą▓ ą┐ąŠč鹊čćąĮčŗčģ ą╗ąĖąĮąĖčÅčģ ąŠčĆą│ą░ąĮąĖąĘčāąĄčéčüčÅ ą▓čŗą▒ąŠčĆąŠčćąĮčŗą╣ ą║ąŠąĮčéčĆąŠą╗čī ą║ą░č湥čüčéą▓ą░ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┤ąĄčéą░ą╗ąĄą╣ ąĖ čāąĘą╗ąŠą▓ čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣. ąÜąŠąĮčéčĆąŠą╗ąĄčĆčŗ ąĘą░ą║čĆąĄą┐ą╗čÅčÄčéčüčÅ ąĘą░ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĮčŗą╝ąĖ ą│čĆčāą┐ą┐ą░ą╝ąĖ, ąĮąŠ ąŠą▒čŖąĄą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ, ą┐ąŠą┤ą╗ąĄąČą░čēąĖąĄ ą┐čĆąŠą▓ąĄčĆą║ąĄ, čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ čāą║čĆčāą┐ąĮąĄąĮąŠ. ą¤ąŠą╗čīąĘčāčÅčüčī ąĖąĮč乊čĆą╝ą░čåąĖąĄą╣ ąŠ ą║ą░č湥čüčéą▓ąĄ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┤ąĄčéą░ą╗ąĄą╣ ąĖ čāąĘą╗ąŠą▓ čĆą░ąĘąĮčŗą╝ąĖ ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÅą╝ąĖ ąĖ čüčéą░čéąĖčüčéąĖą║ąŠą╣ ą▓ąŠąĘą▓čĆą░č鹊ą▓, ą║ąŠąĮčéčĆąŠą╗ąĄčĆčŗ ą┐čĆąŠą▓ąĄčĆčÅčÄčé ą║ą░č湥čüčéą▓ąŠ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ąĮą░ č鹥čģ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčéą░čģ, ą│ą┤ąĄ ąĮą░ąĖą▒ąŠą╗ąĄąĄ čćą░čüč鹊 ąĘą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮąŠ ą▓ąŠąĘąĮąĖą║ąĮąŠą▓ąĄąĮąĖąĄ ą┤ąĄč乥ą║č鹊ą▓.
ąÜčĆąŠą╝ąĄ ą┐ąŠčüč鹊čÅąĮąĮąŠ ą┤ąĄą╣čüčéą▓čāčÄčēąĄą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ ąŠčĆą│ą░ąĮąĖąĘčāčÄčéčüčÅ ą┐ąĄčĆąĖąŠą┤ąĖč湥čüą║ąĖąĄ ą┐čĆąŠą▓ąĄčĆą║ąĖ ą║ą░č湥čüčéą▓ą░ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ą┐ą╗ą░ąĮąŠą╝ ą┐čĆąŠą▓ąĄčĆąŠą║ čüą╗čāąČą▒ą░ą╝ąĖ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ąĖ ąŠą▒čēąĄčüčéą▓ąĄąĮąĮčŗą╝ąĖ ą║ąŠą╝ąĖčüčüąĖčÅą╝ąĖ.
ą×čüąĮąŠą▓ąĮčŗąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ, ąŠą▒čēąĄč鹥čģąĮąĖč湥čüą║ąĖąĄ ąĖ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠ ŌĆō ą╝ąĄč鹊ą┤ąĖč湥čüą║ąĖąĄ ą┐čĆą░ą▓ąĖą╗ą░ ąĖ ąĮąŠčĆą╝čŗ, ą╝ąĄč鹊ą┤čŗ ąĖ čüčĆąĄą┤čüčéą▓ą░ ą║ąŠąĮčéčĆąŠą╗čÅ ą║ą░č湥čüčéą▓ą░, čÅą▓ą╗čÅčÄčēąĖąĄčüčÅ ąĄą┤ąĖąĮčŗą╝ąĖ ą┤ą╗čÅ ą▓čüąĄčģ čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣, ąĖąĘą╗ąŠąČąĄąĮčŗ ą▓ ą│ąŠčüčāą┤ą░čĆčüčéą▓ąĄąĮąĮčŗčģ čüčéą░ąĮą┤ą░čĆčéą░čģ.
ąÜčĆąŠą╝ąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖą╣, ąĖąĘą╗ąŠąČąĄąĮąĮčŗčģ ą▓ ą│ąŠčüčāą┤ą░čĆčüčéą▓ąĄąĮąĮčŗčģ ąĖ ąŠčéčĆą░čüą╗ąĄą▓čŗčģ čüčéą░ąĮą┤ą░čĆčéą░čģ, ą║ą░č湥čüčéą▓ąŠ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ čłą▓ąĄą╣ąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ą┤ąŠą╗ąČąĮąŠ čüąŠąŠčéą▓ąĄčéčüčéą▓ąŠą▓ą░čéčī ąŠą▒čĆą░ąĘčåčā ŌĆō čŹčéą░ą╗ąŠąĮčā ąĖ č鹥čģąĮąĖč湥čüą║ąĖą╝ čāčüą╗ąŠą▓ąĖčÅą╝ ąĮą░ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ą╝ąŠą┤ąĄą╗ąĖ.
ą×čéą┤ąĄą╗ č鹥čģąĮąĖč湥čüą║ąŠą│ąŠ ą║ąŠąĮčéčĆąŠą╗čÅ (ą×ąóąÜ) čÅą▓ą╗čÅąĄčéčüčÅ čüą░ą╝ąŠčüč鹊čÅč鹥ą╗čīąĮčŗą╝ čüčéčĆčāą║čéčāčĆąĮčŗą╝ ą┐ąŠąĘą┤čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠą│ąŠ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ. ąÆ čüąŠčüčéą░ą▓ ą×ąóąÜ ą▓čģąŠą┤čÅčé ą▓čüąĄ čĆą░ą▒ąŠčéąĮąĖą║ąĖ čåąĄčģąŠą▓, ąĘą░ąĮčÅčéčŗąĄ č鹊ą╗čīą║ąŠ č鹥čģąĮąĖč湥čüą║ąĖą╝ ą║ąŠąĮčéčĆąŠą╗ąĄą╝. ąÆąŠąĘą│ą╗ą░ą▓ą╗čÅąĄčé ą×ąóąÜ ąĮą░čćą░ą╗čīąĮąĖą║ ąŠčéą┤ąĄą╗ą░, ą║ąŠč鹊čĆčŗą╣ ąĮąĄą┐ąŠčüčĆąĄą┤čüčéą▓ąĄąĮąĮąŠ ą┐ąŠą┤čćąĖąĮčÅąĄčéčüčÅ ą┤ąĖčĆąĄą║č鹊čĆčā ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ.
ąōą╗ą░ą▓ąĮčŗąĄ ąĘą░ą┤ą░čćąĖ ą×ąóąÜ čüą╗ąĄą┤čāčÄčēąĖąĄ: ą┐čĆąĄą┤ąŠčéą▓čĆą░čēąĄąĮąĖąĄ ą▓čŗą┐čāčüą║ą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ, ąĮąĄ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĄą╣ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ čüčéą░ąĮą┤ą░čĆč鹊ą▓ ąĖ č鹥čģąĮąĖč湥čüą║ąĖčģ čāčüą╗ąŠą▓ąĖą╣, čāčéą▓ąĄčƹȹ┤ąĄąĮąĮčŗą╝ ąŠą▒čĆą░ąĘčåą░ą╝, ą┐čĆąŠąĄą║čéąĮąŠ ŌĆō ą║ąŠąĮčüčéčĆčāą║č鹊čĆčüą║ąŠą╣ ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą╣ ą┤ąŠą║čāą╝ąĄąĮčéą░čåąĖąĖ, čāčüą╗ąŠą▓ąĖčÅą╝ ą┐ąŠčüčéą░ą▓ą║ąĖ ąĖ ą┤ąŠą│ąŠą▓ąŠčĆąŠą▓, ąĖą╗ąĖ ąĮąĄą║ąŠą╝ą┐ą╗ąĄą║čéąĮąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ, ą░ čéą░ą║ąČąĄ čāą║čĆąĄą┐ą╗ąĄąĮąĖąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą╣ ą┤ąĖčüčåąĖą┐ą╗ąĖąĮčŗ ąĖ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠčüčéąĖ ą▓čüąĄčģ ąĘą▓ąĄąĮčīąĄą▓ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ąĘą░ ą║ą░č湥čüčéą▓ąŠ ą▓čŗą┐čāčüą║ą░ąĄą╝ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ.
ą¤čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ ą╝ąŠąČąĄčé čĆąĄą░ą╗ąĖąĘąŠą▓ą░čéčī ą╗ąĖčłčī ą┐čĆąŠą┤čāą║čåąĖčÄ, ą┐čĆąĖąĮčÅčéčāčÄ ą×ąóąÜ ąĖą╗ąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĮčāčÄ ą╗ąĖčåą░ą╝ąĖ, čĆą░ą▒ąŠčéą░čÄčēąĖą╝ąĖ ą▓ čāčüą╗ąŠą▓ąĖčÅčģ čüą░ą╝ąŠą║ąŠąĮčéčĆąŠą╗čÅ. ąØą░ ą┐čĆąŠą┤čāą║čåąĖčÄ ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī ąŠč乊čĆą╝ą╗ąĄąĮ čüąĄčĆčéąĖčäąĖą║ą░čé, ą┐ą░čüą┐ąŠčĆčé, č鹊ą▓ą░čĆąĮčŗą╣ čÅčĆą╗čŗą║, č乊čĆą╝čāą╗čÅčĆ ąĖą╗ąĖ ą┤čĆčāą│ąŠą╣ ą┤ąŠą║čāą╝ąĄąĮčé, čāą┤ąŠčüč鹊ą▓ąĄčĆčÅčÄčēąĖą╣ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ čŹč鹊ą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮčŗą╝ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝.
ą×čĆą│ą░ąĮąĖąĘą░čåąĖčÅ ą┐ąŠ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÄ ą║ą░č湥čüčéą▓ąŠą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĘą░ą║ą╗čÄčćą░ąĄčéčüčÅ ą▓ čüąĖčüč鹥ą╝ąĮąŠą╝ ą┐čĆąŠą▓ąĄą┤ąĄąĮąĖąĖ ą║ąŠą╝ą┐ą╗ąĄą║čüą░ ą▓ąĘą░ąĖą╝ąŠčüą▓čÅąĘą░ąĮąĮčŗčģ ąĖąĮąČąĄąĮąĄčĆąĮčŗčģ, 菹║ąŠąĮąŠą╝ąĖč湥čüą║ąĖčģ, ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮčŗčģ ąĖ ą▓ąŠčüą┐ąĖčéą░č鹥ą╗čīąĮčŗčģ ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖą╣ ą▓ąŠ ą▓čüąĄčģ ąĘą▓ąĄąĮčīčÅčģ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░. ąÜąŠą╝ą┐ą╗ąĄą║čüąĮą░čÅ čüąĖčüč鹥ą╝ą░ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝ (ąÜąĪ ąŻąÜą¤) ąĖą╝ąĄąĄčé čĆą░ąĘą╗ąĖčćąĮčŗąĄ čāčĆąŠą▓ąĮąĖ: ą╝ąĄąČąŠčéčĆą░čüą╗ąĄą▓ąŠą╣, ąŠčéčĆą░čüą╗ąĄą▓ąŠą╣ ąĖ čāčĆąŠą▓ąĄąĮčī ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗčģ ąŠą▒čŖąĄą┤ąĖąĮąĄąĮąĖą╣ ąĖą╗ąĖ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣.
ą”ąĄą╗čīčÄ ąÜąĪ ąŻąÜą¤ ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅčģ čÅą▓ą╗čÅąĄčéčüčÅ čüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░ąĮąĖąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ąĖ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ, ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĮąŠąĄ ąĮą░ ą┐ą╗ą░ąĮąŠą╝ąĄčĆąĮąŠąĄ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ą║ą░č湥čüčéą▓ą░ ą▓čŗą┐čāčüą║ą░ąĄą╝ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĮą░ ą▓čüąĄčģ čŹčéą░ą┐ą░čģ ą┐čĆąŠčåąĄčüčüą░ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░.
ąĪą╗čāąČą▒ą░ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝ (ąŻąÜ) čÅą▓ą╗čÅąĄčéčüčÅ čüą░ą╝ąŠčüč鹊čÅč鹥ą╗čīąĮčŗą╝ čüčéčĆčāą║čéčāčĆąĮčŗą╝ ą┐ąŠą┤čĆą░ąĘą┤ąĄą╗ąĄąĮąĖąĄą╝ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ. ąĪčéčĆčāą║čéčāčĆą░ ąĖ čłčéą░čéčŗ ąŻąÜ čāčéą▓ąĄčƹȹ┤ą░čÄčéčüčÅ ą┤ąĖčĆąĄą║č鹊čĆąŠą╝ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ. ąĪą╗čāąČą▒ą░ ąŻąÜ ą▓ čüą▓ąŠąĄą╣ ą┤ąĄčÅč鹥ą╗čīąĮąŠčüčéąĖ čĆčāą║ąŠą▓ąŠą┤čüčéą▓čāąĄčéčüčÅ ą┤ąĄą╣čüčéą▓čāčÄčēąĖą╝ ąĘą░ą║ąŠąĮąŠą┤ą░č鹥ą╗čīčüčéą▓ąŠą╝, čüčéą░ąĮą┤ą░čĆčéą░ą╝ąĖ ąĖ ą┤čĆčāą│ąĖą╝ąĖ ąĮąŠčĆą╝ą░čéąĖą▓ąĮčŗą╝ąĖ ą┤ąŠą║čāą╝ąĄąĮčéą░ą╝ąĖ.
ą×čüąĮąŠą▓ąĮąŠą╣ ąĘą░ą┤ą░č湥ą╣ čüą╗čāąČą▒čŗ ąŻąóąÜ čÅą▓ą╗čÅąĄčéčüčÅ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąŠąĮąĮąŠ - ą╝ąĄč鹊ą┤ąĖč湥čüą║ąŠąĄ čĆčāą║ąŠą▓ąŠą┤čüčéą▓ąŠ ąĖ ą║ąŠąŠčĆą┤ąĖąĮą░čåąĖčÅ ą┤ąĄčÅč鹥ą╗čīąĮąŠčüčéąĖ ą▓čüąĄčģ ą┐ąŠą┤čĆą░ąĘą┤ąĄą╗ąĄąĮąĖą╣ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ą┐ąŠ čĆą░ąĘčĆą░ą▒ąŠčéą║ąĄ, ą▓ąĮąĄą┤čĆąĄąĮąĖčÄ, čüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░ąĮąĖčÄ ą║ąŠą╝ą┐ą╗ąĄą║čüąĮąŠą╣ čüąĖčüč鹥ą╝čŗ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĖ.
ąĀčāą║ąŠą▓ąŠą┤ąĖč鹥ą╗čī čüą╗čāąČą▒čŗ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĮąĄčüąĄčé ąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠčüčéčī ąĘą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ą▓ąŠąĘą╗ąŠąČąĄąĮąĮčŗčģ ąĮą░ čüą╗čāąČą▒čā ąĘą░ą┤ą░čć ąĖ ąĖą╝ąĄąĄčé čüą╗ąĄą┤čāčÄčēąĖąĄ ą┐čĆą░ą▓ą░: ą▓ąĮąŠčüąĖčéčī ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖčÅ ą┐ąŠ čāą╗čāčćčłąĄąĮąĖčÄ ą║ą░č湥čüčéą▓ą░, čüąŠą│ą╗ą░čüąŠą▓čŗą▓ą░čéčī ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖčÅ ą┐ąŠ čāą╗čāčćčłąĄąĮąĖčÄ ą║ą░č湥čüčéą▓ą░, ą┐čĆąĄą┤čüčéą░ą▓ą╗čÅčéčī ą║ ą┐ąŠąŠčēčĆąĄąĮąĖčÄ čüąŠčéčĆčāą┤ąĮąĖą║ąŠą▓ ąŻąÜ, ą┐ąŠą┤ą│ąŠč鹊ą▓ą╗čÅčéčī ą┐čĆąŠąĄą║čéčŗ ą┐čĆąĖą║ą░ąĘąŠą▓ ą┐ąŠ ą║ą░č湥čüčéą▓čā, ą▓ąĮąŠčüąĖčéčī ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖčÅ ą▓ ąĮąŠčĆą╝ą░čéąĖą▓ąĮąŠ-č鹥čģąĮąĖč湥čüą║čāčÄ ą┤ąŠą║čāą╝ąĄąĮčéą░čåąĖčÄ.
ąöą╗čÅ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖčÅ čäčāąĮą║čåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą║ąŠą╝ą┐ą╗ąĄą║čüą░ ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖą╣ ą┐ąŠ ąÜąĪ ąŻąÜą¤ ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░ąĄčéčüčÅ čĆą░ąĘčĆą░ą▒ąŠčéą║ą░ čüčéą░ąĮą┤ą░čĆč鹊ą▓ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ, ą║ąŠč鹊čĆčŗąĄ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčé čĆąĄą░ą╗ąĖąĘą░čåąĖčÄ ą┐ąŠą▓čŗčłąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ą░ ą┐ąŠą║ą░ąĘą░č鹥ą╗ąĄą╣ ąĮą░ ą▓čüąĄčģ čāčćą░čüčéą║ą░čģ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░.
ąĪčéą░ąĮą┤ą░čĆčéčŗ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ą┐ąŠą┤čĆą░ąĘą┤ąĄą╗čÅčÄčéčüčÅ ąĮą░ čüą┐ąĄčåąĖą░ą╗čīąĮčŗąĄ, ąŠčģą▓ą░čéčŗą▓ą░čÄčēąĖąĄ ą▓čüąĄ čüčéą░ą┤ąĖąĖ čåąĖą║ą╗ą░ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą┐čĆąŠą┤čāą║čåąĖąĖ, ąĖ ąŠą▒čēąĖąĄ, čĆąĄą│ą╗ą░ą╝ąĄąĮčéąĖčĆčāčÄčēąĖąĄ ą┐ąŠčĆčÅą┤ąŠą║ čĆą░ą▒ąŠčé, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĖčģ ą║ą░č湥čüčéą▓ąŠ čéčĆčāą┤ą░ ąĖ ą┐čĆąŠą┤čāą║čåąĖąĖ ąĮą░ ą▓čüąĄčģ čŹčéą░ą┐ą░čģ ą┤ąĄčÅč鹥ą╗čīąĮąŠčüčéąĖ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ.
ąĪąŠčüčéą░ą▓ čüčéą░ąĮą┤ą░čĆč鹊ą▓ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ (ąĪąóą¤) ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ čü čāč湥č鹊ą╝ čĆąĄą░ą╗ąĖąĘą░čåąĖąĖ ą▓čüąĄčģ čäčāąĮą║čåąĖą╣ čüąĖčüč鹥ą╝čŗ čāą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą║ą░č湥čüčéą▓ąŠą╝.
7. ą×čĆą│ą░ąĮąĖąĘą░čåąĖčÅ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé ąĖ čéčĆčāą┤ą░ ą┤ą╗čÅ čĆą░ąĘą╗ąĖčćąĮčŗčģ čüą┐ąĄčåąĖą░ą╗čīąĮąŠčüč鹥ą╣
ą¤ąŠą┤ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĄą╣ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░ ą┐ąŠąĮąĖą╝ą░čÄčé čüąĖčüč鹥ą╝čā ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖą╣ ą┐ąŠ čüąŠąĘą┤ą░ąĮąĖčÄ ąĮą░ čĆą░ą▒ąŠč湥ą╝ ą╝ąĄčüč鹥 ąĮąĄąŠą▒čģąŠą┤ąĖą╝čŗčģ čāčüą╗ąŠą▓ąĖą╣ ą┤ą╗čÅ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ ą▓čŗčüąŠą║ąŠą╣ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéąĖ čéčĆčāą┤ą░ ą┐čĆąĖ ą╝ąĖąĮąĖą╝ą░ą╗čīąĮąŠą╣ čāč鹊ą╝ą╗čÅąĄą╝ąŠčüčéąĖ ąĖ ąĮą░ąĖą▒ąŠą╗ąĄąĄ ą┐ąŠą╗ąĮąŠą╝ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĖ č鹥čģąĮąĖč湥čüą║ąĖčģ ą▓ąŠąĘą╝ąŠąČąĮąŠčüč鹥ą╣ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ.
ąĀą░čåąĖąŠąĮą░ą╗čīąĮą░čÅ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÅ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé ąŠą║ą░ąĘčŗą▓ą░ąĄčé ą▓ąĄčüčīą╝ą░ ąĘą░ą╝ąĄčéąĮąŠąĄ ą▓ą╗ąĖčÅąĮąĖąĄ ąĮą░ ą┐ąŠą▓čŗčłąĄąĮąĖąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéąĖ čéčĆčāą┤ą░, ąĮąĄ čéčĆąĄą▒čāčÅ ąŠčé ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ąĘąĮą░čćąĖč鹥ą╗čīąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗čīąĮčŗčģ ąĘą░čéčĆą░čé.
ą×čĆą│ą░ąĮąĖąĘą░čåąĖčÅ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé čćą░čüč鹊 čüą▓ąĖą┤ąĄč鹥ą╗čīčüčéą▓čāąĄčé ąŠą▒ čāčĆąŠą▓ąĮąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ ą▓čüąĄą│ąŠ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ. ą×ąĮą░ ąĘą░ą▓ąĖčüąĖčé ąŠčé ąŠčüąŠą▒ąĄąĮąĮąŠčüč鹥ą╣ ą▓čŗą┐ąŠą╗ąĮčÅąĄą╝čŗčģ čĆą░ą▒ąŠčé, čüč鹥ą┐ąĄąĮąĖ ąĖčģ ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ ąĖ č乊čĆą╝ čüą┐ąĄčåąĖą░ą╗ąĖąĘą░čåąĖąĖ ąĖ ą║ąŠąŠą┐ąĄčĆąĖčĆąŠą▓ą░ąĮąĖčÅ čéčĆčāą┤ą░.
ąĀą░čåąĖąŠąĮą░ą╗čīąĮą░čÅ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÅ čéčĆčāą┤ą░ ąĖ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé ą┐čĆąĄą┤čüčéą░ą▓ą╗čÅąĄčé čüčāčēąĄčüčéą▓ąĄąĮąĮčŗąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą║ ą┐čĆąŠčüčéčĆą░ąĮčüčéą▓ąĄąĮąĮąŠą╝čā čĆą░ąĘą╝ąĄčēąĄąĮąĖčÄ ą▓čüąĄčģ ą┐čĆąĄą┤ą╝ąĄč鹊ą▓ čéčĆčāą┤ą░, ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĖ ąŠčüąĮą░čēąĄąĮąĖčÅ, ą║ ąŠą▒čüą╗čāąČąĖą▓ą░ąĮąĖčÄ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░, ą║ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĖ ąŠčüąĮą░čüčéą║ąĖ, ą║ čäąĖąĘąĖąŠą╗ąŠą│ąĖč湥čüą║ąĖą╝ ąĖ ą│ąĖą│ąĖąĄąĮąĖč湥čüą║ąĖą╝ čāčüą╗ąŠą▓ąĖčÅą╝ čéčĆčāą┤ą░, ą║ čŹčüč鹥čéąĖč湥čüą║ąŠą╝čā ąŠč乊čĆą╝ą╗ąĄąĮąĖčÄ č鹥čģąĮąĖą║ąĖ ąĖ ąĖąĮč鹥čĆčīąĄčĆą░.
ą¤ą╗ą░ąĮąĖčĆąŠą▓ą║ą░ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé, ą▓ą║ą╗čÄčćą░čÅ čĆą░ąĘą╝ąĄčēąĄąĮąĖąĄ ą┐čĆąĖčüą┐ąŠčüąŠą▒ą╗ąĄąĮąĖąĖ, ąĖąĮčüčéčĆčāą╝ąĄąĮč鹊ą▓, ąĘą░ą│ąŠč鹊ą▓ąŠą║ ąĖ ą┤ąĄčéą░ą╗ąĄą╣, ą┤ąŠą╗ąČąĮą░ ąŠčéą▓ąĄčćą░čéčī čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ ąĮą░ąĖą▒ąŠą╗čīčłąĄą│ąŠ čāą┤ąŠą▒čüčéą▓ą░ ąĖ ą║čĆą░čéčćą░ą╣čłąĄą│ąŠ ą┐čāčéąĖ ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖčÅ ą┤ąĄčéą░ą╗ąĖ, ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠą╣ 菹║ąŠąĮąŠą╝ąĖąĖ čéčĆčāą┤ąŠą▓čŗčģ ą┤ą▓ąĖąČąĄąĮąĖą╣ ąĖ čĆąŠčüčéčā ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéąĖ čéčĆčāą┤ą░.
ą×čüąĮą░čēąĄąĮąĖąĄ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ č鹥čģąĮąĖč湥čüą║ąĖą╝ ąĮą░ąĘąĮą░č湥ąĮąĖąĄą╝ ąĖ čüč鹥ą┐ąĄąĮčīčÄ ąĄą│ąŠ čüą┐ąĄčåąĖą░ą╗ąĖąĘą░čåąĖąĖ, ą░ čéą░ą║ąČąĄ čāčĆąŠą▓ąĮąĄą╝ ą╝ąĄčģą░ąĮąĖąĘą░čåąĖąĖ ąĖ ą░ą▓č鹊ą╝ą░čéąĖąĘą░čåąĖąĖ ą▓čŗą┐ąŠą╗ąĮčÅąĄą╝čŗčģ ąĮą░ ąĮąĄą╝ čĆą░ą▒ąŠčé.
ą×ą▒čüą╗čāąČąĖą▓ą░ąĮąĖąĄ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé čÅą▓ą╗čÅąĄčéčüčÅ ą▓ą░ąČąĮčŗą╝ 菹╗ąĄą╝ąĄąĮč鹊ą╝, ąŠąĮąŠ čéčĆąĄą▒čāąĄčé ąĘąĮą░čćąĖč鹥ą╗čīąĮčŗčģ ąĘą░čéčĆą░čé čéčĆčāą┤ą░. ąóą░ą║, ą▓ čüąĄčĆąĖą╣ąĮąŠą╝ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄ ą▓čĆąĄą╝čÅ ąŠą▒čüą╗čāąČąĖą▓ą░ąĮąĖčÅ čĆą░ą▒ąŠčćąĖčģ ą╝ąĄčüčé čüąŠčüčéą░ą▓ą╗čÅąĄčé 4 ŌĆō 10% ą▓čĆąĄą╝ąĄąĮąĖ ąŠą┐ąĄčĆą░čéąĖą▓ąĮąŠą╣ čĆą░ą▒ąŠčéčŗ, ą░ ą▓ ąĮąĄą║ąŠč鹊čĆčŗčģ čüą╗čāčćą░čÅčģ ąŠąĮąŠ ą┤ąŠčüčéąĖą│ą░ąĄčé20%.
|
ą¤čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ |
ąśąĘą┤ąĄą╗ąĖąĄ: ą║čāčĆčéą║ą░ ąČąĄąĮčüą║ą░čÅ |
ą£ąŠą┤ąĄą╗čī: čéąĖą┐ąŠą▓ą░čÅ |
ą×ą┐ąĄčĆą░čåąĖčÅ: |
|
ąøąĖčüčé: |
|||
|
ą×ą┐ąĄčĆą░čåąĖčÅ: ąĪčéą░čćą░čéčī čäąĖą│čāčĆąĮčŗąĄ čĆąĄą╗čīąĄčäąĮčŗąĄ čüčĆąĄąĘčŗ ą┐ąŠą╗ąŠčćą║ąĖ ąŠčé ą┐čĆąŠą╣ą╝ ą┤ąŠ ąĮąĖąĘą░ |
|||
|
ąĪą┐ąĄčåąĖą░ą╗čīąĮąŠčüčéčī: ą£ ąóą░čĆąĖčäąĮčŗą╣ čĆą░ąĘčĆčÅą┤: 3 ąØąŠčĆą╝ą░ ą▓čĆąĄą╝ąĄąĮąĖ, čü: 96 ąĪą┤ąĄą╗čīąĮą░čÅ čĆą░čüčåąĄąĮą║ą░, ą║ąŠą┐.: 0,11232 |
ą×ą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ: KM ŌĆō 506/ - 7S |
||
|
ą¦ąĖčüą╗ąŠ čüč鹥ąČą║ąŠą▓ ą▓ 10 ą╝ą╝ čüčéčĆąŠčćą║ąĖ: 4 |
|||
|
ą£ą░č鹥čĆąĖą░ą╗: čüą╝ąĄčüąŠą▓ą░čÅ čéą║ą░ąĮčī |
ąØąĖčéą║ąĖ: 44ąøąź |
||
|
ąśą│ą╗čŗ: DB├Ś1#14(#9Ōēł#18) |
|||
|
ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą║ ą║ą░č湥čüčéą▓čā ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ ąŠą┐ąĄčĆą░čåąĖąĖ |
ąĪčģąĄą╝ą░ čüąŠąĄą┤ąĖąĮąĄąĮąĖčÅ ą┤ąĄčéą░ą╗ąĄą╣ |
||
|
ąĪčéą░čćąĖą▓ą░ąĮąĖąĄ čĆąĄą╗čīąĄčäąĮčŗčģ čüčĆąĄąĘąŠą▓ ą▓čŗą┐ąŠą╗ąĮąĖčéčī ąŠčé ą┐čĆąŠą╣ą╝ ą┤ąŠ ąĮąĖąĘą░. |
|||
|
ąĪčģąĄą╝ą░ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░ |
|
Ōä¢ ą┐čĆąĖąĄą╝ą░ |
ąĪąŠą┤ąĄčƹȹ░ąĮąĖąĄ ą┐čĆąĖąĄą╝ą░ |
ąÜąŠą┤ |
ą£ąŠą┤ąĄą╗čī: čéąĖą┐ąŠą▓ą░čÅ |
ą×ą┐ąĄčĆą░čåąĖčÅ: |
|
|
ąøąĖčüčé: |
|||||
|
ąÆčĆąĄą╝čÅ ąĮą░ ą┐čĆąĖąĄą╝, čü |
ą¦ąĖčüą╗ąŠ ą┐čĆąĖąĄą╝ąŠą▓ |
ą×ą▒čēąĄąĄ ą▓čĆąĄą╝čÅ, čü |
|||
|
1 |
ąÆąĘčÅčéčī ą┐ą░čćą║čā čüą┐ąĖąĮąŠą║, ąŠčüą▓ąŠą▒ąŠą┤ąĖčéčī ąŠčé č鹥čüčīą╝čŗ |
- |
4,2 |
1/20 |
5,8 |
|
2 |
ąĀą░ąĘą╗ąŠąČąĖčéčī ą┐ą░čćą║čā čüą┐ąĖąĮąŠą║ ąĮą░ ą╗ąĄą▓ąŠą╣ ą▒ąŠą║ąŠą▓ąŠą╣ ą┐ą╗ąŠčüą║ąŠčüčéąĖ čüčĆąĄą┤ąĮąĖą╝ąĖ čüčĆąĄąĘą░ą╝ąĖ ą║ ąĖą│ą╗ąĄ, ą│ąŠčĆą╗ąŠą▓ąĖąĮą░ą╝ąĖ ąŠčé čüąĄą▒čÅ |
- |
1,2 |
1/20 |
0,2 |
|
3 |
ąÆąĘčÅčéčī ą┤ą▓čāą╝čÅ čĆčāą║ą░ą╝ąĖ ąŠą▒ąĄ ą┐ąŠą╗ąŠą▓ąĖąĮą║ąĖ čüą┐ąĖąĮą║ąĖ, čüą╗ąŠąČąĄąĮąĮčŗąĄ ą╗ąĖčåąĄą▓čŗą╝ąĖ čüč鹊čĆąŠąĮą░ą╝ąĖ, ąĖ ą┐ąĄčĆąĄąĮąĄčüčéąĖ ą▓ čĆą░ą▒ąŠčćčāčÄ ąĘąŠąĮčā čéą░ą║, čćč鹊ą▒čŗ čüčĆąĄąĘ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ ą▒čŗą╗ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮ ą║ ąĖą│ą╗ąĄ |
ąÉ>6> |
3,3 |
1 |
15,84 |
|
4 |
ąÆąĘčÅčéčī ą┤ą▓čāą╝čÅ čĆčāą║ą░ą╝ąĖ ą▓ąĄčĆčģąĮąĖąĄ ą║čĆą░čÅ čüčĆąĄą┤ąĮąĖčģ čüčĆąĄąĘąŠą▓ ą┐ąŠą╗ąŠą▓ąĖąĮąŠą║ čüą┐ąĖąĮą║ąĖ, čüą╗ąŠąČąĖčéčī ą▓ąĄčĆčģąĮąĖąĄ ą║čĆą░čÅ |
D>2> |
2,1 |
1 |
10,08 |
|
5 |
ą¤ąŠą┤ą▓ąĄčüčéąĖ čüčĆąĄąĘčŗ ą┤ąĄčéą░ą╗ąĄą╣ ą┐ąŠą┤ ąĖą│ą╗čā ą▓ ąŠą▒ą╗ą░čüčéąĖ ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ ą┤ą▓čāą╝čÅ čĆčāą║ą░ą╝ąĖ |
C>2> |
0,6 |
1 |
2,88 |
|
6 |
ąĪčéą░čćą░čéčī čāčćą░čüč鹊ą║ čüčĆąĄąĘąŠą▓ ąŠčé ą│ąŠčĆą╗ąŠą▓ąĖąĮčŗ, ąĘą░ą║čĆąĄą┐ąĖčéčī ąĮą░čćą░ą╗ąŠ čłą▓ą░ ą┤ą▓ąŠą╣ąĮąŠą╣ ąŠą▒čĆą░čéąĮąŠą╣ čüčéčĆąŠčćą║ąŠą╣.Ų¢=40+20=60 ą╝ą╝ |
S>2> |
1,32 |
1 |
6,33 |
|
7 |
ąÆąĘčÅčéčī čüčĆąĄąĘčŗ ą┐čĆąĖą┐čāčüą║ą░ ąĮą░ ąŠą▒čĆą░ą▒ąŠčéą║čā čłą╗ąĖčåčŗ, ą▓ąŠąĘą▓čĆą░čéąĖčéčī ą╗ąĄą▓čāčÄ čĆčāą║čā ąĮą░ čéą║ą░ąĮčī |
D>7> |
1,8 |
1 |
8,64 |
|
8 |
ąĪčéą░čćą░čéčī čüčĆąĄą┤ąĮąĖąĄ čüčĆąĄąĘčŗ čüą┐ąĖąĮą║ąĖ, ą▓čŗčĆą░ą▓ąĮąĖą▓ą░čÅ ą╗ąĄą▓ąŠą╣ čĆčāą║ąŠą╣ čüčĆąĄąĘčŗ ą┤ąĄčéą░ą╗ąĄą╣, ą░ ą┐čĆą░ą▓ąŠą╣ čĆčāą║ąŠą╣ ą┐čĆąĖą┤ąĄčƹȹĖą▓ą░čÅ čüčĆąĄąĘčŗ čā ą┐čĆąĖą┐čāčüą║ą░ ąĮą░ čłą╗ąĖčåčā. Ų¢=650 ą╝ą╝ |
S>3> |
4,62 |
1 |
22,1 |
|
9 |
ąÆčŗčĆąŠą▓ąĮčÅčéčī čüčĆąĄąĘčŗ ą┤ąĄčéą░ą╗ąĄą╣ ą┤ą▓čāą╝čÅ čĆčāą║ą░ą╝ąĖ. ąÆąŠąĘą▓čĆą░čéąĖčéčī ą╗ąĄą▓čāčÄ čĆčāą║čā ąĮą░ čéą║ą░ąĮčī |
D>7> |
1,2 |
1 |
5,76 |
|
10 |
ąĪčéą░čćą░čéčī ą┐ąŠčüą╗ąĄą┤ąĮąĖą╣ čāčćą░čüč鹊ą║ čüčĆąĄą┤ąĮąĖčģ čüčĆąĄąĘąŠą▓ čüą┐ąĖąĮą║ąĖ, ą▓čŗą┐ąŠą╗ąĮčÅčÅ ąĘą░ą║čĆąĄą┐ą║čā. Ų¢=30+20 ą╝ą╝ |
S>4> |
1,26 |
1 |
6,04 |
|
11 |
ąśąĘą▓ą╗ąĄčćčī čüą┐ąĖąĮą║čā ąĖąĘ ŌĆō ą┐ąŠą┤ ąĖą│ą╗čŗ ą╝ą░čłąĖąĮčŗ čü ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąŠą╣ ąŠą▒čĆąĄąĘą║ąŠą╣ ąĮąĖč鹊ą║ |
G>14> |
0,6 |
1 |
2,88 |
|
12 |
ą×čéą╗ąŠąČąĖčéčī čüą┐ąĖąĮą║čā ąĮą░ č鹥ą╗ąĄąČą║čā - čüč鹥ą╗ą╗ą░ąČ čüą┐čĆą░ą▓ą░ |
ąØ>1> |
1,2 |
1 |
5,76 |
|
13 |
ąĪą▓čÅąĘą░čéčī ąĖ ąŠčéą╗ąŠąČąĖčéčī ą┐ą░čćą║čā čüą┐ąĖąĮąŠą║ |
8,4 |
1/20 |
2,016 |
|
|
ąśč鹊ą│ąŠ 96 čü |
ąśąĮčüčéčĆčāą║čåąĖčÅ ą┐ąŠ ąŠčģčĆą░ąĮąĄ čéčĆčāą┤ą░ ą┤ą╗čÅ čĆą░ą▒ąŠčćąĖčģ čåąĄčģą░
ą×ą▒čēąĖąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ
ą║ čĆą░ą▒ąŠč鹥 ą┤ąŠą┐čāčüą║ą░čÄčéčüčÅ ą╗ąĖčåą░ ąĮąĄ ą╝ąŠą╗ąŠąČąĄ 18 ą╗ąĄčé, ą┐čĆąŠčłąĄą┤čłąĖąĄ ą┐čĆąĖ ą┐ąŠčüčéčāą┐ą╗ąĄąĮąĖąĄ ąĮą░ čĆą░ą▒ąŠčéčā ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčŗą╣ ą╝ąĄą┤ąĖčåąĖąĮčüą║ąĖą╣ ąŠčüą╝ąŠčéčĆ, ą░ čéą░ą║ąČąĄ:
ą▓ą▓ąŠą┤ąĮčŗą╣ ąĖąĮčüčéčĆčāą║čéą░ąČ;
ąĖąĮčüčéčĆčāą║čéą░ąČ ą┐ąŠ ą┐ąŠąČą░čĆąĮąŠą╣ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ;
ą┐ąĄčĆą▓ąĖčćąĮčŗą╣ ąĖąĮčüčéčĆčāą║čéą░ąČ ąĮą░ čĆą░ą▒ąŠč湥ą╝ ą╝ąĄčüč鹥;
ąĖąĮčüčéčĆčāą║čéą░ąČ ą┐ąŠ 菹╗ąĄą║čéčĆąŠą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ ąĮą░ čĆą░ą▒ąŠč湥ą╝ ą╝ąĄčüč鹥.
čĆą░ą▒ąŠčćąĖą╣ ą┤ąŠą╗ąČąĄąĮ:
ą┐čĆąŠčģąŠą┤ąĖčéčī ą┐ąŠą▓č鹊čĆąĮčŗą╣ ąĖąĮčüčéčĆčāą║čéą░ąČ ą┐ąŠ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ čéčĆčāą┤ą░ ąĮą░ čĆą░ą▒ąŠč湥ą╝ ą╝ąĄčüč鹥 ąĮąĄ čĆąĄąČąĄ, č湥ą╝ č湥čĆąĄąĘ ą║ą░ąČą┤čŗąĄ čéčĆąĖ ą╝ąĄčüčÅčåą░;
ą┐čĆąŠčģąŠą┤ąĖčéčī ą┤ąĖčüą┐ą░ąĮčüąĄčĆąĮčŗą╣ ą╝ąĄą┤ąĖčåąĖąĮčüą║ąĖą╣ ąŠčüą╝ąŠčéčĆ ŌĆō ąĮąĄ čĆąĄąČąĄ 1 čĆą░ąĘ 2 ą│ąŠą┤ą░;
ą▓čŗą┐ąŠą╗ąĮčÅčéčī č鹊ą╗čīą║ąŠ čéčā čĆą░ą▒ąŠčéčā, ą║ąŠč鹊čĆą░čÅ ą▓čģąŠą┤ąĖčé ą▓ ąĄą│ąŠ ąŠą▒čÅąĘą░ąĮąĮąŠčüčéąĖ;
ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą▒ąĄąĘąŠą┐ą░čüąĮčŗąĄ ą╝ąĄč鹊ą┤čŗ čéčĆčāą┤ą░;
čĆą░ą▒ąŠčćąĖą╣ ą┤ąŠą╗ąČąĄąĮ ąĘąĮą░čéčī:
ą┤ąĄą╣čüčéą▓ąĖąĄ ąĮą░ č湥ą╗ąŠą▓ąĄą║ą░ ąŠą┐ą░čüąĮčŗčģ ąĖ ą▓čĆąĄą┤ąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮčŗčģ čäą░ą║č鹊čĆąŠą▓, ą▓ąŠąĘąĮąĖą║ą░čÄčēąĖčģ ą▓ąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ;
čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄąĮąĮąŠą╣ čüą░ąĮąĖčéą░čĆąĖąĖ, 菹╗ąĄą║čéčĆąŠą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ ąĖ ą┐ąŠąČą░čĆąĮąŠą╣ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ;
ą╝ąĄčüč鹊čĆą░čüą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą░ą┐č鹥č湥ą║;
ą┐čĆą░ą▓ąĖą╗ą░ ą▓ąĮčāčéčĆąĄąĮąĮąĄą│ąŠ čéčĆčāą┤ąŠą▓ąŠą│ąŠ čĆą░čüą┐ąŠčĆčÅą┤ą║ą░, čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮčŗąĄ ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĄ;
čéčĆąĄą▒ąŠą▓ą░ąĮąĖąĄ ąĮą░čüč鹊čÅčēąĄą╣ ąĖąĮčüčéčĆčāą║čåąĖąĖ, ąĖąĮčüčéčĆčāą║čåąĖąĖ ąŠ ą╝ąĄčĆą░čģ ą┐ąŠąČą░čĆąĮąŠą╣ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ, ąĖąĮčüčéčĆčāą║čåąĖąĖ ą┐ąŠ 菹╗ąĄą║čéčĆąŠą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ;
ąĮą░ąĘąĮą░č湥ąĮąĖąĄ čüčĆąĄą┤čüčéą▓ ąĖąĮą┤ąĖą▓ąĖą┤čāą░ą╗čīąĮąŠą╣ ąĘą░čēąĖčéčŗ;
ą¤čĆą░ą▓ąĄą╗ąŠ ąĖ ąĮąŠčĆą╝čŗ ą┐ąŠ ąŠčģčĆą░ąĮąĄ čéčĆčāą┤ą░, č鹥čģąĮąĖą║ąĖ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ;
ąŻą╝ąĄčéčī ąŠą║ą░ąĘčŗą▓ą░čéčī ą┤ąŠą▓čĆą░č湥ą▒ąĮčāčÄ ą┐ąŠą╝ąŠčēčī ą┐ąŠčüčéčĆą░ą┤ą░ą▓čłąĖą╝, ą┐ąŠą╗čīąĘąŠą▓ą░čéčīčüčÅ čüčĆąĄą┤čüčéą▓ą░ą╝ąĖ ą┐ąŠąČą░čĆąŠčéčāčłąĄąĮąĖčÅ, ą┐čĆąĖ ą▓ąŠąĘąĮąĖą║ąĮąŠą▓ąĄąĮąĖąĄ ą┐ąŠąČą░čĆą░ ą▓čŗąĘą▓ą░čéčī ą┐ąŠąČą░čĆąĮčāčÄ ąŠčģčĆą░ąĮčā.
ąĀą░ą▒ąŠčćąĖą╣ ą▓ čĆą░ą▒ąŠč鹥 ą┤ąŠą╗ąČąĄąĮ čĆčāą║ąŠą▓ąŠą┤čüčéą▓ąŠą▓ą░čéčīčüčÅ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ąĖ ąĮą░čüč鹊čÅčēąĄą╣ ąĖąĮčüčéčĆčāą║čåąĖąĖ.
ąÆąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ ąĮą░ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąŠą│čāčé ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąŠą▓ą░čéčī čüą╗ąĄą┤čāčÄčēąĖąĄ ąŠą┐ą░čüąĮčŗąĄ čäą░ą║č鹊čĆčŗ:
ą¤ąŠą▓čŗčłąĄąĮąĮą░čÅ ą▓ą╗ą░ąČąĮąŠčüčéčī ąĖ ą┐ąŠą┤ą▓ąĖąČąĮąŠčüčéčī ą▓ąŠąĘą┤čāčģą░ čĆą░ą▒ąŠč湥ą╣ ąĘąŠąĮčŗ;
ą¤ąŠą▓čŗčłąĄąĮąĮčŗąĄ čāčĆąŠą▓ąĮąĖ čłčāą╝ą░;
ąöą▓ąĖąČčāčēąĖąĄčüčÅ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗąĄ čüčĆąĄą┤čüčéą▓ą░, ą╝ąĄčģą░ąĮąĖąĘą╝čŗ, ą┐ąŠą┤ą▓ąĖąČąĮąŠą╣ čüąŠčüčéą░ą▓;
ąØąĄą┤ąŠčüčéą░č鹊čćąĮą░čÅ ąŠčüą▓ąĄčēąĄąĮąĮąŠčüčéčī ą▓ č鹥ą╝ąĮąŠąĄ ą▓čĆąĄą╝čÅ čüčāč鹊ą║.
ąĀą░ą▒ąŠčćąĖą╣ ą┤ąŠą╗ąČąĄąĮ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī, čüą╗ąĄą┤čāčÄčēąĖąĄ ąĪąśąŚ, čģą░ą╗ą░čé čģ\ą▒.
ąĀą░ą▒ąŠčćąĖą╣ ą┤ąŠą╗ąČąĄąĮ ą▓čŗą┐ąŠą╗ąĮčÅčéčī čüą╗ąĄą┤čāčÄčēąĖąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą┐ąŠąČą░čĆąĮąŠą╣ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ:
ąÜčāčĆąĖčéčī č鹊ą╗čīą║ąŠ ą▓ ąŠčéą▓ąĄą┤ąĄąĮąĮčŗčģ ą╝ąĄčüčéą░čģ;
ąØąĄ ą┐čĆąĖą║ą░čüą░čéčīčüčÅ ą║ ą║ąĖčüą╗ąŠčĆąŠą┤ąĮčŗą╝ ą▒ą░ą╗ą╗ąŠąĮą░ą╝ čĆčāą║ą░ą╝ąĖ, ąĘą░ą│čĆčÅąĘąĮąĄąĮąĮčŗą╝ąĖ ą╝ą░čüą╗ąŠą╝;
ąŚąĮą░čéčī ąĖ čāą╝ąĄčéčī ą┐ąŠą╗čīąĘąŠą▓ą░čéčīčüčÅ ą┐ąĄčĆą▓ąĖčćąĮčŗą╝ąĖ čüčĆąĄą┤čüčéą▓ą░ą╝ąĖ ą┐ąŠąČą░čĆąŠčéčāčłąĄąĮąĖčÅ.
ą╗ąĖčćąĮčāčÄ ąŠą┤ąĄąČą┤čā ąĖ čüą┐ąĄčåąŠą┤ąĄąČą┤čā ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čģčĆą░ąĮąĖčéčī ąŠčéą┤ąĄą╗čīąĮąŠ ą▓ čłą║ą░čäčćąĖą║ą░čģ ąĖ ą│ą░čĆą┤ąĄčĆąŠą▒ąĮąŠą╣. ąŻąĮąŠčüąĖčéčī čüą┐ąĄčåąŠą┤ąĄąČą┤čā ąĘą░ ą┐čĆąĖą┤ąĄą╗čŗ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ ąĘą░ą┐čĆąĄčēą░ąĄčéčüčÅ.
ą¤čĆąĖąĮąĖą╝ą░čéčī ą┐ąĖčēčā čüą╗ąĄą┤čāąĄčé č鹊ą╗čīą║ąŠ ą▓ čüč鹊ą╗ąŠą▓čŗčģ, ą▒čāč乥čéą░čģ ąĖ čüą┐ąĄčåąĖą░ą╗čīąĮčŗčģ ąŠčéą▓ąĄą┤ąĄąĮąĮčŗčģ ą┤ą╗čÅ čŹč鹊ą│ąŠ ą╝ąĄčüčéą░čģ, ąĖą╝ąĄčÄčēąĖčģ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĖąĄ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ. ą¤ąĄčĆąĄą┤ ąĄą┤ąŠą╣ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čéčēą░č鹥ą╗čīąĮąŠ ą▓čŗą╝čŗčéčī čĆčāą║ąĖ čü ą╝čŗą╗ąŠą╝.
ąŚą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ čéčĆąĄą▒ąŠą▓ą░ąĮąĖąĄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ, ąĖąĘą╗ąŠąČąĄąĮąĮčŗčģ ą▓ ąĮą░čüč鹊čÅčēąĖčģ ąĖąĮčüčéčĆčāą║čåąĖąĖ, čĆą░ą▒ąŠčćąĖą╣ ąĮąĄčüąĄčé ąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠčüčéčī čüąŠą│ą╗ą░čüąĮąŠ ą┤ąĄą╣čüčéą▓čāčÄčēąĄą╝čā ąĘą░ą║ąŠąĮąŠą┤ą░č鹥ą╗čīčüčéą▓čā.
2 ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ ą┐ąĄčĆąĄą┤ ąĮą░čćą░ą╗ąŠą╝ čĆą░ą▒ąŠčéčŗ
2.1 ą┐ąĄčĆąĄą┤ ąĮą░čćą░ą╗ąŠą╝ čĆą░ą▒ąŠčéčŗ čĆą░ą▒ąŠčćąĖą╣ ą┤ąŠą╗ąČąĄąĮ:
ąØą░ą┤ąĄčéčī ą┐ąŠą╗ą░ą│ą░čÄčēčāčÄčüčÅ ą┐ąŠ ąĮąŠčĆą╝ą░ą╝ čüą┐ąĄčåąŠą┤ąĄąČą┤čā, ą┐čĆąĖą▓ąĄčüčéąĖ ąĄąĄ ą▓ ą┐ąŠčĆčÅą┤ąŠą║;
ąŚą░ą┐čĆą░ą▓ąĖčéčī čüą▓ąŠą▒ąŠą┤ąĮčŗąĄ ą║ąŠąĮčåčŗ ąŠą┤ąĄąČą┤čŗ čéą░ą║, čćč鹊ą▒čŗ ąŠąĮą░ ąĮąĄ čüą▓ąĖčüą░ą╗ą░;
ąŻčüčéą░ąĮąŠą▓ąĖčéčī ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠčüčéčī ą┐ąŠ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÄ ąŠą┐ąĄčĆą░čåąĖą╣;
ą×čüą╝ąŠčéčĆąĄčéčī čüą▓ąŠąĄ čĆą░ą▒ąŠč湥ąĄ ą╝ąĄčüč鹊;
ą¤čĆąŠą▓ąĄčĆąĖčéčī ąĮą░ą╗ąĖčćąĖąĄ ąĖčüą┐čĆą░ą▓ąĮčŗčģ ąĖąĮčüčéčĆčāą╝ąĄąĮč鹊ą▓;
ąŻą▒ąĄą┤ąĖčéčīčüčÅ ą▓ ąĮą░ą┤ąĄąČąĮąŠčüčéąĖ ąŠčüą▓ąĄčēąĄąĮąĮąŠčüčéąĖ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░.
3.ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ ą▓ąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ
3.1.ąæčŗčéčī ą▓ąĮąĖą╝ą░č鹥ą╗čīąĮčŗą╝ ą▓ąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ.
3.2.ąÆčŗą┐ąŠą╗ąĮčÅčéčī č鹊ą╗čīą║ąŠ čéčā čĆą░ą▒ąŠčéčā, ą║ąŠč鹊čĆą░čÅ ą┐ąŠčĆčāč湥ąĮą░ čĆčāą║ąŠą▓ąŠą┤čüčéą▓ąŠą╝.
3.3.ąÆąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ąĘą░ą┐čĆąĄčēą░ąĄčéčüčÅ ą┐ąĄčĆąĄą┤ą░ą▓ą░čéčī čćč鹊 ą╗ąĖą▒ąŠ č湥čĆąĄąĘ ą╝ą░čłąĖąĮčā, ąĮą░ą║ą╗ąŠąĮčÅčÅčüčī ą▒ą╗ąĖąĘą║ąŠ ą║ ąĮąĄą╣, ą░ čéą░ą║ąČąĄ ą║ą░čüą░čéčīčüčÅ ą┤ą▓ąĖąČčāčēąĖčģčüčÅ čćą░čüč鹥ą╣ ą╝ą░čłąĖąĮčŗ ą┤ąŠ ą┐ąŠą╗ąĮąŠą╣ ąĄąĄ ąŠčüčéą░ąĮąŠą▓ą║ąĖ.
3.4.ą¤čĆąĖ ąŠčéą▒ąŠčĆąĄ ą┐čĆąŠą▒ ąĮą░ ą║ąŠąĮčéčĆąŠą╗čī, ą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ č鹊ą╗čīą║ąŠ čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮčŗą╝ąĖ ą┐čĆąŠčģąŠą┤ą░ą╝ąĖ. ą¤ąĄčĆąĄą╗ąĄąĘą░čéčī č湥čĆąĄąĘ ą╝ą░čłąĖąĮčŗ ąĖ ą┐čĆąŠą╗ąĄąĘą░čéčī ą┐ąŠą┤ ąĮąĄą╣ ąĘą░ą┐čĆąĄčēą░ąĄčéčüčÅ.
3.5. ąÆąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ ą║ąŠąĮčéčĆąŠą╗ąĄčĆ ą┤ąŠą╗ąČąĄąĮ ą▓čŗą┐ąŠą╗ąĮčÅčéčī čüą▓ąŠąĖ ąŠą▒čÅąĘą░ąĮąĮąŠčüčéąĖ, ą┐čĆąĖ ąĮą░ą╗ąĖčćąĖąĖ ąĖ ąĖčüą┐čĆą░ą▓ąĮąŠčüčéąĖ ąŠą│čĆą░ąČą┤ąĄąĮąĖą╣, ą▒ą╗ąŠą║ąĖčĆąŠą▓ąŠčćąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓, ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĖčģ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī čéčĆčāą┤ą░ ą┐čĆąĖ ą┤ąŠčüčéą░č鹊čćąĮąŠą╣ ąŠčüą▓ąĄčēąĄąĮąĮąŠčüčéąĖ čĆą░ą▒ąŠč湥ą│ąŠ ą╝ąĄčüčéą░.
3.6. ąØąĄ ą┐čĆąĖą║ą░čüą░ą╣č鹥čüčī ą║ ąĮą░čģąŠą┤čÅčēąĖą╝čüčÅ ą▓ ą┤ą▓ąĖąČąĄąĮąĖąĖ ą╝ąĄčģą░ąĮąĖąĘą╝ą░ą╝ ą▓čĆą░čēą░čÄčēąĖą╝čüčÅ čćą░čüčéčÅą╝ ą╝ą░čłąĖąĮ, ą░ čéą░ą║ąČąĄ ąĮą░čģąŠą┤čÅčēąĖą╝čüčÅ ą┐ąŠą┤ ąĮą░ą┐čĆčÅąČąĄąĮąĖąĄą╝ č鹊ą║ąŠą▓ąĄą┤čāčēąĖą╝ čćą░čüčéčÅą╝ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ.
3.7. čĆą░ą▒ąŠč湥ąĄ ą╝ąĄčüč鹊 ąĖ ą┐čĆąŠčģąŠą┤čŗ ą║ ąĮąĄą╝čā čüą╗ąĄą┤čāąĄčé čüąŠą┤ąĄčƹȹ░čéčī ą▓ čćąĖčüč鹊č鹥, ą┤ąŠą┐čāčüą║ą░čÅ ąĘą░ą│čĆąŠą╝ąŠąČą┤ąĄąĮąĖčÅ ąĖčģ ąĘą░ą┐ą░čüąĮčŗą╝ąĖ čćą░čüčéčÅą╝ąĖ.
3.8. ąŠą▒čéąĖčĆąŠčćąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čüą║ą╗ą░ą┤čŗą▓ą░čéčī ą▓ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ čÅčēąĖą║ąĖ, čü ą┐ą╗ąŠčéąĮąŠ ąĘą░ą║čĆčŗą▓ą░čÄčēąĖą╝ąĖčüčÅ ą║čĆčŗčłą║ą░ą╝ąĖ
4.ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ ą▓ ą░ą▓ą░čĆąĖą╣ąĮčŗčģ čüąĖčéčāą░čåąĖčÅčģ.
4.1. ą┐čĆąĖ ą▓ąŠąĘąĮąĖą║ąĮąŠą▓ąĄąĮąĖąĖ ą░ą▓ą░čĆąĖą╣ąĮąŠą╣ čüąĖčéčāą░čåąĖąĖ ą║ąŠąĮčéčĆąŠą╗ąĄčĆ ąŠą▒čÅąĘą░ąĮ ą┐čĆąĄą║čĆą░čéąĖčéčī čĆą░ą▒ąŠčéčā, ąĮąĄą╝ąĄą┤ą╗ąĄąĮąĮąŠ čüąŠąŠą▒čēąĖčéčī ą╝ą░čüč鹥čĆčā ąĖ ą┤ą░ą╗ąĄąĄ ą▓čŗą┐ąŠą╗ąĮčÅčéčī ąĄąĄ ą║ąŠą╝ą░ąĮą┤čŗ.
4.2. ą┐čĆąĖ ą╗ąĖą║ą▓ąĖą┤ą░čåąĖąĖ ą░ą▓ą░čĆąĖą╣ąĮąŠą╣ čüąĖčéčāą░čåąĖąĖ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ ą┤ąĄą╣čüčéą▓ąŠą▓ą░čéčī ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čāčéą▓ąĄčƹȹ┤ąĄąĮąĮčŗą╝ ą┐ą╗ą░ąĮąŠą╝ ą╗ąĖą║ą▓ąĖą┤ą░čåąĖąĖ ą░ą▓ą░čĆąĖą╣.
4.3. ą┐čĆąĖ ąĘą░ą│ąŠčĆą░ąĮąĖąĖ, ą╝ąŠą│čāčēąĄą╝ ą┐čĆąĖą▓ąĄčüčéąĖ ą║ ą▓ąĘčĆčŗą▓čā, ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ:
ąØąĄą╝ąĄą┤ą╗ąĄąĮąĮąŠ čüąŠąŠą▒čēąĖčéčī ą▓ ą┐ąŠąČą░čĆąĮčāčÄ ąŠčģčĆą░ąĮčā;
ą¤čĆąĖčüčéčāą┐ąĖčéčī ą║ ą╗ąĖą║ą▓ąĖą┤ą░čåąĖąĖ ą┐ąŠąČą░čĆą░;
ą×čĆą│ą░ąĮąĖąĘąŠą▓ą░čéčī 菹▓ą░ą║čāą░čåąĖčÄ ą╗čÄą┤ąĄą╣;
ą×čĆą│ą░ąĮąĖąĘąŠą▓ą░čéčī ą▓čüčéčĆąĄčćčā ą┐ąŠąČą░čĆąĮąŠą╣ čćą░čüčéąĖ.
ą¤čĆąĖ ąĘą░ą│ąŠčĆą░ąĮąĖąĖ 菹╗ąĄą║čéčĆąŠąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┐čĆąĖą╝ąĄąĮčÅčéčī č鹊ą╗čīą║ąŠ čāą│ą╗ąĄą║ąĖčüą╗ąŠčéąĮčŗąĄ ąŠą│ąĮąĄčéčāčłąĖč鹥ą╗ąĖ ąĖą╗ąĖ ą┐ąŠčĆąŠčłą║ąŠą▓čŗąĄ.
4.4. ą┐čĆąĖ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ ąĖąĘąŠą╗čÅčåąĖąĖ 菹╗ąĄą║čéčĆąŠąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┐čĆąĄą║čĆą░čéąĖčéčī čĆą░ą▒ąŠčéčā, ą┐ąŠčüčéą░ą▓ąĖčéčī ą▓ ąĖąĘą▓ąĄčüčéąĮąŠčüčéčī ą╝ą░čüč鹥čĆą░ ąĖ ą▓ąŠąĘąŠą▒ąĮąŠą▓ą╗čÅčéčī čĆą░ą▒ąŠčéčā č鹊ą╗čīą║ąŠ ą┐ąŠčüą╗ąĄ čāčüčéčĆą░ąĮąĄąĮąĖčÅ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖą╣.
4.5. ą▓ čüą╗čāčćą░ąĄ ą┐ąŠą╗čāč湥ąĮąĖčÅ čéčĆą░ą▓ą╝čŗ ąĖą╗ąĖ ąĘą░ą▒ąŠą╗ąĄą▓ą░ąĮąĖąĖ ą║ąŠąĮčéčĆąŠą╗ąĄčĆ ą┤ąŠą╗ąČąĮą░ ą┐čĆąĄą║čĆą░čéąĖčéčī čĆą░ą▒ąŠčéčā, ą┐ąĄčĆąĄą┤ą░čéčī ąŠą▒čÅąĘą░ąĮąĮąŠčüčéąĖ ą┤čĆčāą│ąŠą╝čā ą╗ąĖčåčā, ą┐ąŠčüčéą░ą▓ąĖčéčī ą▓ ąĖąĘą▓ąĄčüčéąĮąŠčüčéčī ą╝ą░čüč鹥čĆą░ ąĖ ąŠą▒čĆą░čéąĖčéčīčüčÅ ą▓ ą╝ąĄą┤ą┐čāąĮą║čé.
5.ąóčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéąĖ ą┐ąŠ ąŠą║ąŠąĮčćą░ąĮąĖąĖ čĆą░ą▒ąŠčéčŗ
5.1. ą¤ąŠ ąŠą║ąŠąĮčćą░ąĮąĖąĖ čĆą░ą▒ąŠčéčŗ ą║ąŠąĮčéčĆąŠą╗ąĄčĆ ą┤ąŠą╗ąČąĄąĮ:
ą¤čĆąĖą▓ąĄčüčéąĖ ą▓ ą┐ąŠčĆčÅą┤ąŠą║ čĆą░ą▒ąŠč湥ąĄ ą╝ąĄčüč鹊 ąĖ čāčüčéčĆą░ąĮąĖčéčī čüą╗ąĄą┤čŗ čĆą░ąĘą╗ąĖč鹊ą│ąŠ ą╝ą░čüą╗ą░;
ąĪą╗ąŠąČąĖčéčī ąĖąĮčüčéčĆčāą╝ąĄąĮčé, ąĖąĮą▓ąĄąĮčéą░čĆčī ą▓ čüą┐ąĄčåąĖą░ą╗čīąĮąŠ ąŠčéą▓ąĄą┤ąĄąĮąĮąŠąĄ ą╝ąĄčüč鹊;
ąóčēą░č鹥ą╗čīąĮąŠ čāą▒čĆą░ąĮąĮąŠąĄ ą╝ąĄčüč鹊 čüą┤ą░čéčī čüą╝ąĄąĮčēąĖčåąĄ ąĖ čüąŠąŠą▒čēąĖčéčī ąĄą╣ ąĖ ą┐ąŠą╝ąŠčēąĮąĖą║čā ą╝ą░čüč鹥čĆą░ ąŠ ąĘą░ą╝ąĄč湥ąĮąĮčŗčģ ą▓ąŠ ą▓čĆąĄą╝čÅ čĆą░ą▒ąŠčéčŗ ąĮąĄą┤ąŠčüčéą░čéą║ą░čģ.
ąĪąĮčÅčéčī čüą┐ąĄčåąŠą┤ąĄąČą┤čā ąĖ čāą▒čĆą░čéčī ąĄąĄ ą▓ čłą║ą░čä ą│ą░čĆą┤ąĄčĆąŠą▒ąĮąŠą╣.
5.2. ąĘą░ą│čĆčÅąĘąĮąĄąĮąĮčāčÄ čüą┐ąĄčåąŠą┤ąĄąČą┤čā ą┐čĆąĖ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéąĖ čüą┤ą░čéčī ą▓ čüčéąĖčĆą║čā.
5.3.
ą┐ąŠčüą╗ąĄ čĆą░ą▒ąŠčéčŗ ąĖą╗ąĖ ą▓ čüą╗čāčćą░čÅčģ ąĘą░ą│čĆčÅąĘąĮąĄąĮąĖčÅ
čćą░čüč鹥ą╣ č鹥ą╗ą░ ą┐čĆąĖąĮčÅčéčī ą┤čāčł.