–†–Њ–Ј—А–Њ–±–Ї–∞ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞"
–Ъ—Г—А—Б–Њ–≤–∞ —А–Њ–±–Њ—В–∞
–љ–∞ —В–µ–Љ—Г:
–†–Њ–Ј—А–Њ–±–Ї–∞ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц ¬Ђ–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞¬ї
–Ч–Љ—Ц—Б—В
–Т—Б—В—Г–њ
–†–Њ–Ј–і—Ц–ї1. –Т–Є—Е—Ц–і–љ–∞ —Ц–љ—Д–Њ—А–Љ–∞—Ж—Ц—П
1.1 –°–ї—Г–ґ–±–Њ–≤–µ –њ—А–Є–Ј–љ–∞—З–µ–љ–љ—П –є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–∞ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–∞ –і–µ—В–∞–ї—Ц
1.2 –Т–Є–Ј–љ–∞—З–µ–љ–љ—П —В–Є–њ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞
–†–Њ–Ј–і—Ц–ї 2. –Р–љ–∞–ї—Ц–Ј –≤–Є—Е—Ц–і–љ–Є—Е –і–∞–љ–Є—Е
2.1 –Р–љ–∞–ї—Ц–Ј —А–Њ–±–Њ—З–Њ–≥–Њ –Ї—А–µ—Б–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц
–†–Њ–Ј–і—Ц–ї 3. –†–Њ–Ј—А–Њ–±–Ї–∞ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц
3.1 –Т–Є–±—Ц—А –≤–Є—Е—Ц–і–љ–Њ—Ч –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц
3.2 –Т–Є–±—Ц—А —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –±–∞–Ј
3.3 –Т–Є–±—Ц—А –Љ–µ—В–Њ–і—Ц–≤ –Њ–±—А–Њ–±–Ї–Є –њ–Њ–≤–µ—А—Е–Њ–љ—М
3.4 –°–Ї–ї–∞–і–∞–љ–љ—П —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Љ–∞—А—И—А—Г—В—Г –Њ–±—А–Њ–±–Ї–Є
3.5 –Т–Є–±—Ц—А –Ј–∞—Б–Њ–±—Ц–≤ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–љ—П
–†–Њ–Ј–і—Ц–ї 4. –Ґ–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц —А–Њ–Ј—А–∞—Е—Г–љ–Ї–Є
4.1 –†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –њ—А–Є–њ—Г—Б–Ї—Ц–≤
4.2 –†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї —А–µ–ґ–Є–Љ—Ц–≤ —А—Ц–Ј–∞–љ–љ—П
4.3 –†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї —В–µ—Е–љ—Ц—З–љ–Є—Е –љ–Њ—А–Љ —З–∞—Б—Г
–Т–Є—Б–љ–Њ–≤–Њ–Ї
–°–њ–Є—Б–Њ–Ї –ї—Ц—В–µ—А–∞—В—Г—А–Є
–Т—Б—В—Г–њ
–Ю—Б–Њ–±–ї–Є–≤—Ц—Б—В—О –љ–∞—Г–Ї–Є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—Ч –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—П –≤ –љ–∞—И—Ц–є –Ї—А–∞—Ч–љ—Ц —Ф —В–µ, —Й–Њ —Ж—П –љ–∞—Г–Ї–∞ –Њ–њ–Є—А–∞—Ф—В—М—Б—П –љ–∞ —А–Њ–±–Њ—В–Є, —П–Ї—Ц –≤–µ–і—Г—В—М—Б—П –љ–µ —В—Ц–ї—М–Ї–Є –≤ –љ–∞—Г–Ї–Њ–≤–Њ-–і–Њ—Б–ї—Ц–і–љ–Є—Е, –њ—А–Њ–µ–Ї—В–љ–Њ-—В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е —Ц –љ–∞–≤—З–∞–ї—М–љ–Є—Е —Ц–љ—Б—В–Є—В—Г—В–∞—Е, –∞–ї–µ –є —Г —З–Є—Б–ї–µ–љ–љ–Є—Е –Ј–∞–≤–Њ–і—Б—М–Ї–Є—Е —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –ї–∞–±–Њ—А–∞—В–Њ—А—Ц—П—Е —Ц —Ж–µ—Е–∞—Е. –Я–Њ—А—П–і —Ц–Ј —Г—З–µ–љ–Є–Љ–Є –≤–љ–Њ—Б—П—В—М —Б–≤—Ц–є –≤–љ–µ—Б–Њ–Ї —Г —А–Њ–Ј–≤–Є—В–Њ–Ї –љ–∞—Г–Ї–Є –є —В–µ—Е–љ—Ц–Ї–Є —А–Њ–±—Ц—В–љ–Є–Ї–Є –≤–Є—А–Њ–±–љ–Є—Ж—В–≤. –Я—А–Є —А–Њ–±–Њ—В—Ц –Љ–µ—В–∞–ї–Њ—А—Ц–Ј–∞–ї—М–љ–Є—Е –≤–µ—А—Б—В–∞—В–∞—Е –≤–Њ–љ–Є –Ј–∞—Б—В–Њ—Б–Њ–≤—Г—О—В—М –≤–Є—Б–Њ–Ї—Ц —А–µ–ґ–Є–Љ–Є —А—Ц–Ј–∞–љ–љ—П, —Б—В–≤–Њ—А—О—О—В—М —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–Є –є –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –≤–ї–∞—Б–љ–Є—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж—Ц–є, –±–µ—А—Г—В—М —Г—З–∞—Б—В—М —Г —А–Њ–Ј—А–Њ–±—Ж—Ц —А–∞—Ж—Ц–Њ–љ–∞–ї—М–љ–Є—Е —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –њ—А–Њ—Ж–µ—Б—Ц–≤, —Й–Њ —Б–њ—А–Є—П—О—В—М –њ—Ц–і–≤–Є—Й–µ–љ–љ—О –њ—А–Њ–і—Г–Ї—В–Є–≤–љ–Њ—Б—В—Ц –њ—А–∞—Ж—Ц.
–Ф–ї—П –і–Њ—Б—П–≥–љ–µ–љ–љ—П –≤–Є—Б–Њ–Ї–Њ–≥–Њ —А—Ц–≤–љ—П –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ –є –њ—А–Њ–і—Г–Ї—В–Є–≤–љ–Њ—Б—В—Ц –њ—А–∞—Ж—Ц –љ–µ–Њ–±—Е—Ц–і–љ–Њ –±–µ–Ј—Г–њ–Є–љ–љ–Њ –Ј–∞–±–µ–Ј–њ–µ—З—Г–≤–∞—В–Є –≤—Б—Ц–ї—П–Ї–µ –њ—Ц–і–≤–Є—Й–µ–љ–љ—П —В–µ–Љ–њ—Ц–≤ —В–µ—Е–љ—Ц—З–љ–Њ–≥–Њ –њ—А–Њ–≥—А–µ—Б—Г, –њ—А–Є—Б–Ї–Њ—А—О–≤–∞—В–Є –≤–њ—А–Њ–≤–∞–і–ґ–µ–љ–љ—П –і–Њ—Б—П–≥–љ–µ–љ—М –љ–∞—Г–Ї–Є –є —В–µ—Е–љ—Ц–Ї–Є –≤ —Г—Б—Ц –≥–∞–ї—Г–Ј—Ц –љ–∞—А–Њ–і–љ–Њ–≥–Њ –≥–Њ—Б–њ–Њ–і–∞—А—Б—В–≤–∞.
–Ґ–µ—Е–љ—Ц—З–љ–Є–є –њ—А–Њ–≥—А–µ—Б —Г—Б—М–Њ–≥–Њ –љ–∞—А–Њ–і–љ–Њ–≥–Њ –≥–Њ—Б–њ–Њ–і–∞—А—Б—В–≤–∞ –Ј–∞–ї–µ–ґ–Є—В—М –≤—Ц–і —А—Ц–≤–љ—П —А–Њ–Ј–≤–Є—В–Ї—Г –Љ–∞—И–Є–љ–Њ–±—Г–і—Ц–≤–љ–Њ—Ч –њ—А–Њ–Љ–Є—Б–ї–Њ–≤–Њ—Б—В—Ц.
–£ –њ—А–Њ—Ж–µ—Б—Ц –≤–Є–≤—З–µ–љ–љ—П –Љ–µ—Е–∞–љ—Ц—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї–µ–є –≤–Є–љ–Є–Ї–∞—Ф –±–µ–Ј–ї—Ц—З –њ–Є—В–∞–љ—М, –њ–Њ–≤'—П–Ј–∞–љ–Є—Е –Ј –љ–µ–Њ–±—Е—Ц–і–љ—Ц—Б—В—О –≤–Є–Ї–Њ–љ–∞–љ–љ—П –Ј–∞–і–∞–љ–Є—Е —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –≤–Є–Љ–Њ–≥, –Ј –µ–Ї—Б–њ–ї—Г–∞—В–∞—Ж—Ц—Ф—О —Б–Ї–ї–∞–і–љ–Њ–≥–Њ –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П, —Й–Њ —А—Ц–ґ–µ –є –≤–Є–Љ—Ц—А—О–≤–∞–ї—М–љ–Њ–≥–Њ —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞, –Њ—Б–љ–∞—Й–µ–љ–љ—П –є —Ц–љ.
–Ь–µ—В–Њ—О –Ї—Г—А—Б–Њ–≤–Њ—Ч —А–Њ–±–Њ—В–Є —Ф —А–Њ–Ј—А–Њ–±–Ї–∞ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞".
–Ф–ї—П —Ж—М–Њ–≥–Њ –љ–µ–Њ–±—Е—Ц–і–љ–Њ –≤–Є—А—Ц—И–Є—В–Є –љ–∞—Б—В—Г–њ–љ—Ц –Ј–∞–≤–і–∞–љ–љ—П:
–≤–Є–≤—З–µ–љ–љ—П —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—Ч –Љ–µ—Е–∞–љ—Ц—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є;
–Ј–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –љ–∞–±—Г—В–Є—Е –Ј–љ–∞–љ—М –њ—А–Є –њ—А–Њ–µ–Ї—В—Г–≤–∞–љ–љ—Ц —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г.
–†–Њ–Ј–і—Ц–ї 1. –Т–Є—Е—Ц–і–љ–∞ —Ц–љ—Д–Њ—А–Љ–∞—Ж—Ц—П
1.1 –°–ї—Г–ґ–±–Њ–≤–µ –њ—А–Є–Ј–љ–∞—З–µ–љ–љ—П –є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–∞ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–∞ –і–µ—В–∞–ї—Ц
–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞ - —Ж–µ –і–µ—В–∞–ї—М —В—Ц–ї–∞ –Њ–±–µ—А—В–∞–љ–љ—П. –Ъ–Њ–љ—Б—В—А—Г–Ї—Ж—Ц—П –і–µ—В–∞–ї—Ц —П–≤–ї—П—Ф —Б–Њ–±–Њ—О –≤–Ј–∞—Ф–Љ–љ–µ –њ–µ—А–µ—В–Є–љ–∞–љ–љ—П —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–Є—Е —Ц –Ї–Њ–љ—Ц—З–љ–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М, —В–∞–Ї —Б–∞–Љ–Њ —Ф –Њ—В–≤—Ц—А, —А–Њ–Ј—В–∞—И–Њ–≤–∞–љ–Є–є –њ—Ц–і –Ї—Г—В–Њ–Љ –і–Њ –Њ—Б—Ц –Њ–±–µ—А—В–∞–љ–љ—П –і–µ—В–∞–ї—Ц. –Э–∞ —Ж—М–Њ–Љ—Г –Њ—В–≤–Њ—А—Ц —А–Њ–±–Є—В—М—Б—П –Ї–Њ–љ—Ц—З–љ–µ —В—А—Г–±–љ–µ —А—Ц–Ј—М–±–ї–µ–љ–љ—П.
–Д —И—Ц—Б—В—М –Њ—В–≤–Њ—А—Ц –і—Ц–∞–Љ–µ—В—А–Њ–Љ 7 –Љ–Љ, —П–Ї—Ц –њ—А–Є–Ј–љ–∞—З–µ–љ—Ц –і–ї—П –Ї—А—Ц–њ–ї–µ–љ–љ—П –Ї—А–Є—И–Ї–Є –і–Њ –Ї–Њ—А–њ—Г—Б–∞ —А–µ–і—Г–Ї—В–Њ—А–∞. –¶–µ–љ—В—А—Г–≤–∞–љ–љ—П –і–µ—В–∞–ї—Ц –≤—Ц–і–±—Г–≤–∞—Ф—В—М—Б—П –њ–Њ —Ж–Є–ї—Ц–љ–і—А–Є—З–љ—Ц–є –њ–Њ–≤–µ—А—Е–љ—Ц –і—Ц–∞–Љ–µ—В—А–Њ–Љ 100 –Љ–Љ —Ц —В–Њ—А—Ж–µ–≤–Є–є.
–Ч–≤—Ц–і—Б–Є –Љ–Њ–ґ–љ–∞ —Б–Ї–∞–Ј–∞—В–Є, —Й–Њ –Ї—А–Є—И–Ї–∞ –≤–Є–Ї–Њ–љ—Г—Ф —А–Њ–ї—М –Њ–њ–Њ—А–Є –њ—А–Є –Њ–±–µ—А—В–∞–љ–љ—Ц —Ц–љ—И–Є—Е –і–µ—В–∞–ї–µ–є —Г —Б–Ї–ї–∞–і–∞–ї—М–љ–Њ–Љ—Г –≤—Г–Ј–ї—Ц.
–Ь–∞—В–µ—А—Ц–∞–ї –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц - —Б—Ц—А–Є–є —З–∞–≤—Г–љ –°–І 20 –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 1412-85
–І–∞–≤—Г–љ —Б—Ц—А–Є–є - —Б–њ–ї–∞–≤ –Ј–∞–ї—Ц–Ј–∞ —Б –≥—А–∞—Д—Ц—В–Њ–Љ, —П–Ї–Є–є —Ф –њ—А–Є—Б—Г—В–љ—Ц–Љ —Г –≤–Є–≥–ї—П–і—Ц –њ–ї–∞—Б—В–Є–љ—З–∞—Б—В–Њ–≥–Њ –∞–±–Њ –≤–Њ–ї–Њ–Ї–љ–Є—Б—В–Њ–≥–Њ –≥—А–∞—Д—Ц—В—Г.
–°—Ц—А–Є–є —З–∞–≤—Г–љ —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—Ф—В—М—Б—П –≤–Є—Б–Њ–Ї–Є–Љ–Є –ї–Є–≤–∞—А–љ–Є–Љ–Є –≤–ї–∞—Б—В–Є–≤–Њ—Б—В—П–Љ–Є (–љ–Є–Ј—М–Ї–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Ї—А–Є—Б—В–∞–ї—Ц–Ј–∞—Ж—Ц—Ч, –њ–ї–Є–љ–љ—Ц—Б—В—М —Г —А—Ц–і–Ї–Њ–Љ—Г —Б—В–∞–љ—Ц, –Љ–∞–ї–∞ —Г—Б–∞–і–Ї–∞) —Ц —Б–ї—Г–ґ–Є—В—М –Њ—Б–љ–Њ–≤–љ–Є–Љ –Љ–∞—В–µ—А—Ц–∞–ї–Њ–Љ –і–ї—П –ї–Є—В—В—П. –Т—Ц–љ —И–Є—А–Њ–Ї–Њ –Ј–∞—Б—В–Њ—Б–Њ–≤—Г—Ф—В—М—Б—П –≤ –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц –і–ї—П –≤–Є–ї–Є–≤–Ї–∞ —Б—В–∞–љ–Є–љ –≤–µ—А—Б—В–∞—В—Ц–≤ —Ц –Љ–µ—Е–∞–љ—Ц–Ј–Љ—Ц–≤, –њ–Њ—А—И–љ—Ц–≤, —Ж–Є–ї—Ц–љ–і—А—Ц–≤. –Ъ—А—Ц–Љ –≤—Г–≥–ї–µ—Ж—О, —Б—Ц—А–Є–є —З–∞–≤—Г–љ –Ј–∞–≤–ґ–і–Є –Љ—Ц—Б—В–Є—В—М —Г —Б–Њ–±—Ц —Ц–љ—И—Ц –µ–ї–µ–Љ–µ–љ—В–Є. –Э–∞–є–≤–∞–ґ–ї–Є–≤—Ц—И—Ц –Ј –љ–Є—Е —Ж–µ –Ї—А–µ–Љ–љ—Ц–є —Ц –Љ–∞—А–≥–∞–љ–µ—Ж—М. –£ –±—Ц–ї—М—И–Њ—Б—В—Ц –Љ–∞—А–Њ–Ї —Б—Ц—А–Њ–≥–Њ —З–∞–≤—Г–љ—Г –Ј–Љ—Ц—Б—В –≤—Г–≥–ї–µ—Ж—О –ї–µ–ґ–Є—В—М —Г –Љ–µ–ґ–∞—Е 2,4-3,8%, –Ї—А–µ–Љ–љ—Ц—О 1-4% —Ц –Љ–∞—А–≥–∞–љ—Ж—О –і–Њ 1,4%. –¶—Ц–љ–∞ –Ј–∞ —В–Њ–љ–љ—Г –°–І —Б—В–∞–љ–Њ–≤–Є—В—М –≤—Ц–і 6000 –і–Њ 15000 —А—Г–±–ї—Ц–≤ –Ј–∞–ї–µ–ґ–љ–Њ –≤—Ц–і —А–µ–≥—Ц–Њ–љ—Г. –Ч–∞–Љ—Ц–љ–љ–Є–Ї–Є: –°–І 25, –°–І 30, –°–І 35.
1.2 –Т–Є–Ј–љ–∞—З–µ–љ–љ—П —В–Є–њ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞
–Т–Є–Ј–љ–∞—З–∞—Ф–Љ–Њ —В–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞, –Ј–∞–ї–µ–ґ–љ–Њ –≤—Ц–і –≥–∞–±–∞—А–Є—В—Ц–≤, –Љ–∞—Б–Є (–≤–∞–≥–Є) —Ц —А–Њ–Ј–Љ—Ц—А—Г —А—Ц—З–љ–Њ—Ч –њ—А–Њ–≥—А–∞–Љ–Є –≤–Є–њ—Г—Б–Ї—Г –≤–Є—А–Њ–±—Ц–≤, —Ц–Ј —Ж–Є—Е –і–∞–љ–Є—Е –љ–µ–Њ–±—Е—Ц–і–љ–Њ –≤—Б—В–∞–љ–Њ–≤–Є—В–Є —В–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞:
–Ю–і–Є–љ–Є—З–љ–µ - –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П –≤–Є–њ—Г—Б–Ї–Њ–Љ –і–µ—В–∞–ї–µ–є (–њ—А–Њ–і—Г–Ї—Ж—Ц—Ч) —Г –Љ–∞–ї—Ц–є –Ї—Ц–ї—М–Ї–Њ—Б—В—Ц.
–°–µ—А—Ц–є–љ–µ - –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–Њ —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—Ф—В—М—Б—П –Њ–±–Љ–µ–ґ–µ–љ–Є–Љ –≤–Є–њ—Г—Б–Ї–Њ–Љ –њ—А–Њ–і—Г–Ї—Ж—Ц—Ч, –∞–ї–µ –±—Ц–ї—М—И–Є–Љ–Є —Б–µ—А—Ц—П–Љ–Є. –°–µ—А—Ц–є–љ–µ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–Њ –њ—Ц–і—А–Њ–Ј–і—Ц–ї—П—Ф—В—М—Б—П –љ–∞ –Ї—А—Г–њ–љ–Њ—Б–µ—А—Ц–є–љ–µ –є –і—А—Ц–±–љ–Њ—Б–µ—А—Ц–є–љ–µ.
–Ъ—А—Г–њ–љ–Њ—Б–µ—А—Ц–є–љ–µ - –≤—Ц–і–љ–Њ—Б–љ–Њ –њ–Њ—Б—В—Ц–є–љ–Є–є –≤–Є–њ—Г—Б–Ї –њ—А–Њ–і—Г–Ї—Ж—Ц—Ч –±—Ц–ї—М—И–Є–Љ–Є —Б–µ—А—Ц—П–Љ–Є, –∞–±–Њ –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П–Љ –≤–Є—А–Њ–±—Ц–≤, –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–Њ —П–Ї–Є—Е —З–∞—Б—В–Њ –њ–Њ–≤—В–Њ—А—О—Ф—В—М—Б—П. –Я–Њ —Е–∞—А–∞–Ї—В–µ—А—Ц –±–ї–Є–ґ—З–µ —Ц–љ—И–Є—Е –і–Њ –Љ–∞—Б–Њ–≤–Њ–≥–Њ. –Я—А–Є –≤–Є–±–Њ—А—Ц —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П —Б–њ–µ—Ж—Ц–∞–ї—М–љ–Њ–≥–Њ –є —Б–њ–µ—Ж—Ц–∞–ї—Ц–Ј–Њ–≤–∞–љ–Њ–≥–Њ, –і–Њ—А–Њ–≥–Њ–≥–Њ –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –∞–±–Њ –і–Њ–њ–Њ–Љ—Ц–ґ–љ–Њ–≥–Њ –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –є —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –љ–µ–Њ–±—Е—Ц–і–љ–Њ —А–Њ–±–Є—В–Є —А–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –≤–Є—В—А–∞—В —Ц —Б—В—А–Њ–Ї—Ц–≤ –Њ–Ї—Г–њ–љ–Њ—Б—В—Ц, –∞ —В–∞–Ї–Њ–ґ –Њ—З—Ц–Ї—Г–≤–∞–љ–Є–є –µ–Ї–Њ–љ–Њ–Љ—Ц—З–љ–Є–є –µ—Д–µ–Ї—В –≤—Ц–і –≤–Є–Ї–Њ—А–Є—Б—В–∞–љ–љ—П –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П –є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–љ—П.
–Ф—А—Ц–±–љ–Њ—Б–µ—А—Ц–є–љ–µ - —И–Є—А–Њ–Ї–∞ –љ–Њ–Љ–µ–љ–Ї–ї–∞—В—Г—А–∞, –≤–µ–ї–Є–Ї–Є–є —А–Њ–Ј–Љ—Ц—А —Б–µ—А—Ц—Ч, —А—Ц–і–Ї–∞ –њ–µ—А—Ц–Њ–і–Є—З–љ—Ц—Б—В—М –≤–Є–њ—Г—Б–Ї—Г. –Я–Њ —Е–∞—А–∞–Ї—В–µ—А—Ц –±–ї–Є–Ј—М–Ї–Њ –і–Њ –Њ–і–Є–љ–Є—З–љ–Њ–≥–Њ.
–Ь–∞—Б–Њ–≤–µ - —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—Ф—В—М—Б—П –≤–Є–њ—Г—Б–Ї–Њ–Љ –Њ–і–љ—Ц—Ф—Ч –є —В—Ц—Ф—Ч –ґ –њ—А–Њ–і—Г–Ї—Ж—Ц—Ч —П–Ї –њ—А–∞–≤–Є–ї–Њ —В—А–Є–≤–∞–ї–Є–є —З–∞—Б (—А–Њ–Ї–∞–Љ–Є).
–Т—Ц–і–њ–Њ–≤—Ц–і–љ–Њ –і–Њ –Љ–∞—Б–Є –і–µ—В–∞–ї—Ц 0,4 –Ї–≥, —Ц —А—Ц—З–љ—Ц–є –њ—А–Њ–≥—А–∞–Љ—Ц 5000 —И—В. —Г —А—Ц–Ї, —В–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ вАУ —Б–µ—А–µ–і–љ—М–Њ —Б–µ—А—Ц–є–љ–µ.
–Ґ–∞–±–ї–Є—Ж—П 3
–Т–Є–Ј–љ–∞—З–µ–љ–љ—П —В–Є–њ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞
|
–Ь–∞—Б–∞ –і–µ—В–∞–ї—Ц, –Ї–≥. |
–Ґ–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ |
||||
|
–Ю–і–Є–љ–Є—З–љ–µ |
–Ф—А—Ц–±–љ–Њ —Б–µ—А—Ц–є–љ–µ |
–°–µ—А–µ–і–љ—М–Њ-–°–µ—А—Ц–є–љ–µ |
–Ъ—А—Г–њ–љ–Њ —Б–µ—А—Ц–є–љ–µ |
–Ь–∞—Б–Њ–≤–µ |
|
|
< 1,0 |
< 10 |
10 - 2000 |
1500 - 100000 |
75000 - 200000 |
200000 |
|
1,0 - 2,5 |
< 10 |
10 - 1000 |
1000 - 5000 |
50000 - 100000 |
100000 |
|
2,5 - 5,0 |
< 10 |
10 - 500 |
500 - 35000 |
35000 - 75000 |
75000 |
|
5,0 - 10 |
< 10 |
10 - 300 |
300 - 25000 |
25000 - 50000 |
50000 |
|
> 10 |
< 10 |
10 - 200 |
200 - 10000 |
10000 - 25000 |
25000 |
–Т—Ц–і–њ–Њ–≤—Ц–і–љ–Њ –і–Њ —В–∞–±–ї–Є—Ж—Ц 3 —В–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ —Б–µ—А–µ–і–љ—М–Њ —Б–µ—А—Ц–є–љ–Є–є.
–°–µ—А—Ц–є–љ–µ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–Њ —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—Ф—В—М—Б—П –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П–Љ –Њ–±–Љ–µ–ґ–µ–љ–Њ—Ч –љ–Њ–Љ–µ–љ–Ї–ї–∞—В—Г—А–Є –і–µ—В–∞–ї–µ–є –њ–∞—А—В—Ц—П–Љ–Є, —Й–Њ –њ–Њ–≤—В–Њ—А—О—О—В—М—Б—П —З–µ—А–µ–Ј –њ–µ–≤–љ—Ц –њ—А–Њ–Љ—Ц–ґ–Ї–Є —З–∞—Б—Г. –¶–µ –і–Њ–Ј–≤–Њ–ї—П—Ф –≤–Є–Ї–Њ—А–Є—Б—В–Њ–≤—Г–≤–∞—В–Є –њ–Њ—А—П–і –Ј —Г–љ—Ц–≤–µ—А—Б–∞–ї—М–љ–Є–Љ —Б–њ–µ—Ж—Ц–∞–ї—М–љ–µ —Г—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П. –Я—А–Є –њ—А–Њ–µ–Ї—В—Г–≤–∞–љ–љ—Ц —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –њ—А–Њ—Ж–µ—Б—Ц–≤ –њ–µ—А–µ–і–±–∞—З–∞—О—В—М –њ–Њ—А—П–і–Њ–Ї –≤–Є–Ї–Њ–љ–∞–љ–љ—П –є –Њ—Б–љ–∞—Й–µ–љ–љ—П –Ї–Њ–ґ–љ–Њ—Ч –Њ–њ–µ—А–∞—Ж—Ц—Ч.
–Ф–ї—П –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ч —Б–µ—А—Ц–є–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ —Е–∞—А–∞–Ї—В–µ—А–љ—Ц –љ–∞—Б—В—Г–њ–љ—Ц —А–Є—Б–Є. –¶–µ—Е–Є, —П–Ї –њ—А–∞–≤–Є–ї–Њ, –Љ–∞—О—В—М —Г —Б–≤–Њ—Ч–є —Б–њ–Њ–ї—Г—Ж—Ц –њ—А–µ–і–Љ–µ—В–љ–Њ-–њ—А–µ–і–Љ–µ—В–љ–Њ-–Ј–∞–Љ–Ї–љ—Г—В—Ц –і—Ц–ї—П–љ–Ї–Є, —Г—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П –љ–∞ —П–Ї—Ц —А–Њ–Ј—Б—В–∞–≤–ї—П—Ф—В—М—Б—П –њ–Њ —Е–Њ–і—Г —В–Є–њ–Њ–≤–Њ–≥–Њ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г. –£ —А–µ–Ј—Г–ї—М—В–∞—В—Ц –≤–Є–љ–Є–Ї–∞—О—В—М –њ–Њ—А—Ц–≤–љ—П–љ–Њ –њ—А–Њ—Б—В—Ц –Ј–≤'—П–Ј–Ї–Є –Љ—Ц–ґ —А–Њ–±—Ц—В–љ–Є–Ї–∞–Љ–Є –Љ—Ц—Б—Ж—П–Љ–Є –є —Б—В–≤–Њ—А—О—О—В—М—Б—П –њ–µ—А–µ–і—Г–Љ–Њ–≤–Є –і–ї—П –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –њ—А—П–Љ–Њ—В–Њ—З–љ–Њ–≥–Њ –њ–µ—А–µ–Љ—Ц—Й–µ–љ–љ—П –і–µ—В–∞–ї–µ–є —Г –њ—А–Њ—Ж–µ—Б—Ц —Ч—Е–љ—М–Њ–≥–Њ –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П.
–Я—А–µ–і–Љ–µ—В–љ–∞ —Б–њ–µ—Ж—Ц–∞–ї—Ц–Ј–∞—Ж—Ц—П –і—Ц–ї—П–љ–Њ–Ї —А–Њ–±–Є—В—М –і–Њ—Ж—Ц–ї—М–љ–Њ—Ч –Њ–±—А–Њ–±–Ї—Г –њ–∞—А—В—Ц—Ч –і–µ—В–∞–ї–µ–є –њ–∞—А–∞–ї–µ–ї—М–љ–Њ –љ–∞ –і–µ–Ї—Ц–ї—М–Ї–Њ—Е –≤–µ—А—Б—В–∞—В–∞—Е, —Й–Њ –≤–Є–Ї–Њ–љ—Г—О—В—М –љ–∞—Б—В—Г–њ–љ—Ц –Њ–і–Є–љ –Ј–∞ –Њ–і–љ–Є–Љ –Њ–њ–µ—А–∞—Ж—Ц—Ч. –ѓ–Ї —В—Ц–ї—М–Ї–Є –љ–∞ –њ–Њ–њ–µ—А–µ–і–љ—Ц–є –Њ–њ–µ—А–∞—Ж—Ц—Ч –Ј–∞–Ї—Ц–љ—З—Г—Ф—В—М—Б—П –Њ–±—А–Њ–±–Ї–∞ –і–µ–Ї—Ц–ї—М–Ї–Њ—Е –њ–µ—А—И–Є—Е –і–µ—В–∞–ї–µ–є, –≤–Њ–љ–Є –њ–µ—А–µ–і–∞—О—В—М—Б—П –љ–∞ –љ–∞—Б—В—Г–њ–љ—Г –Њ–њ–µ—А–∞—Ж—Ц—О –і–Њ –Ј–∞–Ї—Ц–љ—З–µ–љ–љ—П –Њ–±—А–Њ–±–Ї–Є –≤—Б—Ц—Ф—Ч –њ–∞—А—В—Ц—Ч. –Ґ–∞–Ї–Є–Љ —З–Є–љ–Њ–Љ, –≤ —Г–Љ–Њ–≤–∞—Е —Б–µ—А—Ц–є–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ —Б—В–∞—Ф –Љ–Њ–ґ–ї–Є–≤–Њ—Ч –њ–∞—А–∞–ї–µ–ї—М–љ–Њ-–њ–Њ—Б–ї—Ц–і–Њ–≤–љ–∞ –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—П –≤–Є—А–Њ–±–љ–Є—З–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г. –¶–µ –є–Њ–≥–Њ –≤—Ц–і–Љ—Ц–љ–љ–∞ —А–Є—Б–∞.
–Ч–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П —В—Ц—Ф—Ч –∞–±–Њ —Ц–љ—И–Њ—Ч —Д–Њ—А–Љ–Є –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –≤ —Г–Љ–Њ–≤–∞—Е —Б–µ—А—Ц–є–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ –Ј–∞–ї–µ–ґ–Є—В—М –≤—Ц–і —В—А—Г–і–Њ–Љ—Ц—Б—В–Ї–Њ—Б—В—Ц –є –Њ–±'—Ф–Љ—Г –≤–Є–њ—Г—Б–Ї—Г –Ј–∞–Ї—А—Ц–њ–ї–µ–љ–Є—Е –Ј–∞ –і—Ц–ї—П–љ–Ї–Њ—О –≤–Є—А–Њ–±—Ц–≤. –Ґ–∞–Ї, –≤–µ–ї–Є–Ї—Ц, —В—А—Г–і–Њ–Љ—Ц—Б—В–Ї—Ц –і–µ—В–∞–ї—Ц, –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ—Ц —Г –≤–µ–ї–Є–Ї—Ц–є –Ї—Ц–ї—М–Ї–Њ—Б—В—Ц –є –Љ–∞—О—В—М –њ–Њ–і—Ц–±–љ–Є–є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є–є –њ—А–Њ—Ж–µ—Б, –Ј–∞–Ї—А—Ц–њ–ї—О—О—В—М –Ј–∞ –Њ–і–љ–Њ—О –і—Ц–ї—П–љ–Ї–Њ—О –Ј –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ф—О –љ–∞ –љ—М–Њ–Љ—Г –њ–µ—А–µ–Љ—Ц–љ–љ–Њ-–њ–Њ—В–Њ–Ї–Њ–≤–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞. –Ф–µ—В–∞–ї—Ц —Б–µ—А–µ–і–љ—Ц—Е —А–Њ–Ј–Љ—Ц—А—Ц–≤, –±–∞–≥–∞—В–Њ–Њ–њ–µ—А–∞—Ж—Ц–є–љ—Ц –є –Љ–µ–љ—И —В—А—Г–і–Њ–Љ—Ц—Б—В–Ї—Ц –њ–Њ—Ф–і–љ—Г—О—В—М —Г –њ–∞—А—В—Ц—Ч. –ѓ–Ї—Й–Њ –Ј–∞–њ—Г—Б–Ї —Ч—Е —Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–Њ —А–µ–≥—Г–ї—П—А–љ–Њ –њ–Њ–≤—В–Њ—А—О—Ф—В—М—Б—П, –Њ—А–≥–∞–љ—Ц–Ј—Г—О—В—М—Б—П –і—Ц–ї—П–љ–Ї–Є –≥—А—Г–њ–Њ–≤–Њ—Ч –Њ–±—А–Њ–±–Ї–Є. –Ф—А—Ц–±–љ—Ц –і–µ—В–∞–ї—Ц, –љ–∞–њ—А–Є–Ї–ї–∞–і –љ–Њ—А–Љ–∞–ї—Ц–Ј–Њ–≤–∞–љ—Ц —И–њ–Є–ї—М–Ї–Є, –±–Њ–ї—В–Є, –Ј–∞–Ї—А—Ц–њ–ї—О—О—В—М –Ј–∞ –Њ–і–љ–Њ—О —Б–њ–µ—Ж—Ц–∞–ї—Ц–Ј–Њ–≤–∞–љ–Њ—О –і—Ц–ї—П–љ–Ї–Њ—О. –£ —Ж—М–Њ–Љ—Г –≤–Є–њ–∞–і–Ї—Г –Љ–Њ–ґ–ї–Є–≤–∞ –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—П –њ—А—П–Љ–Њ—В–Њ—З–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞.
–Ф–ї—П –њ—Ц–і–њ—А–Є—Ф–Љ—Б—В–≤ —Б–µ—А—Ц–є–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ —Е–∞—А–∞–Ї—В–µ—А–љ—Ц –Ј–љ–∞—З–љ–Њ –Љ–µ–љ—И—Ц, —З–Є–Љ –≤ –Њ–і–Є–љ–Є—З–љ–Њ–Љ—Г, —В—А—Г–і–Њ–Љ—Ц—Б—В–Ї—Ц—Б—В—М —Ц —Б–Њ–±—Ц–≤–∞—А—В—Ц—Б—В—М –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –≤–Є—А–Њ–±—Ц–≤. –£ —Б–µ—А—Ц–є–љ–Њ–Љ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤—Ц, —Г –њ–Њ—А—Ц–≤–љ—П–љ–љ—Ц –Ј –Њ–і–Є–љ–Є—З–љ–Є–Љ, –≤–Є—А–Њ–±–Є –Њ–±—А–Њ–±–ї—П—О—В—М—Б—П –Ј –Љ–µ–љ—И–Є–Љ–Є –њ–µ—А–µ—А–≤–∞–Љ–Є, —Й–Њ –Ј–љ–Є–ґ—Г—Ф –Њ–±'—Ф–Љ–Є –љ–µ–Ј–∞–≤–µ—А—И–µ–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞.
–Ч –њ–Њ–≥–ї—П–і—Г –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –Њ—Б–љ–Њ–≤–љ–Є–Љ —А–µ–Ј–µ—А–≤–Њ–Љ —А–Њ—Б—В—Г –њ—А–Њ–і—Г–Ї—В–Є–≤–љ–Њ—Б—В—Ц –њ—А–∞—Ж—Ц –≤ —Б–µ—А—Ц–є–љ–Њ–Љ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤—Ц —Ф –≤–њ—А–Њ–≤–∞–і–ґ–µ–љ–љ—П –Љ–µ—В–Њ–і—Ц–≤ –њ–Њ—В–Њ–Ї–Њ–≤–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞.
–Ъ—Ц–ї—М–Ї—Ц—Б—В—М –і–µ—В–∞–ї–µ–є —Г –њ–∞—А—В—Ц—Ч (n, —И—В) –і–ї—П –Њ–і–љ–Њ—З–∞—Б–љ–Њ–≥–Њ –Ј–∞–њ—Г—Б–Ї—Г –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П —Б–њ—А–Њ—Й–µ–љ–Є–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ –њ–Њ —Д–Њ—А–Љ—Г–ї—Ц:
n =
 ,
,
–і–µ N - —А—Ц—З–љ–∞ –њ—А–Њ–≥—А–∞–Љ–∞ –≤–Є–њ—Г—Б–Ї—Г;
–∞ - –њ–µ—А—Ц–Њ–і–Є—З–љ—Ц—Б—В—М –Ј–∞–њ—Г—Б–Ї—Г –≤ –і–љ—П—Е (—А–µ–Ї–Њ–Љ–µ–љ–і—Г—Ф—В—М—Б—П –љ–∞—Б—В—Г–њ–љ–∞ –њ–µ—А—Ц–Њ–і–Є—З–љ—Ц—Б—В—М –Ј–∞–њ—Г—Б–Ї—Г –і–µ—В–∞–ї–µ–є: 3,6, 12,24 –і–љ—Ц)
254 - –Ї—Ц–ї—М–Ї—Ц—Б—В—М —А–Њ–±–Њ—З–Є—Е –і–љ—Ц–≤ —Г —А–Њ—Ж—Ц.
–†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї:
n =
–†–Њ–Ј–Љ—Ц—А –њ–∞—А—В—Ц—Ч –Љ–Њ–ґ–µ –±—Г—В–Є —Б–Ї–Њ—А–µ–Ї—В–Њ–≤–∞–љ–Є–є –Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ –Ј—А—Г—З–љ–Њ—Б—В—Ц –њ–ї–∞–љ—Г–≤–∞–љ–љ—П –є –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞. –Ж–Ј —Ж—Ц—Ф—О –Љ–µ—В–Њ—О —А–Њ–Ј–Љ—Ц—А –њ–∞—А—В—Ц—Ч –њ—А–Є–є–Љ–∞—О—В—М –љ–µ –Љ–µ–љ—И –Ј–Љ—Ц–љ–љ–Њ–≥–Њ –≤–Є—А–Њ–±–ї–µ–љ–љ—П.
–†–Њ–Ј–і—Ц–ї 2. –Р–љ–∞–ї—Ц–Ј –≤–Є—Е—Ц–і–љ–Є—Е –і–∞–љ–Є—Е
2.1 –Р–љ–∞–ї—Ц–Ј —А–Њ–±–Њ—З–Њ–≥–Њ –Ї—А–µ—Б–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц
"–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞" —Ф —В—Ц–ї–Њ–Љ –Њ–±–µ—А—В–∞–љ–љ—П, –њ—А–Є –µ–Ї—Б–њ–ї—Г–∞—В–∞—Ж—Ц—Ч –і–∞–љ–∞ –і–µ—В–∞–ї—М –≤–Є–њ—А–Њ–±–Њ–≤—Г—Ф –њ–Њ—Б—В—Ц–є–љ—Ц –љ–∞–≤–∞–љ—В–∞–ґ–µ–љ–љ—П, –і–µ—В–∞–ї—М —В–∞–Ї–Њ–ґ –≤–Є–њ—А–Њ–±–Њ–≤—Г—Ф –Ї–Њ–ї–Є–≤–∞–ї—М–љ—Ц –љ–∞–≤–∞–љ—В–∞–ґ–µ–љ–љ—П (–≤—Ц–±—А–∞—Ж—Ц—П).
–У–∞–±–∞—А–Є—В–љ—Ц —А–Њ–Ј–Љ—Ц—А–Є –і–µ—В–∞–ї—Ц вАУ145 –Љ–Љ, –і–Њ–≤–ґ–Є–љ–∞ 42 –Љ–Љ
–Т—Б—Ц —Д–∞—Б–Ї–Є –њ—Ц–і—А—Ц–ґ—Г—В—М—Б—П –њ—Ц–і –Ї—Г—В–Њ–Љ 450.
–Ф–µ—В–∞–ї—Ц –њ—Ц—Б–ї—П –≤–Є–ї–Є–≤–Ї–Є –њ—Ц–і–і–∞—О—В—М –Њ–±–ґ–Є–≥—Г, –і–ї—П –Ј–љ—П—В—В—П –≤–љ—Г—В—А—Ц—И–љ—Ц–Љ –љ–∞–њ—А—Г–ґ–µ–љ–љ—Ц –є –≤–Є—А—Ц–≤–љ—П—В–Є —Б—В—А—Г–Ї—В—Г—А—Г –Љ–µ—В–∞–ї—Г.
–Ю—Б–љ–Њ–≤–љ—Ц —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц –Ј–∞–≤–і–∞–љ–љ—П –≤–Ї–ї—О—З–∞—О—В—М –≤–Є–Љ–Њ–≥–Є –њ–Њ –Ј–∞–±–µ–Ј–њ–µ—З–µ–љ–љ—О:
—В–Њ—З–љ–Њ—Б—В—Ц —А–Њ–Ј–Љ—Ц—А—Ц–≤ (—Ж–Є–ї—Ц–љ–і—А–Є—З–љ–∞ –њ–Њ–≤–µ—А—Е–љ—П O60–Э7, O100h6);
–њ–∞—А–∞–ї–µ–ї—М–љ—Ц—Б—В—М —В–Њ—А—Ж–µ–≤–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М 0,01 –Љ–Љ;
—П–Ї–Њ—Б—В—Ц –њ–Њ–≤–µ—А—Е–љ–µ–≤–Њ–≥–Њ —И–∞—А—Г (—И–Њ—А—Б—В–Ї—Ц—Б—В—М —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц Ra = 1,6 –љ–∞–њ—Ц–≤—В–µ–Љ–љ–Њ–≥–Њ, –≤–љ—Г—В—А—Ц—И–љ—М–Њ–≥–Њ –і—Ц–∞–Љ–µ—В—А–∞ R–∞ = 1,6 –љ–∞–њ—Ц–≤—В–µ–Љ–љ–Є—Е, –Њ—В–≤–Њ—А—Г Ra=6,3; –і–ї—П —Ц–љ—И–Є—Е R–∞ = 6,3...10 –љ–∞–њ—Ц–≤—В–µ–Љ–љ–Є—Е).
–Ґ–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є–є –њ—А–Њ—Ж–µ—Б –Њ–±—А–Њ–±–Ї–Є –і–∞–љ–Њ—Ч –і–µ—В–∞–ї—Ц –±—Г–і—Г—Ф—В—М—Б—П –љ–∞ –Њ—Б–љ–Њ–≤—Ц —В–Є–њ–Њ–≤–Њ–≥–Њ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞"
–Ю—Б–љ–Њ–≤–љ—Ц –µ—В–∞–њ–Є –Њ–±—А–Њ–±–Ї–Є
—З–Њ—А–љ–Њ–≤–∞ –Њ–±—А–Њ–±–Ї–∞ –њ–Њ–≤–µ—А—Е–Њ–љ—М;
—З–Є—Б—В–Њ–≤–∞ –Њ–±—А–Њ–±–Ї–∞ –њ–Њ–≤–µ—А—Е–Њ–љ—М
–Њ–Ј–і–Њ–±–ї—О–≤–∞–ї—М–љ—Ц –Њ–њ–µ—А–∞—Ж—Ц—Ч.
–Ф–µ—В–∞–ї—М —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–∞, –Љ–∞—Ф –љ–µ–≤–µ–ї–Є–Ї—Ц –≥–∞–±–∞—А–Є—В–љ—Ц —А–Њ–Ј–Љ—Ц—А–Є. –°–њ—Ц–≤–≤—Ц–і–љ–Њ—И–µ–љ–љ—П —А–Њ–Ј–Љ—Ц—А—Ц–≤ –і–µ—В–∞–ї—Ц –Њ–њ—В–Є–Љ–∞–ї—М–љ–Њ –і–ї—П –Ј–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –љ–∞–є–±—Ц–ї—М—И —А–∞—Ж—Ц–Њ–љ–∞–ї—М–љ–Є—Е —Ц –µ–Ї–Њ–љ–Њ–Љ—Ц—З–љ–Њ –≤–Є–≥—Ц–і–љ–Є—Е –Љ–µ—В–Њ–і—Ц–≤ –Њ–±—А–Њ–±–Ї–Є.
–†–Њ–Ј–і—Ц–ї 3. –†–Њ–Ј—А–Њ–±–Ї–∞ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Г –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц
3.1 –Т–Є–±—Ц—А –≤–Є—Е—Ц–і–љ–Њ—Ч –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц
–Ь–µ—В–Њ–і –ї–Є—В—В—П –њ–Њ –≤–Є–њ–ї–∞–≤–ї—О–≤–∞–љ–Є—Е –Љ–Њ–і–µ–ї—П—Е, –Ј–∞–≤–і—П–Ї–Є –њ–µ—А–µ–≤–∞–≥–∞–Љ —Г –њ–Њ—А—Ц–≤–љ—П–љ–љ—Ц –Ј —Ц–љ—И–Є–Љ–Є —Б–њ–Њ—Б–Њ–±–∞–Љ–Є –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –≤–Є–ї–Є–≤–Ї—Ц–≤, –Њ–і–µ—А–ґ–∞–≤ –Ј–љ–∞—З–љ–µ –њ–Њ—И–Є—А–µ–љ–љ—П –≤ –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц –є –њ—А–Є–ї–∞–і–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц.
–Я—А–Њ–Љ–Є—Б–ї–Њ–≤–µ –Ј–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П —Ж—М–Њ–≥–Њ –Љ–µ—В–Њ–і—Г –Ј–∞–±–µ–Ј–њ–µ—З—Г—Ф –Њ–і–µ—А–ґ–∞–љ–љ—П –Ј –±—Г–і—М-—П–Ї–Є—Е –ї–Є–≤–∞—А–љ–Є—Е —Б–њ–ї–∞–≤—Ц–≤ —Б–Ї–ї–∞–і–љ–Є—Е –Ј–∞ —Д–Њ—А–Љ–Њ—О –≤–Є–ї–Є–≤–Ї—Ц–≤ –Љ–∞—Б–Њ—О –≤—Ц–і –і–µ–Ї—Ц–ї—М–Ї–Њ—Е –≥—А–∞–Љ—Ц–≤ –і–Њ –і–µ—Б—П—В–Ї—Ц–≤ –Ї—Ц–ї–Њ–≥—А–∞–Љ—Ц–≤ –Ј—Ц —Б—В—Ц–љ–Ї–∞–Љ–Є, —В–Њ–≤—Й–Є–љ–∞ —П–Ї–Є—Е —Г —А—П–і—Ц –≤–Є–њ–∞–і–Ї—Ц–≤ –Љ–µ–љ—И 1 –Љ–Љ, —Ц–Ј —И–Њ—А—Б—В–Ї—Ц—Б—В—О –≤—Ц–і Rz = 20 –љ–∞–њ—Ц–≤—В–µ–Љ–љ–Є—Е –і–Њ Ra = 1,25 –љ–∞–њ—Ц–≤—В–µ–Љ–љ–Є—Е (–Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 2789-73) —Ц –њ—Ц–і–≤–Є—Й–µ–љ–Њ—О —В–Њ—З–љ—Ц—Б—В—О —А–Њ–Ј–Љ—Ц—А—Ц–≤ (–і–Њ 10-–≥–Њ –Ї–≤–∞–ї—Ц—В–µ—В—Ц–≤ –њ–Њ –°–Ґ –°–Х–Т 144-75)".
–Ч–∞–Ј–љ–∞—З–µ–љ—Ц –Љ–Њ–ґ–ї–Є–≤–Њ—Б—В—Ц –Љ–µ—В–Њ–і—Г –і–Њ–Ј–≤–Њ–ї—П—О—В—М –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –љ–∞–±–ї–Є–Ј–Є—В–Є –≤–Є–ї–Є–≤–Ї–∞ –і–Њ –≥–Њ—В–Њ–≤–Њ—Ч –і–µ—В–∞–ї—Ц, –∞ –≤ —А—П–і—Ц –≤–Є–њ–∞–і–Ї—Ц–≤ –Њ–і–µ—А–ґ–∞—В–Є –ї–Є—В—Г –і–µ—В–∞–ї—М, –і–Њ–і–∞—В–Ї–Њ–≤–∞ –Њ–±—А–Њ–±–Ї–∞ —П–Ї–Њ—Ч –њ–µ—А–µ–і —Б–Ї–ї–∞–і–∞–љ–љ—П–Љ –љ–µ –њ–Њ—В—А—Ц–±–љ–Њ. –Т–љ–∞—Б–ї—Ц–і–Њ–Ї —Ж—М–Њ–≥–Њ —А—Ц–Ј–Ї–Њ –Ј–љ–Є–ґ—Г—О—В—М—Б—П —В—А—Г–і–Њ–Љ—Ц—Б—В–Ї—Ц—Б—В—М —Ц –≤–∞—А—В—Ц—Б—В—М –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –≤–Є—А–Њ–±—Ц–≤, –Ј–Љ–µ–љ—И—Г—Ф—В—М—Б—П –≤–Є—В—А–∞—В–∞ –Љ–µ—В–∞–ї—Г –є —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞
–Т–Є–ї–Є–≤–Ї–∞ –њ–Њ –≤–Є–њ–ї–∞–≤–ї—О–≤–∞–љ–Є—Е –Љ–Њ–і–µ–ї—П—Е –≤–Є–≥–Њ—В–Њ–≤–ї—П—О—В—М –њ—А–∞–Ї—В–Є—З–љ–Њ —Ц–Ј –≤—Б—Ц—Е –ї–Є–≤–∞—А–љ–Є—Е —Б–њ–ї–∞–≤—Ц–≤: –ї–µ–≥–Њ–≤–∞–љ–Є—Е —Б—В–∞–ї–µ–є, —Б—В—Ц–є–Ї–Є—Е, –ґ–∞—А–Њ—Б—В—Ц–є–Ї–Є—Е —Ц –ґ–∞—А–Њ–Љ—Ц—Ж–љ–Є—Е —Б—В–∞–ї–µ–є —Ц —Б–њ–ї–∞–≤—Ц–≤, —З–∞–≤—Г–љ—Г, –Ї–Њ–ї—М–Њ—А–Њ–≤–Є—Е —Б–њ–ї–∞–≤—Ц–≤, –љ–∞–њ—А–Є–Ї–ї–∞–і –∞–ї—О–Љ—Ц–љ—Ц—Ф–≤–Є—Е, –Љ—Ц–і–љ–Є—Е, —В–Є—В–∞–љ–Њ–≤–Є—Е —Ц —Ц–љ.
–Я—А–Є –њ—А–Њ–µ–Ї—В—Г–≤–∞–љ–љ—Ц –ї–Є—В–Є—Е –і–µ—В–∞–ї–µ–є —Г—А–∞—Е–Њ–≤—Г—О—В—М —Г–Љ–Њ–≤–Є —Ч—Е–љ—М–Њ—Ч —А–Њ–±–Њ—В–Є, —Г –Ј–≤'—П–Ј–Ї—Г —Ц–Ј —З–Є–Љ –і–µ—П–Ї—Ц –≤–ї–∞—Б—В–Є–≤–Њ—Б—В—Ц –Љ–µ—В–∞–ї—Г –≤–Є–ї–Є–≤–Ї—Ц–≤ –Ј–і–Њ–±—Г–≤–∞—О—В—М –њ–µ—А—И–Њ—А—П–і–љ–µ –Ј–љ–∞—З–µ–љ–љ—П. –Я–Њ–Ї–∞–Ј–љ–Є–Ї–Є —Ч—Е —А–µ–≥–ї–∞–Љ–µ–љ—В—Г—О—В—М, —Г —В–Њ–є —З–∞—Б —П–Ї —Ц–љ—И—Ц –≤–ї–∞—Б—В–Є–≤–Њ—Б—В—Ц –≤–≤–∞–ґ–∞—О—В—М –Љ–µ–љ—И –≤–∞–ґ–ї–Є–≤–Є–Љ–Є.
–Т–Є–±—Ц—А –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц –і–ї—П –њ–Њ–і–∞–ї—М—И–Њ—Ч –Љ–µ—Е–∞–љ—Ц—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є —Ф –Њ–і–љ–Є–Љ –Ј –љ–∞–є–≤–∞–ґ–ї–Є–≤—Ц—И–Є—Е –µ—В–∞–њ—Ц–≤ –њ—А–Њ–µ–Ї—В—Г–≤–∞–љ–љ—П —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц. –Т—Ц–і –њ—А–∞–≤–Є–ї—М–љ–Њ–≥–Њ –≤–Є–±–Њ—А—Г –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—П —Ч—Ч —Д–Њ—А–Љ, —А–Њ–Ј–Љ—Ц—А—Ц–≤ –њ—А–Є–њ—Г—Б–Ї—Ц–≤ –љ–∞ –Њ–±—А–Њ–±–Ї—Г, —В–Њ—З–љ–Њ—Б—В—Ц —А–Њ–Ј–Љ—Ц—А—Ц–≤ —Ц —В–≤–µ—А–і–Њ—Б—В—Ц –Љ–∞—В–µ—А—Ц–∞–ї—Г –≤ –Ј–љ–∞—З–љ—Ц–є –Љ—Ц—А—Ц –Ј–∞–ї–µ–ґ–∞—В—М —Е–∞—А–∞–Ї—В–µ—А —Ц —З–Є—Б–ї–Њ –Њ–њ–µ—А–∞—Ж—Ц–є –∞–±–Њ –њ–µ—А–µ—Е–Њ–і—Ц–≤, —В—А—Г–і–Њ–Љ—Ц—Б—В–Ї—Ц—Б—В—М –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц, –≤–µ–ї–Є—З–Є–љ–∞ –≤–Є—В—А–∞—В–Є –Љ–∞—В–µ—А—Ц–∞–ї—Г —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞, —Ц –≤ –њ—Ц–і—Б—Г–Љ–Ї—Г, –≤–∞—А—В—Ц—Б—В—М –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –і–µ—В–∞–ї—Ц.
–Я—А–Є –≤–Є–±–Њ—А—Ц –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц –њ–µ—А–µ–≤–∞–≥–∞ –≤–∞—А—В–Њ –≤—Ц–і–і–∞–≤–∞—В–Є —В—Ц–є –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц, —Й–Њ –Ј–∞–±–µ–Ј–њ–µ—З—Г—Ф –Љ–µ–љ—И—Г —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Г —Б–Њ–±—Ц–≤–∞—А—В—Ц—Б—В—М –і–µ—В–∞–ї—Ц. –ѓ–Ї—Й–Њ –ґ –њ–Њ—А—Ц–≤–љ—П–љ–љ—Ц –≤–∞—А—Ц–∞–љ—В–Є –њ–Њ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц–є —Б–Њ–±—Ц–≤–∞—А—В–Њ—Б—В—Ц —А—Ц–≤–љ–Њ—Ж—Ц–љ–љ—Ц, —В–Њ –Ї—А–∞—Й–Є–Љ –≤–∞—А—В–Њ –≤–≤–∞–ґ–∞—В–Є –≤–∞—А—Ц–∞–љ—В –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц –Ј –±—Ц–ї—М—И–µ –≤–Є—Б–Њ–Ї–Є–Љ –Ъ—Ц–Љ.
–Ж—Б–љ—Г—О—В—М –Ї—Ц–ї—М–Ї–∞ –Љ–µ—В–Њ–і—Ц–≤ –Њ–і–µ—А–ґ–∞–љ–љ—П –Ј–∞–≥–Њ—В—Ц–≤–µ–ї—М:
|
вДЦ –њ/–њ |
–Т–Є–і –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц |
|
|
–Ч–∞–≥–Њ—В—Ц–≤–ї—П, –Њ—В—А–Є–Љ–∞–љ–∞ –ї–Є—В—В—П–Љ |
||
|
1 |
–Ы–Є—В—В—П |
—Г –њ—Ц—Й–∞–љ—Г —Д–Њ—А–Љ—Г |
|
2 |
—Г —Д–Њ—А–Љ—Г –Ј —А—Ц–і–Ї–Є—Е —Б—Г–Љ—Ц—И–µ–є, —Й–Њ —Б–∞–Љ–Њ—В–≤–µ—А–і—Ц—О—В—М |
|
|
3 |
—Г –њ—Ц—Й–∞–љ—Г —Д–Њ—А–Љ—Г, –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ—Г –њ—Ц–і –≤–Є—Б–Њ–Ї–Є–Љ –њ–Є—В–Њ–Љ–Є–Љ —В–Є—Б–Ї–Њ–Љ |
|
|
4 |
—Г –Љ–µ—В–∞–ї–µ–≤—Г —Д–Њ—А–Љ—Г |
|
|
5 |
–Њ—В—А–Є–Љ–∞–љ–µ –≤—Ц–і—Ж–µ–љ—В—А–Њ–≤–Є–Љ –Љ–µ—В–Њ–і–Њ–Љ |
|
|
6 |
–≤ –Њ–±–Њ–ї–Њ–љ–Ї–Њ–≤—Г —Д–Њ—А–Љ—Г |
|
|
7 |
–њ–Њ –≤–Є–њ–ї–∞–≤–ї—О–≤–∞–љ–Є—Е –Љ–Њ–і–µ–ї—П—Е |
|
|
8 |
—И—В–∞–Љ–њ—Г–≤–∞–љ–љ—П–Љ —А—Ц–і–Ї–Њ–≥–Њ –Љ–µ—В–∞–ї—Г |
|
|
9 |
–њ—Ц–і —В–Є—Б–Ї–Њ–Љ |
–Ф–ї—П –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞" –≤–Є–Ї–Њ—А–Є—Б—В–Њ–≤—Г—Ф–Љ–Њ –Љ–µ—В–Њ–і –ї–Є—В—В—П –њ–Њ –≤–Є–њ–ї–∞–≤–ї—О–≤–∞–љ–Є—Е –Љ–Њ–і–µ–ї—П—Е.
–Ю–±–ї–∞—Б—В—М –Ј–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П —Ж—М–Њ–≥–Њ –Љ–µ—В–Њ–і—Г —Б–µ—А—Ц–є–љ–µ –є –Љ–∞—Б–Њ–≤–µ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–Њ.
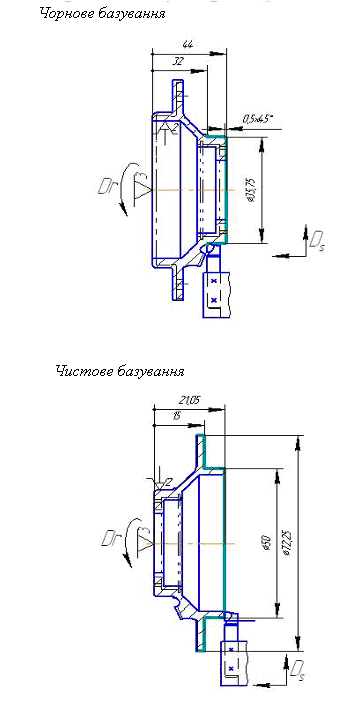
3.2 –Т–Є–±—Ц—А —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –±–∞–Ј
–Ф–ї—П —З–Њ—А–љ–Њ–≤–Њ–≥–Њ –±–∞–Ј—Г–≤–∞–љ–љ—П –≤—Ц–Ј—М–Љ–µ–Љ–Њ —Ж–Є–ї—Ц–љ–і—А–Є—З–љ—Г –њ–Њ–≤–µ—А—Е–љ—О O92 —Ц –њ—А–∞–≤–Є–є —В–Њ—А–µ—Ж—М, —В–Њ–Љ—Г —П–Ї —Ж—Ц –њ–Њ–≤–µ—А—Е–љ—Ц –Ј–∞–±–µ–Ј–њ–µ—З–∞—В—М –≥–∞—А–љ—Г —Б—В—Ц–є–Ї—Ц—Б—В—М –і–µ—В–∞–ї—Ц –њ—А–Є –Њ–±—А–Њ–±—Ж—Ц.
–Я—А–Є –≤–Є–±–Њ—А—Ц –±–∞–Ј –Ї–µ—А—Г—О—В—М—Б—П –љ–∞—Б—В—Г–њ–љ–Є–Љ–Є —А–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж—Ц—П–Љ–Є: - –і–Њ—В—А–Є–Љ–∞–љ–љ—П –њ—А–Є–љ—Ж–Є–њ—Г —Ф–і–љ–Њ—Б—В—Ц –±–∞–Ј, —В–Њ–±—В–Њ –њ–Њ –Љ–Њ–ґ–ї–Є–≤–Њ—Б—В—Ц –Ј–∞–±–µ–Ј–њ–µ—З—Г–≤–∞—В–Є —Б–њ–Њ–ї—Г—З–µ–љ–љ—П —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ—Ч –є –Ї–Њ–љ—Б—В—А—Г–Ї—В–Њ—А—Б—М–Ї–Њ—Ч –±–∞–Ј. –¶–µ –Ј–љ–∞—З–Є—В—М –Ј–∞–і–∞–≤–∞—В–Є –њ–Њ–ї–Њ–ґ–µ–љ–љ—П –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц –њ–Њ –Љ–Њ–ґ–ї–Є–≤–Њ—Б—В—Ц —В–Є–Љ–Є –ґ —А–Њ–Ј–Љ—Ц—А–∞–Љ–Є, —П–Ї—Ц –њ—А–Њ—Б—В–∞–≤–ї–µ–љ—Ц –љ–∞ –Ї—А–µ—Б–ї–µ–љ–љ—Ц –і–µ—В–∞–ї—Ц.
–Т—Ц–і—Б—В—Г–њ –≤—Ц–і —Ж–Є—Е –њ—А–∞–≤–Є–ї –њ—А–Є–≤–Њ–і–Є—В—М –і–Њ –ґ–Њ—А—Б—В–Ї–Њ—Б—В—Ц –і–Њ–њ—Г—Б–Ї—Ц–≤ –љ–∞ –≤–Є—Е—Ц–і–љ—Ц —А–Њ–Ј–Љ—Ц—А–Є, —В–Њ–Љ—Г —Й–Њ –Ј–∞–Љ—Ц—Б—В—М –Ї–Њ–љ—Б—В—А—Г–Ї—В–Њ—А—Б—М–Ї–Є—Е —А–Њ–Ј–Љ—Ц—А—Ц–≤ –і–Њ–≤–Њ–і–Є—В—М—Б—П –≤–≤–Њ–і–Є—В–Є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц —А–Њ–Ј–Љ—Ц—А–Є, –љ–∞ —П–Ї—Ц –њ—А–Є–Ј–љ–∞—З–∞—О—В—М—Б—П –Љ–µ–љ—И—Ц –і–Њ–њ—Г—Б–Ї–Є. –Я–Њ-–і—А—Г–≥–µ, —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–∞ –±–∞–Ј–∞, –њ–Њ –Љ–Њ–ґ–ї–Є–≤–Њ—Б—В—Ц, –њ–Њ–≤–Є–љ–љ–∞ –Ј–∞–±–µ–Ј–њ–µ—З—Г–≤–∞—В–Є –љ–µ–Ј–Љ—Ц–љ–љ—Ц—Б—В—М –њ–Њ–ї–Њ–ґ–µ–љ–љ—П –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц –≤ –њ—А–Њ—Ж–µ—Б—Ц —Ч—Ч –Њ–±—А–Њ–±–Ї–Є, —В–Њ–±—В–Њ –њ–Њ–≤–Є–љ–љ–∞ –±—Г—В–Є –њ–Њ—Б—В—Ц–є–љ–Њ—Ч.
–°–њ–Њ—Б—Ц–± –±–∞–Ј—Г–≤–∞–љ–љ—П –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц (–і–µ—В–∞–ї—Ц) –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П, –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ—Г, —Ч—Ч —Д–Њ—А–Љ–Њ—О. –Т–Є–Ї–Њ—А–Є—Б—В–Њ–≤—Г—О—В—М—Б—П —В–Є–њ–Њ–≤—Ц —Б–њ–Њ—Б–Њ–±–Є –±–∞–Ј—Г–≤–∞–љ–љ—П –Ј–∞–≥–Њ—В—Ц–≤–µ–ї—М, —Й–Њ –≤–Ї–ї—О—З–∞—О—В—М —Г —Б–µ–±–µ –њ–Њ–≤–µ—А—Е–љ—Ц –∞–±–Њ —Б—Г–Ї—Г–њ–љ—Ц—Б—В—М –њ–Њ–≤–µ—А—Е–Њ–љ—М —В—А—М–Њ—Е –≤–Є–і—Ц–≤: –њ–ї–Њ—Й–Є–љ–∞, —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–Є–є –Њ—В–≤—Ц—А —Ц —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–∞ –Ј–Њ–≤–љ—Ц—И–љ—П –њ–Њ–≤–µ—А—Е–љ—П. –£ –Љ–Њ—Ф–Љ—Г —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–Љ—Г –њ—А–Њ—Ж–µ—Б—Ц –Њ—Б–љ–Њ–≤–љ–Њ—О –љ–∞—Б—В–∞–љ–Њ–≤–љ–Њ—О –±–∞–Ј–Њ—О –і–∞–љ–Њ—Ч –і–µ—В–∞–ї—Ц —Ф –≤–љ—Г—В—А—Ц—И–љ—П —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–∞ –њ–Њ–≤–µ—А—Е–љ—П O92. –£ —П–Ї–Њ—Б—В—Ц –і–Њ–њ–Њ–Љ—Ц–ґ–љ–Є—Е –±–∞–Ј–Њ–≤–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М –њ—А–Є–є–Љ–∞—О —В–Њ—А—Ж–µ–≤—Ц –њ–Њ–≤–µ—А—Е–љ—Ц. –Я—А–Є–є–љ—П—В—Ц —Б—Е–µ–Љ–Є –±–∞–Ј—Г–≤–∞–љ–љ—П –љ–∞ –Њ–њ–µ—А–∞—Ж—Ц—П—Е –Ј–∞–±–µ–Ј–њ–µ—З–∞—В—М –≤–Є–Ї–Њ–љ–∞–љ–љ—П –≤—Б—Ц—Е —А–Њ–Ј–Љ—Ц—А—Ц–≤ –≤—Ц–і–њ–Њ–≤—Ц–і–љ–Њ –і–Њ –Ї—А–µ—Б–ї–µ–љ–љ—П.
3.3 –Т–Є–±—Ц—А –Љ–µ—В–Њ–і—Ц–≤ –Њ–±—А–Њ–±–Ї–Є –њ–Њ–≤–µ—А—Е–Њ–љ—М
–Т–Є–±—Ц—А –Љ–µ—В–Њ–і—Ц–≤ –Њ–±—А–Њ–±–Ї–Є –њ–Њ–≤–µ—А—Е–Њ–љ—М –Ј–∞–ї–µ–ґ–Є—В—М –≤—Ц–і –Ї–Њ–љ—Д—Ц–≥—Г—А–∞—Ж—Ц—Ч –і–µ—В–∞–ї—Ц, —Ч—Ч –≥–∞–±–∞—А–Є—В—Ц–≤ —Ц —П–Ї–Њ—Б—В—Ц –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М, –≤–Є–і—Г –њ—А–Є–є–љ—П—В–Њ—Ч –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц.
–Э–µ–Њ–±—Е—Ц–і–љ—Ц—И–µ —П–Ї—Ц—Б—В—М –њ–Њ–≤–µ—А—Е–Њ–љ—М —Г –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц –і–Њ—Б—П–≥–∞—Ф—В—М—Б—П –њ–µ—А–µ–≤–∞–ґ–љ–Њ –Њ–±—А–Њ–±–Ї–Њ—О —А—Ц–Ј–∞–љ–љ—П–Љ.
–Ч–∞–ї–µ–ґ–љ–Њ –≤—Ц–і —В–µ—Е–љ—Ц—З–љ–Є—Е –≤–Є–Љ–Њ–≥ –њ—А–Њ–њ–Њ–љ–Њ–≤–∞–љ–Є—Е –і–Њ –і–µ—В–∞–ї—Ц –є —В–Є–њ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ –≤–Є–±–Є—А–∞—О—В—М –Њ–і–Є–љ –∞–±–Њ –Ї—Ц–ї—М–Ї–∞ –Љ–Њ–ґ–ї–Є–≤–Є—Е –Љ–µ—В–Њ–і—Ц–≤ –Њ–±—А–Њ–±–Ї–Є –є —В–Є–њ –≤—Ц–і–њ–Њ–≤—Ц–і–љ–Њ–≥–Њ –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П.
–Ґ–∞–±–ї–Є—Ж—П 8
–Ь–µ—В–Њ–і–Є –Њ–±—А–Њ–±–Ї–Є –њ–Њ–≤–µ—А—Е–Њ–љ—М –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞"
|
–Э–Њ–Љ–µ—А –њ–Њ–≤–µ—А—Е–љ—Ц |
–Т–Є–і –њ–Њ–≤–µ—А—Е–љ—Ц |
–Ъ–≤–∞–ї—Ц—В–µ—В —В–Њ—З–љ–Њ—Б—В—Ц |
–®–Њ—А—Б—В–Ї—Ц—Б—В—М |
–Ь–µ—В–Њ–і –Њ–±—А–Њ–±–Ї–Є –њ–Њ–≤–µ—А—Е–љ—Ц |
|
1. |
√Ш145, √Ш71, √Ш45 |
H24 h 12 |
R>a> 20 R>a> 12,5 |
–Ю–±—В–Њ—З—Г–≤–∞–љ–љ—П: —З–Њ—А–љ–Њ–≤–µ —З–Є—Б—В–Њ–≤–µ |
|
2. |
√Ш100 |
h 14 h 11 h8 h6 |
R>a> 20 R>a> 10 R>a> 3,2 R>a> 1,25 |
–У–Њ—Б—В—А—Ц–љ–љ—П: –І–Њ—А–љ–Њ–≤–µ –њ/—З–Є—Б—В–Њ–≤–µ —З–Є—Б—В–Њ–≤–µ —В–Њ–љ–Ї–µ |
|
3. |
√Ш60 |
–Э14 –Э12 –Э10 –Э7 |
R>a> 20 R>a> 10 R>a> 3,2 R>a> 1,25 |
–†–Њ–Ј—В–Њ—З—Г–≤–∞–љ–љ—П: –І–Њ—А–љ–Њ–≤–µ –њ/—З–Є—Б—В–Њ–≤–µ —З–Є—Б—В–Њ–≤–µ —В–Њ–љ–Ї–µ |
3.4 –°–Ї–ї–∞–і–∞–љ–љ—П —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Љ–∞—А—И—А—Г—В—Г –Њ–±—А–Њ–±–Ї–Є
–Ґ–∞–±–ї–Є—Ж—П 6
–Ґ–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є–є –Љ–∞—А—И—А—Г—В –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞" –≤–∞—А—Ц–∞–љ—В 1
|
вДЦ –Њ–њ–µ—А–∞—Ж—Ц—Ч |
–Э–∞–є–Љ–µ–љ—Г–≤–∞–љ–љ—П –є –Ї–Њ—А–Њ—В–Ї–Є–є –Ј–Љ—Ц—Б—В –Њ–њ–µ—А–∞—Ж—Ц—Ч. –Ґ–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц –±–∞–Ј–Є |
–Э–∞–є–Љ–µ–љ—Г–≤–∞–љ–љ—П –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П |
|
005 |
–Ч–∞–≥–Њ—В—Ц–≤–µ–ї—М–љ–∞. |
–Ы–Є—В—В—П |
|
010 |
–Ґ–µ—А–Љ—Ц—З–љ–∞. |
–Я–µ–Ї—В–Є |
|
015 |
–Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–∞ –Ч–Њ–≤–љ—Ц—И–љ—П –є –≤–љ—Г—В—А—Ц—И–љ—П –Њ–±—А–Њ–±–Ї–∞ —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М. –Т–љ—Г—В—А—Ц—И–љ—П —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–∞ –њ–Њ–≤–µ—А—Е–љ—П –є —В–Њ—А–µ—Ж—М. |
–Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–Є–є –≤–µ—А—Б—В–∞—В 1–Э325 |
|
020 |
–§—А–µ–Ј–µ—А–љ–∞. –§—А–µ–Ј–µ—А—Г–≤–∞—В–Є –њ–ї–Њ—Й–Є–љ–∞ –Ї—Ц–љ—Ж–µ–≤–Њ—О —Д—А–µ–Ј–Њ—О –С–∞–Ј—Г–≤–∞–љ–љ—П –њ–Њ –і—Ц–∞–Љ–µ—В—А—Г 100 –Љ–Љ —Ц –њ–Њ —В–Њ—А—Ж—Ц. |
–Т–µ—А—В–Є–Ї–∞–ї—М–љ–Њ-—Д—А–µ–Ј–µ—А–љ–Є–є –≤–µ—А—Б—В–∞—В 6–Э12–Я–С |
|
025 |
–°–≤–µ—А–і–ї–Є–ї—М–љ–∞ –°–≤–µ—А–і–ї–µ–љ–љ—П –Њ—В–≤–Њ—А—Ц–≤ —Ц –љ–∞—А—Ц–Ј—Г–≤–∞–љ–љ—П —А—Ц–Ј—М–±–ї–µ–љ–љ—П –С–∞–Ј—Г–≤–∞–љ–љ—П –њ–Њ –і—Ц–∞–Љ–µ—В—А—Г 100 –Љ–Љ —Ц –њ–Њ —В–Њ—А—Ж—Ц. |
–†–∞–і—Ц–∞–ї—М–љ–Њ-—Б–≤–µ—А–і–ї–Є–ї—М–љ–Є–є –≤–µ—А—Б—В–∞—В 2–£56 |
|
030 |
–°–ї—О—Б–∞—А–љ–µ –Я—А–Є—В—Г–њ–Є—В–Є –≥–Њ—Б—В—А—Ц –Ї—А–∞–є–Ї–Є –є –Ј–∞—З–Є—Й–µ–љ–љ—П –≤—Ц–і –±—А—Г–і—Г |
–°—В—Ц–ї —Б–ї—О—Б–∞—А–љ–Є–є —Ц —И–ї—Ц—Д—Г–≤–∞–ї—М–љ–∞ –Љ–∞—И–Є–љ–Ї–∞ –Ш–Я 124 |
|
035 |
–Я—А–Њ–Љ–Є–≤–∞–љ–љ—П |
–£–С–† - 200, –Љ–∞—И–Є–љ–∞ –Љ–Є–є–љ–∞ |
|
040 |
–Ъ–Њ–љ—В—А–Њ–ї—М–љ–∞ –Ъ–Њ–љ—В—А–Њ–ї—М –і–µ—В–∞–ї–µ–є –Ј–≥—Ц–і–љ–Њ –Ї—А–µ—Б–ї–µ–љ–љ—П |
|
|
045 |
–£–њ–∞–Ї–Њ–≤—Г–≤–∞–љ–љ—П |
–Ґ–∞–±–ї–Є—Ж—П 7
—В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є–є –Љ–∞—А—И—А—Г—В –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц "–Ъ—А–Є—И–Ї–∞ –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞" –≤–∞—А—Ц–∞–љ—В 2
|
вДЦ –Њ–њ–µ—А–∞—Ж—Ц—Ч |
–Э–∞–є–Љ–µ–љ—Г–≤–∞–љ–љ—П –є –Ї–Њ—А–Њ—В–Ї–Є–є –Ј–Љ—Ц—Б—В –Њ–њ–µ—А–∞—Ж—Ц—Ч. –Ґ–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц –±–∞–Ј–Є |
–Э–∞–є–Љ–µ–љ—Г–≤–∞–љ–љ—П –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П |
|
005 |
–Ч–∞–≥–Њ—В—Ц–≤–µ–ї—М–љ–∞. |
–Ы–Є—В—В—П |
|
010 |
–Ґ–µ—А–Љ—Ц—З–љ–∞. |
–У—А—Г–±–Ї–∞ |
|
015 |
–Ґ–Њ–Ї–∞—А—Б—М–Ї–∞ –Ј—Ц –І–Я–£ –Ч–Њ–≤–љ—Ц—И–љ—П –є –≤–љ—Г—В—А—Ц—И–љ—П –Њ–±—А–Њ–±–Ї–∞ —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М. –Т–љ—Г—В—А—Ц—И–љ—П —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–∞ –њ–Њ–≤–µ—А—Е–љ—П –є —В–Њ—А–µ—Ж—М. |
–Ґ–Њ–Ї–∞—А—Б—М–Ї–Є–є –≤–µ—А—Б—В–∞—В –≥–Њ–і –І–Я–£ 16–Ф–Ю20–§3 |
|
020 |
–§—А–µ–Ј–µ—А–љ–∞ –Ј—Ц –І–Я–£ –§—А–µ–Ј–µ—А—Г–≤–∞—В–Є –њ–ї–Њ—Й–Є–љ–∞ –Ї—Ц–љ—Ж–µ–≤–Њ—О —Д—А–µ–Ј–Њ—О –°–≤–µ—А–і–ї–µ–љ–љ—П –Њ—В–≤–Њ—А—Ц–≤ —Ц –љ–∞—А—Ц–Ј—Г–≤–∞–љ–љ—П —А—Ц–Ј—М–±–ї–µ–љ–љ—П –С–∞–Ј—Г–≤–∞–љ–љ—П –њ–Њ –і—Ц–∞–Љ–µ—В—А—Г 100 –Љ–Љ —Ц –њ–Њ —В–Њ—А—Ж—Ц. |
–С–∞–≥–∞—В–Њ—Ж—Ц–ї—М–Њ–≤–Є–є —Б–≤–µ—А–і–ї–Є–ї—М–љ–Њ-—Д—А–µ–Ј–µ—А–љ–Њ-—А–Њ–Ј—В–Њ—З—Г–≤–∞–ї—М–љ–Є–є –≤–µ—А—Б—В–∞—В 2254–Т–Ь–§4 |
|
025 |
–°–ї—О—Б–∞—А–љ–µ –Я—А–Є—В—Г–њ–Є—В–Є –≥–Њ—Б—В—А—Ц –Ї—А–∞–є–Ї–Є –є –Ј–∞—З–Є—Й–µ–љ–љ—П –≤—Ц–і –±—А—Г–і—Г |
–°—В—Ц–ї —Б–ї—О—Б–∞—А–љ–Є–є —Ц —И–ї—Ц—Д—Г–≤–∞–ї—М–љ–∞ –Љ–∞—И–Є–љ–Ї–∞ –Ш–Я 124 |
|
030 |
–Ъ–Њ–љ—В—А–Њ–ї—М–љ–∞ –Ъ–Њ–љ—В—А–Њ–ї—М –і–µ—В–∞–ї–µ–є –Ј–≥—Ц–і–љ–Њ –Ї—А–µ—Б–ї–µ–љ–љ—П |
|
|
035 |
–£–њ–∞–Ї–Њ–≤—Г–≤–∞–љ–љ—П |
–Т–Є–±–Є—А–∞—О –≤–∞—А—Ц–∞–љ—В —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Љ–∞—А—И—А—Г—В—Г, –љ–∞–≤–µ–і–µ–љ–Є–є —Г —В–∞–±–ї–Є—Ж—Ц 6 (–≤–∞—А—Ц–∞–љ—В 1), —В–Њ–Љ—Г —Й–Њ –і–∞–љ—Ц –≤–µ—А—Б—В–∞—В–Є –і–Њ–Ј–≤–Њ–ї—П—О—В—М –≤–Є–Ї–Њ—А–Є—Б—В–Њ–≤—Г–≤–∞—В–Є –њ—А–Є–љ—Ж–Є–њ –і–Є—Д–µ—А–µ–љ—Ж—Ц–∞—Ж—Ц—Ч –Њ–њ–µ—А–∞—Ж—Ц—Ч, —В–Њ–±—В–Њ –њ—А–Њ—Б—В—Ц –њ–µ—А–µ—Е–Њ–і–Є –Љ–Њ–ґ–љ–∞ —А–Њ–Ј–њ–Њ–і—Ц–ї–Є—В–Є –љ–∞ –Ї—Ц–ї—М–Ї–∞ –≤–µ—А—Б—В–∞—В—Ц–≤, —В–Є–Љ —Б–∞–Љ–Є–Љ –і–Њ–Љ–Њ–≥—В–Є—Б—П –њ—Ц–і–≤–Є—Й–µ–љ–љ—П –њ—А–Њ–і—Г–Ї—В–Є–≤–љ–Њ—Б—В—Ц –њ—А–∞—Ж—Ц.
3.5 –Т–Є–±—Ц—А –Ј–∞—Б–Њ–±—Ц–≤ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–љ—П
–Ф–Њ –Ј–∞—Б–Њ–±—Ц–≤ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–љ—П —Б—В–∞–≤–ї—П—В—М—Б—П: —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–µ –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П; —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–µ –Њ—Б–љ–∞—Й–µ–љ–љ—П; –Ј–∞—Б–Њ–±—Г –Љ–µ—Е–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –є –∞–≤—В–Њ–Љ–∞—В–Є–Ј–∞—Ж—Ц—Ч —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –њ—А–Њ—Ж–µ—Б—Ц–≤.
–Я—А–Є –≤–Є–±–Њ—А—Ц –≤–µ—А—Б—В–∞—В–љ–Њ–≥–Њ –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П –љ–µ–Њ–±—Е—Ц–і–љ–Њ –≤—А–∞—Е–Њ–≤—Г–≤–∞—В–Є:
—Е–∞—А–∞–Ї—В–µ—А –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞;
–Љ–µ—В–Њ–і–Є –і–Њ—Б—П–≥–љ–µ–љ–љ—П –Ј–∞–і–∞–љ–Њ—Ч —В–Њ—З–љ–Њ—Б—В—Ц –њ—А–Є –Њ–±—А–Њ–±—Ж—Ц;
–≤—Ц–і–њ–Њ–≤—Ц–і–љ—Ц—Б—В—М –≤–µ—А—Б—В–∞—В–∞ —А–Њ–Ј–Љ—Ц—А–∞–Љ –і–µ—В–∞–ї—Ц;
–њ–Њ—В—Г–ґ–љ—Ц—Б—В—М –≤–µ—А—Б—В–∞—В–∞;
–Ј—А—Г—З–љ—Ц—Б—В—М –Ї–µ—А—Г–≤–∞–љ–љ—П –є –Њ–±—Б–ї—Г–≥–Њ–≤—Г–≤–∞–љ–љ—П –≤–µ—А—Б—В–∞—В–∞;
–Љ–Њ–ґ–ї–Є–≤—Ц—Б—В—М –Њ—Б–љ–∞—Й–µ–љ–љ—П –≤–µ—А—Б—В–∞—В–∞ –≤–Є—Б–Њ–Ї–Њ–њ—А–Њ–і—Г–Ї—В–Є–≤–љ–Є–Љ–Є –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П–Љ–Є –є –Ј–∞—Б–Њ–±–∞–Љ–Є –Љ–µ—Е–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –є –∞–≤—В–Њ–Љ–∞—В–Є–Ј–∞—Ж—Ц—Ч.
1. –Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ—Ц –≤–µ—А—Б—В–∞—В–Є
–Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ—Ц –≤–µ—А—Б—В–∞—В–Є –Ј–∞—Б—В–Њ—Б–Њ–≤—Г—О—В—М—Б—П –≤ —Б–µ—А—Ц–є–љ–Њ–Љ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤—Ц –і–ї—П –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї–µ–є —Ц–Ј –њ—А—Г—В–Ї—Ц–≤ –∞–±–Њ –Ј—Ц —И—В—Г—З–љ–Є—Е –Ј–∞–≥–Њ—В—Ц–≤–µ–ї—М. –Э–∞ —Ж–Є—Е –≤–µ—А—Б—В–∞—В–∞—Е –Љ–Њ–ґ–љ–∞ –≤–Є–Ї–Њ–љ–∞—В–Є –≤—Б—Ц –Њ—Б–љ–Њ–≤–љ—Ц —В–Њ–Ї–∞—А—Б—М–Ї—Ц –Њ–њ–µ—А–∞—Ж—Ц—Ч.
–†–µ–≤–Њ–ї—М–≤–µ—А–љ—Ц –≤–µ—А—Б—В–∞—В–Є –≤—Ц–і—А—Ц–Ј–љ—П—О—В—М—Б—П –≤—Ц–і —В–Њ–Ї–∞—А–љ–Њ-–≥–≤–Є–љ—В–Њ—А—Ц–Ј–љ–Є—Е —В–µ–Љ, —Й–Њ –љ–µ –Љ–∞—О—В—М –Ј–∞–і–љ—М–Њ—Ч –±–∞–±–Ї–Є –є —Е–Њ–і–Њ–≤–Њ–≥–Њ –≥–≤–Є–љ—В–∞, –∞ –Љ–∞—О—В—М —А–µ–≤–Њ–ї—М–≤–µ—А–љ—Г –≥–Њ–ї—Ц–≤–Ї—Г, —Г –≥–љ—Ц–Ј–і–∞—Е —П–Ї–Њ—Ч –Љ–Њ–ґ–µ –±—Г—В–Є –≤—Б—В–∞–љ–Њ–≤–ї–µ–љ–Є–є —А—Ц–Ј–љ–Њ–Љ–∞–љ—Ц—В–љ–Є–є —Ц–љ—Б—В—А—Г–Љ–µ–љ—В. –Я—А–Є –љ–∞—П–≤–љ–Њ—Б—В—Ц —Б–њ–µ—Ж—Ц–∞–ї—М–љ–Є—Е –Ї–Њ–Љ–±—Ц–љ–Њ–≤–∞–љ–Є—Е –і–µ—А–ґ–∞–≤–Њ–Ї –Љ–Њ–ґ–љ–∞ –≤ –Њ–і–љ–Њ–Љ—Г –≥–љ—Ц–Ј–і—Ц –≥–Њ–ї—Ц–≤–Ї–Є, –Ј–∞–Ї—А—Ц–њ–Є—В–Є –Ї—Ц–ї—М–Ї–∞ —Ц–љ—Б—В—А—Г–Љ–µ–љ—В—Ц–≤. –Ч–∞–≥–Њ—В—Ц–≤–ї—Ц –Ј–∞–ґ–Є–љ–∞—О—В—М—Б—П –њ–∞—В—А–Њ–љ–∞–Љ–Є –∞–±–Њ —Б–њ–µ—Ж—Ц–∞–ї—М–љ–Є–Љ–Є —Ж–∞–љ–≥–Њ–≤–Є–Љ–Є –Ј–∞—В–Є—Б–Ї–љ–Є–Љ–Є –њ—А–Є—Б—В—А–Њ—П–Љ–Є. –†–µ–≤–Њ–ї—М–≤–µ—А–љ–∞ –≥–Њ–ї—Ц–≤–Ї–∞ –Љ–Њ–ґ–µ –њ–Њ–≤–µ—А—В–∞—В–Є—Б—П –љ–∞–≤–Ї–Њ–ї–Њ —Б–≤–Њ—Ф—Ч –Њ—Б—Ц, —Ц —В–Њ–і—Ц —Ц–љ—Б—В—А—Г–Љ–µ–љ—В –њ–Њ—Б–ї—Ц–і–Њ–≤–љ–Њ –њ—Ц–і–≤–Њ–і–Є—В—М –і–Њ –і–µ—В–∞–ї—Ц, –Њ–±—А–Њ–±–ї—П—О—З–Є —Ч—Ч –Ј–∞ –Ї—Ц–ї—М–Ї–∞ –њ–µ—А–µ—Е–Њ–і—Ц–≤. –Ж–љ—Б—В—А—Г–Љ–µ–љ—В –Ї—А—Ц–њ–Є—В—М—Б—П —В–∞–Ї–Њ–ґ —Ц –≤ –Љ–µ—Е–∞–љ—Ц–Ј–Љ—Ц –њ–Њ–њ–µ—А–µ—З–љ–Њ–≥–Њ —Б—Г–њ–Њ—А—В–∞. –Ч–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П —В–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–Є—Е –≤–µ—А—Б—В–∞—В—Ц–≤ —Г–≤–∞–ґ–∞—Ф—В—М—Б—П —А–∞—Ж—Ц–Њ–љ–∞–ї—М–љ–Є–Љ —Г —В–Њ–Љ—Г –≤–Є–њ–∞–і–Ї—Г, —П–Ї—Й–Њ –њ–Њ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–Љ—Г –њ—А–Њ—Ж–µ—Б—Ц –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц –њ–Њ—В—А—Ц–±–љ–µ –Ј–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –≤–µ–ї–Є–Ї–Њ—Ч –Ї—Ц–ї—М–Ї–Њ—Б—В—Ц —А—Ц–Ј–∞–ї—М–љ–Њ–≥–Њ —Ц–љ—Б—В—А—Г–Љ–µ–љ—В—Г.
–Ф–Њ –њ–µ—А–µ–≤–∞–≥ —В–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–Є—Е –≤–µ—А—Б—В–∞—В—Ц–≤, —Г –њ–Њ—А—Ц–≤–љ—П–љ–љ—Ц –Ј —В–Њ–Ї–∞—А—Б—М–Ї–Є–Љ–Є, —Б—В–∞–≤–ї—П—В—М—Б—П: –Љ–Њ–ґ–ї–Є–≤—Ц—Б—В—М —Б–Ї–Њ—А–Њ—З–µ–љ–љ—П –Љ–∞—И–Є–љ–љ–Њ–≥–Њ —З–∞—Б—Г –Ј–∞ —А–∞—Е—Г–љ–Њ–Ї –Ј–∞—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –і–µ—А–ґ–∞–≤–Њ–Ї —Ц –Њ–і–љ–Њ—З–∞—Б–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є –і–µ—В–∞–ї—Ц —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–Љ, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Є–Љ –љ–∞ —А–µ–≤–Њ–ї—М–≤–µ—А–љ—Ц–є –≥–Њ–ї—Ц–≤—Ж—Ц –є –њ–Њ–њ–µ—А–µ—З–љ–Њ–Љ—Г —Б—Г–њ–Њ—А—В—Ц, –∞ —В–∞–Ї–Њ–ґ –њ–Њ—А—Ц–≤–љ—П–љ–Њ –Љ–∞–ї—Ц –≤–Є—В—А–∞—В–Є —З–∞—Б—Г –Ј–∞ —А–∞—Е—Г–љ–Њ–Ї –њ–Њ–њ–µ—А–µ–і–љ—М–Њ–≥–Њ –љ–∞—Б—В—А–Њ—О–≤–∞–љ–љ—П –≤–µ—А—Б—В–∞—В–∞ –љ–∞ –Њ–±—А–Њ–±–Ї—Г –і–µ—В–∞–ї—Ц –±–∞–≥–∞—В—М–Љ–∞ —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞–Љ–Є.
–Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ—Ц –≤–µ—А—Б—В–∞—В–Є –Ј–∞–ї–µ–ґ–љ–Њ –≤—Ц–і –≤–Є–і—Г –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Є—Е –Ј–∞–≥–Њ—В—Ц–≤–µ–ї—М –±—Г–≤–∞—О—В—М –њ—А—Г—В–Ї–Њ–≤—Ц –∞–±–Њ –њ–∞—В—А–Њ–љ–љ—Ц. –Ч–≤–Є—З–∞–є–љ–Њ –≤–µ—А—Б—В–∞—В–Є –Љ–∞–ї–Њ–≥–Њ —А–Њ–Ј–Љ—Ц—А—Г - –њ—А—Г—В–Ї–Њ–≤—Ц, –∞ —Б–µ—А–µ–і–љ—М–Њ–≥–Њ —А–Њ–Ј–Љ—Ц—А—Г –Љ–Њ–ґ—Г—В—М –±—Г—В–Є —П–Ї –њ—А—Г—В–Ї–Њ–≤—Ц, —В–∞–Ї —Ц –њ–∞—В—А–Њ–љ–љ—Ц. –Т–µ–ї–Є–Ї—Ц —А–µ–≤–Њ–ї—М–≤–µ—А–љ—Ц –≤–µ—А—Б—В–∞—В–Є –Ј–≤–Є—З–∞–є–љ–Њ –њ–∞—В—А–Њ–љ–љ—Ц. –Т—Б—Ц —Ж—Ц –≤–µ—А—Б—В–∞—В–Є –і—Ц–ї—П—В—М—Б—П –љ–∞ –≤–µ—А—Б—В–∞—В–Є –Ј –≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ—О –є –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ—О –≤—Ц—Б—Б—О –Њ–±–µ—А—В–∞–љ–љ—П —А–µ–≤–Њ–ї—М–≤–µ—А–љ–Њ—Ч –≥–Њ–ї—Ц–≤–Ї–Є (–Љ–∞–ї.16).
–†–Є—Б. 16. –Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–Є–є –≤–µ—А—Б—В–∞—В 1–Э325
–Т —Г–Љ–Њ–≤–Є —Б–µ—А—Ц–є–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ —П–Ї –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –≤–Є–Ї–Њ—А–Є—Б—В–Њ–≤—Г—О—В—М—Б—П —Г–љ—Ц–≤–µ—А—Б–∞–ї—М–љ—Ц —Б—В–∞–љ–і–∞—А—В–љ—Ц –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П.
–Т–Є–±—Ц—А –Њ—Б–љ–∞—Й–µ–љ–љ—П:
|
вДЦ –Њ–њ–µ—А–∞—Ж—Ц—Ч |
–£—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ-–Ј–∞—В–Є—Б–Ї–љ–µ –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П |
|
015 |
7100-0015 - —В—А—М–Њ—Е –Ї—Г–ї–∞—З–Ї–Њ–≤–Є–є –њ–∞—В—А–Њ–љ, —Й–Њ —Б–∞–Љ–Њ—Ж–µ–љ—В—А—Г—Ф, –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 2675-80. |
|
020, 025 |
–°–њ–µ—Ж—Ц–∞–ї—М–љ–µ —Г—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ-–Ј–∞—В–Є—Б–Ї–љ–µ –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П |
–Ґ–∞–±–ї–Є—Ж—П 6
–Т–Є–±—Ц—А —А—Ц–Ј–∞–ї—М–љ–Њ–≥–Њ —Ц–љ—Б—В—А—Г–Љ–µ–љ—В—Г
|
вДЦ –Њ–њ–µ—А–∞—Ж—Ц—Ч |
–Ч–∞—Б–Њ–±–Є —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Њ–≥–Њ –Њ—Б–љ–∞—Й–µ–љ–љ—П |
–Ъ–Њ—А–Њ—В–Ї–∞ —В–µ—Е–љ—Ц—З–љ–∞ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–∞ |
–Ъ–Њ–і, –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ |
–Ф–ґ–µ—А–µ–ї–Њ |
|
015 |
–†–Њ–Ј—В–Њ—З—Г–≤–∞–ї—М–љ–Њ—Ч —А—Ц–Ј–µ—Ж—М |
–Э=20–Љ–Љ, –Т=20–Љ–Љ, L=100–Љ–Љ |
2142-0191 –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 9795-84 |
[4, —Б.239] |
|
–†—Ц–Ј—Ж—Ц –≤—Ц–і—А—Ц–Ј–љ—Ц |
–Э=25–Љ–Љ, –Т=16–Љ–Љ, L=80–Љ–Љ |
2177-0503 –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 18890-73 |
[4, —Б.258] |
|
|
–†—Ц–Ј–µ—Ж—М –њ—А–Њ—Е—Ц–і–љ–Є–є –Ј–∞–≤–Ј—П—В–Є–є, –Ґ5–Ъ10 |
–Э=25–Љ–Љ, –Т=25–Љ–Љ, L=150–Љ–Љ |
2103-0712 –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 18890-73 |
[4, —Б.267] |
|
|
–†—Ц–Ј–µ—Ж—М –Ї–∞–љ–∞–≤–Ї–Њ–≤–Є–є |
–Э=20–Љ–Љ, –Т=12–Љ–Љ, L=–Љ–Љ |
2177-0001 –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 18894-73 |
[4, —Б.262] |
|
|
–§—А–µ–Ј–∞ –Ї—Ц–љ—Ж–µ–≤–∞ |
d=32 –Љ–Љ, L=155–Љ–Љ, l=53 –Љ–Љ |
–Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 17026-71 |
[4, —Б.224] |
|
|
020 |
–§—А–µ–Ј–∞ –Ї—Ц–љ—Ж–µ–≤–∞ |
d=32 –Љ–Љ, L=155–Љ–Љ, l=53 –Љ–Љ |
–Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 17026-71 |
[4, —Б.224] |
|
025 |
–°–≤–µ—А–і–µ–ї –Ј –Ї–Њ–љ—Ц—З–љ–Є–Љ —Е–≤–Њ—Б—В–Њ–≤–Є–Ї–Њ–Љ |
d=10 –Љ–Љ, L=120–Љ–Љ, l=55 –Љ–Љ |
–Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 11183-71 |
[4, —Б.234] |
|
025 |
–Ь—Ц—В—З–Є–Ї R>C>1 1/2 |
–Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 3266-81 |
[4, —Б.310] |
–†–Њ–Ј–і—Ц–ї 4. –Ґ–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ—Ц —А–Њ–Ј—А–∞—Е—Г–љ–Ї–Є
4.1 –†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –њ—А–Є–њ—Г—Б–Ї—Ц–≤
–Т–Є–Ј–љ–∞—З–µ–љ–љ—П –Ј–∞–≥–∞–ї—М–љ–Њ–≥–Њ –њ—А–Є–њ—Г—Б–Ї—Г –љ–∞ —Б—В–Њ—А–Њ–љ—Г.
–Ч–∞–≥–∞–ї—М–љ–Є–є –њ—А–Є–њ—Г—Б–Ї –љ–∞ —Б—В–Њ—А–Њ–љ—Г –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П –Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ –љ–∞—Б—В—Г–њ–љ–Є—Е –і–∞–љ–Є—Е:
1) –і–Њ–њ—Г—Б–Ї —А–Њ–Ј–Љ—Ц—А—Г –і–µ—В–∞–ї—Ц –≤—Ц–і –±–∞–Ј–Є –і–Њ –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц;
2) –≤–Є–і –Њ—Б—В–∞—В–Њ—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є;
3) –Љ–µ—В–Њ–і —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤–Є–ї–Є–≤–Ї–∞ –њ—А–Є –Њ–±—А–Њ–±—Ж—Ц;
4) –Ј–∞–≥–∞–ї—М–љ–Є–є –і–Њ–њ—Г—Б–Ї –µ–ї–µ–Љ–µ–љ—В–∞ –њ–Њ–≤–µ—А—Е–љ—Ц;
5) —А—Ц–≤–µ–љ—М —В–Њ—З–љ–Њ—Б—В—Ц –Њ–±—А–Њ–±–Ї–Є;
6) —А—П–і –њ—А–Є–њ—Г—Б–Ї—Г;
7) —В–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞;
8) —В–Є–њ –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц;
9) —Б–њ—Ц–≤–≤—Ц–і–љ–Њ—И–µ–љ–љ—П –Љ—Ц–ґ –љ–µ–Њ–±—Е—Ц–і–љ–Њ—О —В–Њ—З–љ—Ц—Б—В—О –Њ–±—А–Њ–±–ї–µ–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц –і–µ—В–∞–ї—Ц –є –≤–Є—Е—Ц–і–љ–Њ—О —В–Њ—З–љ—Ц—Б—В—О –њ–Њ–≤–µ—А—Е–љ—Ц –≤–Є–ї–Є–≤–Ї–∞.
–Ф–Њ–њ—Г—Б–Ї —А–Њ–Ј–Љ—Ц—А—Г –і–µ—В–∞–ї—Ц - 0,022 –Љ–Љ. –Я—А–Є –Њ–±—А–Њ–±—Ж—Ц —В—Ц–ї –Њ–±–µ—А—В–∞–љ–љ—П –±–∞–Ј–Њ—О —Ф –≤—Ц—Б—М –і–µ—В–∞–ї—Ц. –Ю—В–ґ–µ, –і–Њ–њ—Г—Б–Ї —А–Њ–Ј–Љ—Ц—А—Г –≤—Ц–і –±–∞–Ј–Є –і–Њ –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц –і–Њ—А—Ц–≤–љ—О—Ф 0,022/2=0,011 –Љ–Љ.
–Т–Є–і –Њ—Б—В–∞—В–Њ—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П –Ј–∞–ї–µ–ґ–љ–Њ –≤—Ц–і —Б–њ—Ц–≤–≤—Ц–і–љ–Њ—И–µ–љ–љ—П –Љ—Ц–ґ –і–Њ–њ—Г—Б–Ї–∞–Љ–Є —А–Њ–Ј–Љ—Ц—А—Г –і–µ—В–∞–ї—Ц –є –≤–Є–ї–Є–≤–Ї—Ц–≤ —Ц –≤—Ц–і –±–∞–Ј–Є –Њ–±—А–Њ–±–Ї–Є –і–Њ –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц –є –і–Њ–њ—Г—Б–Ї—Г —А–Њ–Ј–Љ—Ц—А—Г –≤–Є–ї–Є–≤–Ї–∞.
–°–њ—Ц–≤–≤—Ц–і–љ–Њ—И–µ–љ–љ—П ITJIT>3>=0,011/1,2 = 0,009 (–і–Њ–њ—Г—Б–Ї –љ–∞ —А–Њ–Ј–Љ—Ц—А –≤–Є–ї–Є–≤–Ї–∞ 1,2 –Љ–Љ).
–Я–µ—А–µ–ї—Ц—З–µ–љ—Ц —В–∞–±–ї–Є—Ж—Ц –і–Є–≤–Є—В–Є—Б—П [1, c.20-39]
–Я–Њ —В–∞–±–ї. 3.10 –њ—А–Є –і–Њ–њ—Г—Б–Ї—Г —А–Њ–Ј–Љ—Ц—А—Г –≤–Є–ї–Є–≤–Ї–∞ –њ–Њ–љ–∞–і 1,0 –Љ–Љ —Ц —Б–њ—Ц–≤–≤—Ц–і–љ–Њ—И–µ–љ–љ—П –і–Њ–њ—Г—Б–Ї—Ц–≤ –і–Њ 0,01 –≤–Є–і –Њ—Б—В–∞—В–Њ—З–љ–Њ—Ч –Љ–µ—Е–∞–љ—Ц—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є - —В–Њ–љ–Ї–µ –≥–Њ—Б—В—А—Ц–љ–љ—П.
–Ч–∞–≥–Њ—В—Ц–≤–ї—П –љ–∞ –≤–µ—А—Б—В–∞—В—Ц –≤—Б—В–∞–љ–Њ–≤–ї—О—Ф—В—М—Б—П –±–µ–Ј –≤–Є–≤—Ц—А–Ї–Є –њ—А–Є –Њ–і–љ–Њ–±—Ц—З–љ–Є—Е –≤—Ц–і—Е–Є–ї–µ–љ–љ—П—Е —Д–Њ—А–Љ–Є –є —А–Њ–Ј—В–∞—И—Г–≤–∞–љ–љ—П –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц —Й–Њ–і–Њ –љ–Њ–Љ—Ц–љ–∞–ї—М–љ–Њ—Ч. –£ —Ж—М–Њ–Љ—Г –≤–Є–њ–∞–і–Ї—Г –њ—А–Є–њ—Г—Б–Ї –њ—А–Є–Ј–љ–∞—З–∞—О—В—М —Ц–Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ –њ–Њ–≤–љ–Њ–≥–Њ –Ј–љ–∞—З–µ–љ–љ—П –і–Њ–њ—Г—Б–Ї—Г —Д–Њ—А–Љ–Є –є —А–Њ–Ј—В–∞—И—Г–≤–∞–љ–љ—П –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц —Й–Њ–і–Њ –љ–Њ–Љ—Ц–љ–∞–ї—М–љ–Њ—Ч. –Я—А–Є —Ц–љ–і–Є–≤—Ц–і—Г–∞–ї—М–љ—Ц–є –Њ–±—А–Њ–±—Ж—Ц –≤–Є–ї–Є–≤–Ї—Ц–≤, –Ї–Њ–ї–Є —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –Ј–і—Ц–є—Б–љ—О—Ф—В—М—Б—П –Ј –≤–Є–≤—Ц—А–Ї–Њ—О –њ–Њ –Њ–±—А–Њ–±–ї—О–≤–∞–љ—Ц–є –њ–Њ–≤–µ—А—Е–љ—Ц, –њ—А–Є–њ—Г—Б–Ї–Є –њ—А–Є–Ј–љ–∞—З–∞—О—В—М —Ц–Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ –њ–Њ–ї–Њ–≤–Є–љ–љ–Є—Е –Ј–љ–∞—З–µ–љ—М –і–Њ–њ—Г—Б–Ї—Г —Д–Њ—А–Љ–Є –є —А–Њ–Ј—В–∞—И—Г–≤–∞–љ–љ—П –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц.
–Ч–∞–≥–∞–ї—М–љ–Є–є –і–Њ–њ—Г—Б–Ї –µ–ї–µ–Љ–µ–љ—В–∞ –њ–Њ–≤–µ—А—Е–љ—Ц –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П –љ–∞ —А–Њ–Ј–Љ—Ц—А –≤—Ц–і –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц –і–Њ –±–∞–Ј–Є –Њ–±—А–Њ–±–Ї–Є, –њ—А–Є —Ж—М–Њ–Љ—Г –і–Њ–њ—Г—Б–Ї–Є —А–Њ–Ј–Љ—Ц—А—Ц–≤ –≤–Є–ї–Є–≤–Ї–∞, –Ј–Љ—Ц–љ—О–≤–∞–љ–Є—Е –Њ–±—А–Њ–±–Ї–Њ—О, –≤–Є–Ј–љ–∞—З–∞—О—В—М –њ–Њ –љ–Њ–Љ—Ц–љ–∞–ї—М–љ–Є—Е —А–Њ–Ј–Љ—Ц—А–∞—Е –і–µ—В–∞–ї—Ц. –Ґ–Њ–Љ—Г —Й–Њ –≤—Ц–і—Е–Є–ї–µ–љ–љ—П —Д–Њ—А–Љ–Є –є —А–Њ–Ј—В–∞—И—Г–≤–∞–љ–љ—П –њ–Њ–≤–µ—А—Е–Њ–љ—М –љ–µ —А–µ–≥–ї–∞–Љ–µ–љ—В—Г—О—В—М—Б—П, —В–Њ –Ј–∞–≥–∞–ї—М–љ–Є–є –і–Њ–њ—Г—Б–Ї –і–Њ—А—Ц–≤–љ—О—Ф –і–Њ–њ—Г—Б–Ї—Г –љ–∞ —А–Њ–Ј–Љ—Ц—А –і–µ—В–∞–ї—Ц.
–†—Ц–≤–µ–љ—М —В–Њ—З–љ–Њ—Б—В—Ц –Њ–±—А–Њ–±–Ї–Є. –Ю–±—А–Њ–±–Ї–∞ –і–µ—В–∞–ї—Ц –≤–µ–і–µ—В—М—Б—П –љ–∞ –≤–µ—А—Б—В–∞—В—Ц –љ–Њ—А–Љ–∞–ї—М–љ–Њ—Ч —В–Њ—З–љ–Њ—Б—В—Ц –Ј —А—Г—З–љ–Є–Љ –Ї–µ—А—Г–≤–∞–љ–љ—П–Љ. –Т—Ц–і–њ–Њ–≤—Ц–і–љ–Њ –і–Њ —В–∞–±–ї. 3.12 —А—Ц–≤–µ–љ—М —В–Њ—З–љ–Њ—Б—В—Ц –Њ–±—А–Њ–±–Ї–Є - –Ј–љ–Є–ґ–µ–љ–Є–є.
–Я—А–Є –Ј–љ–Є–ґ–µ–љ–Њ–Љ—Г —А—Ц–≤–љ—Ц —В–Њ—З–љ–Њ—Б—В—Ц –Њ–±—А–Њ–±–Ї–Є –Ј–љ–∞—З–µ–љ–љ—П –њ—А–Є–њ—Г—Б–Ї—Г –≤–∞—А—В–Њ –њ—А–Є–є–Љ–∞—В–Є –љ–∞ 1 —А—П–і–Њ–Ї –љ–Є–ґ—З–µ —Ц–љ—В–µ—А–≤–∞–ї—Г –і—Ц–є—Б–љ–Њ–≥–Њ –і–Њ–њ—Г—Б–Ї—Г. –Ґ–Є–њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ - —Б–µ—А—Ц–є–љ–µ. –Ф–ї—П –≤–Є–ї–Є–≤–Ї—Ц–≤ –і—А—Ц–±–љ–Њ—Б–µ—А—Ц–є–љ–Њ–≥–Њ –є –Њ–і–Є–љ–Є—З–љ–Њ–≥–Њ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ –і–Њ–њ—Г—Б–Ї–∞—Ф—В—М—Б—П –њ—А–Є–Ј–љ–∞—З–∞—В–Є –Ј–±—Ц–ї—М—И–µ–љ—Ц –Ј–љ–∞—З–µ–љ–љ—П –њ—А–Є–њ—Г—Б–Ї—Ц–≤, —Й–Њ –≤—Ц–і–њ–Њ–≤—Ц–і–∞—О—В—М —Ц–љ—В–µ—А–≤–∞–ї–∞–Љ –Ј–∞–≥–∞–ї—М–љ–Є—Е –і–Њ–њ—Г—Б–Ї—Ц–≤, —А–Њ–Ј—В–∞—И–Њ–≤–∞–љ–Є–Љ —Г —В–∞–±–ї. 3.14 –≤—Ц–і–њ–Њ–≤—Ц–і–љ–Њ –љ–∞ 1 —Ц 2 —А—П–і–Ї–Є –љ–Є–ґ—З–µ —Ц–љ—В–µ—А–≤–∞–ї—Г –і—Ц–є—Б–љ–Њ–≥–Њ –і–Њ–њ—Г—Б–Ї—Г.
–Ґ–Є–њ –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц - –њ–Њ–≤–µ—А—Е–љ—П –Њ–±–µ—А—В–∞–љ–љ—П. –Ч —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ –њ—А–Є–Љ—Ц—В–Ї–Є, –њ–Њ–ї–Њ–≤–Є–љ–љ–Є–є –і–Њ–њ—Г—Б–Ї –і–Њ—А—Ц–≤–љ—О—Ф 1,2/2 = 0,6 –Љ–Љ.
–Я–Њ —В–∞–±–ї. 3.14 –і–ї—П –і–Њ–њ—Г—Б–Ї—Г 0,6 –Љ–Љ —З–Є—Б—В–Њ–≤–Њ—Ч –Њ–±—А–Њ–±–Ї–Є –і–ї—П 6-–≥–Њ —А—П–і—Г –њ—А–Є–њ—Г—Б–Ї—Г –Ј–∞–≥–∞–ї—М–љ–Є–є –њ—А–Є–њ—Г—Б–Ї –і–Њ—А—Ц–≤–љ—О—Ф 2,2 –Љ–Љ. –Ч —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ —А—Ц–≤–љ—П —В–Њ—З–љ–Њ—Б—В—Ц –Њ–±—А–Њ–±–Ї–Є –њ—А–Є–њ—Г—Б–Ї –њ–Њ–≤–Є–љ–µ–љ –њ—А–Є–Ј–љ–∞—З–∞—В–Є—Б—П –љ–∞ 1 —А—П–і–Њ–Ї –љ–Є–ґ—З–µ —Ц–љ—В–µ—А–≤–∞–ї—Г –і—Ц–є—Б–љ–Њ–≥–Њ –і–Њ–њ—Г—Б–Ї—Г, —В–Њ–±—В–Њ –≤ –і—Ц–∞–њ–∞–Ј–Њ–љ—Ц –њ–Њ–љ–∞–і 1,5 –і–Њ 2,2 –Љ–Љ, —В–Њ–±—В–Њ –Ј–∞–≥–∞–ї—М–љ–Є–є –њ—А–Є–њ—Г—Б–Ї –љ–∞ —Б—В–Њ—А–Њ–љ—Г —Б–Ї–ї–∞–і–µ 2,2 –Љ–Љ - —Ж–µ —Б—Г–Љ–∞—А–љ–Є–є –њ—А–Є–њ—Г—Б–Ї –љ–∞ –≤—Б—Ц –њ–µ—А–µ—Е–Њ–і–Є –Њ–±—А–Њ–±–Ї–Є: —З–Њ—А–љ–Њ–≤–Є–є, –љ–∞–њ—Ц–≤—З–Є—Б—В–Њ–≤–Є–є, —З–Є—Б—В–Њ–≤–Є–є —Ц —В–Њ–љ–Ї–Њ—Ч. –Т—Ц–і–њ–Њ–≤—Ц–і–љ–Њ –і–Њ —В–∞–±–ї. 3.14 —В—А–Є–і—Ж—П—В–Є–ї—Ц—В–љ—Ц–Љ–Є –і–ї—П –Ї–Њ–ґ–љ–Њ–≥–Њ –≤–Є–і—Г –Њ–±—А–Њ–±–Ї–Є –±—Г–і—Г—В—М:
—З–Њ—А–љ–Њ–≤–∞ - 0,5 –Љ–Љ;
–љ–∞–њ—Ц–≤—З–Є—Б—В–Њ–≤–∞ - 0,3 –Љ–Љ;
—З–Є—Б—В–Њ–≤–∞ - 0,2 –Љ–Љ
—В–Њ–љ–Ї–∞ - 0,1–Љ–Љ
–Ґ–∞–±–ї–Є—Ж—П 9
–Я—А–Є–њ—Г—Б–Ї–Є –є –і–Њ–њ—Г—Б–Ї–Є –љ–∞ –Њ–±—А–Њ–±–ї—О–≤–∞–љ—Ц –њ–Њ–≤–µ—А—Е–љ—Ц
|
–Я–Њ–≤–µ—А—Е–љ—П |
–†–Њ–Ј–Љ—Ц—А, –Љ–Љ |
–Я—А–Є–њ—Г—Б–Ї, –Љ–Љ |
–Ф–Њ–њ—Г—Б–Ї, –Љ–Љ |
–У—А–∞–љ–Є—З–љ–µ –≤—Ц–і—Е–Є–ї–µ–љ–љ—П, –Љ–Љ |
|
|
–Т–µ—А—Е–љ—Ф |
–Э–Є–ґ–љ—Ф |
||||
|
1. |
√Ш 145 |
4,0 |
0,9 |
0,6 |
0,3 |
|
2. |
√Ш 71 |
3,0 |
0,5 |
0,25 |
0,25 |
|
3. |
√Ш 45 |
2,0 |
0,3 |
0,1 |
0,2 |
|
4. |
√Ш 60 |
3,0 |
0,5 |
0,25 |
0,25 |
|
5. |
√Ш 100 |
2,2 |
0,6 |
0,3 |
0,3 |
|
6. |
42 |
2,5 |
0,5 |
0,2 |
0,3 |
|
7. |
16 |
2 |
0,3 |
0,2 |
0,1 |
4.2 –†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї —А–µ–ґ–Є–Љ—Ц–≤ —А—Ц–Ј–∞–љ–љ—П
–†–µ–ґ–Є–Љ–Є —А—Ц–Ј–∞–љ–љ—П –≤–њ–ї–Є–≤–∞—О—В—М –љ–∞ —В–Њ—З–љ—Ц—Б—В—М —Ц —П–Ї—Ц—Б—В—М –Њ–±—А–Њ–±–ї–µ–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц, –њ—А–Њ–і—Г–Ї—В–Є–≤–љ—Ц—Б—В—М —Ц —Б–Њ–±—Ц–≤–∞—А—В—Ц—Б—В—М –Њ–±—А–Њ–±–Ї–Є.
–†–µ–ґ–Є–Љ–Є —А—Ц–Ј–∞–љ–љ—П –≤–Є–Ј–љ–∞—З–∞—О—В—М—Б—П –≥–ї–Є–±–Є–љ–Њ—О —А—Ц–Ј–∞–љ–љ—П t, –Љ–Љ; –њ–Њ–і–∞—З–µ—О –љ–∞ –Њ–±–Њ—А–Њ—В S>–Њ>, –Љ–Љ/–њ—А–Њ –є —И–≤–Є–і–Ї—Ц—Б—В—М —А—Ц–Ј–∞–љ–љ—П V, –Љ/—Е–≤.
–Ю–њ–µ—А–∞—Ж—Ц—П 015: –Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–∞.
–£—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П - –Ґ–Њ–Ї–∞—А–љ–Њ-—А–µ–≤–Њ–ї—М–≤–µ—А–љ–Є–є –≤–µ—А—Б—В–∞—В 1–Э325, –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П - –Ґ—А—М–Њ—Е –Ї—Г–ї–∞—З–Ї–Њ–≤–Є–є –њ–∞—В—А–Њ–љ, —Й–Њ —Б–∞–Љ–Њ—Ж–µ–љ—В—А—Г—Ф.
–Т–Є—Е—Ц–і–љ—Ц –і–∞–љ—Ц: –і–µ—В–∞–ї—М - –Ї–Њ—А–њ—Г—Б –њ—Ц–і—И–Є–њ–љ–Є–Ї–∞, –Љ–∞—В–µ—А—Ц–∞–ї –Ј–∞–≥–Њ—В—Ц–≤–ї—Ц - –°–І 20 –Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 1412-85, –Њ–і–µ—А–ґ—Г–≤–∞–љ–∞ —И–Њ—А—Б—В–Ї—Ц—Б—В—М R>a>1,6 –љ–∞–њ—Ц–≤—В–µ–Љ–љ–Є–є.
–Ч–Љ—Ц—Б—В –Њ–њ–µ—А–∞—Ж—Ц—Ч: –Њ–±—В–Њ—З—Г–≤–∞–љ–љ—П –Ј–Њ–≤–љ—Ц—И–љ—М–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц O 145.
–†—Ц–Ј–∞–ї—М–љ–Є–є —Ц–љ—Б—В—А—Г–Љ–µ–љ—В: —А—Ц–Ј–µ—Ж—М –њ—А–Њ—Е—Ц–і–љ–Є–є –Ј–∞–≤–Ј—П—В–Є–є –Љ–∞—В–µ—А—Ц–∞–ї —А—Ц–ґ—Г—З–Њ—Ч —З–∞—Б—В–Є–љ–Є –Ґ5–Ъ10.
–У–ї–Є–±–Є–љ–∞ —А—Ц–Ј–∞–љ–љ—П t = 1,5 –Љ–Љ.
S>—В–∞–±–ї. >= 0,65 –Љ–Љ/–њ—А–Њ. [3, —Б.365]
–Э–Њ—А–Љ–∞—В–Є–≤–љ–Є–є –њ–µ—А—Ц–Њ–і —Б—В—Ц–є–Ї–Њ—Б—В—Ц: –Ґ–љ.> >= 60 —Е–≤.
–®–≤–Є–і–Ї—Ц—Б—В—М —А—Ц–Ј–∞–љ–љ—П:
V>—В–∞–±–ї. >= 170 –Љ/—Е–≤,
–І–∞—Б—В–Њ—В–∞ –Њ–±–µ—А—В–∞–љ–љ—П:
 ,
,
–і–µ D - –і—Ц–∞–Љ–µ—В—А –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц, D = 145 –Љ–Љ.
–£—В–Њ—З–љ–µ–љ–љ—П —З–∞—Б—В–Њ—В–Є –Њ–±–µ—А—В–∞–љ–љ—П –њ–Њ –њ–∞—Б–њ–Њ—А—В—Ц –≤–µ—А—Б—В–∞—В–∞: n = 350 –Њ/—Е–≤.
–Я–µ—А–µ—А–∞—Е—Г–≤–∞–љ–љ—П —И–≤–Є–і–Ї–Њ—Б—В—Ц —А—Ц–Ј–∞–љ–љ—П –Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ —Г—В–Њ—З–љ–µ–љ–Њ—Ч —З–∞—Б—В–Њ—В–Є –Њ–±–µ—А—В–∞–љ–љ—П:

–Т–Є–Ј–љ–∞—З–µ–љ–љ—П —Е–≤–Є–ї–Є–љ–љ–Њ—Ч –њ–Њ–і–∞—З—Ц:


–Ф–Њ–≤–ґ–Є–љ–∞ —А–Њ–±–Њ—З–Њ–≥–Њ —Е–Њ–і—Г:
L>—А. —Е. >= L>—А–µ–Ј. >+ –≤, –і–µ
L>—А–µ–Ј. >= 5 –Љ–Љ.
y =
 –і–Њ–≤–ґ–Є–љ–∞ –≤—А—Ц–Ј–∞–љ–љ—П —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞
–і–Њ–≤–ґ–Є–љ–∞ –≤—А—Ц–Ј–∞–љ–љ—П —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞
y = 5+2 = 7 –Љ–Љ.
L>—А. —Е> = 5 + 7 = 12 –Љ–Љ.
–†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —З–∞—Б—Г –Њ–±—А–Њ–±–Ї–Є:
 ,
,
–Ъ>—А>=1 - —З–Є—Б–ї–Њ —А–Њ–±–Њ—З–Є—Е —Е–Њ–і—Ц–≤
–Ч–Љ—Ц—Б—В –њ–µ—А–µ—Е–Њ–і—Г: —А–Њ–Ј—В–Њ—З–Є—В–Є –≤–љ—Г—В—А—Ц—И–љ—О —Ж–Є–ї—Ц–љ–і—А–Є—З–љ—Г –њ–Њ–≤–µ—А—Е–љ—О √Ш62–Э7+0,03 –Љ–Љ.
–†—Ц–Ј–∞–ї—М–љ–Є–є —Ц–љ—Б—В—А—Г–Љ–µ–љ—В: —А—Ц–Ј–µ—Ж—М —А–Њ–Ј—В–Њ—З—Г–≤–∞–ї—М–љ–Њ—Ч –њ—А–Њ—Е—Ц–і–љ–Є–є, –Љ–∞—В–µ—А—Ц–∞–ї —А—Ц–ґ—Г—З–Њ—Ч —З–∞—Б—В–Є–љ–Є –Ґ5–Ф–Ю10.
–У–ї–Є–±–Є–љ–∞ —А—Ц–Ј–∞–љ–љ—П t = 2,0 –Љ–Љ.
S>—В–∞–±–ї. >= 0,3 –Љ–Љ/–њ—А–Њ. [3, —Б.365]
–Э–Њ—А–Љ–∞—В–Є–≤–љ–Є–є –њ–µ—А—Ц–Њ–і —Б—В—Ц–є–Ї–Њ—Б—В—Ц: –Ґ–љ.> >= 60 —Е–≤.
–®–≤–Є–і–Ї—Ц—Б—В—М —А—Ц–Ј–∞–љ–љ—П: V>—В–∞–±–ї. >= 142 –Љ/—Е–≤,
–І–∞—Б—В–Њ—В–∞ –Њ–±–µ—А—В–∞–љ–љ—П:
,
–і–µ D - –і—Ц–∞–Љ–µ—В—А –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц, D = 62 –Љ–Љ.
–£—В–Њ—З–љ–µ–љ–љ—П —З–∞—Б—В–Њ—В–Є –Њ–±–µ—А—В–∞–љ–љ—П –њ–Њ –њ–∞—Б–њ–Њ—А—В—Ц –≤–µ—А—Б—В–∞—В–∞: n = 730 –њ—А–Њ/—Е–≤.
–Я–µ—А–µ—А–∞—Е—Г–≤–∞–љ–љ—П —И–≤–Є–і–Ї–Њ—Б—В—Ц —А—Ц–Ј–∞–љ–љ—П –Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ —Г—В–Њ—З–љ–µ–љ–Њ—Ч —З–∞—Б—В–Њ—В–Є –Њ–±–µ—А—В–∞–љ–љ—П:

–Т–Є–Ј–љ–∞—З–µ–љ–љ—П —Е–≤–Є–ї–Є–љ–љ–Њ—Ч –њ–Њ–і–∞—З—Ц:

–Ф–Њ–≤–ґ–Є–љ–∞ —А–Њ–±–Њ—З–Њ–≥–Њ —Е–Њ–і—Г:
L>—А. —Е. >= L>—А–µ–Ј. >+ –≤, –і–µ
L>—А–µ–Ј. >= 32 –Љ–Љ.
y =
–і–Њ–≤–ґ–Є–љ–∞ –≤—А—Ц–Ј–∞–љ–љ—П –є –њ–µ—А–µ–њ–µ—А–µ–≥–Њ–љ–Є
—Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞
y = 3+2 = 5 –Љ–Љ.
L>—А. —Е> = 32 + 5 = 37 –Љ–Љ.
–†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —З–∞—Б—Г –Њ–±—А–Њ–±–Ї–Є:
 ,
,
–Ъ>—А>=2 - —З–Є—Б–ї–Њ —А–Њ–±–Њ—З–Є—Е —Е–Њ–і—Ц–≤
–°–≤–µ—А–і–ї–Є–ї—М–љ–∞.
–Ч–Љ—Ц—Б—В –њ–µ—А–µ—Е–Њ–і—Г: —Б–≤–µ—А–і–ї–Є—В–Є –Њ—В–≤—Ц—А O12 –Љ–Љ.
–†—Ц–Ј–∞–ї—М–љ–Є–є —Ц–љ—Б—В—А—Г–Љ–µ–љ—В: —Б–≤–µ—А–і–µ–ї –Ј –Ї–Њ–љ—Ц—З–љ–Є–Љ —Е–≤–Њ—Б—В–Њ–≤–Є–Ї–Њ–Љ, —Й–Њ —А—Ц–ґ–µ —З–∞—Б—В–Є–љ–∞ –†6–Ь5.
S>—В–∞–±–ї. >= 0,3 –Љ–Љ/–њ—А–Њ. [3, —Б.425]
–Э–Њ—А–Љ–∞—В–Є–≤–љ–Є–є –њ–µ—А—Ц–Њ–і —Б—В—Ц–є–Ї–Њ—Б—В—Ц: –Ґ–љ.> >= 60 —Е–≤.
–®–≤–Є–і–Ї—Ц—Б—В—М —А—Ц–Ј–∞–љ–љ—П:
V>—В–∞–±–ї. >= 10 –Љ/—Е–≤, [3, —Б—В–Њ—А.120]
–І–∞—Б—В–Њ—В–∞ –Њ–±–µ—А—В–∞–љ–љ—П:
,
–і–µ D - –і—Ц–∞–Љ–µ—В—А –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Њ—Ч –њ–Њ–≤–µ—А—Е–љ—Ц, D = 12 –Љ–Љ.
–£—В–Њ—З–љ–µ–љ–љ—П —З–∞—Б—В–Њ—В–Є –Њ–±–µ—А—В–∞–љ–љ—П –њ–Њ –њ–∞—Б–њ–Њ—А—В—Ц –≤–µ—А—Б—В–∞—В–∞: n = 250 –њ—А–Њ/—Е–≤.
–Я–µ—А–µ—А–∞—Е—Г–≤–∞–љ–љ—П —И–≤–Є–і–Ї–Њ—Б—В—Ц —А—Ц–Ј–∞–љ–љ—П –Ј —Г—А–∞—Е—Г–≤–∞–љ–љ—П–Љ —Г—В–Њ—З–љ–µ–љ–Њ—Ч —З–∞—Б—В–Њ—В–Є –Њ–±–µ—А—В–∞–љ–љ—П:

–Т–Є–Ј–љ–∞—З–µ–љ–љ—П —Е–≤–Є–ї–Є–љ–љ–Њ—Ч –њ–Њ–і–∞—З—Ц:

–Ф–Њ–≤–ґ–Є–љ–∞ —А–Њ–±–Њ—З–Њ–≥–Њ —Е–Њ–і—Г:
L>—А. —Е. >= L>—А–µ–Ј. >+ –≤, –і–µ
L>—А–µ–Ј. >= 20 –Љ–Љ.
y =
–і–Њ–≤–ґ–Є–љ–∞ –≤—А—Ц–Ј–∞–љ–љ—П —Ц–љ—Б—В—А—Г–Љ–µ–љ—В–∞
y = 3+2 = 5 –Љ–Љ.
L>—А. —Е> = 20 + 5 = 25 –Љ–Љ.
–†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —З–∞—Б—Г –Њ–±—А–Њ–±–Ї–Є:
 ,
,
–Ъ>—А>=1 - —З–Є—Б–ї–Њ —А–Њ–±–Њ—З–Є—Е —Е–Њ–і—Ц–≤
4.3 –†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї —В–µ—Е–љ—Ц—З–љ–Є—Е –љ–Њ—А–Љ —З–∞—Б—Г
–Я—Ц–і —В–µ—Е–љ—Ц—З–љ–Њ –Њ–±“С—А—Г–љ—В–Њ–≤–∞–љ–Њ—О –љ–Њ—А–Љ–Њ—О —З–∞—Б—Г —А–Њ–Ј—Г–Љ—Ц—Ф—В—М—Б—П, —З–∞—Б –љ–µ–Њ–±—Е—Ц–і–љ–µ –і–ї—П –≤–Є–Ї–Њ–љ–∞–љ–љ—П –Ј–∞–і–∞–љ–Њ–≥–Њ –Њ–±'—Ф–Љ—Г —А–Њ–±–Њ—В–Є –њ—А–Є –њ–µ–≤–љ–Є—Е –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц–є–љ–Њ - —В–µ—Е–љ—Ц—З–љ–Є—Е —Г–Љ–Њ–≤–∞—Е. –£ —Б–µ—А—Ц–є–љ–Њ–Љ—Г –≤–Є—А–Њ–±–љ–Є—Ж—В–≤—Ц –≤–Є–Ј–љ–∞—З–∞—Ф—В—М—Б—П –љ–Њ—А–Љ–∞ —И—В—Г—З–љ–Њ-–Ї–∞–ї—М–Ї—Г–ї—П—Ж—Ц–є–љ–Њ–≥–Њ —З–∞—Б—Г –Ґ>—И-–Ї>:
–Ґ—И-–Ъ = ( –Ґ–њ-–Ч/n) +–Ґ>—И—В>
–Т–Є–Ј–љ–∞—З–∞—Ф–Љ–Њ –Ґ –≤—Б
–Ґ –≤—Б = t>—Г—Б—В> +t>–њ–µ—А> + t>–Є–Ј–Љ>
–Ґ–≤—Б = 0,7+0,12+0,26+0,26+0,11+0,8 = 2,2 —Е–≤.
–Т–Є–Ј–љ–∞—З–∞—Ф–Љ–Њ –Ґ —И—В. –і–Њ –Ј–∞ –љ–∞–є–±—Ц–ї—М—И–Є–Љ —З–∞—Б–Њ–Љ –Ґ–µ –є –љ–∞–є–Љ–µ–љ—И–Є—Е —А–µ–ґ–Є–Љ–∞—Е —А—Ц–Ј–∞–љ–љ—П:
–Ґ >–Њ–њ–µ—А. (—В–Њ–Ї–∞—А—Б—М–Ї–∞) >= –Ґ–µ+–Ґ–≤—Б = 10,5 + 1 = 11,5 —Е–≤
–Ґ >–Њ–њ–µ—А. (—А–Њ–Ј—В–Њ—З—Г–≤–∞–ї—М–љ–∞) >= –Ґ–µ+–Ґ–≤—Б = 1,66 + 2 = 3,66 —Е–≤
–Ґ >–Њ–њ–µ—А. (—Б–≤–µ—А–і–ї–Є–ї—М–љ–∞) >= –Ґ–µ+–Ґ–≤—Б = 8,6 + 1,4 = 10 —Е–≤
–Ґ >–Њ–њ–µ—А. (—И–ї—Ц—Д—Г–≤–∞–ї—М–љ–∞) >= –Ґ–µ+–Ґ–≤—Б = 5,5 + 2,5 = 8,0 —Е–≤
–Ґ >–Њ–њ–µ—А. (–∞–ї–Љ–∞–Ј–љ–Њ-—А–Њ–Ј—В–Њ—З—Г–≤–∞–ї—М–љ–∞) >= –Ґ–µ+–Ґ–≤—Б = 4,8 + 1,7 = 6,5 —Е–≤
–Ґ –і–Њ–њ = –Ґ –Њ–њ–µ—А —Е4% = 1,1 —Е 4% = 0,04 —Е–≤
–Ґ —И—В = –Ґ –Њ–њ–µ—А + –Ґ –і–Њ–њ. = 45+0,04 = 45,04 —Е–≤.
–Ґ–њ. –Ј = t>–љ–∞–ї> + t>–њ–Њ–ї. –Є–љ—Б—В> + t>–њ–Њ–і. –љ–∞–ї> = 5+7,5+8 = 20 —Е–≤.
–Ґ—И—В. –і–Њ = –Ґ–њ. –Ј/n+ –Ґ—И—В = 20/100 + 45,04 = 45,24 —Е–≤.
–Т–Є—Б–љ–Њ–≤–Њ–Ї
–Я—А–Њ–≤—Ц–і–љ–∞ —А–Њ–ї—М —Г –њ—А–Є—Б–Ї–Њ—А–µ–љ–љ—Ц –љ–∞—Г–Ї–Њ–≤–Њ-—В–µ—Е–љ—Ц—З–љ–Њ–≥–Њ –њ—А–Њ–≥—А–µ—Б—Г, –њ—Ц–і–љ—П—В—В—О –†–Њ—Б—Ц—Ч –љ–∞ —Б–≤—Ц—В–Њ–≤–Є–є —А—Ц–≤–µ–љ—М —Г —Б—Д–µ—А—Ц –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ –њ–Њ–Ї–ї–Є–Ї–∞–љ–Њ –Ј—Ц–≥—А–∞—В–Є –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—П, —Й–Њ —Г –љ–∞–є–Ї–Њ—А–Њ—В—И–Є–є —В–µ—А–Љ—Ц–љ –љ–µ–Њ–±—Е—Ц–і–љ–Њ –њ—Ц–і–љ—П—В–Є –љ–∞ –≤–Є—Й–Є–є —В–µ—Е–љ—Ц—З–љ–Є–є —А—Ц–≤–µ–љ—М. –¶—Ц–ї—М –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—П - –Ј–Љ—Ц–љ–∞ —Б—В—А—Г–Ї—В—Г—А–Є –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞, –њ—Ц–і–≤–Є—Й–µ–љ–љ—П —П–Ї—Ц—Б–љ–Є—Е —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї –Љ–∞—И–Є–љ —Ц –≤—Б—В–∞—В–Ї—Г–≤–∞–љ–љ—П. –Я–µ—А–µ–і–±–∞—З–∞—Ф—В—М—Б—П –Ј–і—Ц–є—Б–љ–Є—В–Є –њ–µ—А–µ—Е—Ц–і –і–Њ –µ–Ї–Њ–љ–Њ–Љ—Ц–Ї–Є –≤–Є—Й–Њ—Ч –Њ—А–≥–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –є –µ—Д–µ–Ї—В–Є–≤–љ–Њ—Б—В—Ц —Ц–Ј –≤—Б–µ–±—Ц—З–љ–Њ —А–Њ–Ј–≤–Є–љ–µ–љ–Є–Љ–Є —Б–Є–ї–∞–Љ–Є, –Ј—А—Ц–ї–Є–Љ–Є –≤–Є—А–Њ–±–љ–Є—З–Є–Љ–Є –≤—Ц–і–љ–Њ—Б–Є–љ–∞–Љ–Є, –љ–∞–ї–∞–≥–Њ–і–ґ–µ–љ–Є–Љ –≥–Њ—Б–њ–Њ–і–∞—А—Б—М–Ї–Є–Љ –Љ–µ—Е–∞–љ—Ц–Ј–Љ–Њ–Љ. –Ґ–∞–Ї–∞ —Б—В—А–∞—В–µ–≥—Ц—З–љ–∞ –ї—Ц–љ—Ц—П –і–µ—А–ґ–∞–≤–Є.
–Я—А–µ–і–Љ–µ—В–Њ–Љ –і–Њ—Б–ї—Ц–і–ґ–µ–љ–љ—П –є —А–Њ–Ј—А–Њ–±–Ї–Є –≤ —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—Ч –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—П —Ф –≤–Є–і–Є –Њ–±—А–Њ–±–Ї–Є, –≤–Є–±—Ц—А –Ј–∞–≥–Њ—В—Ц–≤–µ–ї—М, —П–Ї—Ц—Б—В—М –Њ–±—А–Њ–±–ї—О–≤–∞–љ–Є—Е –њ–Њ–≤–µ—А—Е–Њ–љ—М, —В–Њ—З–љ—Ц—Б—В—М –Њ–±—А–Њ–±–Ї–Є –є –њ—А–Є–њ—Г—Б–Ї–Є –љ–∞ –љ–µ—Ч, –±–∞–Ј—Г–≤–∞–љ–љ—П –Ј–∞–≥–Њ—В—Ц–≤–µ–ї—М; —Б–њ–Њ—Б–Њ–±–Є –Љ–µ—Е–∞–љ—Ц—З–љ–Њ—Ч –Њ–±—А–Њ–±–Ї–Є –њ–Њ–≤–µ—А—Е–Њ–љ—М - –њ–ї–Њ—Б–Ї–Є—Е, —Ж–Є–ї—Ц–љ–і—А–Є—З–љ–Є—Е —Ц —Ц–љ.; –Љ–µ—В–Њ–і–Є –≤–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ—П —В–Є–њ–Њ–≤–Є—Е –і–µ—В–∞–ї–µ–є - –Ї–Њ—А–њ—Г—Б—Ц–≤, –≤–∞–ї—Ц–≤, –Ј—Г–±—З–∞—Б—В–Є—Е –Ї–Њ–ї—Ц—Б —Ц —Ц–љ.; –њ—А–Њ—Ж–µ—Б–Є —Б–Ї–ї–∞–і–∞–љ–љ—П (—Е–∞—А–∞–Ї—В–µ—А —Б–њ–Њ–ї—Г–Ї–Є –і–µ—В–∞–ї–µ–є —Ц –≤—Г–Ј–ї—Ц–≤, –њ—А–Є–љ—Ж–Є–њ–Є –Љ–µ—Е–∞–љ—Ц–Ј–∞—Ж—Ц—Ч –є –∞–≤—В–Њ–Љ–∞—В–Є–Ј–∞—Ж—Ц—Ч —Б–Ї–ї–∞–і–∞–ї—М–љ–Є—Е —А–Њ–±—Ц—В); –Ї–Њ–љ—Б—В—А—Г—О–≤–∞–љ–љ—П –њ—А–Є—Б—В–Њ—Б—Г–≤–∞–љ—М.
–Ю—Б–љ–Њ–≤–љ–Є–Љ–Є –љ–∞–њ—А—П–Љ–Ї–∞–Љ–Є —А–Њ–Ј–≤–Є—В–Ї—Г —Б—Г—З–∞—Б–љ–Њ—Ч —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—Ч: –њ–µ—А–µ—Е—Ц–і –≤—Ц–і –њ–µ—А–µ—А–Є–≤—З–∞—Б—В–Є—Е, –і–Є—Б–Ї—А–µ—В–љ–Є—Е —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –њ—А–Њ—Ж–µ—Б—Ц–≤ –і–Њ –±–µ–Ј–њ–µ—А–µ—А–≤–љ–Є–Љ –∞–≤—В–Њ–Љ–∞—В–Є–Ј–Њ–≤–∞–љ–Є–Љ, —Й–Њ –Ј–∞–±–µ–Ј–њ–µ—З—Г—Ф –Ј–±—Ц–ї—М—И–µ–љ–љ—П –Љ–∞—Б—И—В–∞–±—Ц–≤ –≤–Є—А–Њ–±–љ–Є—Ж—В–≤–∞ —Ц —П–Ї–Њ—Б—В—Ц –њ—А–Њ–і—Г–Ї—Ж—Ц—Ч; –≤–њ—А–Њ–≤–∞–і–ґ–µ–љ–љ—П –±–µ–Ј–≤—Ц–і—Е—Ц–і–љ–Њ—Ч —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—Ч –і–ї—П –љ–∞–є–±—Ц–ї—М—И –њ–Њ–≤–љ–Њ–≥–Њ –≤–Є–Ї–Њ—А–Є—Б—В–∞–љ–љ—П —Б–Є—А–Њ–≤–Є–љ–Є, –Љ–∞—В–µ—А—Ц–∞–ї—Ц–≤, –µ–љ–µ—А–≥—Ц—Ч, –њ–∞–ї–Є–≤–∞ –є –њ—Ц–і–≤–Є—Й–µ–љ–љ—П –њ—А–Њ–і—Г–Ї—В–Є–≤–љ–Њ—Б—В—Ц –њ—А–∞—Ж—Ц; —Б—В–≤–Њ—А–µ–љ–љ—П –≥–љ—Г—З–Ї–Є—Е –≤–Є—А–Њ–±–љ–Є—З–Є—Е —Б–Є—Б—В–µ–Љ, —И–Є—А–Њ–Ї–µ –≤–Є–Ї–Њ—А–Є—Б—В–∞–љ–љ—П —А–Њ–±–Њ—В—Ц–≤ —Ц —В–µ—Е–љ–Њ–ї–Њ–≥—Ц—З–љ–Є—Е –Ї–Њ–Љ–њ–ї–µ–Ї—Б—Ц–≤ —Г –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц –є –њ—А–Є–ї–∞–і–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц.
–°–њ–Є—Б–Њ–Ї –ї—Ц—В–µ—А–∞—В—Г—А–Є
–Ф–Х–†–Ц–°–Ґ–Р–Э–Ф–Р–†–Ґ 26645-85. –Т–Є–ї–Є–≤–Ї–∞ –Ј –Љ–µ—В–∞–ї—Ц–≤ —Ц —Б–њ–ї–∞–≤—Ц–≤.
–Ф–Њ–≤—Ц–і–љ–Є–Ї —В–µ—Е–љ–Њ–ї–Њ–≥–∞ - –Љ–∞—И–Є–љ–Њ–±—Г–і—Ц–≤–љ–Є–Ї–∞. –Т 2-—Е—В. –Ґ.1 / –Я—Ц–і —А–µ–і. –Р.–Ь. –Ф–∞–ї—М—Б–Ї–Њ–≥–Њ, –Ю.–У. –°—Г—Б–ї–Њ–≤–∞ вАУ –Ъ., 2003
–Ф–Њ–≤—Ц–і–љ–Є–Ї —В–µ—Е–љ–Њ–ї–Њ–≥–∞ - –Љ–∞—И–Є–љ–Њ–±—Г–і—Ц–≤–љ–Є–Ї–∞. –Т 2-—Е —В. –Ґ.2 / –Я—Ц–і —А–µ–і. –Р.–Ь. –Ф–∞–ї—М—Б–Ї–Њ–≥–Њ, –Ю.–У. –°—Г—Б–ї–Њ–≤–∞, - –Ъ., 2003
–†–Њ–Ј—А–∞—Е—Г–љ–Њ–Ї –њ—А–Є–њ—Г—Б–Ї—Ц–≤ —Ц —А–Њ–Ј–Љ—Ц—А—Ц–≤ —Г –Љ–∞—И–Є–љ–Њ–±—Г–і—Г–≤–∞–љ–љ—Ц: / –ѓ.–Ь. –†–∞–і–Ї–µ–≤–Є—З —Ц —Ц–љ.; –Ј–∞ —А–µ–і–∞–Ї—Ж—Ц—Ф—О –Т.–Р. –Ґ—Ц–Љ—Ц—А—П–Ј—Ф–≤–∞. вАУ –Ъ., 2004
–Р–љ—Б–µ—А–Њ–≤ –Ь.–Р. –Я—А–Є—Б—В–Њ—Б—Г–≤–∞–љ–љ—П –і–ї—П –Љ–µ—В–∞–ї–Њ—А—Ц–Ј–∞–ї—М–љ–Є—Е –≤–µ—А—Б—В–∞—В—Ц–≤. вАУ –Ъ., 1995
–Р–љ—Г—А—М—Ф–≤ –Т.–Ж. –Ф–Њ–≤—Ц–і–љ–Є–Ї –Ї–Њ–љ—Б—В—А—Г–Ї—В–Њ—А–∞ - –Љ–∞—И–Є–љ–Њ–±—Г–і—Ц–≤–љ–Є–Ї–∞. –Ъ., 1992 - –Ґ1.
–Т–Є–±—Ц—А –ї–Є—В—В—П –є –њ—А–Њ–µ–Ї—В—Г–≤–∞–љ–љ—П –Ї—А–µ—Б–ї–µ–љ–љ—П –≤–Є–ї–Є–≤–Ї–Є: –Ь–µ—В–Њ–і. –≤–Ї–∞–Ј—Ц–≤–Ї–Є. / –°–Њ—Б—В.: –Т.–Ю. –Ы–Є—В–≤–Є–љ–µ–љ–Ї–Њ, –Ѓ.–°. –Ъ–Њ—Б–Њ—А–Њ—В–Њ–≤–∞ вАУ –Ъ., 1996