Автоматизация производства закваски для кисломолочных напитков
Министерство сельского хозяйства Российской Федерации
ФГОУ ВПО «Ульяновская сельскохозяйственная академия»
Факультет: Технология и управление аграрным производством
Курсовая работа
по дисциплине:
Автоматизация систем управления технологическими процессами
По теме
Автоматизация производства закваски для кисломолочных напитков
Димитровград- 2010
Содержание
Технологическая часть
Схема технологического процесса производства
Автоматизация производства закваски непрерывным способом
Подбор средств измерения и автоматизации
Метрологическая карта № 1
Метрологическая карта № 2
Техника безопасности и охрана труда
Охрана окружающей среды
Список использованной литературы
Введение
Автоматизация производства - это процесс, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам. Главная цель автоматизации производства заключается в повышении производительности труда, улучшении качества выпускаемой продукции, создании условий для оптимального использования всех ресурсов производства.
Основоположником классической теории автоматического регулирования является профессор И.А. Вышнеградский, который в 1876 г. построил график областей устойчивости диаграмма Вышнеградского - и впервые стал рассматривать регулятор и объект регулирования как единую динамическую систему. Значительный вклад в развитие теории автоматического регулирования внёс русский математик А.М. Ляпунов, доказавший ряд оригинальных теорем и динамических систем. Наибольшей известностью пользуются его методы для исследования нелинейных систем.
Автоматизация является одним из основных факторов современной научно-технической революции. В основе автоматизации производства лежит системный подход к анализу и синтезу объектов управления, а также к построению и использованию комплекса технических средств автоматического управления, регулирования и контроля. В автоматических системах широко используются новейшие достижения науки и техники. В отрасли молочного производства наблюдается частичная и комплексная автоматизация производственных процессов. Частичная автоматизация это автоматизация отдельных производственных операций. Она осуществляется в тех случаях, когда непосредственное управление сложными процессами, например термической обработкой колбасных изделий или работой пастеризационно-охладительной установки, становится практически недоступно для человека. При комплексной автоматизации производственных процессов участок, цех, завод и т.д. действуют как единый взаимосвязанный автоматический комплекс, например линия по производству сосисок и др. Комплексная автоматизация целесообразна в условиях высокомеханизированного производства на базе совершенной технологии и прогрессивных методов управления с применением средств измерений, автоматизации и вычислительной техники. Наряду с автоматическими системами управления, когда человек только следит за состоянием средств автоматизации, применяют автоматизированные системы управления (АСУ), в которых он активно участвует непосредственно в самом процессе управления. Автоматизированные системы управления это человеко-машинные системы, использующие в качестве технической базы электронные вычислительные машины (ЭВМ). В отрасли созданы и успешно работают автоматизированные системы управления технологическими процессами, предложивший, методы для исследования устойчивости и поведения (АСУ ТП), автоматизированные системы управления предприятиями (АСУП) и отраслевая автоматизированная система (ОАСУ). Автоматизированная система управления технологическими процессами (АСУ ТП) человеко-машинная система, обеспечивающая сбор, обработку информации и управление технологическими объектами в соответствии с принятыми критериями. Под технологическими объектами управления (ТОУ) понимается совокупность технологического оборудования и реализованного на нём по соответствующим регламентам технологического процесса производства. Совместно действующие ТОУ и АСУТП составляют автоматизированный технологический комплекс (АТК). АСУ ТП обладают широкими функциональными возможностями, гибкостью к изменению алгоритмов их работы, создаются на базе однородных аппаратных средств, имеют более высокий уровень автоматизации за счёт интеграции функций управления и применения новых средств измерения. Развитие теории автоматического регулирования послужило основой для развития кибернетики науки об управлении, связи и переработке информации. Кибернетические принципы управления нашли своё применение практически во всех сферах деятельности человека: управление технологическим процессом, производством, наукой, торговлей, бытовым обслуживанием и т.д
Технологическая часть
Схема технологического процесса производства закваски непрерывным способом
Свежее молоко из промежуточного
бака
Стерилизация
при температуре
 ,
,
Охлаждение
до температуры
 .
.
Культивирование
при рН
 ,
и t
,
и t
 ,
,
Культивирование
при рН
 ,
и t
,
и t
 ,
,
Охлаждение
до температуры
 .
.
Фасовка, упаковка
Описание технологического процесса
Стерилизация
Молоко стерилизуют в емкостях
для стерилизации молока при температуре
 в течение 28-32 мин или в трубчатых
стерилизаторах при температуре
в течение 28-32 мин или в трубчатых
стерилизаторах при температуре
 5-10 с. Затем молоко охлаждают до температуры
5-10 с. Затем молоко охлаждают до температуры
 ,
передавливают в ферментер углекислым
газом и освобождается от кислорода
путем барботажа углекислым газом
(18-20-кратное замещение газовой фазы
методом заполнения-выпуска газа или
непрерывным методом при заполненном
ферментере типа КС 36 на 75-80% - 40 мин при
скорости потока 0,5 л/мин, при давлении
0,3 кгс/см2). После завершения деоксигенации
в молоко вводят закваску передавливанием
углекислым газом из заквасочника или
ферментера.
,
передавливают в ферментер углекислым
газом и освобождается от кислорода
путем барботажа углекислым газом
(18-20-кратное замещение газовой фазы
методом заполнения-выпуска газа или
непрерывным методом при заполненном
ферментере типа КС 36 на 75-80% - 40 мин при
скорости потока 0,5 л/мин, при давлении
0,3 кгс/см2). После завершения деоксигенации
в молоко вводят закваску передавливанием
углекислым газом из заквасочника или
ферментера.
Культивирование
Сквашивание проводят при
температуре
в течение 6-8 ч при приготовлении
кисломолочного бифидумбактерина (штаммы
Bifidobakterium longum штамм В 379 М или Bifidobakterium
bifidum штамм 791, Bifidobakterium bifidum штамм ЛВА-3)
и 3-4 ч при приготовлении кисломолочного
лактобактерина (штаммы L. casei 37, L.plantarum
38, L.fermentum 39). После внесения закваски
необходимо перемешать содержимое
ферментеров или мешалкой (40-60 об. /мин)
или с помощью барботажа газом в течение
10-15 мин.
Процесс является завершенным
при достижении показателя рН 5,4-5,2. После
окончания процесса продукт охлаждают
до
 в
течение 20-30 мин путем подачи водопроводной
или охлажденной воды в систему
термостатирования ферментера. Затем
при медленном перемешивании (1-2 об/мин)
передают (передавливается углекислым
газом) на фасовку. Готовый продукт,
расфасованный при соблюдении правил
асептики, может храниться до 5 сут при
температуре
в
течение 20-30 мин путем подачи водопроводной
или охлажденной воды в систему
термостатирования ферментера. Затем
при медленном перемешивании (1-2 об/мин)
передают (передавливается углекислым
газом) на фасовку. Готовый продукт,
расфасованный при соблюдении правил
асептики, может храниться до 5 сут при
температуре
 .
.
Автоматизация производства закваски непрерывным способом
Процесс производства заквасок непрерывным способом состоит в культивировании молочных микроорганизмов в проточных условиях. Технологический процесс и автоматизированная установка для непрерывного производства заквасок, содержащих гомо- и гетероферментативные мезофильные стрептококки, разработаны во ВНИМИ Л.А. Банниковой, Л.П. Брусиловским, В.П. Свириновским. Функциональная схема системы управления данной установки приведена на чертеже.
Свежее молоко из промежуточного
бака I
плунжерным насосом-дозатором II
подается в двухсекционный проточный
теплообменник. В секции III
молоко стерилизуется при температуре
,
в секции IV
оно охлаждается ледяной
водой до температуры
.
Стерилизованное молоко, охлажденное
до температуры заквашивания, непрерывно
поступает в культиватор V.
В нем свежее молоко смешивается
с подсквашенным молоком. В культиваторе
поддерживается значение рН продукта,
равное
,
и температура
,
которые являются оптимальными для
накопления микробных клеток. Подсквашенное
молоко, содержащее значительное
количество гомо- и гетероферментативных
стрептококков, из культиватора V
через переливную трубу XI
поступает в культиватор VI,
где поддерживается значение
рН продукта, равное
 ,
и температура
.
Условия среды в культиваторе V
отличаются от условий в
культиваторе VI,
поэтому в последнем
накапливаются продукты жизнедеятельности
микроорганизмов (молочная и другие
кислоты, а также ароматические вещества)
и незначительно увеличивается объем
микрофлоры.
,
и температура
.
Условия среды в культиваторе V
отличаются от условий в
культиваторе VI,
поэтому в последнем
накапливаются продукты жизнедеятельности
микроорганизмов (молочная и другие
кислоты, а также ароматические вещества)
и незначительно увеличивается объем
микрофлоры.
Готовая закваска из культиватора
V
насосом VII
подается в теплообменник
VIII,
где охлаждается до температуры
,
откуда направляется на технологические
нужды. Сквашенное молоко перемешивается
лопастными мешалками.
Автоматическая система контроля и управления процессом должна выполнять следующие функции:
измерение, регистрацию и регулирование температур нагревания (стерилизации) молока и охлаждения его до температуры заквашивания;
измерение, регистрацию и регулирование рН продукта в культиваторах;
измерение и регистрацию температур в культиваторах и на выходе из охладителя закваски;
регулирование температур воды в рубашках культиваторов;
регулирование уровня продукта в промежуточном баке I и культиваторе VI;
измерение температур воды в рубашках культиваторов и давления молока и греющего пара в стерилизаторе III.
Температура стерилизации молока измеряется и регистрируется автоматическим электронным мостом 1а типа КСМ-3 с дисковой диаграммой, с пределами 0— 150° С. Прибор работает с термометром сопротивления 1 типа ТСП-175, установленным на выходе из секции стерилизации. В мост встроен пневматический ПИ-регулятор, поддерживающий заданную температуру стерилизации молока. В зависимости от температуры продукта регулятор изменяет подачу пара с помощью регулирующего клапана 2. Дистанционное управление клапаном производится при помощи байпасной панели 2а. Контактное устройство моста используется для световой сигнализации (лампа Л1) снижения температуры стерилизации молока.
Температура охлаждения молока измеряется, регистрируется и регулируется аналогичным прибором За, работающим с термометром сопротивления 3, установленным на выходе из секции охлаждения.
Пневматический регулятор, встроенный в прибор, поддерживает заданную температуру молока путем измерения расхода ледяной воды с помощью регулирующего клапана 4. Дистанционное управление клапаном 4 производится при помощи байпасной панели 4а. Контактное устройство моста осуществляет световую сигнализацию (лампа Л2) повышения температуры охлаждения молока. Давление продукта в стерилизаторе измеряется манометром 5 с разделительным устройством, а давления греющего пара — аналогичным манометром без разделительного устройства. Давление продукта должно быть на 0,04—0,05 МПа выше давления греющего пара. Требуемое давление продукта устанавливают краном X. Если давление продукта превышает требуемое, молоко через предохранительный клапан IX возвращается в промежуточный бак. Значение рН в культиваторе V измеряется прибором 6а типа рН-202 с диапазоном измерения 4-6,5 рН. Погружной датчик 6 типа ДПМ-21А прибора установлен в культиваторе. К выходным клеммам прибора 6а подключен автоматический электронный самопишущий потенциометр 66 типа КСП2 с позиционным регулирующим устройством, которое через промежуточный электропневматический клапан 7а типа ВВ-32 управляет переключающим клапаном 7 с пневматическим приводом. Если рН подсквашенного молока в культиваторе превышает заданное значение, клапан 7 переключает поток молока в промежуточный бак I. Клапан вновь переключает поток молока в культиватор, если рН ниже заданного значения. В культиваторе VI измерение, регистрация и регулирование рН продукта осуществляется аналогичным комплектом приборов 8, 8а, 86 и 9а, Заданное значение рН продукта в культиваторе поддерживается путем подачи свежего молока, поступающего через клапан 9, заданный уровень продукта в культиваторе VI кондуктометрическим регулятором уровня 10а, датчик 10 которого установлен в культиваторе. Готовая закваска отводится из культиватора VI насосом VII через переключающий клапан 11, который управляется от логического блока ЛБ. Последний срабатывает при достижении заданных значений рН и уровня продукта в культиваторе VI и через промежуточный электропневматический клапан 11а переключает клапан 11 на выпуск закваски.
При снижении уровня продукта или повышении рН клапан 11 переключает поток продукта обратно на вход насоса VII. О работе клапанов 7,9 и 11 сигнализируют лампы ЛЗ - Л5.
Заданная температура воды в рубашках культиваторов поддерживается с помощью полупроводниковых позиционных терморегуляторов типа ПТР-2. Датчики 12 и 14 терморегуляторов установлены в рубашках культиваторов. Релейный блок 12а управляет работой трубчатого нагревательного элемента 13 типа ТЭН-10, установленного в рубашке культиватора V. При снижении температуры воды в рубашке релейный блок 12а через магнитный пускатель включает нагревательный элемент 13, о работе которого сигнализирует лампа Л6. Если температура превышает заданную, нагревательный элемент отключается.
Для поддержания в продукте культиватора VI температуры 25°С в рубашку культиватора подается холодная вода, поступление которой регулируется электромагнитным клапаном 15, управляемым релейным блоком 14а. О работе электромагнитного клапана сигнализирует лампа Л7.
Температуры продукта в культиваторах и на выходе из охладителя измеряются и регистрируются термометрами сопротивления 16 —18 типа ТСП-175 с многоточечным электронным мостом 16а типа КСМ2. Температуры в рубашках культиваторов измеряются термометрами сопротивления 19 и 20, работающими с логометром 19а типа Л-64.
Предусмотрена блокировка, исключающая включение электродвигателей 21 мешалок при открытой крышке культиваторов. Для этого устанавливают конечные выключатели 22 типа ВПК-2110. Дистанционное управление электродвигателями 21, 23 и 24 мешалок и насосов производится кнопками со щита управления. Световая сигнализация включения электродвигателей осуществляется лампами Л8 и Л9. Уровень молока в промежуточном баке I регулируется поплавковым регулятором уровня 25.
Приборы и средства управления процессом непрерывного производства закваски размещены на щите управления, оснащенном мнемонической схемой, на которой расположены лампы сигнализации работы клапанов, электродвигателей мешалок, насосов, кнопки и переключатели управления.
Подбор средств измерения и автоматизации
Клапан с электрическим приводом конструкции ВНИМИ. Клапан типа КРАМ-1
Предназначен для автоматического регулирования потоком жидких и сгущенных молочных продуктов под вакууме»!. Его применяют и как отсчетный для перекрытия трубопровода. Клапан входит в комплект регулятора уровня АРУ-2 для вакуум-выпарных установок.
Клапан КРАМ-1
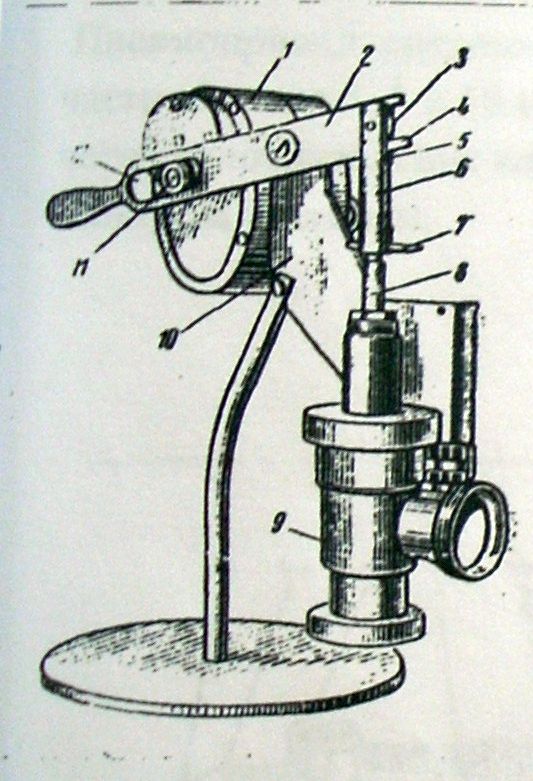
Он состоит из углового корпуса 9, исполнительного механизма 1 типа ПР-М, эксцентрикового механизма на выходном валу электродвигателя с на выходном валу электродвигателя с пальцем 11 и передаточного звена, служащего для привидения в движение рабочего органа клапана .Передаточное звено содержит рычаг2, шарнирно закрепленный на опорном кронштейне 10 и выполненный с вилкообразной прорезью 12, втулка 6 с прорезями 5, внутри которой размещена пружина, опорный ролик 3, установленный на втулке, и шток 8. Подпружиненная втулка 6 является амортизирующим устройством и прикреплен к штоку с помощью чеки 7.
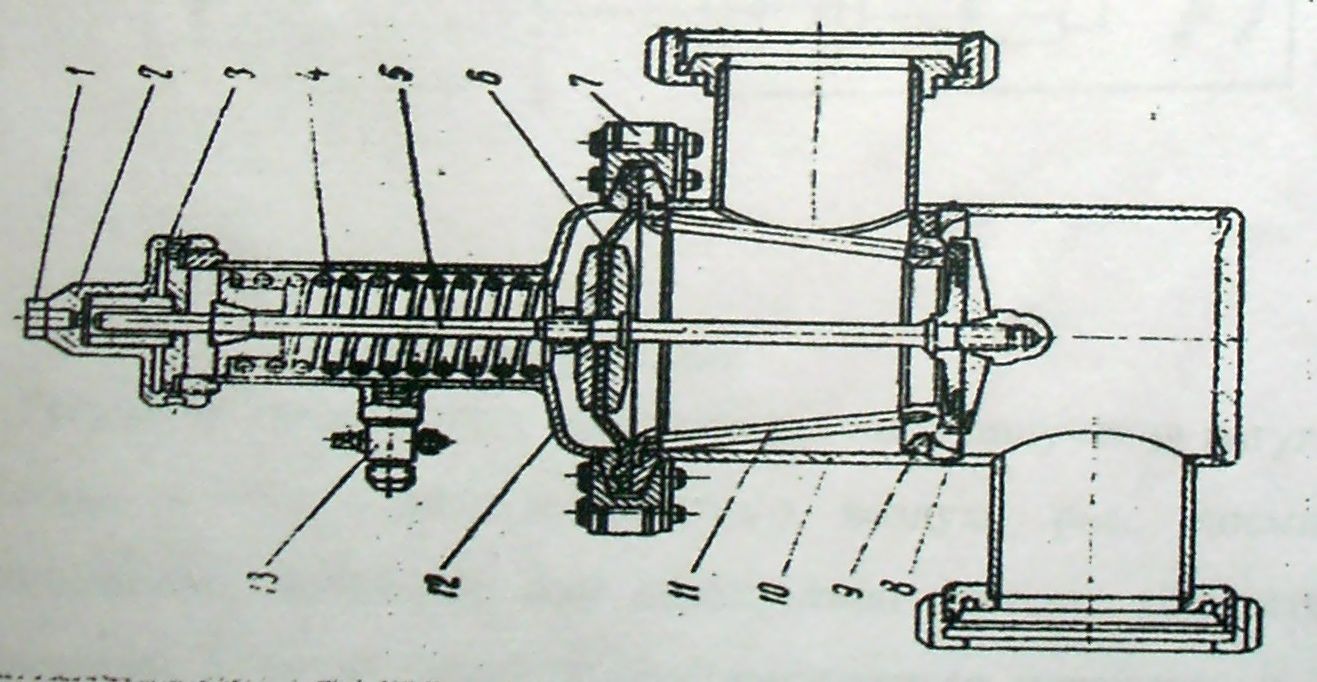
Клапан с мембранным пневмоническим приводом
Имеют модификации: ВЗ-клапан открыт при отсутствии подачи воздуха в исполнительный механизм и ВО- клапан закрыт при отсутствии подачи воздуха. Применяются запорные и переключающие клапаны. В переключающих клапанах ВЗ воздух через штуцер 1 подается пневмонический привод 14. Давление воздуха отжимается мембрана 13 и пружина 12 вниз. Запорный орган 3 клапана тоже перемещается в нижнее положение. Продукт, поступая в средний патрубок4, выходит через верхний 10. После выпуска воздуха запорный орган клапана под действием пружины возвращается в исходное положение.
Пневмопривод соединяется с корпусом клапана с помощью болтов2. Три части клапана 4, 5 и 10 соединяются друг с другом хомутом 6,8 с рукояткой 7 через уплотнительное кольцо.
Запорный клапан
Между корпусом клапана и пневмоническим приводом гибкая разделительная мембрана 11 для исключения попадания продукта в пневматический привод. Для дистанционного указания положения клапана используется микропереключатель, который сигнализирует положение «закрыто» или «открыт» В переключающих клапанах типа ВО возвратная пружина ставится над мембраной исполнительного механизм. Воздух подается в них под мембрану. При выпуске сжатого воздуха золотник клапана под действием пружины возвращается в исходное положение. Материалы деталей, соприкасающиеся с продуктом, - нержавеющая сталь и пищевая резина
.
Пи-регулятор
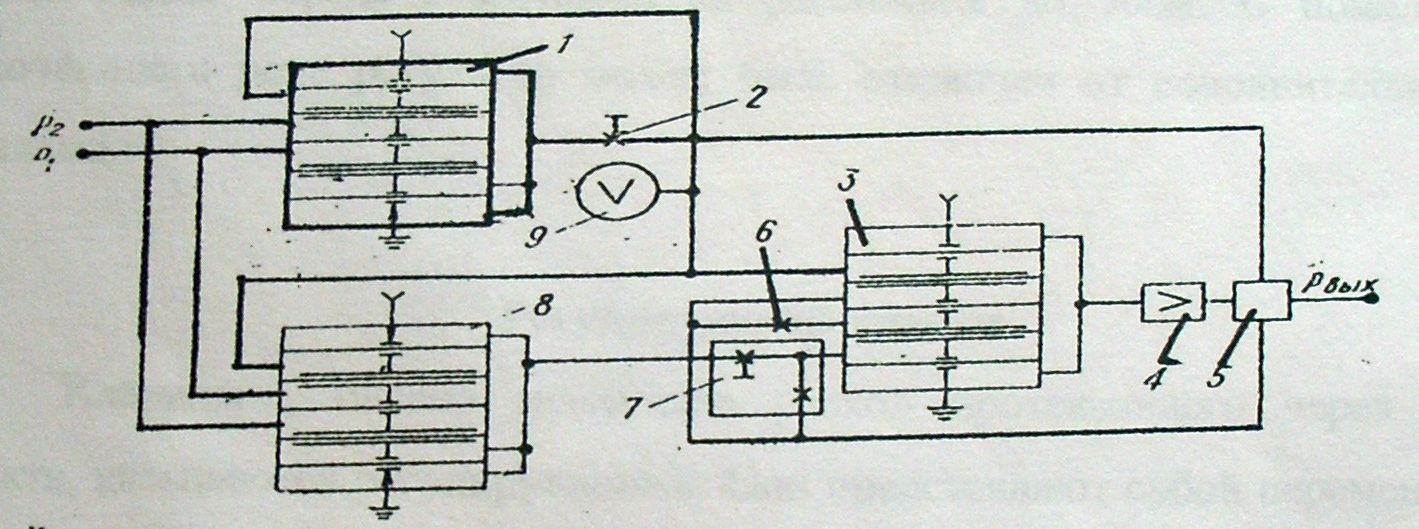
Регулятор предназначен для непрерывного получения регулирующего воздействия в виде давления сжатого воздуха рвых, посылаемого к исполнительному механизму или какому-либо другому элементу системы регулирования с целью поддержания измеряемого параметра на заданном уровне, соответствующем ПИ-закону регулирования.
Регулятор состоит из трех элементов сравнения 1, 8 и 3, усилителя мощности 4, регулируемого дросселя 2, постоянного дросселя 6, сумматора7, пневмонической емкости 9, выключающего реле 5. Действие регулятора основано на принципе компенсации сил. Элементы 8 представляют поступающие от задатчика р2, датчика измеряемого параметра р2 действуют на мембраны устройства, уравновешиваются силами, развиваемыми действием давления сжатого воздуха на мембраны отрицательной и(3) положительной обратных связей. Пропорциональная составляющая регулятора вводится путем воздействия на отрицательную обратную связь, астатическая составляющая - на положительную обратную связь. Степень воздействия этих составляющих настраивается регулируемыми дросселями диапазона дросселирования и времени изодрома. Суммарное воздействие на выходное давление рвых обеих составляющих обрабатывается элементом сравнения 3. Усилитель мощности 4 обеспечивает передачу сигналов на расстояние до 300м. С помощью выключающего реле регулятор может быть отключен от исполнительного механизма.
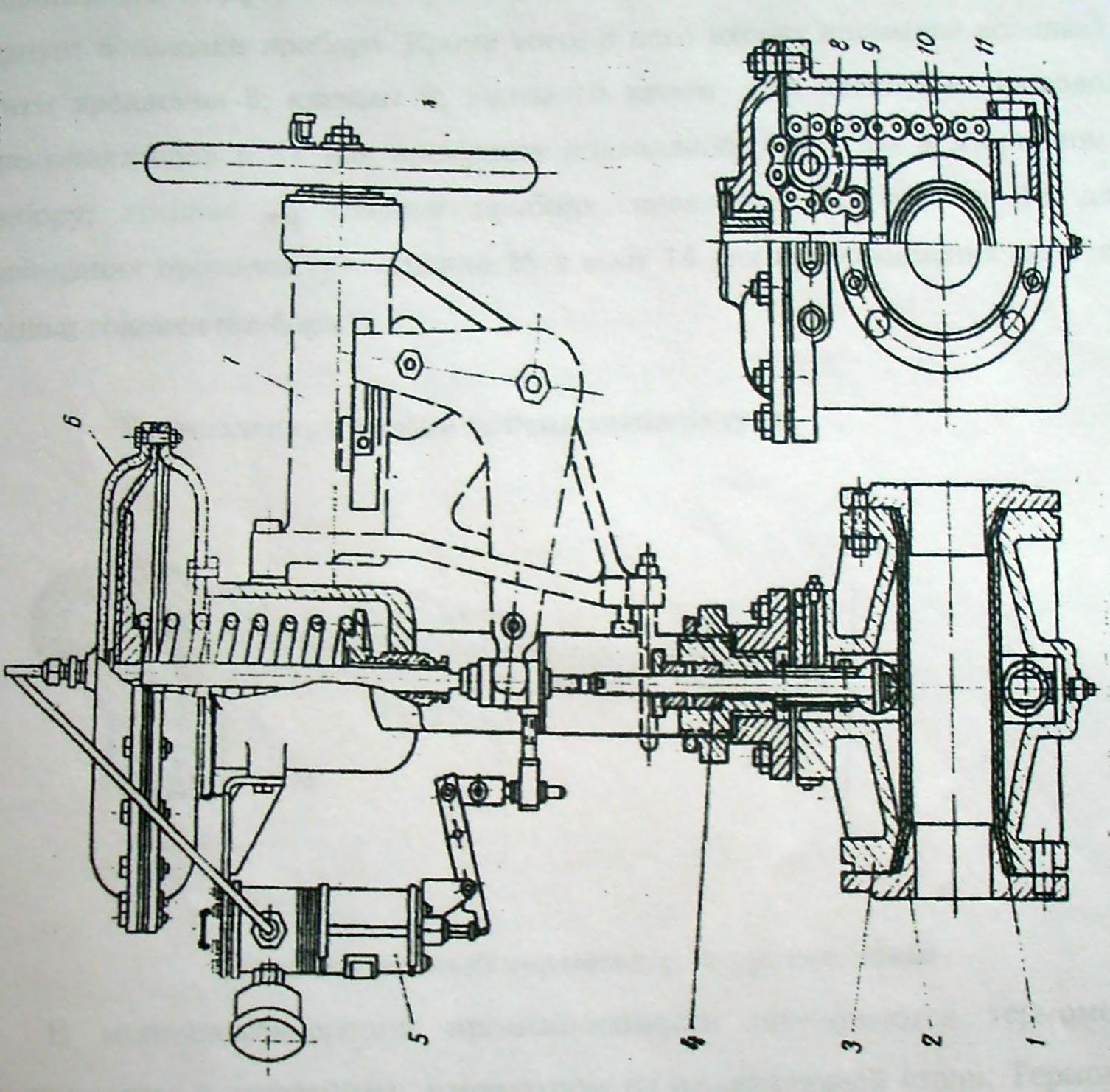
Регулирующий клапан
Клапаны, плавно меняющие расход протекающего через них продукта, называются регулирующими. Они представляют собой переменные гидравлические сопротивления, устанавливаемые на трубопроводе для продукта и управляемые автоматическим регулятором. Поток продукта регулируется путем изменения проходного сечения.
Основной деталью регулирующего органа является отрезок шланга 1 из пищевой резины. Он находится внутри чугунного корпуса 3. Концы его прижаты к корпусу конусными фланцами 2. Шланг пережимается одновременно сверху и снизу валиками 9 и 11. Они связаны между собой двумя втулочно-роликовыми цепями 10, которые входят в зацепление со звездочками 8. В верхней крышке регулирующего органа предусмотрен сальник 4, предназначенный для уменьшения потерь продукта в случае разрушения шланга.
Регулирующий шланговый клапан КРШ
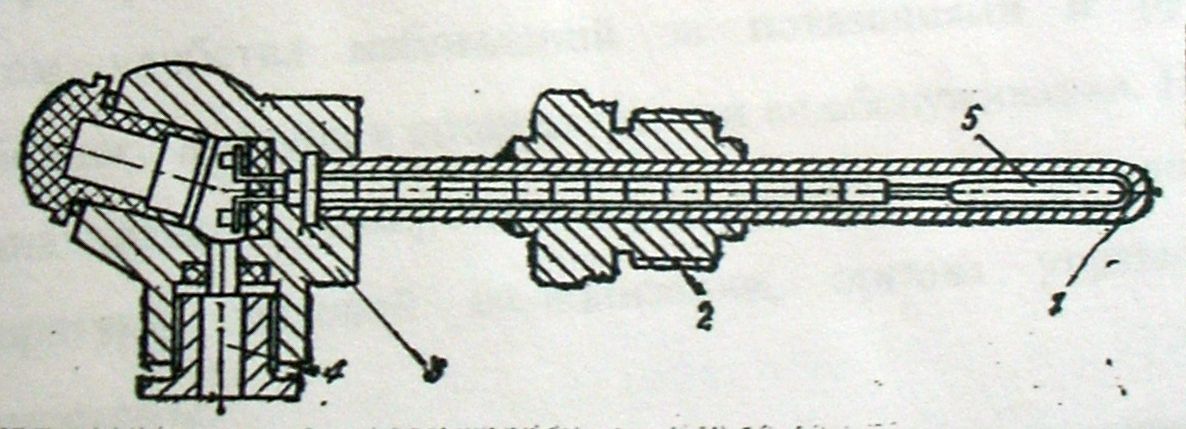
Термоэлектрические термометры
Принцип действия термопара основан на термоэлектрическом эффекте, заключающемся в том, что в замкнутой цепи, состоящей из двух и более разнородных проводников, возникает электрический ток, если места соединения проводников имеют разные температуры. Чувствительным элементом датчиков являются сами термометры. Вторичными приборами служат милливольтметры или потенциал. Термоэлектрический датчик состоит из рабочей части термопары; фарфорного цилиндра 2; металлического защитного патрона 3 из нержавеющей стали; соединительных проводов о4, защищенных фарфоровыми бусами; штуцер 5 для крепления прибора корпуса 6 головки прибора. Кроме того, в него входят клеммная колодка 7; винты крепления 8; клеммы 9; винты 10 клемм для крепления проводов термоэликтродов и 11 для крепления подводящих проводов к вторичному прибору; крышка 13 головки прибора; прокладка 12; штуцер 16 для подводящих проводов; уплотнение 15 и винт 14 для присоединения цепочки крышки головки прибора.
Термоэлектрический датчик температуры
Проводниковый термометр сопротивления. В молочно-консервной промышленности применяются термометры сопротивления с защитным параметром из нержавеющей стали. Термометр состоит из защитной труппки 1 с чувствительным элементом 5, штуцера 2 неподвижной или подвижной конструкции для крепления термометра, головки 3 термометра с зажимами для подводящих проводов, которые выводятся через отверстие 4 с сальником уплотнителем к вторичному измерительному прибору. В молочно-консервной промышленности применяют полупроводника термометры сопротивления общепромышленного назначения и специально разработанные для отрасли с учетом специфических требований.
Описание щита КИПА Монтажные работы и наладки системы регулирования
Щиты и пульты установок автоматизации служат связывающим звеном между объектом и оператором. На щитах и пультах располагаются средства контроля и управления технологическим процессом: контрольно-измерительные приборы, аппаратура управления, автоматического регулирования и защиты, сигнальные устройства.
Тип и размеры щита или пульта диктуются проектом в зависимости от условий эксплуатации, выбранной аппаратуры, компоновки приборов.
Приборы, регуляторы и вспомогательную аппаратуру располагают с учетом удобства наблюдений за показаниями и ручного управления, свободного доступа к аппаратуре при ее обслуживании. На передних панелях устанавливают измерительные приборы и регулирующие приборы, аппаратуру световой сигнализации, органы управления и помещают мнемосхемы.
Аппаратуру световой сигнализации устанавливают в верхней части панели, что удобно для наблюдения. Затем располагают показывающие приборы. Сигнальную аппаратура и показывающие приборы. Сигнальную аппаратуру и показывающие приборы устанавливают так, чтобы расстояние от их осевой линии до поля было 800-2100мм.
В нутрии щитов помещают неоперативную аппаратуру и вспомогательные устройства- трансформаторы, выпрямители, источники и щитки питания, предохранители, сопротивления, реле, редукторы, фильтры, а также сборки зажимов.
Для возможности отключения в случае необходимости цепей питания средств автоматики переменным током, а также для их защиты при превышении напряжения 220В на щитах и пультах помешают щитки питан Подводимое к щитку напряжение разветвляется по группам питания к приборам. На каждой группе питания устанавливают пакетный выключатель и два трубчатых предохранителя.
Для питания приборов сжатым воздухом применяют щитки пневмопитания, на которых установлено 8 запорных вентилей. Щиток пневмопитания присоединяется к воздушному коллектору муфтой
Монтаж приборов для измерения температуры
Манометрические термометры
Состоят из термобалона, показывающего прибора и капилляра, и монтаж приборов заключается в установке их составных частей. При щитовом монтаже приборов вырезы в панелях щитов необходимо делать в соответствии с габаритными размерами приборов, указанными в чертежах заводских инструкций.
Термометры сопротивления
монтируются таким образом, чтобы конец погружаемой части для платиновых термометров был на 50-70 мм ниже оси измеряемого потока, для медных - на 25-30 мм.
Термометры сопротивления рекомендуется устанавливать в местах, где поток равномерен, и не нарушен близрасположеяюй заварной или регулирующей арматурой.
Приборы для измерения давления
При монтаже приборов измерения давления и разряжения необходимо учитывать, что пищевая среда, находящаяся в соединительных линиях без циркуляция, может закиснуть и в ней может развиваться вредная микрофлора, а это не редко приводит к порче продукта.
Дня измерения больших давлений и разряжения используют манометры, вакуумметры и мановакуумметры. Устройство дня отбора давления не допою быть погруженным внутрь потока, так как это создает завихрения и вносят дополнительную погрешность. Отборное устройство следует располагать в месте, где поток равномерен и где отсутствуют завихрения.
Первичные преобразователи (датчики) давления монтируют вблизи отборных устройств и соединяют с ними импульсными линиями. Приборы могут> >монтироваться на горизонтальной, вертикальной трубе или на кронштейне.
Приборы для измерения расхода
Расходомер переменного перепада давления включает сужающее устройство устанавливаемое в трубопроводе, дифференциальный манометр для измерения перепада давления в сужающем устройстве и импульсные трубки, соединяющие сужающее устройство с дифманометром. Кроме того, в зависимости от характера и состояния измеряемой среды, схема измерения и взаимного расположения сужающего устройства и дифманометра в комплект расходомера могут входить конденсационные и разделительные сосуды, отстойники и воздухосборники. При дистанционной передаче показаний комплект включает также вторичные приборы, предназначенные для показания, регистрации и суммирования расхода.
Метрологическая карта №1
Сведения о параметрах автоматизируемого оборудования или технологического процесса.
|
№ |
Наименование автоматизируемого оборудования |
Наименование технологического параметра |
Номинальное значение параметра |
Единица измерения |
Требование к точности измер. технолог, параметра |
Предел измерения |
|
|
мин. |
макс. |
||||||
|
1 |
Промежуточный бак |
Уровень молока |
75V |
% |
10 |
0 |
10т. |
|
2 |
Стерелизатор |
Температура молока |
130 |
|
|
0 |
150 |
|
3 |
Охладитель |
Температура молока |
30 |
|
|
-50 |
100 |
|
4 |
Культиватор |
1. pH число 2. темп. подскваш. мол. |
5,25 30 |
----
|
|
|
|
|
5 |
Культиватор |
1. pH число 2. темп. подскваш. мол. |
4,7 25 |
----
|
|
|
|
|
6 |
Теплообменник |
Тепература на выходе |
8 |
|
|
0 |
100 |






Метрологическая карта №2
Сведения о технических средствах автоматизации
|
№ |
Наименование автоматизируемого оборудования |
Наименование технологического параметра |
Вид системы автоматизации |
Класс точности |
Наименование, тип средств автоматизации |
Сведения об условиях эксплуатации |
|
1 |
Промежуточный бак |
Уровень молока |
САР, САС |
+10мл |
кондуктометр сигнализатор уровня ЭРСУ-3 |
От 4 до 80% t
|
|
2 |
Стерелизатор |
Температура молока |
САК |
0,5 |
Термопреобразователь ТСП-175 и мост КСМ-3 |
0 до
150 |
|
3 |
Охладитель |
Температура молока |
САК, САР |
0,5 |
Термопреобразователь ТСП-175 и мост КСМ-3 |
-50 до 100
|
|
4 |
Культиватор |
1. pH число 2. темп. подскваш. мол. |
САК, САР |
|
ТСП-175 мост КСМ-3 |
От 4 до 80% t
|
|
5 |
Культиватор |
1. pH число 2. темп. подскваш. мол. |
САК, САР |
|
ТСП-175 мост КСМ-3 |
От 4 до 80% t
|
|
6 |
Теплообменник |
Температура на выходе |
САК |
1,5 0,5 |
ТСП-175 и мост КСМ-3 |
От 4 до 80% t
|



Техника безопасности и охрана окружающей среды
К технологическим процессам предъявляются следующие требования.
1. Технологический процесс должен быть безопасным.
2. Обслуживающий персонал должен быть
- обучен
- проинструктирован
- аттестован.
3. Оборудование должно размещено
в соответствии
с нормами и правилами ТБ.
4. Технологический процесс должен быть механизированный и автоматизированный.
5. В цехах основного производства должны быть предусмотрены бытовые помещения.
6. В цехах основного производства должны соблюдаться правила санитарии и гигиены.
7. Технологические процессы должны проводится в закрытых системах.
К оборудованию:
1. Оборудование должно иметь безопасную конструкцию.
2. Иметь ограждения ,для препятствия попадания человека в опасную зону.
3. Блокирующее устройство для отключения машины в случае возникновения опасности попадания человека в опасную зону.
4. Предохранительное устройство отключает машину в случае поломки. Контролирующие приборы могут быть:
-контрольные
-регулирующие.
Охрана окружающей среды
Безотходная технология является наиболее активной формой защиты окружающей среды от вредного воздействия выбросов промышленных 1.Созданиеи внедрение новых процессов получения продукции образованием наименьшего количества отходов;
2. Разработка различных типов бессточных технологических систем и водообратных циклов на базе способов очистки сточных вод;
3. Разработка систем переработки отходов производства во вторичные материальные ресурсы;
4. Создание территориально-промышленных комплексов, имеющих замкнутую структуру материальных потоков сырья и отходов внутри комплекса.
5. В охране окружающей среды важную роль играют службы контроля качества окружающей среды, призванные вести систематизированные наблюдения за состоянием атмосферы, воды и почвы для получения фактических уровней загрязнения окружающей среды.
Защита окружающей среды от загрязнений на современном этапе помимо экономической задачи - включает также и социально-экономическую задачу - условий жизни человека, сохранение его здоровья.
Список использованной литературы
1. Брусиловский В.П., Вайнберг А.Я. «Автоматизация технологических процессов в молочной промышленности » - М.:«Пищевая промышленность», 1978-343с
2. Брусиловский В.П, Вайнберг А.Я. «Автоматизация технологического производства молочных консервов»
3. Воробьева Н.И.«Основы автоматизации производственных процессов в мясной и молочной промышленности» 1983г
4. Евдокимова Г.М.«Курсовое и дипломное проектирование по эксплуатации автоматов устанавливаемых в мясной и молочной промышленности» - М.:«Агропромиздат», 1986г.
5. Каталог — справочник «Оборудование для пищевой, мясной и рыбной промышленности» Часть IJI- М.,- 1972г.
6. Католог-справочник «Машины, оборудование, приборы и средства автоматизации для перерабатывающих отраслей АПК»
7. Митин В.В., Усинов В.И., и др. «Автоматика и автоматизация производственных процессов мясной и молочной промышленности» -М.: Агропромиздат, 1986г.