Коррозийно-механическое изнашивание оборудования
Содержание
Коррозионно-механическое изнашивание цилиндро-поршневой группы двигателей внутреннего сгорания
Коррозия подшипников
Изнашивание рубашек валов
Изнашивание центробежных водяных насосов
Изнашивание деталей оборудования пищевой промышленности
Геометрия поверхности как функция процесса обработки
Высота неровностей в зависимое от скорости резанья стали
Список литературы
Коррозионно-механическое изнашивание цилиндро-поршневой группы двигателей внутреннего сгорания
Поршневые кольца и цилиндровые втулки (гильзы) двигателей, изготовленные из литейных чугунов, при наличии электролита образуют гальванические пары как друг с другом, так и между структурными составляющими чугуна - перлитом, графитом, фосфидной эвтектикой, а внутри перлита между цементитом и ферритом. Кроме того, вследствие неравномерности температуры образуются анодные участки в областях с более высокой температурой. Точно так же анодный участок появляется в областях с более интенсивным облучением.
Сжигание в цилиндрах дизелей топлив с повышенным содержанием серы увеличивает интенсивность изнашивания поршневых колец и цилиндровых втулок в 3...4 раза и более. Сера сгорает, образуя S0>2>, и только около 7% ее идет на образование S0>3> в результате каталитического окисления S0>2>. Серный ангидрид SO>4> с водяными парами продуктов сгорания образует серную кислоту. Влияние серы на коррозию связано с явлением конденсации H>2>S0>4>. Температура конденсации двухкомпонентной смеси Н>3>0 и H>2>SO>4> значительно выше, чем температура конденсации чистого водяного пара, поэтому в конденсат начинает выпадать концентрированная серная кислота. Для конденсации серной кислоты из продуктов сгорания на стенки цилиндра необходимо, чтобы температура точки росы двухкомпонентной смеси Н>2>0 и H>2>SO>4> превышала температуру рабочей поверхности втулки. Такие условия существуют. Так, при содержании в дизельном топливе 0,9% S, давлении вспышки 6 МПа и коэффициенте избытка воздуха 2 температура точки росы смеси при положении поршня в верхней мертвой точке (ВМТ) составляет 245°С, а в среднем положении поршня 215°С. Между тем в ряде судовых двухтактных дизелей температура стенки цилиндровой втулки при положении поршня в ВМТ 130...140°С В таких двигателях можно ожидать примерно одинакового износа на всей верхней рабочей половине втулки. При более высокой тепловой нагрузке, когда температура рабочей поверхности в верхней части втулки превышает 200°С, наибольшему коррозионному воздействию будет подвергаться средняя часть втулки - район выпускных и продувочных окон. Эпюра износа будет иметь бочкообразный характер.
Некоторого снижения интенсивности изнашивания можно достигнуть повышением температуры стенок за счет регулирования количества охлаждающей воды, но кардинальным решением является нейтрализация выпавших на стенки кислот с помощью щелочных добавок в смазочное масло. Имеется ряд эмульсионных цилиндровых масел, снижающих интенсивность изнашивания цилиндро-поршневой группы при работе двигателя на сернистом топливе, но применение некоторых из них сопровождается повышением корродирующей способности картерного масла по отношению к антифрикционному металлу подшипников вследствие попадания в картер цилиндрового масла.
Коррозионные процессы между неподвижными поверхностями изучать легче, чем между подвижными поверхностями, где процессы трения осложняются явлением коррозии и порой могут привести к неожиданным результатам. Известно, например, что хром благороднее чугуна, хотя это может быть не во всех случаях. Ван-дер-Хорст испытывал двухцилиндровый двухтактный с прямоточной продувкой дизель с диаметром цилиндра 190 мм, мощностью 74 кВт на топливе, содержащем 2,5% серы, смазочное масло дистиллатное, конечная температура охлаждающей воды 65°С, цилиндр с хромовым покрытием, поршневые кольца чугунные. Поршень электрически изолирован от штока, поршень и цилиндр присоединены к катодному осциллографу [5].
После работы двигателя в течение 30 мин на холостом ходу наблюдалась незначительная разность потенциалов. Это означало, что в пространстве между цилиндром и поршневыми кольцами не было электролита и непосредственного контакта. При работе двигателя под нагрузкой 54 кВт в течение 40 мин потенциал цилиндра был на 300 мВ положительное потенциала поршня, что объясняется присутствием между поверхностями трения электролита высокой электрической проводимости и пребыванием хрома в состоянии пассивности. Еще через 15 мин началось разблагораживание электродного потенциала цилиндра при положении поршня в ВМТ. Через 1 ч установилось состояние, сохранившееся стабильным до конца 40-часового испытания, а именно: верхняя часть поверхности цилиндра высотой около 60 мм обладала потенциалом на 40 мВ отрицательнее потенциала поршня; потенциал следующих 60 мм высоты оказался положительное потенциала поршня; в нижней части цилиндра не наблюдалось сколько-нибудь существенной разницы потенциалов.
Коррозионный фактор может стать составной частью процесса изнашивания двигателей внутреннего сгорания, независимо от рабочего процесса в них. Так, при сгорании бензина помимо водяных паров образуются двуокись углерода, небольшое количество окислов серы из органических сернистых соединений в составе топлива, окись азота в весьма малых количествах (результат окисления азота при высокой температуре сгорания рабочей смеси) и соединения брома или хлора, выделяемого из тетраэтил свинца, входящего в состав топлива в качестве антидетонатора. В итоге взаимодействия с водяными парами эти продукты образуют кислоты - угольную, сернистую, серную, азотистую и азотную, бромистоводородную, соляную, которые в основном выносятся из цилиндра с отработавшими газами. При пониженной температуре стенок цилиндра кислоты легко конденсируются, повышая интенсивность изнашивания стенок и поршневых колец, коррозию поршня, бобышек и поршневого пальца. Испытания двигателя без регулирования температуры в системе охлаждения и такого же двигателя с термостатом показали, что износ деталей второго двигателя составлял 1/3...1/4 износа первого.
На поверхностях трения зеркала цилиндров двигателей внутреннего сгорания может и не наблюдаться каких-либо специфических признаков коррозионно-механического изнашивания, поверхности трения могут иметь блеск и малую шероховатость.
Коррозия подшипников
Проблема коррозии подшипников возникла после внедрения в быстроходные двигатели внутреннего сгорания антифрикционных свинцовых, медно-свинцовых и кадмиевых сплавов. Все антифрикционные сплавы в какой-то мере корродируют под воздействием органических кислот, содержащихся в маслах или образующихся в них во время работы. Масла, окисляясь, дают перекиси, которые вызывают реакции, заканчивающиеся образованием органических кислот. Воздействию последних слабо подвержены оловянные баббиты, сильнее реагируют свинцово-мышьяковистые сплавы и свинцовый баббит. По данным Б.В. Лосикова, коррозионная стойкость медно-свинцовых, свинцово-щелочных и кадмиево-серебряных сплавов в 500. Л700 раз ниже, чем оловянных баббитов [2].
Процесс разрушения медно-свинцовых сплавов имеет следующие стадии: появление черных точек, концентрация их на отдельных участках поверхности, образование мелких каверн с пористой поверхностью, появление трещин между отдельными кавернами и выкрашивание кусков заливки по этим трещинам. Последовательное разрушение свинцово-щелочного сплава происходит следующим образом: вначале на гладкой блестящей поверхности появляются матовые шероховатые на ощупь пятна, представляющие собой скопления тончайших каналов, уходящих в глубь заливки на всю ее толщину; образование раковин в местах пятен; появление трещин между раковинами и выкрашивание заливки по линии трещин.
Органические кислоты со свинцом образуют свинцовые мыла, которые уносятся протекающим маслом; вымывание свинцовой составляющей сплава резко ослабляет его механическую прочность.
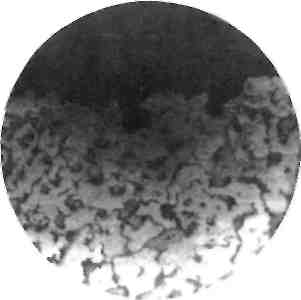
Сечение поврежденной коррозией поверхности подшипника из свинцовистой бронзы, хЗО
Характерно, что в то время, как на нагруженной стороне подшипников вкладыши подвергаются интенсивному разрушению, вкладыши ненагруженной стороны очень медленно или вовсе не разрушаются. Таким образом, нагруженние вкладыша значительно ускоряет процесс разрушения.
Проблема защиты от коррозии свинцовых, медно-свинцовых и кадмиевых сплавов была решена при использовании антикоррозионных присадок к маслу. Эти присадки представляют собой органические вещества, содержащие серу и фосфор.
Пассивизация поверхности подшипника происходит в результате образования на ней защитной пленки, ближайшие к металлу слои которой связаны с ним химически, а последующие слои удерживаются силами физической адсорбции.
Пленка срабатывается и восстанавливается. Б.В. Лосиков установил, что для каждой пары сплав - присадка существует определенный температурный интервал, в котором присадка наиболее эффективна. Для большинства применяемых присадок он составляет 80...120°С. При более низкой температуре коррозионный процесс опережает образование пленки, а при более высокой температуре усиливается диффузия через пленку агрессивных ингредиентов масла [2].
Другой вид коррозии медно-свинцовых подшипников, заключающийся в разъединении медного каркаса, обязан накоплению в картерном масле кислот вследствие конденсации отработавших газов из цилиндра.
Изнашивание рубашек валов
Гребные валы в неметаллических подшипниках дейдвудов и кронштейнов, смазываемые водой, для защиты от коррозии покрывают рубашками в основном из бронзы или латуни. Опыт эксплуатации морских судов показал, что алюминиевые бронзы и марганцовисто-железистые латуни непригодны в качестве материала для облицовки. Эти сплавы коррозионно-стойки в морской воде благодаря защитному действию первоначально образующихся поверхностных пленок, предохраняющих металл от дальнейшего разрушения. На поверхностях трения эти пленки изнашиваются, и коррозионная стойкость падает. Особенно быстро разрушаются такие компоненты как алюминий и железо. Из уже ослабленных участков выкрашиваются более стойкие составляющие. В дальнейшем разъединение облицовки приводит к интенсивному изнашиванию рабочей поверхности подшипника [4].
Изнашивание центробежных водяных насосов
Центробежные водяные насосы перекачивают морскую, речную, прудовую (или из скважин) воду с различным содержанием солей и взвешенных частиц. В ходе технологического процесса на предприятиях пищевой, химической и иных отраслей промышленности насосы перекачивают как кислые, так и щелочные воды. Для защиты от коррозии валы центробежных водяных насосов облицовывают рубашками (защитными втулками) из бронзы, стали или чугуна, работающими в паре трения с сальниковой набивкой. Если материал защитных втулок не способен образовать прочные пленки, то изнашивание будет коррозионно-механическим, а интенсивность его при прочих равных условиях зависит от агрессивности перекачиваемых вод. Об интенсивности изнашивания втулок можно судить по данным Н.А. Сологуба. На центробежных насосах низкого давления при перекачке прудовой воды средний износ защитных втулок из серых перлитного и перлито-ферритного чугунов и из сталей Ст2и СтЗ составлял 0,019-0,044 мкм на 1000 м пути при скорости скольжения 3,38...4,13 м /с, что за 160 сут. работы в отдельных случаях давало максимальный износ 2,3 мм с каждой стороны. При транспортировании жомовых вод на сахарных заводах средний износ втулок составлял уже 0,23...0,26 мкм на 1000 м пути скольжения.
Изнашивание деталей оборудования пищевой промышленности
Особой разновидности коррозионно-механического изнашивания подвержены рабочие органы машин по переработке сырья, содержащего жирные кислоты. К таким машинам относятся, например, шнек-прессы для производства растительного масла, машины для резки, дробления, размалывания и перемешивания сырья на мясокомбинатах. На эту разновидность изнашивания впервые обратил внимание Г.А. Прейс [3].
Жирные кислоты являются поверхностно-активными веществами из них олеиновая и стеариновая, входящие в большом количестве в состав растительных масел и животных жиров, проявляют высокую активность. Действие поверхностно-активных веществ в свете эффекта Ребиндера рассматривалось в гл.2. Адсорбируясь и проникая в микро- и субмикротрещины металлической поверхности, в особенности при наличии в ней растягивающих напряжений, поверхностно-активные вещества размягчают поверхность, облегчают пластическое течение в тончайшем поверхностном слое; дело может дойти до сильного разупрочнения и разрывов под действием сил трения. Это дополняется коррозионным действием кислот.
Исследование деталей шнек-прессов, использовавшихся для получения из подсолнечных семян масла, показало, что рабочие поверхности деталей, соприкасающиеся только с мезгой и маслом, становятся полированными, хотя их износ значителен. Шероховатость поверхностей понижается с R>? >= 20...10 мкм до R>a>-0,32...0,16 мкм. Изнашивание протекает в виде диспергирования.
Эти примеры можно дополнить другими, взяв оборудование торфодобывающей, угольной, химической промышленности и др.
Геометрия поверхности как функция процесса обработки
Шероховатость обработанной поверхности обусловлена не только геометрией процесса резания, но и пластическими деформациями материала при этом процессе и вибрацией инструмента. Для пояснения обратимся к анализу процесса точения пластичных материалов с точки зрения качества формируемой поверхности.
При скоростях резания 1...2 м/мин углеродистых конструкционных сталей образуется стружка скалывания (элементная стружка). Она легко отделяется при малом тепловыделении и без заметной пластической деформации обработанной поверхности. Микронеровности незначительны, а форма их впадин близка к форме вершины резца. При увеличении скорости резания до 20...30 м/мин изменяется характер стружкообразования и шероховатость поверхности возрастает. Рост скорости резания сопровождается повышением температуры в зоне резания и значительным давлением (несколько тысяч гигапаскалей). Это давление вызывает пластическое течение как в отделяемом металле, так и в заготовке выше и ниже линии среза (рис.1.11).
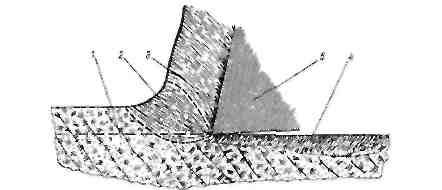
Рис.1.11 Образование деформированного слоя при резании пластичного металла: 1-основная структура обрабатываемого металла; 2-зона пластической деформации; 3-стружка; 4 - пластически деформированный, поверхностный; слой; 5 – инструмент.
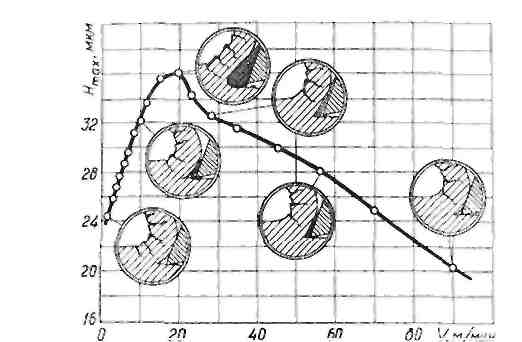
Высота неровностей в зависимое от скорости резанья стали
Стружка обтекает вершину резца; при этом наиболее удаленный от резца слой стружки имеет скорость, близкую к скорости резания, а слой, непосредственно соприкасающийся с передней гранью, подвержен сильному тормозящему действию сил трения. В итоге наиболее близкие к передней грани резца слои прилипают к ней, образуя застойную зону или нарост на лезвии инструмента. Металл начинает течь по наросту.
В процессе резания к наросту привариваются новые слои, пока он не достигнет максимально возможных размеров в данных условиях. Вершина нароста, выступая впереди лезвия инструмента, режет металл, оставляя глубокие борозды на обрабатываемой поверхности, а в бороздах следы весьма неровной кромки.
Время от времени вершина нароста обламывается и уносится частично со стружкой, а частично вдавливается в обработанную поверхность, увеличивая ее шероховатость. Процесс образования нароста повторяется. Нарост имеет наибольшую высоту и наибольшую стойкость при температуре около 200°С. В этой области конструкционные стали имеют наибольший предел прочности. Возрастание скорости резания выше 20 м/мин приводит к увеличению выделяемой в процессе стружкообразованием теплоты и к росту температуры нароста. Прочность нароста снижается и он разрушается при меньшей высоте. При скорости резания более 80 м/мин нарост не образуется (рис.1.12).
Отсутствие нароста при резании не означает, однако, что действительный профиль обработанной поверхности даже при отсутствии вибраций будет совпадать с теоретическим. Пластическое течение материала в зоне резания вызывает дополнительное увеличение высот неровностей. Кроме того, перемещение задней грани инструмента по свежеобразовавшейся поверхности, не успевшей покрыться слоем окислов, сопровождается мельчайшими задирами, играющими существенную роль в образовании дополнительных неровностей.
При обработке чугуна и других хрупких материалов образуется стружка надлома, элементы которой могут скалываться либо по линии среза, либо по границам зерен. При малой скорости резания зерна не подрезаются, а вырываются, и впадины неровностей располагаются под линией среза. При высоких скоростях резания зерна не вырываются, неровности образуются преимущественно режущим лезвием инструмента, и шероховатость обработанной поверхности снижается.
Процесс образования неровностей на обрабатываемой поверхности при торцовом фрезеровании в значительной мере аналогичен образованию неровностей при точении. При цилиндрическом фрезеровании как по направлению, так и против направления подачи образуются неровности с шагом, равным подаче на один зуб фрезы; продольная шероховатость обычно больше поперечной. На высоту неровностей влияет также неточное расположение режущих кромок различных зубьев фрезы по радиусу, эксцентричность осей фрезы и оправки и неточность станка.
Рассмотрим для примера наружное круглое шлифование. Специфические особенности шлифования следующие: отсутствует сплошная режущая кромка; зерна абразива имеют неправильную геометрическую форму и расположены беспорядочно на рабочей поверхности шлифовального круга; зерна абразива хрупкие и способны разрушаться по плоскостям спайности при динамическом воздействии абразивного зерна на обрабатываемый поверхностный слой и наличии интенсивного скольжения зерен по металлу за время, предшествующее непосредственному их врезанию.
При первом рабочем обороте шлифовального круга абразивные зерна прорезают канавки в некотором продольном сечении заготовки. При следующем обороте в том же сечении они делают новые канавки, а также выравнивают и уменьшают высоту первых неровностей. Постепенно число канавок возрастает, размеры не срезанных участков уменьшаются, а вместе с ними снижается и шероховатость поверхности. С увеличением частоты вращения круга возрастает эффект выравнивания неровностей. На размеры неровностей существенно влияет продольная подача при правке круга алмазным карандашом, вытачивающим на периферии круга канавку хода, равного подаче алмаза за один оборот круга. Неровности увеличиваются при возрастании подачи. Неровности шлифованной поверхности не имеют регулярного шага.
Большинство абразивных зерен шлифовального круга имеют неблагоприятную для резания форму граней. Расщепление зерен и округление их граней в процессе работы еще более ухудшают геометрию. Поэтому шлифование протекает при более высоком давлении, чем при любом другом методе обработки металлов резанием. Значительные силы трения в процессе шлифования, скольжение зерна по обрабатываемой
 поверхности
в момент его врезания и высокие скорости
резания вызывают мгновенное локальное
повышение температуры и сложное
пластическое деформирование поверхностных
слоев. Сильно деформированные слои
вытягиваются в направлении резания,
образуя местные скопления металла.
Возможно местное оплавление поверхности
в случае работы отдельных зерен или
группы их, имеющих невыгодную геометрию
резания. Профиль рисок из-за высокой
пластической деформации шлифуемой
поверхности не имеет четких очертаний,
как это было бы, если бы риски точно
копировали форму абразивных зерен и
траекторию их движения относительно
обрабатываемой поверхности.
поверхности
в момент его врезания и высокие скорости
резания вызывают мгновенное локальное
повышение температуры и сложное
пластическое деформирование поверхностных
слоев. Сильно деформированные слои
вытягиваются в направлении резания,
образуя местные скопления металла.
Возможно местное оплавление поверхности
в случае работы отдельных зерен или
группы их, имеющих невыгодную геометрию
резания. Профиль рисок из-за высокой
пластической деформации шлифуемой
поверхности не имеет четких очертаний,
как это было бы, если бы риски точно
копировали форму абразивных зерен и
траекторию их движения относительно
обрабатываемой поверхности.
Имеются попытки представить профиль неровностей поверхности аналитически, в виде суммы двух компонент, первая из которых является систематической и определяется управляемыми факторами процесса обработки, а вторая - случайной и вызывается нерегулярными воздействиями на процесс образования поверхности [2].
При механической обработке деталей в их поверхностных слоях происходят изменения механических свойств и структуры металла под давлением режущего инструмента и под влиянием выделяющейся при резании теплоты. Кроме того, при резании, как при термической и термохимической обработке металлов и нанесении новых слоев (гальванические покрытия, металлизация напылением, наплавка) в деталях развиваются остаточные напряжения.
Список литературы
1. Трение, изнашивание и смазка. Справочник в 2-х кн. /Под ред.А.И. Крагельского, В.В. Алисина. - М.: Машиностроение, 1978. - 400 с. и 358с.
2. Костецкий Б.И. Трение, смазка и износ в машинах. Киев: Техшка, 1970. - 396 с.
3. Гаркунов Д.Н. Триботехника: Учебник для втузов. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1989. - 328 с: ил.