Технология обработки костюма для мальчика
Содержание
Введение
1. Характеристика оказания сервисной услуги.
2. Характеристика модели заданного изделия.
3. Характеристика пакетов материалов, применяемых при изготовлении плаща женского.
4. Выбор методов обработки изделия и оборудования.
4.1 Разработка графических методов обработки, основных узлов изделия.
4.2 Характеристика оборудования и средств малой механизации
4.3 Выбор вариантов методов обработки для заданного узла модели изделия.
5. Разработка технологической документации
5.1 Разработка технологической последовательности на заданный узел изделия.
5.2 Разработка инструкционной карты на оптимальный вариант обработки узла.
6. Экономическая оценка методов обработки.
Выводы и предложения
Литература
Введение
При проектировании одежды должны быть использованы последние достижения науки, техники и прикладного искусства. Выбранные конструктивные решения, соответствующие созданию имеющих высокие эстетические свойства, высокие требования, можно удовлетворить постоянно совершенствую технологию пошива изделия.
При этом повышение эффективности процессов изготовления одежды может быть достигнуто за счет использования прогрессивных способов обработки. Для производства высококачественных изделий необходимо хорошо знать строение и свойства материалов, их изменения под воздействием факторов швейного производства. Необходимо научиться выполнять работы: технологических процессов изготовления швейных изделий, определять их ТЭП, осуществлять планировку агрегатов, пользоваться справочной литературой.
С каждым годом все больше родителей убеждается в том, что отмененная некогда школьная форма была не таким уж плохим изобретением. И многие из них, отправляясь в магазины за современной и красивой одеждой для своих детей, надеются найти такую, которая удовлетворяла бы вкусам ребенка и требованиям учителей.
Действительно, только школьная форма или деловой костюм помогают избавиться от многих проблем и неприятностей: от мучительных раздумий на тему “Чтобы сегодня одеть?”, замечаний учителей, собственных переживаний или мнения одноклассников по поводу своего внешнего вида - всего и не перечесть.
Школьная форма в учебных заведениях приобретает все большую актуальность. Сегодня во многих школах, гимназиях и лицеях школьная форма становится обязательной. Школьная форма для девочек и для мальчиков имеет много преимуществ:
-позволяет сглаживать социальное неравенство
-воспитывает в ребенке внутреннюю дисциплину и хороший вкус к элегантному деловому стилю;
-формирует чувство общности и сплоченности с классом, школой.
Школьная форма, как и любая детская одежда, должна быть удобной, практичной, качественной, модной, и главное – она должна нравиться самим школьникам.
Это не просто форма, а деловая одежда для школьников. В процессе эксплуатации эта одежда выдерживает любую критику, и уже на следующий год после единичных случаев эту школьную форму приобретают целые классы и школы.
Объяснить это несложно: широкий ассортимент включает в себя как классические модели, так и модели в романтическом стиле, форма имеет хороший дизайн и качество, изготовлена из тканей отличных износостойких характеристик и различных расцветок, удобна в ношении. В ней комфортно, она не мнется, не пилингуется, её можно стирать в стиральной машине.
1. Характеристика оказания сервисной услуги
Массовое производство одежды представляет собой поточное производство, характеризующееся непрерывностью и ритмичностью производственного процесса.
Важнейшей предпосылкой поточного производства явилась специализация швейных предприятий на выпуске технологически однородных швейных изделий, так называемая технологическая специализация. При технологической специализации весь технологический процесс разделяется на следующие стадии: подготовительную, раскройную, заготовительную, монтажную и отделочную.
Подготовительная стадия включает подготовку тканей к раскрою: промер ее и выявление дефектов. На стадии раскроя осуществляется настилание тканей и вырезание деталей. На заготовительной стадии детали обрабатывают, на стадии монтажа из деталей проводят монтаж изделий. На последней отделочной стадии выполняют все заключительные операции.
Технологический процесс изготовления швейных изделий состоит из ряда технологически неделимых операций.
Расположение технологически неделимых операций в последовательности их выполнения по обработке каждой детали, сборочной единицы и их монтажа называют технологической последовательностью.
Технологический процесс массового изготовления швейных изделий состоит из последовательно осуществляемых стадий обработки: подготовки тканей к раскрою, раскроя, обработки отдельных деталей и сборочных единиц, их соединения и отделки.
Подготовка тканей к раскрою осуществляется в подготовительных производствах швейных предприятий. Основное содержание этой технологической стадии составляют процессы измерения тканей и выявления их дефектов.
Раскрой ведется в раскройных производствах швейных предприятий. Основное содержание данной технологической стадии составляют процессы механического настилания тканей и вырезания (выкраивания) деталей изделий.
Непосредственному процессу раскроя изделий наряду с подготовкой тканей предшествует также подготовка производства.
Основная цель технической подготовки производства направлена на решение главной экономической задачи предприятия - рациональное использование материалов.
Подготовка производства заключается в разработке и подготовке технической документации, которая осуществляется в экспериментальных производствах швейных предприятий.
Схема сборки мужского пиджака на массовом производстве.
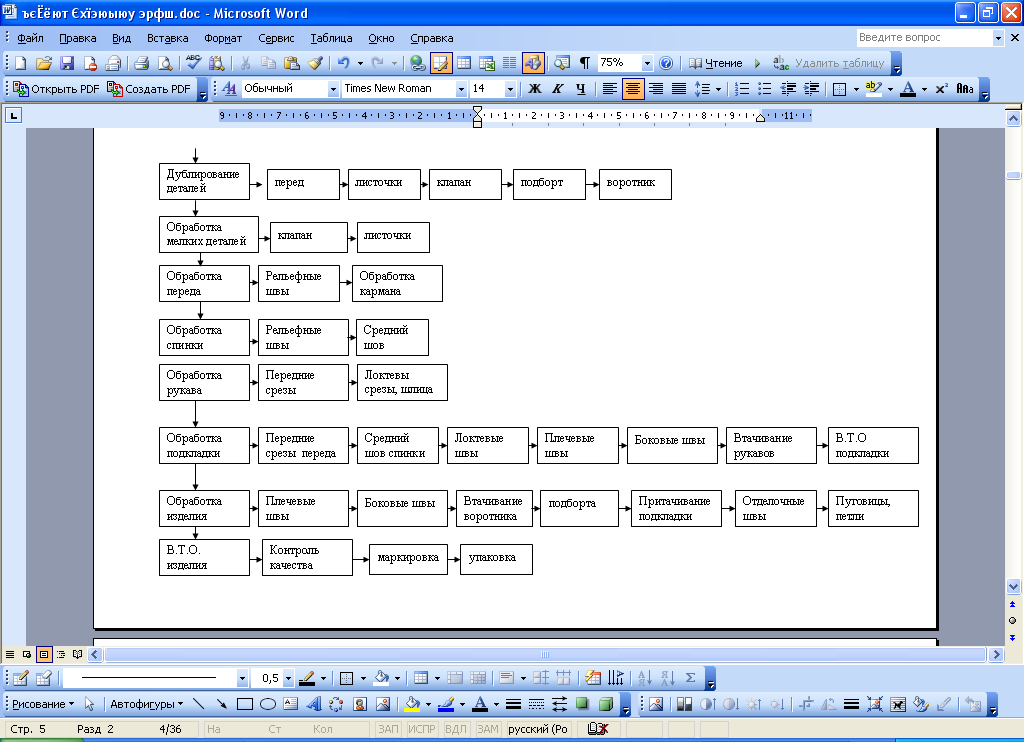
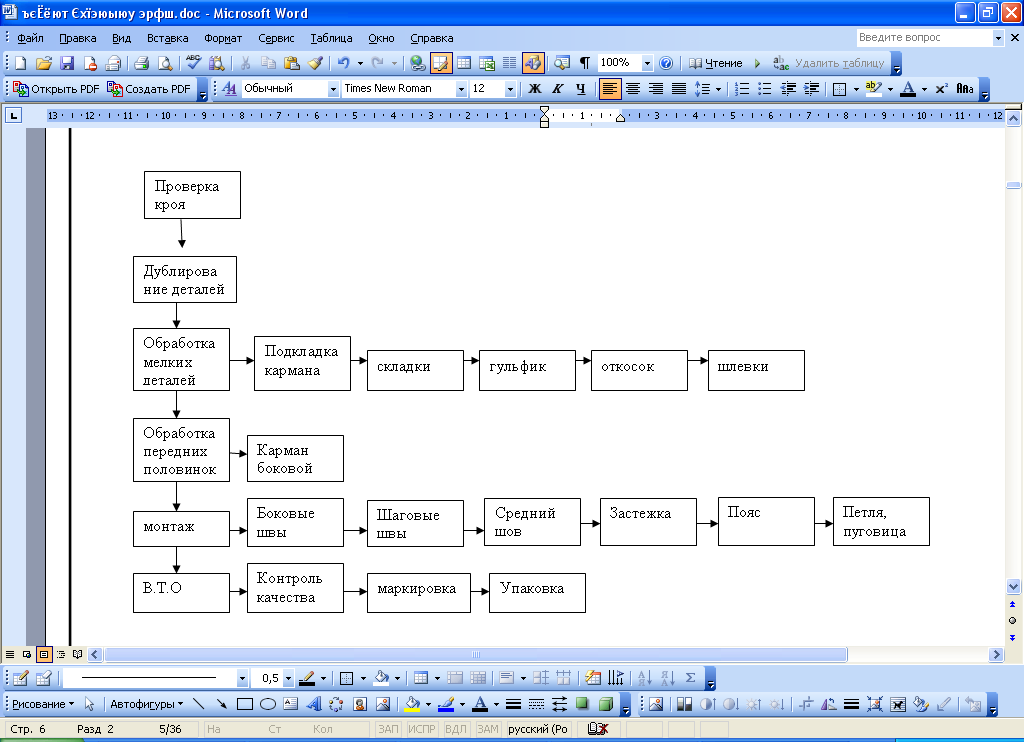
Схема сборки брюк мужских в массовом производстве
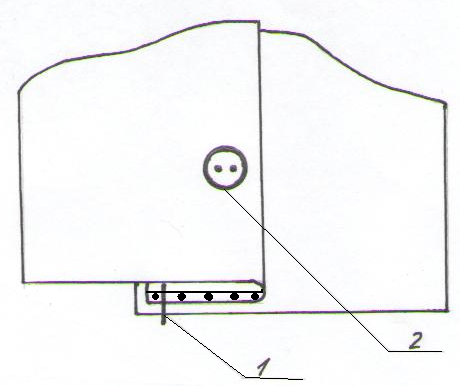
Петля, пуговица

2. Характеристика модели заданного изделия

Рисунок №1 Эскиз модели.
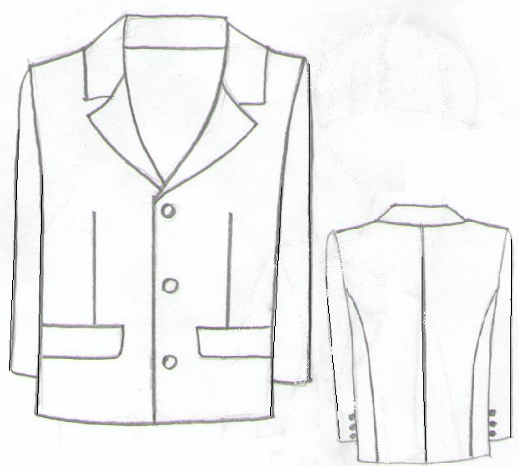
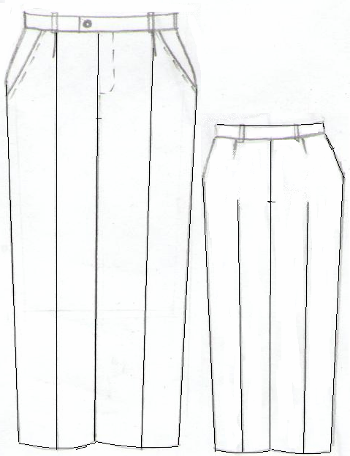
Рисунок №2 Технический рисунок.
Пиджак мужской, полуприлегающего силуэта, выполненный из костюмной ткани, темно-синего цвета предназначенный для повседневной носки.
Застежка центральная бортовая, на три пуговицы.
Воротник отлажной с прямыми концами, лацканы неширокие.
Перед цельный с передними вытачками. Боковые карманы прорезные с клапаном и обтачкой. Спинка со швом посередине. Рукава втачные двухшовные длинные, с неотлетной шлицей и 4мя пуговицами.
Воротник, лацканы и борта отделаны « в чистый край». Пиджак обработан на подкладке. Рекомендуемые размеры 104-56-48
Брюки полуприлегающего по бедрам с притачным поясом и шестью шлевками на нем. Застежка на тесьму «молния».
Левый конец пояса заканчивается мысом и застегивается на крючок и петлю. Боковые карманы со скосом передних половинок.
На задних половинках по одной вытачке.
Брюки внизу прямые.
3. Характеристика пакетов материалов, применяемых при изготовлении костюма мужского
Предлагается костюмный материал темно – синего цвета, с однотонной, без блеска, поверхностью. Подкладочный материал чуть светлее по тону основного материала и термоклеевой материал на трикотажной основе с точечным клеевым покрытием, а также прокладочная ткань-бортовка. Также в тон основного материала подобран комплект фурнитуры.
Основная ткань состоит из текстурированных нитей, обкрученных спандексом, по основе – полиэстер, по утку – полиэфирно – вискозные нити.
Обкручивание нитью спандекса придает материалу шерстоподобность, полиэстер дает мягкость, теплопроводность, воздухопроницаемость. Добавление вискозы повышает гигиеничность, обычно не очень высокую у чистого полиэстера.
Обкручивание комплексной нити более толстой нитью спандекса позволяет добиться растяжимости.
Эти свойства позволяют получить приятный внешний вид, оптимальный набор свойств для костюмного ассортимента.
Полиэстер снижает сминаемость материала. Основной материал отвечает требованиям к ассортименту, облегчает уход за изделием, имеет высокую долговечность, теплозащитность, не требует усиленнй ВТО. Изготовление изделий костюмного ассортимента из данного материала не вызывает затруднений благодаря отсутствию скольжения, невысокой осыпаемости, отсутствию прорубки и минимальной раздвижке. Ткань склонна к формообразованию, что улучшает внешний вид, имеет низкую загрязняемость за счет состава и цвета.
Подкладочный материал соответствует основному материалу по цветовому решению, благодаря изготовлению из лавсана не образуется пилинг, высокая светостойкость и прочность, устойчив к плесени, также как основной материал не требует усиленной ВТО, термопластичен, устойчив к истиранию. За счет добавления вискозы материал обладает достаточной гигиеничностью, стойкую окраску и уменьшается скольжение. Подкладочный материал имеет ту же усадку, что и основной материал.
Для всех трех пакетов материалов предлагаются армированные нитки, так как они обладают высокой прочностью, гладкостью, привлекательным внешним видом и подходят для любых машин. Нитки подобраны в цвет материала.
Фурнитура:
Для пакетов были подобраны пластмассовые пуговицы
Все предлагаемые пуговицы соответствуют требования, имеют прочную окраску, не имеют брака и дефектов, имеют прочную ножку и качественное покрытие.
Застежка «молния» для всех пакетов подбиралась в цвет основного материала, тесьма на тканой основе, звенья выполнены из пластмассы, тесьма ровная, звенья одинакового размера, застежка перемещается по звеньям равномерно, фиксируется в любом месте. Рекомендованная тесьма «молния» выполнена с дополнительной оплеткой звеньев для большей прочности и долговечности.
Первый пакет материалов практически не имеет усадки, обеспечивает хорошую форму изделия и качественное соединение с термоклеевым материалом, имеет увеличенную долговечность за счет волокнистого состава и правильного подбора подкладочного материала. Изделие, выполненное из этого пакета материалов, не деформируется со временем, не потеряет прочности и привлекательного внешнего вида. Эти материалы отличаются от других двух пакетов более выгодным цветом, растяжимостью и лучшим формообразованием и наиболее полно отвечает требованиям, предъявляемым к костюмному ассортименту весенне-летнего ассортимента.
Таблица 1 – Характеристика материалов
|
Наименование материала |
Ширина матери ала, м |
Поверх ностная плот ность матер, гр/м2 |
Число нитей на 10 см |
Структура нити |
Наименование переплетения, условное обозначение |
||
|
основа |
уток |
основа |
уток |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Костюмная ткань |
1,5 |
342 |
340 |
420 |
Полиэстер, текстурированная нить, обкрученная спандексом |
Комплексная нить с добавлением нити спандекса, полиэфирная вискоза |
Саржевое переплетение
|
|
Подкладочная ткань |
1,5 |
80 |
320 |
400 |
Вискозно– лавсановая, комплексная нить |
Лавсан, комплексная нить |
Полотняное переплетение
|
|
Прокладочный материал |
0,22 |
300 |
Пряжа Лен+шерсть |
Пряжа Лен+шерсть |
Полотняное переплетение
|
||
|
Термоклеевой материал на трикотажной основе с регулярным точечным клеевым покрытием |
1,5 |
120 |
Полиэфирная нить |
Полиэфирная нить |
Основовязаный уточный трикотаж |
4. Выбор методов обработки изделия и оборудования.
4.1 Разработка графических методов обработки, основных узлов изделия.
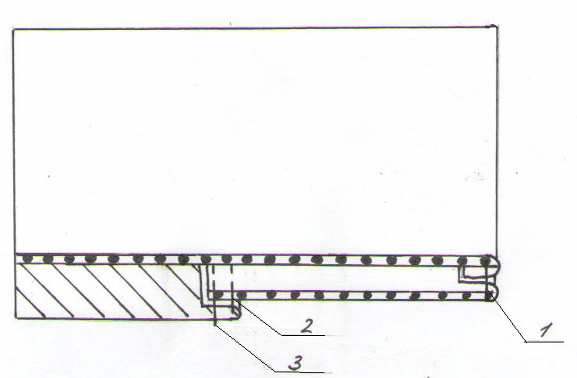
Рисунок№3 А-АУзел обработки воротника
Рисунок№4 Б-Б Узел обработки шлицы рукава
1. Стачать локтевые срезы рукавов
2. Пришить пуговицы на рукава
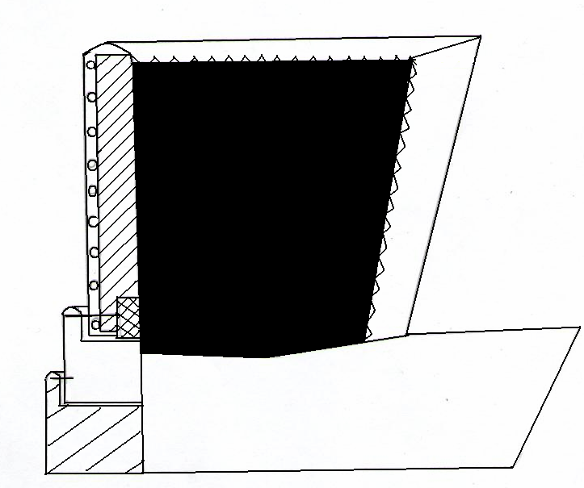
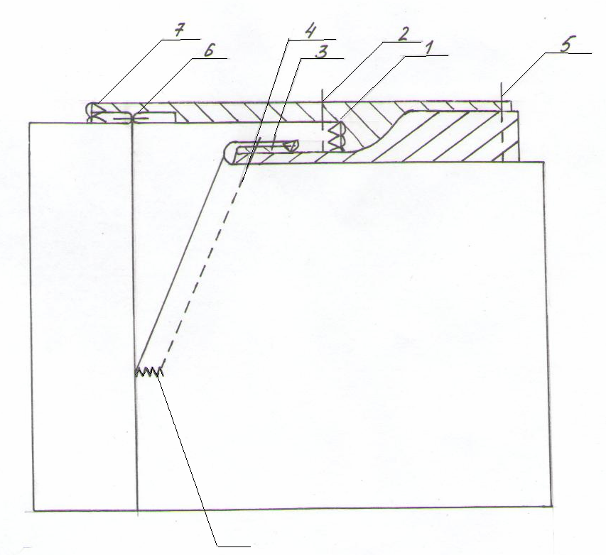
Рисунок№5 В-В Узел обработки застежки на брюках.
Обметать срез откоска
Обметать внутренний срез гульфика.
Притачать правую часть застежки «молния» к откоску.
Притачать левую сторону застежки « молния» к левой передней части брюк.
Притачать « застежку «молния» к гульфику.
Обтачать левую сторону брюк обтачкой.
Настрочить отделочную строчку по застежке, на передней левой половине брюк, одновременно делая закрепку.
Рисунок№6 Д-Д Узел обработки кармана в брюках
Обметать подзор кармана
Настрочить подзор к подкладке кармана на лицевую сторону.
Обметать боковой срез передней половины брюк.
Застрочить верхний срез кармана.
Стачать подкладку кармана.
Стачать боковые срезы брюк.
Обметать боковой срез и подкладку кармана.
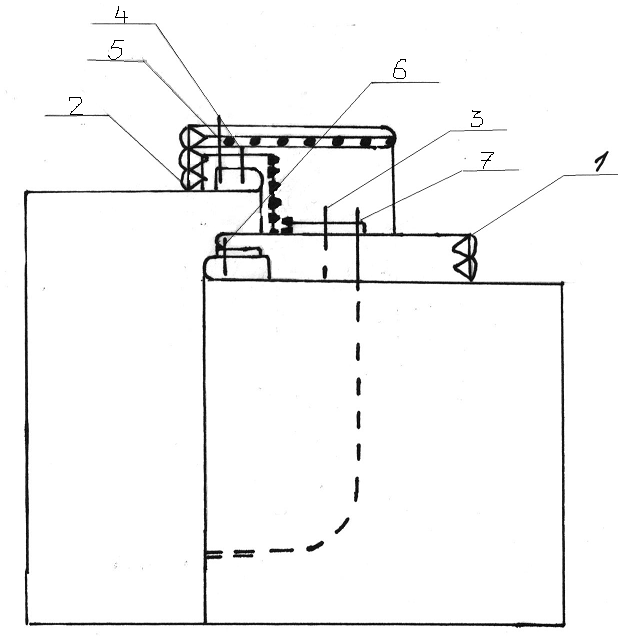
Рисунок№7 Г-Г Узел обработки борта.
Обтачать борта подбортами.
Притачать подкладку к подбортам
Прокладывание отделочной строчки шву соединения подборта и подкладки.
4.2 Характеристика оборудования и средств малой механизации
Для ТПО было выбрано оборудование с оптимальной производительностью, что обеспечивает высокое качество изделий.
Предлагается оборудование одной фирмы – «Джуки» (Япония). Оно отвечает всем современным требованиям к оснащению цеха:
Позволяет обеспечить высокое качество изделия независимо от квалификации оператора;
Позволяет изготавливать изделия с любыми модельными особенностями;
Высокая степень автоматизации (автоматическая обрезка ниток, автоматическая смазка, обрезание срезов, дифференциальные верхний и нижний транспортеры, обеспечивающие сборку и т.д.);
Снижение эксплуатационных затрат при обслуживании и взаимозаменяемость комплектующих деталей;
Легкая осваиваемость, простота обслуживания;
Экономия финансов при приобретении оборудования (предприятие дает большую скидку на приобретение и последующий сервис).
Таблица 2 – Характеристика оборудования, приспособления малой механизации
|
Класс машины, завод – изготовитель |
Технологическое назначение машины, обрабатываемые материалы |
Тип стежка |
Частота вращения главного вала, мин-4 |
Длина стежка, мм |
Иглы ГОСТ 22249 |
Нитки ГОСТ шелк |
Нитки ГОСТ армированные |
Толщина соединяемых материалов, мм |
Дополнительные данные |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Juki LK – 1900 ASS /ip-200 |
Закрепочная машина с компьютерным управлением, легкие, средние костюмные ткани |
3000 |
0,1-1,0 |
DPх5 (#14) ГОСТ 0277 |
65 |
35 ЛЛ |
3,0-4,0 |
Устройство зажима игольной нити, механизм обрезки нити, Автоматический подъем лапки |
|
|
Juki AMB-289 |
Однониточная машина цепного стежка для пришивания пуговиц, для средних костюмных тканей |
3000 |
В автоматич. Реж. |
ГОСТ 0519 |
65 |
44 ЛХ-I |
4,5 |
Электронная система управления натяжением нитки, возможность сохранения в памяти, регулировка длины остатка нитки, предотвращение износа нитки, снижение появления масляных пятен, приспособление для подачи пуговиц, повышенная надежность конструкции, возможность пришивания разнообразных пуговиц |
|
|
Juki DDL-8700-7-WB/AK85 |
Одноигольная машина челночного стежка, для средних тканей |
301 |
5500 |
5 |
DB •1 (#14)#99#18 ГОСТ 0277 |
65 |
44 ЛХ-I 45-ЛЛ 36 ЛХ 35 ЛЛ |
5,5 |
Автоматическая обрезка ниток, автоматическая смазка, компьютерное управление |
|
Juki DP-2100 |
Одноигольная машина челночного стежка для втачивания рукавов (с сухой головой), костюмные ткани |
301 |
3500 |
6 |
DPX 17 #10~#14 ГОСТ 0277 |
65 |
44 ЛХ-I 45-ЛЛ 36 ЛХ 35 ЛЛ |
5,5 |
Компьютерное управление, возможность выбора режима – автомат, полуавтомат и ручной, не требует смазки |
|
Juki LBH-1790s/ip-200 |
Одноигольная машина челночного стежка для выполнения петель, средние костюмные ткани |
4200 |
В автоматич. Реж. |
DP 5 (#11J) #11J~#14J ГОСТ 0277 |
65 |
36 ЛХ |
5,5 |
Компьютерное управление, новый механизм обрезки ниток, |
|
|
Juki MFB-2600HHMU |
Двухигольная трехниточная машина цепного стежка для изготовления шлевок, для средних и тяжелых костюмных тканей |
301+301 |
5000 |
3,4 |
ГОСТ 0277 |
65 |
36 ЛХ |
5,5 |
|
|
Juki MO-6716S-FH6-6ОН |
Двухигольная пятиниточная стачивающе – обметочная машина цепного стежка, средние костюмные ткани |
504+401 |
7000 |
3,6 |
ГОСТ 0519 |
65 |
36 ЛХ 35 ЛХ |
Автоматическая смазка, автоматический подъем лапки, автоматическая обрезка ниток |
|
|
Juki MO-6914S-BE4-307/LB4/MC40 |
Двухигольная краеобметочная машина цепного стежка, костюмные ткани |
504 |
8000 |
4 |
DC*27 #11 ГОСТ 0037 |
65 |
36 ЛХ 35 ЛХ |
6,5 |
Полуавтоматическое устройство захвата нитки и затягивания ее в шов, устройство отсоса обрезков материала, автоматический подъем лапки |
|
Juki СВ-640/NP/Т003 |
Машина для подшивания низа изделия потайным однониточным цепным стежком, костюмные ткани |
103 |
2500 |
3-8 |
LWх6T |
65 |
36 ЛХ |
9 |
Устройство для обрезки ниток, устройство для позиционирования иглы |
Таблица 3– Характеристика оборудования влажно – тепловой обработки
|
Марка (тип) оборудования, предприятие - изготовитель |
Техноло гическое назначение |
Усилие прессования кг/см2 |
Установленная мощность, кВТ |
Температура гладильных подушек, °С |
Габариты оборудования, мм |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Электро паровой утюг Juki JVB-909/JMB-151V (плоская и выпуклая подушки, запоминание 10 типовых операций, програм мирование силы и момента всасывания) |
Для внутри процессной ВТО |
Электродвигатель 600 ВТ, нагреватель 2 кВТ |
130-180 |
Высота 740-810 мм |
|||
|
Пресс Juki JNS-2400 (Управление микро ЭВМ, паронагревание для верхних и для нижних утюгов) |
Для внутри процессной и окончательной ВТО |
1100 |
200 в, 0,2 кВТ/час |
120-190 |
Ш 1200-1500 |
Г1245 |
В 1330 |
4.3 Выбор вариантов методов обработки для заданного узла модели изделия
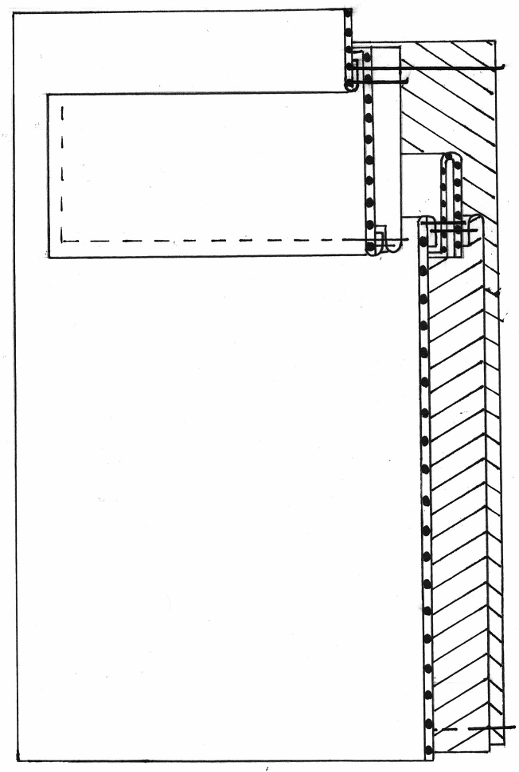
Рисунок № 8 Узел № 1.
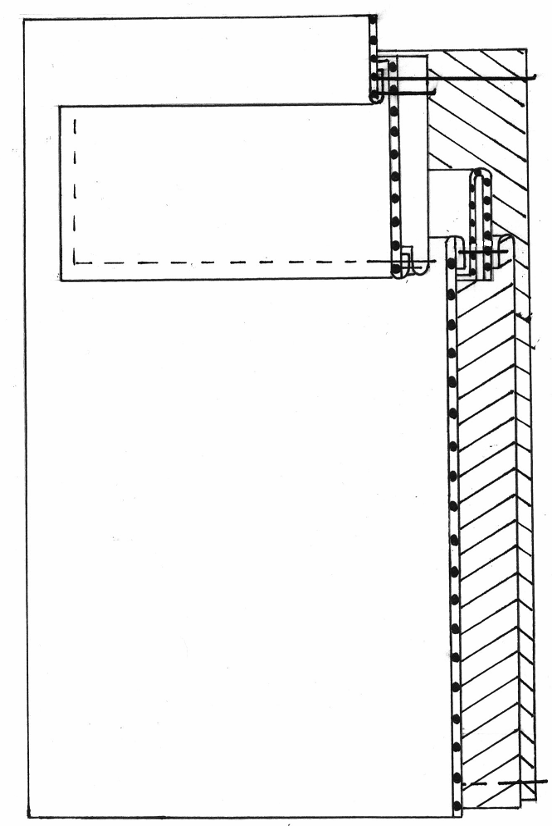
Рисунок № 9Узел № 2.
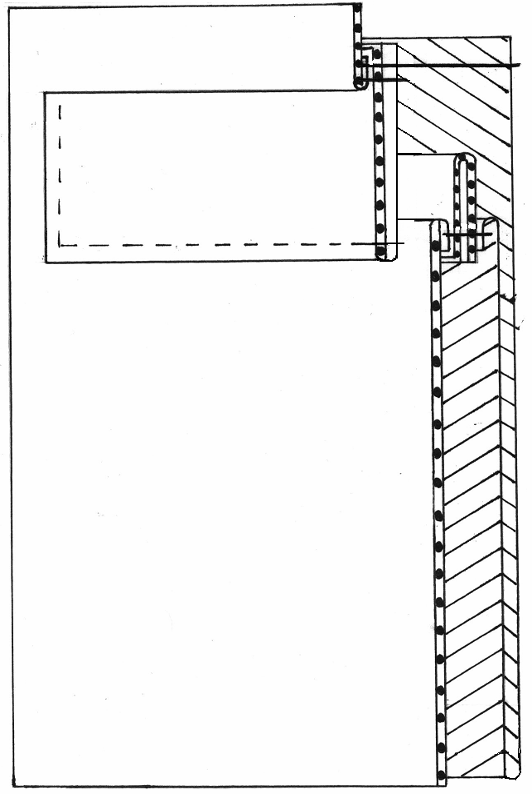
Рисунок № 10Узел № 3
5. Разработка технологической документации
5.1 Разработка технологической последовательности на заданный узел изделия.
Таблица №4 Технологическая последовательность обработки кармана узел № 1
|
Наименование операции |
специальность |
разряд |
Затраты времени |
Оборудование, спецприспособления |
|
Обтачать верхний клапан нижним |
М |
3 |
36 |
Juki DDL-8700-7-WB/AK85 |
|
Настрочить отделочную строчку по клапану |
М |
3 |
34 |
Juki DDL-8700-7-WB/AK85 |
|
Нанесение месторасположения листочки и клапана на левой части переда |
Р |
4 |
25 |
Мел, лекало |
|
Притачивание подкладки кармана к листочке |
М |
3 |
18 |
Juki DDL-8700-7-WB/AK85 |
|
Настрачивание листочки на перед. |
М |
5 |
20 |
Juki DDL-8700-7-WB/AK85 |
|
Настрачивание клапана на перед |
М |
5 |
20 |
Juki DDL-8700-7-WB/AK85 |
|
Разрезание входа в карман |
Р |
4 |
20 |
Ножницы |
|
Вывернуть листочку, и клапан |
Р |
4 |
12 |
|
|
Закрепить уголки листочки и кармана |
М |
4 |
25 |
Juki DDL-8700-7-WB/AK85 |
|
Притачать подкладку кармана к шву притачивания клапана |
М |
4 |
15 |
Juki DDL-8700-7-WB/AK85 |
|
Стачать подкладку кармана |
М |
4 |
30 |
Juki DDL-8700-7-WB/AK85 |
|
Приутюжить карман в готовом виде |
У |
4 |
10 |
Электропаровой утюг Juki JVB-909/JMB-151V |
|
Итого |
265 с |
Таблица №5 Технологическая последовательность обработки кармана узел № 2
|
Наименование операции |
специальность |
разряд |
Затраты времени |
Оборудование, спецприспособления |
|
Обтачать верхний клапан нижним |
М |
3 |
36 |
Juki DDL-8700-7-WB/AK85 |
|
Настрочить отделочную строчку по клапану |
М |
3 |
34 |
Juki DDL-8700-7-WB/AK85 |
|
Нанесение месторасположения листочки и клапана на левой части переда |
Р |
4 |
25 |
Мел, лекало |
|
Настрачивание листочки на перед. |
М |
5 |
20 |
Juki DDL-8700-7-WB/AK85 |
|
Настрачивание клапана на перед |
М |
5 |
20 |
Juki DDL-8700-7-WB/AK85 |
|
Разрезание входа в карман |
Р |
4 |
20 |
Ножницы |
|
Вывернуть листочку, и клапан |
Р |
4 |
12 |
|
|
Закрепить уголки листочки и кармана |
М |
4 |
25 |
Juki DDL-8700-7-WB/AK85 |
|
Притачать подкладку кармана к шву притачивания клапана |
М |
4 |
15 |
Juki DDL-8700-7-WB/AK85 |
|
Стачать подкладку кармана |
М |
4 |
30 |
Juki DDL-8700-7-WB/AK85 |
|
Приутюжить карман в готовом виде |
У |
4 |
10 |
Электропаровой утюг Juki JVB-909/JMB-151V |
|
Итого |
247 с |
Таблица №6 Технологическая последовательность обработки кармана узел № 3
|
Наименование операции |
специальность |
разряд |
Затраты времени |
Оборудование, спецприспособления |
|
Обтачать клапан |
М |
3 |
15 |
Juki DDL-8700-7-WB/AK85 |
|
Настрочить отделочную строчку по клапану |
М |
3 |
34 |
Juki DDL-8700-7-WB/AK85 |
|
Нанесение месторасположения листочки и клапана на левой части переда |
Р |
4 |
25 |
Мел, лекало |
|
Настрачивание листочки на перед. |
М |
5 |
20 |
Juki DDL-8700-7-WB/AK85 |
|
Настрачивание клапана на перед |
М |
5 |
20 |
Juki DDL-8700-7-WB/AK85 |
|
Разрезание входа в карман |
Р |
4 |
20 |
Ножницы |
|
Вывернуть листочку, и клапан |
Р |
4 |
12 |
|
|
Закрепить уголки листочки и кармана |
М |
4 |
25 |
Juki DDL-8700-7-WB/AK85 |
|
Притачать подкладку кармана к шву притачивания клапана |
М |
4 |
15 |
Juki DDL-8700-7-WB/AK85 |
|
Стачать подкладку кармана |
М |
4 |
25 |
Juki DDL-8700-7-WB/AK85 |
|
Приутюжить карман в готовом виде |
У |
4 |
10 |
Электропаровой утюг Juki JVB-909/JMB-151V |
|
Итого |
221 с |
5.2 Разработка инструкционной карты на оптимальный вариант обработки узла
Таблица №7 Инструкционная карта для обработки прорезного кармана с клапаном.
|
№ |
Наименование операции |
Оборудование, спецприспособления |
ТУ, схема обработки, сборки |
|
1 |
Обтачать клапан с боковых сторон |
Juki DDL-8700-7-WB/AK85 |
|
|
2 |
Настрочить отделочную строчку по клапану |
Juki DDL-8700-7-WB/AK85 |
|
|
3 |
Нанесение месторасположения листочки и клапана на левой части переда |
Мел, лекало |
|
|
4 |
Настрачивание листочки на перед. |
Juki DDL-8700-7-WB/AK85 |
|
|
5 |
Настрачивание клапана на перед |
Juki DDL-8700-7-WB/AK85 |
|
|
6 |
Разрезание входа в карман |
Ножницы |
|
|
7 |
Вывернуть листочку, и клапан |
||
|
8 |
Закрепить уголки листочки и кармана |
Juki DDL-8700-7-WB/AK85 |
|
|
9 |
Притачать подкладку кармана к шву притачивания клапана |
Juki DDL-8700-7-WB/AK85 |
|
|
10 |
Стачать подкладку кармана |
Juki DDL-8700-7-WB/AK85 |
|
|
11 |
Приутюжить карман в готовом виде |
Электропаровой утюг Juki JVB-909/JMB-151V |
6.Экономическая оценка методов обработки
Таблица №8 Сокращение затрат времени и повышение производительности труда
|
Показатели |
Варианты методов обработки |
||
|
1 |
2 |
3 |
|
|
1 затраты времени на обработку узла (мин) |
4,42 |
4,12 |
3,68 |
|
2Сокращение затрат времени |
- |
+ |
+ |
|
3Повышение производительности труда |
- |
+ |
+ |
|
4 затраты времени на механизироанные технологические операции (мин) |
3,3 |
3 |
2,57 |
|
5степень механизации обработки узла |
74,6 |
72,8 |
70 |
Р>з.в.>=(Т>с>-Т>н>)/Т>с>*100%
Р>п.т>=(Т>н>-Т>с>)/Т>н>*100%
С>м>=Т>м>/Т>общ>*100%
Рисунок №11 Затраты времени на обработку узла
Рисунок № 12 Степень механизации обработки узла
Вывод
Целью курсового проекта была разработка оптимальных методов обработки для костюма мужского, предназначенного для использования в качестве школьной формы для мальчиков младшей возрастной группы. В соответствии с этим был выбран ассортимент основных материалов и пакет прикладных материалов (подкладочные, прокладочные ткани; швейные нитки; фурнитура), которые в полной мере соответствуют предъявляемым к изделию требованиям: гигиеническим, эксплуатационным, эстетическим и пр.
Выбранная модель не только отвечает существующему направлению моды, но и благодаря своей классичности будет востребована и во многих последующих сезонах.
При изготовлении выбранного изделия было применено новое высокопроизводительное оборудование и оптимальные методы обработки, которые позволили сократить затраты времени выполнения отдельных операций на 50%, и, соответственно, поднять производительность труда на 100%.
Для усовершенствования, и сокращения затрат времени для обработки прорезного кармана с клапаном и листочкой, рекомендуется использовать спецоборудование, которое запрагромировано выполнять только эту операцию, и не требует высококвалифицированного работника.
Но такое оборудование не выгодно приобретать, т.к. оно дорогостоящее, и частая сменяемость моделей, не позволит окупить его предприятию.
Костюм мужской изготавливается в условиях массового производства, что позволяет добиться высокого качества изделия, сокращения затрат времени на изготовление путем:
-разделение труда
-специализация рабочих мест
-высокопроизводительное оборудование
-поточноя организация производства
Актуальность темы курсового проекта выражается в реальной потребности производства в будущей разработке.
Литература
1. Журнал «Швейная промышленность», журналы мод.
2. Першина Л.Ф., Петрова С.В. Технология швейного производства. М.: Легпромбытиздат, 1991-416 с.: ил.- ISBN 5-7088-0212-Х.
3.Изместьева А.Я. Проектирование предприятий швейной промышленности. - М. Легкая и пищевая промышленность, 1983 г.
4.Справочник промышленной технологии одежды под ред. П.Н.Кокеткина.
5.Типовая техническая документация по конструированию, технология изготовления, организации производства и труда, основным и прикладным материалам по виду ассортимента.
6.Комплексно- механизированные линии в швейной промышленности Зак. И.И., Полухин ВЛ., Лейбман С.Я. и др.- М.: Легпромбытиздат, 1988. - 320 с.: ил.