Технологии проводного и жгутового монтажа
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра РЭС
РЕФЕРАТ
На тему:
«Технологии проводного и жгутового монтажа»
МИНСК, 2008
1. ТЕХНОЛОГИЯ ПРОВОДНОГО МОНТАЖА
К проводному монтажу предъявляются следующие требования:
минимальная длина электрических связей;
обеспечение надежных электрических и механических контактов;
технологичность при изготовлении и ремонте аппаратуры;
высокая помехоустойчивость за счет применения экранов, заземление каждого экрана в отдельности, пересечения монтируемых высокочастотных цепей под углом, близким к 90О;
соблюдение допустимых расстояний между оголенными участками проводов и металлическими поверхностями конструкций (не менее 3 мм для цепей с напряжением до 250 В, 5 мм для цепей свыше 250 В);
подключение не более 2-3 проводов под один зажимной контакт и выбор сечения проводов в зависимости от токовой нагрузки;
оголенные участки проводов должны иметь антикоррозийное или технологическое покрытие под пайку.
К проводам для жгутового монтажа предъявляют следующие требования:
- высокая механическая и электрическая прочность;
- гибкость, эластичность, возможность фигурной укладки;
- наличие цветной изоляции или маркировочных бирок на концах проводников;
- соответствие сечения провода и изоляции току нагрузки, допускаемому падению напряжения; наличие паяемых и антикоррозионных покрытий.
Для фиксированного внутриблочного монтажа используют медные провода с волокнистой изоляцией из капроновых нитей (МШДЛ, МЭШДЛ, МГШ, МГШД), пластика (ПВХ, НВ, НВМ), с комбинированной волокнисто-полихлорвиниловой (МШВ, МГШВ, БПВЛ), полихлорвиниловой (ПМВ, МГВ), поливинилхлоридной (МКШ, МПКШ) и резиновой изоляции (ЛПРГС, ПРП, АПРФ, ПРГ). Монтаж при повышенной температуре ведут проводами в изоляции из стекловолокна (МГСЛ, МГСЛЭ). При повышенной температуре (до 250°С) и влажности используют провод во фторопластовой изоляцией (МГТФ), для аппаратуры, работающей в интервале температур -60 - +40°С - провода в шланговой оболочке из морозостойкой резины марок РПД и РПШЭ.
Монтажные провода поставляются в бухтах. Часть монтажных проводов, в первую очередь с резиновой изоляцией, имеют луженые токопроводящие жилы, что ускоряет процесс подготовки проводов для монтажа. При выборе цвета изоляции монтажных проводов и их обозначений на электромонтажных схемах рекомендуется учитывать назначение электрической цепи. Помимо цвета провода могут различаться при помощи бирок, липких лент или путем нанесения маркировочных обозначений непосредственно на изоляцию проводов. (Например, красный - для цепей с высоким положительным потенциалом, синий - с отрицательным потенциалом, желтый - питание переменным током, черный - нулевое значение потенциала и т. д).
Наибольшее применение получила маркировка при помощи маркировочных бирок, изготовленных из полихлорвиниловых трубок. Бирку закрепляют на конце провода таким образом, чтобы она перекрывала обрез его изолирующей оплетки на 1-3 мм и не сползала при тряске и вибрации. Изготовление бирок включает маркировку, сушку и отрезку полихлорвиниловых трубок и осуществляется на специальных автоматах.
Подготовка проводов к монтажу включает следующие операции: мерную резку, удаление изоляции и заделку концов проводов, маркировку, облуживание и свивание проводов.
Мерную резку проводов вручную выполняют ножницами, кусачками, определяя длину провода по шаблону. В мелкосерийном производстве эта операция механизируется с помощью устройств мерной резки (рис. 1). Приспособление состоит из упора 4 с закрепленной на нем стрелкой. Упор жестко крепится на столе 7 гайкой-барашком так, чтобы стрелка совпадала с делением линейки 8. Резка производится между отверстиями в неподвижном 2 и подвижном 3 дисках путем поворота диска 3 вручную рукояткой 6. Диск 3 возвращается в исходное состояние с помощью пружины 5. Приспособление позволяет получить точность нарезки ±0.7 мм. В других конструкциях вращение диска осуществляется электродвигателем.
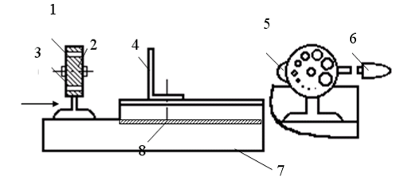
Рис. 1. Устройство мерной резки
Резку проводов (различных марок и сечений) длиной от 50 до 1350 мм и зачистку концов обжигом пластиковой изоляции по концам на расстоянии 5-10мм при массовом производстве выполняют на специальных автоматах (рис. 2).. Провод с катушки 1 протягивается через механизм предварительной подачи 2, роликовый механизм рихтовки 3, мерный ролик 4, механизм подачи (ролики 5,6), механизм зажима 8,9, механизм обжига 7 к механизму резки 10. При достижении заданной длины ведущие подвижные ролики 5 отходят от ведущих неподвижных роликов 6 с помощью пневмосистемы, но происходит фиксация провода зажимами 7 и 9. После этого механизм обжига 8 наджигает изоляцию провода в двух местах. Далее провод разрезается отрезным ножом 10 и выталкивается захватом 9 с помощью пневмосистемы в тару. Производительность автомата достигает 2000 шт/ч.
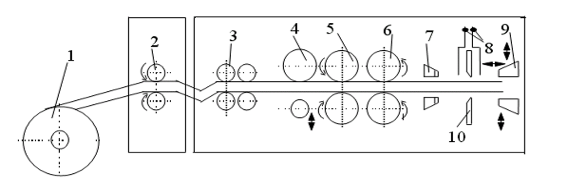
Рис. 2. Схема автомата подготовки провода
Зачистка проводов от изоляции должна обеспечить технологичность монтажа и надежность контактного соединения. Для большинства соединений зачистку осуществляют на длину 7-10 мм, для многожильных проводов - 10-15 мм (рис. 3). Изоляцию проводов удаляют:
МГВ,МГВЛ,МГВЛЭ,МГВСЛ - электрообжигом;
МГСЛ (с внутренней изоляцией из стекловолокна) надрезом на автомате, специальными щипцами;
МГТФ, МГТФЛЭ (термостойкая фторопластовая изоляция) надрезом;
ЛПЛ (х/б пряжа), МОГ (шелк, капрон), МГТЛ (лавсановая) электрообжигом;
МШВ,МГШВ (пленочная и волокнистая изоляции) - электрообжигом;
эмалевую изоляцию с проводов ПЭТ, ПЭЛ - шлифовальной шкуркой, шабером;
ПЭВ и ПЭМ - погружением в муравьиную кислоту и протиркой бязью;
многожильных ЛЭШО и ЛЭШД - нагревая в верхней части пламени спиртовой горелки и погружая в спирт с последующей протиркой бязью, либо погружением в расплав солей (хлористый калий) при температуре 7680 С на 1-2с.
Для зачистки изоляции применяют специальные приспособления, удаляющие изоляцию обжигом и стягиванием съемником изоляции (рис. 4). Основными рабочими органами являются нить накала 3 и губки-ножи 2. Нить прожигает изоляцию при повороте провода 1 вокруг оси. Губки являются опорой для провода при прожигании изоляции, предохраняют ее от обугливания, обеспечивают снятие изоляции. Для исключения надрезов губки полируются и имеют радиус скругления 0,08 мм.
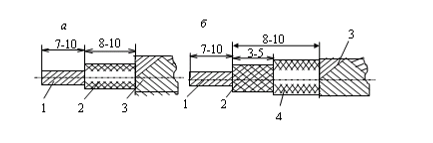
Рис. 3. Разделка концов проводов с пластиковой (а) и комбинированной (б) изоляцией
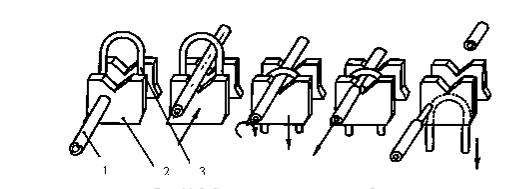
Рис. 4. Схема удаления изоляции обжигом
Термомеханический способ позволяет снимать изоляцию в один прием с проводов сечением 0,07-0,35 мм2. Рабочее место при этом должно быть оборудовано местной вентиляцией. Недостатки тепловых методов удаления изоляции: возможны пережоги провода, образование окисной пленки, выделение вредных газов.
К механическим приспособлениям, предназначенным для снятия любой изоляции, относится устройство с механическими щетками, которые вращаются при помощи электродвигателя в противоположных направлениях. Зазор между щетками регулируется. Время зачистки изоляции 2-3 с., производительность 150-300 проводов/час, длина снимаемой изоляции 5-20 мм. Недостатки механического способа: уменьшение диаметра, насечки, скручивание, трудности при обработке проводов малого диаметра 0,02-0,05 мм.
Заделку концов изоляции с волокнистой изоляцией осуществляют с помощью нитроклея, путем одевания полихлорвиниловых трубок или наконечников из пластмасс, нитками (оклетневка). Оклетневка состоит в наматывании на изоляцию слоя цветных хлопчатобумажных или шелковых ниток, которые затем покрывают клеем БФ-4 или нитролаком (рис. 5).
1 – провод; 2 – хлопчатобумажная нитка
рис. 5. Закрепление изоляции провода ниткой
Для снятия экранирующей оплетки с кабелей применяется установка СЭ-1, работающая по принципу винтового среза оплетки с помощью вращающихся фрез и неподвижных ножей (рис. 6). Перемещением втулки 1 устанавливают расстояние между ножами 2. Кабель 5 подается в отверстие втулки до упора 4. Фрезы 3, вращаясь навстречу движения провода, загибают экранирующую оплетку 6, которая срезается, попадая в зазор между зубьями фрез и ножами. Круговой срез обеспечивается поворотом провода вокруг оси. Установка для снятия экранирующей оплетки с концов монтажных проводов типа МГВШЭ, БПВЛЭ диаметром по оплетке 1-5 мм имеет производительность 600 заготовок/ч.
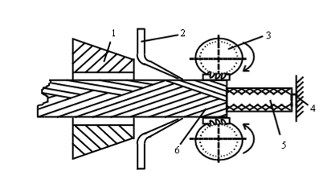
рис. 6. Схема установки для снятия экранирующей оплетки
Разделку концов экранирующей оплетки, обеспечивающую подключение ее к корпусу выполняют следующими способами:
протаскиванием конца провода через отверстие, сделанное в оплетке на расстоянии 20 мм от конца и подключение свободной части оплетки к корпусу;
подпайкой к оплетке дополнительного провода.
Лужение монтажных проводов осуществляют путем погружения оголенных участков в ванны с припоем ПОС61, ПОС61М при температуре 250-260 С в течение 1-4 с с использованием флюсов ФКСп, ФКТ. Для ВЧ кабелей с нетеплостойкой изоляцией применяется припой ПОСВ-33 при температуре 170-190°С.
2. ТЕХНОЛОГИЯ ЖГУТОВОГО МОНТАЖА
Конструкции жгутов определяются особенностями конструкций аппаратуры и требованиями к обслуживанию. Жгуты делятся на межблочные и внутриблочные, которые, в свою очередь подразделяются на простые (прямые) (а), с ответвлениями (б), сложные (в), с замкнутыми ветвями (г) (рис.7).
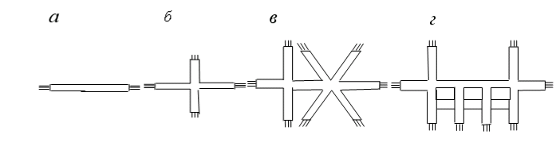
рис.7. Виды жгутов
В зависимости от конструкции жгута для его изготовления применяют плоские и объемные шаблоны. Плоский шаблон представляет собой основание из изоляционного материала, на котором нанесен рисунок жгута и в соответствии с трассировкой расположены металлические шпильки, на которые надеты изоляционные трубки (рис.8). Для фиксации концов проводов предусмотрены специальные зажимы. Между шпильками производят укладку монтажных проводов.
Повышение производительности изготовления жгутов и исключение ошибок монтажа достигают применением электрофицированных шаблонов, в которых концы монтажных проводов фиксируются специальными зажимами, электрически связанными с сигнальными лампочками. Лампочки и зажимы коммутированы таким образом, что при правильной укладке и фиксации провода загораются поочередно лампочки 1-й, затем 2-й трассы и т.д. Провод прокладывается по трассе шаблона, лампочки при этом гаснут, а загорается красная контрольная лампочка, подтверждающая правильность укладки.
Первоначально разработку конструкции жгута осуществляют на макете. Укладывают провода согласно монтажной или принципиальной схеме, концы проводов маркируют с двух сторон бирками с указанием номера трассы (1-2; 1-6; 3-5 и т. д.), после чего измеряют их длину и заносят данные в таблицу монтажных соединений.
Таблица 1 - Таблица монтажных соединений
|
N провода |
Марка провода |
Сечение провода, мм |
Длина провода, мм |
Трасса соединений |
|
1-2 |
МГШВ |
0,5 |
30 |
1Р2-2Ш1 |
|
1-3 |
БПВЛ |
1,0 |
160 |
2Р2-3Ш1 |
|
1-4 |
¾¾//¾¾ |
¾¾//¾¾ |
250 |
5Р2-5Ш1 |
|
1-5 |
¾¾//¾¾ |
¾¾//¾¾ |
290 |
4Р2-6Ш2 |
При раскладке жгутов соблюдают следующие правила:
- экранированные провода должны быть внутри жгута, поэтому с них начинают раскладку;
- внутри жгута укладывают короткие провода малых сечений;
- длинные провода укладывают снаружи с образованием лицевой стороны;
- шаг вязки жгутов t выбирают в зависимости от сечения жгута, числа проводов n и диаметра жгута по табл. 2;
концы жгута должны иметь бандажи и оконечные узлы;
для защиты от механических повреждений жгут по всей длине или на отдельных участках обматывают изоляционной лентой;
жгут на каркасе крепят металлическими скобками с установкой под ним изоляционных трубок или прокладок из лакоткани (длина закрепления 150-200 мм );
отверстия в каркасе, через которые проходят жгуты, должны иметь закругленные кромки и резиновые втулки;
при пайке проводов жгута обязательно применяют их механическое крепление на контактных лепестках, путем продевания в отверстие лепестка и загибки.
Таблица 2 - Шаг вязки жгутов
|
Сечение провода менее 0,33 мм2 |
Сечение провода более 0,33 мм2 |
||
|
n, шт |
t, мм |
n, шт |
t, мм |
|
5 |
5-10 |
10 |
15-20 |
|
5-15 |
10-12 |
11-30 |
8-30 |
|
16-20 |
13-18 |
>30 |
30-40 |
|
>20 |
25 |
Если аппаратура предназначена для работы в условиях тряски и вибрации, концы проводов огибают вокруг лепестков на 1-2 оборота и обжимают. Запрещается паять незакрепленные концы (встык и внахлестку). Для большинства монтажных соединений, допускающих нагрев до 280°С применяется припой ПОС-40, для наиболее ответственных соединений применяют припой ПСр 2,5, который содержит 2,5% Ag, 5,5% Sn и 92% Pb и имеет температуру кристаллизации 305°С. Для пайки проводов, допускающих нагрев до 230°С применяют припой ПОС-61.
Для снижения трудоемкости процесс вязки жгутов механизируют, используя пневматические пистолеты. Автоматизация процесса вязки осуществляется на специальных станках, автоматах или полуавтоматах, управляемых с ЭВМ. Для механизации операций изготовления жгута в условиях серийного производства используют конвейерные линии. В этом случае технологический процесс разбивают на ряд простых операций, например, на одном рабочем месте осуществляют раскладку проводов одного сечения и марки. Такт работы составляет 5-7.5 с. Конвейер для изготовления жгутов замкнут в горизонтальной плоскости и транспортирует шаблоны с помощью тележек. Он оснащается пистолетами для вязки жгутов, приспособлениями для снятия изоляции и лужения.
Для раскладки жгутов разработан автомат с программным управлением модели KL-327, выполняющий следующие операции: выбор провода и подготовку его к раскладке по расцветке и сечению; крепление начала проводника обмоткой вокруг шпильки на шаблоне; раскладку провода; обрезку провода.
Автомат раскладывает провода марки МГШВ сечением до 0,5 мм2 со скоростью 10 м/мин. Наибольшее количество раскладываемых цепей - 102 шт., габариты жгутов - до 1000*400 мм.
Для изготовления жгутов используют РТК, которые включают: робот-манипулятор (РМ-01), универсальный шаблон, сменную оснастку робота: схваты, механизм раскладки провода. Средняя скорость укладки проводов не менее 0,25 м/с.
СПИСОК ИСПОЛЬЗОВННЫХ ИСТОЧНИКОВ:
Гелль П.П., Иванов-Есипович Н.К. Конструирование и микроминиатюризация радиоэлектронной аппаратуры: Учебник для вузов. - Л.: Энергоатомиздат, Ленингр. отд. - 2004. - 536 с.
Каленкович Н.И., Фастовец Е.П., Шамгин Ю.В. Механические воздействия и защита РЭА. Учебное пособие для вузов. - Мн.: Вышэйшая школа, 2001.
Ненашев А.П. Конструирование радиоэлектронных средств: Учеб. для радиотехнич. спец. вузов – М.: Высш.шк., 2000. – 432 с.
Норенков И.П. Основы автоматизированного проектирования: Учеб. для вузов. – М.: Изд-во МГТУ им. Н.Э.Баумана, 2000. – 360 с.
Соломахо В.Л., Томилин Р.И., Цитович Б.В., Юдовин Л.Г. Справочник конструктора-приборостроителя. - Мн.: Выш. школа, 2003. - 272 с.
Справочник конструктора РЭА: Компоненты, механизмы, надежность/ Н.А. Барканов, Б.Е. Бердичевский, П.Д. Верхопятницкий и др. Под ред. Р.Г. Варламова. - М.: Радио и связь, 2005. - 384 с.
Справочник конструктора РЭА: Общие принципы конструирования / Под ред. Р.Г. Варламова. - М.: Сов. радио, 2000.