Сверлильно-расточные станки
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМ Н.И.ЛОБАЧЕВСКОГО»
ФАКУЛЬТЕТ УПРАВЛЕНИЯ И ПРЕДПРИНИМАТЕЛЬСТВА
Контрольная работа по дисциплине:
«Машины и оборудование»
на тему: «Сверлильно-расточные станки»
Нижний Новгород 2009 г.
СОДЕРЖАНИЕ
Введение
1. Классификация станков сверлильно-расточной группы
2. Вертикально-сверлильные станки
2.1 Вертикально-сверлильный станок мод. 2Н135
2.2 Вертикально-сверлильный станок мод. 2М112
3. Радиально-сверлильные станки
3.1 Радиально-сверлильный станок мод .2М55
3.2 Радиально-сверлильный станок мод .2В56
4. Координатно-расточные станки
4.1 Координатно-расточный станок мод. 2Д450
4.2 Координатно-расточный станок мод. 2455
Заключение
Используемые ресурсы
ВВЕДЕНИЕ
К современным машинам и приборам предъявляются высокие требования по технико-эксплуатационным характеристикам, точности и надежности работы. Эти показатели обеспечиваются высокой точностью размеров и качеством обработанных поверхностей деталей машин и приборов. Поэтому, несмотря на большие достижения технологии производства высококачественных заготовок, роль обработки резанием и значение металлорежущих станков в машиностроении непрерывно повышаются.
Современные металлорежущие станки — это разнообразные и совершенные рабочие машины, использующие механические, электрические и гидравлические методы осуществления движений и управления рабочим циклом, решающие самые сложные технологические задачи.
Станкостроение развивается как в количественном, так и качественном отношении. Непрерывно повышаются точность, производительность, мощность, быстроходность и надежность работы станков. Улучшаются эксплуатационные характеристики, расширяются технологические возможности, совершенствуются архитектурные формы станков. Успешное развитие станкостроения обеспечивает перевооружение всех отраслей нашей промышленности высокопроизводительными и высококачественными станками, многие из которых отвечают требованиям мировых стандартов.
1. КЛАССИФИКАЦИЯ СТАНКОВ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
В зависимости от целевого назначения станка все металлорежущие станки подразделяются на девять групп. В свою очередь, каждая группа имеет девять подгрупп - типов станков.
Сверлильные и расточные станки по классификатору относятся ко второй группе, внутри которой их делят на следующие типы: Вертикально-сверлильные; одношпиндельные; многошпиндельные полуавтоматы; координатно-расточные; радиально-сверлильные; расточные; алмазно-расточные; горизонтально-сверлильные и центровые
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая - к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 - вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально - сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
Из-за большого разнообразия моделей станков каждый тип станков содержит еще несколько разновидностей. В данной работе предлагаю рассмотреть три типа станков: Вертикально-сверлильные, радиально-сверлильные и координатно-расточные станки.
2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Вертикально-сверлильные станки широко применяются во всех отраслях машиностроительной промышленности, как в ремонтно-механических мастерских, так и в крупных механических цехах заводов. Вертикально-сверлильные станки можно разделить на несколько групп:
1) универсальные, специализированные, специальные;
2) автоматические, полуавтоматические, автоматизированные, с программным управлением, с механической и ручной подачей;
3) одношпиндельные, многошпиндельные, многоколонные;
4) нормальной и повышенной точности.
Одношпиндельные вертикально-сверлильные станки в свою очередь делятся на: а) настольные станки для обработки отверстий диаметром 3,6 и 12 мм, применяемые в приборостроении (рис. 1,а) с подачей шпинделя вручную;
б) станки на колонне (основной и наиболее распространенный тип) для обработки отверстий (рис. 1,б) диаметром 18, 25, 35, 50 и 75 мм, им присущ недостаток, что для совмещения осей обрабатываемого отверстия и инструмента необходимо перемещение деталей относительно инструмента (вручную).
Базовыми являются обычные универсальные вертикально-сверлильные станки мод. 2Н118, 2И125, 2Н135 и 2Н150. Они предназначены главным образом для работы в условиях единичного производства, где коэффициент загрузки составляет не менее 50%.
Универсальные автоматизированные станки мод. 2H2I8A, 2Н125А, 2Н135А и 2Н150А предназначены для мелкосерийного и серийного производства. Эти станки наряду с обычным ручным, могут работать в полуавтоматическом и автоматическом циклах; движения шпинделя, благодаря чему они хорошо приспособлены, для многостаночного обслуживания.
Многошпиндельные сверлильные станки делят в основном на две группы:
а) станки с постоянными шпинделями (рис. 1,в) имеющими одну общую станину, на которой установлен ряд стоек. На каждой стойке имеется шпиндель с отдельным электроприводом. На станке можно обрабатывать (последовательно) одно и то же отверстие различными режущими инструментами, постепенно перемещая деталь вдоль стола станка;
б) станки с переставными шарнирно соединенными шпинделями (рис. 1, г). Станки с переставными шпинделями дают возможность устанавливать их независимо один от другого, в соответствии с расположением отверстий, которые необходимо просверлить в заготовке.
Рис 1. Типы вертикально-сверлильных станков.
Комплекс работ на сверлильных станках состоит из следующих элементов: установка, совмещение оси сверла и отверстия; закрепление заготовки, а при наличии нескольких отверстий в заготовке ее перемещение; управление режимами резания; установка частоты вращения режущего инструмента, величины подачи; вклюцеНие и выключение подачи сверла, электродвигателей главного движения и охлаждающей жидкости; открепление и съем обработанной детали; уборка стружки.
2.1 ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2Н135
Вертикально сверлильный станок 2Н135 предназначен для выполнения следующих операций: сверления, зенкерования, зенкования, развёртывания, резьбонарезания, в различных материалах.
Позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности.
Техническая характеристика станка мод. 2Н135
Наибольший условный диаметр сверления, мм 35
Размер конуса Морзе шпинделя 4
Вылет шпинделя, мм 300
Наибольший ход шпинделя, мм 250
Расстояние от конца шпинделя до стола, мм:
Наименьшее 30
Наибольшее 750
Размеры рабочей поверхности стола (ширина Х длина), мм 450Х500
Ход стола, мм 300
Число скоростей шпинделя 12
Частота вращения шпинделя, об/мин:
Наименьшая 31,5
Наибольшая 1400
Число подач шпинделя 9
Подача шпинделя, мм/об:
Наименьшая 0,1
Наибольшая 0,6
Мощность электродвигателя главного движения, кВт 4
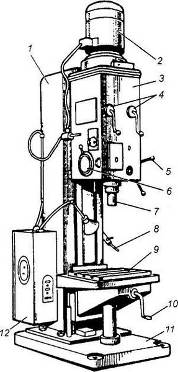
Рис2. Вертикально-сверлильный станок 2Н135
Основные узлы станка: 1 - станина; 2- электродвигатель; 3 - сверлильная головка; 4, 10 - рукоятки; 5- штурвал; 6 - лимб; 7 – шпиндель; 8 - шланг подачи СОЖ; 9 - стол;11 - плита; 12 - шкаф электроаппаратуры.
Главным движением в станке является вращение шпинделя с закрепленным в нем инструментом. Движение подачи в станках этого типа осуществляется вертикальным перемещением шпинделя. Заготовку обычно устанавливают на столе станка.
Соосность отверстия заготовки и шпинделя получают перемещением заготовки.
Станина 1 (см. рис. 2) имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу - штурвалом 5. Контроль глубины обработки осуществляют по лимбу 6. В нише станины размещен противовес. Электрооборудование станка вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках на ее верхнюю плоскость можно устанавливать заготовку. Стол станка бывает подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Его монтируют на направляющих станины или выполняют в виде тумбы, установленной на фундаментной плите.
2.2 ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2М112
Настольный вертикально-сверлильный станок 2М112 служит для сверления в мелких изделиях отверстий диаметром от 0,25 до 12 мм. Устанавливают его на деревянном или металлическом верстаке и крепят к нему болтами.
-
Техническая характеристика станка мод. 2М112
Наибольший размер сверления и резьбонарезания, мм
12
Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм
190
Размер конуса шпинделя наружный по ГОСТ 9953-82
B18
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, min -max, мм
50-400
Наибольшее перемещение шпинделя, мм
100
Цена деления лимба, мм
1
Подача при сверлении
ручная
Количество скоростей шпинделя
5
Пределы частоты вращения шпинделя, min-max, об/мин
450-4500
Мощность электродвигателя, кВт
0,55
Частота вращения электродвигателя, об/мин
1500
Напряжение трёхфазного эл.питания, В.
380
Размеры рабочей поверхности стола, мм
200 х 250
Количество Т-образных пазов
3
Расстояние между пазами, мм
50
Ширина пазов, мм
14
Габаритные размеры, мм
770x370x950
Масса, не более, кг
120
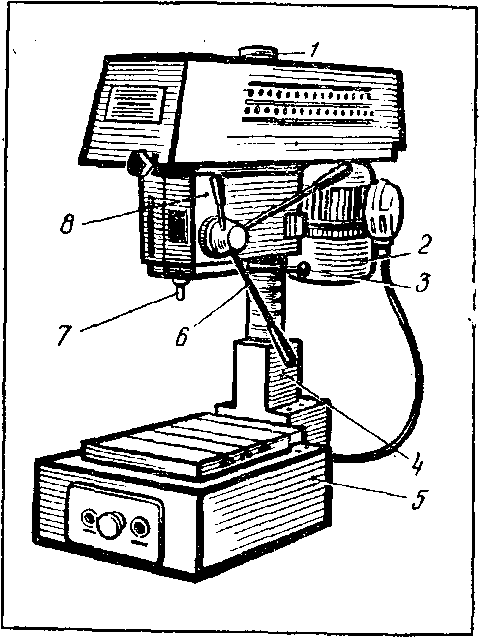
Рис3. Настольно-вертикальный станок 2М112
Основные узлы станка: 1- колонна, 2 – привод, 3- механизм подъема 4- кронштейн, 5 - стол, 6- шпиндель, 7- рукоятка ручной подачи, 8 - шпиндельная бабка.
Главным движением в станке является вращение шпинделя с закрепленным в нем инструментом. Шпиндельный узел смонтирован в корпусе шпиндельной бабки. Вращение шпинделю передается от электродвигателя посредством клиноременной передачи, ведомый шкив которой соединен со шпинделем на шлицах Ручная подача шпинделя осуществляется вращением рукоятки ручной подачи при помощи валика-шестерни и гильзы рейки. Сверла с коническим хвостовиком закрепляют в шпинделе непосредственно или с помощью переходных втулок, и для закрепления сверл с цилиндрическим хвостовиком (обычно диаметром до 10 мм) в шпинделе предварительно закрепляют сверлильный патрон.
На станке установлен асинхронный электродвигатель трехфазного переменного тока, который управляется барабанным переключателем. На переключателе имеются надписи «Влево», «О», «Вправо». Для осуществления правого и левого вращения рычажок барабанного переключателя поворачивают в соответствующее положение.
3. РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
На радиально-сверлильных станках выполняют те же технологические операции, что и на вертикально-сверлильных, а именно: сверление отверстий в сплошном материале, рассверливание и зенкерование предварительно просверленных отверстий, зенкование торцовых поверхностей, развертывание отверстий, нарезание внутренней резьбы метчиками. С помощью специальных инструментов и приспособлений на радиально-сверлильных станках можно растачивать отверстия, канавки, вырезать отверстия большого диаметра в дисках из листового материала, притирать точные отверстия цилиндров, клапанов и т. д. Как видно из перечня технологических операций, радиально-сверлильные станки являются универсальными. Основное назначение их - обработка отверстий в крупных деталях в условиях единичного и мелкосерийного производства.
Принципиальное отличие от вертикально-сверлильных станков состоит в том, что при работе на них приходится перемещать обрабатываемую деталь относительно сверла, в радиально-сверлильных станках, наоборот, сверло перемещают относительно обрабатываемой детали. Это сделано не случайно, так как при обработке тяжелых деталей на их установку, выверку и закрепление требуется больше времени, чем на подвод сверла.
Шпиндель радиально-сверлильного станка легко можно перемещать как в радиальном направлении, так и по окружностям различных радиусов. Это дает возможность сверлить отверстия в любой точке участка детали, ограниченного двумя концентрическими секторами окружностей: одна из них образована радиусом наибольшего, а другая - наименьшего вылета шпинделя при круговом вращении рукава относительно колонны станка.
Благодаря своей универсальности радиально-сверлильные станки находят широкое применение - от ремонтного до машиностроительных цехов крупно-серийного производства.
В промышленности применяют много различных типов радиально-сверлильных станков. Приведем некоторые из них (рис. 4).
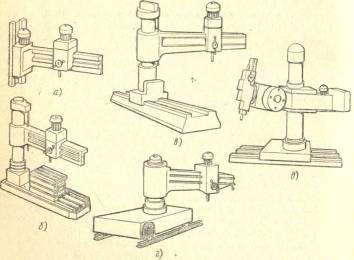
Рис 4. Типы радиально-сверлильных станков.
В настенном радиально-сверлильном станке отсутствуют плита и колонна (рис.4,а). Эти станки применяют для обработки стальных конструкций и прокатного или листового материала. Крупные котлы и резервуары обрабатывают на них с механическим вертикальным перемещением рукава.
Радиально-сверлильный станок общего назначения показан на рис.4 (б). Обрабатываемую заготовку устанавливают на плите или на столе. Шпиндель станка занимает вертикальное положение и может перемещаться в трех направлениях: вокруг оси колонны, по радиусам этой окружности и вертикально - вдоль своей оси.
На рис. 4(в) показан радиально-сверлильный станок с колонной, перемещающейся по направляющим станины. Такие станки предназначены для обработки тяжелых труднотранспортируемых и громоздких деталей.
Радиально-сверлильный станок (рис.4,г) может быть смонтирован на самоходной тележке, которая перемещается с помощью электропривода по нормальной железнодорожной колее.
На рис. 4(д) показан радиально-сверлильный переносный станок, применяемый для обработки отверстий в крупных корпусных стальных и чугунных отливках. Такие станки широко применяют в тяжелом машиностроении, на судостроительных заводах.
Перемещение колонны по станине, вертикальное и горизонтальное перемещение рукава осуществляют механически. Зажим колонны, рукава и салазок на станине производят гидравлически.
Радиально-сверлильные станки имеют широкий диапазон частот вращения и большое число скоростей шпинделя и механических подач при высокой мощности главного привода. Вспомогательное время при работе на радиально-сверлильных станках достаточно велико. Для его уменьшения станки снабжают механизмами с минимальным временем переключения частот вращения шпинделя и изменения величины подачи. Органы управления станком сосредоточивают в одном месте -на сверлильной (шпиндельной) головке. Включение и реверсирование вращения шпинделя осуществляют многодисковой фрикционной муфтой, а изменение скоростей и подач - гидравлическим преселективным управлением. Система предохранительных устройств исключает поломки станка вследствие его перегрузки.
3.1 РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2М55
Cтанок радиально сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
|
Техническая характеристика станка мод. 2Н135 |
|
|
Наибольший условный диаметр сверления, мм |
50 |
|
Вылет шпинделя, мм |
410-1600 |
|
Расстояния от торца вертикального шпинделя до фундаментальной плиты, мм |
450-1600 |
|
Наибольшее горизонтальное перемещение сверлильной головки по рукаву. |
1190 |
|
Наибольшее вертикальное перемещение: |
|
|
Шпинделя.. |
350 |
|
Рукава на колонне.. |
800 |
|
Число скоростей шпинделя.. |
21 |
|
Частота вращения шпинделя, об/мин. |
20-2000 |
|
Число ступеней механических подач. |
12 |
|
Подача шпинделя, мм/об.. |
0,056-2,5 |
|
Мощность электродвигателя привода главного движения, кВт |
5,5 |

Рис.5. Радиально-сверлильный станок мод. 2М55
Основные узлы станка: 1- фундаментальная плита, 2- цоколь, 3- рукав, 4 – механизм подьема, 5 – шпиндельная головка, 6 – пульт управления, 7 – стол для закрепления заготовки.
Рукав станка со сверлильной (шпиндельной) головкой смонтирован на колонке и может перемещаться по ней с помощью механизма подъема установленного на верхнем торце колонны. Управление станком осуществляют с пульта. Сверлильная (шпиндельная) головка выполнена в виде отдельного агрегата, в котором смонтированы следующие элементы: коробка скоростей и подач, механизм подач, шпиндель с противовесом, механизм управления 6 коробкой скоростей и подач и др. Ее вручную перемещают по направляющим. В нужном положении шпиндельную головку фиксируют механизмом зажима. В фундаментальной плите имеется бак, установлена насосная установка для подачи охлаждающей жидкости к режущему инструменту. На фундаментальной плите расположен стол для закрепления и обработки на нем заготовок небольшого размера. Если деталь имеет большие размеры, то ее закрепляют на плите.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д. Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
3.2 РАДЛИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2В56
Станок радиально-сверлильный 2В56 предназначен для сверления, зенкерования и развертывания отверстий, для нарезания резьб в изделиях крупных и средних размеров значительного веса в условиях индивидуального и серийного производства.
|
Техническая характеристика станка мод. 2В56 |
|
|
Наибольший условный диаметр сверления, мм |
50 |
|
Вылет шпинделя, мм |
1500 |
|
Наибольший ход шпинделя в мм. .. |
350 |
|
Число скоростей вращения шпинделя |
10 |
|
Пределы чисел оборотов шпинделя в минуту . |
55-1650 |
|
Количество величин подач шпинделя |
9 |
|
Пределы величин подач, мм/об . |
0,15-1,2 |
|
Скорость вертикальных перемещений траверсы в мм/мин |
900 |
|
Мощность в кВт |
|
|
Электродвигателя перемещения таверсы. |
1,3 |
|
Главного электродвигателя. |
5,5 |
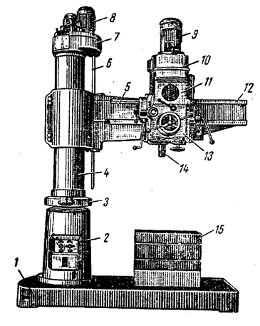
Рис. 6 Радиально-сверлильный
станок 2В56
Основные узлы станка: 1 - фундаментная плита; 2 - колонна; 3 - разрезной хомут; 4 - поворотная гильза; 5 - консоль (траверса); 6 - винт подъёма консоли; 7 - редуктор; 8 – электродвигатель подъёма консоли; 9 - электродвигатель подачи; 10 - коробка скоростей; 11 -шпиндельная головка; 12 - рейки перемещения шпиндельной головки; 13 – коробка подач; 14 - шпиндель; 15 - съёмный стол.
На фундаментной плите станка закреплена станина с колонной и поворотной гильзой. Разрезной хомут скрепляет колонну со станиной. На колонне закреплена консоль, которая может перемещаться по колонне вверх и вниз с помощью электродвигателя, редуктора и винта. На консоли находится шпиндельная головка, в которой размещается коробка скоростей, коробка подач и шпиндель.
Шпиндельная головка может радиально перемещаться по направляющим рейкам консоли, а консоль может поворачиваться вокруг колонны на определённый угол механически или вручную.
При работе на станках этого типа заготовку можно закрепить неподвижно на съёмном столе или прямо на фундаментной плите. Ось инструмента, закреплённого в шпинделе, совмещают с осью обрабатываемого отверстия с помощью трёх перемещений:
- вертикального вдоль оси шпинделя;
- радиального, по направляющим консоли;
- вокруг колонны на определённый угол.
4. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
Общая характеристика: Координатно-расточные станки принадлежат к той группе металлорежущих станков, которые обеспечивают универсальными средствами обработку отверстий с точным расположением осей. Особенностью координатно-расточных станков является перемещение обрабатываемых деталей в прямоугольных или полярных координатах. Кроме расточки на станке выполняют сверление, чистовое фрезерование, разметку, проверку линейных размеров и т. д. Применяя поворотные столы, производят обработку (в полярной системе координат) отверстий с наклонными взаимно перпендикулярными осями, а также проточку торцовых поверхностей.
Координатно-расточные станки применяют в единичном и мелкосерийном производствах при обработке отверстий в кондукторных плитах, корпусах приспособлений и ответственных деталей машин, когда необходимо достигнуть высокой точности взаимного расположения осей отверстий обрабатываемых деталей без специальной оснастки.
Точность линейных перемещений на координатно-расточных станках находится в следующих пределах: для станков малых размеров 2 мкм, средних 3-4 мкм и крупных 6-8 мкм. В станках повышенной точности (мастер-станки) точность установки размеров достигает 1 мкм, а угловое перемещение до 5". Координатно-расточные станки обеспечивают не только высокую точность расположения осей обрабатываемых отверстий, но и высокую точность их геометрической формы (по круглости и цилиндричности). Конструкция координатно-расточного станка является по существу сочетанием металлорежущего станка и измерительной машины, что дает возможность контролировать детали, обработанные на других станках. Эти станки применяют для точных разметочных, делительных и других работ. Координатно-расточные станки делят по компоновке, типу измерительных устройств и степени автоматизации.
По компоновке координатно-расточные станки делят на одно - и двухстоечные (рис. 7, а, б).
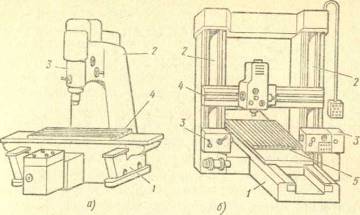
Рис.7 Координатно-расточные станки.
а - одностоечный: 1 – станина; 2 –стойка 3 - шпиндельная бабка; 4 - стол с салазками;
б - двухстоечные: 1 - станина; 2 - стойки; 3 -шпиндельная бабка; 4 - траверса; 5 - стол
Одностоечные станки обычно имеют один шпиндель и стол, переме-щающийся в продольном и поперечном направлениях. В двухстоечных станках стол имеет продольное перемещение, а шпиндельная бабка может перемещаться по траверсе в поперечном направлении перпендику-лярно направлению перемещения стола.
4.1 КООРДИНАТНО-РАСТОЧНОЙ СТАНОК МОД. 2Д450
Одностоечный координатно-расточный станок мод. 2Д450 оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок может использоваться как в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки.
-
Техническая характеристика станка мод. 2Д 450
Размеры рабочей поверхности стола (ширина Х длина) ..
630Х1120
Перемещение стола, мм не более .
1000
Продольное..
630
Поперечное .
270
Перемещение шпинделя, мм, не более.
330
Перемещение шпиндельной бабки, мм, не более..
330
Диаметр сверления, мм, не более....
30
Диаметр растачивания, мм, не более..
250
Расстояние, мм:
От торца шпинделя до поверхности стола.
200-800
От оси шпинделя до стойки (высота)
710
Основанием одностоечного координатно-расточного станка мод. 2450 является станина I, к которой примыкает вертикальная стойка II (рис. 8). Шпиндельная бабка IV представляет собой отдельный механизм, корпус которого имеет две V-образные призматические направляющие, и может перемещаться по вертикальным направляющим III. Наверху шпиндельной бабки расположена коробка скоростей XI для сообщения вращательного движения шпинделю V. На станине I расположены пульт управления VI и механизм предварительного набора координат VIII. Стол и салазки VII имеют раздельный привод; IX - привод перемещения стола, X - привод перемещения салазок. По горизонтальным направляющим станины перемещается стол. Одна направляющая для перемещения стола плоская, а другая V-образная. Тела качения - ролики, заключенные в металлические сепараторы и опирающиеся непосредственно на поверхности основания и стола.
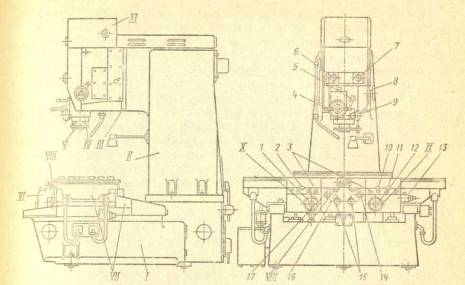
Рис.8 Координатно-расточной станок модели 2Д450
Основные узлы станка: 1-маховичок ручного перемещения салазок; 2- регулятор скорости перемещения салазок; 3 - пульт управления станком; 4 - рукоятка ускоренного перемещения шпинделя; 5 - рукоятка механизма отключения подачи гильзы на заданной глубине; 6 - указатель частот вращения шпинделя; 7 - указатель скорости перемещения гильзы; 8 - маховичок установки ступеней частот вращения шпинделя; 9 - маховичок ручной подачи шпинделя; 10 - регулятор подачи гильзы шпинделя; 11 - регулятор скорости перемещения стола; 12- маховичок ручного перемещения стола; 13 — механизм набора координат салазок; маховичок микронной шкалы стола; 15 - кнопки приведения отсчета оптической системы к нулю; 16 - механизм набора координат стола; 17 - маховичок микронной подачи салазок.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,004 мм. и в полярной системе – 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм. Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом – на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1мм., линейка станины – 630 делений. Штрихи проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчёта большой точности на экране имеется дополнительная шкала, позволяющая производить отсчёт до 0,001 мм.
4.2 КООРДИНАТНО-РАСТОЧНОЙ СТАНОК МОД. 2455
Координатно-расточный станок мод. 2455 (рис.9) предназначен для выполнения следующих операций: сверления, зенкерования, развертывания и растачивания отверстий в кондукторах, матрицах, пресс-формах, приспособлениях и деталях, к которым предъявляют требования высокой точности межосевых расстояний и геометрической формы отверстий.
|
Техническая характеристика станка мод. 2Д 450 |
|
|
Размеры рабочей поверхности стола (ширина Х длина) ... |
900Х630 |
|
Перемещение, мм не более |
|
|
Шпиндельной бабки...... |
630 |
|
Стола .. |
800 |
|
Поперечины.... |
500 |
|
Гильзы шпинделя....... |
220 |
|
Масса обрабатываемой детали, кг, не более..... |
800 |
|
Расстояние от торца шпинделя до зеркала стола, мм, не более.. |
800 |
|
Диаметр гильзы шпинделя, мм.. |
120 |
|
Частота вращения шпинделя, об/мин. |
40-2000 |
|
Подача гильзы шпинделя стола и шпиндельной бабки, мм.... |
2,5-500 |
|
Скорость быстрого хода стола и шпиндельной бабки, мм/мин. |
1500 |
|
Диаметр, мм не более: |
|
|
Сверления... |
40 |
|
Растачивания.... |
250 |
|
Диаметр фрезы, мм, не более... |
125 |
|
Мощность электродвигателя привода шпинделя, кВт. |
3,2 |
|
Габаритные размеры станка (длина х ширина х высота) |
2910Х2240Х2680 |
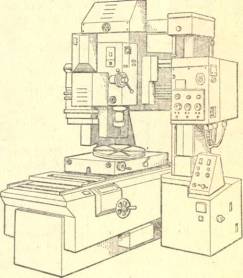
Рис.9 Координатно-расточной станок модели 2455
Наличие на столе точных оптических горизонтального и универсального поворотных столов дает возможность обрабатывать вертикальные и наклонные отверстия в полярной системе координат, круговые пазы и криволинейные поверхности точных шаблонов. Высокая жесткость станка дает возможность производить получистовое и чистовое фрезерование а шероховатостью поверхности Rа = 0,05 мкм.
Оптические системы отсчета перемещений стола и бабки с ценой деления 1 мкм и гильзы с ценой деления 5 мкм позволяют использовать станок как точную измерительную машину при разметочных работах, проверке линейных размеров и межосевых расстояний. Станок оснащен гидромеханическими зажимами подвижных элементов, автоматизированным механизмом зажима инструмента, устройством для автоматического выключения подачи на установленной глубине. Управление работой механизмов кнопочное. Приводы подач стола, гильзы и шпиндельной бабки независимые – от электродвигателей постоянного тока с большим диапазоном регулирования. Эти приводы обладают высокой надежностью, бесшумностью и дают возможность изменять частоту вращения шпинделя и подачу не останавливая станок.
Станок оборудован системой предварительного набора координат, выводящей стол и шпиндельную бабку в заданном положении с точностью 0,3-0,5 мм. В комплекте со станком поставляют инструментальный шкаф, переходные универсальный резцедержатель, микроскоп-центроискатель и др. что способствует удобству работы и расширению технологических возможностей станка.
ЗАКЛЮЧЕНИЕ
Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с помощью машин, изготовленных с применением таких станков. Их спектр очень широк – от строгальных станков с ручным управлением до компьютеризованных и роботизованных систем. Конструкции металлорежущих станков изменяются во времени. Появляются новые механизмы, расширяются технологические возможности, повышаются производительность и качество обработки.
Металлорежущие станки должны отвечать постоянно возрастающим требованиям к оборудованию: обрабатывать новые материалы, конструкции заготовок и деталей; обеспечивать техническую и экологическую безопасность персонала. Основными направлениями развития металлорежущих станков являются:
- Повышение производительности станков;
- Повышение точности обработки на станках;
- Переналаживаемость станков, их гибкость;
- Повышение надежности работы станков.
Всем этим требованиям должны удовлетворять станки для изготовления конкурентоспособной продукции в условиях рынка. Станочное оборудование из-за его высокой стоимости должно эффективно использоваться конкретным потребителем, что возможно только при условии его интенсивной эксплуатации с максимальным использованием фонда рабочего времени.
ИСПОЛЬЗУЕМЫЕ РЕСУРСЫ
1. В.В. Лоскутов. Сверлильные и расточные станки. М.: Машиностроение, 1981.-152с. с: ил.
2. Б.И. Черпаков, Т.А. Альперович. Металлорежущие станки: Учебник для нач. проф. образования. - М.: Излательский центр «Академия», 2003-368с.
3. И.З. Винников. Сверлильные станки и работа на них: Учебник для СПТУ. 5-е изд., перераб. и доп. - М., Высш. шк., 1988. - 256 с: ил.
4. СТАНКОинструмент. Статьи. www.gig-ant.com