Блок управления подогревателем жидкостным
Московский Государственный Технический Университет
им. Н.Э. Баумана
Калужский филиал
Факультет: ЭИУК
Кафедра: ЭИУ1 – КФ
Расчетно-пояснительная записка
к курсовому проекту по курсу:
«Конструкторское проектирование РЭС»
на тему:
«Блок управления подогревателем жидкостным»
Калуга 2007
Содержание
Введение
Конструкторская часть
Назначение устройства
Основные технические характеристики
Описание принципа функционирования
Обоснование выбора элементной базы
Расчет на действие механических нагрузок
Тепловой расчет
Расчет надежности
3. Технологическая часть
Разработка технологического процесса сборки субблока
Описание специальной технологической оснастки
Аттестация разработанного технологического процесса
Заключение
Список литературы
Приложение
1. Введение
Целью курсового проекта является ознакомление с конструкцией печатного узла и разработка технологического процесса сборки субблока. В качестве изделия для данного курсового проекта взят блок управления подогревателем жидкостным 3142.3761, применяемый при предпусковом подогреве двигателей и отопления салона автомобилей МАЗ, КАМАЗ, автобусов ПАЗ, ЛиАЗ, НефАЗ и других транспортных средств.
Конструкторская часть включает в себя изучение схемы электрической принципиальной и построение функциональной схемы, а также сборочного чертежа субмодуля и разводку ПП с помощью средств САПР – P-CAD 2002. Так же конструкторская часть включает необходимые расчёты: на действие удара, на вибрацию, расчёт теплового режима радиатора, расчет надёжности.
Технологическая часть представлена разработкой технологического процесса сборки субблока с описанием применяемой технологической оснастки.
В заключении проделанной работы проведена аттестация разработанного технологического процесса.
2.Конструкторская часть
2.1 Назначение блока управления подогревателем
Блок управления предназначен для управления работой и диагностики неисправностей жидкостного подогревателя типа 14.8106, 15.8106 и их модификаций.
Блок управления предназначен для автоматического управления работой жидкостного подогревателя c потребляемой мощностью не более 250 Вт, применяемого при предпусковом подогреве двигателей и отопления салона автомобилей МАЗ, КАМАЗ, автобусов ПАЗ, ЛиАЗ, НефАЗ и других транспортных средств поставляемых на экспорт, в страны с умеренным климатом, а также для поставки в запасные части к ним.
Блок управления по условиям эксплуатации относится к изделиям категории размещения 2 и выпускается в климатическом исполнении «У» по ГОСТ15150-69 для работы при температурах от минус 50 до плюс 65С.
По общероссийскому классификатору промышленной и сельскохозяйственной продукции (ОКП) блоку управления 3142.3761 присвоен код ОКП 45 7311 1327.
2.2. Характеристики
2.2.1 Потребляемая мощность не более 5 Вт.
2.2.2 Режим работы продолжительный номинальный S1 по ГОСТ Р52230-2004.
2.2.3 Габаритные и присоединительные размеры должны соответствовать габаритному чертежу 3142.3761 000 ГЧ. Т.е. не должны превышать размеров: 128,8*39,3*110,5 мм (В*Т*Ш).
2.2.4 Масса блока управления должна быть не более 0,4 кг.
2.2.5 Показатель безотказности – 90%, наработка до отказа не менее 6000 моточасов или 50000 включений.
2.2.6 Диапазон рабочего напряжения 20-30 В.
2.2.7 Блок управления должен обеспечивать номинальные значения параметров при нормальных значениях климатических факторов внешней среды:
а) температура окружающего воздуха (2510)С;
б) относительная влажность 45-80%;
в) атмосферное давление 84,0-106,7 кПа (630-800 мм.рт.ст.).
2.2.8 При температуре окружающей среды от минус 50 до плюс 65С блок управления должен сохранять свои параметры: время начальной продувки tн, предохранительное время tпр, время продувки tв и время инерционного выбега двигателя подогревателя tи.
2.2.9 Степень защиты от проникновения посторонних тел, пыли и воды IР54 по ГОСТ14254-96.
2.3.Описание принципа функционирования
Блок управления работает по следующему алгоритму:
а) при подаче напряжения питания на контакт I разъема ХР2 блока управления при замкнутых контактах 1 и 7 разъема ХР3 (холодном теплоносителе) и напряжении между контактом 4 разъема ХР2 и контактом 6 разъема ХР3 (неосвещенном датчике пламени) блок управления должен подать напряжение на контакт 1 разъема ХР1, на контакт 3 разъема ХР2 и на контакт 2 разъема ХР3, обеспечивая включение циркуляционного насоса, двигателя подогревателя и начать отсчет времени tн;
б) после отработки алгоритма по пункту а) блок управления должен подать напряжение на контакты 4 и 8 разъема ХР3, обеспечивая включение электромагнитного клапана, системы зажигания, и начать отсчет времени tпр;
в) при уменьшении напряжения между контактом 4 разъема ХР2 и контактом 6 разъема ХР3 до значения менее 2,5 В, что соответствует освещенному датчику пламени, после отработки алгоритма по пунктам а), б) до истечения tпр блок управления должен снять напряжение с контакта 8 разъема ХР3, обеспечивая выключение системы зажигания и прекратить отсчет tпр;
г) при увеличении напряжения между контактом 4 разъема ХР2 и контактом 6 разъема ХР3 до значения более 2,5В (переходе датчика пламени из освещенного состояния в неосвещенное), после отработки алгоритма по пункту в) блок управления должен подать напряжение на контакты 4 и 8 разъема ХР3, обеспечивая включение электромагнитного клапана и системы зажигания, и начать отсчет времени tпр;
д) при размыкании контактов 1 и 7 разъема ХР3 (из-за нагревания теплоносителя), после отработки алгоритма по пунктам а) – в) блок управления должен снять напряжение с контакта 4 разъема ХР3, обеспечивая выключение электромагнитного клапана, и начать отсчет времени tи, по истечении которого блок управления должен снять напряжение с контакта 2 разъема ХР3, обеспечивая выключение двигателя подогревателя;
е) при замыкании контактов 1 и 7 (из-за остывания теплоносителя), после отработки алгоритма по пунктам а) – д) блок управления должен снова начать работать по алгоритму пунктов а) – д);
ж) при отключении от контакта 1 разъема ХР2 напряжения питания, блок управления должен снять напряжение с контактов 4 и 8 разъема ХР3, подать напряжение питания на контакт 3 разъема ХР2, обеспечивая формирование кода в соответствии с пунктом 1 таблицы 1 и начать отсчет времени tв, по истечении которого блок управления должен снять напряжение питания с контакта 2 разъема ХР1, с контакта 3 разъема ХР2 и с контакта 2 разъема ХР3, обеспечивая выключение циркуляционного насоса, сигнальной лампы и двигателя подогревателя;
з) при напряжении между контактом 4 разъема ХР2 и контактом 6 разъема ХР3 более 2,2В (неосвещенном состоянии датчика пламени) непрерывно в течение времени tпр, блок управления должен снять напряжение с контактов 4 и 8 разъема ХР3, обеспечивая выключение системы зажигания и электромагнитного клапана, подать напряжение на контакт 3 разъема ХР2, обеспечивая формирование кодов в соответствии с пунктом 3 таблицы 1 и начать отсчет времени tв, по истечении которого блок управления должен снять напряжение питания с контакта 2 разъема ХР1 и с контакта 2 разъема ХР3;
и) после отработки алгоритма по пунктам б), в), г) (при переходе датчика пламени из неосвещенного состояния в освещенное и обратно) более 8 раз в течение (322)с, подать напряжение на контакт 3 разъема ХР2, обеспечивая формирование кодов в соответствии с пунктом 2 таблицы 1 и начать отсчет времени tв, по истечении которого блок управления должен вновь начать отработку алгоритма по пунктам а), б). При повторении условий по пункту и) блок управления должен отработать алгоритм по пункту з).
2.4. Обоснование выбора элементной базы
При изготовлении данного устройства использовалась технология смешанного монтажа (поверхностный, штыревой). Использование штыревого монтажа явилось необходимостью.
Технологии поверхностного монтажа предпочтительнее по ряду причин:
более высокие технические характеристики (расширение полосы частот при снижении паразитных составляющих индуктивности и емкости), компактность (технология поверхностного монтажа позволяет устанавливать самые миниатюрные компоненты), повышенная надежность (технология поверхностного монтажа минимизирует участие человека в создании печатной платы, скажем при пайке).
Конечная продукция, с использованием поверхностного монтажа, обладает более постоянными характеристиками.
Каждая матричная система проходит тщательное тестирование по внешнему управлению и связи с периферийными устройствами. При этом тестируются скорость и точность обмена данными между системой и внешними управляющими устройствами. Если матричная система не прошла хотя бы один из этих тестов, она не покидает производственное здание.
Кроме того, поверхностный монтаж позволяет использовать новые корпуса интегральных схем с малым шагом между выводами (0,5–0,65мм), корпуса с шариковыми выводами (BGA), новые малогабаритные дискретные компоненты и соединители. Повысить точность изготовления печатных плат, увеличились возможности для разводки сложных устройств в малых габаритах. Появление новой элементной базы позволяет говорить о возможности воплощения сложных систем на одной плате и даже на одном кристалле (system-on-chip). Это означает, что на одной и той же типичной плате устройства обработки сигналов, в малых габаритах размещаются высокочувствительный аналоговый тракт, аналого-цифровой преобразователь, высокоскоростная схема цифровой обработки на процессоре, а на программируемых логических интегральных схемах – буферные элементы и драйверы линий связи, элементы стабилизаторов напряжения питания и преобразователей уровня, а также другие узлы. Естественно, это накладывает отпечаток на методологию разработки платы.
Микросхема PIC16F73 - I/SO
Микроконтроллеры семейств PIC (Peripheral Interface Controller) компании Microchip объединяют все передовые технологии микроконтроллеров: электрически программируемые пользователем ППЗУ, минимальное энергопотребление, высокую производительность, хорошо развитую RISC-архитектуру, функциональную законченность и минимальные размеры.
Основным назначением микроконтроллеров семейств PIC, как следует из аббревиатуры PIC (Peripheral Interface Controller), является выполнение интерфейсных функций. Этим объясняются особенности их архитектуры:
RISC-система команд, характеризующаяся малым набором одноадресных инструкций (33, 35 или 58), каждая из которых имеет длину в одно слово (12, 14 или 16 бит) и большинство выполняется за один машинный цикл. В системе команд отсутствуют сложные арифметические команды (умножение, деление), предельно сокращен набор условных переходов;
высокая скорость выполнения команд: при тактовой частоте 20 МГц время машинного цикла составляет 200 нс (быстродействие равно 5 млн. операций/сек);
наличие мощных драйверов (до 25 мА) на линиях портов ввода/вывода, что позволяет подключать непосредственно к ним довольно мощную нагрузку, например, светодиоды;
низкая потребляемая мощность;
ориентация на ценовую нишу предельно низкой стоимости, определяющая использование дешевых корпусов с малым количеством выводов (8, 14, 18, 28), отказ от внешних шин адреса и данных (кроме PIC17C4X), использование упрощенного механизма прерываний и аппаратного (программно недоступного) стека.
Таблица №2
|
Основные технические характеристики |
Чип резисторы 0805 |
Чип резисторы 2512 |
|
Номинальная мощность при 70°С Рабочее напряжение Максимально допустимое напряжение Диапазон рабочих температур Температурный коэффициент сопротивления |
1Вт 200В 400В -55 +125°С 100ppm/С |
0.125Вт 300В 500В -55 +125°С 100ppm/С |
2.5 Расчет на действие механических нагрузок
2.5.1. Расчет печатной платы на действие вибрации
Целью расчета конструкции РЭА при действии вибрации является определение действующих на элементы изделия максимальных перегрузок и перемещений.
Периодическая вибрация характеризуется спектром (диапазон частот), виброускорением, перегрузкой. Коэффициент перегрузки п, амплитуда виброускорения а, и виброперемещения S, связаны между собой соотношениями:
Исходными данными при расчете на вибрацию являются: частота вибрации (диапазон частот), Гц; масса блока (части блока); коэффициент перегрузки.
При расчете ПП с ЭРЭ задается (определяется) масса ПП и масса ЭРЭ.
Исходные данные для расчета:
Диапазон
вибрационных воздействий:
 ,
, ;
;
Коэффициент
перегрузки:
 ;
;
Длина платы:
 ;
;
Ширина платы:
 ;
;
Толщина
платы:
 ;
;
Коэффициент
Пуассона материала ПП:
 ;
;
Модуль
упругости материала ПП:

Удельный вес
материала ПП:
 ;
;
Плотность
материала ПП:
 .
.
Последовательность расчета следующая:
1.Определяем частоту собственных колебаний. При условии равномерного нагружения ПП по ее поверхности ЭРЭ:
 ,
,
где:
 -ускорение
свободного падения;
-ускорение
свободного падения;
-длина
ПП;
 -толщина
ПП;
-толщина
ПП;
-
удельный вес материала ПП;
 ,
,
где:
 -масса
ЭРЭ;
-масса
ЭРЭ;
 -масса
ПП;
-масса
ПП;
где:
 -длина
ПП;
-длина
ПП;
 -ширина
ПП;
-ширина
ПП;
-
толщина ПП;
-плотность
материала ПП;
 ;
;
 ;
;
 -коэффициент,
зависящий от способа закрепления ПП;
-коэффициент,
зависящий от способа закрепления ПП;
Для случая защемления платы по контуру:
 -
цилиндрическая жесткость;
-
цилиндрическая жесткость;
где:
-
модуль упругости материала ПП;
 -
коэффициент Пуассона материала ПП;
-
коэффициент Пуассона материала ПП;
 ;
;
 .
.
2.Находим амплитуду колебаний (прогиб) ПП на собственной частоте при заданном коэффициенте перегрузки п по формуле:
 ;
;
где:
 -
коэффициент перегрузки;
-
коэффициент перегрузки;
 -
частота собственных колебаний ПП.
-
частота собственных колебаний ПП.
 .
.
3.Определяем
коэффициент динамичности
 ,
показывающий, во сколько раз амплитуда
вынужденных колебаний на частоте
,
показывающий, во сколько раз амплитуда
вынужденных колебаний на частоте
 отличается
от амплитуды на частоте
отличается
от амплитуды на частоте
 :
:
 ;
;
где:
 -
показатель затухания колебаний (для
стеклотекстолита при напряжениях,
близких к допустимым, принимают
-
показатель затухания колебаний (для
стеклотекстолита при напряжениях,
близких к допустимым, принимают
 );
);
 -
коэффициент расстройки;
-
коэффициент расстройки;
Вычислим
при
 :
:
4.Находим
динамический прогиб в геометрическом
центре ПП при ее возбуждении с частотой
:
 ;
;
 ;
;
5.Определяем
эквивалентную этому прогибу равномерно
распределенную динамическую нагрузку
 :
:
 ;
;
и максимальный распределенный изгибающий момент, вызванный этой нагрузкой:
 ;
;
где:
C>1> и C>2> - коэффициенты, зависящие от размеров ПП и способа ее закрепления.
Для защемления ПП по контуру на a/b3 значения C>1> и C>2> определяются по формулам:
C>1>=0,0012+0,04 lg(a/b)
C>2>=0,0513+0,108 lg(a/b).
 ;
;
 ;
;
 ;
;
 ;
;
6.Находим максимальное динамическое напряжение изгиба ПП:
 ;
;
 ;
;
7. Условия вибропрочности выполняются, если >m>>ах>,
 ;
;
где:
-1 - предел выносливости материала ПП, для стеклотекстолита,
-1=105 Мпа;
n>>=1,8 -допустимый запас прочности для стеклотекстолита.
 ;
;
Вывод: условие вибропрочности для ПП выполняется, так как >m>>ах><
2.5.2.Расчет печатной платы на действие удара
Ударные воздействия характеризуются формой и параметрами ударного импульса.
Ударные импульсы могут быть полусинусоидальной, четвертьсинусоидальной, прямоугольной, треугольной и трапециевидной формы.
Максимальное воздействие на механическую систему оказывает импульс прямоугольной формы. Параметрами ударного импульса являются:
длительность ударного импульса (),
амплитуда ускорения ударного импульса (Н>у>).
Целью расчета является определение ударопрочности конструкции при воздействии удара.
Ударный импульс действует только в течение времени и величина =/ получила название условной частоты импульса.
Исходными данными для расчета конструкции на ударопрочность являются:
параметры ударного импульса (>и>,Н>у>)
параметры конструкции
характеристики материалов конструкции или собственная частота колебаний механической системы.
Исходные данные для расчета:
Длительность
ударного импульса:

Амплитуда
ускорения ударного импульса: ;
;
Собственная
частота колебаний механической системы:
(расчет
данной величины выполнен в пункте 2.5.1.
).
Расчет на ударопрочность проводим в следующей последовательности:
1.Определяем условную частоту ударного импульса:
 ;
;
где:
 -
длительность ударного импульса;
-
длительность ударного импульса;
 ;
;
2.Определяем коэффициент передачи при ударе (для прямоугольного импульса):
 ;
;
где:
n - коэффициент расстройки
 ;
;
f>с> - собственная частота колебаний механической системы.
 ;
;
 ;
;
3.Находим ударное ускорение:
 ;
;
где:
Н>у> -амплитуда ускорения ударного импульса.
 ;
;
4.Рассчитываем максимальное относительное перемещение (для прямоугольного импульса):
 ;
;
 ;
;
5.Проверяем выполнение условий ударопрочности по следующим критериям:
1.Для ЭРЭ ударное ускорение должно быть меньше допустимого, т.е. а>у><а>удоп>, где а>удоп> определяется из анализа элементной базы изделия;
 ,
следовательно а>у><а>удоп>.
,
следовательно а>у><а>удоп>.
2.Для ПП с ЭРЭ S>m>>ах><0,003b, где b – размер стороны ПП, параллельно которой установлены ЭРЭ;
 ;
;
 ,
следовательно S>m>>ах><0,003b.
,
следовательно S>m>>ах><0,003b.
Вывод: условия ударопрочности выполняются.
2.6 Тепловой расчет
Тепловой расчет элемента VT2
1) Определим мощность, рассеиваемую транзистором BC 847B. Рассматриваемый транзистор является полевым.
Рассеиваемая на нем мощность определяется как произведение квадрата тока, протекающего через транзистор, на сопротивление канала.
На графике
зависимости сопротивления канала от
температуры перехода выберем точку,
соответствующую температуре перехода,
ближайшей к максимально допустимой.
Для рассматриваемого транзистора
максимально допустимая температура
перехода составляет
 .
.
Выбранной точке соответствует значение сопротивления канала 3 Ома.
Максимальный ток, протекающий через транзистор VT2, будет определяться максимальным из токов: ток заряда аккумулятора (0,7А) и ток, потребляемый устройствами, подключенными к модулю питания (0,8А).
Таким образом, есть все необходимые данные для того чтобы определить рассеиваемую транзистором мощность:

3) Для
транзистора BC 847B (корпус SOT-23)
в справочнике приводится значение
теплового сопротивления переход -
окружающая среда
 :
:
– при
 кв. дюйм (3,2 см2)
кв. дюйм (3,2 см2)
 .
.
4) Определим перегрев перехода транзистора относительно окружающей среды при его установке на медный проводник, площадь которого не менее 6,4 см2:

5) Проверим,
выполняется ли условие
 .
Температуру окружающей среды с учетом
воздействия установленных рядом с
транзистором элементов примем равной
120 градусам.
.
Температуру окружающей среды с учетом
воздействия установленных рядом с
транзистором элементов примем равной
120 градусам.

Выражение (*) показывает, что при площади медного проводника, на котором расположен транзистор, не менее 3,2 см2, протекающем через него токе 0,8А и температуре окружающей среды 120°C температура транзистора не поднимется выше допустимой.
2.7 Расчет надежности
Надежность – свойство электронной аппаратуры выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, при соблюдении режимов эксплуатации, правил технического обслуживания, хранения и транспортирования
Ресурс – продолжительность работы ЭА до предельного состояния, установленного в нормативно-технической документации.
Случайное событие, приводящее к полной или частичной утрате работоспособности ЭА, называется отказом.
Отказы по характеру изменения параметров аппаратуры до момента их возникновения подразделяют на внезапные (катастрофические) и постепенные. Постепенные отказы характеризуются временным изменением одного или нескольких параметров, внезапные — скачкообразно изменяющимися.
По взаимосвязи между собой различают отказы независимые, не связанные с другими отказами, и зависимые.
По повторяемости возникновения отказы бывают одноразовые (сбои) и перемежающиеся. Сбой – однократно возникающий самоустраняющийся отказ, перемежающийся – многократно возникающий сбой одного и того же характера.
Расчет надежности заключается в определении показателей надежности изделия по известным характеристикам надежности составляющих компонентов и условиям эксплуатации. Для расчета надежности необходимо иметь логическую модель безотказной работы системы. При ее составлении предполагается, что отказы элементов независимы, а элементы и система могут находиться в одном из двух состояний: работоспособном или неработоспособном. Элемент, при отказе которого отказывает вся система, считается последовательно соединенным на логической схеме надежности. Элемент, отказ которого не приводит к отказу системы, считается включенным параллельно.
1. Интенсивность отказов элементов с учётом условий эксплуатации изделий определяется по формуле:
>i>=>0>>i>K>1>K>2>K>3>K>4>a>i>(T,K>н>),
где >0>>i> - номинальная интенсивность отказов;
К>1>
и К>2> -
поправочные коэффициенты в зависимости
от воздействия механических факторов;
они выбираются из условия
 ;
;
К>3>
- поправочный коэффициент в зависимости
от воздействия влажности и температуры
( );
);
К>4>
- поправочный коэффициент в зависимости
от давления воздуха; при высоте над
уровнем моря 0..1 км,
 .
.
a>i>(T,K>н>) - поправочный коэффициент в зависимости от температуры поверхности элемента (Т) и коэффициента нагрузки (К>н>).
2. Вероятность безотказной работы в течение заданной наработки (0,t>р>) рассчитывается по формуле:
 ,
,
где n – число элементов.
3. При этом интенсивность отказов системы:
 ,
,
4. Среднее время наработки до отказа:
Т = 1/.
1. Определим интенсивность отказов элементов:
Таблица №4
|
ЭРЭ |
N |
>0>>i> 10-6, 1/ч |
a>i> |
К>1> |
К>2> |
К>3> |
К>4> |
>i> 10-6, 1/ч |
|
Диоды |
12 |
0,2 |
2 |
1 |
1 |
3 |
1,65 |
1,98 |
|
Конденсаторы |
18 |
0,5 |
1 |
2,47 |
||||
|
Микросхема |
2 |
0,65 |
3 |
9,65 |
||||
|
Предохранитель |
1 |
0,2 |
1 |
0,99 |
||||
|
Разъем |
1 |
0,5 |
0,6 |
1,48 |
||||
|
Резисторы |
63 |
0,1 |
0,8 |
0,396 |
||||
|
Резонатор кварцевый |
1 |
0,27 |
0,9 |
1,2 |
||||
|
Реле |
1 |
0,6 |
1,5 |
4,455 |
||||
|
Стабилитрон |
4 |
0,2 |
1,2 |
1,188 |
||||
|
Транзисторы |
13 |
0,45 |
0,95 |
2,11 |
||||
|
Плата печатная |
1 |
0,5 |
0,04 |
0,099 |
||||
|
Пайка |
274 |
0,02 |
0,5 |
0,049 |
2. Определим интенсивность отказов системы.
= 166,310-61/ч
3. Определим среднее время наработки на отказ.
Т = 6013ч
4. Определим вероятности безотказной работы в течение 3000ч:
Р(t>p>) = exp(-40,3410-63000) = 0,886 = 88,6%
Требования по надежности выполняются.
3. Технологическая часть
3.1 Разработка технологического процесса сборки субблока
|
А/Б |
№ опер |
Наименование и содержание операции |
|
А |
005 |
Подготовительная |
|
Б |
Стол рабочий с вытяжкой ТРН-715. |
|
|
О |
1. Приготовить флюс. Методика приготовления, материалы и оборудование согласно инструкции. |
|
|
А |
010 |
Комплектовочная |
|
Б |
Механизированное собирающее устройство РА-60, стол рабочий ТРН-715, средство антистатическое аэрозольное |
|
|
О |
1.Контролировать поверхностномонтируемые элементы поз.5…27, 29…32 на соответствие типа и номинала согласно комплектовочному перечню. 2.Резать от ленты отрезки с необходимым количеством элементов из расчета на сменное задание. |
|
|
Т |
Ножницы хозяйственные 130 ГОСТ Р 51268-99 |
|
|
О |
3. Разложить отрезки ленты с элементами в тару, указав тип, номинал элемента на бумажной бирке. |
|
|
Т |
Тара 30-1L, ручка шариковая, бирка. |
|
|
А |
015 |
Нанесение рисунка по трафарету |
|
Б |
Стол рабочий ТРН-715, устройство трафаретной печати SD-240, паста припойная Sn62RM92AAS90 фирмы MULTIСORE, растворитель СБС «А» ТУ 2319-114-11726438-2003, ткань х/б ситцевая белоземельная ТО17-СХ-21-92 к ГОСТ29298-92 |
|
|
О |
1.Установить трафарет для нанесения припойной пасты в устройство SD-240 согласно инструкции. 2. Извлечь плату поз.3 из тары. |
|
|
Т |
Тара 10-18L |
|
|
О |
3. Оценить визуально качество печатной платы и маскирующего слоя на местах, подвергающихся пайке, а также отсутствие непротравов, наличие отверстий, целосность маскирующего слоя и печатных проводников. При обнаружении дефектов платы (смещение вырубки, отсутствие отверстий, отслоение маски, наличие непротравов) плату положить в тару красного цвета или в тару с надписью "Несоответствующая продукция". 4. Поднять рамку с трафаретом. 5. Установить печатную плату на столик устройства. 6. Опустить рамку с трафаретом и с помощью регулировки высоты расположения трафарета добиться, чтобы поверхность трафарета и печатной платы пришли в непосредственное соприкосновение. 7. Совместить рисунок схемы на металлическом трафарете с рисунком схемы на печатной плате, используя регулировки поворота и регулировки перемещения по осям устройства. 8. Извлечь припойную пасту из тары поставщика. |
|
|
Т |
Шпатель цеховой |
|
|
О |
9. Положить припойную пасту на поверхность трафарета за пределами рисунка на трафарете. 10. Нанести рисунок схемы на печатную плату движением ракеля от работающего, продавив припойную пасту через металлический трафарет. 11. Поднять рамку с трафаретом. 12. Снять плату со столика устройства. 13. Проверить напечатанный рисунок визуально на отсутствие смещения относительно рисунка схемы на печатной плате и качество печати. При смещении напечатанного рисунка установить следующую плату, и произвести настройку по переходу 6. Припойную пасту с платы со смещением рисунка смыть растворителем СБС с помощью кисти. |
|
|
Т |
Кисти КХЖП N10 ТУ17-15-07-89 |
|
|
О |
14. Уложить платы на подставку для пайки по 2 штуки. |
|
|
Т |
Подставка П-060214 |
|
|
О |
ВНИМАНИЕ: передать сборочную единицу на следующую операцию не позднее чем через 15 минут. 15. Промывать трафарет кистью, смоченной растворителем СБС, и протирать салфеткой через каждые 10 отпечатков. |
|
|
Т |
Кисти КХЖП N10 ТУ17-15-07-89 |
|
|
А |
020 |
Сборочная 1 |
|
Б |
Стол рабочий ТРН-715 |
|
|
О |
1. Положить подставку с платами на стол перед собой. |
|
|
Т |
Подставка П-060214 |
|
|
О |
2. Нажать ногой на левую кнопку подставки под рабочим столом и создать разряжение в вакуумном пинцете. |
|
|
Т |
Игла инъекционная однократного применения "Луер" 1,1х38 ГОСТ 25046-81, шприц инъекционный однократного применения вместимостью 10 мл ГОСТ 24861-91 |
|
|
О |
3. Взять резистор поз.17 вакуумным пинцетом из ленты-носителя. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
4. Установить резистор на плату согласно эскизу. 5. Отпустить кнопку на подставке. 6. Повторить переходы 2-5 для резисторов поз.18..27, конденсаторов поз.7..12, диодов поз.3..6, стабилитронов поз.29..32. 7. Повторить переходы 2-5 для микросхемы поз.13. 8. Повторить переходы 2-5 для транзисторов поз.33..37, предохранителя поз.15, резонатора поз.28. 9. Проверить визуально качество сборки. Не допускается смещение ЭРЭ с контактных площадок, отсутствие ЭРЭ. 10. Установить платы на подставку на тележку и передать на участок линии FUJI. |
|
|
Т |
Тележка |
|
|
А |
025 |
Пайка 1 |
|
Б |
Установка конвекционной пайки CUREFLOW 2545 ф.”Универсал” |
|
|
О |
1.Порядок работы, техника безопасности, оснастка согласно технологической инструкции установки. |
|
|
А |
030 |
Пайка 2 |
|
Б |
Стол рабочий с вытяжкой ТРН-715, флюс ФОКСп-1 37473.25001.00009, припой Прв КР2 ПОС 61 ГОСТ 21931-76, ткань х/б мадаполам отбеленный ТО17-СХ-21 к ГОСТ 29298-92 |
|
|
О |
1. Положить платы на подставке перед собой. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, пластина заземления, подставка П-060214 |
|
|
О |
2. Контролировать качество паяных соединений внешним осмотром, наличие элементов и правильность их установки. Дефекты паяных соединений: недостаточное количество припоя на монтажных соединениях со стороны пайки; перемычки между проводниками и контактными площадками; растекание припоя на поверхности платы. |
|
|
Т |
Лупа ЛП-1-4х ГОСТ 25706-83 |
|
|
О |
3.Флюсовать места паек, имеющих дефекты после пайки на установке конвекционной пайки. |
|
|
Т |
Кисть КХЖК №3 или 4 ТУ 17-15-07-89, колба 1-50-2 ГОСТ 1770 |
|
|
О |
4. Паять паяные соединения, имеющие дефекты. Температура жала паяльника (280-300)ºС, время пайки 2-3 с. Время пайки определяется устным счетом двух двузначных чисел (например: 21,22,23). Проверять температуру жала паяльника по прибору не реже двух раз в смену. |
|
|
Т |
Паяльная станция WELLER WS 81 с жалом ET-GW «мини-волна», прибор измерения температуры жала паяльника ПКТП ГГ8779-4003 |
|
|
О |
5.Уложить сборочную единицу на лоток. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
035 |
Сборочная 2 |
|
Б |
Стол рабочий ТО-СО1, устройство для загибки штекеров НО-4085 |
|
|
О |
1. К работе приступить только при наличии отметки в «Контрольной карте ежедневной проверки технологического оснащения» о готовности оборудования к работе согласно МИ-СК 4.9.2. 2. При работе постоянно следить, чтобы все команды выполнялись последовательно. Устанавливать и снимать изделие только при команде «Сменить изделие». Запрещается поправлять сборочную единицу в приспособлении, вносить руки в зону работающей установки, когда горит красный индикатор «Идет работа». 3. Извлечь разъем поз.1 из тары. |
|
|
Т |
Тара 10-18L |
|
|
О |
4. Оценить визуально качество разъема (отсутствие облоя, трещин, литника, непролива материала, утяжин материала, недопрессовывание штекеров). При обнаружении несоответствий уложить разъём в тару красного цвета или с надписью «Несоответствующая продукция». 5. Извлечь сборочную единицу из тары. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, лоток тележки стеллажной VA-120 |
|
|
О |
6. Установить штекера разъема в отверстия платы. 7.Зафиксировать сборочную единицу в устройстве для загибки штекеров. 8.Загнуть штекера. |
|
|
Р |
Программа для изделия 3142 3761 |
|
|
О |
9. Проверить качество подгибки. Допускается разворот усов штекеров разъема, не выводящий их за пределы контура контактной площадки. Не допускаются трещины на разъёме, нарушение целостности площадок, деформация штекеров при установке на плату, загнутые штекера не должны замыкать площадки на плате, плата должна устанавливаться перпендикулярно штекерам. При обнаружении несоответсвий уложить плату в тару красного цвета или с надписью «Несоответствующая продукция». |
|
|
Т |
Контрольный образец |
|
|
О |
10. Уложить сборочную единицу в тару. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
040 |
Пайка 3 |
|
Б |
стол рабочий с вытяжкой ТРН-715, проволока ММ-0,5 ТУ16.К71-087-90 L=(18+-1) мм, флюс ФОКСп-1 37473.25001.00009, припой Прв КР2 ПОС 61 ГОСТ 21931-76, ткань х/б мадаполам отбеленный ТО17-СХ-21 к ГОСТ 29298-92 |
|
|
О |
1. Извлечь сборочную единицу из тары. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, пластина заземления, лоток тележки стеллажной VA-120 |
|
|
О |
2. Флюсовать штекера разъема. |
|
|
Т |
Кисть КХЖК N3 ТУ17-15-07-89, колба для флюса 2-50-2 ГОСТ 1770 |
|
|
О |
3. Паять разъем на плату. Температура жала паяльника (300-320)ºС, время пайки 2-3 с. Время пайки определяется устным счетом двух двузначных чисел (например: 21,22,23). |
|
|
Т |
Паяльная станция WELLER WS 81 с жалом ET-GW «мини-волна», прибор измерения температуры жала паяльника ПКТП ГГ8779-4003 |
|
|
О |
4.Проверять температуру жала паяльника не реже двух раз в смену. Результаты замеров записывать в Журнал замеров температуры жала. 5.Проверить качество пайки. Не допускаются крупные поры, наплывы, острые выступы и перемычки припоя. 6.Уложить сборочную единицу в тару. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
045 |
Контрольная 1 |
|
Б |
стол монтажный СМП-1 с вытяжкой |
|
|
О |
1. Извлечь сборочную единицу из тары. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, пластина заземления, лоток тележки стеллажной VA-120 |
|
|
О |
2. Контролировать
визуально правильность установки,
маркировки и номинал следующих ЭРЭ:
резисторов поз.17 (R63),
поз.20 (R7).
Поз.18 – Резистор 0805-0,125-1 кОм |
|
|
Т |
Лупа ЛП-1-4х ГОСТ 25706-83 |
|
|
О |
3.Соответствующие сборочные единицы уложить в тару с биркой с указанием последней выполненной операции. |
|
|
Т |
Лоток тележки стеллажной VA-120, бирка |
|
|
О |
4. В случае обнаружения остутсвия ЭРЭ, несоответствие номинала и др. произвести ремонт согласно операции 050. |
|
|
А |
050 |
Ремонтная 1 |
|
Б |
Стол TRESZTON EP с вытяжкой или стол монтажный СМП-1 с вытяжкой или стол рабочий с вытяжкой ТРН-715, Флюс ФОКСп-1 37473.25001.00009, Припой Прв КР2 ПОС 61 ГОСТ 21931-76, Ткань х/б мадаполам отбеленный ТО17-СХ-21 к ГОСТ 29298-92, Остальные материалы согласно 37473.25000.00019 |
|
|
О |
1.Устранить дефект, обнаруженный на операции визуального контроля. |
|
|
Т |
Паяльная станция WELLER WS 81 с жалом ET-GW «мини-волна», прибор измерения температуры жала паяльника ПКТП ГГ8779-4003, кисть КХЖК N2 или №3 ТУ17-15-07-89, браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
2.Уложить сборочную единицу в тару. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
055 |
Промывка 1 |
|
Б |
Печь сушильная УС-3Б, Установка вибропромывки НО-2919, растворитель СБС «А» ТУ 2319-114-11726438-2003, ткань х/б ситцевая белоземельная ТО17-СХ-21-92 ГОСТ29298-92, перчатки резиновые №8-10 ГОСТ3 |
|
|
О |
1. Установить сборочные единицы в приспособление для промывки. |
|
|
Т |
Приспособление П-039289 |
|
|
О |
2. Установить приспособление в ванну установки вибропромывки, включить вибрацию, время промывки 5 минут. |
|
|
Т |
Часы бытовые |
|
|
О |
3. Извлечь сборочные единицы в приспособлении и дать стечь растворителю. 4. Перенести сборочные единицы в приспособлении во вторую ванну установки вибропромывки, включить вибрацию. Время промывки не менее 5 минут. 5. Извлечь приспособление вместе со сборочными единицами из ванны и дать стечь растворителю. 6.
Сушить сборочные единицы на воздухе
под вытяжкой 15…20 минут при температуре
(25 7. Проверить качество промывки. На поверхности платы не допускаются остатки флюса и белый налет. 8. Извлечь сборочные единицы из приспособления и уложить в тару. Положить бирку, указывающую наименование последней выполненной операции. |
|
|
Т |
Лоток тележки стеллажной VA-120, бирка |
|
|
О |
9. Отходы растворителя СБС (65%) собрать и сдать на утилизацию в соответствии с МИ-СЭ 4.9.3. |
|
|
А |
060 |
Программирование 1 |
|
Б |
Стол рабочий, ПЭВМ, программатор ChipProg+, адаптер для внутрисхемного программирования, контактирующее приспособление П-055324 |
|
|
О |
1.Подготовка к работе. 1.1. Убедиться, что срок аттестации оборудовния не истёк. 1.2. Включить персональный компьютер в промышленную сеть и дождаться загрузки операционной системы. 1.3. Включить универсальный программатор в промышленную сеть с помощью штатного адаптера сети 220В, 50Гц.1.4. Удалить адаптер внутрисхемного программирования из колодки универсального программатора (если он был там установлен), активизировать работу программатора и дождаться появления на экране монитора компьютера диалогового окна работы с программатором. Если при активизации программатора вместо диалогового окна работы программатора появляется сообщение об ошибках, необходимо их устранить в соответствии с паспортом программатора или вызвать специалиста по обслуживанию данного рабочего места.1.5.После появления на экране монитора компьютера рабочего окна программатора с помощью мыши и меню «Конфигурация» – «Выбрать микрохему» из предлагаемого перечня микросхем выбрать микросхему I PIC16F73 (ISP - HV Mode) фирмы Microchip. Внимание! Не путать с микросхемой PIC16F73!. Нажать кнопку «Ok». В окне «Программирование» появится надпись «выбрана микросхема I PIC16F73 (ISP – HV Mode)»1.6.Загрузить в программатор файл «Bup24smd.hex», если необходимо программировать блок 3142.3761 или файл «Bup12smd.hex», если необходимо программировать блок 3152.3761 Для этого с помощью мыши, меню «Файл»-«Загрузить...» и кнопки «Обзор» найти вышеуказанный файл и нажать кнопки «Открыть» и «Ok». В окне «Программирование» появится надпись «Загружен файл..........Bup24smd.hex» или «Загружен файл.......Bup12smd.hex» 1.7. Выбрать с помощью мыши строку «Memory» и установить режим «Protected» (установить защиту памяти процессора от считывания) 1.8.Собрать рабочее место (подсоединить к колодке программатора адаптер внутрисхемного программирования AE – ISP – U1 (AE – ISP – U) с контактирующим приспособлением). 2. Программирование. 2.1. Извлечь сборочную единицу из тары. |
|
|
Т |
Лоток тележки стеллажной VA-120, браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
2.2. Установить сборочную единицу в контактирующее приспособление. Установка – разъемом вверх, стороной с SMD-элементами от себя. |
|
|
Т |
Контактирующее приспособление П-055324 |
|
|
О |
2.3. Нажать кнопку «Auto». 2.4.В случае, если программирование процессора прошло успешно появится сообщение «Ok». В этом случае необходимо извлечь из контактирующего приспособления запрограммированную сборочную единицу и уложить в тару. |
|
|
Т |
Лоток стеллажный VA-120 |
|
|
О |
2.5.Установить в контактирующее приспособление следующую сборочную единицу и повторить переходы 2.2-2.4. 2.6. Если операция программирования не прошла, то появится сообщение «Не прошло!» с указанием причины. В этом случае необходимо проверить правильность монтажа процессора, резистора R1, стабилитрона VD1 целостность печатных проводников между контактными площадками и Х1....Х5 и процессором, отсутствие грязи, остатков флюса и т.п. на контактных площадках Х1...Х5, надежность электрического контакта между контактирующим приспособлением адаптера и программируемым блоком, правильность установки адаптера в колодку программатора и целостность электрических цепей между контактирующими приспособлениями адаптера. Обнаруженные неисправности устранить и повторить переходы 2.2-2.4. Если неисправностей обнаружить не удалось – необходимо пригласить специалиста по обслуживанию данного рабочего места и только после консультации с ним уложить неисправную сборочную единицу в тару красного цвета или с надписью «Несоответствующая продукция» и передать на операцию 065. 2.7 Запрограммированные сборочные единицы уложить в тару и положить в неё бирку с указанием последней выполненной операции и передать на операцию № 100 «Контрольная II». |
|
|
Т |
Лоток тележки стеллажной VA-120, бирка |
|
|
А |
065 |
Ремонтная 2 |
|
Б |
Стол рабочий с вытяжкой ТРН-715, флюс ФОКСп-1 37473.25001.00009, припой Прв КР2 ПОС 61 ГОСТ 21931-76 , ткань х/б мадаполам отбеленный ТО17-СХ-21 к ГОСТ 29298-92 |
|
|
О |
1.Извлечь несоответсвующую сборочную единицу из тары. |
|
|
Т |
Лоток стеллажный VA-120 |
|
|
О |
2.Выпаять несоответсующую микросхему поз.13. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
Р |
Температура жала паяльной станции (280-300)С; Температура жала паяльника (260+-10)С, время пайки 2-3 с. Время пайки определяется устным счетом двух двузначных чисел (например: 21,22,23). Проверять температуру жала паяльника по прибору не реже двух раз в смену. |
|
|
Т |
Паяльная станция WELLER WS-81 с жалом ET-GW «мини-волна», электропаяльник ЭПСН-40/42 ГОСТ 7219-83, прибор измерения температуры жала паяльника ПКТП ГГ8779-4003 |
|
|
О |
3.Установить годную микросхему поз.13 и паять выводы на плату. |
|
|
Т |
Паяльная станция WELLER WS 81 с жалом ET-GW «мини-волна», прибор измерения температуры жала паяльника ПКТП ГГ8779-4003, кисть КХЖК N2 или №3 ТУ17-15-07-89, браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
4.При выявлении на операции «Программирования» дефектов, не связанных с установкой микросхемы поз.13, произвести ремонт сборочной единицы, устранив дефекты, согласно технологической инструкции 37473.25202.00001. Температура жала паяльной станции (280-300)С; Температура жала паяльника (260+-10)С, время пайки 2-3 с. Время пайки определяется устным счетом двух двузначных чисел (например: 21,22,23). Проверять температуру жала паяльника по прибору не реже двух раз в смену. |
|
|
Т |
Паяльная станция WELLER WS-81 с жалом ET-GW «мини-волна», электропаяльник ЭПСН-40/42 ГОСТ 7219-83, прибор измерения температуры жала паяльника ПКТП ГГ8779-4003 |
|
|
О |
Примечание - Выпаивание несоответствующих ЭРЭ с применением провода ПЩ-0,5 производить электропаяльником 5.Уложить сборочную единицу в тару. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
070 |
Промывка 2 |
|
Б |
Стол TRESZTON EP с вытяжкой, растворитель СБС «А» ТУ 2319-114-11726438-2003, ткань х/б ситцевая белоземельная ТО17-СХ-21-92 ГОСТ29298-92, перчатки резиновые №8-10 ГОСТ3-88 |
|
|
О |
1. Промыть места пайки после устранения дефекта кистью с растворителем СБС. |
|
|
Т |
Кисть КХЖП N10 ТУ17-15-07-89 |
|
|
О |
2. Сушить сборочную единицу на воздухе в течение 15...20 минут. 3. Проверить качество промывки. На поверхности платы не допускаются остатки флюса и белый налет. 4. Уложить сборочную единицу в тару. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
075 |
Программирование 2 |
|
Б |
Стол рабочий, ПЭВМ, программатор ChipProg+, адаптер для внутрисхемного программирования |
|
|
О |
1. Программирование. 1.1. Извлечь сборочную единицу из тары. |
|
|
Т |
Лоток тележки стеллажной VA-120, браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
1.2. Установить сборочную единицу в контактирующее приспособление. Установка – разъемом вверх, стороной с SMD-элементами от себя. |
|
|
Т |
Контактирующее приспособление П-055324 |
|
|
О |
1.3. Нажать кнопку «Auto». 1.4.В случае, если программирование процессора прошло успешно появится сообщение «Ok». В этом случае необходимо извлечь из контактирующего приспособления запрограммированную сборочную единицу и уложить в тару. |
|
|
Т |
Лоток стеллажный VA-120 |
|
|
О |
1.5.Установить в контактирующее приспособление следующую сборочную единицу и повторить переходы 1.2-1.4. 1.6. Если операция программирования не прошла, то появится сообщение «Не прошло!» с указанием причины. В этом случае необходимо проверить правильность монтажа процессора, резистора R1, стабилитрона VD1 целостность печатных проводников между контактными площадками и Х1....Х5 и процессором, отсутствие грязи, остатков флюса и т.п. на контактных площадках Х1...Х5, надежность электрического контакта между контактирующим приспособлением адаптера и программируемым блоком, правильность установки адаптера в колодку программатора и целостность электрических цепей между контактирующими приспособлениями адаптера. Обнаруженные неисправности устранить и повторить переходы 1.2-1.4. Если неисправностей обнаружить не удалось – необходимо пригласить специалиста по обслуживанию данного рабочего места и только после консультации с ним уложить неисправную сборочную единицу в тару красного цвета или с надписью «Несоответствующая продукция» и передать на операцию 065. 1.7. Запрограммированные сборочные единицы уложить в тару и положить в неё бирку с указанием последней выполненной операции и передать на операцию № 080 «Контрольная II». |
|
|
Т |
Лоток тележки стеллажной VA-120, бирка |
|
|
А |
080 |
Контрольная 2 |
|
Б |
Стол рабочий, стенд НО-1546М, вольтметр типа В7-40 или аналогичный, осциллограф типа С1-93 |
|
|
О |
1.Подготовка к работе. 1.1. К работе приступить только при наличии отметки в «Контрольной карте ежедневной проверки технологического оснащения» о готовности оборудования к работе согласно МИ-СК 4.9.2.1.2. Включить напряжение питания стенда. Загорается один из светодиодов, индицирующих значение напряжения питания блока. 2.Проверка. 2.1. Извлечь сборочную единицу из тары. |
|
|
Т |
Лоток тележки стеллажной VA-120, браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
2.2. Переключатель “12В” – “24В” установить в положение, соответствующее номинальному напряжению настраиваемого изделия (24В). Подключить разъемы ХР1…ХР3 сборочной единицы к контактирующему приспособлению стенда. Ни одна из сигнальных ламп «Насос», «Двигатель», «Клапан», «Зажигание», «Нагрев» или «Лампа» стенда не должна быть включена. В случае включения хотя бы одного индикатора стенда, извлечь сборочную единицу из контактирующего приспособления и устранить причину свечения по методике указанной в инструкции по настройке. 2.3. Тумблер «Таймер»- «Лампа» установить в положение «Таймер». 2.4. Проверить работу блока при минимальном рабочем напряжении. Для этого переключатель напряжения питания установить в положение «Pmin». Напряжение питания блока должно установиться (20,2±0,2). 2.4. Нажать кнопку S1 «Разгон». Должны включиться лампы стенда Л1 «Насос», Л3 «Двигатель» , Н3 «Разгон» и красный светодиод рядом с цифровым табло. 2.6. Если на цифровом табло таймера включается сообщение об ошибке вида «Е – (код ошибки)», то необходимо проверить монтаж элементов, входящих в состав узла, определяющего обнаруженную ошибку. При ошибке «Е-09» необходимо проверить кроме этого работу узла повышения напряжения на затворах транзисторов. 2.7. Если не включается красный светодиод, а на цифровом табло включается код ошибки Е-20, то необходимо проверить монтаж элементов, входящих в состав ключа транзистора VT12 и связь с портом RB5 процессора 2.8. Через время (20±2)с должны включиться лампы Л5«Зажигание» и Л4«Клапан». Если вместо этого на цифровом табло таймера включается сообщение об ошибке, то необходимо проверить монтаж элементов узла, соответствующего коду ошибки. 2.9. Если ключи транзисторов VT8, VT10, VT11, VT9 включились успешно, то подключить к блоку эквивалент освещенного индикатора пламени, нажав кнопку S3 «Фотоуправление». Должна включиться лампа Н4«Фотоуправление 2А» и выключиться лампа Л5 «Зажигание». Если этого не произошло, то проверить монтаж элементов VD11, R32 и исправность цепи, соединяющей эти элементы с портом RC1 процессора. 2.10. Нажать кнопку S8 «Термостат». Должна включиться лампа Н9 «Термостат 5а» и выключиться лампа Л4 «Клапан». Если этого не произошло, то необходимо проверить монтаж элементов F1, R30, R31, R34 и цепей, подходящих к ним. 2.11. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1«Насос», Л3«Двигатель», Н2 «Разгон», Н4 «Фотоуправление 2а», Н9 «Термостат 5а» и красный светодиод должны выключиться. 2.12. Проверить работу блока при максимальном рабочем напряжении. Для этого переключатель напряжения питания установить в положение «Pmax». Напряжение питания блока должно установиться (29,7±0,3)В для 3142.3761 или (14,8±0,2)В для 3152.3761. Повторить операции по пунктам 2.4 – 2.10. 2.13. Проверить работу защиты блока от пониженного напряжения. Для этого переключатель напряжения питания блока установить в положение «Зmin». Напряжение питания блока должно установиться (18,8±0,2)В. Повторить операции по пунктам 2.4 – 2.5. Через (10±2)с красный светодиод должен начать формировать последовательный двоичный код, а на цифровом табло должно появиться код ошибки «Е-03». Если этого не произошло, то проверить монтаж делителя R48, R49. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1 «Насос», Л3 «Двигатель», Н2 «Разгон» и красный светодиод должны выключиться. 2.14. Проверить работу защиты блока от повышенного напряжения. Для этого нажать кнопку «Зmax». Напряжение питания блока должно установиться (31,3±0,3)В для 3142.3761 и (15,7±0,2)В для 3152.3761. Повторить операции по пунктам 2.4, 2.5. Через (10±2)с красный светодиод должен начать формировать последовательный двоичный код, а на цифровом табло должно появиться сообщение «Е-10». Если этого не произошло, то проверить монтаж делителя R48, R49. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1 «Насос», Л3 «Двигатель»,Н2 «Разгон» и красный светодиод должны выключиться. 2.15.
Проверить работу блока на сигнальную
лампу. Для этого тумблер «Таймер –
Лампа» перевести в положение “Лампа”,
а переключатель напряжения питания
блока установить в положение «Pmin».
Напряжение питания блока должно
установиться (20,2±0,2)В для 3142.3761 и
(10,2±0,2)В для 3152.3761. Нажать кнопку
S1“Разгон”.
Должны включиться лампы Н2“Разгон”,
Л1“Насос” и Л2“Лампа” и Л3 «Двигатель».
Причем лампа Л3 должна кратковременно
выключаться с периодом около 5с. Если
этого не произошло, то необходимо
проверить монтаж резистора R47. После
загорания ламп Л4 «Клапан» и Л5
«Зажигание» зафиксировать показания
частотомера, которые должны
соответствовать (5443 2.16. Проверить независимую работу циркуляционного насоса. Для этого нажать кнопку «Прогон». Должна включиться лампа «Насос». Отпустить кнопку «Прогон». Лампа «Насос» должна выключиться. Если этого не произошло, проверить монтаж элементов R20, R25. 2.17. На этом проверка блока заканчивается, годные изделия уложить в тару. В тару положить бирку с наименованием последней выполненной операции. |
|
|
Т |
Лоток тележки стеллажной VA-120, бирка |
|
|
О |
3.Все нессответсвующие изделия уложить в тару красного цвета или с надписью «Несоответствующая продукция». |
|
|
А |
085 |
Дефектация |
|
Б |
Стол монтажный СМП-1 с вытяжкой |
|
|
О |
1. Извлечь сборочную единицу из тары. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, пластина заземления, лоток тележки стеллажной VA-120 |
|
|
О |
2. Определить причину неисправности. Определение причины неисправности производить согласно ТИ 37473.25202.00001. 3. Заполнить "Контрольный лист регистрации несоответствий" согласно эскизу. 4. Уложить сборочные единицы с контрольным листом в тару и передать на ремонт. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
090 |
Ремонтная 3 |
|
Б |
Стол монтажный СМП-1 с вытяжкой, флюс ФОКСп-1 37473.25001.00009, припой Прв КР2 ПОС 61 ГОСТ 21931-76, ткань х/б мадаполам отбеленный ТО17-СХ-21 к ГОСТ 29298-92 |
|
|
О |
1. Устранить дефект, обнаруженный на операции №105 "Дефектация", в соответствии с операцией 050. |
|
|
А |
095 |
Промывка 3 |
|
Б |
Стол рабочий с вытяжкой ТРН-715, растворитель СБС «А» ТУ 2319-114-11726438-2003, ткань х/б ситцевая белоземельная ТО17-СХ-21-92 ГОСТ29298-92, перчатки резиновые №8-10 ГОСТ3-88 |
|
|
О |
1. Промыть места пайки после устранения дефекта кистью растворителем СБС. |
|
|
Т |
Кисть КХЖП N10 ТУ17-15-07-89 |
|
|
О |
2. Сушить сборочную единицу на воздухе в течение 15...20 минут. 3. Проверить качество промывки. На поверхности платы не допускаются остатки флюса и белый налет. 4. Уложить сборочную единицу в тару. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
|
|
А |
100 |
Контрольная 3 |
|
Б |
Стол рабочий, стенд НО-1546М, вольтметр типа В7-40 или аналогичный, осциллограф типа С1-93 |
|
|
О |
1.Подготовка к работе. 1.1 К работе приступить только при наличии отметки в «Контрольной карте ежедневной проверки технологического оснащения» о готовности оборудования к работе согласно МИ-СК 4.9.2.1.2 Включить напряжение питания стенда. Загорается один из светодиодов, индицирующих значение напряжения питания блока. 2.Проверка. 2.1. Извлечь сборочную единицу из тары. |
|
|
Т |
Лоток тележки стеллажной VA-120, браслет антистатический с гарнитурой заземления, пластина заземления |
|
|
О |
2.2. Переключатель “12В” – “24В” установить в положение, соответствующее номинальному напряжению настраиваемого изделия. Подключить разъемы ХР1…ХР3 сборочной единицы к контактирующему приспособлению стенда. Ни одна из сигнальных ламп «Насос», «Двигатель», «Клапан», «Зажигание», «Нагрев» или «Лампа» стенда не должна быть включена. В случае включения хотя бы одного индикатора стенда, извлечь сборочную единицу из контактирующего приспособления и устранить причину свечения по методике указанной в инструкции по настройке. 2.3. Тумблер «Таймер»- «Лампа» установить в положение «Таймер». 2.4. Проверить работу блока при минимальном рабочем напряжении. Для этого переключатель напряжения питания установить в положение «Pmin». Напряжение питания блока должно установиться (20,2±0,2)В. 2.5. Нажать кнопку S1 «Разгон». Должны включиться лампы стенда Л1 «Насос», Л3 «Двигатель» , Н3 «Разгон» и красный светодиод рядом с цифровым табло. 2.6. Если на цифровом табло таймера включается сообщение об ошибке вида «Е – (код ошибки)», то необходимо проверить монтаж элементов, входящих в состав узла, определяющего обнаруженную ошибку. При ошибке «Е-09» необходимо проверить кроме этого работу узла повышения напряжения на затворах транзисторов. 2.7. Если не включается красный светодиод, а на цифровом табло включается код ошибки Е-20, то необходимо проверить монтаж элементов, входящих в состав ключа транзистора VT12 и связь с портом RB5 процессора. 2.8. Через время (20±2)с должны включиться лампы Л5«Зажигание» и Л4«Клапан». Если вместо этого на цифровом табло таймера включается сообщение об ошибке, то необходимо проверить монтаж элементов узла, соответствующего коду ошибки. 2.9. Если ключи транзисторов VT8, VT10, VT11, VT9 включились успешно, то подключить к блоку эквивалент освещенного индикатора пламени, нажав кнопку S3 «Фотоуправление». Должна включиться лампа Н4«Фотоуправление 2А». и выключиться лампа Л5 «Зажигание». Если этого не произошло, то проверить монтаж элементов VD11, R32 и исправность цепи, соединяющей эти элементы с портом RC1 процессора. 2.10. Нажать кнопку S8 «Термостат». Должна включиться лампа Н9 «Термостат 5а» и выключиться лампа Л4 «Клапан». Если этого не произошло, то необходимо проверить монтаж элементов F1, R30, R31, R34 и цепей, подходящих к ним. 2.11. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1«Насос», Л3«Двигатель», Н2 «Разгон», Н4 «Фотоуправление 2а», Н9 «Термостат 5а» и красный светодиод должны выключиться. 2.12. Проверить работу блока при максимальном рабочем напряжении. Для этого переключатель напряжения питания установить в положение «Pmax». Напряжение питания блока должно установиться (29,7±0,3)В. Повторить операции по пунктам 2.4 – 2.10. 2.13. Проверить работу защиты блока от пониженного напряжения. Для этого переключатель напряжения питания блока установить в положение «Зmin». Напряжение питания блока должно установиться (18,8±0,2)В. Повторить операции по пунктам 2.4 – 2.5. Через (10±2)с красный светодиод должен начать формировать последовательный двоичный код, а на цифровом табло должно появиться код ошибки «Е-03». Если этого не произошло, то проверить монтаж делителя R48, R49. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1 «Насос», Л3 «Двигатель», Н2 «Разгон» и красный светодиод должны выключиться. 2.14. Проверить работу защиты блока от повышенного напряжения. Для этого нажать кнопку «Зmax». Напряжение питания блока должно установиться (31,3±0,3)В. Повторить операции по пунктам 2.4, 2.5. Через (10±2)с красный светодиод должен начать формировать последовательный двоичный код, а на цифровом табло должно появиться сообщение «Е-10». Если этого не произошло, то проверить монтаж делителя R48, R49. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1 «Насос», Л3 «Двигатель»,Н2 «Разгон» и красный светодиод должны выключиться. 2.15. Проверить работу блока на сигнальную лампу. Для этого тумблер «Таймер – Лампа» перевести в положение “Лампа”, а переключатель напряжения питания блока установить в положение «Pmin». Напряжение питания блока должно установиться (20,2±0,2)В. Нажать кнопку S1“Разгон”. Должны включиться лампы Н2“Разгон”, Л1“Насос” и Л2“Лампа” и Л3 «Двигатель». Причем лампа Л3 должна кратковременно выключаться с периодом около 5с. Если этого не произошло, то необходимо проверить монтаж резистора R47. После загорания ламп Л4 «Клапан» и Л5 «Зажигание» зафиксировать показания частотомера, которые должны соответствовать (5443+-50)мс. Нажать одновременно кнопки «Стоп» и «Сброс». Лампы Л1 «Насос», Л2 «Лампа», Л3 «Двигатель»,Л4 «Клапан и Н2 «Разгон» должны выключиться. 2.16. Проверить независимую работу циркуляционного насоса. Для этого нажать кнопку «Прогон». Должна включиться лампа «Насос». Отпустить кнопку «Прогон». Лампа «Насос» должна выключиться. Если этого не произошло, проверить монтаж элементов R20, R25. 2.17. На этом проверка блока заканчивается, годные изделия уложить в тару. В тару положить бирку с наименованием последней выполненной операции. |
|
|
Т |
Лоток тележки стеллажной VA-120, бирка |
|
|
О |
3.Все нессответсвующие изделия уложить в тару красного цвета или с надписью «Несоответствующая продукция» и передать на ремонт. |
|
|
А |
105 |
Лакирование |
|
Б |
Стол рабочий с вытяжкой ТРН-715, шкаф сушильный УС-3Б, лак УР-231 ТУ 6-21-14-90, отвердитель ДГУ ТУ 113-38-115-91, ксилол нефтяной ГОСТ 9410-78, бутилацетат ГОСТ 8981-78, марля медицинская арт.6423 ГОСТ 9412-93, ткань х/б мадаполам отбеленный ТО17-СХ-21 к ГОСТ 29298-92 |
|
|
О |
1. Приготовить лак по технологической инструкции. 2. Извлечь сборочную единицу из тары. |
|
|
Т |
Браслет антистатический с гарнитурой заземления, лоток тележки стеллажной VA-120 |
|
|
О |
3. Лакировать сборочную единицу окунанием до разъема поз.1 согласно эскизу. Не допускается попадание лака на внешнюю внутреннюю полость разъёма поз.1. |
|
|
Т |
Ванна для лака цеховая |
|
|
О |
4. Поместить сборочную единицу на приспособление для сушки плат. Сборочную единицу крепить крючками за два крайних штекера разъема согласно эскизу, разъемом вверх. |
|
|
Т |
Приспособление для сушки плат П-039305, крючок П-039305/5, поддон для стекания лака П-021353, ванна для лака П-035285А |
|
|
О |
5.Оставить приспособление на поддоне на 10-15 мин для стекания лака. 6.Перенести приспособление со сборочными единицами в печь сушильную и установить на текстолитовый поддон. |
|
|
Т |
Поддон для стекания лака П-039397 |
|
|
О |
7.Заполнить журнал учета времени сушки изделий. 8.Сушить сборочные единицы в течение 3 часов. Температура
сушки (65 |
|
|
Т |
Часы бытовые |
|
|
О |
9.По окончании сушки заполнить журнал учета времени сушки изделий. 10.Извлечь приспособление со сборочными единицами из печи сушильной. 11.Извлечь сборочную единицу из приспособления. 12. Повторить переходы 3-11 для второго слоя лака. 13. Проверить качество лакирования согласно технологической инструкции. Не допускается попадание лака на внешнюю и внутреннюю полость разъема поз.1. 14. Уложить сборочную единицу на лоток. |
|
|
Т |
Лоток тележки стеллажной VA-120 |
 5%
Поз.27 – Резистор 0805-0,125-100 кОм
5%
Поз.27 – Резистор 0805-0,125-100 кОм3.2. Описание специальной технологической оснастки
В качестве техоснастки было выбрано устройство для загибки штекеров разъема на плату НО-4085 (для загибки штекеров разъема поз. 1).
Устройство для загибки штекеров разъёма на плату НО-4085 (далее по тексту устройство) предназначено для фиксации разъёма на плате изделий: 3142.3761, 31.3761, 1313.3854 перед операцией пайки.
Устройство загибки штекеров представляет собой установку настольного исполнения, выполненную со всеми элементами на едином основании (рисунок 1 и рисунок 2).
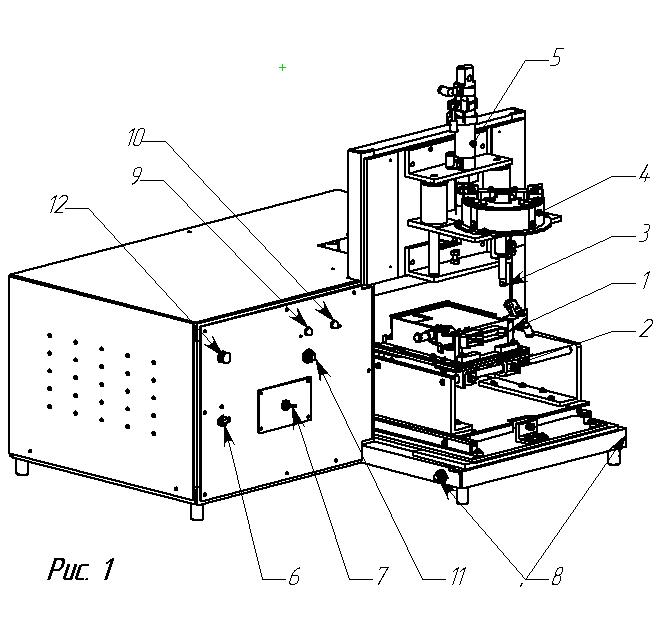
1 – Зажимное приспособление; 2 - каретка; 3 – загибающий элемент; 4 – привод вращения загибающего элемента; 5 - привод подъёма-опускания загибающего элемента; 6 – тумблер «СЕТЬ»; 7 - тумблер «ВЫБОР ПРОГРАММЫ»; 8 – сдвоенные кнопки «СТАРТ; 9 - индикатор «ИДЁТ РАБОТА»; 10 – индикатор «СМЕНИТЬ ИЗДЕЛИЕ»; 11 - кнопка «СБРОС»; 12 - предохранитель «2А»;
Рисунок 1 - Устройства загибки штекеров. Общий вид.
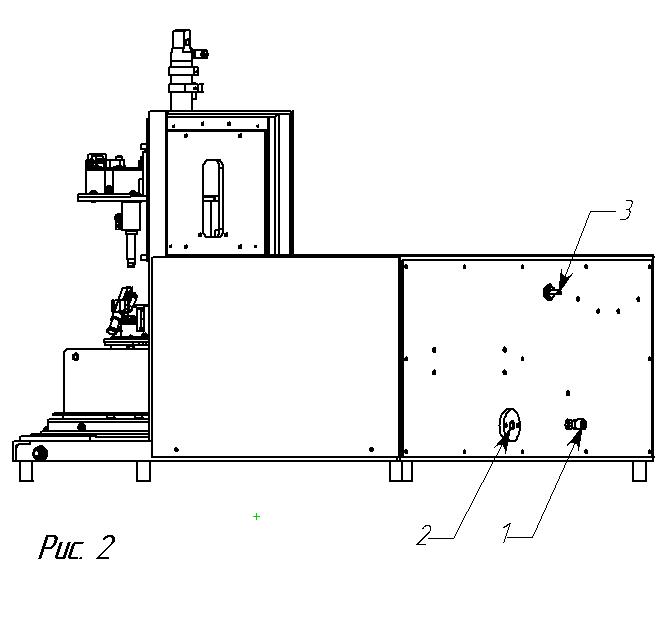
1 - Клемма заземления; 2 - штуцер подвода сжатого воздуха к устройству; 3 - тумблер подачи сжатого воздуха;
Рисунок 2 - Устройства загибки штекеров. Общий вид (вид сзади).
Узел загибки штекеров обеспечивает подъём-опускание и поворот загибающего элемента. Подъём-опускание осуществляется пневмоцилиндром линейного перемещения. Поворот загибающего элемента осуществляется поворотным пневмоцилиндром.
Каретка, на которой устанавливаются сменные зажимные приспособления, обеспечивает перемещение их относительно загибающего элемента.
Сменное зажимное приспособление индивидуально для каждого изделия. Оно позволяет устанавливать и фиксировать разъём на плате для дальнейшей загибки штекеров. Все зажимные приспособления фиксируются на каретке четырьмя винтами М5 с точной ориентацией по двум штифтам.
Перемещение каретки обеспечивается тремя последовательно соединёнными пневмоцилиндрами линейного перемещения и одного поперечного пневмоцилиндра линейного перемещения. Эти цилиндры осуществляют последовательное перемещение изделия установленного в зажимном приспособлении с позиции на позицию, а также фиксацию положения изделия относительно загибающего элемента во время загибки. Ход пневмоциллиндров ограничивается настраиваемыми упорами.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1. Напряжение питания – однофазное, от сети переменного тока 220В, 50Гц.
2. Подводимый
сжатый воздух давлением не менее 5
кг/см ;
;
3. Расход
сжатого воздуха при давлении 5 кг/см
составляет не более 200 л/ч.
4. Загрязнённость питающего воздуха по ГОСТ 17433-80, не грубее 12 класса.
5. Температура окружающей среды - от +10 С до +45 С.
6. Потребляемая мощность устройства - не более 120Вт.
7. Габаритные размеры: (L*B*H) - (597*520*384) мм.
3.3 Аттестация разработанного технологического процесса
Для оценки уровня ТП используются четыре показателя: производительность труда, прогрессивность технологического оборудования, охват рабочих механизированным и автоматизированным трудом, эффективность использования материалов или оборудования.
Уровень ТП определяется следующим образом
где a= 1,2,3,...,n - порядковый номер ТП ;
 -
коэффициент весомости
показателя, причем
-
коэффициент весомости
показателя, причем

где
 - показатель, характеризующий одно из
свойств ТП ;
- показатель, характеризующий одно из
свойств ТП ;
 -
нормативное значение
показателя, характеризующего одно из
свойств ТП;
-
нормативное значение
показателя, характеризующего одно из
свойств ТП;
i- порядковый номер показателя;
n- число показателей характеризующих уровень ТП.
Аттестация ТП осуществляется в соответствии с методическими указаниями ЕСТПП. РД 50-532-85.-М.: Издательство стандартов, 1986 г., или РД 4.091.325-89.-М.: Издательство стандартов 1989 г., где изложены типовые методики, регламентирующие процесс аттестации ТП.
Стандарт ГОСТ 14.303-83 предполагает использование различных методик на ранних стадиях разработки (проектирования) ТП, в том числе и методику расчета экономической эффективности различных вариантов типовых или групповых ТП. Основная информация необходимая для оценки экономической эффективности ТП содержит сведения о трудоемкости, себестоимости различных технологических операций и переходов. Данные сведения могут быть получены в том же ГОСТе или определены как базовые при проектировании нового ТП. Основным условием получения объективных результатов является применение единых методик расчета (оценки) уровня ТП для проведения сравнительного анализа активности.
Основные показатели оценки уровня ТП вычисляются следующим образом:
1. Показатель производительности труда:
Пп = (Вч.п. / Чп) / Нп ,
где Вч.п. - объем выпуска нормативно-чистой продукции в год, шт. ЧП-численность производственного персонала оцениваемого ТП, чел.;
Нп - норматив производительности ТП данного типа, шт./чел.
Пп=(500/70)/5=1,4
2. Показатель применения прогрессивного технологического оборудования :
Поб = Тпрог / Т,
где Тпрог - трудоемкость изготовления изделия РЭС на прогрессивном технологическом оборудовании;
Т - общая трудоемкость изготовления изделия РЭС.
Поб = 0
3. Показатель охвата рабочих механизированным и автоматизированным трудом:
Пма = Чм.а./Чп,
где Чм.а. - число рабочих, занятых механизированным и автоматизированным трудом ;
Чп - численность производственного персонала оцениваемого ТП.
Пма=7/70=0,1
4. Показатель использования материалов или технологического оборудования:
Пим = М/Н,
где М - масса изделия РЭС без учета комплектующих и ЭРЭ ;
Н - норматив расхода материала на изделие данного типа. Пи.м. - показатель использования материалов.
Пим=0,15/0,4=0,375
5. Показатель применения механизированной технологической оснастки (гидравлической, пневматической и др.):
Пто = N>мех.осн>/N>общ.осн>,
где N>мех.осн.> – количество механизированной технологической оснастки, шт.
М>общ.осн> – общее количество технологической оснастки, шт.
Пто = 4/14 = 0,28
6. Удельный вес оборудования в возрасте до 10 лет:
Пв = N>10>/N>oбщ>,
где N>10> – количество оборудования в возрасте до 10 лет. шт.;
N>общ> – всего оборудования, шт.
Пв = 6/10 = 0,6,
7. Показатель применения универсального переналаживаемого оборудования:
Пунив = Nобор.уннв. /Nобщ,
где Nобор.унив. – количество универсального переналаживаемого технологического оборудования, шт.
Nобщ – общее количество оборудования, шт.
Пунив = 4/10 = 0,4
С учетом значений этих показателей уровень ТП рассчитывается по следующей формуле:

где
 - нормативные значения показателей
соответствующих каждому нормативному
показателю;
- нормативные значения показателей
соответствующих каждому нормативному
показателю;
К1, К2, К3, К4 – коэффициенты весомости показателей.
К1=0,3

К2=0,3
К3=0,2

К4=0,2

К5=0,2

К6=0,1

К7=0,1
 1,08
1,08
По результатам оценки уровней аттестационная комиссия присваивает ТП производства РЭС одну из трех категорий:
-высшую (В);
-первую (I);
-вторую (II);
К высшей категории относятся ТП, которые по своим показателям соответствуют лучшим мировым и отечественным достижениям или превосходят их.
К первой категории относятся ТП, которые по своим показателям качества находятся на уровне современных требований производства и соответствуют утвержденной технологической документации.
Ко второй категории относятся ТП, которые по своим показателям отвечают современным требования производства, значительно уступая достигнутому уровню технологии.
Целесообразно граничные значения уровня иметь в пределах для:
-высшей категории (В) 1,0.>=Ут>=0,92
-первой категории (I) 0,92>Ут>=0,7
-второй категории (II) 0,7>Ут
Вывод:
Разработанный технологический процесс сборки устройства соответствует высшей категории качества. При мелкосерийном производстве повысить качество ТП можно, используя универсальное оборудование, а также путем увеличения числа рабочих, занятых механизированным и автоматизированным трудом.
Заключение
Результатом курсового проектирования являются расчет механических параметров, расчет надежности, температурный расчет. Расчеты показали полное соответствие конструкции, выбранных ЭРЭ и основных параметров печатного узла требованиям проектирования.
Разработан техпроцесс сборки субблока, выбрана специальная оснастка и выполнена аттестация техпроцесса, в результате которой ему была присвоена высшая категория.
По результатам курсового проектирования оформлено:
Лист 1 – Формат А1 – Схема электрическая принципиальная,
Лист 2 – Формат А1 – Схема структурная,
Лист 3 – Формат А1 – Субмодуль. Чертёж сборочный,
Лист 4 – Формат А1 – Схема техпроцесса,
Лист 5 – Формат А1 – Техоснастка. Чертёж сборочный.
Список используемой литературы:
Проектирование конструкций РЭА, Е.М. Парфенов и др., М., Радио с связь, 1989 г.
Проектирование маршрутных и операционных технологических процессов, Метод. пособие к курсовому проекту, Детюк В.И., М., МГТУ, 1991 г.
Проектирование технологической оснастки для сборки модулей РЭС, Метод. пособие к курсовому проекту, Детюк В.И., М., МГТУ, 1991 г.
Аттестация и оценка уровня качества технологических процессов, Метод. пособие для лабораторных работ, Детюк В.И., М., МГТУ, 1998 г.
Технология электрических соединений элементов поверхностного монтажа РЭС, Учебное пособие для упражнений по курсу «Технология РЭС», Калуга, 2002 г.
Методичка с расчетами И.В.Чухраева