Автоматизация шлифовального процесса путем разработки автоматической системы управления регулируемым натягом
Аннотация
В данном дипломном проекте представлен метод автоматизации процесса шлифования путем разработки системы автоматического управления натяга в узлах подшипников качения в шпинделе станка. Приведен обзор и анализ способов создания натяга в опорах качения станков.
В технологическом разделе разработан технологический процесс обработки детали типа ступенчатое кольцо.
В конструкторском разделе приведено проектирование и расчеты основных элементов шпиндельного узла, а также производится разработка принципа и устройства механизма создания регулируемого натяга.
В разделе “ безопасность жизнедеятельности” приведен анализ опасных и вредных факторов и возможных чрезвычайных ситуаций, воздействующих на обслуживающий персонал и окружающую среду при проведении технологического процесса, разработаны мероприятия по уменьшению воздействия и защите от вредных факторов технологического процесса на природу.
В организационно – экономическом разделе приведено краткое описание разделов бизнес-плана, расчет себестоимости и цены проектного варианта изделия, произведенного с применением автоматизации производства.
Введение
Машиностроение является основой научно технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитее машиностроения связанно с прогрессом станкостроения, поскольку металлообрабатывающие станки вместе с другими видами технологических машин обеспечивают изготовление любых новых видов оборудования.
Особое развитее получило программное и адаптивное управление процессами на станке. Устройства управления и контроля позволяют эффективно управлять процессами происходящими как на станке так и в нем самом, и безусловно влияющими на качество конечного продукта, сочетая гибкость и универсальность с высоким уровнем автоматизации.
Современное станочное оборудование является базой для развития гибкого автоматизированного производства, повышающего производительность труда в условиях средне и мелкосерийного производства, а также обеспечивать высокую точность обрабатываемых деталей.
Технологический раздел
Служебное назначение детали
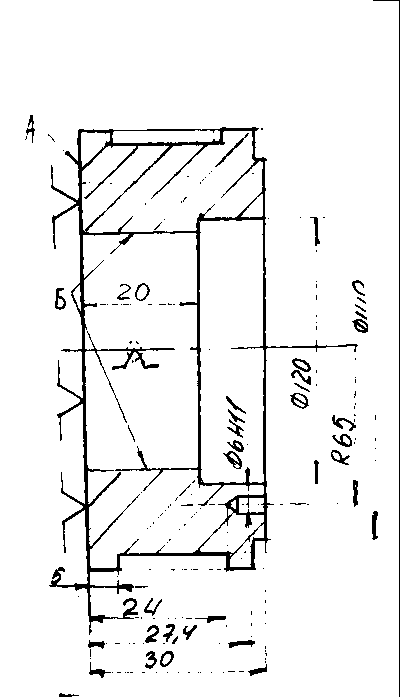
В данном разделе разрабатывается технологический процесс механической обработки ступенчатого кольца.
Ступенчатое кольцо крепится к валу ротора электрических машин для стопорения и регулировки подшипника. Деталь проста по конструкции, но по своему назначению имеет большое значение, так как не дает возможности подшипниковому узлу совершать осевое движение относительно вала ротора в процессе работы. Ступенчатое кольцо изготавливается из стали 10.
Основная нагрузка на кольцо идет со стороны подшипника, и основными параметрами кольца являются: внешний диаметр Æ 150 d 11 и внутренний диаметр Æ 135 Н 14, при этом шероховатость поверхности R>z>= 0.63 мкм, отклонение от параллельности 0.03 мкм, ширина кольца 28+0.1мм.
Анализ технологичности конструкции детали
Детали и сборочные единицы должны характеризоваться технологичностью конструкции, т.е. иметь такую конструкцию, которая обеспечивает их эффективное изготовление на имеющемся оборудовании при минимальных затратах времени и труда. Поэтому один из главных этапов технологической подготовки производства (ТПП) машин является технологический контроль деталей и изделий. При этом инженер-конструктор и инженер-технолог совместно оценивают, будет ли эффективен технологический процесс изготовления детали или необходимо усовершенствовать конструкцию.
При отработке конструкций деталей и изделий на технологичность необходимо тщательно анализировать: материал; вид и метод получения заготовки; методы механической обработки; методы контроля; возможность применений перспективных технологий (ресурсосберегающих, безотходных, безлюдных и т.п.); методов механизации и автоматизации, потребное оборудование, оснастку, инструмент, квалификацию персонала.
Широкое использование оборудования с ЧПУ, гибких производственных систем и комплексов обусловило повышение внимания к технологичности конструкции деталей и изделий для автоматизированной обработки и сборки. В частности должна проводится всемирная стандартизация и унификация конструктивных элементов деталей для уменьшения количества применяемых инструментов, деталь или сборочная единица должны быть удобны для позиционирования и координирования. В связи с применением автоматических транспортных систем (роботов, манипуляторов) поверхности должны быть удобны для захвата. Поскольку применяется консольный инструмент, обрабатываемые поверхности должны быть, по возможности, небольшой длины, а для применения автоматизированной сборки детали должны иметь соответствующие “ключи”.
Количественные показатели технологичности конструкции деталей (изделий) включают абсолютную и относительную трудоемкости; материалоемкость; себестоимость и др.
Оценка технологичности производится руководствуясь ГОСТ 14.201-73, 14.204-73.
При анализе технологичности детали определяются следующие показатели:
коэффициент стандартизации конструктивных элементов.
коэффициент точности обработки.
коэффициент шероховатости поверхности.
Таблица 1.1.
Анализ технологичности конструкции детали “кольцо” по геометрической форме и конфигурации.
|
№ п/п |
Требования технологичности |
Характеристика технологичности |
|
1 |
2 |
|
|
11 |
Наличие поверхностей удобных для базирования и крепления при установке на станках |
Форма и размер кольца позволяют произвести удобное базирование на станках. ТЕХНОЛОГИЧНА |
|
22 |
Материал заготовки Обрабатываемость резанием |
Материал заготовки углеродистая Сталь 10 хорошо обрабатывается на всех операциях. ТЕХНОЛОГИЧНА |
|
33 |
Возможность использования рациональных методов получения заготовки |
Кольцо имеет простую форму,отсутствуют сложные переходы и размеры. Получение заготовки рациональных методов возможно. |
|
34 |
Свойства материала детали должны удовлетворять существующую технологию изготовления, хранения, транспортировки. |
Свойства материала удовлетворяют технологии. ТЕХНОЛОГИЧНА |
|
65 |
Доступность всех поверхностей детали для обработки на станках, и непосредственного измерения, отсутствие сложных контурных обрабатываемых поверхностей |
Все размеры детали прямолинейны и доступны для обработки. сложные контурные обрабатываемые поверхности отсутствуют. ТЕХНОЛОГИЧНА |
|
46 |
Отсутствие глухих отверстий и торцов, подрезаемых с других сторон |
Отверстия присутствуют. ТЕХНОЛОГИЧНА |
|
67 |
Форма конструктивных элементов деталей (КЭД) – фасок, канавок, выточек и т.п. должна обеспечивать удобный подвод инструмента |
Конструктивные элементы обеспечивают удобный подвод инструмента. ТЕХНОЛОГИЧНА |
|
88 |
Конструкция детали должна быть удобной для позиционирования и координирования на станках с ЧПУ |
Удобна для координирования на станке с ЧПУ. ТЕХНОЛОГИЧНА |
|
9 |
Возможность обработки поверхностей проходными резцами. |
Поверхность кольца может быть обработана проходными резцами |
Вывод: по требованиям технологичности к геометрической форме и конфигурации деталь технологична, т.к. 100 % требований она удовлетворяет.
Таблица 1.2.
Анализ технологичности конструкции детали “кольцо” по точностным требованиям (СТ СЭВ 144-75, 145-75).
|
№ |
Наименование КЭД |
Общее количество КЭД |
Количество КЭД, обрабатываемых по следующим квалитетам точности |
|||||||||||
|
Высокая точность обработки (квалитеты) |
Средняя точность обработки (квалитеты) |
Свободные размеры (квалитеты) |
||||||||||||
|
6 |
7 |
8 |
9 |
% |
10 |
11 |
12 |
% |
13 |
14 |
% |
|||
|
1 |
Наружные цилиндрические поверхности |
3 |
- |
- |
- |
- |
- |
- |
1 |
- |
33 |
- |
2 |
66 |
|
22 |
Внутренние цилиндрические поверхности ГОСТ 6636-69 |
2 |
2 |
100 |
||||||||||
|
33 |
Линейные размеры |
5 |
2 |
- |
- |
- |
20 |
- |
1 |
- |
20 |
2 |
- |
60 |
|
44 |
Канавки ГОСТ 8820-69 |
1 |
1 |
100 |
||||||||||
|
55 |
Фаски |
1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
100 |
|
Итого: |
12 |
2 |
- |
- |
- |
16 |
- |
2 |
- |
16 |
2 |
6 |
48 |
Вывод: по точностным требованиям конструкцию “кольцо” можно признать технологичной, т.к. 48% поверхностей имеют точность свободных размеров, т.е. не требуют для их достижения особых методов обработки.
Таблица 1.3.
Анализ технологичности конструкции детали “кольцо” по параметрам шероховатости поверхности (ГОСТ 2789-73)
|
№ n/n |
Наименования КЭД |
Общее количество КЭД |
Количество КЭД, имеющих следующую шероховатость поверхности R>a> (R>z>), мкм |
||||
|
100-50 |
40-20 |
10-2,5 |
2,5-1,25 |
1,25-0,63 |
|||
|
11 |
Наружные цилиндрические поверхности |
3 |
3(100%) |
||||
|
22 |
Линейные размеры |
5 |
3(60%) |
2(40%) |
|||
|
33 |
Внутренние цилиндрические поверхности ГОСТ 6636-69 |
2 |
2(100%) |
||||
|
44 |
Фаски |
1 |
1(100%) |
||||
|
55 |
Канавки ГОСТ 8820-69 |
1 |
- |
- |
1(100%) |
||
|
Итого: |
12 |
8(66%) |
4(34%) |
Вывод: по требованиям к шероховатости поверхностей конструкцию детали “кольцо” можно признать технологичной, т.к. 66% поверхностей имеют шероховатость, которая может быть получена обычными технологическими методами.
Расчет такта выпуска, определение типа производства и выбор формы организации технологического процесса
Для оценки интервала времени, через который периодически производиться выпуск деталей, обеспечивающего выполнение производственной программы в установленный срок необходимо определить такт выпуска деталей.
Все дальнейшие технологические решения при проектировании принимаются, применяются к установленному типу производства. Тип производства определяется по численному значению коэффициента закрепления операций.
 ,
(1.1)
,
(1.1)
где:
t>в>- такт выпуска деталей
Т>шт.к.ср.>- среднее штучное время основных операций.
Т>шт.к.ср> =5,12 мин.
 ,
(1.2)
,
(1.2)
где:
F-действительный годовой фонд времени F=4015 ч.
N=1200 шт.-годовая программа выпуска
Данное производство является мелкосерийным, так как 20 <К<40
Определим размер партии деталей, одновременно запускаемых в производство.
 ,
(1.3)
,
(1.3)
где:
t>xp>- норма запаса (дней) для хранения на складе готовых деталей в ожидании сборки (t>xp>=25)
253- число рабочих дней в году.
Полученный результат округляем до ближайшего кратного месячного объема выпуска: n=85 дет.
Выбор вида заготовки и способа ее получения
Способ получения конкретных заготовок должен быть экономичным, производительным и определяется используемым материалом, конфигурацией детали, объемом выпуска. В связи с небольшой программой рационально получение заготовки из сортового проката по причинам:
1. сокращение времени получения заготовок по сравнению с другими способами (литье, штамповка)
2. отсутствие необходимости изготовления моделей для формирования и самих форм для отливки или изготовления штампа для получения заготовки штамповкой.
3. более высокая точность заготовки из проката, что ведет к уменьшению припусков на обработку и компенсирует более высокий расход материала.
Заготовка – прокат, труба 158´25 ГОСТ 8731-74
Материал – Сталь10.
Технико-экономическое обоснование выбора заготовки производят по металлоемкости, трудоемкости изготовления, себестоимости, причем учитываются конкретные производственные условия. Значительную экономию обеспечивают сравнение вариантов получения заготовок по коэффициенту использования материала:
 ,
(1,4)
,
(1,4)
где
M>Д >и М>з> – соответственно, массы готовой детали и заготовки.
Трубный прокат доставляется на заготовительный участок, где его режут на заготовки Æ158´25 l=32. После заготовительного участка заготовка доставляется в механический участок
Выбор баз
В технологии машиностроения детали и сборочные единицы при механической обработке и сборке должны занимать строго определенное положение относительно станка, инструмента, других деталей. Определенность такого положения определяется базированием.
Базирование - это придание заготовке или изделию требуемого положения относительно выбранной системы координат (ГОСТ 21495-76). В общем случае база - это поверхность, линия или точка, принадлежащая заготовке (изделию) и используемая при базировании. Все многообразие поверхностей деталей машин (заготовок) классифицируется по четырем основным видам: исполнительные поверхности (определяют служебное назначение); поверхности и свободные поверхности. В соответствии с этим различают конструкторские, измерительные и технологические базы.
Конструкторская база принадлежит данной детали (или сборочной единицы) и служит для определения положения в изделии.
Технологическая база используется для определения положения заготовки или изделия в процессе механической обработки (сборки).
Измерительная база представляет собой поверхность, линию или точку, от которых производят отсчет исполняемых размеров.
Назначение технологических баз является принципиальным вопросом при проектировании технологических процессов механической обработки и сборки (ГОСТ 14.301 -83 и др.). Это определяет последующую точность и качество изготовления изделий.
При первом установе заготовки для механической обработки используют черновую технологическую базу, к которой предъявляют следующие основные требования: поверхность должна быть близка к правильной геометрической форме (плоскость, цилиндр и т. п.), иметь удовлетворительные показатели точности и шероховатости и др. При механической обработке деталей черновую технологическую базу используют только один раз, а оптимальный технологический процесс должен иметь не более трех смен баз.
От правильности решения вопроса о назначении технологических баз в значительной степени зависят: фактическая точность выполнения линейных размеров, заданных конструктором, правильность взаимного расположения поверхностей и т.п.
При назначении технологической базы, должны соблюдаться следующие принципы:
принцип совмещения технологической и измерительной базы, при этом погрешность базирования равна нулю;
принцип постоянства баз, т.е. на большинстве операций должны применяться одни и те же базы;
силы закрепления необходимо прикладывать перпендикулярно выполняемому размеру.
Теоретические схемы базирования заготовки выбираем, исходя из ГОСТ 21495 - 76 “Базирование и базы в машиностроении”.
Выбор технологических баз осуществляется из данных чертежа, учитывая служебное назначение детали. Отклонения и допуски расположения поверхности Æ150 d11, Æ6 H21 неуказанные отклонения валов H21, отверстий H21, линейные размеры заданны относительно торца детали. Для обеспечения технологических требований к детали в качестве технологической базы используют измерительную базу.
Таблица 4
|
Схема базирования |
Погрешность базирования |
|
1 |
2 |
|
|
Базирование при этом закреплении ведется по торцевой поверхности А. черновыми поверхностями при данном базировании являются поверхности А и В.для линейных размеров 5мм.,24мм.,20мм.,27.4мм.,30мм., погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают.Для диаметров Æ120Н14,Æ140H24, Æ145H24 а также для R=65 погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают |
|
|
Базирование при этом закреплении ведется по торцевой поверхности С..Для линейных размеров 28мм.,10мм.,1.3мм.,17.5мм., погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают.Для диаметров Æ135, Æ13 погрешность базирования Е=0 |
Проектирование маршрута обработки ступенчатого кольца
Базовый вариант обработки детали
На этом этапе надо установить оптимальную последовательность технологических операций для получения заданной точности и шероховатости поверхности.
подготовительная.
Черновое и чистовое растачивание основных поверхностей.
сверление отверстий
шлифование торцевой поверхности
Контроль размеров и остальных точностных характеристик.
Промывка детали.
В зависимости от механической обработки аналогичной детали в соответствующих условиях производства, от вида исходной заготовки, построения технологического маршрута обработки, применяемого оборудования и средств технологического оснащения составляем действующий технологический процесс.
Технологическая операция должна быть построена по принципу концентрации операций. Под концентрацией понимается одновременное выполнение одних и тех же групп операций.
Таблица 1.5.
|
Операция |
Содержание или наименование операции |
Станок, оборудование |
Оснастка |
|
005 |
Навесить бирку с номером детали |
||
|
010 |
Кузнечная |
пресс |
|
|
015 |
Термическая обработка |
печь |
|
|
020 |
1 переход- точить наружную поверхность до Æ150d11, 2 переход- торцевое точение до получения размера l=30+0.3, 3 переход- подрезать торец Æ150d11 с образованием канавки Æ140-1,0, 4 переход- точить канавку Æ145-1,0, 5 переход- расточить отверстие до Æ120H20 |
Станок токарный с ЧПУ |
Цанговый патрон |
|
025 |
Расточить отверстие до Æ135+1.0,подрезать торец, точить фаску |
Токарный 16к20ф3 |
Цанговый патрон |
|
030 |
Зачистить заусенцы |
Одно-шпиндельный полуавтомат 56525 |
Жесткая опора Специальная оправка |
|
035 |
Сверлить 6 отв. Æ13мм. |
Вертикально сверлильный 2А135 |
|
|
040 |
Сверлить отверстие Æ6мм. |
Вертикально сверлильный 2А135 |
|
|
045 |
Шлифовать поверхность,выдерживать размер 28+0.1, êê 0.03 |
Плоскошлифовальный мод. 3е71081 |
|
|
050 |
Промыть деталь |
Машина моечная |
|
|
055 |
Технический контроль |
Плита по ГОСТ 10905-86 |
|
|
060 |
Нанесение покрытия |
Новый вариант обработки детали
Для сокращения времени затраченного на шлифовальный процесс предлагается его автоматизация за счет использования другого станочного оборудования. Это позволит не только ускорить процесс обработки но и улучшить качество детали без изменения маршрута обработки.
Определение припусков и размеров заготовки
Для одной из основных поверхностей заготовки, имеющей наивысшие требования по точности изготовления, припуски и промежуточные размеры определяются расчетно-аналитическим методом. На остальные поверхности заготовки припуски и допуски назначаются по ГОСТ 7505-89.
Расчет припуска производится в направлении от обработанной поверхности к исходной заготовке.
Для определения припусков и промежуточных размеров детали воспользуемся следующими формулами:
Минимальный припуск на обтачивание цилиндрических поверхностей (двухсторонний припуск):
 .
(1.5)
.
(1.5)
Минимальный припуск при последовательной обработке противолежащих поверхностей (двухсторонний припуск):
 ,
(1,6)
,
(1,6)
где
R>z> – высота микро неровностей поверхностей, оставшихся при выполнении предшествующего технологического перехода, мкм;
Т – глубина дефектного поверхностного слоя, оставшегося при выполнении предшествующего технологического перехода, мкм;
r>0> – изменение отклонения расположения, возникшее на предшествующем технологическом переходе, мкм;
e>у> – величина погрешностей установки при выполняемом технологическом переходе, мкм.
Для
заготовок из проката выбирается для
Æ150 мм
качество поверхности детали R>z>=25
мкм, T=150 мкм.
мм
качество поверхности детали R>z>=25
мкм, T=150 мкм.
Определение минимального припуска при чистовом точении Æ150мм.
R>z i-1>=6.3 мкм.
T>i-1>=60 мкм.
r>i-1>=85 мкм.
E=0
Z>i min>=416 мкм.
Определение минимального припуска при черновом точении Æ150мм.
R>z i-1>=200 мкм.
T>i-1>=300 мкм.
r>i-1>=1600 мкм.
E=0
Z>i min>=4200 мкм.
Определение минимального припуска на линейный размер L=28+0.1 мм.
Для однократного шлифования.
R>z i-1>=32 мкм.
T>i-1>=30 мкм.
r>i-1>=5 мкм.
E=0
Z>i min>=67 мкм.
Определение припуска при чистовом точении.
R>z i-1>=50 мкм.
T>i-1>=50 мкм.
r>i-1>=100 мкм.
E=0
Z>i min>=400 мкм.
Определение припуска при черновом точении.
R>z i-1>=125 мкм.
T>i-1>=75 мкм.
r>i-1>=1000 мкм.
E=0
Z>i min>=2400 мкм.
Для деталей из проката величина пространственной погрешности (кривизна пруткового материала) определяется по формуле:
 ,
(1.7)
,
(1.7)
где
D- кривизна профиля проката, мкм на мм.
l- длина заготовки в мм.
 ,
,

Минимальный припуск на обработку рассчитываем по формуле:
 ,
(1.8)
,
(1.8)
 ,
(1.9)
,
(1.9)
Минимальные (максимальные) промежуточные размеры определяют методом прибавления (для валов) или вычитания (для отверстий) минимальных (максимальных) значений промежуточных припусков:
D>min i-1>=D>min i>+2Z>min i>, D>max i-1>=D>max i>+2Z>max i>,
где
D>min i-1> и D>max i-1 >– предельные размеры по предшествующим операциям, мм.
D>min i> и D>max i >– предельные размеры по выполняемым операциям, мм. 2Z>min i> и 2Z>max i> – предельные припуски по выполняемым операциям, мм.
Таблица.1.6.
|
маршрут обработки |
Элементы припуска |
Расчетный припуск (мкм) |
Размер после перехода (мм) |
Допуски на промежуточный размер (мм) |
Принятые размеры по переходам |
Предельные размеры припусков |
|||||
|
R>zi-1> |
T>i-1> |
r>i-1> |
e>i-1> |
||||||||
|
max |
min |
max |
min |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
2 |
|
Прокат Точение: черновое чистовое |
200 63 |
300 60 |
1600 85 |
- - |
4200 416 |
154.4 150.2 149.8 |
4 0.4 0.25 |
158 150.6 149.8 |
154 150.2 149.6 |
7.4 0.74 |
3.8 0.59 |
|
Прокат Точение: черновое чистовое шлифование |
125 50 32 |
75 50 30 |
1000 100 5 |
- - - |
2400 400 67 |
30.87 28.47 28.07 28.01 |
1.2 0.4 0.25 0.01 |
32 28.87 28.32 28.01 |
30.8 28.47 28.07 28 |
3.13 0.55 0.31 |
2.33 0.4 0.07 |
Разработка операции
Подробно приведем разработку операции 020.
1 установить и закрепить деталь в патроне.
2 подрезать торец 6 за два прохода.
3 точение поверхности 3 за два прохода.
4 подрезать торец 4 с образованием поверхности 5.
5 точить канавку 1.
6 расточить отверстие 2 за два прохода.
Деталь крепится в патроне 7102-0078 ГОСТ 24351-80
Выбор режущего инструмента
Для обработки поверхности 6 берем резец 2102-0191, режущая часть которого выполнена из твердого сплава Т15К6 ГОСТ 21151-75.
Для обработки поверхности 3 берем резец 2102-03111, режущая часть которого выполнена из твердого сплава Т15К6 ГОСТ 21151-75.
Подрезать торец 4 с образованием поверхности 5 берем резец 2120-0019, режущая часть которого выполнена из твердого сплава Т15К6 МИ 595-64.
Точить канавку 1 берем резец 2310-0020, режущая часть которого выполнена из твердого сплава Т15К6 ГОСТ 18876-73.
Расточить отверстие 2 берем резец 2141-0058, режущая часть которого выполнена из твердого сплава Т15К6 ОСТ 18283-73.
Выбор измерительного инструмента
Для первого перехода используется штангенциркуль ШЦ1-125-0.1 ГОСТ 166-80.
Для второго перехода используется микрометр МК 175-1 ГОСТ 64507-78.
Для третьего перехода используется штангенциркуль ШЦ2-160-0.1 ГОСТ166-80 и глубомер индикаторный ГОСТ 7661-67.
Для четвертого перехода используется штангенциркуль ШЦ2-160-0.1 ГОСТ166-80.
Для пятого перехода используется штангенциркуль ШЦ1-125-0.1 ГОСТ166-80.
Расчет режимов резания и определение мощности
1 переход
Черновое точение торцевой поверхности:
t=1.5 mm – глубина резания.
d=158 mm – диаметр заготовки.
Режимы резания определяются табличным методом.
S=0.6 mm/об.
V=Vтабл.*k=157*1,4=220м/мин.
Определяем частоту вращения шпинделя.

Чистовое точение:
t=0.5 mm – глубина резания.
Режимы резания определяются табличным методом.
S=0.2 mm/об.
V=Vтабл.*k=230*1,4=322м/мин.
Определяем частоту вращения шпинделя.

2 переход
Черновое точение:
t=3.7 mm – глубина резания.
d=158 mm – диаметр заготовки.
Режимы резания определяются табличным методом.
S=0.5 mm/об.
V=Vтабл.*k=114*1,4=160м/мин.
Определяем частоту вращения шпинделя.

Чистовое точение:
t=0.3 mm – глубина резания.
d=150,6 mm – диаметр заготовки
Режимы резания определяются табличным методом.
S=0.15 mm/об.
V=Vтабл.*k=270*1,4=378м/мин.
Определяем частоту вращения шпинделя.

3 переход
t=2.6 mm – глубина резания.
d=150 mm – диаметр заготовки.
Режимы резания определяются табличным методом.
S=0.25 mm/об.
V=Vтабл.*k=107*1,4=149,8м/мин.
Определяем частоту вращения шпинделя.

4 переход
t=2.5 mm – глубина резания.
d=150 mm – диаметр заготовки.
Режимы резания определяются табличным методом.
S=0.25 mm/об.
V=Vтабл.*k=107*1,4=149,8м/мин.
Определяем частоту вращения шпинделя.
5 переход
Растачивание отверстия
t=2.5 mm – глубина резания.
d=108 mm – диаметр заготовки
Режимы резания определяются табличным методом.
S=0.5 mm/об.
V=Vтабл.*k=114*1,4=160 м/мин.
Определяем частоту вращения шпинделя.

Растачивание отверстия
t=2.5 mm – глубина резания.
d=115 mm – диаметр заготовки
Режимы резания определяются табличным методом.
S=0.3 mm/об.
V=Vтабл.*k=198*1,4=277,2 м/мин.
Определяем частоту вращения шпинделя.

Определение силы резания
Наибольшая сила резания возникает при наибольшем снятии припуска. В данном расчете наибольший припуск снимается во втором переходе, где Р=7.4 мм.
 .
(1.10)
.
(1.10)
для силы Р>z>
 .
(1.11)
.
(1.11)
K>p>=0.84*1*1.1*1*1=0.924
x=1 y=0.75 n=-0.15
где K>g>>P>=1.1 K>l>>P>=1 Kj>P>=1 K>GR>=1 K>M>>P>=0.84
P>Z>=10*300*3.71+0.50.75*160-0.15*0.924=3107H
для силы Р>y>
K>p>=0.84*1*1.4*1*1=1.17
x=0.6 y=0.8 n=-0.3
где K>g>>P>=1.1 K>l>>P>=1 Kj>P>=1 K>GR>=1 K>M>>P>=0.84
P>у>=10*240*40.6+0.50.8*160-0.3*0.924=767H
для силы Р>x>
x=1.05 y=2 n=-0.4
где K>g>>P>=1.4 K>l>>P>=1 Kj>P>=1 K>GR>=1 K>M>>P>=0.84
P>x>=10*130*3.71.05+0.50.2*160-0.4*1.17=685H
Мощность резания определяется по следующей формуле.
 ,
(1.12)
,
(1.12)
Расчет режимов резания для шлифовального процесса
В проекте разрабатывается система для автоматизации процесса шлифования, для расчета привода его возможностей по управлению и регулированию его параметров необходимо знать силы которые будут возникать в проектируемом узле и которые предстоит компенсировать, и требуемые мощности привода. Рассчитаем их:
t=0.4 mm;
V=30 м/сек;
S=400 мм/дв.ход;
i=1.
 .
(1.13)
.
(1.13)
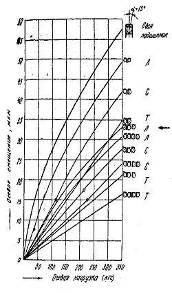
При малых t Р>у>=8-10*Р>z >рекомендуемая нагрузка P>z>=50 H, Py=500 H. Используя график зависимости осевого смещения подшипников от схем монтажа и осевой нагрузки от процесса обработки Рис.1.1 получим предельное смещение опоры узла D=6мкм., что произойдет при осевой жесткости подшипников этой серии j=250 H/мкм (монтаж по предложенной схеме увеличивает осевую жесткость на 20-25%, то j=300 H/мкм) достаточно для эффективной обработки с заданными параметрами.
> >
>
Рис 1.1 Зависимость осевого смещения подшипников от схем монтажа и преднатяга. Подшипники типа 46216. осевой преднатяг: легкий А>0>=190 Н; средний А>0>=560 Н
Полученные результаты будут использоваться как база для расчета возможностей привода при осевом смещении ротора.
Техническое нормирование
Технически обоснованной нормой времени называется время, необходимое для выполнения операции в определенных организационно-технологических условиях, наиболее благоприятных для данного производства.
На основании габаритных размеров обрабатываемой заготовки и найденных режимов резания определяется основное время операции, вспомогательное время, оперативное время, время технического обслуживания, организационного обслуживания, время перерывов в работе по естественным надобностям, подготовительно-заключительное время на операцию, штучное и штучно-калькуляционное время.
Расчет производится по следующим формулам:
Т>шт>=t>0>+t>B>+t>обс>+t>n>, (1.14)
где
t>В> – вспомогательное время на операцию составляет 15% от оперативного времени, мин
t>0>=S t>0>j- основное время на операцию (машинное время). (мин.)
t>0>j- основное время на выполнение j перехода обработки элементарной поверхности.
 ,
(1.15)
,
(1.15)
где
L - длинна обрабатываемой поверхности (мм.).
l - длинна перебега и глубина врезания инструмента.
i- число рабочих ходов.
n- частота вращения заготовки.
S- подача на один оборот.
Для первой операции.
t>01>=t>011>+t>012>
t>01>- основное время на первый переход.
t>011>- основное время для чернового точения на первый переход.
t>012> - основное время для чистового точения на первый переход.
t>01>=t>011>+t>012>=0,061+0,51=0,571мин
Для второй операции.
t>02>=t>021>+t>022>
t>02>- основное время на второй переход.
t>021>- основное время для чернового точения на второй переход.

t>022> - основное время для чистового точения на второй переход.

t>02>=0,23+0,58=0,81мин
Для третей операции.
t>03>- основное время на третий переход.
Для четвертой операции.
t>04>- основное время на четвертый переход.
Для пятой операции.
t>05>=t>051>+t>052>
t>05>- основное время на пятый переход.
t>051>- основное время для чернового точения на пятый переход.
t>052> - основное время для чистового точения на пятый переход.
t>05>=0,12+0,11=0,23мин
t>0>=0,57+0,81+0,2+0,12+0,23=1,931 мин.
t>в>= t>вy>+t>mB>, (1.16)
где
t>в>- вспомогательное время на операцию.
t>вy>=1,31мин.- время на установку и снятие заготовки.
t>mB>=0,19 мин. - вспомогательное время.
t>в>=1,5 мин.
t>обс>- время на обслуживание оборудования– время (уборка стружки, смазка), мин.
t>обс>= 10% t>о,>(1.17)
t>обс>= 10% *1,931=0,1931
t>п>- время на личные потребности.
t>п>= 0,05 t>о>
t>п>= 0,05 *1,931=0,0965 мин.
Т>шт>=1,931+1,5+0,1931+0,0965=3,72 мин.
Определим штучно калькуляционное время.
 ,
(1.18)
,
(1.18)
где
Т>ПЗ>- подготовительно заключительное время.
n – партия деталей, шт.
 ,
,
где
N – годовой объем выпуска, шт.;
250 – кол-во рабочих дней в году;
5 - кол-во дней хранения заготовки на складе;
 шт.
шт.
Т>ПЗ>= Т>ПЗ 1>+ Т>ПЗ 2> + Т>ПЗ 3>
где
Т>ПЗ 1>=6.2 мин.
Т>ПЗ 2> -=25,5 мин. – время учитывающее дополнительные работы.
Т>ПЗ 3>=10,5 мин. – время на пробную обработку.
Т>ПЗ>=6,2+25,5+10,2=42,2 мин.
Т>шт.к>=3,72+(42,2:30)=5,12 мин
Конструкторский раздел
Анализ влияния величин натяга на производительность и точность обработки
В настоящее время большее количество станков выпускаются со шпиндельными узлами на подшипниках качения. Поэтому очень важно в каждом случае выбрать оптимальную конструкцию шпиндельного узла.
Все конструктивные схемы разбиты на три группы: низкоскоростные, среднескоростные и высокоскоростные, по мере увеличения их быстроходности, однако при этом происходит уменьшение жесткости и несущей способности (передаваемой мощности).
Шпиндели, работающие на приделах своих скоростей, неизбежно дают погрешности на точность обработки за счет линейного расширения от нагрева, повышенных вибрации в опорах. Эти параметры учтены таблицами и решаются еще на технологическом этапе проектирования узлов станка, но их также можно регулировать в процессе обработки за счет величин зазор-натяга в подшипниках несущих опор. Этим достигается уменьшение температурного удлинения переднего конца шпинделя, увеличивается жесткость и виброустойчивость при резании (в зависимости от режимов).
Влияние внутреннего зазора-натяга переднего двухрядного конического подшипника на показатели работоспособности шпиндельного узла показано на рис.2.1 и 2.2.
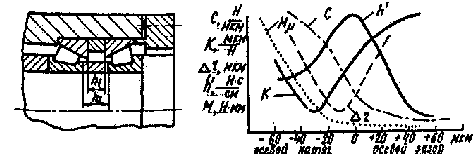
Рис 2.1. Зависимость жесткости С, динамической податливости К, некруглости обработанных деталей Dr, момента трения М>m>. и коэффициента демпфирования h от осевого зазора-натяга в конических роликоподшипниках.
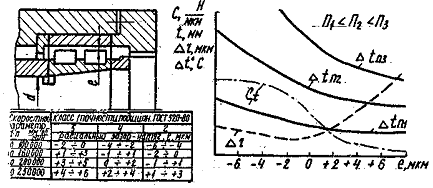
Рис. 2.2 Зависимость жесткости С, предельной стружки Dt, некруглости обработанных деталей Dr и избыточной температуры нагрева от радиального зазора-натяга в конических роликоподшипниках
Как видно для обеспечения высокой жесткости и виброустойчивости и незначительного нагрева необходимо устанавливать при сборке требуемый внутренний зазор-натяг. Для опор с радиальными и радиально-упорными подшипниками натяг создается путем смещения наружного кольца относительно внутреннего, а также за счет натяга посадки. Смещение колец подшипника определяет преднатяг опоры - легкий, средний и тяжелый. С увеличением преднатяга жесткость увеличивается, а предельная частота вращения уменьшается, и это уменьшение значительно (рис. 2.3).
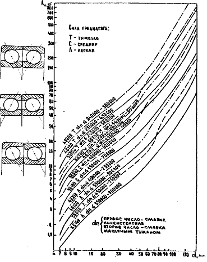
Рис. 2.3 Зависимость быстроходности d nспаренных (дуплекс) радиальных шарикоподшипников класса точности 2 от силы преднатяга A>0>.
Но потеря в скорости обработки, а соответственно и в производительности компенсируется точностью обработки см. Рис.2.4

Рис. 2.4 Зависимость жесткости j, биения вращения Dd, некруглости деталей D r, избыточного нагрева D t, предельной стружки t от зазор-натяга H посадки наружных колец подшипников 3102110(а) и 46208(б)
Жесткость шпиндельных узлов в значительной мере определяет точность обработки детали на металлорежущих станках. Упругие отжимы шпинделя возникают в результате податливости опор шпинделя, собственного прогиба шпинделя, деформации сопряженных с подшипником детали.
Упругие смешения в опорах качения складываются из упругих сближений d/>г> тел качения и колец, контактных деформаций d//>г> на поверхность посадки колец на шпиндель и в корпус.
Общее упругое сближение:
d>г >=d/>г>+d//>г.> (2.1)
Параметры контактных деформаций d//>г> и величены упругого смещения также определяются величиной зазор-натяга, входящей в их расчетные формулы и коэффициенты их определяющие.
d/>г>=К>1>Ра (мм), (2.2)
где
К>1>,а - коэффициент и показатель степени для опор различных типов.
Р- нагрузка (кГ).
Р=izC>d>d>r>f(r),.3)
где
r=e/2d>r>;
f(r)=1/p ;
;
z - число тел качения в одном ряду подшипника;
i - количество рядов. e-предварительный натяг (мм);
f(r) - интервал распределения нагрузок;
C>d>> >- коэффициент типа подшипника (кГ/мм.);
d - диаметр отверстия подшипника.

Рис. 2.5 Определение радиальной податливости шпинделя на роликоподшипниках типа 3182100 и 4162900 в зависимости от прилагаемой нагрузки F и диаметра вала d.
d//>г>= ,
(мм) (2.4)
,
(мм) (2.4)
где
d, D - внутренний и наружный диаметры подшипника (мм.)
b - ширина подшипника (мм.)
k>2>=0.005¸0.025 мм3/кГ.
Меньшее значение k>2>будет при повышенной точности, больших натягах и при установке внутреннего кольца на конус.
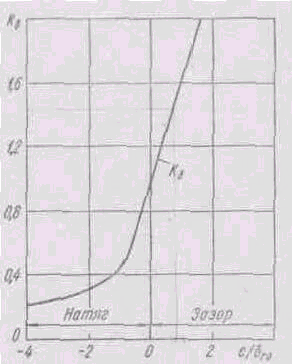
Рис. 2.6. График для определения коэффициента К>2> для расчета податливости двухрядных роликоподшипников типа 3182100 и 4162900
½*1/p(r )
для 0<r<1
)
для 0<r<1
F(r)= ½ для r>=1 (2.5)
¼ для r=0
Жесткость подшипника определяется как:
J=P/d>r>. (2.6)
Очевидно, что увеличение предварительного натяга выше граничного значения е, соответствующего значению r=1, не приводит к дальнейшему увеличению жесткости опоры. Только между значениями r = 0 и r= 1 находится область, где изменение натяга приводит к существующему изменению жесткости подшипников.
Такой результат соответствует физической картине деформации подшипников, если рассматривать внутреннее кольцо подшипника как тело, установленное между двумя пружинами (нижняя пружина — нижняя половина комплекта роликов; верхняя пружина — верхняя половина комплекта роликов; плоскость раздела комплекта роликов перпендикулярна направлению радиальной нагрузки на подшипник). При установке подшипника с зазором нагрузки воспринимают лишь ролики, расположенные ниже плоскости раздела, при монтаже с натягом “включаются” ролики верхней половины комплекта (вторая пружина). Поиск оптимального распределения нагрузок в опорах - является одной из основных задач при проектировании ШУ. Этот оптимум и даст величины максимальной скорости обработки при поддержании жесткости достаточной для получения требуемой точности.
Обзор способов создания предварительного натяга
Само регулируемые подшипниковые опоры
Известны подшипниковые опоры, которые содержат радиально упорный подшипник и регулятор его натяга. Регуляторы создают натяг или расслабляют опору в зависимости от величины от центробежных сил, что весьма ограничивает их применение, но при этом саморегулирование исключает сложности с устройством систем управления этого параметра.
Опора рис 2.7., использует упругие элементы как регулятор натяга, состоящий из набора грузов 4, размещенных между конусной торцевой поверхностью кольца 5 и нажимным кольцом 6. Для создания сил, смещающих кольца подшипников 2 и 3 регулятор натяга снабжен упругим элементом в виде кольца 7, охватывающего набор грузиков 4. По мере увеличения числа оборотов центробежная сила грузиков возрастает и компенсирует часть усилия, передаваемого нажимным кольцом ролика 6. Это ведет к частичной разгрузке опоры.
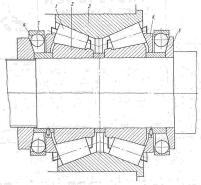
Рис. 2.7
Но эта опора при простоте исполнения и монтаже имеет малую радиальную жесткость, и отсутствует возможность изменения сил натяга по другим динамическим характеристикам помимо скорости вращения.
В подшипниковой опоре изображенной на рис. 2.8, спроектированной на основе предыдущей, повышена радиальная жесткость.
0100090000032a0200000200a20100000000a201000026060f003a03574d46430100000000000100c1850000000001000000180300000000000018030000010000006c0000000000000000000000350000006f0000000000000000000000663700000535000020454d4600000100180300001200000002000000000000000000000000000000c0120000131a0000cb0000001b010000000000000000000000000000f818030078510400160000000c000000180000000a0000001000000000000000000000000900000010000000160d0000850c0000250000000c0000000e000080250000000c0000000e000080120000000c00000001000000520000007001000001000000a4ffffff00000000000000000000000090010000000000cc04400022430061006c006900620072006900000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000001100c04b110010000000244f1100a44c1100524f6032244f11001c4c1100100000008c4d1100084f1100244f6032244f11001c4c1100200000009f712e311c4c1100244f110020000000ffffffffcc32ee001a722e31ffffffffffff0180ffff01803fff0180ffffffff0000000000080000000800004300000001000000000000005802000025000000372e9001cc00020f0502020204030204ef0200a07b20004000000000000000009f00000000000000430061006c006900620072000000000000000000e44c11008a272e3130fe0f3244501100504c11009c2d273108000000010000008c4c11008c4c1100087a253108000000b44c1100cc32ee006476000800000000250000000c00000001000000250000000c00000001000000250000000c00000001000000180000000c0000000000000254000000540000000000000000000000350000006f0000000100000055558740a0ab87400000000057000000010000004c000000040000000000000000000000160d0000860c000050000000200000003600000046000000280000001c0000004744494302000000ffffffffffffffff170d0000860c0000000000004600000014000000080000004744494303000000250000000c0000000e000080250000000c0000000e0000800e000000140000000000000010000000140000000400000003010800050000000b0200000000050000000c0206021d02040000002e0118001c000000fb020300010000000000bc02000000cc0102022253797374656d0000000000000000000000000000000000000000000000000000040000002d010000040000002d01000004000000020101001c000000fb02f1ff0000000000009001000000cc0440002243616c6962726900000000000000000000000000000000000000000000000000040000002d010100040000002d010100040000002d010100050000000902000000020d000000320a0e00000001000400000000001d020702206f0900040000002d010000040000002d010000030000000000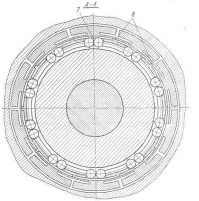
Рис.2.8
Это достигается тем, что упругое кольцо жестко смонтировано на наружной цилиндрической поверхности опорного кольца, при этом опорное кольцо выполнено с равномерно расположенными по окружности на наружной поверхности выступами и сквозными односторонними пазами для размещения грузиков.
Регулятор натяга здесь состоит из грузов 4, размещенных между конической поверхностью нажимного кольца 5 и опорным кольцом 6. На наружной цилиндрической поверхности опорного кольца выполнены пазы 7, образующие равномерно расположенные по окружности выступы 8 на которое напресованно упругое кольцо 9.
При радиальном нагружении опоры часть роликов поворачивает нажимное кольцо в плоскости опоры и перемещает часть грузиков в радиальном направлении. Упругое кольцо воспринимает это перемещение, так как ото напресованно на опорное кольцо.
Таким образом, более жесткий монтаж упругого кольца на опорном обеспечивает повышение радиальной жесткости.
Устройство для регулирования осевого зазора подшипника
Устройство содержит корпус 2, в котором установлено резьбовое кольцо 3, воздействующее на наружное кольцо подшипника 1. На торце резьбового кольца 3 выполнены глухие отверстия 4, в которые заглублены штыри 5, закрепленные на крышке 6. Крышка 6 имеет на периферии сквозные отверстия 7 под крепежные болты 8, ввернутые в резьбовые отверстия 9 в корпусе 2. Шаг расположения глухих отверстий 4 образует с шагом расположения сквозных отверстий 7 нониусную шкалу, что позволяет надежно фиксировать резьбовое кольцо 3 с соответствующим угловым шагом.
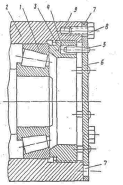
Рис2.9
На Рис 2. 9. показано устройство, разрез; на Рис 2.10. - крышка устройства; на Рис 2.11. устройство, вариант исполнения; на Рис 2.12. - разрез А-А.
Устройство для регулирования осевого зазора подшипника 1 содержит - корпус 2, в котором установлено резьбовое кольцо 3, воздействующее на наружное кольцо подшипника 1. На торце резьбового кольца 3 выполнены глухие отверстия 4, в которые входят штыри 5 крышки 6, имеющей на периферии сквозные отверстия 7 под крепежные элементы (болты) 8, входящие в резьбовые отверстия 9 в корпусе 2.
На рис 9. и 10 представлена конструкция устройства, в которой в корпусе 2 имеется три резьбовых отверстия 9. На торце кольца 3 выполнено семь отверстий 4, а на крышке - семь штырей 5 и на периферии - шесть отверстий 7, каждое из которых последовательно обозначено буквами а, б в, г, д, е. Штыри, а следовательно и отверстия резьбового кольца, находящиеся с ними в зацеплении, смещены относительно соответствующих отверстий а, б, в, г, д, е, на углы j,2j,3j,4j,5j,6j.
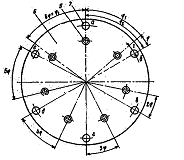
Рис. 2.10 Рис. 2.11
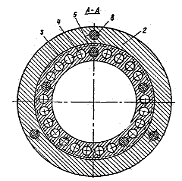
Рис 2.12
При закреплении стопорной крышки а различных положениях на корпусе это смещение позволяет фиксировать резьбовое кольцо через угловые промежутки j, равные цене одного деления – нониуса.
 ,
(2.7)
,
(2.7)
где
Z>1> - количество отверстий на торце резьбового кольца;
Z>2> - количество крепежных отверстий в крышке.
Крышку 6 выводят из зацепления с резьбовым кольцом 3. затем регулируют положение кольца и фиксируют последнее стопорной крышкой 6 подбирая ее положение на корпусе.
Углу j соответствует дуга L на окружности расположения отверстий стопорной крышки.
 ,
(2.8)
,
(2.8)
где
D - диаметр окружности расположения отверстий стопорной крышки.
Для получения бесступенчатого регулирования подшипника достаточно крепежные отверстия в стопорной крышке выполнить овальными с наибольшим размером сечения каждого отверстия, равным 0,5L. Предложенное устройство обеспечивает высокую точность регулирования кольца подшипника, а также надежное его стопорение в требуемом положении.
Устройства оснащенные приводами перемещений колец
Устройство для регулирования натяга подшипников качения шпинделя выполнено в виде, установленных в корпус между наружными кольцами подшипников, распорных втулок с возможностью осевого перемещения, снабженных приводом их осевого движения. За счет обеспечения заданного натяга в процессе работы, внутренние, обращенные один к другому торцы распорных втулок взаимодействуют на кольца подшипника.
На гильзе 1, являющейся корпусом шпинделя, смонтировано, по посадке с зазором кольцо 2 с тремя кулачками 3, установленными с возможностью взаимодействия со сферическими концами толкателей 4. Концы толкателей 4 выполнены конусными. Между наружными кольцами подшипников размещены с возможностью осевого перемещения две распорные втулки 5 с 25 конусными поверхностями на внутренних, обращенных один к другому торцах, контактирующие вторыми торцами с наружными кольцами подшипников 6 шпинделя 7. Толкатели 4 установлены в радиальных отверстиях гильзы 1 с возможностью взаимодействия своими конусными поверхностями с конусными поверхностями распорньгх втулок 5. К гильзе 1 прикреплен кронштейн 8,шарнирно соединенный с тягой 9,на резьбовом конце которой расположены регулирующие гайки 10 и 11 и коромысло 12, жестко связанное с корпусом 13 шпиндельной бабки. Силовое замыкание толкателя 4 с кулачком 3 осуществляется пружиной 14.

Рис. 2.13
Для создания натяга в подшипниках необходимо отвернуть внутреннюю гайку 10 и завинтить наружную гайку 11. При этом тяга 9 перемещается вверх, поворачивая с помощью кронштейна 8 кольцо 2 по часовой стрелке (Рис.2.14). Кулачки 3 скошенной поверхностью воздействуют на сферические торцы толкателей 4, перемещая их в радиальном направлении к оси шпинделя, раздвигая при этом распорные втулки 5 конусными концами. Распорные втулки, перемещаясь в осевом направлении, создают необходимый натяг в подшипниках. Внутренняя гайка 10 после окончания регулировки затягивается и все устройство при этом стопорится. Величину натяга устанавливают в зависимости от нагрузки.
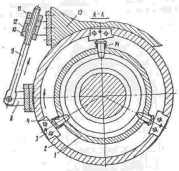
Рис. 2.14
Опора с регулируемым натягом в зависимости от температурного расширения
В предыдущем описании опора качения, содержит установленные в корпусе подшипники и устройство для создания предварительного натяга с помощью нажимного органа, воздействующего по меньше мере на одно из колец этих подшипников под действием силового органа, размещенного вне опоры и связанного с нажимным органом по средством канала, заполненного упругой мало сжимаемой средой, например гидропластом. Кроме того, силовой орган выполнен в виде гидроцилиндра с поршнем, воздействующим на упругую среду, а нажимной орган — в виде нескольких плунжеров, равномерно расположенных по окружности. С целью автоматического регулирования величины предварительного натяга подшипников в зависимости от их фактической температуры предлагаемая опора снабжена датчиком температуры, установленным в зоне подшипника и управляющим устройством для создания предварительного натяга. На Рис.2.15 изображена предлагаемая опора качения; на Рис.2.16 — разрез по А—А. Опора качения состоит из подшипника 1, установленного в корпусе 2. Устройство для создания предварительного натяга имеет нажимной и силовой органы. Нажимной орган содержит плунжеры 3, которые находятся в гнездах втулки 4 и взаимодействуют с нажимным кольцом подшипника через промежуточное кольцо 5. Силовой орган представляет собой цилиндр 6, установленный вне опоры. Внутри цилиндра 6 расположен плунжер 7,находящийся под воздействием поршня S, на который действует масло под давлением, потопающее из гидросистемы по магистрали 9. Канал 10 между плунжерами 3 и 7 заполнен гидропластом. В зоне подшипника 1 расположен датчик 11-температуры, контролирующий режим работы 15 опоры и управляющий устройством для создания предварительного натяга. В результате этого повышается надежность, долговечность и к. п. д. опоры.
Рис.2.15 Рис.2.16
Проектирование высокоскоростных шпиндельных узлов приводов главного движения
В представленном дипломном проекте автоматизируется процесс шлифования. Одной из проблем, возникающей при эксплуатации шпиндельных узлов станков на опорах качения в режимах шлифования является их повышенное тепловыделение. Высокие частоты вращения требуют более тщательного исполнения точности форм посадочных поверхностей подшипников и спрягаемых с ними деталей,более узких допусков на воличины посадок. Необходимым условием решения данной задачи является также выбор оптимального предварительного натяга в подшипниках опоры. Практика показывает, что при наличии слишком малых или чрезмерно больших предварительных натягов ухудшаются динамические характеристики узла, растут потери мощности на трение в радиальноупорных шарикоподшипниках, что приводит к повышенному нагреву, снижению точности и долговечности всего шпиндельного узла. Сложность решения обьяснястся тем, что, наиболее приемлемые с точки зрения жесткости и быстроходности “Х” и “О” -образные схемы устаовки не обеспечивают равномерного распределения осевых нагрузок между подшипниками. Кроме того, при вертикальном расположении шпинделя сила веса может привышать требуемые усилия предварительного натяга. В особенности это характерно для скоростных узлов, имеющих в качестве привода электрошпиндель.
При рассматривании модели распределения осевой нагрузки между подшипниками передней опоры шпинделя с учетом внешних сил и усилий натяга, она должна быть достаточно простой, для того чтобы рассмотреть большее число вариантов разрабатываемой конструкции. Но при этом на стадии котцептуального проектирования модель должна хотябы на линейном уровне обеспечивать адекватность реальным процессам.
Пусть в передней опоре установлены n>a> радиально-упорных шарикоподшипников навстречу ожидаемой внешней нагрузке Р и n>в >подшипников, необходимых для создания преднатяга подшипников “А”
Используем линейную модель зависимости осевой силы, приложенной к подшипнику от относительного смещения колец. При наличии преднатяга нагрузка в подшипниках “А” и “В” будет неодинаковой.
 ,
(2.9)
,
(2.9)
где
P1a, P1b –нагрузка на подшипники “А”, “В”, “Н”;
Р0 – суммарная сила преднатяга в передней опоре Н;
n>a>, n>b> – количество подшипников в передней опоре;
а, ь - относительные смещения колец подшипников;
j - жесткость подшипника.
При наличии внешней силы Р шпиндель сместится в осевом направлении на величину d
 ,
(2.10)
,
(2.10)
где
P – внешняя осевая сила (Н);
d - осевое смещение шпинделя (мкм);
F - результирующая осевая нагрузка (Н);
G - сила веса ротора (Н).
Область допустимой работы подшипников опоры ограничивается величинами максимальной Р1мах и минимально допустимой Р1мin нагрузками на подшипник рис. 2.17. Из этого условия и представленных зависимостей можно определить допустимый диапазон изменения результирующей нагрузки Fmin…Fmax.
В общем случае существует оптимальное решение данной задачи рис.2.17, 2.18. Опттимум получается пересичением плоскостей нагрузок с введением верхних и нижних ограничений по допустимым нагрузкам на подшипник.
Полученные соотношения могут быть использованны для расчета оптимальных условий натяга в высокоскоростных шпиндельных узлах а также приделы их регулирования в зависимости от режимов резния.
Расчет шпиндельного узла
На основании исходных параметров опоры шпиндельного узла выполнены на подшипниках качения.
Выбор компоновочной схемы
На основании требований к точности обработки и скоростных параметров выбираем схемы узла Рис. 2.19. Данная схема является высокоскоростной и при этом имеет большую радиальную жесткость.
0100090000032a0200000200a20100000000a201000026060f003a03574d46430100000000000100c1850000000001000000180300000000000018030000010000006c0000000000000000000000350000006f0000000000000000000000663700000535000020454d4600000100180300001200000002000000000000000000000000000000c0120000131a0000cb0000001b010000000000000000000000000000f818030078510400160000000c000000180000000a0000001000000000000000000000000900000010000000160d0000850c0000250000000c0000000e000080250000000c0000000e000080120000000c00000001000000520000007001000001000000a4ffffff00000000000000000000000090010000000000cc04400022430061006c006900620072006900000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000001100c04b110010000000244f1100a44c1100524f6032244f11001c4c1100100000008c4d1100084f1100244f6032244f11001c4c1100200000009f712e311c4c1100244f110020000000ffffffffcc32ee001a722e31ffffffffffff0180ffff01803fff0180ffffffff0000000000080000000800004300000001000000000000005802000025000000372e9001cc00020f0502020204030204ef0200a07b20004000000000000000009f00000000000000430061006c006900620072000000000000000000e44c11008a272e3130fe0f3244501100504c11009c2d273108000000010000008c4c11008c4c1100087a253108000000b44c1100cc32ee006476000800000000250000000c00000001000000250000000c00000001000000250000000c00000001000000180000000c0000000000000254000000540000000000000000000000350000006f0000000100000055558740a0ab87400000000057000000010000004c000000040000000000000000000000160d0000860c000050000000200000003600000046000000280000001c0000004744494302000000ffffffffffffffff170d0000860c0000000000004600000014000000080000004744494303000000250000000c0000000e000080250000000c0000000e0000800e000000140000000000000010000000140000000400000003010800050000000b0200000000050000000c0206021d02040000002e0118001c000000fb020300010000000000bc02000000cc0102022253797374656d0000000000000000000000000000000000000000000000000000040000002d010000040000002d01000004000000020101001c000000fb02f1ff0000000000009001000000cc0440002243616c6962726900000000000000000000000000000000000000000000000000040000002d010100040000002d010100040000002d010100050000000902000000020d000000320a0e00000001000400000000001d020702206f0900040000002d010000040000002d010000030000000000
Рис. 2.19 компоновачная схема
В мотор-шпинделях, где расстояние между обмотками статора и валом ротора должны быть постоянными во избежание нагрева и обгорания обмоток, поэтому величина радиальной жесткости крайне важна. Предполагается использовать в опорах комплекты дуплексных подшипников 46216 и 46218.
Определение компоновочной схемы
 ,
(2.11)
,
(2.11)
На основании эскизного проекта, технологических расчетов режимов и методических данных приводим значения параметров проектируемого шпиндельного узла:
Максимальная частота вращения шпинделя - 4000 об/мин.
Тип смазки – пластичная ЦИАТИМ-202. Для заданной точности станка допустимая температура наружнего кольца- 35С0
Класс точности подшипника- 3
Предварительный натяг-легкий, средний.
Угол контакта - 26 град.
Диаметр передного конца шпинделя dk = 120.00мм.
Диаметр межопорной части шпинделя dm = 90.00мм.
Диаметр заднего конца шпинделя dз = 80.00 мм.
Длинна переднего конца шпинделя a =100.00 мм.
Межопорное расстояние b= 350.00мм.
Расчет жесткости опор ШУ
Расчет опор для шпиндельного узла, предназначенного для шлиф процесса основывается на силах, действующих на круг во время обработки. Для получения поверхности с шероховатостью Rz=0.63 подшипники и посадочные места, отвечающие за жесткость опор должны иметь следующие параметры.
При этом рекомендуемый преднатяг при посадке должен составлять -3¸-2 мкм.
Осевая жесткость подшипников выбранной серии j0=25 кгс/мкм, но так как монтаж на быстроходные опоры идет по схеме “Т” осевая жесткость увеличивается на 20% и составляет j0=30 кгс/мкм
Рекомендуемая сила преднатяга для сдвоенных подшипниках в опорах равна А0=90 кГс
Общая поддатливасть подшипника равна:
 =0.4*3=1,
(2.12)
=0.4*3=1,
(2.12)
где
d>R0>- радиальная поддатливасть;
Kd- биение.
По зависимости осевого смещения подшипника от схемы монтажа определим возможное осевое смещение - оно составит 6 мкм. Эта величина максимально возможного смещения в шпиндельном узле при рассчитанном процессе резания. Радиальная величина нагрузки – Рz= 5000. Н
Передняя и задняя опоры состоят из подшипников одного типа и серии:
Таблица2.2
|
обозначение |
d |
D |
B |
T |
C |
C>0> |
n>пред>,пласт |
М, кг |
|
46216 |
90 |
160 |
30 |
30 |
111000 |
76200 |
4300 |
1,68 |
Число тел качения в подшипнике z= 14, угол контакта a= 26 град
Сила преднатяга подшипника А>0>=900Н, осевая сила 500Н
Радиальная жесткость опор составляет 735470 Н/мм
Осевая жесткость опор 318898 Н/мм, что соответствует табличным значениям. По этим значениям радиальная жесткость шпиндельного узла равна 384049.72 Н/мм.
Расчет электрических параметров шпиндельного узла
Проектируемый шпиндельный узел может выполнять не только операции связанные с шлифованием, предполагается использовать его в приводах ГПМ, снижая их массу и повышая их гибкость. Поэтому параметры должны удовлетворять широкому спектру требований по силе резания, моменту и скорости вращения с неизменными параметрами жесткости и устойчивости работы.
Электрический привод рассчитывается исходя из требуемой номинальной мощности и напряжения питающей сети:
P>н>=10 кВт,
U>н>=380 В.
Номинальная частота f=50 Гц.
По этим параметрам выбираем асинхронный двигатель с коротко замкнутым ротором 4А132М2 на основании которого и проектируем шпиндельный узел.1
Номинальный (фазнай) ток I =21 A.
Номинальная скорость n=4000 об/мин.
w - угловая скорость вращения ротора АД; 400
Номинальный момент
M= =
= .
(2.13)
.
(2.13)
Момент инерции J=0.09 кг×м2
Индуктивность рассеяния статора l>d>>s> =43×10-4 Гн
Индуктивность рассеяния ротора l>d>>r> =51×10-4 Гн
Взаимная индуктивность статора и ротора Lm= 0.1045 Гн
Число пар полюсов 2n=3
КПД h=88%, cosj=0.9
Отношение
 7.5.
Отношение
7.5.
Отношение
 1.7,
1.7,
 2.8
2.8
Активное сопротивление статора r>c>=0,45 Ом.
Активное сопротивление ротора r>р>=0,7 Ом.
Величина вектора потокосцепления ротора
 ,
(2.14)
,
(2.14)
где
 - обобщенные векторы, соответственно,
тока, потокосцепления статора;
- обобщенные векторы, соответственно,
тока, потокосцепления статора;
 - обобщенный вектор потокосцепления
ротора;
- обобщенный вектор потокосцепления
ротора;
L>m> - взаимная индуктивность статора и ротора;
 - индуктивность рассеяния,
соответственно, статора и ротора.
- индуктивность рассеяния,
соответственно, статора и ротора.
= =19*(0,1+51*10-4)+19*0,1=3,8.
=19*(0,1+51*10-4)+19*0,1=3,8.
Расчет теплового параметра шпиндельного узла
Шпиндельным узлам, работающим на больших скоростях, к которым предъявляются высокие требования по точности и жесткости, необходим эффективный тепло отвод. Асинхронный двигатель имеет коэффициент полезного действия равный η=88%, то есть потери мощности, подаваемой на обмотки, составляет 10%. Эта мощность расходуется на потери в роторе и трение. Если первый показатель нельзя изменить, так как увеличение проводимости материала ротора повлечет изменение остальных показателей системы, включая стоимость узла, то второй параметр можно контролировать величиной объема СОЖ в системе. Отвод температуры из шпиндельной бабки производится за счет прокачки жидкости, отводящую на себя излишнюю температуру через технологические отверстия в корпусе у передней и задней опоры. Объем жидкости, циркулирующей через систему, рассчитывают по формуле:
 (2.15)
(2.15)
где
Q – количество отводящегося тепла за время Δt;(кДж/мин)
q>m> – расход охлаждающей жидкости; (кг/мин)
C>m> – удельная теплота охлаждающей жидкости;(кДж/кг*с0)
ΔT – приращение температуры.С0
Ротор, как и статор, в процессе работы также нагреваются, что может привести к обугливанию поверхностей и, как следствие, снижению мощности двигателя, что не допустимо. Охлаждение их также предусмотрено и производится с отдельного ввода. Жидкость, проходя через пазы муфты статора, предотвращает его перегревание.
 (2.16)
(2.16)
q>m>=72/1.9*10=4 л/мин
Определение напряжений и перемещений в вале ротора
Вал узла и установленный на нем ротор составляют неразъемную систему для обеспечения передачи вращающего момента. Роторные пластины, жестко установленные на втулке, устанавливаются на вал с натягом Δ=0.034мм. Это достигается нагревом втулки на 190 С0,что приведет к объемному расширению на 40мкм. При остывании между цилиндрами возникает контактное напряжение p>k>. При посадке внешний радиус внутреннего цилиндра сократится, и точки цилиндра на контактной поверхности получат отрицательное смещение.
 (2.17)
(2.17)
где
E – коэффициент упругости первого рода (Па);
а – внутренний диаметр вала (мм.);
b- внешний диаметр ротора (мм.);
c- внутренний диаметр ротора (мм.).
Картина распределения напряжений в сопряженных цилиндрах показана рисунке 2.20.
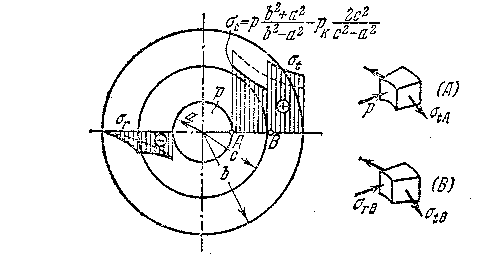
Рис. 2.20
Таким образом, в результате посадки оба цилиндра будут работать как одно целое и в (составном цилиндре) возникнут напряжения взаимодействия. Если внутренний радиус вала мал, то посадка труб по соотношению (2.17) дает почти двукратное снижение эквивалентного напряжения в контактных зонах. В дальнейшем при нагрузке ротора моментом, контактное давление не допустит прокручивания и пластической деформации, если рабочее давление не превышает давление предварительного обжатия. Проектируемый шпиндельный узел (исходя из требований предъявляемых к двигателю) способен развить момент до 100 Н*м, при требуемых в режимах резания 23 Н*м. Рассчитаем критический момент, при a=50 мм., b=173 мм, c=72 мм, h=140 мм:
 (2.18)
(2.18)
где
P – сила приложенная к валу;
f- коэффициент трения;
h- ширина ротора.

Это удовлетворяет требованиям, предъявляемым к жесткости соединения с запасом в 10 раз. Натяг вала и ротора соответствует посадке П>6>.
Система управления
Электрический привод с асинхронным двигателем
ЭП с трехфазным асинхронным двигателем (АД) является самым массовым видом привода в промышленности, коммунальном и сельском хозяйстве. Такое положение определяется простотой изготовления и эксплуатации АД, их меньшими по сравнению с двигателями постоянного тока массой, габаритами и стоимостью, надежностью в работе.
В основную общепромышленную серию 4А входят двигатели на мощности от 0,06 до-400 кВт с высотами осей вращения от 50 до 355 мм, которые выпускаются в самых различных модификациях и конструктивных исполнениях: с. повышенными пусковым моментом и скольжением; с фазным ротором; встраиваемые; малошумные; со встроенной температурной защитой; с электромагнитным тормозом; с подшипниками скольжения; химострйкие. АД различаются также по климатическому исполнению и категории размещения. Для комплектации ЭП большой мощности выпускаются АД серий АН-2 (мощностью до 2000 кВт), АВ (мощностью до 8000кВт), ДАЗО (мощностью до 1250кВт) и ряд других.
Для ЭП крановых механизмов производятся специализированные АД серии MTF (с фазным ротором) и MTKF (с короткозамкнутым ротором), а для рабочих машин и Механизмов металлургического производства—серии МТН (с фазным ротором) и МТКН (с короткозамкнутым ротором). В составе этих серий выпускаются и многоскоростные АД. Двигатели указанных серий отличаются повышенной механической прочностью, большими пусковыми моментами при сравнительно небольших пусковых токах, хорошими динамическими показателями. Крановые и металлургические АД новой серии 4МТ отличаются улучшенными технико-экономическими показателями работы, расширенной шкалой мощностей, более высоким уровнем стандартизации.
Основной областью применения АД вплоть до недавнего времени являлся нерегулируемый ЭП. В последние годы в связи с разработкой и Серийным выпуском электротехнической промышленностью тиристорных преобразователей частоты и напряжения стали создаваться регулируемые асинхронные ЭП с характеристиками, не уступающими по своим показателям ЭП постоянного тока. Применение таких ЭП в,силу определенных преимуществ АД представляет собой прогрессивную тенденцию развития автоматизированных ЭП не только в нашей стране, но и за рубежом.
С разработкой и освоением серийного производства мощных силовых полупроводниковых приборов появилась возможность широкого применения мощных преобразователей частоты (ПЧ) для питания обмоток высоковольтных АД. Таким образом, появилась возможность создания регулируемых по скорости мощных высоковольтных асинхронных электроприводов.
Известно, что механические и динамические характеристики, энергетические показатели АД в частотно-регулируемом электроприводе определяются: принятым законом частотного управления, способом частотного управления, алгоритмической и аппаратной реализацией автоматической системы регулирования (АСР) электропривода.
Несмотря на большое количество разработанных и исследованных структур АСР для низковольтных электроприводов, применение их для мощных высоковольтных электроприводов не представляется возможным. Это связано с особенностями высоковольтного электропривода, а именно:
значительным усложнением непосредственного измерения параметров электропривода;
условием минимальной асимметрии питающих токов, вытекающей из требования к повышенной энергетике электропривода;
применением трехфазного двух обмоточного АД, питающегося от двухсекционного преобразователя частоты, вытекающим из условия улучшенных энергетических, регулировочных свойств и способа наращивания выходной мощности.
Кроме перечисленных особенностей необходимо отметить, что значительная часть высоковольтных АД рассчитана на высокие скорости вращения (6000 об/мин и выше), что исключает возможность применения вращающихся на валу АД датчиков.
Таким образом, на основании анализа приведенных законов, способов, технических устройств частотного управления асинхронными электроприводами, можно сделать следующие выводы.
Для мощных электроприводов механизмов, работающих с постоянным моментом сопротивления на валу целесообразно применение закона частотного управления с постоянством потокосцепления ротора, отличающегося наивысшей перегрузочной способностью и обеспечивающего наилучшие динамические свойства двигателя.
Для мощных электроприводов механизмов, благодаря своим высоким энергетическим показателем и простоте технической реализации целесообразно использовать закон частотного управления по минимуму потерь.
Для наращивания мощности электропривода и одновременного повышения его энергетических показателей, используются трехфазные одно-обмоточные двигатели с пространственным сдвигом между трехфазными статорными обмотками, питающимися от трехфазного преобразователя частоты токами (напряжениями) с фазовым сдвигом в 60 эл.град.
Известные в настоящее время технические устройства для частотного управления асинхронным электроприводом в полной мере не отвечают требованиям, предъявляемым к мощному высоковольтному электроприводу и им присущи следующие недостатки:
ограниченная низкоскоростными электроприводами область применения, необходимость изготовления специальной машины или переделка серийной, применение специальных устройств для механического сочленения валов, невозможность применения в запыленных и агрессивных средах, что обусловлено наличием датчиков на валу и внутри машины;
высокая сложность технической реализации, обусловленная наличием сложных технических устройств: координатного преобразования, фильтров, фазовращателей, функциональных преобразователей, блоков коррекции мгновенного значения частоты;
наличие большого числа датчиков, осуществляющих высоковольтную гальваническую развязку;
невысокая надежность, что обусловлено наличием датчиков на валу и внутри машины, высокой сложностью технической реализации блоков АСР, датчиков, осуществляющих высоковольтную гальваническую развязку.
Техническое описание системы
В основе описания АД при переменной частоте питающей сети лежит общая теория электрических машин.
Основой этого служат уравнения, составленные в фазовых координатах. Особенностью АД является совокупность магнитосвязанных цепей с коэффициентами само- и взаимоиндукции, периодически изменяющимися в функции угла поворота ротора относительно статора. В зависимости от степени насыщения магнитной системы машины, эти коэффициенты могут зависеть еще и от токов во всех обмотках. При записи уравнений в фазовых координатах получают систему дифференциальных уравнений высокого порядка (в трехфазной системе координат число уравнений равно 14) с переменными коэффициентами. Пользоваться такой системой для исследования электромеханических процессов, происходящих в АД не представляется возможным в связи с громоздкостью, наличием переменных коэффициентов, нелинейностью. Дальнейшее упрощение и преобразование исходной системы уравнений основывается на следующем общем методе. При этом уравнения в фазовых координатах преобразуются к уравнениям, выраженным через обобщенные (результирующие) векторы, вводится система относительных единиц для токов, напряжений, потокосцепления, скоростей вращения, частот, моментов, активных, индуктивных сопротивлений. Введение системы относительных единиц упрощает вид уравнений, а выражение переменных через результирующие векторы приводит к виду дифференциальных уравнений, при котором коэффициенты дифференциальных уравнений ненасыщенной машины являются постоянными величинами. Для насыщенной машины необходимо вводить зависимость величин этих коэффициентов от магнитного состояния машины.
После указанных преобразований получают систему дифференциальных уравнений шестого порядка с постоянными коэффициентами, что значительно упрощает описание АД и делает возможным использование этой системы для исследования электромеханических процессов, протекающих в АД. Дальнейшее преобразование полученной системы уравнений сводится к переводу векторов, входящих в уравнение, в различные системы координат (в зависимости от цели решаемой задачи).
При математическом описании АД принят ряд допущений, соответствующих идеализированному представлению АД:
фазные обмотки симметричны, одинаковы, воздушный зазор по все окружности ротора одинаков;
не учитываются потери в стали, а также высшие гармоники магнитодвижущей силы и рабочего потока;
параметры АД постоянны и не зависят от токов в обмотках АД;
Цель проекта сводится к разработке автоматической системы регулирования частоты тока, поступающего на обмотки статора асинхронного электропривода и напряжения питания на базе автономного мостового инвертора тока с трехфазным одно-обмоточным двигателем. При этом автоматическое изменение электрических параметров регулирует механические силы, действующие на привод.
Анализ существующих средств автоматизации
Известные в настоящее время технические устройства для частотного управления асинхронным электроприводом в полной мере не отвечают требованиям, предъявляемым к мощному высоковольтному электроприводу и им присущи следующие недостатки:
ограниченная низкоскоростными электроприводами область применения, необходимость изготовления специальной машины или переделка серийной, применение специальных устройств для механического сочленения валов, невозможность применения в запыленных и агрессивных средах, что обусловлено наличием датчиков на валу и внутри машины;
высокая сложность технической реализации, обусловленная наличием сложных технических устройств: координатного преобразования, векторных фильтров, фазовращателей, функциональных преобразователей, блоков коррекции мгновенного значения частоты;
наличие большого числа датчиков, осуществляющих высоковольтную гальваническую развязку;
невысокая надежность, что обусловлено наличием датчиков на валу и внутри машины, высокой сложностью технической реализации блоков АСР, датчиков, осуществляющих высоковольтную гальваническую развязку.
Обоснование системы автоматического управления
При частотном управлении асинхронными двигателями наиболее часто используются следующие законы: поддержание постоянства потокосцепления статора (Y>1>=const), поддержание постоянства главного потока машины (Y>0>=const), поддержание постоянства потокосцепления ротора (Y>2>=const), и регулирование величины потокосцепления в зависимости от величины нагрузочного момента (Y>1>, Y>0>, Y>2>)> >=f(M)).
Первый закон реализуется при поддержании постоянного отношения ЭДС статора к угловой частоте поля. Основным недостатком такого закона является пониженная перегрузочная способность двигателя при работе на высоких частотах, что обусловлено увеличением индуктивного сопротивления статора и, следовательно, снижением потокосцепления в воздушном зазоре между статором и ротором при увеличении нагрузки.
Поддержание постоянства главного потока повышает перегрузочную способность двигателя, но усложняет аппаратную реализацию системы управления и требует либо изменений конструкции машины, либо наличия специальных датчиков.
При поддержании постоянного потокосцепления ротора, момент двигателя не имеет максимума, однако при увеличении нагрузки увеличивается главный магнитный поток, приводящий к насыщению магнитных цепей и, следовательно, к невозможности поддержания постоянства потокосцепления ротора.
Общим недостатком законов с поддержанием постоянства потокосцепления являются: низкая надежность, обусловленная наличием датчиков, встраиваемых в двигатель, и потери в стали при работе двигателя с нагрузочным моментом меньше номинального. Эти потери вызваны необходимостью поддержания постоянного номинального потокосцепления в различных режимах работы.
Существенно повысить КПД двигателя можно путем регулирования магнитного потока статора (ротора) в зависимости от величины нагрузочного момента (скольжения). Недостатками такого управления являются низкие динамические характеристики привода, обусловленные большой величиной постоянной времени ротора, из-за чего магнитный поток машины восстанавливается с некоторой задержкой и сложность технической реализации системы управления.
В то же время существует ряд приводов таких механизмов как насосы, компрессоры, конвейеры и т. д., которые занимают промежуточное положение между динамичными и низко динамичными, и для которых существующие системы не в полной мере удовлетворяют предъявляемым к этим приводам требованиям. Высоко динамичные привода имеют сложную систему управления и повышенные энергетические потери при недогрузе двигателей, а низко динамичные привода не всегда способны отработать быстрые изменения статического момента.
Как уже было отмечено, высокими энергетическими характеристиками обладают системы с регулированием магнитного потока в функции нагрузки. Увеличить их динамические характеристики можно путем форсировки статорного напряжения (тока) во время переходных процессов и частых формирований управляющих воздействий. Получить высокую надежность можно за счет применения упрощенной системы регулирования, отказа от встроенных в двигатель и механически связанных с ротором датчиков.
Схема включения, статические характеристики и режимы работы асинхронного двигателя
Трехфазный АД имеет обмотку статора, подключаемую к трехфазной сети переменного тока с напряжением U и частотой f, и обмотку ротора, которая может быть выполнена по двум вариантам (рис.3.1).
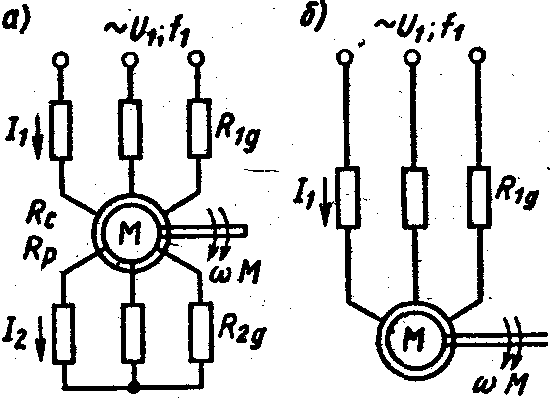
Рис.3.1. Схемы включения АД с фазным ротором (а) и с короткозамкнутым ротором (б)
Первый вариант предусматривает выполнение обычной трехфазной обмотки из проводников с выводами на три контактных кольца. Такая конструкция соответствует АД с фазным ротором и позволяет включать в роторную цепь различные электротехнические элементы, например резисторы для регулирования скорости, тока и. момента ЭП, и создавать с той же целью. Специальные схемы включения АД. Другой вид обмотки получают заливкой алюминия в пазы ротора, в результате чего образуется конструкция, известная под названием “беличья клетка”. Схема АД с такой обмоткой, не имеющей выводов и получившей название короткозамкнутой.
Регулирование параметров электропривода с асинхронным двигателем изменением напряжения
Изменение величины напряжения, подводимого к статору АД, позволяет осуществлять в статических и динамических режимах регулирование его мощности с помощью относительно простых схем управления.
Для регулирования координат короткозамкнутого АД между сетью переменного тока со стандартным напряжением U >1ном> и статором (рис.2, а) двигателя 2 включен регулятор I напряжения, выходное напряжение которого U >1рег> изменяется с помощью внешнего сигнала управления U. Изменяя величину этого сигнала, можно регулировать напряжение на статоре двигателя U >1рег> в пределах от величины сетевого напряжения U >1ном> и практически до нуля. При, этом частота напряжения на двигателе не изменяется и равна стандартной (50 Гц).
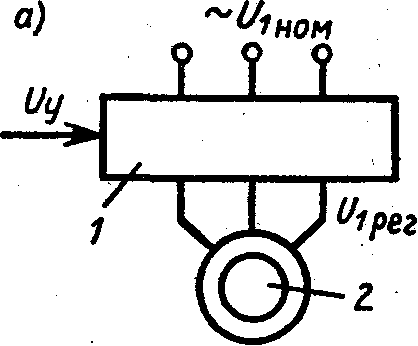
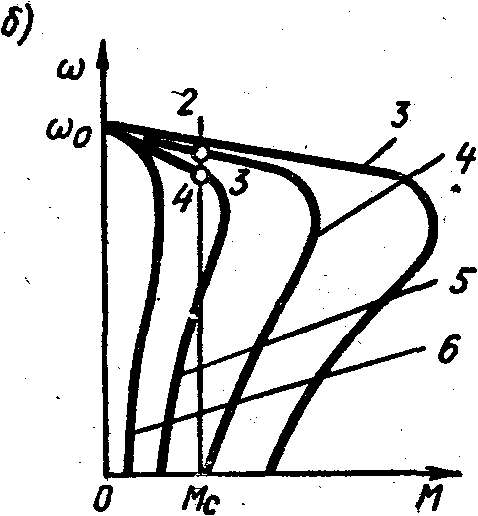
Рис.3.2 Схема регулирования координат АД изменением напряжения на статоре (а) и механические характеристики(б)
Регулирование напряжения на статоре не приводит к изменению скорости холостого хода w>0>=2pf>1> /p и не влияет на критическое скольжение s>k>, но существенно изменяет величину критического (максимального) момента M>k>. Как следует из схемы, снижение напряжения приводит к резкому уменьшению Мк, пропорционально квадрату напряжения.
В результате при U >1рег> =var искусственные характеристики (рис.3.2,б) оказываются малопригодными для целей регулирования скорости, так как по мере уменьшения напряжения резко снижаются критический момент АД и тем самым его перегрузочная способность, а диапазон регулирования скорости очень мал. Характеристики 3—6 построены при напряжениях 1;0,8; 0,6 и 0,4 от U >1ном>.
Для регулирования напряжения на статоре АД могут использоваться различные электротехнические устройства—автотрансформаторы, магнитные усилители и тиристорные регуляторы напряжения (ТРН). Последние получили в настоящее время наибольшее распространение из-за высокого КПД, простоты в обслуживании, легкости автоматизации работы ЭП. Рассмотрим принцип действия ТРН и основанную на его использовании систему ЭП “тиристорный регулятор напряжения — асинхронный двигатель” (ТРН — АД).
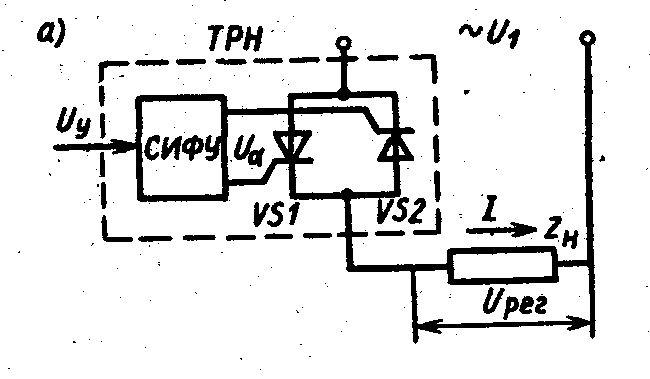
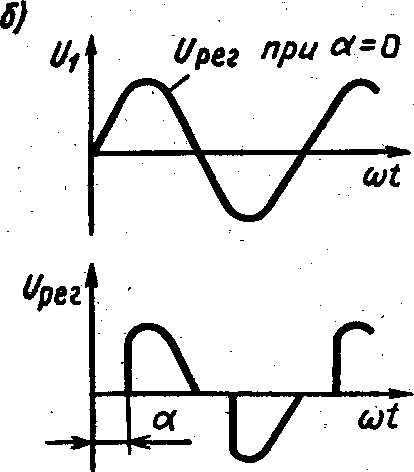
Рис. 3.3. Схема (а) я кривые напряжения (б) однофазного ТРН
На рис. 3.3, а показана схема регулирования напряжения на однофазной нагрузке переменного тока Zy. Силовая часть однофазного ТРН образована двумя тиристорами VS1 и VS2, включенными по встречно-параллельной схеме, которая обеспечивает протекание тока в нагрузке в оба полу периода напряжения сети U1. Тиристоры получают импульсы управления Ua, от СИФУ, которая обеспечивает их сдвиг на угол управления a в функции внешнего сигнала управления Uy.
Осуществляя подачу импульсов управления на тиристоры с некоторой задержкой относительно предельного режима (угол управления a¹О), то к нагрузке будет прикладываться часть напряжения сети (рис. 3.3,6). Изменяя угол управления а от нуля до p, можно регулировать напряжение на нагрузке от полного напряжения сети до нуля. На основе однофазной схемы создаются трехфазное схемы для регулирования напряжения на статоре АД. Такая схема, состоящая из шести тиристоров VS1 — VS6, доказана на рис. 3.4
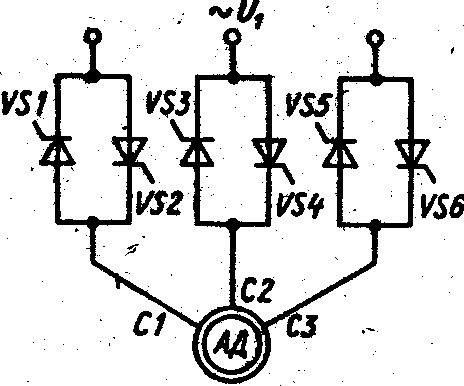
Рис.3.4 Схема трехфазного тиристорного регулятора-напряжения
Форма напряжения на нагрузке является несинусоидальной. Несинусоидальное напряжение можно представить как совокупность нескольких синусоидальных напряжений—гармоник, каждая из которых изменяется с определенной частотой. Частота изменения первой из них (основной гармоники) равна частоте питающего напряжения, а частота других гармоник больше, чем первой. Обычно 1-я гармоника имеет наибольшую амплитуду, и по ней ведутся все основные расчеты.
Регулирование скорости асинхронного двигателя изменением частоты
Данный способ, называемый частотным, является одним из наиболее перспективных, и широко внедряется в настоящее время. Принцип его заключается в том, что, изменяя частоту fi питающего АД напряжения, можно в соответствии с выражением w>0> == 2pf1/p изменять его скорость w>0> получая различные искусственные характеристики. Этот способ обеспечивает плавное регулирование скорости в широком диапазоне, а получаемые характеристики обладают высокой жесткостью. Для лучшего использования АД и получения высоких энергетических показателей его работы — коэффициентов мощности, полезного действия, перегрузочной способности- одновременно с частотой необходимо изменять и подводимое к АД напряжение. Закон изменения напряжения при этом зависит от характера момента нагрузки Мc.
При постоянном моменте нагрузки Mc =const напряжение на статоре должно регулироваться пропорционально его частоте: U/f=const.
Для вентиляторного характера момента нагрузки это соотношение имеет вид: U/f2=const.
Таким образов, при реализации частотного способа регулирования скорости АД должен быть использован преобразователь частоты, который позволяет также регулировать и напряжение на статоре АД.
Схема включения АД и его характеристики
Необходимым элементом ЭП является преобразователь частоты 1и напряжения, на вход которого подается стандартное напряжение сети U (380 В.) промышленной частоты f = 50 Гц, а с его выхода снимается переменное напряжение U1per регулируемой частоты f1рег (рис.3.5, а)
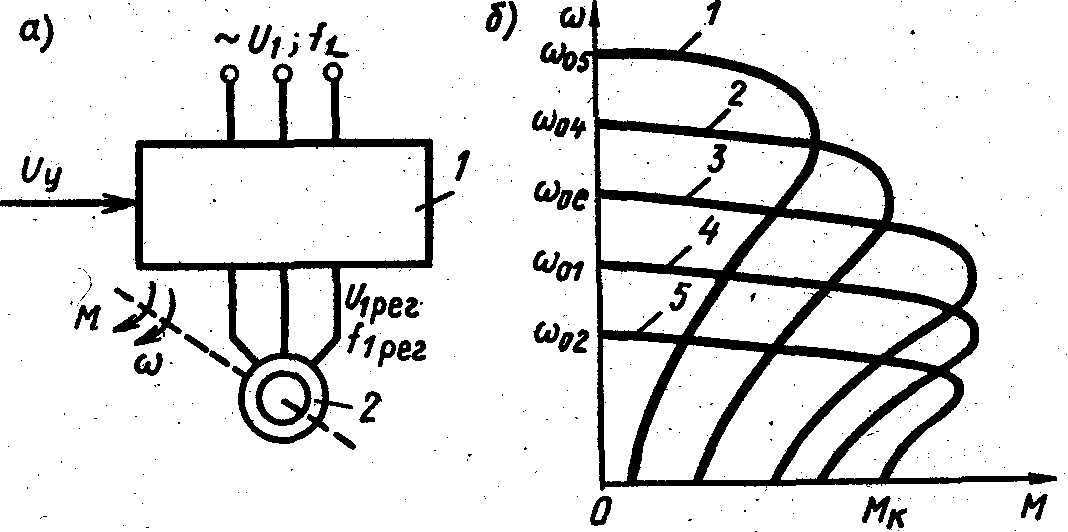
Рис.3. 5. Схема асинхронного ЭП (а) и механические характеристики АД (6) при частотном регулировании
Регулирование выходной частоты и напряжения осуществляется с помощью управляющего сигнала Uy, изменение которого определяет в конечном итоге изменение скорости двигателя 2.
Анализ механических характеристик АД U/f =const показывает, что скорость wо идеального холостого хода АД изменяется при регулировании f1, а критический момент Mк, остается неизменным.
Так как w>0>~f>1> и x>к>~f>1> то и момент М~U/f
Область частот f>1><f>ном>. - область регулирования для асинхронного двигателя (характеристики 3—5) соотношение U/f =const может выполняться, так как напряжение, подводимое к АД, регулируется от номинального (сетевого) в сторону уменьшения. Поэтому М=const и АД имеет постоянную перегрузочную способность.
Рассмотрим теперь принципы действия и виды применяемых в этой системе ЭП преобразователей частоты.
Преобразователи частоты
Принцип действия ПЧ
Различные типы ПЧ, которые нашли применение в области частотного управляемого, асинхронного ЭП, могут быть разделены на две группы, отличающиеся друг от друга по используемым техническим средствам и по структуре.
Первую группу составляют так называемые электромашинные вращающиеся ПЧ, в которых, для получения переменной частоты, используются обычные или специальные электрические машины.
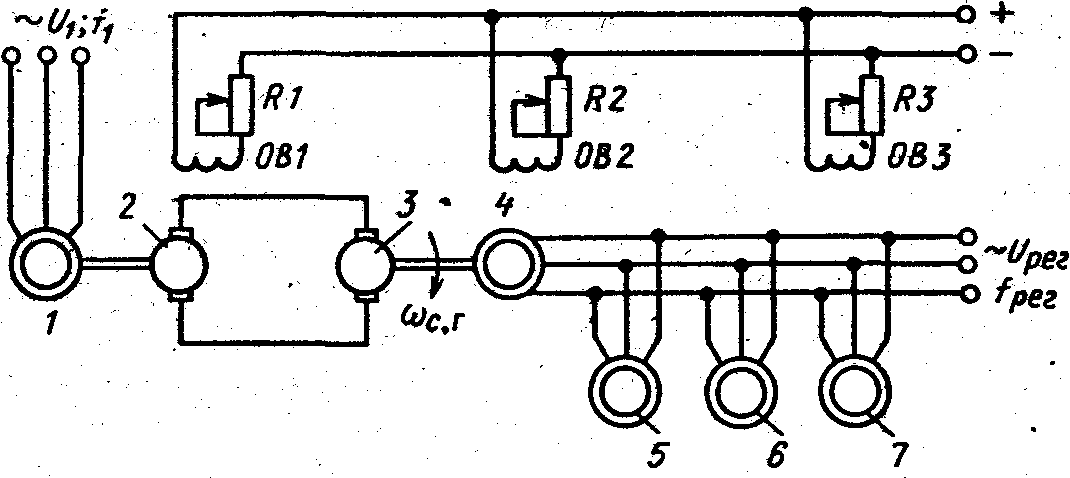
Рис.3.6. Схема электромашинного ПЧ с синхронным генератором
На рис.3.6. приведена схема ПЧ с синхронным генератором 3, от которого питаются три асинхронных двигателя 5—7. Преобразователь состоит из двух частей: агрегата постоянной скорости, включающего асинхронный двигатель 1 и приводимый им генератор постоянного тока 2, и агрегата переменной скорости, состоящего из регулируемого двигателя постоянного тока 3, приводящего во вращение синхронный генератор переменной частоты. Двигатель 1 питается от сети со стандартной частотой f1 = 50 Гц, а на выводах синхронного генератора 4 частота и напряжение могут регулироваться. С помощью резистора R1 в цепи обмотки возбуждения генератора 2 изменяется напряжение, подводимое к якорю двигателя 3, и тем самым его скорость и скорость генератора 4. При этом меняется частота напряжения на выводах синхронного генератора 4, определяемая выражением fрег=pw>сг>/(2p), и на двигателях 5—7. Напряжение на этих двигателях регулируется с помощью резистора R3, включенного в цепь обмотки возбуждения синхронного генератора 4.
Применение ПЧ позволяет плавно регулировать скорость двигателей 5—7 в широком диапазоне, однако процессу регулирования частоты в этой системе свойственны существенные недостатки. Для создания преобразователя необходимы четыре электрические машины, рассчитанные на полную мощность потребителей что определяет громоздкость установки и ее дороговизну, особенно при больших мощностях нагрузки. Двойное преобразование энергии—энергии переменного тока частоты,f1==50Гц в энергий постоянного тока и далее опять в энергию переменного тока регулируемой частоты — сопровождается выделением потерь энергии во всей цепи преобразования, что определяет невысокий КПД системы, и наконец, процессу изменения частоты в этой системе свойственна инерционность регулирования, связанная с изменением скорости электромашинного агрегата, обладающего механической инерцией
В настоящее время большое распространение получили статические ПЧ. Названные так, потому, что в них используются не имеющие движущихся частей элементы и устройства, такие, как полупроводниковые приборы, реакторы, конденсаторы и т. д. Использование статических ПЧ позволило повысить технико-экономические показатели регулируемого частотного ЭП за счет увеличения его КПД и быстродействия, устранения шума и упрощения обслуживания. Статические ПЧ подразделяются на две группы: без с непосредственной связью питающей сети и нагрузки и с промежуточным звеном постоянного тока.
Преобразователи без звена постоянного тока
Упрощенная функциональная схема ПЧ без звена постоянного тока (рис.3.7).состоит из силовой части 3, с которой связан асинхронный двигатель 4, и блока 2 управления. С помощью указанных блоков осуществляется преобразование электрической энергии переменного тока стандартных напряжений U1 и частоты f1 в энергию переменного тока с регулируемыми напряжением Uрег и частотой fper.
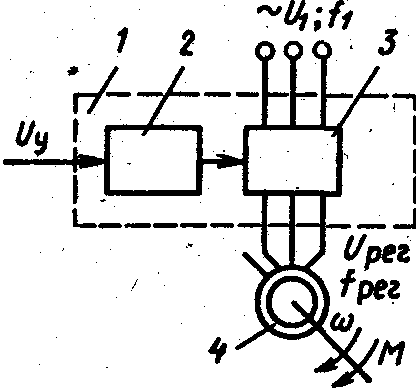
Рис 3.7.. Блок-схема ПЧ с непосредственной связью
Силовая часть 3 выполняется на базе полупроводниковых приборов (тиристоров или транзисторов), управляемых сигналами с блока 2.
Одна из распространенных тиристорных схем трехфазного ПЧ (НПЧ) состоит из трех одинаковых комплектов 2—4 тиристоров (рис.3.8), обеспечивающих питание обмоток статора АД z>а>,z>в>,z>с>.
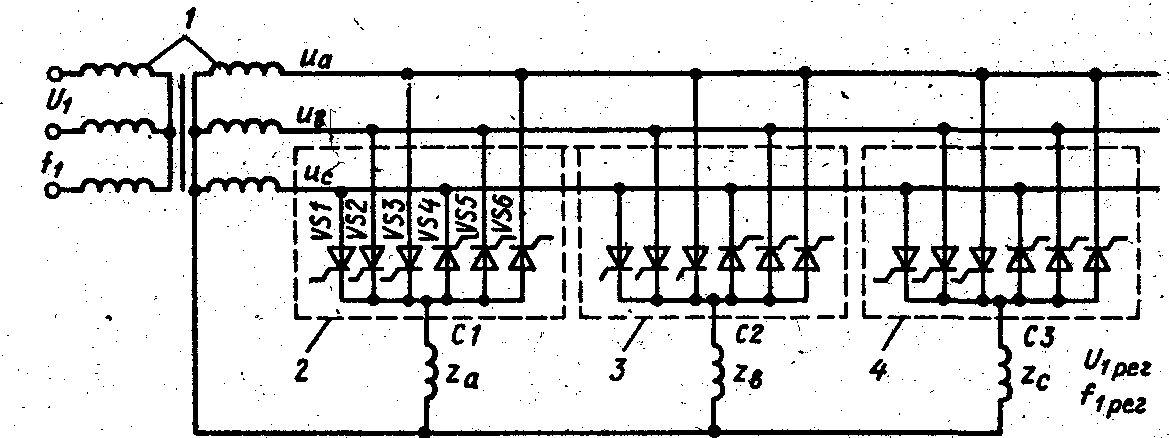
Рис.3.8. Схема трехфазного НПЧ
Каждый из трех комплектов содержит шесть тиристоров, три из которых анодами подсоединены, а три других катодами к вторичным обмоткам трансформатора 1. В схеме нулевая точка трансформатора 1 соединена с общей точкой трехфазной обмотки статора, поэтому схема называется нулевой. Каждая фаза этой схемы работает независимо от остальных, поэтому ее действия можно рассмотреть работу одной из фаз, например А, управляемую группой 2 тиристоров VS1 — VS6.
Фазные напряжения на вторичных обмотках трансформатора 1 изменяются по синусоидальному закону (рис.3.9, а), а нагрузка имеет активный характер (если нагрузкой является АД, то ее характер будет активно-индуктивный),
Если тиристоры VS1 — VS6 закрыты (управляющие импульсы от блока управления на них не подаются). В этом случае все напряжение с выхода трансформатора прикладывается к закрытым тиристорам и напряжение на статоре равно нулю.
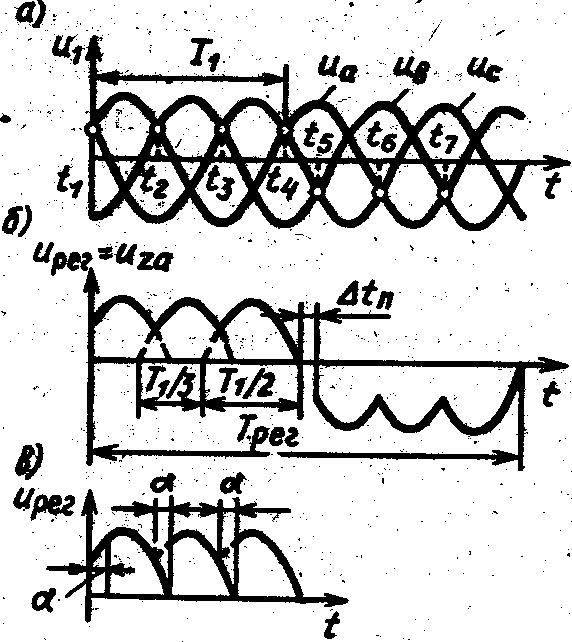
Рис 3.9 Графики напряжений сети на входе (а) и на выходе (б, в) НПЧ
Подавая от блока управления импульсы на тиристор VS1 в момент времени t1, на VS2- в момент t2 на VS3—в момент t3. Так как в эти моменты времени потенциалы анодов тиристоров более высокие, чем катодов, то они откроются и к фазе статора будет приложено напряжение, представляющее собой положительные участки трех синусоид вторичных напряжений трансформатора Ua, Ub и Uc (рис.9.б). Если снять управляющие импульсы с VS1- VS3 и подать импульсы на тиристоры VS6, VS4 и VS5 в моменты t5, t6, t7, то на нагрузке также образуется напряжение в виде участков синусоид, но уже противоположной полярности. При поочередном открытии тиристоров VS1—VS3 и VS4— VS6 в указанном порядке кривая Uрег будет периодически повторяться. Таким образом, к фазе обмотки статора подводится напряжение переменного тока с периодом Tрег и частотой fper=l/Tper.
Период Трег этого напряжения больше, чем период сетевого напряжения T1, частота напряжения на статоре АД fрег меньше, чем частота питающего напряжения f1. Соотношение между этими величинами для трехфазной схемы
Tрег=Т1(3+2(h-1))/3,
где h = 2, 3,...— число открываемых тиристоров в группе. Из этого следует, что ПЧ без звена постоянного тока с непосредственной связью питающей сети и нагрузки может обеспечивать регулирование частоты на статоре f1 АД только в сторону ее уменьшения по сравнению с сетевой. Плавность и расширение диапазона регулирования частоты на выходе ПЧ достигается введением паузы Dtрег между моментом снятия импульсов управления с тиристоров VS1 — VS3 и подачей их на тиристоры VS4—VS6.
Преобразователи со звеном постоянного тока
Схема ПЧ со звеном постоянного тока состоит из двух основных блоков: управляемого выпрямителя 2 (рис.3.10) и управляемого инвертора 3 с блоками 1 и 5 управления.
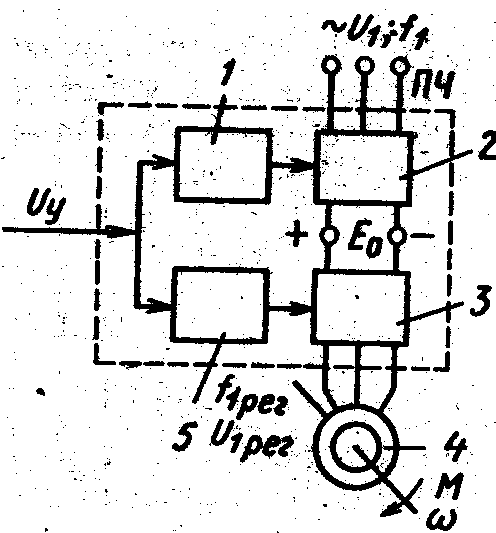
Рис.3.10 Схема ПЧ со звеном постоянного тока
Напряжение сети U1 стандартной частоты f1 подается на вход управляемого выпрямителя 2, преобразующего переменное напряжение U1 в постоянное Е0. Это напряжение можно регулировать в широких пределах с помощью блока управления. Выпрямленное и регулируемое напряжение E0 подается на вход инвертора 3, который преобразует напряжение постоянного тока Е0 в трехфазное напряжение Uрег регулируемой частоты fрег, которое подается на двигатель 4. Частота выходного напряжения fрег инвертора регулируется блоком 5 управления в функции сигнала управления Uy.1
Управляемые инверторы
В частотно-управляемом асинхронном ЭП применяются., различные инверторы, отличающиеся видами коммутации тиристоров, схемами их соединения, способами регулирования напряжения на АД.
В зависимости от способа коммутации тока тиристоров инверторы делятся на ведомые сетью и автономные. В инверторах, ведомых, сетью (их еще называют зависимыми инверторами), коммутация тока с тиристора на тиристор обеспечивается напряжением переменного тока источника питания.
В автономных (независимых) инверторах для коммутации тока используются дополнительные элементы—тиристоры, диоды, конденсаторы и катушки индуктивности.
Автономные инверторы делятся на инверторы напряжения и тока. Автономные инверторы напряжения (АИН) подключаются к источнику напряжения, например управляемому выпрямителю, на выходе которого включен конденсатор большой емкости. АИН имеет жесткую внешнюю характеристику, т. е. с изменением тока нагрузки напряжение на его выходе практически не изменяется. Вследствие этих свойств, при использовании АИН управляющими воздействиями на двигатель являются частота и напряжение.
Питание автономных инверторов тока (АИТ) осуществляется от источника тока, например управляемого выпрямителя, к выходу которого подключается реактор большой индуктивности. При использовании АИТ управляющими воздействиями на АД являются частота и ток статора.
Каждый из видов автономного инвертора имеет в частотно управляемом асинхронном ЭП свою область применения. Для АИН характерны практическая независимость выходного напряжения от режима работы АД, что обусловливает его предпочтительное использование в разомкнутых асинхронных ЭП, а также при управлении группой регулируемых АД. Недостатками ПЧ с АИН являются использование конденсаторов на их входе большой мощности, массы и габаритов; большое количество тиристоров и Коммутирующих элементов; введение в схему ПЧ для обеспечения рекуперации энергии в сеть дополнительного ведомого сетью инвертора.
ПЧ с АИТ по отношению к двигателю является источником переменного тока регулируемой частоты, что позволяет создать достаточно простые и быстродействующие асинхронные ЭП и определяет его предпочтительное применение для индивидуальных реверсивных ЭП, работающих в интенсивном повторно кратковременном режиме. К достоинствам ПЧ с АИТ относятся также отсутствие конденсатора на входе АИТ; возможность рекуперации активной энергии в сеть без усложнения схемы; относительно небольшое количество тиристоров и силовых диодов. Недостатком АИТ является необходимость включения входного реактора.
Регулирование выходного напряжения ПЧ может осуществляться несколькими способами. В ПЧ с непосредственной связью регулирование выходного напряжения осуществляется так же, как и в управляемых выпрямителях. Такое управление получило название фазового.
В ПЧ со звеном постоянного тока регулирование напряжения на нагрузке (статоре АД) производится или от специального регулятора напряжения, или самим инвертором.
Первый способ, в свою очередь, может быть реализован двумя путями—за счет использования управляемого выпрямителя (фазовое управление) или неуправляемого выпрямителя и размещаемого между ним и инвертором широтно-импульсного преобразователя (ШИП) (амплитудное регулирование напряжения). К достоинствам этого способа следует отнести широкий диапазон регулирования напряжения и возможность использования для любого типа инвертора.
Второй способ связан с совмещением функций регулирования частоты и напряжения в самом инверторе. Оно реализуется с помощью; сложных алгоритмов управления тиристорами и предусматривает использование широтно-импульсной модуляции (ШИМ).
Схема управления параметрами системы
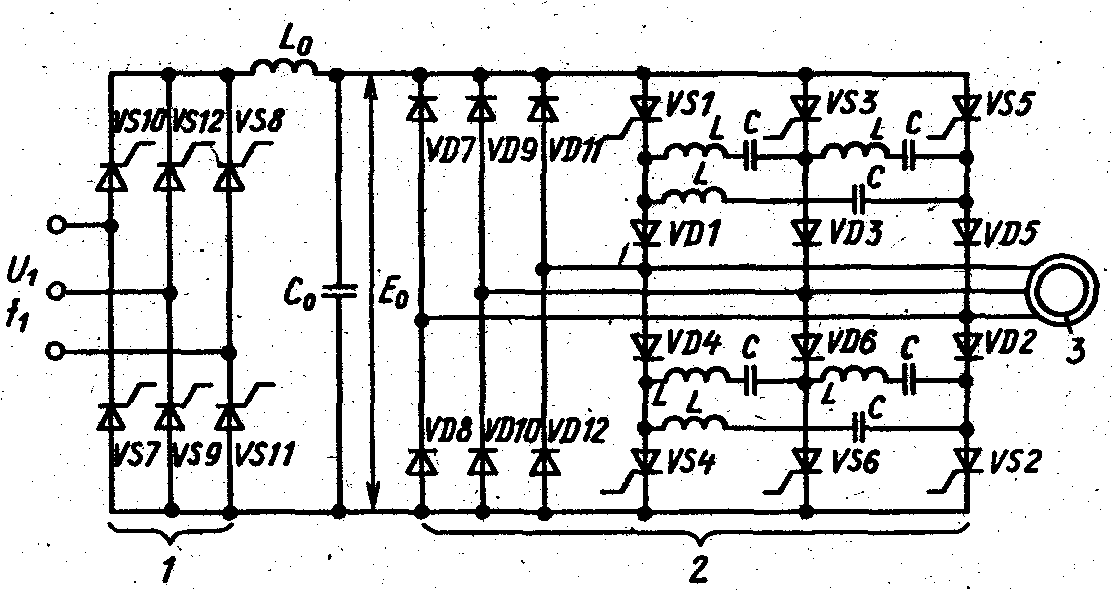
Рис.3. 11.: Схема ПЧ со звеном. постоянного тока и АИН
На рис.3.11 показана схема силовой части ЭП с асинхронным двигателем 3, в котором использован ПЧ со звеном постоянного тока и автономный инвертор 2 напряжения. В этой схеме на выходе управляемого выпрямителя 1 включены реактор фильтра l0 и конденсатор Со, обеспечивающий вместе с диодами VD7— VD12 циркуляцию реактивной мощности. Автономный инвертор 2 напряжения выполнен на тиристорах VS1 — VS6. Конденсаторы С и реакторы L вместе с диодами VD1—VD6 образуют цепи искусственной коммутации, обеспечивающие выключение тиристоров VS1— VS6 в нужный момент. Амплитуда напряжения на выходе инвертора регулируется изменением напряжения Е0 на его входе с помощью блока управления выпрямителем 1, а его частота fper определяется частотой коммутации тиристоров VS1—VS6, задаваемой блоком управления инвертором.
Частотное управление является экономичным, так как обеспечивает регулирование скорости АД без больших потерь мощности в роторной цепи, ухудшающих КПД ЭП и приводящих к необходимости завышения мощности АД.
Регулирование в этой системе может осуществляться плавно, в широком диапазоне, в обе стороны от естественной характеристики, т.е. АД может иметь скорость как больше, так и меньше номинальной.
Трехфазная нагрузка Zа, Zв, Zс (обмотки статора АД) соединена на коротко, а тиристоры VS1—VS6 (рис.3.12), на которых выполнен инвертор, соединены по мостовой схеме и по сигналам от блока управления системы ЧПУ открываются в требуемой последовательности.
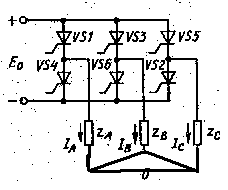
Рис.3.12 инвертор управления коротко замкнутого статора.
Продолжительность открытого состояния каждого тиристора l, составляет половину или треть периода Тper=l/fper а сдвиг моментов открытия тиристоров VS1 — VS6 составляет шестую часть этого периода.
Анализируя работу схемы рис. 3.11 оказывается, что при l=Трег/2, форма напряжения на фазах нагрузки соответствует кривым на рис. 3.13 с амплитудой напряжения, равной Е0
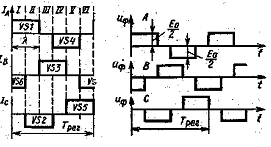
Рис. 3.13. Диаграмма работы тиристоров и график изменения напряжения на нагрузке, при- l=Трег/2
В течении интервала I открыты тиристоры 1 и 6. Напряжение идет с фазы А на фазу В и равно U0 –оно положительно так как идет с плюсового вывода. На интервале II открыты тиристоры 1 и 2, фазы А и С при этом приложенное напряжение меньше в двое и направление токов на обмотке отрицательно.
Таким же образом можно описать схемы соединения фаз обмоток стартера для оставшихся интервалов. Напряжения на фазах нагрузки имеет ступенчатую форму.
Изменения значений фазных токов с помощью регулятора тока позволит менять этот параметр по ширине и скважности сигнала на вход тиристорного инвертора. Сигналы обратной связи по току, приходящие с датчиков, контролирующих этот параметр от двух фаз, приходит на регулятор, где сравнивается с заданными (сформированными) значениями, полученными с управляющей ЧПУ которая и управляет процессом.
Параметры значения величины и амплитуды напряжения на обмотках стартера преобразуется из величины w снятого с тахогенератора-вращающегося трансформатора и также регулируются, в зависимости от заданных УЧПУ значений, управляя величиной мощности на управляемом выпрямителе. При поступлении положительных сигналов на вход широтно- импульсного модулятора Uу=Uз-Uос он начинает генерировать импульсы управления. А эти сигналы распределяются регулятором по тиристорам выпрямителя. Пусть при процессе обработки произошло увеличение момента нагрузки двигателя (увеличилась глубина шлифовки) в результате начнется снижение скорости вращения круга. В соответствии с:
Uвых=Up-g*w,
где
Uвых- напряжение идущее с регулятора.
g- коэффициент обратной связи по скорости регулируемый за счет изменения тока с датчиков
Величина сигнала Uу, величина рассогласования в регуляторе влияющая на работу ШИМ, начнет повышаться, что вызовет увеличение амплитуды напряжения обмоток и уменьшения скважности их токов- увеличение тока стартера и момента АД, что приведет к прекращению снижения скорости.
Регулятор тока
Он включает в себя аналоговую (датчики тока, фазовращатели) и цифровую (схема выбора режимов, дешифратор кодов и формирователи). Датчики тока (ТТ1 и ТТ2) включены только в обмотках фаз А и В
Фазоврашатель представляет собой фильтр второго порядка, настроенный на частоту. ФВ осуществляет формирование синусоидальной формы сигнала ТА', подавляя высокочастотные пульсации. При этом он вносит фазовый сдвиг сигнала ТА' на 60 эл. градусов в сторону отставания по сравнению с сигналом ТА, поступающим непосредственно с датчика тока. Датчик тока построен по принципу магнитного компаратора и конструктивно выполнен на ферритовом кольце.
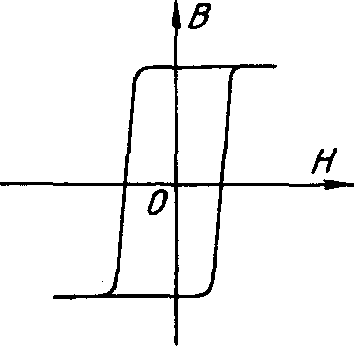
Рис.3.14 Зависимость индуктивности обмотки lk датчика тока от намагниченности
Магнитное поле, создаваемое фазным током двигателя компенсируется полем тока, протекающего по компенсационной обмотке wk трансформатора тока ТТ1 и ТТ2. Поскольку число витков обмоток Wн и Wk разное, то обеспечивается масштабирование по отношению к измеряемому току. Компенсационный ток Iк формируется импульсным усилителем ИУ, управляемым компаратором D1. Переключение D1 осуществляется производной от ЭДС самоиндукции на обмотке wk. ЭДС зависит от тока в обмотке wk и от индуктивности обмотки (рис. 3.14).
Знак тока Iк зависит от полярности напряжения Е >N>А на выходе ИУ.
Длительность полу периодов устанавливается автоматически такой, что постоянная составляющая тока Iк в обмотке wk будет пропорциональна измеряемому току Iа.
На выходе ИУ включены индуктивности L1 и L2, исключающие резкое нарастание тока Iк.
В случае, если по какой-либо причине не произойдет переключение D1, нарастание сигнала ТА вызовет пробои стабилитронов VI и V2, что повлечет переключение D1 и возврат к рабочему циклу намагничивания кольца.
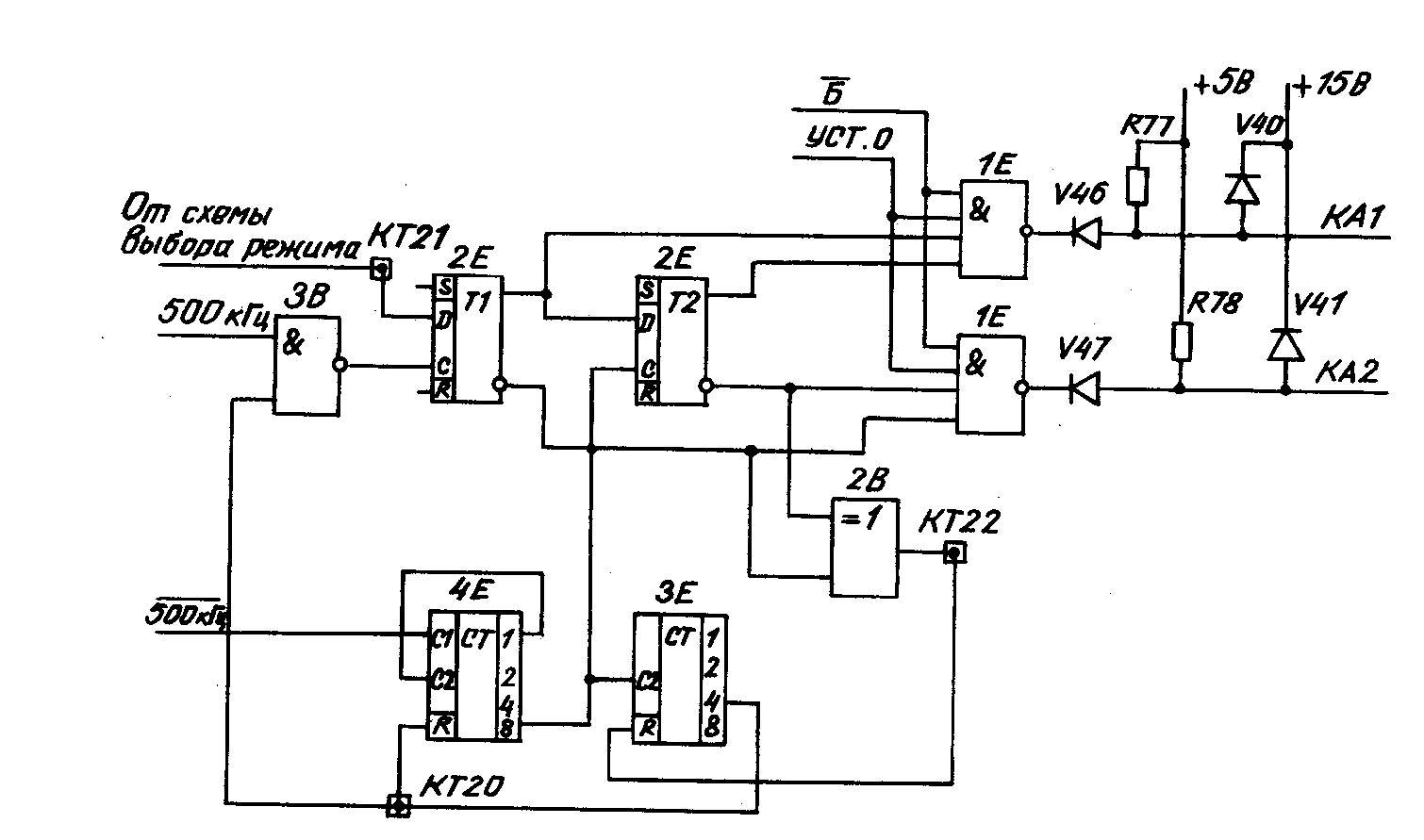
Рис. 3.15. Формирователь импульсов управления инвертором.
Схема формирователя сигналов управления инвертором формирует сигналы КА1 и КА4 (фазы А). КB6 и КB3 (фазы B), КC2 и К25 (фазы C). Схема формирователя представлена на рис. 3.15
Изменение уровня напряжения обеспечивается элементами V46, V47, V40,V41, R77, R78.
Регулятор скорости
И используется в приводе подачи. Он предназначен для формирования сигналов задания фазных токов фаз А и В, для контроля функционирования контура регулирования скорости и выработки сигналов “перегрев двигателя” и “превышение момента” на валу двигателя.
Функциональная схема блока приведена в приложении.
Усилитель регулятора скорости (ОУ Dl, D2) выполнен по схеме ПИ-регулятора, вырабатывающего сигнал задания момента Uq.. Уровень сигнала U определяет задание момента на валу двигателя. Ограничение выполняется диодным ограничителем V6...V9. Повторитель на ОУ D2 служит для согласования ПИ-регулятора с последующими схемами.
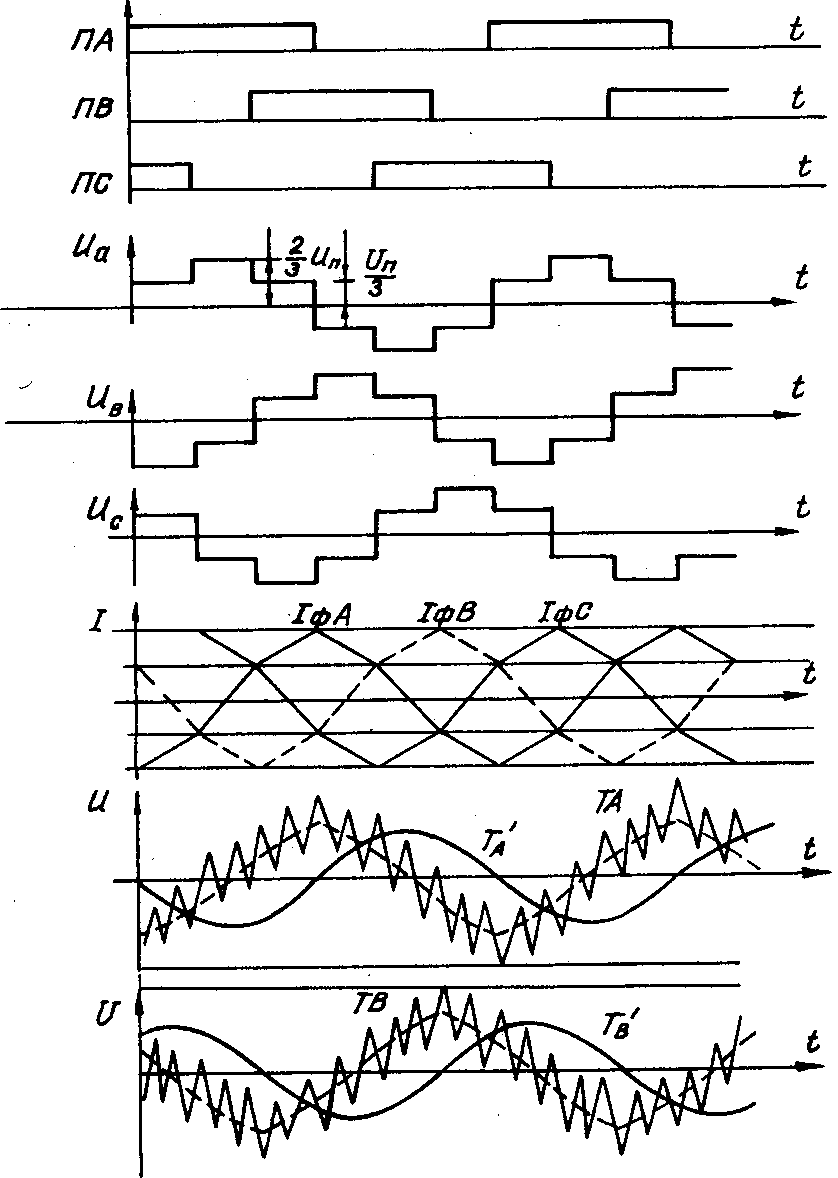
Рис. 3.16. Временные диаграммы работы регулятора тока РТ
При превышении уровня на выходе ПИ-регулятора (Dl) срабатывает компаратор D3, расположенный в схеме ФБЛ. Выдается сигнал блокировки ФБ в блок автоматики АП5.
Сигнал задания тока статора Tзс формируется в виде суммы двух векторов, модули которых пропорциональны сигналам Ud и Uq. Векторное суммирование эквивалентно суммированию двух синусоидальных сигналов, смещенных на 60°, амплитуды которых соответственно пропорциональны Ud и Uq. Фаза полученного сигнала зависит от полярности и отношения (Uq/Ud). Суммирование выполняет ОУ D14.
Сигнал задания тока ротора Гзр, пропорциональный Uq, формируется в формирователе ФТР. Этот сигнал определяет (совместно с частотой скольжения) величину и направление момента на валу двигателя.
Математическое описание асинхронного двигателя
Асинхронная машина представляет собой систему, как минимум двух обмоток, одна из которых расположена на неподвижной части (статоре), другая на вращающейся части (роторе) машины. Момент машины образуется в результате взаимодействия токов в этих обмотках. Трехфазная обмотка статора подключается к питающей сети, трехфазная обмотка ротора замкнутая. Обмотки статора и ротора магнитосвязаны, поэтому потокосцепление обмотки статора определяется как токами, протекающими по трем фазам обмотки статора, так и токами фаз ротора. Это же относится и к обмотке ротора. Таким образом, имеются две трехфазные обмотки, вращающиеся одна относительно другой. Если к обмотке статора приложено трехфазное напряжение, а обмотка ротора замкнута, то мгновенные значения фазных напряжений статора и ротора задаются следующими уравнениями:
 (3.1)
(3.1)
Исходя из теории
результирующего вектора, описанной в
системе уравнений 3.1, умножим первое и
четвертое уравнения системы (1) на
 ,
второе и пятое на
,
второе и пятое на
 ,
третье и шестое на
,
третье и шестое на
 .
Суммируя полученные произведения,
получим:
.
Суммируя полученные произведения,
получим:

 ,
,
или
 (3.2)
(3.2)
где потокосцепления Y>1> и Y>2> зависят от токов ротора и статора, а также от индуктивностей обмоток машины.
Определим величины потокосцеплений статора и ротора. Предположим, что статор и ротор трехфазного асинхронного двигателя имеют симметричные обмотки, воздушный зазор по всей окружности ротора одинаков, магнитное поле в воздушном зазоре распределено синусоидально, оси обмоток статора и ротора не совпадают, образуя произвольный угол j (рис. 3.17). Устанавливаем величину полного магнитного потока, сцепленного со статорной обмоткой фазы A. Для этого учитываем магнитные поля, созданные фазными токами I>1A>, I>1B>, I>1C>. Принимаем, что индуктивности фазных обмоток статора одинаковы и равны l>1>, взаимные индуктивности фаз A-B, A-C и B-C также одинаковы и равны l>0> (по условиям симметрии асинхронной машины).
Тогда общий магнитный поток, сцепленный со статорной обмоткой фазы A выразится следующим образом:
 .
.
Подставив вместо I>1C> величину (-I>1A>-I>1B>) (так как сумма фазных токов асинхронного двигателя равна нулю), получим:
 .
.
Проделав аналогичные операции с фазами B и C, запишем следующую систему уравнений:
 (3.3)
(3.3)
Заметим, что индуктивность фазной обмотки статора включает в себя индуктивности от полей рассеяния и от главного потока, то есть
l>1>=l>1l>+l>10> (3.4).
Так как, в общем случае, взаимная индуктивность двух обмоток со сдвинутыми на некоторый угол осями равна произведению взаимной индуктивности, которая имела бы место при совпадении осей обмоток, на косинус угла между осями, то взаимную индуктивность можно выразить соотношением:
 (3.5).
(3.5).
Учитывая выражения (4) и (5), преобразуем систему уравнений (3) к следующему виду:
 (3.6)
(3.6)
где
L>1> = l>1l >+ 1,5×l>10 >= l>1l> + L>0> - полная индуктивность фазы статора.
Рассуждая аналогичным образом относительно обмотки ротора, получим следующие выражения для фазных потокосцеплений роторной обмотки с собственным потоком:
 (3.7)
(3.7)
где
L>2> = l>2l> + L>0> - полная индуктивность фазы ротора.
Определяем величину общего потокосцепления фазы A статора, созданного намагничивающими силами статора и ротора:
или, учитывая, что
I>2a> + I>2b> + I>2c> = 0 и
 :
:

Выразив аналогичным образом потокосцепления для фаз статора B и C, запишем следующую систему уравнений:
Учитывая, что
 и
и
 ,
умножим первое уравнение системы (8) на
,
умножим первое уравнение системы (8) на
 ,
второе на
,
второе на
 ,
третье на
,
третье на
 и просуммируем полученные произведения:
и просуммируем полученные произведения:
или
 (3.9).
(3.9).
Таким же образом получим формулу потокосцепления ротора:
 .
(3.10)
.
(3.10)
Объединив уравнения (2), (10) и (11), получим систему уравнений обобщенного асинхронного двигателя:
 (3.7)
(3.7)
где
L>0> - взаимная индуктивность обмоток статора и ротора,
L>1> - индуктивность статора от потоков рассеяния,
L>2> - индуктивность ротора от потоков рассеяния.
Регулирование осевого перемещения ротора
Величина ЭДС в статорной обмотке Е>1> двигателя определяется частотой тока ¦>1>, магнитным потоком Ф>м> и параметрами статорной обмотки (R об., W).
E>1>=и>1>и>2>и>3>¦>1>W>1>R>об>Ф>м>. (3.12)
Приближенно для напряжения на стартере U>1>»E>1>
При этом
Ф>м>=a*i*t*B>0>, (3.13)
где
i, t -геометрические параметры стартера
a- коэфициент полюсного перекрытия (a=0.6¸0.8)
B>0>- магнитная индукция в зазоре.
Из уравнений следует, что:
U>1> =и>1>и>2>и>3>¦>1>W>1>R>об>a*i*t*B>0>, (3.14)
Откуда
B>0>=U/K>U>*¦>1>, (3.15)
где
К>U>= и>1>и>2>и>3>W>1>R>об>a*i*t
Примем в качестве допущения, что B>0>=соnst внутри статора (на участке L), а за его пределами уменьшается по экспотенциальному закону.
B>0>=B>0>е-Кх
0100090000032a0200000200a20100000000a201000026060f003a03574d46430100000000000100c1850000000001000000180300000000000018030000010000006c0000000000000000000000350000006f0000000000000000000000663700000535000020454d4600000100180300001200000002000000000000000000000000000000c0120000131a0000cb0000001b010000000000000000000000000000f818030078510400160000000c000000180000000a0000001000000000000000000000000900000010000000160d0000850c0000250000000c0000000e000080250000000c0000000e000080120000000c00000001000000520000007001000001000000a4ffffff00000000000000000000000090010000000000cc04400022430061006c006900620072006900000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000001100c04b110010000000244f1100a44c1100524f6032244f11001c4c1100100000008c4d1100084f1100244f6032244f11001c4c1100200000009f712e311c4c1100244f110020000000ffffffffcc32ee001a722e31ffffffffffff0180ffff01803fff0180ffffffff0000000000080000000800004300000001000000000000005802000025000000372e9001cc00020f0502020204030204ef0200a07b20004000000000000000009f00000000000000430061006c006900620072000000000000000000e44c11008a272e3130fe0f3244501100504c11009c2d273108000000010000008c4c11008c4c1100087a253108000000b44c1100cc32ee006476000800000000250000000c00000001000000250000000c00000001000000250000000c00000001000000180000000c0000000000000254000000540000000000000000000000350000006f0000000100000055558740a0ab87400000000057000000010000004c000000040000000000000000000000160d0000860c000050000000200000003600000046000000280000001c0000004744494302000000ffffffffffffffff170d0000860c0000000000004600000014000000080000004744494303000000250000000c0000000e000080250000000c0000000e0000800e000000140000000000000010000000140000000400000003010800050000000b0200000000050000000c0206021d02040000002e0118001c000000fb020300010000000000bc02000000cc0102022253797374656d0000000000000000000000000000000000000000000000000000040000002d010000040000002d01000004000000020101001c000000fb02f1ff0000000000009001000000cc0440002243616c6962726900000000000000000000000000000000000000000000000000040000002d010100040000002d010100040000002d010100050000000902000000020d000000320a0e00000001000400000000001d020702206f0900040000002d010000040000002d010000030000000000
Элементарная сила dF>а> приложенная к участку ротора шириной dx
dF>a>=k>F>B2dx= kFB2>0> e-2Kx dx
после интегрирования получаем:
F>a>= (3.16)
(3.16)
Для малых смещений может быть использованна линейная модель зависимости силы от величины смещения.
F>a>=K>F>*B2>0>x=
Момент, развиваемый двигателем:
M= ,
(3.17)
,
(3.17)
где
S-скольжение ротора
R>i> -параметры сопротивления обмоток
w=2p¦>1 >– круговая частота
То есть
M»C>m>> >>
>
>>
>
и значит:
F>a>==
0100090000032a0200000200a20100000000a201000026060f003a03574d46430100000000000100c1850000000001000000180300000000000018030000010000006c0000000000000000000000350000006f0000000000000000000000663700000535000020454d4600000100180300001200000002000000000000000000000000000000c0120000131a0000cb0000001b010000000000000000000000000000f818030078510400160000000c000000180000000a0000001000000000000000000000000900000010000000160d0000850c0000250000000c0000000e000080250000000c0000000e000080120000000c00000001000000520000007001000001000000a4ffffff00000000000000000000000090010000000000cc04400022430061006c006900620072006900000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000001100c04b110010000000244f1100a44c1100524f6032244f11001c4c1100100000008c4d1100084f1100244f6032244f11001c4c1100200000009f712e311c4c1100244f110020000000ffffffffcc32ee001a722e31ffffffffffff0180ffff01803fff0180ffffffff0000000000080000000800004300000001000000000000005802000025000000372e9001cc00020f0502020204030204ef0200a07b20004000000000000000009f00000000000000430061006c006900620072000000000000000000e44c11008a272e3130fe0f3244501100504c11009c2d273108000000010000008c4c11008c4c1100087a253108000000b44c1100cc32ee006476000800000000250000000c00000001000000250000000c00000001000000250000000c00000001000000180000000c0000000000000254000000540000000000000000000000350000006f0000000100000055558740a0ab87400000000057000000010000004c000000040000000000000000000000160d0000860c000050000000200000003600000046000000280000001c0000004744494302000000ffffffffffffffff170d0000860c0000000000004600000014000000080000004744494303000000250000000c0000000e000080250000000c0000000e0000800e000000140000000000000010000000140000000400000003010800050000000b0200000000050000000c0206021d02040000002e0118001c000000fb020300010000000000bc02000000cc0102022253797374656d0000000000000000000000000000000000000000000000000000040000002d010000040000002d01000004000000020101001c000000fb02f1ff0000000000009001000000cc0440002243616c6962726900000000000000000000000000000000000000000000000000040000002d010100040000002d010100040000002d010100050000000902000000020d000000320a0e00000001000400000000001d020702206f0900040000002d010000040000002d010000030000000000
Регулирование происходит путем управления ¦ на входе в преобразователь на выпрямителе. Здесь задается от ЧПУ мощность привода так как система ШИМ позволяет производить регулирование на мощностях меньше наминала. Далее тиристорный инвертор увеличивая и уменьшая U в обмотках статора компенсирует силу F>a> смещением ротора магнитным полем, также производя регулирование скорости вращения о момента на валу.
Определим величины потокосцеплений статора и ротора. Предположим, что статор и ротор трехфазного асинхронного двигателя имеют симметричные обмотки, воздушный зазор по всей окружности ротора одинаков, магнитное поле в воздушном зазоре распределено синусоидально, оси обмоток статора и ротора не совпадают, образуя произвольный угол j (рис. 3.17).
Бжд
Анализ опасных и вредных факторов, возможных чрезвычайных ситуаций технического процесса
При механической обработке металлов, пластмасс и других материалов на металлорежущих станках (токарных, фрезерных, сверлильных, шлифовальных, заточных и др.) возникает ряд физических, химических, психофизиологических и опасных биологических и вредных производственных факторов.
Движущиеся части производственного оборудования, передвигающиеся изделия и заготовки; стружка обрабатываемых материалов, осколки инструментов, высокая температура поверхности обрабатываемых деталей и инструмента; повышенное напряжение в электроцепи или статического электричества, при котором может произойти замыкание через тело человека - относятся к категории опасных физических факторов.
Так, при обработке хрупких материалов (чугуна, латуни, бронзы, графита, карболита, текстолита и др.) на высоких скоростях резания стружка от станка разлетается на значительное расстояние (3—5 м). Металлическая стружка, особенно при точении вязких металлов (сталей), имеющая высокую температуру (400—600 °С) и большую кинетическую энергию, представляет серьезную опасность не только для работающего на станке, но и для лиц, находящихся вблизи станка. Наиболее распространенными у станочников являются травмы глаз. Так, при токарной обработке от общего числа производственных травм повреждение глаз превысило 50%, при фрезеровании 10% и около 8% при заточке инструмента и шлифовании; Глаза повреждались отлетающей стружкой, пылевыми частицами обрабатываемого материала, осколками режущего инструмента и частицами абразива.
Вредными физическими производственными факторами, характерными для процесса резания, являются повышенная запыленность и загазованность воздуха рабочей зоны; высокий уровень шума и вибрации; недостаточная освещенность рабочей зоны; наличие прямой и отраженной блескости; повышенная пульсация светового потока. При отсутствии средств защиты запыленность воздушной среды в зоне дыхания станочников при точении, фрезеровании и сверлении хрупких материалов может превышать предельно допустимые концентрации. При точении латуни и бронзы количество пыли в воздухе помещения относительно невелико (14,5-20 мг/м3). Однако некоторые сплавы (латунь ЛЦ40С и бронза Бр ОЦС 6-6-3) содержат свинец, поэтому токсичность пыли.
Продукты термоокислительной деструкции (предельные и непредельные углеводороды, а также ароматические углеводороды) могут вызывать наркотическое действие, изменения со стороны центральной нервной системы, сосудистой системы, кроветворных органов, внутренних органов, а также кожно-трофические нарушения. Аэрозоль нефтяных масел, входящих в состав смазывающе-охлаждающих жидкостей (СОЖ), может вызывать раздражение слизистых оболочек верхних дыхательных путей, способствовать снижению иммунобиологической реактивности.
К вредным психофизиологическим производственным факторам процессов обработки материалов резанием можно отнести физические перегрузки при установке, закреплении и съеме крупногабаритных деталей, перенапряжение зрения, монотонность труда.
К биологическим факторам относятся болезнетворные микроорганизмы и бактерии, проявляющиеся при работе с СОЖ.
При работе на станке также нельзя не учесть тяжесть работа персонала во время технологического процесса в производственном помещении. Данные об этом параметре документированы в ГОСТ 12.1.005- 88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны. См. Рис.4.1.
Где категория работы “средняя тяжесть 2б” - работы связанные с ходьбой и переноской тяжестей до 10 кг
Допустимые и оптимальные нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений.
Таблица 4.1
|
Период года. |
Категория работы. |
Температура С0 |
Относительная влажность % |
Скорость воздуха м/с. |
|||
|
оптимальная |
допустимая |
оптимальная |
допустимая |
оптимальная |
допустимая |
||
|
холодный |
Ср.тяж.2б |
17-19 |
15-21 |
40-60 |
Не более75 |
Не более 0.2 |
Не более 0.4 |
|
Теплый |
Ср.тяж.2б |
20-22 |
16-21 |
40-60 |
Не более 55 при 28 60 при 27 65 при 26 70 при 25 75 при 24 |
Не более 0.3 |
0.2-0.5 |
К станку подводится напряжение величиной в 380 В и частотой 50 Гц. Прикосновение к токоведущим частям электрооборудования может вызвать серьезные электрические травмы. Допустимые значения силы тока для переменного тока - до 60 мА, для постоянного - 50…60 мА.
Причиной пожара может стать перегрев двигателей или других узлов в результате перегрузок, а также неисправностей, самовозгорания проводки, короткого замыкания силовых цепей. Самовозгорание также может возникнуть из-за используемых в процессе обработки СОЖ поэтому пожароопасность имеет категорию “В”.
Разработка мер безопасности
В процессе металлообработки основные меры безопасности направлены на предотвращение попадания продуктов резания за зону обработки. В связи с этим на проектируемый шлифовальный станок устанавливают защитный кожух. Также в связи с высокой степенью автоматизации привода допускается и отсутствие оператора во время тех. процесса. Станок имеет повышенную точность изготовления и его конструкция, не имеющая механических приводов для органа главного движения, не дает опасной вибрации и шума.
Оценка уровня шума станка может быть проведена приближенно.
Основным источником шума являются электродвигатели и зона резания.
Уровень шума двигателя оценивается согласно ГОСТ 16372-77
При мощности двигателя в 20 кВт.
Вид станка - шлифовальный.
С учетом номинальной мощности (20кВт) и частотой вращения шпинделя (свыше 3150 мин-1) выбираем уровень шума равный 95дБА. Вносим поправку с учетом вида станка и влияние этого параметра на шум от зоны резания.
ΔL=10 дБА.
L>общ>=L + ΔL=95+10=105 дБА.
При допустимом уровне шума L>общ>=80 дБА. При этих значениях необходимо использовать звукозащитный кожух, что соответствует КЛАССУ 4 – уменьшение шума на 15 дБА.
L>общ>=105-15=90 дБА.
Рабочее место оператора при станке должно быть удобным и не стеснять действий. Работа по наладке и смене заготовок должна вестись в хорошо оборудованном и освещенном месте. Расчеты освещения и средств по поддержанию микроклимата рабочего места необходимы, так как операция обработки связана с большой точностью и объемом производства, где сбои в программе выпуска недопустимы.
Меры безопасности при работе в производственных помещениях
Производственные помещения, в которых осуществляются процессы обработки резанием, могут соответствовать требованиям СНиП 11-2—80, СНиП 11-89—80, санитарных норм проектирования промышленных предприятий СИ 245—71. Бытовые помещения соответствуют требованиям СНиП II-92—76. Все помещения оборудованы средствами пожаротушения по ГОСТ 12.4.009-83.
Полировальные и шлифовальные отделения помещений относятся соответственно к помещениям взрывопожарных производств категории Б и к классу В.
Вентиляции в производственных помещениях
Для обеспечения чистоты воздуха и нормализации параметров микроклимата в производственных помещениях помимо местных отсасывающих устройств, обеспечивающих удаление вредных веществ из зоны резания (пыли, мелкой стружки и аэрозолей СОЖ) должна быть предусмотрена приточно-вытяжная обще обменная система вентиляции.
Помещения, в которых хранятся и готовятся растворы бактерицидов для СОЖ, должны быть оборудованы местной вытяжной вентиляцией.
Воздуховоды для удаления пыли титановых и магниевых сплавов должны иметь гладкие внутренние поверхности без карманов и углублений (исключающих скапливание пыли), минимальные длину и число поворотов. Радиусы закруглений должны быть не менее трех диаметров. Воздуховоды установок для отсасывания магниевой пыли должны быть оборудованы предохранительными клапанами, открывающимися наружу из взрывоопасного помещения.
Воздух, удаляемый местными отсасывающими устройствами при обработке магниевых сплавов на полировальных и шлифовальных станках, должен быть очищен в масляных фильтрах до поступления его в вентилятор. Фильтры и вентиляторы должны быть изолированы от цеха, где производится обработка резанием. Во избежание опасности завихрения и образования взрывоопасной смеси магниевой пыли с воздухом не допускается применять для очистки сухие центробежные циклоны и суконные фильтры.
Помещения в цехах и на участках обработки резанием, пребывание в которых связано с опасностью для работающих, например обработка бериллия, должны быть отделены от других помещений изолирующими перегородками, иметь местную вытяжную вентиляцию и знаки безопасности по ГОСТ 12.4.026—76*.
Для снятия статического электричества пылеприемники и воздуховоды вентиляционных установок должны иметь заземление по ГОСТ 12.1.030-81.
Помещения и воздуховоды от местных отсосов и общеобменной вентиляции должны очищаться по графику, утвержденному в соответствии с принятой на предприятии формой внутренней документации.
В соответствии с требованиями СНиП II-33-75 ворота, двери и технологические проемы должны быть оборудованы воздушными и воздушно-тепловыми завесами.
Освещению в производственных помещениях
Естественное и искусственное освещение производственных помещений должно соответствовать требованиям СНиП 23-05-95.Для зданий, расположенных в III и IV климатических районах, должны быть предусмотрены солнцезащитные устройства. В помещениях с недостаточным естественным светом и без естественного света должны применяться установки искусственного ультрафиолетового облучения в соответствии с СН 245-71. Для местного освещения следует применять светильники, установленные на металлорежущих станках и отрегулированные так, чтобы освещенность в рабочей зоне была не ниже значений. Для местного освещения должны использоваться светильники с не просвечиваемыми отражателями с защитным углом не менее 30°. Кроме того, должны быть предусмотрены меры по снижению отраженной блескости.
Чистка стекол, оконных проемов и световых фонарей должна проводиться не реже двух раз в год. Чистка ламп и осветительной арматуры для инструментальных цехов должна проводиться не реже двух раз в год, а для остальных производственных помещений - не реже четырех раз в год.
Нормирование проектирования искусственного и естественного освещения производится для обеспечения не только удобства, но и качества производственного процесса Рис 4.2. Хорошее освещение при высокоточной работе снижает вероятность при визуальном контроле параметров обработки.
Таблица 4.2
|
Степень точности зрительной работы |
Наименьший размер объекта различения мм. |
Контраст объекта различения с фоном |
Характеристика фона |
Освещенность |
|||
|
Искусственная лк. |
Коэффициент естественного освещения % |
||||||
|
комбин. |
общее |
Верхнее, комбин. |
боковое |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Очень высокая |
От 0.15-0.3 |
Средний |
Темный |
3000 |
750 |
7 |
2.5 |
Размещение производственного оборудования и организация рабочих мест
Для работающих, участвующих в технологическом процессе обработки резанием, должны быть обеспечены удобные рабочие места, не стесняющие их действий во время выполнения работы. На рабочих местах должна быть предусмотрена площадь, на которой размещаются стеллажи, тара, столы и другие устройства для размещения оснастки, материалов, заготовок, полуфабрикатов, готовых деталей и отходов производства.
Для работы сидя рабочее место оператора должно иметь кресло (стул, сиденье) с регулируемыми наклоном спинки и высотой сиденья. Эргономические требования при выполнении работ сидя и стоя приведены в ГОСТ 12.2.032-78, ГОСТ 12.2.033-78.
На каждом рабочем месте около станка на полу должны быть деревянные решетки на всю длину рабочей зоны, а по ширине не менее 0,6 м от выступающих частей станка.
При разработке технологических процессов необходимо предусматривать рациональную организацию рабочих мест.
Удобное расположение инструмента и приспособлений в тумбочках и на стеллажах, заготовок в специализированной таре, применение планшетов для чертежей позволяет снизить утомление и производственный травматизм рабочего. Типовые схемы организации рабочих мест станочников разработаны специалистами “Оргстанкинпром” Минстанкопрома.
За базовый принят плоскошлифовальный станок мод. ЗЕ711В-1 высокой точности. Справа от рабочего находится приемный стол 5 и стеллаж 6 для приспособлений с выдвижной платформой, на которой закреплен стеллаж 7 для хранения абразивов. Справа от рабочего расположены тумбочка 2 и бак охлаждения 8. Перед станком под ноги рабочего устанавливается регулируемая подставка 3, имеется стул 4 для отдыха.
Расстановка в цехах и перестановка действующего технологического оборудования должны отражаться на технологической планировке, утверждаемой администрацией по согласованию с главными ширина груза, перемещаемого подвесным конвейером, талью на монорельсе;
Ширина цеховых проходов и проездов, расстояние между металлорежущими станками и элементами зданий должны устанавливаться в зависимости от применяемого оборудования, транспортных средств, обрабатываемых заготовок и материалов. Проходы и проезды в цехах и на участках должны обозначаться разграничительными линиями белого цвета шириной не менее 100 мм.
На территории цеха или участка проходы, проезды, люки колодцев должны быть свободными, не загромождаться материалами, заготовками, полуфабрикатами, деталями, отходами производства и тарой.
Материалы, детали, готовые изделия у рабочих мест должны укладываться на стеллажи и в ящики способом, обеспечивающим их устойчивость и удобство захвата при использовании грузоподъемных механизмов. Высоту штабелей заготовок на рабочем месте следует выбирать исходя из условий их устойчивости и удобства снятия с них деталей, но не выше 1 м; ширина между штабелями должна быть не менее 0,8.
Освобождающаяся тара и упаковочные материалы необходимо своевременно удалять с рабочих мест в специально отведенные места.
Меры безопасности технологического процесса
Разработка технологической документации, организация и выполнение технологических процессов обработки резанием должны соответствовать требованиям системы стандартов безопасности труда ГОСТ 12.3.002—75* “Процессы производственные. Общие требования безопасности” и ГОСТ 12.3.025—80 “Обработка металлов резанием. Требования безопасности”.
Для обеспечения безопасности работы режимы резания должны соответствовать требованиям стандартов и техническим условиям для соответствующего инструмента.
При проектировании, организации и проведении технологического процесса сборки необходимо учитывать требования безопасности как общие для всего процесса, так и для каждой операции по видам работ. Основными требованиями безопасности для процесса являются:
-замена операций, связанных с возникновением опасных и вредных производственных факторов, операциями, при которых этих факторов нет или они обладают меньшей интенсивностью;
-замена вредных веществ безвредными или менее вредными, сухих способов обработки пылящих материалов - мокрыми;
-повышение уровня механизации работ путем широкого применения механизированного инструмента, сборочных испытательных стендов, приспособлений с механизированными зажимами;
-комплексная механизация и автоматизация производства, где используется ручной труд, путем широкого применения автоматических линий, полуавтоматов и роботов, автоматов с программным управлением, дистанционное управление операциями при наличии опасных и вредных факторов;
-оснащение цехов средствами внутрицехового транспорта, встраивание транспортных средств в технологические линии и участки, создание комплексных транспортных систем, увязанных с выполнением основных технологических операций;
-применение средств коллективной и индивидуальной защиты работающих;
-рациональная организация труда и отдыха с целью профилактики монотонности и гиподинамии, а также ограничение тяжести труда;
-своевременное получение информации о возникновении опасных и вредных производственных факторов на отдельных технологических операциях;
-внедрение системы контроля и управления технологического процесса, обеспечивающее защиту работающих и аварийное отключение производственного оборудования;
-своевременное удаление и обезвреживание отходов производства, являющихся источниками опасных и вредных факторов.
Установка обрабатываемых заготовок и снятие готовых деталей во время работы оборудования допускается вне зоны обработки, при применении специальных позиционных приспособлений (например, поворотных столов), обеспечивающих безопасность труда работающих. При обработке резанием заготовок, выходящих за пределы оборудования, должны быть установлены переносные ограждения и знаки безопасности по ГОСТ 12.4.026-76*.
Для исключения соприкосновения рук станочников с движущимися приспособлениями и инструментом при установке заготовок и снятии деталей должны применяться автоматические устройства (механические руки, револьверные приспособления, бункеры и др.).
Контроль на станках размеров обрабатываемых заготовок и снятие деталей для контроля должны проводиться лишь при отключенных механизмах вращения или перемещения заготовок, инструмента и приспособлений.
Для охлаждения зоны резания допускается применять минеральное масло с температурой вспышки не ниже 150°, свободное от кислот и влаги. СОЖ должны подаваться в зону резания методом распыления в соответствии с гигиеническими требованиями, утвержденными Минздравом СССР, и при циркуляции в зоне охлаждения подвергаться очистке.
Шлифовальный инструмент и элементы его крепления (болты, гайки, фланцы) должны быть ограждены кожухами, прочно закрепленными на станке. Зазор между наружным диаметром нового круга и кожухом должен быть не менее 9 мм для кругов наружным диаметром до 100 мм; 10 мм — для кругов 100—300 мм; 15 мм— для кругов свыше 300 мм. Зазор между боковой стенкой кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, должен быть не менее 5 мм. При работе съемная крышка защитного кожуха должна быть надежно закреплена.
При работе с алмазным отрезным, камнеобрабатывающим, правящим инструментом должны применяться средства защиты (кожухи, ограждения, колпаки и т. п.), входящие в комплект поставки оборудования, на котором применяется алмазный инструмент.
Стружку (отходы производства) от металлорежущих станков и с рабочих мест следует убирать механизированными способами. Транспортирование стружек от пылестружкоприемняка осуществляется посредством резинового или металлического рукава, длину которого выбирают, исходя из удобства обслуживания станка. Воздух, поступающий в помещение цеха, подвергается двухступенчатой очистке: на первой ступени от стружки и крупной пыли в стружкоотделителе — циклоне, на второй ступени - от мелкодисперсной пыли - через фильтр. Рукавный матерчатый фильтр из лавсана встроен в циклон. Смесь воздуха, стружки и пыли необходимо очищать от стружки и пыли перед вентилятором с тем, чтобы продлить срок службы установки. Для своевременной разгрузки бункера циклона от сухой элементной стружки и пыли предусмотрен автоматический клапан, работа которого регулируется. Для улавливания масляного тумана, отходящего от металлорежущих станков, применяют серийно изготовляемый агрегат АЭ2-12.
На первой ступени используется инерционный эффект очистки от крупных частиц и капель масла (кольцевая камера 2), вторая ступень выполнена в виде патронов, заполненных многослойной тонкой сеткой, а третья ступень (фильтр-шумоглушитель 3) состоит из нескольких слоев дырчатого пенополиуретана, которые размещены после вентилятора 4 и служат одновременно глушителем шума
В ряде случаев пневматические транспортные рукава от нескольких станков объединяют в транспортную сеть
Пневмотранспортную сеть прокладывают в местах, доступных для осмотра и ремонта. Для прочистки пневмотранспортной сети групповых пыле-стружкоотсасывающих установок без разъема трубопроводов следует предусматривать устройство герметичных люков после колен и отводов, а также на горизонтальных участках сети. В последнем случае расстояние между люками принимается не более 12 м.
При проектировании пневматических и пылестружкоотсасывающих установок следует учитывать модель станка, процесс обработки, обрабатываемый материал, количество отделяющейся стружки в единицу времени, насыпную плотность стружки и другие факторы, исходя из которых, определяются транспортные скорости, сопротивление в трубопроводах, а также объемный расход удаляемого воздуха.
Порядок расчета систем и установок непрерывного удаления стружки и пыли непосредственно из зоны резания следующий:
а) устанавливают объемный расход воздуха, исходя из принятой транспортной скорости и диаметра трубопровода;
б) определяют потери давления в сети;
в) подбирают вентиляторы и электродвигатели. Расход воздуха (M'/c), перемещающего смесь.
Меры безопасности при использовани СОЖ и ПАВ в технологическом процессе
Выбор СОЖ необходимо осуществлять, учитывая, что следующие их виды имеют соответствующее разрешение Министерства здравоохранения СССР в соответствии с ГОСТ 12.3.025-80:
масляные СОЖ: МР-1; MP-2y,^P-3; МР-4; МР-6/3; ОСМ-3;СМ-5; ЛЗ-СОЖ 2СО: МЗ-СОЖ 2СИО; ЛЗ-1ПО; ЛЗ-1ПИО;3-СОЖ IT; ЛЗ-ЭМ/30: ЛЗ-СОЖ8 (5-10%-ная эмульсия);
эмульсоры: укринол-1 (эмульсии 1.5; 3,3; 5,7; 10; 16%-ные); аквол-2 (эмульсии 3; 5,7; 10%-ные); ИХП-45Э (эмульсии 5; 10%-ные);
синтетические и полусинтетические жидкости: аквол-10 (эмульсии 2
,5.7_10%-ные, аквол-11 (эмульсии 3; 5,5; 10%-ные); НСК-5у (эмульсия 10%-ная).
Антимикробная защита СОЖ должна проводиться добавлением бактерицидных присадок и периодической пастеризацией жидкости.
Пастеризация СОЖ проводится нагреванием до 75-80 °С, кратковременной выдержкой и последующим охлаждением в регенераторе или охладителе до рабочей температуры.
Периодичность замены СОЖ должна устанавливаться по результатам контроля ее содержания, но не реже одного раза в шесть месяцев при лезвийной обработке одного раза в месяц — при абразивной обработке для масляных СОЖ и одного раза в три месяца для водных СОЖ. Очистку емкостей для приготовления СОЖ, трубопроводов и систем подачи следует проводить один раз в 6 мес., для масляных и один в 3 мес. для водных СОЖ.
Хранить и транспортировать СОЖ необходимо в чистых стальных резервуарах, цистернах, бочках, бидонах и банках, а также в емкостях, изготовленных из белой шерсти, оцинкованного листа или пластмасс. СОЖ должны храниться в помещениях в соответствии с требованиями СНиП П-106-72.
Отработанные СОЖ необходимо собирать в специальные емкости. Водную и масляную фазу можно использовать в качестве компонентов для приготовления эмульсий. Масляная фаза эмульсий может поступать на регенерацию или сжигаться. Концентрация нефтепродуктов в сточных водах при сбросе их в канализацию должна соответствовать требованиям СНиП II-32-74. Водную фазу СОЖ очищают по ПДК или разбавляют до допустимого содержания нефтепродуктов и сливают в канализацию.
Для обезжиривания деталей можно вместо органических растворителей применить химическое и электрохимическое обезжиривание в щелочных растворах, поверхностно-активные вещества (ПАВ), заменить хлорированные углеводороды синтетическими моющими средствами. К числу ПАВ, выпускаемых промышленностью, относятся сульфанол НП-1, сульфанол НП-3, продукт ДС-РАС, смачиватель Д Б, эмульгаторы ОП-7 и ОП-10. Концентрация ПАВ, достаточная для оптимального смачивания загрязненных поверхностей, составляет 2—6 г/л, а для моющих средств 4—8 г/л. Следует иметь в виду, что рабочая температура для ОП-7 60-75° для сульфинола, ДС-РАС 75-85 °С. Получили применение ПАВ — синтамолы МЦ-10 и ДТ-7, альфанолы, синтамид и пр. Обладая свойствами, близкими к свойствам эмульгаторов ОП-7 и ОП-10, они подвержены биологическому разложению, исключая тем самым загрязнение окружающей среды. Для промывки и обезжиривания следует применять жидкость и растворы, приготовляемые на предприятии централизованно по рецептам, согласованным с местными органами санитарного надзора. В случае применения легковоспламеняющихся жидкостей рабочие места для промывки и обезжиривания должны быть оборудованы местной вытяжной вентиляцией во взрывобезопасном исполнении. Количество легковоспламеняющихся жидкостей на рабочем месте не должно превышать сменной потребности. По окончании смены эти жидкости необходимо сливать в плотно закрывающиеся небьющиеся сосуды и сдавать на хранение в специальные кладовые. Обтирочный материал следует хранить в металлической таре с плотно закрывающейся крышкой. Использованные обтирочные материалы должны ежедневно в конце смены удаляться с рабочих мест.
Операции связанные с использованием вредных веществ
При организации работы в замкнутых агрегатах с температурой воздуха 30 °С и выше должно предусматриваться чередование в работе подручных и ведущих клепальщиков через определенные промежутки времени работы; организуется вентиляция для обдува работающих, обеспечивающая подвижность воздуха на рабочем месте в пределах 0,5—1,5 м/с, при этом разница температур подаваемого воздуха и воздуха в агрегате не должна превышать 5 0С.
При полировании в процессе сборки рекомендуется замена хромсодержащих полировальных паст составами, в которых нет соединений хрома или они имеются в небольшом количестве; допускается вводить в пасты безвредный порошок электрокорунда вместо окиси хрома или заменять вредный стеарин жировыми кислотами; в состав паст нередко вместо говяжьего жира вводят гудронное сало, что уменьшает концентрацию вредных летучих веществ и снижает загазованность воздушной среды.
Опасное действие шума и вибрации и защиты от него
Динамический диапазон звуков, воспринимаемых человеком, простирается от порога слышимости (0 дБ) до порога болевых ощущений (130 дБ). При воздействии на ухо шума с уровнем звукового давления более 145 дБ возможен разрыв барабанной перепонки.
Под воздействием продолжительного громкого шума острота слуха снижается. Такое временное снижение слуховой чувствительности (адаптация слуха) представляет собой защитную реакцию организма. Наступающее вслед за адаптацией слуховое и общее утомление является первым симптомом патологического процесса, который постепенно развивается в тугоухость, а иногда и полную глухоту.
Действие шума на организм человека не ограничивается только поражением слуха. Через центральную нервную систему органы слуха связаны с другими органами. Интенсивный шум воздействует в первую очередь на центральную нервную систему, что ведет к нарушению ее регуляторной функции, а это отрицательно сказывается на деятельности внутренних органов и кровообращении. Под влиянием сильного шума (90—100 дБ) притупляется острота зрения, появляются головные боли и головокружение, нарушаются ритм дыхания и пульс, повышается артериальное кровяное давление, сокращается выделение желудочного сока, снижается кислотность, что может привести к гипертонии, гастриту и другим болезням. Особенно вреден для человека импульсный шум.
Совокупность возникающих под действием шума нежелательных изменений в организме человека можно рассматривать как шумовую болезнь.
В производственных условиях интенсивный шум делает неразборчивыми речь и звуковые сигналы, что затрудняет общение между работающими, отрицательно влияет на их психику и нарушает условия безопасности труда. Вызываемое шумом утомление ослабляет внимание и замедляет психические реакции, что приводит к увеличению брака и травматизму. Шум высоких уровней снижает производительность труда на 15—20%.
Вибрация воспринимается организмом человека лишь при непосредственном контакте с вибрирующим телом. В зависимости от того, на какие части тела распространяются механические колебания, различают общую и местную (локальную) вибрацию.
Общая вибрация распространяется на все тело и происходит, как правило, от вибрации поверхности, на которой находится человек (пол, сиденье, виброплатформа и т. п.). Наиболее опасна вибрация тела с частотой, совпадающей с собственной частотой внутренних органов (7—9 Гц), могущая привести к механическим повреждениям последних вследствие резонансных явлений.
Под действием вибрации как локальной, так и общей, наблюдаются нарушения деятельности центральной нервной системы. Комплекс симптомов, характерный для воздействия вибрации, получил название вибрационной болезни. Больные вибрационной болезнью обычно жалуются на мышечную слабость и быструю утомляемость.
Шум и вибрация оказывают отрицательное воздействие также на сооружения, конструкции, механизмы. Так, интенсивный шум ускоряет коррозию металлов. Вибрация наносит еще больший вред, постепенно разрушая здания и другие сооружения, вызывая усталостные явления в деталях машин, особенно при возникновении резонанса, и приводя к их поломке. Вибрация в производственных помещениях, особенно в тех случаях, когда она передается прецизионному оборудованию, существенно затрудняет или даже делает невозможной обработку деталей по высоким классам точности и шероховатости.
Анализ вредного воздействия тех процесса на природу и разработка мероприятий по ее защите
Классификация и характеристика мероприятий по охране окружающей среды от промышленных загрязнений
Под методами охраны окружающей среды от загрязнения отходами производства понимают совокупность технических и организационных мероприятий, позволяющих свести к минимуму или — в идеале — совершенно исключить выбросы в биосферу как материальных, так и энергетических загрязнений.
Следует сразу же оговориться, что каких-либо универсальных рецептов, радикально решающих проблему борьбы с загрязнениями, пока, к сожалению, не существует. Метод, дающий хорошие результаты в случае данного загрязнения определенной концентрации или уровня, может оказаться бесполезным или малоэффективным в других условиях. Наиболее эффективным обычно оказывается сочетание нескольких методов борьбы с загрязнениями, рационально подобранных применительно к тому или иному конкретному случаю.
Классификация методов охраны окружающей среды от промышленных загрязнений представлена на Рис.4.3. Как явствует из этой схемы, все способы борьбы с загрязнениями можно разбить на две большие группы: пассивные и активные.
0100090000032a0200000200a20100000000a201000026060f003a03574d46430100000000000100c1850000000001000000180300000000000018030000010000006c0000000000000000000000350000006f0000000000000000000000663700000535000020454d4600000100180300001200000002000000000000000000000000000000c0120000131a0000cb0000001b010000000000000000000000000000f818030078510400160000000c000000180000000a0000001000000000000000000000000900000010000000160d0000850c0000250000000c0000000e000080250000000c0000000e000080120000000c00000001000000520000007001000001000000a4ffffff00000000000000000000000090010000000000cc04400022430061006c006900620072006900000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000001100c04b110010000000244f1100a44c1100524f6032244f11001c4c1100100000008c4d1100084f1100244f6032244f11001c4c1100200000009f712e311c4c1100244f110020000000ffffffffcc32ee001a722e31ffffffffffff0180ffff01803fff0180ffffffff0000000000080000000800004300000001000000000000005802000025000000372e9001cc00020f0502020204030204ef0200a07b20004000000000000000009f00000000000000430061006c006900620072000000000000000000e44c11008a272e3130fe0f3244501100504c11009c2d273108000000010000008c4c11008c4c1100087a253108000000b44c1100cc32ee006476000800000000250000000c00000001000000250000000c00000001000000250000000c00000001000000180000000c0000000000000254000000540000000000000000000000350000006f0000000100000055558740a0ab87400000000057000000010000004c000000040000000000000000000000160d0000860c000050000000200000003600000046000000280000001c0000004744494302000000ffffffffffffffff170d0000860c0000000000004600000014000000080000004744494303000000250000000c0000000e000080250000000c0000000e0000800e000000140000000000000010000000140000000400000003010800050000000b0200000000050000000c0206021d02040000002e0118001c000000fb020300010000000000bc02000000cc0102022253797374656d0000000000000000000000000000000000000000000000000000040000002d010000040000002d01000004000000020101001c000000fb02f1ff0000000000009001000000cc0440002243616c6962726900000000000000000000000000000000000000000000000000040000002d010100040000002d010100040000002d010100050000000902000000020d000000320a0e00000001000400000000001d020702206f0900040000002d010000040000002d010000030000000000
Рис.4.3
К числу пассивных относятся методы, использование которых не связано с непосредственным воздействием на источник загрязнения. Эти традиционно применяемые методы, носящие защитный характер, делятся, в свою очередь, на три подгруппы - рациональное размещение источников загрязнений, (как материальных, так и энергетических), локализацию загрязнений и очистку выбросов в биосферу. На нынешнем уровне развития технологии применение пассивных методов является основным средством борьбы с загрязнением окружающей среды.
Сущность активных методов заключается в совершенствовании существующих и разработке новых технологических процессов, оборудования и оснастки с целью максимального снижения массы, объема, концентрации материальных или уровня энергетических загрязнении всякого рода. Очевидно, что при таком подходе проблема устранения загрязнений решается радикально. Поэтому активным методам как более прогрессивным последние годы уделяется все большее внимание. Однако разработка и внедрение этих методов во многих случаях связаны с изменением существующей технологии производства.
Вопрос о рациональном размещении источников загрязнений (“защите расстоянием”) решается на различных уровнях (общегосударственным, региональном, местном) в зависимости от их масштаба (расположение территориально-производственных комплексов на территории страны, производственных объединений и отдельных предприятий в республике, области или городе, цехов внутри предприятия, оборудования внутри цеха), причем учитывается большое количество разных факторов (уровень производственных вредностей, рельеф местности, метеорологические условия, вопросы водоснабжения и канализации, населенность, планировка производственных зданий и кварталов жилой застройки, особенности применяемой технологии производства и т. д.).
Примером рационального размещения источников загрязнения может служить надлежащий выбор высоты дымовых труб, выбрасывающих в воздушный бассейн продукты сгорания, образующиеся при работе электростанций и котельных. При достаточно высокой дымовой трубе, загрязненный газ достигает приземного слоя атмосферы на значительном расстоянии от трубы, когда содержащиеся в нем вредные вещества уже успеют рассеяться в атмосфере. Следует, однако, оговориться, что приведенный пример иллюстрирует возможность снижения уровня загрязнений воздушного бассейна в локальном или, в лучшем случае, региональном, но отнюдь не в глобальном масштабе, поскольку аккумулирующиеся в атмосфере вредные вещества рано или поздно опускаются в приземной слой атмосферы и на землю.
Для снижения уровней энергетических загрязнений применяются средства защиты, обеспечивающие их частичную локализацию. К ним относятся экранирование источников шума, электромагнитных полей и ионизирующих излучений, поглощение шума, демпфирование и динамическое гашение вибраций.
Более высокая степень локализации загрязнений может быть достигнута путем изоляции и герметизации их источников. Такая герметизация осуществляется с помощью специальных камер, кожухов, боксов и т. п., в которые заключается технологическое оборудование, выделяющее загрязняющие окружающую среду вещества или излучения. В качестве примера можно привести выполняемую в камере окраску изделии распылением. В литейном производстве снижению пылеобразования в значительной мере способствует герметизация вспомогательного оборудования, в частности применение закрытых вибрационных конвейеров и пневмотранспорта всасывающего типа для перемещения сыпучих пылящих материалов. Изоляция шумного оборудования позволяет намного снизить уровень шума.
Классификация отходов. Утилизация отходов производства
Как уже указывалось, в процессе машиностроительного производства образуются большие количества разнообразных отходов. Эти отходы можно разбить на две группы - основные и побочные.
Основными являются отходы твердых материалов, используемых непосредственно для изготовления деталей машин, приборов и других изделий, полностью или частично утратившие первоначальные потребительские качества. Это в первую очередь металлические отходы всех видов, а также отходы металлосодержащие (окалина, шламы, шлаки) и неметаллические (древесина, пластмассы, резина и т. п.). Сюда же следует отнести и производственный мусор. К побочным относятся отходы веществ, применяемых или образующихся при проведении технологических процессов. Побочные отходы могут быть твердыми (зола, абразивы, древесные отходы модельных цехов), жидкими (СОЖ, минеральные масла и другие нефтепродукты, отработанные травильные растворы и электролиты) и газообразными (отходящие газы).
Наконец, многие технологические процессы сопровождаются выделением теплоты, являющейся энергетическим отходом производства.
Использование вторичных сырьевых ресурсов и отходов производства - одно из важнейших направлений повышения эффективности производства является необходимым условием снижения уровня промышленного загрязнения окружающей среды.
Известные, в настоящее время, методы позволяют в принципе утилизировать практически все названные выше отходы производства, как основные, так и побочные (утилизация последних осуществляется преимущественно путем их регенерации и рекуперации, т. е. восстановления исходных свойств отработанных материалов или температуры теплоносителя для повторного использования в технологических процессах). К сожалению, далеко не все из этих методов сочетают в себе эффективность с экономичностью и универсальностью. Поэтому сейчас во всех технически. Несмотря на применение при обработке резанием различных методов стружколомания, значительная часть образующейся стружки имеет вьюнообразный характер и низкую насыпную массу — от 0,15 до 0,60 т/м3. Не говоря уже о трудности транспортировки такой стружки, при переплаве ее в металлургических агрегатах увеличивается продолжительность плавки, а угар металла достигает 20%. Поэтому вьюнообразную стружку подвергают дроблению на стружкодробилках различных типов (фрезерных, молотковых и валковых). Бузулукским заводом тяжелого машиностроения серийно выпускается стружкодробильный агрегат СДА-7
В металлической стружке, предназначенной для переплава, суммарное содержание безвредных примесей, влаги и масла не должно превышать 3%. Наличие этих примесей сверх указанного предела приводит к ухудшению качества выплавляемого металла и к загрязнению окружающей среды. В то же время стружка содержит до 20% и более СОЖ (эмульсий, масел и т. п.). Поэтому стружку подвергают обезжириванию, используя центрифуги, моечно-сушильные установки и нагревательные печи.
Отделение влаги и СОЖ от стружки при обработке ее на центрифугах происходит под действием центробежных сил. На некоторых предприятиях (ЗИЛ, Воронежский механический завод и др.) созданы установки для промывки стружки в горячей воде или специальном щелочном растворе с последующей ее просушкой. Наиболее полно удаляется СОЖ из стружки при ее обжиге в нагревательных печах (чаще всего барабанного типа, изготовляемых на основе сушильных барабанов, выпускаемых Бердичевским заводом “Прогресс”).
Для приведения металлической стружки в компактное состояние применяется холодное и горячее брикетирование Рис.4.6 — процесс уплотнения стружки под воздействием определенных механических нагрузок, при которых из стружки получают брикеты плотностью не менее 4000 кг/м3.
По форме брикет чаще всего представляет собой цилиндр с отношением высоты к диаметру 0,4—0,7.м Наибольшее распространение получил метод брикетирование стружки в холодном состоянии на специальных брикет прессах различных конструкций.
К достоинствам способа холодного брикетирования относятся сравнительно высокая производительность, возможность механизации процесса.
Выводы по разделу БЖД
В разделе безопасность жизнедеятельности проведен анализ опасных и вредных факторов, возможных чрезвычайных ситуаций, возникающих при механической обработке на шлифовальном станке, а также проведен расчет уровня шума станка. Рассмотрены основные требования к мерам безопасности и безвредности работы на месте наладчика оператора. Разработаны меры безопасности при эксплуатации станка. Проведена экологическая оценка тех процесса и предложены меры по сбору и утилизации отходов методом холодного брикетирования.
Организационно-экономический раздел
Разработка бизнес-плана организации специализированной фирмы по разработке программного продукта для автоматизации металлорежущего оборудования
Цель автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является – повышение производительности станка, получение деталей лучшего качества и увеличение срока службы дорогостоящих подшипниковых узлов станка. С помощью применения этой автоматизации отпадет надобность в дополнительных манипуляциях механического регулирования, что приведет к увеличению производительности труда.
Бизнес-план занимает одно из важнейших мест в планировании работы предприятия. Зарубежные бизнесмены давно осознали, что без бизнес-плана нельзя начинать сколько-нибудь стоящее коммерческое мероприятие. Американский опыт становления малого бизнеса свидетельствует, что если вы начинаете собственное дело без бизнес-плана, то, в скором времени станете банкротом. Больше того, как показывает мировая практика, бизнес-план нужен всем: и тем, у кого вы собираетесь просить деньги на реализацию своего проекта (банкирам и инвесторам), и вашим сотрудникам, желающим знать свои перспективы и четче понять свои задачи, а главное - вам самому, чтобы тщательно проанализировать свои идеи, проверить их на реалистичность.
Цель бизнес-плана – смоделировать вашу будущую деятельность, доказать ее экономическую целесообразность и эффективность, возможность возврата в договорные сроки взятых взаймы средств, определение опасных мест в бизнесе и мероприятий по профилактике риска, чтобы во время работы над ним еще раз все проанализировать и понять, хватит ли у него средств и сил для продолжения задуманного плана. Но личное участие руководителя в работе не означает, что над бизнес-планом будут работать лишь сотрудники данного предприятия. Наоборот, все больше привлекаются к работе консультанты со стороны, что позволяет рассматривать проделанную работу независимым взглядом. Только объединив все усилия сотрудников, консультантов и руководителя можно достичь поставленных целей и составить грамотный, а главное "жизнеспособный" бизнес-план, позволяющий достичь поставленных перед предприятием задач.
Бизнес план имеет стандартную форму, включающую в себя 11 разделов, составляется на 3-5 лет вперед
Разделы бизнес-плана:
1) Резюме.
2) Наш продукт или вид услуг.
3) Оценка рынка сбыта.
4) Конкуренция.
5) Стратегия маркетинга.
6) План производства.
7) Организационный план.
8) Юридический план.
9) Финансовый план.
10) Оценка риска и страхование.
11) Стратегия финансирования.
Резюме
Есть небольшое количество средних и больших по размерам фирм занимающихся разработкой и производством металлообрабатывающего оборудования для них, в первую очередь, и направлен данный продукт.
Предполагается автоматизировать часть процесса обработки детали типа кольцо ступенчатое. Ступенчатое кольцо крепится к валу ротора электрических машин для стопорения и регулировки подшипника.
Это позволяет:
-снизить трудоемкость обработки
-снизить себестоимость обработки
-сократить время обработки и обслуживания.
Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед.
Наш продукт
Обрабатываемая деталь – ступенчатое кольцо, применяемое в электрических машинах, а именно в их подшипниковых узлах. Кольцо крепится на валу ротора и выполняет задачу стопорение подшипников качения, являющихся опорой вала. Кольцо препятствует прокручиванию и движению подшипников что позволяет регулировать жесткость их посадки. Годовая программа выпуска 1000 ед.
Оценка рынка сбыта
Покупателями данного вида продукции являются производители двигателей, как постоянного, так и переменного тока, поскольку в любых моделях двигателей используются подшипники качения. Отличительными чертами предлагаемой продукции являются качество и точность сопрягаемых поверхностей.
В связи с тем, что электрические машины работают на больших скоростях, подшипники воспринимают большие нагрузки, что может привести к их заклиниванию и выходу из строя подшипникового узла в целом. При этом работоспособный (по электрическим и энергетическим показателям) узел подлежит дорогостоящему ремонту по замене узлов. Наш продукт снижает риск заклинивания и выхода из строя путем точного и жесткого фиксирования подшипников на посадочных местах. Качество же сопрягаемых поверхностей позволит не только обеспечивать большую площадь контакта, но и производить улучшенный тепло отвод от узлов подверженных нагреву от трения.
Благодаря этим качествам наш продукт может быть востребован среди производителей и может войти в стандартную комплектацию силовых электрических машин.
Конкуренция
В настоящий момент производство детали осуществляется по следующему производственному процессу см. табл.5.1. (указанны только автоматизируемые в дальнейшем операции).
Таблица 5.1
|
Операция |
наименование операции |
Станок, оборудование |
Разряд |
Инструмент |
|
1 |
2 |
3 |
4 |
5 |
|
020 |
Токарная с ЧПУ |
токарно-винторезный |
4 |
резцы 2102-0191, 2102-03111, 2120-0019, 2310-0020,2141-0058 |
|
025 |
Токарная с ЧПУ |
Токарный 16к20ф3 |
3 |
резцы 2120-0019, 2141-0058 |
|
035 |
Вертикально сверлильная |
2А135 |
3 |
Сверло Æ13 2301-0042 |
|
040 |
Вертикально сверлильная |
2А135 |
3 |
Сверло Æ6мм. 2307-0042 |
|
045 |
Плоскошлифовальная |
Плоскошлифовальный мод. 3е71081 |
3 |
Круг пл. 500*100*305 |
Стратегия маркетинга
Общеизвестно, двигателем торговли является реклама. Средства массовой информации предоставляют широчайшие возможности для доведения информации о производимом продукте до потенциальных покупателей. Рекламу своей продукции фирмы осуществляют путем выпуска рекламных проспектов. Реклама данного вида продукции может осуществляться на различных конференциях и специализированных выставках. На начальном этапе информация о продукции будет распространяться среди постоянных заказчиков. Предоставление пробной партии изделий производителям силовых машин, так же будет способствовать распространению новой технологии. В настоящий момент новые интернет технологии позволяют максимально расширить рынок сбыта.
Планирование производства
Данное изделие будет выпускаться на производственных площадях, арендуемых фирмой у “Рязанского завода счетно-аналитических машин” с использованием ресурсов от проверенных поставщиков этих заводов. Сотрудничество с заводом позволяет не только использовать его площади, но и обращаться к его поставщикам. Это обеспечивает уменьшение транспортных расходов, на доставку материалов и комплектующих. В последствии при возможной кооперации с производителями высокоточного оборудования возможно как перенесения части производства на территорию завода – потребителя нашей продукции, так и производство необходимых блоков для выпускаемой ими техники, что потребует расширения производства и увеличения мощности. Возможность работы с высококвалифицированными специалистами этого предприятия повысит качество продукции.
Все эти параметры благотворно скажутся на цене изделия.
Организационное планирование
Для изготовления данной продукции ранее необходимы бы были следующие специалисты:
инженеры
младший обслуживающий персонал;
конструктора;
основные и вспомогательные рабочие.
Персонал, необходимый для реализации плана производства состоит из одного человека (см. табл. 5.2.):
Таблица 5.2.
|
Профессия |
Разряд |
Стаж работы |
Численность |
Оплата труда на 01.01.01 гг. руб. в мес. |
|
Директор |
3г. |
1 |
6000 |
|
|
Инженер–наладчик |
3 |
2г. |
1 |
4000 |
|
Токарь-оператор |
4 |
1г. |
1 |
5000 |
|
Контролер |
3 |
5лет |
1 |
4000 |
|
Итого: |
19000 |
Предлагаемый персонал будет наниматься с требованием о высшем образовании ко всем работающим, высокой квалификации, и стажем работы не менее года с точной техникой. Возрастные рамки не накладываются, требования только к профессионализму.
Юридическое планирование
В качестве изготовителя привлекается акционерное общество. Для данного предприятия выбрана частная форма собственности, а симбиоз с государственным предприятием позволит освоиться и укрепиться на рынке технологий и это обеспечит максимальный контроль средств начального капитала. Возможное дальнейшее слияние с крупными предприятиями – партнерами позволит освоиться и укрепиться на рынке высоких технологий в России.
Финансовое планирование
Финансовое планирование рассчитывается с помощью статей расходов калькуляции. Расчет технологической себестоимости ведется по базовому и проектному вариантам обработки кольца. Определение стоимости внедрения в производство детали с вложенной в нее новой технологией включает в себя следующие расходы:
заработная плата исполнителей;
отчисления во внебюджетные фонды;
стоимость расходных материалов;
стоимость использования и обслуживания оборудования;
накладные расходы;
прочие расходы.
В статью “заработная плата исполнителей” относим заработную плату работников, непосредственно участвующих в производстве см. табл. 5.2.
Затраты по статье “отчисления во внебюджетные фонды” составляют 40% (от основной З/П + дополнительная З/П):
С>вф>=19000*0,4=7600 руб.
Затраты на сырье и основные материалы включают в себя 10-20% (+транспортные расходы) от заработной платы основных производственных рабочих, и включает расходы на закупку стальных труб-заготовок.
С>со>=19000*0.2=3800 руб.
Полуфабрикаты, комплектующие и покупные изделия составляют также 10-20% и состоят из инструментальной оснастки и средств производства.
С>пк>=19000*0.2=4560 руб.
Топливо и энергия идут на обеспечение работы и оборудования.
С>тэ>=19000*0.1=1900 руб.
Статья “На содержание, эксплуатацию оборудования” связана с амортизацией оборудования, с текущим ремонтом станков, с затратами на вспомогательные материалы для поддержания их работопригодности и составляют:
С>эо>=19000*0.05=950 руб.
На статью “накладные расходы” относят расходы, связанные с управлением и организацией работ.
С>нр>=З>исп>*К, (5.1)
где
С>нр> - накладные расходы, (руб.);
З>исп> - зарплата исполнителей, (руб.);
К - коэффициент учета накладных расходов, К=0.8.
С>нр>=19000*0,8=15200 руб.
Общезаводские расходы пойдут на обеспечение удобства работы, а также на упаковку готовой продукции, оплату труда цехового персонала (начальник цеха, экономист, нормировщик, технолог, бригадиры, вспомогательные рабочие, уборщица):
все затраты на вспомогательный материал, идущий на ремонт цеха;
затраты на амортизацию помещения цеха;
затраты на энергию;
затраты на тепло-водоснабжение;
затраты на почтово-телеграфные расходы;
затраты на телефонные расходы;
затраты на командировки;
затраты связанные с техникой безопасности и т. д.
дополнительная З/П цехового персонала и вспомогательных рабочих;
отчисление на социальные нужды.
С>ор>=19000*0.02=380 руб.
На статью “прочие расходы” относят затраты на машинное время станков:
С>пр>= С>эо> *0.1=95 руб.
Результаты расчетов сводятся в таблице 5.3.
Таблица 5.3.
|
№ |
Статьи расходов |
Обозначение |
Себестоимость |
|
|
базовая |
проектная |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Сырье и основные материалы |
С>со> |
4700 |
3800 |
|
2 |
Полуфабрикаты, комплектующие и покупные изделия |
С>пк> |
4660 |
4560 |
|
3 |
Топливо и энергия (на технологические цели) |
С>тэ> |
2350 |
1900 |
|
4 |
Заработная плата основных производственных рабочих |
З>исп> |
23500 |
19000 |
|
5 |
Отчисления во внебюджетные фонды |
С>вф> |
9400 |
7600 |
|
6 |
На содержание, эксплуатацию оборудования |
С>эо> |
1175 |
950 |
|
1 |
2 |
3 |
4 |
5 |
|
7 |
Накладные расходы |
С>нр> |
18800 |
15200 |
|
8 |
Общезаводские расходы |
С>ор> |
470 |
380 |
|
9 |
Прочие расходы |
С>пр> |
117 |
95 |
|
ИТОГО (стоимость разработки) С>раз.> |
65172 |
53485 |
Метод определения цены заключается в начислении наценки на издержки с учетом нормы рентабельности реализации изделия:
Ц=1.2* С>раз.> / N мес, (5.2)
где
N мес.- штук в месяц
Ц=1.2*53485/84=773 руб.
Базовый вариант
Базовый состав исполнителей и их заработная плата
Таблица 5.4.
|
Профессия |
Разряд |
Стаж работы |
Численность |
Оплата труда на 01.01.01 гг. руб. в мес. |
|
Директор |
3г. |
1 |
6000 |
|
|
Инженер |
3 |
2г. |
1 |
4000 |
|
Оператор-наладчик |
3 |
3г |
1 |
5000 |
|
Токарь |
2 |
1г. |
1 |
4500 |
|
Контролер |
3 |
5лет |
1 |
4000 |
|
итого: |
23500 |
Затраты по статье “отчисления во внебюджетные фонды” составляют 40% (от основной З/П + дополнительная З/П):
С>вф>=23500*0,4=9400 руб.
Затраты на сырье и основные материалы включают в себя 10-20% (+транспортные расходы) от заработной платы основных производственных рабочих, и включает расходы на закупку стальных труб-заготовок.
С>со>=23500*0.2=4700 руб.
Полуфабрикаты, комплектующие и покупные изделия составляют также 10-20% и состоят из инструментальной оснастки и средств производства.
С>пк>=23500*0.2=4660 руб.
Топливо и энергия идут на обеспечение работы и оборудования.
С>тэ>=23500*0.1=2350 руб.
Статья “На содержание, эксплуатацию оборудования” связана с амортизацией оборудования, с текущим ремонтом станков, с затратами на вспомогательные материалы для поддержания их работопригодности и составляют:
С>эо>=23500*0.05=1175 руб.
На статью “накладные расходы” относят расходы, связанные с управлением и организацией работ.
С>нр>=З>исп>*К, (5.3)
где
С>нр> - накладные расходы, (руб.);
З>исп> - зарплата исполнителей, (руб.);
К - коэффициент учета накладных расходов, К=0.8
С>нр>=23500*0,8=18800 руб.
Общезаводские расходы пойдут на обеспечение удобства работы, а также на упаковку готовой продукции, оплату труда цехового персонала (начальник цеха, экономист, нормировщик, технолог, бригадиры, вспомогательные рабочие, уборщица);
С>ор>=23500*0.02=470 руб.
На статью “прочие расходы” относят затраты на машинное время станков:
С>пр>= С>эо> *0.1=95 руб.
Результаты расчетов сводятся в таблице 5.5.
Таблица 5.5. Калькуляция себестоимости производства
|
№ |
Статьи расходов |
Обозначение |
Базовая себестоимость |
|
1 |
2 |
3 |
4 |
|
1 |
Сырье и основные материалы |
С>со> |
4700 |
|
2 |
Полуфабрикаты, комплектующие и покупные изделия |
С>пк> |
4660 |
|
3 |
Топливо и энергия (на технологические цели) |
С>тэ> |
2350 |
|
4 |
Заработная плата основных производственных рабочих |
З>исп> |
23500 |
|
5 |
Отчисления во внебюджетные фонды |
С>вф> |
9400 |
|
6 |
На содержание, эксплуатацию оборудования |
С>эо> |
1175 |
|
7 |
Накладные расходы |
С>нр> |
18800 |
|
8 |
Общезаводские расходы |
С>ор> |
470 |
|
9 |
Прочие расходы |
С>пр> |
117 |
|
ИТОГО (стоимость разработки) С>раз.> |
65172 |
Определение критического объема выпуска или “точки безубыточности”
Для определения критического объема выпуска разделим затраты в течении года на переменные и условно постоянные.
Таблица 5.6. Переменные затраты
|
№ |
Статьи расходов |
Сумма расходов в год, руб. |
Доля, % |
|
1 |
2 |
3 |
4 |
|
1 |
Сырье и основные материалы |
45600 |
10 |
|
2 |
Полуфабрикаты, комплектующие и покупные изделия |
54720 |
12 |
|
3 |
Топливо и энергия (на технологические цели) |
22800 |
5 |
|
4 |
Заработная плата основных производственных рабочих |
228000 |
50 |
|
1 |
2 |
3 |
4 |
|
5 |
Отчисления во внебюджетные фонды |
91200 |
20 |
|
6 |
На содержание, эксплуатацию оборудования |
11400 |
2 |
|
7 |
Общезаводские расходы |
4560 |
1 |
|
Итого |
458280 |
100 |
Отсюда величина переменных затрат на выпуск единицы продукции составляет:
З>перем/ед>=458280/1000=458.28 руб.
Таблица 5.7. Постоянные затраты
|
№ |
Статьи расходов |
Сумма расходов год, руб. |
Доля, % |
|
1 |
2 |
3 |
4 |
|
1 |
Накладные расходы |
182400 |
99.3 |
|
2 |
Прочие расходы |
1140 |
0.7 |
|
Итого З>пост.> |
183540 |
100 |
На основании этих данных вычисляем критический объем выпуска:
P*Q= З>пост.> + З>перем/ед>*Q, (5.4)
773*Q=183540+458.28*Q
Q=582.6 единиц продукции в год. То есть примерно 40% от предполагаемого выпуска. Построим график безубыточности:
Постоянные затраты: FC=183540 руб.
Переменные затраты: VC=458280 руб.
TC=183540+458*Q –себестоимость.
TR=773*Q – прибыль.
Оценка риска и страхование
В связи с тем, что будущее производство будет проходить на территории уже функционирующих производств завода Красный Пролетарий с использованием ресурсов от поставщиков этих заводов, риск о возможных проблемах с поставками – минимален. Оборудование предполагается застраховать в “ИНГОССТРАХЕ”, который предоставляет определенные скидки на свои услуги развивающимся частным предприятиям. Риски, связанные с опасностью от пожара и других чрезвычайных ситуаций, предусматривается компенсировать страховкой оборудования и здоровья персонала.
пожары по любой причине;
залив, взрыв, стихийное бедствие;
умышленное противоправное уничтожение или повреждение третьими лицами, падение летательных аппаратов и их частей
изменение международных цен и т.д.
Была выбрана комплексная программа страхования, что позволило получить 40% скидку и дополнительные льготы.
Стратегия финансирования
Фирма берет кредит в “Московском Индустриальном Банке”, под залог имущества. Срок кредита составляет 5 лет, а процентная ставка 28% годовых.
Для реализации данного проекта необходимы денежные средства в сумме 30000 рублей, источник этой суммы – льготный кредит от коммерческого банка.
Срок полного возврата вложенных средств с учетом банковской кредитной ставки – 24 месяца.
Получаемый доход планируется направить на дальнейшие разработки, а также на обновление информации в существующем программном обеспечении.
Расчет годового экономического эффекта
Годовой экономический эффект определяется по формуле
 (5.5)
(5.5)
где
Э>г> – годовой экономический эффект (руб.)
Ц>б,> Ц>пр >– цена ед. изделия (руб.)
В>б>,В>пр> – производительность по базовому и предлагаемому вариантам
Р>б>,Р>пр> – величина обратная сроку службы по базовому и предлагаемому вариантам.(лет)
И>б>,И>пр> –эксплуатационные расходы по базовому и предлагаемому вариантам.(руб.)
К>б>,К>пр> –капитальные вложения.
Е>н> – нормативный коэффициент эффективности кап. вложений.(=0.25)
N>г> – годовой выпуск деталей.
Себестоимость обработки по обоим вариантам равна:
С>раз.баз.> = 80700 руб.
С>раз. пр..> = 53485 руб.
Э>г>= (((1150*250):15.25)-773)*1000=18 млн. руб.
Данный частный годовой экономический эффект полученный в результате автоматизации процесса обработки “кольца” показывает, что внедрение автоматизации позволило сократить расходы на производство детали, увеличить скорость окупаемости производства (на седьмом месяце пойдет процесс получения прибыли), сократить количество основных рабочих на производстве за счет более профессиональных. А также получение годового эффекта, при полной загрузке оборудования, в размере до 18 млн. руб.
Список использованных источников
В.А. Лизогуб “Проектирование шпиндельных узлов, направляющих и механизмов подач металлорежущих станков и станочных комплексов” М., МИП, 1992г.
“Металлорежущие станки”- методическое указание по курсовому проектированию. Альбом чертежей для студентов специальности 0501 М. ВЗМИ 1984г.
В.А. Лабунцов “Энергетическая электроника” М. “Энергоатом издат” 1987г.
В.В. Москаленко “Энергетический привод”. М. “Высшая школа”1991г.
В.А. Лизогуб “Несущие системы и шпиндельные узлы” пособие М., ВЗМИ, 1977г
Е.А. Чернов, В.П. Кузьмин “Комплектные электроприводы станков с ЧПУ”, Горький, “Волго-Вятское издательство”, 1989г
В.Н. Степанов, В.Ч. Полещук “Электрические машины технических систем” уч. пособие М. 1995г.
В.Н. Цыпленков “Выбор электропривода технических систем” уч. пособие, М., 1995г.
Ю.В. Новиков, О.А. Калашников “Разработка устройств сопряжения”, М., “Эком”, 2000г.