Керамические строительные материалы и изделия
Керамические строительные материалы и изделия
Содержание:
1. КЛАССИФИКАЦИЯ И ОБЩИЕ СВОЙСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИИ 1
1.1. КЛАССИФИКАЦИЯ КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ 1
1.2. ОБЩИЕ СВОЙСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И 2
ИЗДЕЛИЙ 2
2. ВИДЫ И ХАРАКТЕРИСТИКИ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ 5
3. ТЕХНОЛОГИЯ КИРПИЧА, ИЗГОТОВЛЯЕМОГО СПОСОБОМ ПОЛУСУХОГО ПРЕССОВАНИЯ 6
3.1. Приготовление пресс-порошка. 6
3.2.Прессование изделий из керамических порошков. 9
3.3. Сушка спрессованного сырца. 14
3.4. Обжиг спрессованного сырца. 14
3.5. Resume 17
1. КЛАССИФИКАЦИЯ И ОБЩИЕ СВОЙСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИИ
1.1. КЛАССИФИКАЦИЯ КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Керамические изделия обладают различны ми свойствами, которые определяются составом исходного сырья, способами его переработки, а также условиями обжига—газовой средой, температурой и длительностью. Материал (т.е. тело), из которого состоят керамические изделия, в технологии керамики именуют керамическим черепком.
Строительные керамические изделия классифицируют по структуре керамического черепка и по их конструктивному назначению в отдельных элементах зданий и сооружений.
По структуре черепка различают изделия с пористым и со спекшимся черепком, а также изделия грубой и тонкой керамики. Пористыми в технологии керамики условно считают изделия, у которых водопоглощение черепка превышает 5%, обычно такой черепок пропускает воду. Спекшимся считают черепок с водопоглощением ниже 5%; как правило, он водонепроницаем.
У изделий грубой керамики черепок имеет в изломе зернистое строение (макронеоднородный). Большинство строительных керамических изделий — строительный кирпич, черепица, канализационные трубы и др. — являются изделиями грубой керамики.
У изделий тонкой керамики излом черепка имеет макрооднородное строение. Он может быть пористым, как, например, у фаянсовых облицовочных глазурованных плиток, и спекшимся (плитки для полов, кислотостойкий кирпич, фарфоровые изделия). Изделия со спекшимся черепком с водопоглощением ниже 1 % называют каменными керамическими. Если при этом черепок обладает еще и просвечиваемостью, то его называют фарфором.
По конструктивному назначению различают следующие группы керамических строительных материалов и изделий:
стеновые изделия—кирпич, керамические камни и панели из них;
фасадные изделия—лицевой кирпич, различного рода плитки; архитектура-художественные детали, наборные панно;
изделия для внутренней облицовки стен—глазурованные плитки и фасонные детали к ним (карнизы, уголки, пояски);
плитки для облицовки пола;
изделия для перекрытий (балки, панели, специальные камни);
кровельные изделия—черепица;
санитарно-строительные изделия—умывальные столы, унитазы, ванны;
дорожные изделия—клинкерный кирпич;
изделия для подземных коммуникаций — канализационные и дренажные трубы;
теплоизоляционные изделия (керамзитокерамические панели, ячеистая керамика, диатомитовые и шамотные легковесные изделия);
заполнители бетонов (керамзит, аглопорит).
1.2. ОБЩИЕ СВОЙСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
К керамическим материалам предъявляются различные требования соответственно тем воздействиям, которые они испытывают при использовании их в строительстве. В связи с этим необходимо знать основные свойства керамического материала и пути их регулирования в процессе изготовления различных керамических изделий.
Водопоглощение керамических материалов характеризует количественную величину их пористости и соответственно степень спекания, которая в свою очередь влияет на многие рабочие свойства изделий строительной керамики: морозостойкость, паро- и воздухопроницаемость, сцепление с раствором, загрязняемость и др. Диапазон этого показателя для изделий строительной керамики в зависимости от их вида и назначения довольно велик—от 1—30%.
Предел прочности при сжатии R>cж> керамических материалов зависит от их состава и структуры и уменьшается с увеличением размера образца. Наиболее важное значение R>сж> имеет для изделий стеновой керамики, которые воспринимают большие нагрузки в зданиях и сооружениях. По этому показателю стеновые изделия маркируют, принимая за марку среднюю величину по результатам испытания пяти образцов.
Для изделий строительной керамики R>сж> находится в пределах 7,5—70 МПа.
 Между
прочностью керамического материала
R>cж>
и его объемной массой g
прослеживается зависимость, имеющая
вид кубической параболы:
Между
прочностью керамического материала
R>cж>
и его объемной массой g
прослеживается зависимость, имеющая
вид кубической параболы:
а между прочностью пустотелых изделий R`>сж> и их объемной массой (брутто) g` отмечается зависимость вида квадратичной параболы (рис. 66)

Предел прочности при сжатии пустотелых изделий определяют с учетом их «рабочего» положения в стене.

Общую разрушающую нагрузку делят на площадь брутто.
Предел прочности при изгибе керамических материалов R>из> зависит от тех же факторов, что и R>cж>, с той лишь разницей, что здесь структура материала оказывает более резкое влияние на его сопротивляемость изгибу. Так, например, кирпич полусухого прессования имеет меньшую величину предела прочности при изгибе, чем кирпич пластического формования, изготовленный из тех же глин, хотя R>cж> последнего ниже, чем у кирпича полусухого формования.
Предел прочности при изгибе регламентируется ГОСТами для кирпича, поскольку в стене он испытывает не только сжимающие, но и изгибающие нагрузки, вследствие неровностей своей поверхности. Этот показатель регламентируется и для некоторых других керамических изделий. По нему также судят об относительной прочности испытуемого материала и используют его как косвенный показатель для характеристики некоторых других свойств глинистого сырья и обожженных изделий (связность, связующая способность, термостойкость)
Для керамических материалов R>из> находится в пределах 0,7—5 МП а.
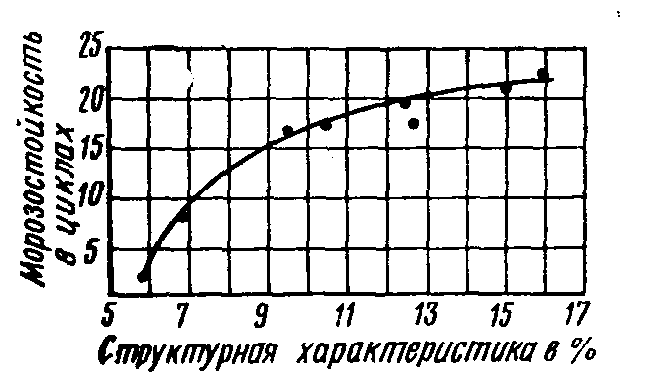
Морозостойкостью называют способность материала в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание без признаков разрушения и без значительного понижения прочности. Показателем морозостойкости является количество теплосмен, которое выдерживает материал без признаков разрушения.
Обстоятельные исследования по влиянию грануло-метрии пор на морозостойкость керамических материалов выявили следующие положения:
все поры в керамическом материале (с точки зрения морозостойкости) могут быть разделены на три категории: опасные, безопасные и резервные;
опасные поры заполняются водой при насыщении на холоду. В них она удерживается при извлечении материала из воды и замерзает при температуре от —15 до —20° С. Диаметр этих пор от 200 до 1 мк для глиняного кирпича пластического прессования, от 200 до 0,1 мк для глиняного кирпича полусухого прессования;
безопасные поры при насыщении на холоду водой не заполняются, либо заполнившая их вода не замерзает при указанных температурах. Это обычно мелкие поры. Заполняющая их вода становится по существу пристеночной адсорбированной влагой, имеющей свойства почти твердого тела и температуру замерзания существенно ниже (—20° С);
резервные поры при насыщении на холоду полностью заполняются водой, но из них при извлечении образца из насыщающего сосуда вода частично вытекает вследствие малых капиллярных сил. Это крупные поры диаметром более 200 мк.
Согласно этим исследованиям, керамический материал будет морозостойким, если в нем объем резервных пор достаточен для компенсации прироста объема замерзающей воды в опасных порах.
Алгебраически это условие выражают (в %) формулой

где С—структурная характеристика материала; V>р> и V>оп>– объем пор соответственно резервных (размером более 200 мк) и опасных.
Экспериментальная кривая зависимости морозостойкости полнотелого кирпича от его структурной характеристики (рис. 67) показывает, что при С<9% кирпич
является неморозостойким. Пустотелые изделия морозостойки при С>6.
Морозостойкость определяет долговечность керамических материалов при их службе в условиях воздействия на них внешней среды. Поэтому требования морозостойкости регламентированы ГОСТами для стеновых фасадных, кровельных и некоторых других изделии строительной керамики.

Теплопроводность керамических материалов зависит от их объемной массы (рис. 68, а), состава, вида и размера пор и резко возрастает с увеличением их влажности (рис. 68, б), так как теплопроводность воды [l=0,58 Вт/(м-град)] выше теплопроводности воздуха

[l=0,029 Вт/(м-град)] в 20 раз. Замерзание воды в порах материала ведет к дальнейшему резкому возрастанию его теплопроводности, поскольку теплопроводность льда [l=2,33 Вт/(м-град)] больше теплопроводности абсолютно плотного керамического черепка l= =1,163 Вт/(м-град) примерно в 2 раза, больше теплопроводности воды в 4 раза и больше теплопроводности воздуха в 80 раз.
Паропроницаемость действующими Гостами и ТУ не регламентирована. Однако в некоторых случаях она влияет на долговечность строительных конструкций.
Низкая паропроницаемость стеновых материалов может явиться причиной потения внутренней поверхности стен, особенно в зданиях с повышенной влажностью воздуха. По экспериментальным данным, коэффициент паропро-ницаемости плиток полусухого прессования с водопоглощением 8,5; 6,5 и 0,25% соответственно равен 0,155; 0,0525; 0,029 г/(м.ч.Па).

В многослойных стенах неодинаковая газопроницаемость отдельных слоев стены может вызвать накопление влаги в ее толще, последующее ее замерзание и отслаивание части стены (рис. 69). По этой причине не вполне надежна сквозная фасадная облицовка стен глазурованными плитками, обладающими низкой газопроницаемостью [52].
. ВИДЫ И ХАРАКТЕРИСТИКИ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
К стеновым керамическим изделиям относят глиняный строительный кирпич и керамические камни.
Согласно ГОСТ 530—71, кирпич глиняный обыкновенный представляет собой искусственный камень, имеющий форму параллелепипеда размером 250Х120Х65 мм, изготовленный из глины с добавками или без них и обожженный. Допускается также изготовление полуторного кирпича толщиной 88 мм с технологическими пустотами и массой не более 4 кг. Практически его изготовляют очень редко.
Все керамические изделия конструктивного назначения, имеющие размеры больше кирпича, называют керамическими камнями.
Кирпич является одним из наиболее древних искусственных строительных изделий. Его «возраст» составляет примерно 5000 лет, и до сего времени он продолжает сохранять значение одного из основных стеновых материалов. Его доля в общем балансе стеновых материалов составляет около 40%.
Рис. 70. Виды керамических стеновых изделий
а — обыкновенный кирпич; б — дырчатый кирпич с круглыми пустотами; в—щелевой камень; г—готовый камень НИИСтройкерамики с ромбовидными пустотами для панелей; д — щелевой камень ВНИИСТРОМа для панелей

3. ТЕХНОЛОГИЯ КИРПИЧА, ИЗГОТОВЛЯЕМОГО СПОСОБОМ ПОЛУСУХОГО ПРЕССОВАНИЯ
Основным признаком полусухого прессования керамических изделий является формование их из порошков путем компрессионного прессования под значительным Удельным давлением 15—40 МПа.
Технологический процесс изготовления изделий этим способом включает следующие группы операций: карьерные работы, приготовление пресс-порошка, прессование, сушку и обжиг изделий. Карьерные работы не имеют в этом случае какой-либо специфики и выполняются соответственно горно-эксплуатационным условиям месторождения глин.
3.1. Приготовление пресс-порошка.
Керамическими пресс-порошками называют высококонцентрированные (мало влажные) дисперсные глинистые системы, не обладающие связностью. Отсутствие связности обусловливавливает наиболее характерное свойство порошков—их сыпучесть, т. е. псевдотекучесть в исходном состоянии. Ее характеризуют скоростью истечения порошка под действием собственной массы через отверстие определенного диаметра. Глиняные порошки должны иметь заданный зерновой (грапулометрический) состав и влажность, должны обладать однородной пофракционной влажностью и содержать минимальное количество пылевидной фракции. Все эти характеристики влияют на прессусмость порошка — его способность к максимальному уплотнению при минимальном давлении с образованием при этом изделий, обладающих однородной плотностью, минимальным упругим расширением и отсутствием трещин расслаивания.
Керамические порошки готовят сушнлыю-помольным и шликерным способами.
При сушильно-помольном способе глину подвергают последовательно грубому дроблению, сушке, помолу просеву и увлажнению. Дробят глину на дезинтеграторных вальцах, а сушат в сушильных барабанах прямотоком, так как при противотоке возникает опасность сильного перегрева глины, частичной ее дегидратации, и большой потери пластических свойств. Температура газов t>1>, поступающих в барабан, составляет обычно 600—800°С. Снижение t>1 >обеспечивает более однородную пофракционную влажность, но уменьшает производительность барабана. Повышение t>1 >сверх указанного предела нецелесообразно, так как оно приводит к дегидратации мелкой фракции глины и обусловливает быстрый выход из строя входной секции барабана. Нормальная температура отходящих газов t>2> должна быть 110—120 °С. Резкое повышение t>2> свидетельствует о перересушке глины. Температура глины, выгружаемой из сушильного барабана, составляет 60—80 °С. Конечная влажность 9—11%.
При прохождении глины через барабан изменяется ее гранулометрический состав. Мелкие фракции, быстро высыхая, истираются до пылевидного состояния, а крупные куски, распариваясь, слипаются и окатываются в крупные комья. Это обусловливает большую влажностную неоднородность высушенной глины, затрудняющую работу помольных машин. Так, при средней влажности 8,5—12% влажность наиболее крупных кусков достигает 15,5—19%. К тому же и в пределах одного куска отмечается значительный перепад влажности. Некоторое повышение равномерности сушки достигается устройством цепных завес в сушильных барабанах, которые частично измельчают глину, создавая тем самым условия для более равномерной ее сушки. Но даже и с наличием цепных завес сушильный барабан нельзя считать достаточно совершенным в технологическом отношении агрегатом.
Для помола глины в производстве кирпича применяют корзинчатые дезинтеграторы. Они работают устойчиво при влажности глины не выше 10%. При более высоком влажности глина налипает па кожух и на пальцы дезинтеграторов. При наличии в глине каменистых включений пальцы корзин быстро изнашиваются и их необходимо менять через 200—300 ч работы.
Тонина помола зависит от частоты вращения корзин дезинтегратора, расстояния между пальцами и влажности глины. Выход мелких фракций возрастает с увеличением частоты вращения корзин и уменьшением расстояния между пальцами. С повышением влажности глины возрастает количество крупных фракций. Так, например, при влажности 10% сумма крупных фракций (остаток на сите 25 отв. на 1 см2) составляет 96%, а при влажности 6% — всего лишь 66%.
Из дезинтеграторов получают рыхлый порошок малой объемной массы, что затрудняет прессование из него изделий.
Просеивают глину для отделения крупных зерен порошка. Для этого используют струнные сита, барабанные грохоты (бураты), качающиеся и вибрационные сита. На струнных ситах можно отделять только очень крупные куски глины, так как расстояние между сильно натянутыми струнами значительно изменяется вследствии их изгибания.
При подготовке пресс-порошков не всегда удается после помола получить порошок с влажностью, необходимой и достаточной для прессования. Чтобы обеспечить производительную работу помольных машин и необходимую тонину помола, приходится иногда сушить и молоть глину при влажности несколько ниже прессовочной, а затем порошок вновь увлажнять. Такое увлажнение осуществляют распылением воды в глиномешалках или паром в специальных аппаратах.
Основное требование, которое предъявляют к увлажняющему аппарату, сводится к тому, чтобы при увлажнении порошка глины не образовались комочки переувлажненного материала, так называемой «изюм». Для этого воду подают в тонко распыленном состоянии, а весь материал при этом перемешивают. Хорошие результаты получаются при увлажнении глины во взвешенном состоянии, т. е. в момент, когда она выходит из бункера в смеситель. При увлажнении глиняного порошка паром качество кирпича намного улучшается: не появляются трещины расслаивания, возрастают прочность и морозостойкость.
Во всех возможных случаях необходимо избегать повторного увлажнения глиняного порошка, так как добиться при этом равномерной влажности его весьма трудно по следующим причинам: в высушенном порошке крупные зерна являются влажными, а мелкие—более сухими. Влажная поверхность имеет всегда более низкую температуру, чем сухая. Поэтому пар в первую очередь конденсируется на более холодной влажной поверхности крупных кусочков глины. Мелкая ее фракция, наиболее сухая, или совсем не увлажняется, или увлажняется в меньшей мере, в результате чего пофракционная влажность порошка не только не выравнивается, но иногда даже возрастает.
Для выравнивания влажности подвергают порошок вылеживанию в бункерах. Однако этот процесс протекает довольно медленно. В течение суток практически выравнивание влажности достигается в пределах одного зерна, а между отдельными зернами оно еще не наступает вследствие относительно небольшой контактной поверхности между ними. Кроме того, увлажнение поверхности зерен порошка снижает его сыпучесть, что в последующем затрудняет его хранение в бункерах и транспортирование. Поэтому процесс вылеживания порошка следует считать полезным, улучшающим его прессовочные свойства, но нужно стремиться осуществлять этот процесс по возможности без предварительного увлажнения порошка.
Оптимальная влажность порошка зависит от приложенного прессового давления. Экстремум на кривой «объемная масса прессовки — влажность» соответствует оптимальной влажности при данном давлении. Пониженная (против оптимальной) влажность обусловит сухой контакт частиц порошка, повышенное внутреннее трение и пониженную плотность прессовки, а превышение оптимальной влажности—образование водных пленок между прессуемыми частицами и исключит их непосредственное контактирование, что в конечном счете также понизит плотность прессовки.
При шликерном способе подготовки пресс-порошка глину в глиноболтушках распускают горячей водой в шликер влажностью 40—45%. Затем его под давлением 0,25 МПа накачивают для отделения каменистых включений в дуговые сита, откуда очищенным он сливается в открытые шламбассейны вместимостью 2500 или 6000 м3, оборудованные крановыми мешалками. В них также поступает для барботажа компрессорный воздух. Из шламбассейна шликер насосом подают в распылительную сушилку, откуда порошок с влажностью 10% поступает через контрольное сито в расходные бункера.
Шликерный способ имеет большие преимущества перед сушильно-помольным. При нем в одном агрегате— распылительной сушилке — совмещаются процессы сушки и грануляции глины, резко улучшаются условия производственного комфорта, процесс может быть автоматизирован.
Пресс-порошок, полученный в распылительных сушилках, обладает большой влажностной однородностью, практически не содержит пылевидной фракции, по гранулометрическому составу приближается к монофракционному, из него при прессовании легко удаляется воздух, вследствие чего порошок равномерно пропрессовывается при более низких давлениях. Свойства его стабильны благодаря полной автоматизации процесса.
Новые заводы полусухого прессования кирпича строятся только на основе шликерного способа подготовки пресс-порошка.
3.2.Прессование изделий из керамических порошков.
Теория полусухого прессования изучает закономерности, определяющие свойства спрессованного сырца (прессовок) в зависимости от свойств пресс-порошка и условий его прессования.
Керамические порошки представляют собой трехфазную систему, состоящую из твердой минеральной части, жидкой фазы — воды и воздуха. Для получения высокоплотного спрессованного полуфабриката из пластичных масс целесообразно использовать порошки типа монофракционных с выбором конечного давления, обеспечивающего полное устранение расположенных между частицами свободных промежутков за счет пластической деформации частиц.
Начало прессования керамического порошка сопровождается его уплотнением за счет смещения частиц относительно друг друга и их сближения. Это является первой стадией уплотнения. При этом происходит частичное удаление воздуха из системы.
Следующая (вторая) стадия уплотнения характеризуется пластической необратимой деформацией частиц. При этом увеличивается контактная поверхность между частицами. Одновременно с этим уплотнение каждой элементарной частицы сопровождается выжиманием влаги из ее глубинных слоев на контактную поверхность частицы. Оба эти фактора обусловливают возрастание сцепления между частицами. Вода вместе с содержащимися в ней глинистыми коллоидами цементирует крупные частицы прессовки, а с увеличением контактной поверхности возрастает эффект такой цементации. В этой стадии уплотнения может иметь место защемление и упругое сжатие воздуха, который не успел удалиться из порошка.
В третьей стадии уплотнения наступает упругая деформация частиц. Такие деформации наиболее вероятны для тонких удлиненных частиц в виде игл и пластинок, которые могут изгибаться по схеме зажатой консоли или балки, опирающейся на две опоры.
Последняя стадия уплотнения сопровождается хрупким разрушением частиц, при котором прессовка получает наибольшее уплотнение и наибольшее сцепление вследствие сильного дальнейшего развития контактной поверхности. Для осуществления хрупких деформаций требуется очень большое давление, которое при полусухом прессовании большинства керамических изделий практически не достигается .
После прекращения действия прессующего усилия и освобождения изделия из формы происходит его упругое расширение, достигающее в отдельных случаях 8%. Упругое расширение не дает возможности получать прессовки с максимальной плотностью и является причиной образования других пороков изделий, спрессованных из порошков.
Причинами упругого расширения могут быть обратимые деформации твердых частиц, расширение запрессованного воздуха, а также адсорбционное расклинивание контактов влагой, выжатой при прессовании из контактных поверхностей в более крупные поры.
Суммарный эффект уплотнения характеризуется коэффициентом сжатия К>сж>:

где Н—высота засыпки порошка в форму пресса; h—высота полученной прессовки.
Разницу между высотой засыпанного в форму порошка и высотой полученной прессовки называют «осадкой» (рис.97).
Зависимость коэффициента сжатия от величины прессового давления выражают уравнением прессования. Для глиняных грубозернистых порошков наиболее удовлетворительное совпадение с опытом дает уравнение вида

где Р—величина прессового давления; а и n—константы, определяемые экспериментом.
Графическую зависимость между осадкой и удельным давлением прессования изображают в виде компрессионной кривой. Она является основной характеристикой деформативных свойств (прессуемости) порошка. Компрессионные кривые некоторых порошков приведены на рис. 98. Из графика видно, что с увеличением удельного давления и влажности осадка возрастает.

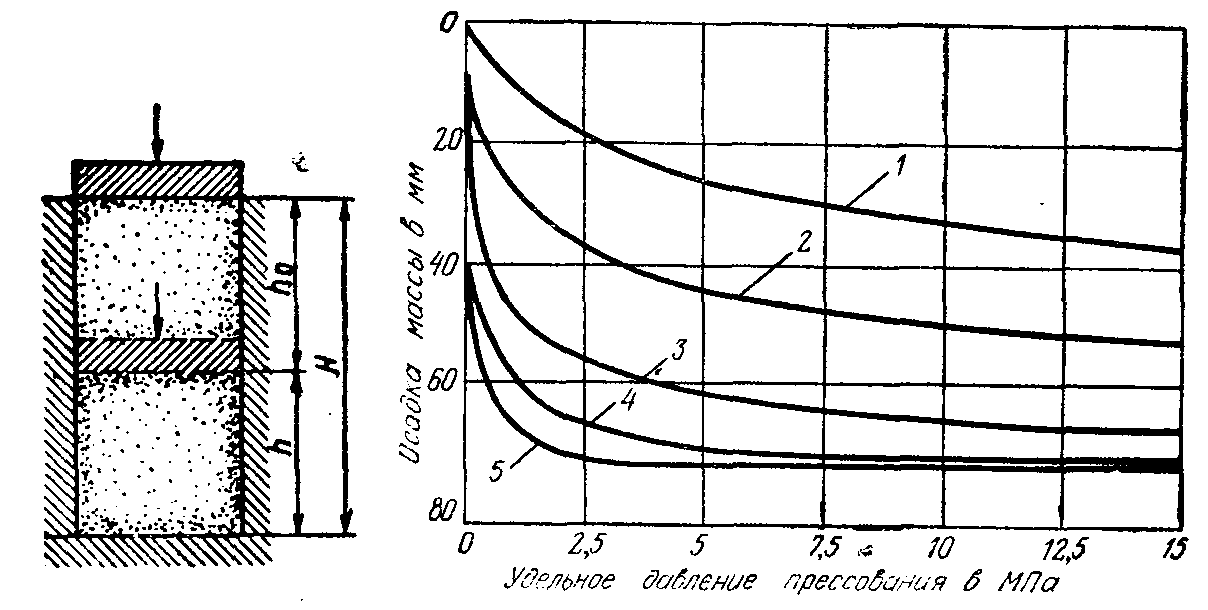
Рис. 97. Схема к определению понятия «осадки»
По мере возрастания давления осадка сначала интенсивно развивается, затем начинает затухать и при достижении некоторого давления, характерного для каждого порошка с данными свойствами, почти полностью прекращается. Это указывает на то, что для каждого порошка с присущими ему прессовочными свойствами существует определенное давление, превышать которое не имеет смысла, так как за его пределами дальнейшего уплотнения прессовки почти не происходит.
Прессовое давление, приложенное к штампу, затухает в направлении толщины изделия. Закон распределения давления по толщине прессуемого изделия выражается уравнением

где Р>Н>– давление на расстоянии Н от пуансона; Р>0>– давление у пуансона; R–гидравлический радиус прессовки
Перепады давления и плотности по толщине прессовки могут быть снижены пластификацией порошков повышением влажности (технологической связки), введением ПАВ, смазывающих веществ и подогревом пресс-формы. Эти же мероприятия снижают неравноплотность в горизонтальных направлениях.
На равноплотность прессовки очень большое влияние оказывает режим прессования. По направленности прессовых усилий различают прессование одностороннее (рис.99,а) и двусторонние (рис.99,б), по кратности их приближения– однократное и многократное прессование, по интенсивности приложения—ударное и плавное прессование.
Двухстороннее прессование уменьшает степень неравноплотности прессовки, поскольку путь необходимого перемещения штампа, т. е. величина Н в уравнениях (92) и (93), сокращается вдвое. Поэтому современные прессы изготовляют с двухсторонним прессованием даже для формования сравнительно тонких изделий.
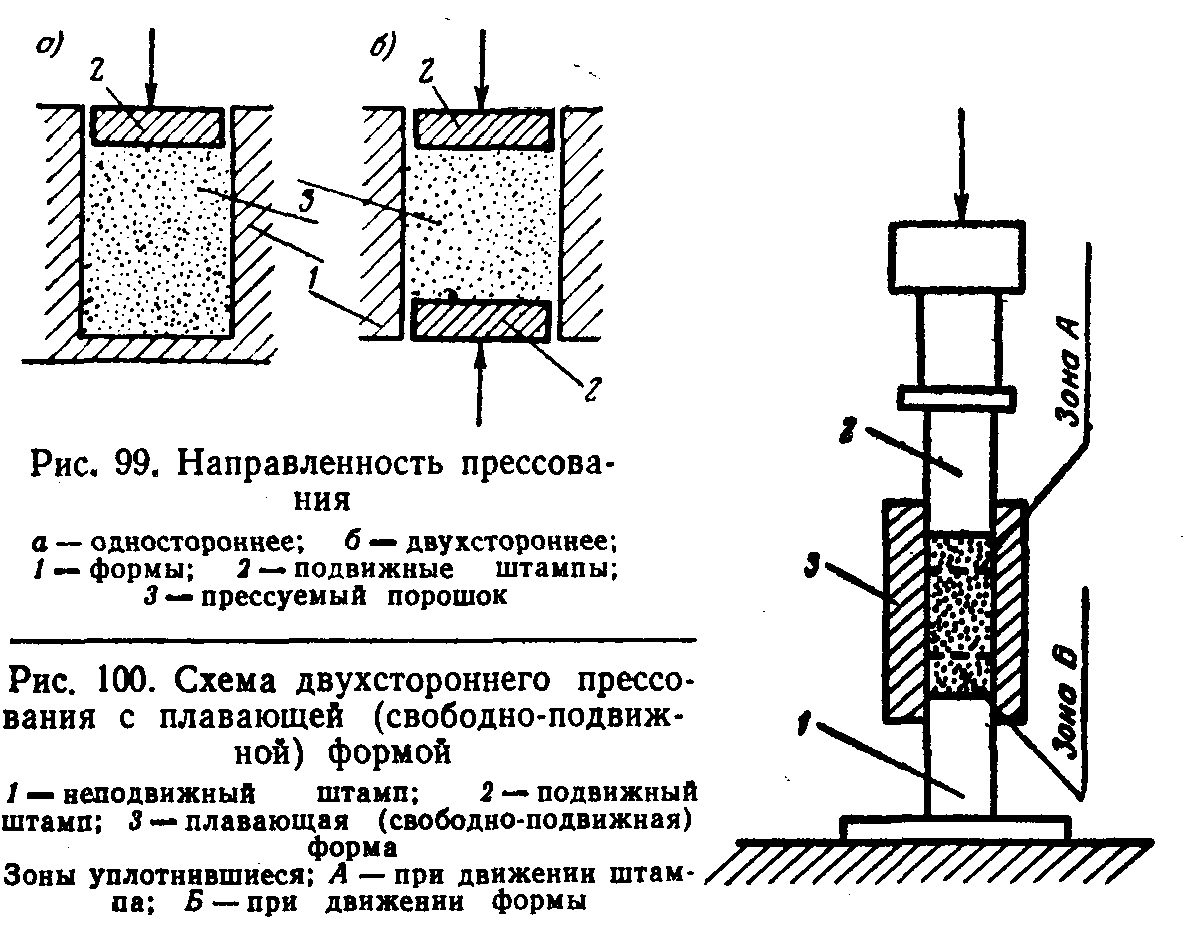
На рис. 99, б показана схема двухстороннего прессования, осуществляемого при помощи двух подвижных штампов. Но двухстороннее прессование может быть также при одном подвижном штампе и плавающей (свободно-подвижной) форме, как это показано на рис. 100. В этом случае нижний штамп неподвижен, а форма может перемещаться относительно штампов, для которой они являются направляющими.
При многократном (ступенчатом) прессовании чередуются между собой стадии нагрузки, когда штамп давит на порошок, со стадиями разгрузки, когда штамп несколько приподнимается и прессовка освобождается от прессующего давления.
Факторы, определяющие качество прессовки, в значительной степени зависят от длительности приложения прессующей нагрузки. Наихудшие результаты получаются при ударном прессовании, наилучшие—при плавном приложении нагрузки. При этом увеличивается плотность прессовки, возрастает ее равноплотность, снижается упругое последействие и воздух наиболее полно удаляется из прессуемого порошка.
Для изделий, спрессованных из порошков, характерными являются так называемые трещины расслаивания. Они возникают на боковых поверхностях прессовки, перпендикулярно направлению прессующего усилия (рис. 102), и выводят изделия в брак. В производственном обиходе их возникновение объясняют обычно «пере-
 Рис.
102. Трещины
расслаива-ния в изделиях полусухого
прессования
Рис.
102. Трещины
расслаива-ния в изделиях полусухого
прессования
прессовкой» изделия, что указывает на чрезмерно большое прессовое давление, которое якобы и является причиной их возникновения. Однако в действительности механизм их возникновения гораздо сложней. Непосредственной, ближайшей причиной возникновения трещин расслаивания является упругое расширение прессовки. Расширение является деформацией, а всякая деформация происходит в результате действия каких-то сил. Природа этих сил, возникающих в спрессованном изделии и вызывающих его упругое расширение, объясняется отдельными авторами по-разному. Чаще всего их возникновение объясняют упругим расширением запрессованного воздуха (первый фактор) и упругим сжатием самой формы (второй фактор), в которой прессуется изделие. Оба эти фактора, несомненно, играют определенную роль в возникновении трещин расслаивания. Но, кроме того, в работе серией оригинальных опытов было показано, что в действительности отдельные участки прессуемого изделия при одном и том же коэффициенте сжатия и при одном и том же общем прессовом давлении получают неодинаковое уплотнение и стараются сместиться в отношении друг друга. В силу этого в изделии возникает «барический рельеф» (третий фактор), соответствующий различным давлениям и смещениям, которые испытывали отдельные участки изделия во время его прессования. Напряжения этих смещений и являются зародышами трещин расслаивания.
В соответствии с изложенными представлениями для предотвращения трещин расслаивания рекомендуется применять порошки с возможно большей однородностью зерен по их крупности и, во всяком случае, с удалением из порошка более крупных зерен, оказывающих наибольшее сопротивление сжатию. Повышение влажностной однородности порошка также будет снижать его склонность к образованию трещин расслаивания, так как сопротивление порошка сжатию зависит не только от его гранулометрического состава, но и от его влажности.
Влияние барического рельефа на образование трещин расслаивания не исключает участия в их образовании и запрессованного воздуха, что было подтверждено специальными исследованиями, которыми было установлено, что не весь воздух, содержащийся в порошке, вытесняется из него при прессовании. Подавляющее большинство воздухопроводящих каналов в периферийной части прессовок закрывается при сравнительно низких давлениях—0,5 МПа при влажности порошка 10% и 5 МПа при влажности 8—10%. Коэффициент запрессовки воздуха в порошке К>з.в>> >— доля запрессованного воздуха в общем его объеме в порошке при прессовании тонкозернистых глинистых порошков—находится в пре2 делах 0,37—0,715. Возрастание скорости прессования (переход от гидравлических прессов к рычажным) увеличивает Кз.в на 20—50%.
Увеличение влажности порошка повышает внутреннее давление запрессованного в нем воздуха. Давление его внутри прессовки (при W =10—12%) достигает почти 10 МПа, в то время как при влажности порошка 6—8% давление запрессованного воздуха не превышает 2 МПа. Высокое давление воздуха во влажных порошках приводит к возникновению в прессовках растягивающих напряжений и как следствие к образованию трещин расслаивания. В связи с этим некоторые специалисты рекомендуют прессовать кирпич из порошков пониженной влажности (7—8%), но при более высоких давлениях— 40 МПа.
При медленном прессовании запрессованный воздух более равномерно распределяется в прессуемом порошке, в результате чего предотвращается образование отдельных, более опасных зон, в которых усилия превышают прочность прессовки в момент конца ее сжатия.
Грубозернистые отощенные порошки обладают меньшим К>з.в>= 0,303— 0,57; интервал давлений, в которых происходит вытеснение воздуха, растянут у них до 10 МПа, упругое расширение у них ниже—не превышает 4,5%. Поэтому упругое расширение в момент снятия давления у таких порошков почти не происходит и, следовательно, процесса расслаивания не наблюдается.
Четвертым фактором, обусловливающим упругое расширение прессовки, являются упругие деформации плоских глинистых частиц. Поэтому склонность к расслаиванию прессовок возрастает с увеличением содержания глинистой части в порошке.
Для полусухого прессования строительного кирпича серийно изготовляют пресс СМ-01, который является рычажным прессом двухстороннего ступенчатого прессования.
Особенностью этого пресса является то, что подвижные штампы у него только верхние, а двухстороннее прессование они осуществляют при помощи плавающей формы, которая является «манжетом» для нижних неподвижных штампов. Пресс отличается хорошим запасом прочности, в силу чего он работает устойчиво. На некоторых действующих заводах продолжают еще работать прессы СМ-198 (АМ-11), а также СМ-143. Последние выпускают для производства шамотного кирпича и по режиму прессования мало пригодны для нешамоти-рованных глинистых порошков.
3.3. Сушка спрессованного сырца.
На кирпичных заводах полусухого прессования, построенных до 1950 г., сушка сырца в обособленных искусственных сушилках отсутствовала. На этих заводах он досушивался в зоне подготовки кольцевой печи. В них процесс досушки практически нерегулируем, что приводит к снижению качества кирпича и к повышенному выходу брака. На заводах, построенных в 1950—1955 гг., спрессованный сырец сушат в туннельных сушилках на печных вагонетках. Длительность сушки 16—24 ч. Конечная влажность 4—6%. Теплоносителями являются горячий воздух, отбираемый из зоны остывания туннельных печей, а также их отходящие газы. Начальная температура теплоносителя 120— 150° С.
3.4. Обжиг спрессованного сырца.
При обжиге сырца, спрессованного из порошкообразной массы, приходится учитывать своеобразие его структуры, ибо механизм образования керамического черепка у изделий пластического и полусухого прессования неодинаков. Рассмотрим различие этого механизма для случая легкоплавких глин. Структуру свежесформованного сырца пластического формования, т. е. структуру пластичного глиняного теста, в самом схематическом приближении можно представить следующим образом (рис. 103, а). Отдельные агрегированные кусочки глины, а главным образом их тощая составляющая часть — кварцевый песок, распределены более или менее равномерно в суспензии коллоидной фракции 1 глины. Дисперсионной средой этой суспензии является водный раствор растворимых солей, содержащихся в глине, а дисперсной фазой—находящаяся в этом растворе во взвешенном состоянии коллоидная фракция глинистых минералов. Эта суспензия наполнена более крупными частицами кварца 2 и агрегированными, не распустившимися в воде кусочками глины, которые являются как бы «заполнителями» этой суспензии.
Во
время сушки, по мере испарения из сырца
влаги, зерна заполнителя сближаются
между собой, контактируясь в отдельных
точках и гранях, и образуют таким образом
скелет высушенного изделия. Суспензия,
высыхая, осаждает на скелете свою
коллоидную фракцию. Таким образом, зерна
заполнителя оказываются покрытыми
сплошной «обмазкой» 3
из коллоидной фракции глины (рис.
103, б).
Эта обмазка является наиболее легкоплавкой
частью всей керамической массы, так как
в ее составе находятся растворимые
соли, имеющие наиболее низкие
эвтектические температуры. Важным
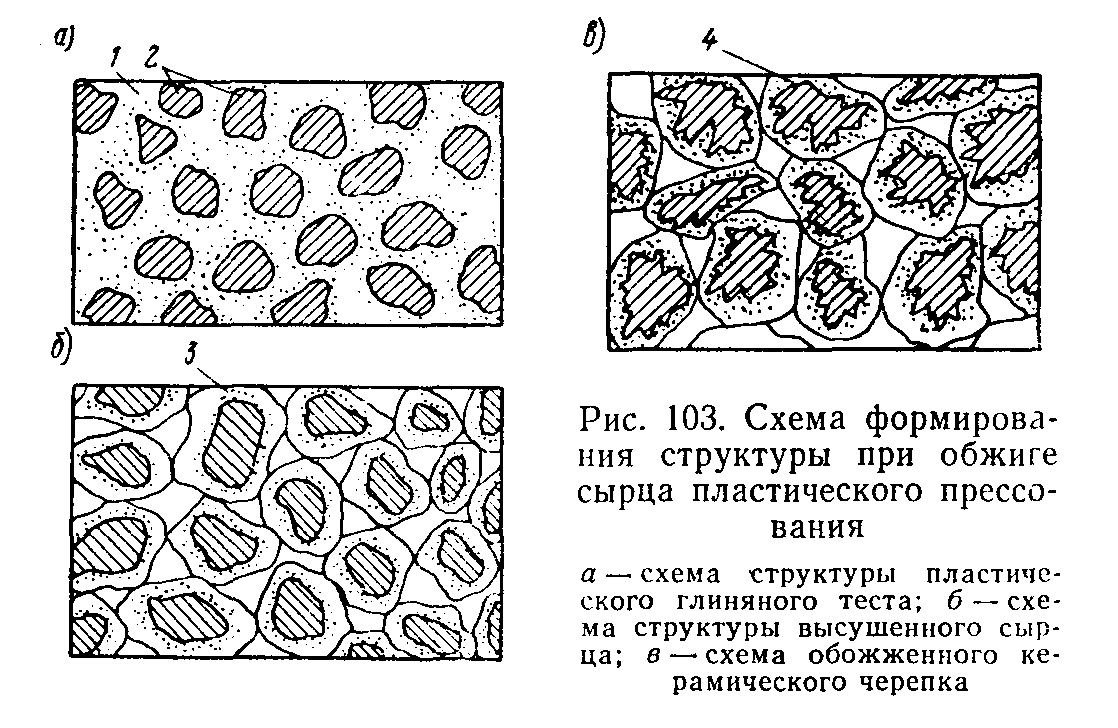
в данном случае является и то обстоятельство, что при незначительной общей концентрации этих солей в керамической массе местная концентрация их на контактных поверхностях отдельных зерен может достигать существенной величины. По мере нагревания сырца при достижении эвтектических температур эта обмазка плавится, образуя стекловидную фазу 4, которая цементирует контактные поверхности отдельных зерен. Кроме того, в образовавшемся жидком расплаве частично растворяются поверхностные слои зерен наполнителя, образуя пересыщенные растворы, из которых выкристаллизовываются новые минералообразования, цементирующие скелет в виде кристаллических сростков (рис. 103,в). Жидкая фаза, образующаяся на контактных поверхностях, затекает в трещины и поры и стекает к поверхностям частиц, не пришедших еще в контакт, увеличивая тем самым общую величину контактной поверхности.
Очевидно, что количество, состав и состояние жидкой фазы во многом определяют свойства обожженного керамического изделия аналогично тому, как в обычном строительном бетоне его свойства зависят от свойств заполнителя и цементного камня. Так, например, при повышенной вязкости и малой подвижности жидкой фазы затрудняются ее перемещение и цементация еще не склеенных поверхностей, что снижает прочность изделия. Напряженное состояние стекловидной фазы, аналогично неотожженному стеклу, повышает хрупкость керамического изделия.
По-иному развивается процесс формирования черепка в керамическом изделии полусухого прессования. Его можно представить себе следующим образом. В массе глиняного порошка, поступающего на прессование, имеются разнородные по влажности агрегированные глиняные частицы соответственно различной плотности и различной твердости. Сами агрегированные частицы глиняного порошка также неоднородны по твердости, так как наряду с пластичной увлажненной массой глинооб-разующих минералов в них содержатся и более крупные зерна тощего материала — главным образом зерна кварца.
В процессе прессования сырца сначала сближаются отдельные агрегированные частицы глины, затем наступает их деформация, а в последней стадии прессования более твердые частицы глины вдавливаются в более мягкие. Более сухие частицы глины проникают в мягкие увлажненные частицы. Точно так же и твердые зерна кварца вдавливаются в более мягкие агрегированные частицы глины. Возникающие при этом большие силы трения обусловливают прочное сцепление отдельных глиняных частиц в единый агрегированный сросток. Однако в нем отдельные частицы глины все же имеют между собой поверхности раздела, что коренным образом отличает эту структуру от структуры сырца пластического формования, имеющего сплошную массу «коллоидального вяжущего». При полусухом прессовании «массив» сырца образуется механическим сближением отдельных зерен керамического порошка, в котором каждое зерно имеет структуру, аналогичную пластичному тесту, а в сырце между ними остаются существовать поверхности раздела, несмотря на кажущееся сильное взаимодействие между зернами порошка при его прессовании.
В сырце полусухого прессования существенно изменяется роль коллоидной фракции. Она действует главным образом не на контактных поверхностях частиц, а внутри самих частиц и агрегирует первичные зерна минералов в глинистую частицу, а не цементирует спрессованные частицы друг с другом.
При таком размещении коллоидной фракции жидкая фаза при обжиге развивается в первую очередь не на контактных поверхностях глиняных агрегатов, а внутри их. На контактных поверхностях глинистых агрегатов возникает относительно небольшое количество жидкой фазы. Оно не обеспечивает сплошной цементации кон-
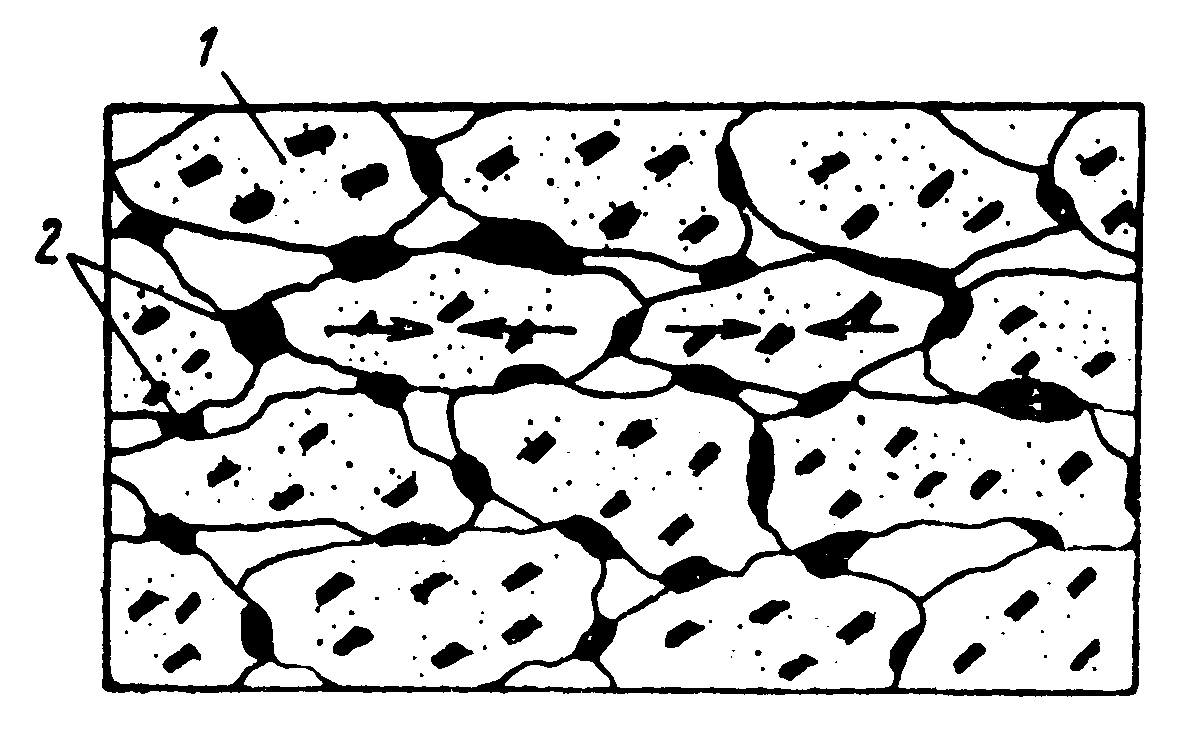 Рис.
104. Схема
структуры обожженного черепка полусухого
прессования
Рис.
104. Схема
структуры обожженного черепка полусухого
прессования
1 — глинистые агрегаты; 2—жидкая фаза, цементирующая глинистые агрегаты контактным спеканием
тактных поверхностей. Цементация носит в этом случае характер контактного спекания аналогично «точечной сварке» (рис. 104).' Этим объясняется пониженная сопротивляемость изделий полусухого прессования изгибу.
Ослаблению контактов между спрессованными глинистыми агрегатами способствует и своеобразный характер усадки в сырце полусухого прессования. Это своеобразие заключается в том, что в сырце полусухого прессования каждая частица глины будет претерпевать усадку локально и вследствие этого сокращаться в размерах будет не весь массив сырца, а в отдельности каждая частица, отодвигаясь от соседней, вызывая появление напряжений и трещин на поверхностях раздела спрессованных глиняных частиц. Для заполнения этих трещин жидкой фазой необходимо увеличенное ее количество, которое возможно получить лишь за счет повышения температуры обжига.
Таким образом, своеобразие структуры и механизма формирования керамического черепка полусухого прессования обусловливает его пониженное сопротивление изгибу, повышенную водо- и газопроницаемость, необходимость более высоких температур обжига и в связи с этим применения керамических масс с большим интервалом спекания. Создание восстановительной среды как в теле обжигаемого кирпича (запрессовкой угля в сырец), так и в печном пространстве в последней стадии обжига имеет для интенсификации процессов спекания при обжиге кирпича полусухого прессования еще большее значение, чем при обжиге изделий пластического формования.
3.5. Resume
Сушильно-помольная технология подготовки пресс-порошка не обеспечила получения высокого качества кирпича полусухого прессования, и поэтому строительство новых кирпичных заводов полусухого прессования было прекращено. В настоящее время в связи с резким улучшением технологических свойств пресс-порошка, получаемого в распылительных сушилках, новые заводы полусухого прессования кирпича строятся по шликерной технологии подготовки пресс-порошка. На этих заводах будут вырабатывать преимущественно высокопрочный кирпич, необходимый главным образом для несущих стен многоэтажных зданий.
За рубежом появились прессы для изготовления способом полусухого прессования укрупненных пятистенных камней с пустотностью до 50% и размерами, соответствующими восьми стандартным кирпичам, использование которых может расширить область применения этого способа.