Рекомендации по проведению у рока на тему: "Обработка двухшовного рукава покроя реглан"
Курсовая работа
Рекомендации по проведению у рока на тему: "Обработка двухшовного рукава покроя реглан"
Введение
История методического знания имеет большое мировоззренческое и воспитательное значение в подготовке профессионально-педагогических кадров. В истории развития методического значения в профессиональном обучении нами выделено семь периодов. В основу периодизации положены ведущие подходы к преподаванию, методы и технологии обучения, присущие данному временному периоду.
В метрическом отношении каждый период характеризуется количеством ученых-педагогов, активно работающих над тем или иным методом, системой обучения; количеством публикаций по апробации внедряемого в практику обучения метода или системы обучения; наличием научно-исследовательских центров, работающих над внедрением систем профессионального обучения, лабораторий, высших учебных заведений, являющихся потребителями развивающегося методического знания. Длительность каждого периода составляет в среднем около 23 лет.
Первая половина XVIII в. – 60-е гг. XIX в. Под бурно развивающейся промышленности стала формироваться сеть профессиональных учебных заведений в России. Для подготовки квалифицированных рабочих была необходима разработка методики выполнения производственных работ, подлежащих изучению. Подготовка рабочих для нужд производства осуществлялась путем индивидуального ученичества, при котором обучение сводилось к бессистемному объяснению мастера. В качестве методической системы в учебных заведениях того времени применялась предметная система производственного обучения. Она получила распространение под влиянием теоретических работ и методического опыта К. Ю. Цируля, Н. В. Касаткина.
60-е – конец 80-х гг. XX в. В 1960-е гг. в нашей стране продолжалось совершенствование производственных технологий, в производстве все шире применялись достижения науки и техники, средства комплексной механизации и автоматизации, внедрялись новые технологические процессы с использованием высококачественных материалов. Возрастало число профессий, связанных с обслуживанием прогрессивных технологических процессов, новой техники. Трудовая деятельность рабочих многих профессий приблизилась к труду инженерно-технических работников. Система профессионально-технического образования требовала изменений не только в структуре, но и в содержании образования. Важнейшей особенностью новых программ была направленность их на широкое развитие самостоятельных творческих работ учащихся. Изменялся подход к производственному обучению: от операционно-комплексной к новым системам производственного обучения – конструкторско-технологической, технологической и т. д.
Все это дало мощный толчок в развитии систем производственного обучения. В 1960 – 1970 гг. ученые обосновали целый комплекс новых систем производственного обучения: предметно-технологическую, проблемно-аналитическую, приемо-комплексно-видовую и т.д. Идея типизации технологических процессов, предложенная еще в1930-х гг., была положена в основу одного из перспективных направлений в технологии машиностроения.
Широкое распространение в профессионально-технических училищах в то время получили различные тренажеры для формирования индивидуальных профессиональных навыков работы. Одним из средств повышения эффективности уроков производственного обучения явилось письменное инструктирование, которое начало вновь активно использоваться с конца 1960-х гг. достоинство письменного инструктирования состояло в том, что учащиеся могли в любой момент обратиться к инструкционной карте и самостоятельно найти ответы на вопросы. Обычно инструкционные карты разрабатывали мастера производственного обучения совместно с преподавателями специальных и общетехнических предметов.
В начале 80-х гг. XX в. Большое внимание стало уделяться теории и практике межпредметных связей, которые способствовали значительному повышению эффективности уроков теоретического и производственного обучения и создавали возможности педагогам избежать ненужного повторения учебного материала. Усилиями ученых НИИ профтехпедагогики Академии педагогических наук СССР данная проблема развивалась в направлениях взаимосвязи общего и профессионального обучения, взаимосвязи теоретического и производственного обучения, совершенствования структуры уроков теоретического и производственного обучения.
В 1979 г. В Свердловске был открыт инженерно-педагогический институт для подготовки преподавателей общетехнических и специальных дисциплин и мастеров производственного обучения по двум отраслям – машиностроению и электроэнергетике. В методическую составляющую профессиональной подготовки будущих специалистов входило три учебных дисциплины: методика преподавания технических дисциплин, методика производственного обучения и технические средства обучения. Для отрасли машиностроение этот предмет назывался «Методика преподавания машиностроительных дисциплин», для электроэнергетики – «Методика преподавания электроэнергетических дисциплин».
В 1980-х гг. формировалась концепция бинарного урока, отражающая специфику профессионального обучения. Идея бинарного урока производственного обучения и специальной технологии состояло в том, чтобы устранить разрыв во времени и изучении тем, по предметам «Специальная технология» и «Производственное обучение».
Развитие теории интеграции в обучении, появление новых интеграционных форм взаимодействия педагога и обучаемых в процессе формирования теоретических знаний и практических умений и навыков подготовили основы для интеграции методики производственного и теоретического обучения.
В ходе выполнения курсовой работы достигаются следующие цели профессионального становления:
закрепление и расширение теоретических знаний будущих специалистов, углубление умений использовать эти знания для решения конкретных учебно-воспитательных задач психолого-педагогического, методического, технического и экономического характера;
развитие навыков по применению практических умений для решения поставленных задач;
совершенствование умений самостоятельной работы и ведение поиска педагогической и технической информации при решении разрабатываемых в курсовой работе проблем и вопросов, а также в процессе формирования практических выводов на основе анализа литературных источников, передового педагогического и личного опыта.
1. ХАРАКТЕРИСТИКА ТЕМЫ, ПОДТЕМЫ
Учебный план – это нормативный документ, который содержит перечень всех предметов распределение по годам и количество часов на каждый предмет. Виды планов: базисный учебный план РФ, он утверждается Гос. Думой и является частью государственного стандарта. Федеральное ведомство утверждает примерный типовой федеральный учебный план. Регион может утвердить свой региональный план, а учебное заведение разрабатывает рабочий план ОУ, в котором отражаются особенности данного учебного заведения, он может корректироваться.
На основе анализа учебного плана сводно-тематического плана и программы производственного обучения была выбрана тема «Обработка рукавов». На изучение этой темы отводится 30 часов. Данная тема изучается группой обучающихся по профессии 32.20 «Портной» на 2 курсе, в 2 полугодии, в марте месяце.
Тема включает в себя следующие подтемы:
Обработка низа рукавов – 12 часов;
Обработка рукавов покроя реглан –6 часов;
Обработка втачных рукавов – 6 часов;
Обработка цельнокроеных рукавов с ластовицей –6 часов.
Тема важна для процесса изготовления одежды, так как рукава являются основной деталью одежды.
Для изучения темы, обучающиеся должны знать организацию рабочего места, правила техники безопасности теоретический курс, обработка рукавов. Изучение темы проходит на базе учебных мастерских училищ.
2. УЧЕБНО-ВОСПИТАТЕЛЬНЫЕ ЗАДАЧИ
Для учебного занятия необходимо сформулировать цель и задачи. Цель – осознанный образ полезного результата, на достижения которого направлено действие человека.
Цель данного урока: изучить особенности обработки рукавов реглан, освоить технологические приемы обработки рукава реглан.
В процессе учебного занятия преподаватель ставит и решает следующие образовательные задачи:
дать начальное представление по обработке рукавов;
формирование навыков качественного выполнения трудовых приемов и навыков;
формирование умение самостоятельно планировать и осуществлять технологический процесс работ;
обучение учащихся выполнять работы с применением технической документации;
формирование умений самостоятельно проверять качество выполненной работы;
закрепить технические знания обучающихся об обработке рукавов.
Воспитательные задачи призваны сформировать у обучающихся нравственные и личностные качества. На занятиях производственного обучения созданы благоприятные условия трудового воспитания, развития умственных способностей и общей культуры. При изучении темы «Обработка рукавов» необходимо сделать акцент на воспитание таких качеств: внимательность, аккуратность, самостоятельность, чувство ответственности, взаимопомощь, критического отношения к собственному труду к существующим технологиям, желания рационализировать процесс. Кроме того, занятия производственного обучения воспитывает чувство коллективизма, творческого отношения к труду, бережного отношения к материалам, оборудованию и инструментов.
Развивающие задачи предполагают формирования профессиональных умений и навыков. Занятия способствуют развитию у будущих рабочих умение выделять главное, анализировать, принимать самостоятельные решения, контролировать свои действия, решать проблемные ситуации, применять имеющиеся знания на практике; содействовать развитию личностных качеств: воли, целеустремленности, собранности.
Работа на швейном оборудовании требуют от обучающихся знания техники безопасности и охраны труда.
Для каждого образовательного учреждения индивидуально разрабатываются, утверждаются и контролируются в определенном порядке правила техники безопасности и пожарной безопасности. Эти правила должны соблюдаться каждым обучающимся.
По утвержденным инструкциям проводится инструктаж всех работников один раз в месяц, о чем делается запись в журнале, где работник прошедший инструктаж, расписывается. Несоблюдение правил техники безопасности и пожарной безопасности преследуется законом.
Инструкция по технике безопасности для работы на универсальных специальных швейных машин
К работе допускаются лица, прошедшие инструктаж по технике безопасности.
I. До начала работы.
Проверьте свое рабочее место, подготовьте его, так, чтобы работать было удобно и безопасно.
Убедитесь, что все в порядке и преступайте к работе
II. Во время работы.
Не отвлекайтесь и не отвлекайте соседей посторонними разговорами.
Тормозите машину только педалью, не тормозите маховое колесо и не ускоряйте его движением руки.
Не надевайте ремень машины на шкив самостоятельно, вызывайте механика.
III. По окончании работы
Приведите в порядок рабочее место, отключите машину от сети.
При несчастных случаях сообщите о происшествии администрации и обратитесь за медицинской помощью.
За нарушение настоящей инструкции виновные несут дисциплинарную ответственность согласно правилам внутреннего распорядка.
Инструкция по технике безопасности для работающих с электроутюгом
Работа утюжильницы связана с применением утюга массой до 8 кг, нагретого при помощи электрического тока.
До начало работы.
Проверьте изоляцию шнура. Убедитесь в исправности утюга и отсутствии открытых клемм.
При включении утюга беритесь только за деревянную ручку рубильника либо за пусковую кнопку, следите, чтобы рубильник был закрыт предохранительным кожухом, и не снимайте его.
II. Во время работы
3. Не допускайте падение утюга, перекручивания провода, образования на нем петель и узлов.
4. Не ставьте утюг на провода, не касайтесь их горячим утюгом, не охлаждайте перегретый утюг погружением в воду.
5. Не ударяйте утюгом о стол, так как при этом электрический элемент утюга может соединить с корпусом, в результате чего можно пострадать от тока.
III. По окончании работы
Отключите электропитание утюжильных столов с помощью кнопочного выключателя, утюг и рабочее место приведите в надлежащий порядок.
За невыполнение правил техники безопасности виновные привлекаются к дисциплинарной ответственности.
3. ПЛАНИРОВАНИЕ УЧЕБНОГО ПРОЦЕССА ПО ТЕМЕ
Планирование производственного обучения позволяет четко организовать учебный процесс; тщательно подготовить проведение уроков; своевременно и полностью выполнять учебный план и программу производственного обучения; по назначению и правильно расходовать государственные средства, отпущенные для обучения; правильно организовать материально-техническое снабжения и экономно использовать материальные средства; рационально использовать оборудование в учебных мастерских и на базовых предприятиях; установить и использовать межпредметные связи теоретического и производственного обучения; определить ученические нормы выработки; правильно подобрать учебно-производственные работы, определить сроки выпуска и объем продукции по группам и училищам в целом.
Для производственного обучения в училище рекомендуется составить планирующую документацию:
перечень учебно-производственных работ с ученическими нормами времени на каждое изделия;
рабочую программу на тему или период обучения или календарно-урочный план;
производственный план для каждого учащегося, группы и в целом всего училища;
план работы мастера на уроке;
график перемещения учащихся по рабочим местам;
детальную программу производственной практики на предприятиях.
На тему программы обработка рукавов отводится 30 часов. Тема включает в себя 4 подтемы. Подтема «Обработка рукавов реглан», на которую отводится 6 часов, это один урок производственного обучения.
Таблица 1 – Распределение подтемы на уроке
|
№ урока |
Тема урока |
Учебные задачи урока |
Воспитательные и разливательные задачи урока |
|
1 |
Обработка и соединение рукавов реглан |
Ознакомление с характером и содержанием предстоящей работы |
Внимательность |
|
2 |
Обучение правильного и качественного выполнения технологических операций |
Аккуратность, воспитание, ответственности, самоконтроля |
|
|
3-4 |
Развитие скоростных навыков выполнения машинных работ |
Развитие профессиональных навыков, внимательности, развитие инициативы |
|
|
5 |
Совершенствования умения обучающихся выполнять технологические приемы |
Воспитание инициативы, трудовой дисциплины |
|
|
6 |
Закрепление профессиональных навыков и умений, умение анализировать и контролировать свою деятельность |
Воспитание самоконтроля, критичности, наблюдательности, внимания |
Таблица 2 - План производственной деятельности в учебных мастерских группа № ПО (ш)-071 на март 2010г., год обучения - 2
Мастер ПО Боровик В.С.
Количество обучающихся 20 человек
Общее время на профессиональную деятельность 30 час
|
Наименование темы и подтем программы |
Количество час. подтем, надтем |
Наименование учебно-производственных работ |
Количество работ на группу |
Норма времени для обучающихся на единицу |
Всего часов на груп. занятие |
примечание |
|
Обработка рукавов |
30 |
|||||
|
Подтема «Обработка рукавов реглан» |
6 |
Изучение особенностей обработки рукавов покроя реглан; Обработка разреза рукава Обработка и соединение манжеты с рукавом |
15 |
4,5 |
4,5 |
4. ПОДБОР УЧЕБНО-ПРОИЗВОДСТВЕННЫХ РАБОТ
В училищах швейного профиля перечень учебно-производственных работ составляют на основе программы производственного обучения для двух периодов – подготовительного и периода овладения специальностью.
Перечень работ составляют под руководством старшего мастера, технолога училища, мастера производственного обучения. Работы должны выполняться на современном оборудовании по современной технологии. Работы подбирают по степени их сложности, точности, объему, видам тканей, фасонов, с соблюдением перехода от простого к сложному.
Перечень работ должен соответствовать учебным целям и задачам каждой темы. В подготовительном периоде – задачам овладения приемами, операциями и комплексными работами, знаниями, навыками и умениями, которые затем можно перенести на период овладения специальностью.
Перечень должен быть относительно стабильным, в соответствии с направлением современной моды и учетом современной технологии обработки. Знания, умения и навыки, полученные при выполнении перечня, должны быть таковы, чтобы их можно было применить в разнообразных условиях производственной деятельности по специальности.
Необходимо тесно увязать педагогические принципы рационального подбора работ с реальными возможностями учебного заведения. К подбору учебно-производственных работ предъявляются учебно-технические и учебно-технологические.
Учебно-технические требования – это характеристика учебно-производственных работ с точки зрения требования к их материалу, конфигурации характеру заготовок, размером и т. д.
Учебно-технологические требования отражают включаемые приемы и операции, точность, качество обработки взаиморасположения деталей изделия соответствие нормативным параметрам.
Планирование производственного обучения тесно связано с нормированием учебно-производственных работ.
Нормирование учебных работ способствует формированию у учащихся: ответственного отношения к выполняемой работе, общей трудовой культуры, производственной дисциплины, так как перед ними ставятся конкретные задачи по выполнению учебно-производственных заданий в установленные сроки.
Для того чтобы рассчитать ученическую норму времени необходимо знать расчетную норму времени рабочих и переводной коэффициент. Рабочая норма определяется по ЕНиРу для конкретной профессии. Переводной коэффициент определяется по таблице переводных коэффициентов в соответствии с периодом изучения темы.
Переводной коэффициент дается для постепенного освоения нормы выработки. Разрыв между ученической нормы и нормой рабочего объясняется тем, что обучающиеся не имеют достаточного производственного опыта и затрачивают больше времени на освоение операций изучение последовательности выполнения на вспомогательные и подготовительные работы, на организацию рабочего места.
Ту=Тр×К (1)
где Ту - норма времени ученическая, Тр – норма времени рабочая, К – переводной коэффициент.
Время на инструктаж
Тинс=Торг.м.+Тввод.инс.+Тзакл.инс. (2)
где Торг.м – время организационного момента (5-10 мин); Тввод.инс – время затраченное на проведение вводного инструктажа (20-40 мин); Тзакл.инс – время затраченное на заключительный инструктаж (15-20 мин).
Время на учреждения рассчитываем по формуле
Тур=Тур-Тинс-Ту, (3)
где Тур – время, отведенное на весь урок, Тинс – время, рассчитанное на инструктаж, Ту – ученическая норма времени
5. РАСЧЕТ И ПОДГОТОВКА УЧЕБНО-МАТЕРИАЛЬНОЙ БАЗЫ
Материально-техническая база учебного учреждения должна создавать благоприятные условия для овладения обучающимися основ профессионального мастерства на уровне современных требований производства. Правильная организация учебно-производственных мастерских, кабинетов должна способствовать созданию благоприятных условий труда для мастера и обучающихся для достижения максимального эффекта минимальной затраты времени.
Материально-техническая база постоянно должна реконструироваться, расширяться, пополняться новым оборудованием, учебными наглядными пособиями, современными техническими средствами обучения.
Учебные швейные мастерские должны отвечать учебным и производственно-техническим целям: обеспечивать последовательное и полное овладение программой производственного обучения в соответствии с квалифицированной характеристикой, создавать возможность фронтального и индивидуального обучения основам профессионального мастерства. Помещение мастерских должно быть просторным, с высокими потолками, с хорошей вентиляцией, нормальной температурой, освещением, удобным расположением рабочих мест учащихся и мастера, соответствующей окраской помещения, отвечать нормативам безопасности труда.
Площадки учебных мастерских определяют исходя из количества учащихся в группе и норм площади на работающего учащегося в соответствии со специальностью, а также площади рабочего места мастера производственного обучения, равной 5,5-7 кв.м:
Sмаст= (Sуч × n) + S м.м,
где Sмаст – площадь учебной мастерской; Sуч – норма площади на одного учащегося; n – количество учащихся в группе; S м.м – площадь рабочего места мастера.
Количество технологического оборудования для учебной мастерской зависит от швейной специальности, числа учащихся группы, от организации процесса обучения.
Количество рабочих мест для влажно-тепловых и ручных работ также зависит от специальности и способов обработки, доли ручного труда.
В мастерских училищ рекомендуют линейное, фронтальное размещение оборудования. Размещение оборудования должно обеспечивать: благоприятные и безопасные условия труда; удобный доступ к оборудованию при работе, ремонте, транспортировке.
Рабочее место учащегося должно быть организованно рационально, с максимальным удобством, с расположением инструментов, фурнитуры, деталей кроя или работы.
Кроме универсальных рабочих мест в мастерской в соответствии со специальностью устанавливают специальные машины, которыми пользуются учащиеся всей группы.
Не следует загромождать конкретное место лишними предметами, все необходимое должно находиться под рукой: инструменты, которые берут правой рукой, находятся справа, левой – слева, предметы, которыми пользуются реже, располагают дальше от себя или в другой плоскости, острые предметы нельзя класть на швейное изделие, материалы письменного инструктажа, дневники учащиеся располагают в ящике столе, полуфабрикаты, детали изделий, не находящиеся в работе, - в столе или на кронштейне.
Рабочее место мастера производственного обучения должно быть организовано таким образом, чтобы было удобно демонстрировать приемы работы, выполнение операций, наглядные пособия, наблюдать за работой учащихся. Перед рабочим местом мастера должна быть свободная зона для учащихся при проведении инструктажей.
Методический шкаф должен иметь отделы, где все методическое обеспечение урока должно быть систематизировано, чтобы обеспечить быстрый подбор необходимого материала к уроку
Таблица 4 – Оборудование, инструменты, приспособления
|
наименование |
Характеристика (тип, марка, модель) |
Количество |
Примечание |
|
|
На обучающегося |
На группу |
|||
|
Универсально-стачивающая машина |
1022 М класса 97 А класса |
0,5 |
2 6 |
|
|
Специальные: краеобметочная зигзагообразного стежка петельный полуавтомат |
51 А класса 1026 класса 25 А класса |
2 1 1 |
||
|
Утюг Утюжильный стол Ножницы Иглы ручные Мел парогениратор |
УТПЭ – 4 СУ №4 Набор Портновский МП - 4 |
1 1 1 |
2 2 15 15 15 1 |
Таблица 5 – Наглядные пособия и ТСО
|
Наименование |
Содержание |
Количество |
Примечание |
|
|
На обучающегося |
На группу |
|||
|
Инструкционная карта по теме: обработка рукавов |
Технологическая последовательность обработки рукавов |
1 |
15 |
|
|
Плакаты |
Виды рукавов |
1 |
||
|
Стенд инструкция по технике безопасности труда |
Основные правила технике безопасности труда на швейных машинах, с утюгом и правила пожарной безопасности |
3 |
||
|
Образец- эталон |
Поэтапная обработка технологического узла |
0,5 |
8 |
|
|
Таблица: дефекты и способы устранения |
Дефекты и способы устранения |
1 |
15 |
|
|
Таблица критерии оценок |
Критерии оценок |
1 |
15 |
|
|
Карточка-задание |
Карточка-задание |
1 |
15 |
6. РАЗРАБОТКА УЧЕБНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
Учебно-техническая документация имеет большое значение в профессиональном обучении. К ней относятся: чертежи, эскизы, схемы, учебно-технические и учебно-технологические требование, инструкционные и технологические карты, опорные конспекты, карточки задания и т. д.
Инструкционная карта – это форма письменного инструктажа, с помощью которого помогает создавать зрительно наглядные представления о приемах и действиях при выполнение работы. Они раскрывают типовую последовательность правила средства, способы выполнения контроля и самоконтроля осваиваемых трудовых приемов изучаемой операции.
Технологические карты применяются при выполнении комплексных работ. Они раскрывают технологическую последовательность, режимы, технические требования, средства выполнения учебно-производственных работ.
Инструкционно-технологические и технологические карты применяются при выполнении работ комплексного характера; они раскрывают технологическую последовательность, режимы, технические требования, средства и рациональные способы труда при выполнении учебно-производственных работ. Инструкционно-технологические карты, кроме того содержат инструктивные указания и пояснения технических операций.
Таблица 7 – Критерии оценки выполнения комплексной работы
|
Дефекты |
Способы устранения |
|
Пройма вытянута, образуются складки и заломы |
Сутюжить посадку через увлажненный проутюжильник, проложить кромку |
|
Заломы на плече |
Распороть верхний шов рукава и выпустить в области плеча и проймы |
|
Заломы в проймах спинки или полочки |
Отпороть рукава и сутюжить пройму, закрепляя сутюжку кромкой |
Таблица 6 – Инструкционная карта
|
Порядок выполнения упражнений |
эскиз |
Инструкционные указания |
Охрана труда |
|
Стачать верхние срезы рукавов |
|
||
|
Обметать верхние срезы рукавов |
|||
|
Заутюжить верхние срезы рукавов |
|
||
|
|
|||
|
|
|||
|
|
|||
|
Стачать нижние срезы рукавов |
|
||
|
Обметать нижние срезы рукавов |
|||
|
Заутюжить нижние срезы рукавов |
|||
|
Продублировать манжету |
|
||
|
Обтачать боковые стороны манжеты |
|
||
|
Подсечь припуски на шов в углах |
|
||
|
Вывернуть манжеты на лицевую сторону |
|||
|
Приутюжить манжеты в готовом виде |
|||
|
Притачать манжету к нижнему срезу рукава |
|
||
|
Настрочить манжету с лицевой стороны закрывая шов притачивания |



7. РАЗРАБОТКА КРИТЕРИЕВ ОЦЕНКИ В ПРОФЕССИОНАЛЬНОМ ОБУЧЕНИИ
Оценка – это прежде всего суждение о качестве подготовленности учащегося. В этом смысле оценку следует понимать как процесс оценивания. Оценивание учебных успехов учащихся проводится преподавателем. Мастером производственного обучения, лицом контролирующим учебный процесс, ученическим коллективом, самими учащимися (самооценка).
С другой стороны, оценка – это бальное (цифровое) или словесное заключение об успехах учащегося. В таком понимании оценку обычно называют отметкой. Отметку учащемуся в процессе производственного обучения, как правило, выставляет мастер.
Педагогический эффект оценки во многом зависит от исходных положений, учитываемых при ее определении. В свое время (84г) был разработан и доведен до всех учебных заведений специальный документ - “Опытные критерии знаний, навыков, умений учащихся средних профессионально-технических училищ”, в котором такие исходные положения были зафиксированы. Применительно к оценке результатов производственного обучения были выделены следующие основные критерии: правильность выполнения трудовых приемов и способов работы , соблюдение технических требований к качеству учебно-производственных работ, выполнение установленных норм времени или выработки, соблюдение требований безопасности труда. Применительно к оценке знаний учащихся по предметам профессионально-технического цикла выделены критерии: полнота, системность, прочность, обобщенность, действенность. На основе этих общих критериев были приведены примерные показатели знаний, оценки умений и навыков учащихся применительно к оценочным баллам – от 5 до 2. Рекомендовано, в зависимости от этапа учебного процесса приведены критерии и показатели, применять выборочно.
Так в производственном обучении при изучении основ профессии - трудовых операций и составляющих их приемов и способов основу оценки способами работы, соблюдение требований безопасности. При оценке работ комплексного характера при сохранении этих требований главными критериями выделялись соблюдение требований к качеству работ и выполнение установленных норм времени и выработки.
Использование указанных критериев должно обеспечивать определенную объективность и единство в подходах к оценке учащихся. Этими критериями следует пользоваться и в настоящее время.
8. ПОДГОТОВКА МАСТЕРА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ К ЗАНЯТИЯМ
Подготовка мастера к занятиям начинается задолго до того, как он получает группу. Для подготовительного периода обучения нужно подготовить альбомы различных видов стежков, швов и некоторых узлов деталей, раздаточный материал для учащихся.
Мастера производственного обучения под руководством старшего мастера участвуют в подготовке материальной базы училища, проверке и подготовке оборудования, инструментов, технических условий, рисунков, плакатов, чертежей, схем, диафильмов, диапозитивов, кинофильмов, аппаратуры и т. д. немаловажное значение имеет подготовка письменных инструктажей.
Заранее мастер готовится и к изучению каждой темы учебной программы: изучает материал темы и распределяет его на подтемы и уроки, составляет рабочую программу, подбирает и изучает литературу по новой технике, технологии; предусматривает мероприятия по организации и безопасности труда, подготавливает техническую документацию, ткань или крой, фурнитура, наглядные пособия, инструменты, оборудование; обдумывает формы и методы изучения темы.
Мастер обязан проработать операцию или узел изделия, который будет демонстрировать на уроке, отработать приемы работы и движения. После этого подготовить к уроку наглядные пособия, ткань, детали или крой, фурнитуру, все инструменты.
Готовясь к уроку, мастер должен предусмотреть возможные дефекты в работе и предупредить их возникновение.
Затем мастер дозирует время на отдельные операции и элементы урока.
Вместе с учащимся, ответственным за оборудование, проверяет исправность утюгов, прессов, швейных машин, укомплектованность машин шпулями и шпульными колпачками, соблюдение правил безопасности труда.
Если работа в мастерской двухсменная, мастер с ответственным учащимся принимает оборудование от мастера и дежурных предыдущей смены.
При подготовке к уроку мастер составляет план урока.
Начинающим мастерам рекомендуется составлять и конспекты и планы-конспекты уроков. В зависимости от периода обучения, темы и содержания урока план может изменяться.
План урока производственного обучения на 20 марта 2010 года
Мастер Боровик В. С.
Тема программы: «Обработка рукавов»
Тема урока: «Обработка рукава покроя реглан»
Цель урока: овладеть правильными технологическими приемами обработки рукавов покроя реглан.
Задачи урока:
воспитывать у обучающихся добросовестность,
развивать профессиональный интерес,
развивать скоростные навыки выполнения машинных работ,
уметь выбирать способ обработки рукавов реглан в зависимости от модели и вида ткани.
Тип урока: урок формирования новых знаний.
Методы и методические приемы: проведения урока беседы, объяснение, упражнение, лекции, показ трудовых приемов, ответы на вопросы учащихся.
Материально-техническое оснащение: нитки, ножницы, иглы ручные, мел, инструкционная карта по теме «Обработка двухшовного рукава реглан», плакат «Виды рукавов», инструкция по технике безопасности и охране труда, образцы, таблица «Критерий оценок», карточки-задания, тесты.
Ход работы
Организационная часть (1-2 мин.):
Проверить готовность рабочих мест обучающихся к началу урока, внешний вид учащихся, по журналу явку обучающихся на занятие.
Выдать необходимые материалы, полуфабрикаты, инструменты, документацию и т. д.
Вводный инструктаж (35-40 мин.):
Сообщить тему и цели урока
Провести беседу по изученному материалу
Вопросы к учащимся
Объяснение нового материала:
последовательность выполнения технологических приемов и работ;
показ приемов работ и учебно- наглядных пособий;
предупреждение возможных ошибок и брака;
организация рабочих мест, правила безопасности труда, использование учебно-технической документации, технических средств и т. д.
Закрепить материал. Проверить усвоение обучающимися изучаемого материала по вопросам.
Выдать задания обучающимися на урок и записать его в дневник.
Упражнения или производственные самостоятельные работы обучающихся и текущий инструктаж мастера:
Целевые обходы рабочих мест учащихся: проследить за своевременным началом работы учащихся и организацией рабочих мест; проверить правильность выполнения трудовых приемов работы; проследить за соблюдением правил безопасности труда; проверить правильность способов и приемов самоконтроля выполняемых работ; проверить умение обучающихся пользоваться картами письменного инструктажа, технической документацией; мастеру провести промежуточный контроль выполняемых учащимися операций; обратить внимание на самостоятельное выполнение работ обучающимися индивидуальная работа с обучающимися : оказать помощь неуспевающим обучающимся; выдать и объяснить дополнительно задание наиболее успевающим обучающимся; проверить приемку и оценку работ за урок, выставить оценки в таблицу.
Предусмотреть в плане вопросы проведения коллективных текущих инструктажей
Заключительный инструктаж (15-20 мин):
Подвести итоги работы группы за день
Отметить положительные стороны и наиболее характерные недочеты в работе группы
В случае необходимости задать вопросы для выяснения, как учащиеся усвоили материал урока; для исправления допущенных ошибок и дефектов в работе
Мастеру показать способы исправления ошибок и дефектов
Подвести итоги работы каждого обучающегося
Дать краткую характеристику работы каждого учащегося и сообщить оценки
Подготовить учащихся к следующему уроку
Домашнее задание к следующему уроку записать в дневник
Принять рабочее место учащихся и мастерскую после уборки
9. КОНСПЕКТ ОБЪЯСНЕНИЯ НОВОГО МАТЕРИАЛА
При обработке рукавов покроя реглан существуют свои особенности. Рассмотрим обработку двухшовного рукава реглан.
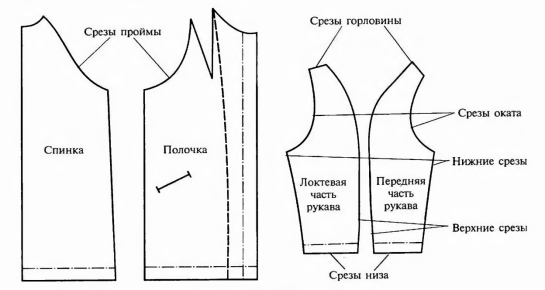
Рис. Наименование срезов деталей двухшовного рукава
Технологическая обработка двухшовного рукава покроя реглан с притачной манжетой
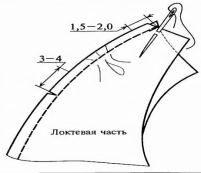
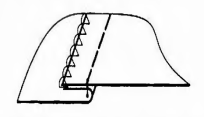
Передние срезы рукавов стачивают по контрольным надсечкам со стороны передней части рукава. Ширина шва стачивания 1 см. Обметать верхние срезы рукавов на краеобметочной машине. Заутюжить верхние срезы рукавов с помощью утюга, располагая локтевой частью к работающему. Шов направляется на локтевую часть.
На локтевой части рукава обрабатывают застежку окантовочным швом.
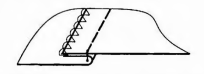
Стачать нижние срезы рукава шириной 1,0 см, стачивание производят со стороны передней части рукава. Обметать нижние срезы рукавов. Заутюжить нижние срезы рукавов, припуск на шов заутюживают на локтевую часть рукава.
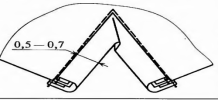
Продублировать манжету клеевой прокладкой, если ткань тонкая, дублируют полностью всю деталь, если средней толщины, то половину.
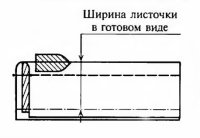
Обтачать боковые стороны манжеты шириной шва 0,5-0,7 см, подсечь припуски на шов в углах, вывернуть манжету на лицевую сторону и приутюжить манжету в готовом виде.
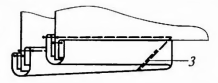
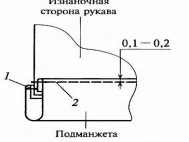
Притачать манжету к нижнему срезу рукава шириной шва – 0,8-0,9 см настрочить манжету с лицевой стороны шириной шва 0,1-0,2 см, закрывая шов притачивания. Обработанный узел приутюжить в готовом виде.
При обработке узла могут возникнуть следующие дефекты:
пройма вытянута, образуются складки и заломы, устранить такой дефект сутюжить посадку через увлажненный проутюжильник, проложить кромку.
заломы на плече: распороть верхний шов рукава и выпустить запас ткани в области плеча и проймы.
заломы в проймах спинки или полочки: отпороть рукава и сутюжить проймы, закрепляя сутюжку кромкой.
10. МЕТОДИКА ПРОВЕДЕНИЯ ЗАНЯТИЙ
Продолжительность урока производственного обучения 6 часов. На уроке по изучению приемов и операций вводный инструктаж наиболее целесообразно проводить фронтально. Обучающиеся при этом располагаются у рабочего места мастера таким образом, чтобы каждому из них было четко видно и слышно, что показывает и поясняет мастер. На рабочем месте мастера размещаются необходимые наглядные пособия, инструкционная карта, плакаты, образцы – все необходимое для инструктирования. Средняя продолжительность такого вводного инструктажа – 30-35 мин., но не более одного часа.
Текущее инструктирование обучающихся мастером производится, как правило, индивидуально. Основной организационной формой индивидуального текущего инструктирования является целевые обходы мастером рабочих место обучающихся. При каждом обходе мастер следит за работой всех учащихся, дает им по ходу наблюдений все необходимые замечания и указания, исправляет и предупреждает ошибки, обращает внимание на недостатки в работе, независимо от цели обхода. Индивидуальное текущее инструктирование обучающихся мастер осуществляет, применяя такие методические приемы:
активное вмешательство в ход работы обучающегося в тех случаях, когда его действия могут привести к аварии или явному браку, а также в случаях грубых нарушений правил безопасности труда;
разъяснения, указания, советы, замечания, повторный показ приемов и способов выполнения упражнений, требования и указания, способствующие воспитанию у учащихся аккуратности, внимания, бережного отношения к инструменту оборудования; воспитанию самостоятельности, настойчивости, ответственности. Продолжительность текущего инструктажа 5 часов.
На заключительный инструктаж обычно выносятся следующие вопросы:
сообщение о выполнении цели урока группой в целом;
подведение итогов и анализ выполнения учебно-производительных работ;
разбор типичных ошибок и характерных недостатков;
анализ выполнения учащимися правил безопасности, организации труда и рабочих мест, использования рабочего времени;
сообщение темы следующего урока, выдача домашнего задания;
Анализ итогов урока производить всесторонне и объективно, выставляемые оценки аргументировать; не упрекать учащихся за допущенные ошибки и недостатки, если их причиной является неопытность.
Продолжительность заключительного инструктажа 20 минут.
11. ВОСПИТАТЕЛЬНАЯ РАБОТА МАСТЕРА В ПРОЦЕССЕ ИЗУЧЕНИЯ ТЕМЫ
Воспитывающая функция процесса обучения проявляется в том, что обучение постоянно-независимо от того, как рассматривает этот процесс мастер воспитывает учащихся. Это объективная закономерность процесса обучения, обучения нейтральны в смысле воспитания быть не может.
Воспитание в отличие от обучения, где славная, задача – формирования знаний, умений и навыков - это формирование у обучающихся определенных отношений к окружающей их деятельности, к коллективу, воспитание чувств, нравственности, морали. Воспитание – это главным образом процесс формирования личности. Вместе с тем и следует противопоставлять формирование и развитие личности обучающихся и вооружение их знаниями, умениями, навыками. Усваивая знания и способы деятельности, обучающийся приобретает средства для развития собственной личности. Больше того, глубокое владение знаниями, способности к творческому их применению образованность обучающихся следует рассматривать как важнейшие качества личности. Задача мастера – максимально используя содержание, организацию, методы обучения, сформировать, воспитать, развить у учащихся положительные личностные качества.
В процессе производственного обучения у обучающихся формируются основы мировоззрения, убеждения, уважительное отношение к труду и людям труда, чувство гордости за принадлежность к рабочему классу. Воспитывается также чувство хозяина, бережное отношение к общественной собственности, трудовая дисциплина, готовность к социальному общению, добросовестность, инициативность, ответственность и правила поведения.
СПИСОК ЛИТЕРАТУРЫ
Жуков, Г.Н. Основы педагогических знаний мастера производственного обучения [Текст]: Учебное пособие./ Г.Н. Жуков – Кемерово: Кемеровский государственный профессионально-педагогический колледж, 2001. –236с
Кругликов, Г.И. Методика профессионального обучения с практикумом обучения [Текст]: учебное пособие для студентов высших учебных заведений/Г.И. Кругликов.– М.: Академия, 2007. -288с
Морева, Н.А. Технологии профессионального образования [Текст]: учебное пособие для студентов высших учебных заведений/Н.А. Морева. – М.: Академия, 2005. –432с
Панкратова, В.А. Основы производственного обучения швейников [Текст]: Методическое пособие/ – М.: Современная отечественная книга,1994. – 272с
Реут, Т.Н. Технология изготовления швейных изделий по индивидуальным заказам [Текст]: Учебное пособие./ – М.: 1989. –344с
Скакун, В. А. Организация и методика профессионального обучения [Текст]: Учебное пособие./ – М.: ФОРУМ: ИНФРА – М, 2007. -336с
Скакун, В.А. Методика производственного обучения [Текст] / - М.: АПО, 1992. -204с
Труханова, А.Т. Основы технологии швейного производства [Текст]: Учебное пособие./ – М.: 2000. -358с
ПРИЛОЖЕНИЕ
КАРТОЧКИ – ЗАДАНИЯ
Вариант I
Наименование срезов деталей двухшовного рукава.
Как проходит нить основы двухшовного втачного рукава?
Вариант II
Какие существуют способы соединения покроя реглан?
Как проверить качество вметывания втачного рукава?
ОТВЕТЫ НА КАРТОЧКИ – ЗАДАНИЯ
Вариант I
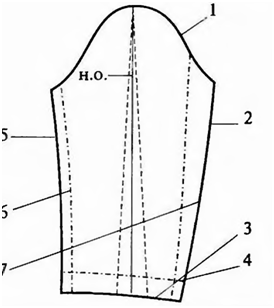
Рис. 1 – срез оката
2 – локтевой срез верхней части рукава
3 – срез низа рукава
4 – передний срез
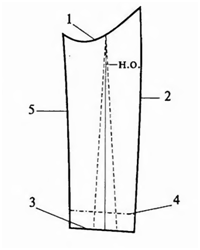
Рис. 2 – срез оката нижней части
2 – локтевой срез
3 – срез низа рукава
4 – передний срез рукава
Нить основы на верхней и нижней частях рукава проходит параллельно линии, соединяющей верхние и нижние точки передних срезов частей рукава.
Вариант II
1. а) после обработки полочек и спинки соединяют боковые срезы, обрабатывают низ изделия и подготавливают срезы проймы к соединению с рукавами; затем втачивают рукава и в последнюю очередь соединяют воротник с изделием.
б) применяют в изделиях, в которых нижние швы рукава находятся на одном уровне с боковыми швами. Сначала части рукава соединяют с проймами полочек и спинки, затем соединяют верхние срезы рукавов; нижние срезы рукавов соединяют одновременно с соединением боковых срезов, затем втачивают воротник в горловину.
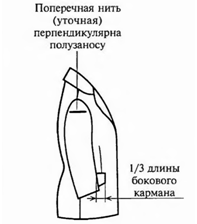
а) рукава должны закрывать 2/3 длины боковых карманов;
б) рукава должны располагаться отвесно;
в) линии передних перекатов должны быть параллельны линии полузаноса;
г) низ обоих рукавов должен находиться на одинаковом уровне;
д) посадка на окате должна быть распределена равномерно, без перекатов;
е) поперечная нить в верхней части оката должна располагаться горизонтально.