Планирование загрузки производственных мощностей
Введение
Для того чтобы производственная программа была осуществима, необходимо, чтобы имеющиеся в наличие производственные мощности смогли обработать то количество сырья и материалов-комплектующих, которое предписывает составленный функцией планирования потребности в материалах план заказов, и изготовить из них готовые изделия. Собственно план является основным входным элементом планирования потребностей в производственных мощностях. Другим немаловажным входным элементом является технологическая схема обработки / сборки конечного готового изделия. Обычно, производственные мощности предприятия классифицируются на производственные центры. Таким производственным центром может быть комбинация станков, инструментов, рабочих и т.д. Результатом работы функции является план потребности в производственных мощностях. Этот план определяет, какое количество стандартных часов должна работать каждый производственный центр, чтобы обработать необходимое количество материалов.
Также очень важно заметить, что модули MRP-системы являются четко и однозначно взаимосвязанными. Это в свою очередь означает собой тот факт, что в любом случае, если потребности в материалах (план, являющийся следствием изначально составленной программы производства) не могут быть удовлетворены ни за счет внутреннего производства, ни за счет закупок на стороне, в план производства, очевидно, должны быть внесены изменения. Однако подобные явления должны быть исключениями. Одной из основных задач является составление успешного производственного плана с самого начала.
Таким образом, если в результате работы функции может быть установлено, что план осуществим или неосуществим. Если план неосуществим, то производственная программа должна быть пересмотрена, более того, вероятно, необходимо пересмотреть весь план деятельности. Однако важно осознавать, что такой шаг должен быть сделан в самом крайнем случае, так как планировщик, работающий с системой должен быть компетентен и должен осознавать производственные возможности своего предприятия, понимая, что задача компьютера – лишь оптимально распределить загрузку производственных мощностей на период планирования. Тем самым, планировщик должен стараться определить и опротестовать заведомо неосуществимый план, до его принятия и запуска, или найти пути для расширения производственных мощностей до необходимого уровня.
1. Функциональное обеспечение и требования по управлению производством
Система управления производственным предприятием должна отвечать следующим требованиям и обеспечить следующую функциональную полноту:
Обеспечение планирования продаж, которое оценивает (обычно в единицах готового изделия), какими должны быть объем и динамика продаж, чтобы был выполнен установленный бизнес-план.
Обеспечение планирования производства, которое утверждает план производства всех видов готовых изделий и их характеристики. Для каждого вида изделия в рамках выпускаемой линии продукции существует своя собственная программа производства. Таким образом, совокупность производственных программ для всех видов выпускаемых изделий, представляет собой производственный план предприятия в целом.
Обеспечение планирования потребности в материалах на основе производственной программы для каждого вида готового изделия определяет требуемое расписание закупки и / или внутреннего производства всех материалов комплектующих этого изделия, и, соответственно, их сборку.
Обеспечение планирования производственных мощностей, которое преобразует план производства в конечные единицы загрузки рабочих мощностей (станков, рабочих, лабораторий и т.д.).
Обеспечение планирования потребности в финансах, которое преобразует план производства в финансовые величины с учетом суммы финансов в наличие и чистой прибыли на момент потребности.
Обеспечение обратной связи, которое позволяет решать возникающие проблемы с поставщиками комплектующих материалов и реальными возможностями производства. Тем самым, это собственно и реализует «принцип замкнутой петли» в системе. Обратная связь особенно необходима при изменении отдельных планов, оказавшихся невыполнимыми и подлежащих пересмотрению.
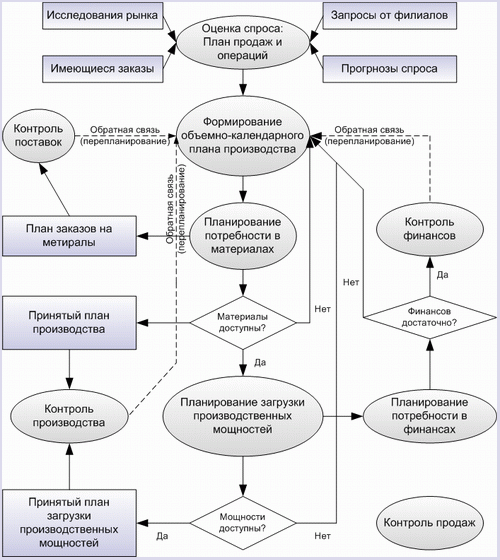
Схематически общий функциональный набор работы системы можно отобразить следующей диаграммой (функции обозначены овалами, исходящие и входящие данные обозначены прямоугольниками):
Функция планирования потребности и загрузки мощностей.
Данная функция позволяет представить картину загрузки рабочих центров согласно той производственной программе, которая принята на уровне объемно-календарного плана и прошла через расчет потребности в изготавливаемых компонентах. Таким образом, на цеховой уровень передается для исполнения реалистичный план, за исполнение которого люди будут нести ответственность. Модуль позволяет прогнозировать возможные проблемы с мощностями и вовремя их разрешать, т.е. избежать столкновения с ними тогда, когда изменения календарного плана невозможны или дорогостоящи. Отметим, что функция не пытается решить выявленные проблемы, а оставляет их на усмотрение людей.
Потребность в мощностях калькулируется на основании как плановых, так и запущенных в производство (открытых) заказов. Плановые заказы поступают из функций формирования главного объемно-календарного плана и планирования потребности в материалах, а открытые извлекаются из функций планирования и диспетчирование на уровне цеха.
План продаж и операций (или план продаж и производства) служит двум основным целям в рамках функционирующей системы ERP. Первая цель – быть ключевым связующим звеном между процессом стратегического и бизнес планирования и системой детального планирования и исполнения плана компании. Связь эта налаживается между бизнес-планом предприятия (и, в частности, его финансовой частью) и главным календарным планом производства. Необходимо обеспечить механизм согласования планов высокого уровня и доведения их до функциональных подразделений предприятия:
Отдела сбыта;
Финансовых служб;
Технологических отделов;
Производственных подразделений;
Отделов снабжения и других отделов.
Эффективно поставленный процесс планирования продаж и операций позволяет усовершенствовать контроль над деятельностью предприятия. Вторая цель заключается в том, что принятый план продаж и операций является регулятором всех остальных планов и графиков. По сути, это бюджет, который устанавливается топ-менеджментом для главного календарного плана производства, в свою очередь, формирующего все последующие по иерархии календарные планы.
Полученный в результате процесса планирования с участием всех заинтересованных лиц план продаж и операций может и не быть оптимальным с точки зрения отдельных руководителей функциональных подразделений, однако он призван сбалансировать потребности сбыта и маркетинга с возможностями производства. И наоборот, план производства может быть разработан для поддержки и долгосрочного плана продаж и целей, устанавливаемых предприятием в области управления запасами и задолженностью по поставкам перед покупателями. Говорят, что в долгосрочной перспективе управлять производством должны потребности рынка, и производство должно соответствовать им. В краткосрочной же перспективе ограничения по производственной мощности могут задавать темп производства.
Управление спросом связывает следующие функции предприятия: прогнозирование спроса, работа с заказами покупателей, дистрибуция, движение материалов и сборочных единиц между производственными площадками компании. Таким образом, управление спросом является неотъемлемой частью процесса укрупненного планирования и разработки календарных планов. Для производственного предприятия прогнозы спроса и задолженность по поставкам согласно заказам покупателей являются стартовой точкой для бизнес-плана, планирования продаж и операций и процесса разработки главного календарного плана производства. Заказы покупателей также могут определить будущие потребности при разработке графика финальной (окончательной) сборки. При наличии сети дистрибуции потребности также играют важную роль при разработке плана в объемном выражении и главного календарного плана производства.
Данные о спросе, таким образом, являются одним из массивов исходных данных для различных ступеней планирования. Однако отметим, что спрос на продукцию на уровне семей продуктов или конкретных номенклатурных позиций не является сам по себе планом продаж и операций или главным календарным планом производства.
Позволяет описать план как правило, исходя из номенклатурных позиций независимого спроса (что производить, когда производить, сколько производить). Все остальные календарные планы в MRP базируются на главном календарном плане производства и формируются путем <разворачивания> – от потребности в готовой продукции к потребности в компонентах и материалах через описанные структуры продуктов.
Главный календарный план производства разрабатывается на основе плана производства (плана продаж и операций, представляющего собой объемный план), а также подробных планов продаж для каждой номенклатурной позиции, включаемой в главный календарный план производства. Здесь укрупненная оценка спроса, использовавшаяся на уровне планирования продаж и операций, должна быть уточнена и низведена до уровня конкретных номенклатурных позиций, дат и объемов производства (размеров партий). План же продаж и операций служит ограничением, в рамках которого и разрабатывается главный календарный план производства. В сумме (с учетом товарно-номенклатурных групп, или продуктовых линий, или семей продуктов) такой план должен давать цифру, указанную в плане продаж и операций. Подробный же план продаж определяет приоритеты для главного календарного плана производства с точки зрения порядка и сроков производства продукции в рамках планового периода.
Функция оперативного управления производством.
Или, иначе говоря, планирование и диспетчирование работы цеха. Данная функция назначает способ ведения приоритетов между работниками планирования и цеховым персоналом. Он позволяет видеть календарный план работы цеха за производственными заказами с позиций как цеха, так и рабочего центра и производственных операций, а также отслеживать его фактическое выполнение. Для сравнения отметим, что функции планирования потребности в материалах и функция планирования загрузки мощностей предоставляют информацию только исходя из производственных заказов и дат их выполнения. Чем яснее производственный (цеховой) персонал видит состояние заказов и их местонахождение, тем лучше будет организовано исполнение этих заказов с их стороны и тем больше оснований требовать от персонала при наличии у него в руках подобного инструментария своевременного выполнения заказов.
Функция управления входным / выходным материальным потоком.
Функция призвана контролировать исполнение плана использования производственных мощностей, разработанного на уровне функции планирования загрузки производственных мощностей. Взаимоотношения между двумя этими функциями весьма схожи с взаимоотношениями между функцией планирования потребности в материалах и диспетчированием производства, когда функция планирования потребности в материалах задает приоритетность производственных заданий, а планирование на уровне цеха и диспетчирование помогают контролировать соблюдения этих приоритетов. Функция управления входным / выходным материальным позволяет оценить, выполнен план по загрузке производственных мощностей или нет, так как она контролирует входные и выходные потоки заданий, направленные к рабочим, а также длину очереди к рабочим центрам, измеряемая в часах работы рабочего центра. Контроль производится для сравнения данных плановых величин с фактическими для последующего анализа причин отклонений.
Функция управления снабжением – контроль поставок, предназначена для осуществления контроля выполнения плана полученной от функции планирования потребностей в материалах с реальным исполнением закупок. Таким образом, можно сказать, что планирует сроки и параметры заявок на закупку, а данная функция помогает контролировать реализацию этих заявок посредством их преобразования в заказы на закупку (корректировку и (или) подтверждение закупок). Для помощи в работе сотрудникам отдела снабжения в системе должен быть предусмотрен целый ряд вспомогательных отчетов, позволяющих, опираясь на регулярное обновление информации, четко прогнозировать потребности в области номенклатурных позиций. То есть отдел снабжения имеет возможность загодя получать заявки на закупку и, действуя как единый закупочный центр, добиваться значительной экономии, связанной с режимом и объемами закупок.
Функции моделирования.
Основными объектами моделирования в MRP являются:
план потребности в материалах;
план потребности в мощностях;
финансовый план.
Планирование потребности в материалах
Цель функции – так спланировать поставку всех комплектующих, чтобы исключить простои производства и минимизировать запасы на складе. Уменьшение запасов материалов-комплектующих, кроме очевидной разгрузки складов и уменьшения затрат на хранение дает ряд неоспоримых преимуществ, главное из которых – минимизация замороженных средств, вложенных в закупку материалов, не сразу идущих на конвейер, а подолгу дожидающихся своей участи.
Входными элементами являются:
Описание состояния материалов
Этот элемент является основным входным элементом. В нем должна быть отражена максимально полная информация о всех типах сырья и материалах – комплектующих, необходимых для производства конечного продукта. В этом элементе должен быть указан статус каждого материала, определяющий, имеется ли он на руках, на складе, в текущих заказах или его заказ только планируется, а также описания, его запасов, расположения, цены, возможных задержек поставок, реквизитов поставщиков. Информация по всем вышеперечисленным позициям должна быть заложена отдельно по каждому материалу, участвующему в производственном процессе.
Программа производства
Этот элемент представляет собой оптимизированный график распределения времени для производства необходимой партии готовой продукции за планируемый период или диапазон периодов.
Перечень составляющих конечного продукта
Этот элемент представляет собой список материалов и их количество, требуемое для производства конечного продукта. Таким образом, каждый конечный продукт имеет свой перечень составляющих. Кроме того, здесь содержится описание структуры конечного продукта, т.е. он содержит в себе полную информацию по последовательности его сборки. Чрезвычайно важно поддерживать точность всех записей в этом элементе и соответственно корректировать их всякий раз при внесении изменений в структуру и (или) технологию производства конечного продукта.
Итак, результатами работы являются следующие основные элементы:
План заказов
Этот элемент определяет, какое количество каждого материала должно быть заказано в каждый рассматриваемый период времени в течение срока планирования. План заказов является руководством для дальнейшей работы с поставщиками и, в частности, определяет производственную программу для внутреннего производства комплектующих, при наличии такового.
Изменения к плану заказов
Этот элемент несет в себе модификации к ранее спланированным заказам. Некоторые заказы могут быть отменены, изменены или задержаны, а также перенесены на другой период.
1.1 Контроль выполнения производственного плана
В тот момент, когда определено, что план потребностей в производственных мощностях может быть осуществлен, начинает функционировать контроль поддержания установленной производительности. Для этого в течение всего срока планирования системой регулярно создаются контрольные отчеты по производительности.
Для адекватной работы системы необходимо определить величину допустимого отклонения от плана производства.
Кроме контрольных отчетов производительности, для каждой производительной единицы существуют контрольные отчеты потребления материалов – комплектующих. Эти отчеты существуют для быстрого определения ситуаций, когда та или иная производительная единица не развивает плановой мощности из-за недостаточного снабжения материалами. Контрольный отчет потребления внешне абсолютно идентичен с отчетом, только вместо соотношения плановых и реальных часов работы, в нем отображается разница между реальным и плановым потреблением материалов рассматриваемой производственной единицей.
Списки операций
Еще одним необходимым документом, регулярно (как правило, ежедневно) создаваемым системой является список операций. Списки операций обычно формируются в начале дня и передаются (или пересылаются) мастерам соответствующих производственных цехов. В этих документах отображена последовательность проведения рабочих операций над сырьем и комплектующими материалами на каждой производственной единице и их длительность. Списки операций позволяют каждому мастеру получать актуальную информацию, и фактически делают его частью MRP-системы.
Чрезвычайно важно обратить внимание на функции обратной связи в MRP-системе. Например, если Поставщики не способны поставить материалы – комплектующие в оговоренные сроки, они должны послать отчет о задержках, сразу, как только они узнают о существовании этой проблемы. Обычно, стандартная компания имеет большое количество просроченных заказов с поставщиками. Но, как правило, даты этих заказов не отражают в достаточной степени дат реальной потребности в этих материалах.
Алгоритм работы MRP-системы нацелен на внутреннее моделирование всей области деятельности предприятия. Его основная цель – учитывать и с помощью компьютера анализировать все внутрипроизводственные события: все те, что происходят в данный момент и все те, что запланированы на будущее. Как только в производстве допущен брак, как только изменена программа производства, как только в производстве утверждены новые технологические требования, MRP-система мгновенно реагирует на произошедшее, указывает на проблемы, которые могут быть результатом этого и определяет, какие изменения надо внести в производственный план, чтобы избежать этих проблем или свести их к минимуму. Разумеется, далеко не всегда реально полностью устранить последствия того или иного сбоя в производственном процессе, однако MRP-система информирует о них за максимально длительный промежуток времени, до момента их возникновения.
2. Планирование загрузки производственных мощностей
Следующим шагом стала возможность обрабатывать ситуацию с загрузкой производственных мощностей и учитывать ресурсные ограничения производства. Функция представлена:

Для ее работы необходимы следующие данные:
Данные о плане производства. Для этого необходимо использовать объемно-календарный план производства, а также результаты работы функции планирования потребности в материалах в виде плановых заказов по номенклатурным позициям зависимого спроса, а не только по номенклатурным позициям независимого спроса.
Данные о рабочих центрах. Рабочий центр – это определенная производственная мощность, состоящая из одной или нескольких машин (людей и (или) оборудования), которая в целях планирования потребности и загрузки мощностей и подробного календарного планирования может рассматриваться как одна производственная единица. Можно сказать, что рабочий центр – это группа взаимозаменяемого оборудования, расположенная на локальном производственном участке. Для работы функции необходимо предварительное формирование рабочего календаря рабочих центров с целью вычисления доступной производственной мощности.
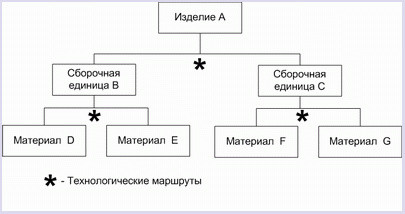
Данные о технологических маршрутах изготовления номенклатурных позиций. Здесь указываются все сведения о порядке осуществления технологических операций и их характеристиках (технологические времена, персонал, другая информация). Этот массив данных вместе с первым массивом формирует загрузку рабочих центров.
Технологический маршрут
Технологический маршрут – информация, описывающая способ производства данной номенклатурной позиции. Включает операции, которые необходимо выполнить, их последовательность, различные используемые рабочие центры, а также нормы времени для подготовки и обработки. В некоторых компаниях технологические маршруты также содержат информацию об инструментальном обеспечении, требования к уровню квалификации рабочих, операциях контроля качества, требования к тестированию и др. Для каждой изготавливаемой номенклатурной позиции должен быть описан хотя бы один технологический маршрут ее производства. Если рассматривать многоуровневую спецификацию продукта, то технологических маршрутов, применяемых при изготовлении готовой продукции, для которой описана данная спецификация, должно быть как минимум столько, сколько изготавливаемых номенклатурных позиций имеется в списке компонентов этого готового продукта плюс как минимум один технологический маршрут для этой готовой продукции.
Технологический маршрут, в свою очередь, состоит из технологических операций (или просто операций), представляющих собой работы состоящие из одного или нескольких элементов работ, обычно в основном выполняемая на одном рабочем месте.
При описании технологического маршрута указывается ряд атрибутов, среди которых обычно выделяют атрибуты, указываемые на уровне технологического маршрута в целом, и атрибуты, указываемые на уровне операций технологического маршрута.
Иногда технологический маршрут описывается без привязки к определенной номенклатурной позиции, а иногда – с привязкой не только к конкретной номенклатурной позиции, но и к определенному размеру партии по данной номенклатурной позиции. Реализация того или иного варианта варьируется.
Длительность производственного цикла по операции, необходимая для расчета длительности производственного цикла по технологическому маршруту в целом и расчета потребности в производственных мощностях, включающая следующие компоненты:
Время подготовки заказа к запуску;
Время ожидания заказа в очереди к рабочему центру;
Подготовительное время;
Штучное время (время обработки);
Время перемещения на следующую операцию;
Время контроля;
Время получения со склада и время помещения на склад;
Часовые тарифные ставки персонала по настройке оборудования и обработке, могут устанавливаться на уровне рабочего центра. Использование данного коэффициента будет описано ниже в главе, посвященной расчету затрат;
Коэффициенты или ставки накладных расходов по операции, могут устанавливаться на уровне рабочего центра. Использование данного коэффициента будет описано ниже в главе, посвященной расчету затрат;
Коэффициент выполнения норм времени (эффективности использования рабочего времени), может устанавливаться для рабочего центра и используется как множитель нормативного штучного времени. Если, например, нормативное штучное время по операции равно 1 часу, а коэффициент эффективности использования рабочего времени равен 0,8, то результат будет равен 0,8 часа. Использование данного коэффициента будет описано ниже в главе, посвященной оценке потребности в производственных мощностях;
Коэффициент использования рабочего времени – показывает долю фактического используемого фонда времени.
Функция планирования загрузки информирует обо всех расхождениях между планируемой загрузкой и имеющимися мощностями, позволяя предпринять необходимые регулирующие воздействия. При этом каждому изготавливаемому изделию назначается соответствующий технологический маршрут с описанием ресурсов, требуемых на каждой его операции, на каждом рабочем центре. Функция не занимается оптимизацией загрузки (хотя по желанию заказчика и с учетом специфики производства может быть реализована в виде имитационного или математического моделирования с целью оптимизации), осуществляя лишь расчетные функции по заранее определенной производственной программе согласно описанной нормативной информации. В этом смысле и рассмотренные функции – плановые механизмы, позволяющие получать корректный и реальный план-график производства на основе использования опыта и знаний лиц, принимающих решения. Обе эти функции можно с некоторой долей условности отнести к системам поддержки принятия решений, так как они позволяют просчитывать последствия, хотя и не выдают никаких практических вариантов преодоления возникших проблем.
3. Понятие производственной мощности
Под производственной мощностью предприятия понимают максимально возможный выпуск продукции определенной номенклатуры и ассортимента (за смену или за год) при полном и эффективном использовании оборудования и производственных площадей с учетом применения передовой технологии и научной организации труда.
Производственную мощность выражают в тех же единицах измерения, в которых планируют и учитывают производство данной продукции – в основном в натуральных единицах измерения (тоннах), а производство консервов – в тысячах или миллионах условных банок (туб или муб).
Большинство предприятий мясной и молочной промышленности вырабатывает продукцию широкого ассортимента, поэтому показателей производственной мощности предприятия несколько. Каждый из них устанавливают по номенклатуре, включающей ассортимент однородной продукции. Так, производственную мощность мясокомбината характеризуют показателями по производству мяса скота, птицы, колбасных изделий, мясных полуфабрикатов, сухих животных кормов и др.; городского молочного завода – мощностью по выпуску пастеризованного молока, жидких кисломолочных продуктов, творога, сметаны и др.; масло- и сыродельного завода – по выпуску масла, сыра, цельномолочной продукции, сухого обезжиренного молока, молочного сахара и др.
Наряду с этим производственную мощность характеризуют по выпуску продукции внутригруппового ассортимента. Например, мощность колбасного завода определяют в целом и отдельно по выпуску вареных, полукопченых и копченых колбас, сосисок и сарделек, ливерных колбас, хлебов, свинокопченостей; мощность завода по выпуску пастеризованного молока – в целом и отдельно по выпуску молока в бутылках, в пакетах и во флягах.
В некоторых случаях для упрощения и обобщения расчетов показатель производственной мощности выражают количеством максимально возможной переработки сырья за смену (например, мощность мясокомбината по переработке 600 голов крупного рогатого скота, 1000 голов свиней, мощность молочного завода по переработке 200 т молока), а также в стоимостном выражении (в оптовых ценах предприятий). Однако более правильно мощность выражать в натуральном измерении готовой продукции.
Производственная мощность – один из важнейших показателей планирования и оценки деятельности предприятия. Данные о производственной мощности и ее использовании включаются в паспорт предприятия. Характеризуя потенциальную возможность предприятия по выпуску продукции, производственная мощность является исходной величиной для обоснования объемов производства продукции конкретных видов в текущих и перспективных планах. Для этого планируемые объемы производства продукции сопоставляют с производственными мощностями, учитывая их выбытие в плановом периоде. Если выявлено, что имеется недоиспользование мощности, то устанавливают резервы увеличения выпуска продукции на данном предприятии, а также возможности перераспределения производства продукции по другим предприятиям в целях более полной загрузки их мощностей. Улучшение использования производственной мощности действующих предприятий – один из наиболее экономичных путей увеличения объемов продукции. Выявленный недостаток мощностей для выполнения установленного задания по производству продукции является основанием для разработки плана ввода в действие новых мощностей, в первую очередь путем расширения и реконструкции цехов действующих предприятий или путем строительства новых. Разработка такого плана является основой для расчета необходимых капитальных вложений и объемов строительно-монтажных работ, планирования материально-технического снабжения, себестоимости продукции, труда и заработной платы, внедрения новой техники и прогрессивной технологии, заключения договоров на поставку оборудования и т.д.
Величина производственной мощности предприятия меняется из года в год, а также в течение года в результате технического перевооружения и реконструкции, расширения производственных площадей, совершенствования организации труда, выбытия оборудования из-за физического и морального износа и т.д. Поэтому очень важно правильно рассчитать производственную мощность, учесть все факторы, которые влияют на ее величину. Такой расчет позволяет выявить конкретные резервы увеличения выпуска продукции, побуждает предприятия разрабатывать и осуществлять организационно-технические мероприятия по наиболее полному использованию производственной мощности и выполнению заданий по производству продукции с наименьшими затратами.
3.1 Факторы, определяющие величину производственной мощности
мощность производственный план контроль
На величину производственной мощности оказывают влияние следующие факторы: состав и количество ведущего оборудования, нормы его производительности, режим работы предприятия, ассортимент вырабатываемой продукции.
Состав и количество ведущего оборудования, его технический уровень оказывают наибольшее влияние на величину производственной мощности. Именно по ведущему оборудованию и ведется расчет производственной мощности. К ведущему оборудованию относят машины, агрегаты, поточные линии, на которых выполняются основные технологические операции. Перечень ведущего оборудования приводится в отраслевых инструкциях по определению производственной мощности.
На предприятиях мясной промышленности к ведущему оборудованию относят конвейерные линии убоя скота и разделки туш, обжарочные и термические камеры для вареных и полукопченых колбас, сушильные камеры для копченых колбас, поточные линии для производства мясных консервов и др.; на предприятиях молочной промышленности – линии розлива молока и жидких кисломолочных продуктов в бутылки, автоматы для изготовления бумажных пакетов и розлива в них молока, творого – и маслоизготовители, вакуум-аппараты, сушилки распылительные и вальцовые для сушки цельного и обезжиренного молока и др.
Выделение ведущего оборудования позволяет выявить «узкие места» производства, т.е. те участки производства, производительность оборудования на которых меньше по сравнению с производительностью ведущего оборудования. Наличие «узких мест» производства не должно влиять на величину производственной мощности, рассчитанную по ведущему оборудованию. Предприятия должны разработать организационно-технические мероприятия по их устранению.
При расчете производственной мощности учитывают все оборудование основных производственных цехов (действующее и временно бездействующее, находящееся в ремонте и модернизации), а также оборудование, находящееся в процессе монтажа и на складе, предназначенное к вводу в эксплуатацию в расчетном периоде (за исключением резервного оборудования, перечень которого указан в отраслевой инструкции). При наличии нескольких линий, агрегатов ведущего и другого оборудования одного и того же назначения производительность их суммируется.
Нормы производительности оборудования – это максимально возможное количество продукции (или сырья), которое может быть выработано (или переработано) на данном оборудовании в единицу времени. Их устанавливают на основе паспортных данных либо на основе расчетов по соответствующим формулам. Нормы производительности должны периодически пересматриваться, а также учитывать устойчивые достижения передовиков производства, мероприятия по совершенствованию организации труда, развитию техники и технологии. Повышение нормы производительности ведущего оборудования обусловливает увеличение производственной мощности предприятия.
По отдельным участкам производства (камеры созревания сыра, термостатные и хладостатные камеры для созревания кефира, участки по нарезке и фасовке мелкокусковых и порционных мясных полуфабрикатов и др.) для определения мощности применяют нормы использования площади (нагрузка или съем продукции с 1 м2 площади).
Режим работы предприятия обусловливает полезное (эффективное) время работы оборудования за смену и количество рабочих смен за год. Полезное (эффективное) время работы оборудования за смену В>Э>ф определяется разностью между продолжительностью рабочей смены В>см> и временем за смену на подготовительно-заключительные работы и техническое обслуживание (холостой ход, чистка, разборка и сборка), а также регламентированный отдых Вп.з.р, т.е.
В эф = В см – В п.з.р.
При сокращении времени на подготовительно-заключительные работы и техническое обслуживание время полезной (эффективной) работы оборудования растет, поэтому даже при той же часовой норме производительности мощность оборудования за смену увеличивается.
Количество рабочих смен за год на предприятиях различных подотраслей мясной и молочной промышленности неодинаково и зависит от конкретных условий производства, особенностей поставок сырья и реализации продукции. При определении производственной мощности принимается максимально возможное количество рабочих смен за год.
При непрерывном процессе производства молочных консервов, сухого молока и детских молочных продуктов, копченых колбас и др. количество смен за год определяют исходя из годового календарного фонда дней за вычетом дней на капитальный ремонт и трехсменной работы в сутки (оно составляет 900–990 смен).
Для предприятий, работающих в прерывном режиме (заводы по производству вареных колбас, мясных полуфабрикатов, плавленых сыров и др.), при расчете количества рабочих смен за год из календарного фонда времени вычитают праздничные и выходные дни, время на капитальный ремонт и санитарную обработку оборудования. Для крупных городских молочных заводов, где производство связано с ежедневной поставкой продукции торгующим организациям, количество рабочих смен за год устанавливают исходя из календарных дней за год за вычетом времени на капитальный ремонт и санитарную обработку оборудования.
Отраслевыми инструкциями по определению производственной мощности количество рабочих смен за год установлено: по производству вареных колбас и мясных полуфабрикатов – 500, производству цельномолочной продукции на городских молочных заводах мощностью 15 т и более – 600, производству мягких сыров, не требующих созревания, – 500 и т.д.
Целесообразно устанавливать такое же количество рабочих смен за год и для производств, перерабатывающих сельскохозяйственное сырье, которое поступает на предприятие в течение года неравномерно (убой скота и разделка туш, производство масла и сыра). В этом случае годовая мощность точнее характеризует потенциальные возможности предприятий по выпуску продукции, устраняется возможное завышение степени использования мощности, исчисленной по отраслевой инструкции.
Для указанных производств по отраслевой инструкции количество рабочих смен за год Кс. г определяют исходя из количества календарных дней в месяц максимальной загрузки Дм, количества смен в сутки месяца максимальной загрузки По, и удельного веса объема сырья, поступающего в этот месяц, в процентах к годовому объему поступления сырья d>M> по формуле:
Кcr = Д МПС * 100/dм.
Количество смен в сутки л>с> для производства сыра, молочного сахара, мяса и сухих животных кормов составляет 2.
Количество календарных дней в месяц максимальной загрузки Д>к> в молочной промышленности принимается полностью, а в мясной – за вычетом праздничных и выходных дней. При изменении месяца максимального поступления сырья могут измениться количество рабочих дней в месяце и, следовательно, показатель годовой мощности, что не отражает действительного-положения.
Сменная мощность по производству мяса 30 т. Максимальное поступление сырья в прошлом периоде – ноябрь, в текущем – сентябрь; удельный вес сырья соответственно 11,8 и 12,5% от годового количества, а выходных и праздничных дней – 10 и 8. Работа двухсменная.
Количество рабочих смен в месяц максимального поступления сырья:
прошлый период (30–10) -2 = 40;
текущий период (30–8) – 2 = 44.
Расчетное количество рабочих смен за год:
прошлый период 40–100/11,8=339;
текущий период 44–100/12,5 = 352.
Годовая мощность (при той же сменной мощности):
прошлый период 30–339=10170 т;
текущий период 30–352=10560 т.
Величина производственной мощности при одном и том же установленном оборудовании может быть неодинаковой, если изменяются ассортимент продукции и соответственно удельный вес выпуска продукции отдельных видов в общем их объеме. Это происходит в результате того, что продолжительность процесса изготовления каждого вида продукта неодинакова. Кроме того, возникают потери времени при переходе изготовления продукции одного вида к другому на одном и том же оборудовании, допускается разная нагрузка продукции на 1 м2 производственной площади при ее созревании или хранении. Так, при производстве сосисок производительность обжарочной камеры снижается на 10%, а сарделек – на 20% по сравнению с изготовлением вареных колбас в кругах, а при производстве вареных колбас в искусственной оболочке диаметром до 60 мм производительность камер снижается почти в два раза по сравнению с использованием таких же оболочек, но диаметром свыше 80 мм. При выработке молочной продукции разного ассортимента или одного вида, но в различной фасовке производительность оборудования снижается на 10% при одном переходе и на 15% при двух или более переходах (учитываются потери времени на переналадку и санитарную обработку оборудования).
На величину производственной мощности влияют также качество и состав перерабатываемого сырья (например, мощность конвейерной линии по убою скота и разделке туш увеличивается по производству мяса, если на переработку будет поступать больше скота полновесного и высшей упитанности); организация равномерной, ритмичной работы всех звеньев производственного процесса; рост культурно-технического уровня кадров, повышение их квалификации, обеспечение стабильности кадров и ликвидация их текучести, что позволяет лучше использовать технику, увеличивать выпуск продукции с единицы оборудования, быстрее осваивать и превышать нормы производительности оборудования и увеличивать мощность предприятия в целом.
3.2 Методика расчета производственной мощности
Производственную мощность рассчитывают вначале сменную, а затем годовую. При расчете выделяют ведущее технологическое оборудование непрерывного и периодического действия, а также ведущие участки производства с длительным циклом производственного процесса (камеры созревания сыров и сушки колбас, термостатные, холодильные камеры и др.).
Годовую производственную мощность М>r>> >определяют по формуле
Mr =Mcnc.r,
где М>с> – сменная мощность;
н>сг> – количество рабочих смен за год.
Производственную мощность в смену ведущего технологического оборудования непрерывного действия М (автоматы и поточные линии по розливу молока в бутылки и пакеты, сушилки распылительные и вальцовые и т.д.) находят из уравнения
Mc = Hт.чВэф,
где Нт.ч – норма технической производительности оборудования за один час работы, единицы готовой продукции;
В> >эф, – время полезной (эффективной) работы оборудования за смену, ч.
Норма технической производительности поточной линии по розливу молока в бутылки 12 тыс. бутылок в час, время на подготовительно-заключительные работы и техническое обслуживание (холостой ход, чистка, мойка и т.д.) в смену 1 ч. Время полезной (эффективной) работы за смену 8- 1 = 7 ч. Мощность линии за смену в тоннах готовой продукции составит 6*7 = 42 т.
При установленных рабочих сменах за год 600 годовая мощность линии по производству молока в бутылках 42*600 = 25200 т.
Производственную мощность в смену ведущего технологического оборудования периодического действия M``c (сырные и творожные ванны, котлы, резервуары, обжарочные и варочные камеры и др.) определяют по формуле
М=П n = ЕК/H * В /Д,
где П – производительность оборудования за один цикл работы или единовременная загрузка оборудования (ЕК/Н>Р>. >с>);
п>ц> – количество циклов (или оборотов) оборудования за смену (В>Э>ф / Дц);
Е – вместимость оборудования;
К–коэффициент загрузки оборудования;
Н>р>. >с> – норма расхода сырья на единицу продукции;
Д>ц> – длительность одного цикла (включая время на загрузку и выгрузку).
Для выработки творога 9%-ной жирности установлены две ванны вместимостью 2500 л каждая, коэффициент загрузки 0,9. Норма расхода нормализованной смеси на 1 т творога 7,2 т. Количество циклов (оборотов) творожной ванны за смену 0,7.
Мощность по производству творога 9%-ной жирности составит: в смену (2500*0,9*2/7200)*0,7 = 0,625*0,7 = 0,437 т; за год 0,437–600 = 262.2 т.
При расчете мощности колбасного завода нормы производительности обжарочных камер неодинаковы при выработке вареных колбас, сосисок и сарделек, а также различаются по видам применяемых оболочек (естественная, искусственная) и диаметру. Поэтому для обжарочных камер определяют среднюю норму производительности с учетом удельного веса продукции по видам в различной оболочке в общем объеме продукции по плановому ассортименту.
В цехе установлены четыре трехрамные обжарочные камеры (размер рам 1200x1000 мм). Норма производительности каждой камеры при выработке вареной колбасы в искусственной оболочке диаметром 60–80 мм 3200 кг в смену. Удельный вес выработки колбасных изделий отдельных видов в общем объеме производства: вареных колбас в искусственной оболочке диаметром 60–80 мм 40%, в синюгах и искусственной оболочке диаметром до 60 мм 10%, в искусственной оболочке диаметром свыше 80 мм 20%, сосисок в бараньих, свиных черевах и искусственной оболочке 30%.
Средний коэффициент использования обжарочных камер исходя из установленных отраслевой инструкцией коэффициентов использования оборудования с учетом вида и размеров оболочки, удельного веса различных изделий в общем объеме производства составляет (40*1,0 + 10*0,6 + 20*1,1 + 30*0,9)/ 100= 0,95.
Производительность четырех обжарочных камер: в смену 3200–4–0,95=12160 кг=12,16 т; за год 12^6–500=6080 т.
Пропускную способность ведущих участков М с длительным циклом производственного процесса (камеры созревания сыров, ряженки, сушки колбас и т.д.) определяют исходя из производственной площади S, норм нагрузки продукции на 1 м2 площади Н>3>, продолжительности цикла обработки Д>ц>: где <Qк – емкость камеры, т груза (SH>3>).
Производственная площадь термостатной камеры для производства ряженки 50 м5, норма нагрузки продукции на 1 м'2 площади 200 кг, количество циклов за смену 0,5, смен за год 600.
Пропускная способность камеры: за смену 50*0,2*0,5 = 5 т, за год 5*600 = 3000 т.
Производительность конвейерных линий для убоя скота и разделки туш рассчитывают по формуле исходя из рабочей длины подвесных путей и нормы съема голов в смену с 1 м подвесных путей (специализированных для скота одного вида или универсальных – для скота нескольких видов с учетом поправочных коэффициентов):
Мс=LHcrB/ab,
Где L – рабочая длина подвесных путей, м;
Н> >– норма съема голов в смену по видам скота с 1 м подвесных путей;
В - средняя масса туши скота, кг;
а – поправочный коэффициент, учитывающий производительность линий. За коэффициент а, равный единице, принята производительность конвейерной линии 900–1099 голов в смену (при меньшей производительности а>1, при большей – а<1);
b – поправочный коэффициент, учитывающий среднюю массу туш. За коэффициент b, разный единице, принята масса туши крупного рогатого скота 131 –150 кг, свиней 66–75 кг (при меньшей массе Ь<a, при большей – 6>1). Величина поправочных коэффициентов а и b указана в отраслевой инструкции по определению производственной мощности.
Рабочая длина подвесных путей специализированной конвейерной линии для переработки крупного рогатого скота 40 м, норма съема с 1 м рабочей длины подвесных путей 11,5 головы, средняя масса туши 150 кг. Поправочные коэффициенты по шкале, приведенной в отраслевой инструкции: а=1,15, 6= 1,05.
3.3 Планирование использования производственной мощности
Каждое предприятие должно стремиться к наиболее полному использованию производственной мощности, так как при этом растут производительность труда и фондоотдача основных фондов, снижается себестоимость единицы продукции (в основном за счет так называемых условно-постоянных расходов – на амортизацию, текущий ремонт; управление производством и др.).
Коэффициент использования производственной мощности Ким определяют отношением фактического (или планового) объема выпуска продукции Пф.>пл> к установленной по данной продукции величине среднегодовой мощности М>с>>r>, т.е.
К и.м = Пф.пл/Мсr
При расчете этого коэффициента учитывают среднегодовую мощность потому, что величина мощности в течение года меняется. Она увеличивается в результате расширения и реконструкции действующих цехов, внедрения дополнительного или нового более производительного оборудования, совершенствования организации труда и производства или уменьшается из-за выбытия физически и морально изношенного оборудования или сноса ветхих зданий. Поэтому различают сменную входную, выходную и среднегодовую мощность.
Сменная входная мощность – это мощность на начало, а выходная – на конец планового (отчетного) периода. Выходная сменная мощность М>вых> определяется по данным о величине мощности входной М>вх>, вводимой Мвв и выбывающей М>выб>.по формуле
Мвых = Мвх + Мвв – Мвыб
Среднесменная мощность за год определяется с учетом не только величин, но и сроков ввода и выбытия мощностей. При ее расчете среднегодовой ввод или выбытие мощности находят делением величины вводимой (выбывающей) в течение года мощности на 12 и умножением полученного результата на число месяцев, остающихся до конца года с момента ввода (выбытия) мощности. Среднегодовую мощность М>с>>r> определяют умножением среднесменной мощности М>с> на число рабочих смен за год n cr.
Входная сменная мощность по выпуску вареной колбасы 20 т. Вводимая сменная мощность с 1 сентября 4,5 т, выбывающая – с 1 июля 0,6 т. Годовой выпуск продукции 9010 т.
Выходная сменная мощность
20 + 4,5 – 0,6 = 23,9 т.
Среднесменная мощность
20+ 4,5*4/12 – 0,6*6/12 = 20+ 1,5 – 0,3 = 21,2 т.
Среднегодовая мощность
21,2–500 = 10 600 т.
Коэффициент использования годовой мощности 9010/10 600 = 0,85.
Чем ближе к единице коэффициент использования производственной мощности, тем полнее она используется, характеризуя одну из сторон напряженности плана производства продукции. Разница между единицей и коэффициентом использования мощности определяет резерв увеличения выпуска продукции с действующих мощностей или путем улучшения экстенсивного (увеличения времени работы), или путем повышения интенсивного (увеличения выпуска продукции за единицу времени) использования оборудования.
Фактическое число рабочих смен за год 400, расчетное – 500. Сменная производительность оборудования 2 т, а фактический выпуск продукции за смену 1,8 т.
Коэффициент экстенсивного использования оборудования
400/500 = 0,8.
Резерв дополнительного увеличения выпуска продукции
500 (1 –0,8) 2 = 200 т.
Коэффициент интенсивного использования оборудования в смену
1,8/2 = 0,9.
Резерв увеличения выпуска продукции от повышения интенсивности использования оборудования при 400 фактических рабочих сменах в год
2 (1 –0,9) 400 = 80 т.
Общий резерв дополнительного объема выпуска продукции за год
200+80 = 280 т,
или 2*500 (1 – 0,8–0,9) = 280 т.
Для установления причин недоиспользования мощности составляют график производительности оборудования по ходу технологического процесса (в сопоставимых единицах). Сравнивая производительность оборудования всех видов с мощностью ведущего оборудования, выявляют излишнее оборудование и «узкие места» производства, разрабатывают конкретные мероприятия по их устранению. «Узкое место» можно ликвидировать заменой существующего оборудования более производительным, размещением дополнительных машин и аппаратов, модернизацией оборудования с увеличением их производительности, рациональным расположением оборудования, расширением производственных площадей, применением прогрессивной технологии.
Наряду с этим разрабатывают мероприятия по обеспечению пропорциональности между производственной мощностью основных цехов и мощностью энергетического хозяйства, емкостями холодильников, пропускной способностью помещений для хранения готовой продукции.
Для повышения степени использования оборудования предусматривают сглаживание сезонности поступления сырья, комплексную его переработку, сокращение и ликвидацию брака продукции, своевременное обеспечение производства энергией, материалами и тарой, улучшение профилактического, технического обслуживания оборудования, предотвращение его аварий и простоев, сокращение времени на ремонт оборудования, его установку и наладку.
Большую роль в лучшем использовании оборудования играют правильная расстановка рабочих, повышение их квалификации, распространение передового опыта, сокращение времени на мойку, чистку, сборку и разборку оборудования; механизация и автоматизация производственных процессов и особенно погрузочно-разгрузочных, транспортных, моечных и других вспомогательных операций.
Одним из необходимых условий полного использования мощностей является систематический и точный учет их наличия и динамики по периодам года в связи с осуществлением организационно-технических мероприятий и выбытием мощностей. Правильный расчет мощностей позволяет исключить занижение планов производства продукции, повысить степень их напряженности, а в связи с этим обоснованнее составлять планы капитального строительства и эффективнее использовать капитальные вложения, материальные и трудовые ресурсы.
Список литературы
1. Стерлигов Б.И. Организация и планирование производства на предприятиях мясной и молочной промышленности. – М.: Яхонт, 1998.
2. Лебединский Ю.П. Производственный потенциал пищевой промышленности. – М.: ИМА – пресс, 1999.
3. Шаматов И.К. Оценка и стимулирование технического развития предприятия в условиях рынка. – М.: Инфра, 2000.
4. Фатхутдинов Организация производства. – М.: Инфра, 2003.
5. Шереметинский А.П. Моделирование оптимизации производственных программ на предприятии пищевой промышленности. – М.: Дело, 1999.
6. Барщевский П.П. Интенсификация производства в пищевой промышленности. – М.: ВЛАДОС, 2002.