Методологические основы управления качеством
Методологические основы управления качеством
1. Аспекты качества продукции
В современной теории и практике управления качеством выделяют следующие пять основных этапа:
1. Принятие решений “что производить?” и подготовка технических условий. Например. При выпуске автомобиля той или иной марки важно решить: "для кого автомобиль" (для узкого круга весьма состоятельных людей или для массового потребителя).
2. Проверка готовности производства и распределение организационной ответственности.
3. Процесс изготовления продукции или предоставления услуг.
4. Устранение дефектов и обеспечение информацией обратной связи в целях внесения в процесс производства и контроля изменений, позволяющих избегать выявленных дефектов в будущем.
5. Разработка долгосрочных планов по качеству.
Осуществление перечисленных этапов невозможно без взаимодействия всех отделов, органов управления фирмой. Такое взаимодействие называют единой системой управления качеством. Это обеспечивает системный подход к управлению качеством.
Рассмотрим более подробно содержание этапов управления качеством.
На первом этапе качество означает ту степень , в которой товары или услуги фирмы соответствуют ее внутренним техническим условиям. Этот аспект качества называют качеством соответствия техническим условиям.
На втором этапе оценивается качество конструкции. Качество может отвечать техническим требованиям фирмы на конструкцию изделия, однако, сама конструкция может быть как высокого, так и низкого качества.
На третьем этапе качество означает ту степень, в которой работа или функционирование услуг (товаров) фирмы удовлетворяет реальные потребности потребителей.
В этом плане заслуживает внимания опыт корпорации “Термо Кинг”, являющейся одним из признанных лидеров в области холодильного автотранспорта. Это – крупная транснациональная компания, которой принадлежат 13 заводов в разных станах мира. В России эта компания появилась в 70-е годы, когда начала сотрудничество с компанией “Совтрансавто”. Основная цель фирмы – создание замкнутой климатической цепи, которая охватывает этапы перевозки продукции от заготовителей, мест крупных хранилищ, складов до магазинов, кафе и ресторанов. Продукцией фирмы является весь спектр холодильных установок автомобильной техники, начиная от малых автомобилей, грузоподъемностью 350-500 кг. до крупных полуприцепов, объемом 90 куб. м., а также больших морских контейнеров, участвующих в транснациональных перевозках между континентами. Установки “Термо Кинг” отличаются компактностью, высочайшей надежностью и экономичностью. Основой организации деятельности фирмы является ориентация на конечного пользователя и создание для него максимально выгодных условий при покупке, эксплуатации и ремонте оборудования.
Характерно, что оборудование “Термо Кинг” дороже оборудования ее конкурентов. Однако ее успех в бизнесе обеспечивается уровнем и качеством сервиса.
Товары фирмы могут соответствовать внутренним техническим условиям (этап первый); сама конструкция изделия может быть выдающейся (этап второй); услуга или изделие могут не подходить для удовлетворения конкретных нужд потребителя. Мы рассмотрели содержание трех основополагающих этапов, которые одинаково важны. Любая недоработка в любом из них может создать проблемы с качеством.
Система управления качеством продукции опирается на следующие взаимосвязанные категории управления: объект, цели, факторы, субъект, методы, функции, средства, принцип , вид, тип критериев и др.
Под управлением качеством продукции понимают постоянный, планомерный, целеустремленный процесс воздействия на всех уровнях на факторы и условия, обеспечивающий создание продукции оптимального качества и полноценное ее использование [1, с. 28].
Система управления качеством продукции включает следующие функции:
1. Функции стратегического, тактического и оперативного управления.
2.Функции принятия решений, управляющих воздействий, анализа и учета, информационно-контрольные.
3. Функции специализированные и общие для всех стадий жизненного цикла продукции.
4. Функции управления по научно-техническим, производственным, экономическим и социальным факторам и условиям.
Стратегические функции включают:
прогнозирование и анализ базовых показателей качества;
определение направлений проектных и конструкторских работ;
анализ достигнутых результатов качества производства;
анализ информации о рекламациях;
анализ информации о потребительском спросе.
Тактические функции:
управление сферой производства;
поддержание на уровне заданных показателей качества;
взаимодействие с управляемыми объектами и внешней средой.
Система управления качеством продукции представляет собой совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и поддержание высокого уровня качества продукции.
В 1987 г. Международной организацией по стандартизации (ИСО) при участии США, Канады, ФРГ были разработаны и утверждены пять международных стандартов серии 9000 (по системам качества), в которых были установлены требования к системам обеспечения качества продукции, в том числе к разработке продукции, изготовлению, к организации контроля и испытаний продукции, к ее эксплуатации, хранению и транспортированию. Международные стандарты ИСО 9000 по системам качества включают пять наименований:
1. ИСО 9000 “Общее руководство качеством и стандарты по обеспечению качества. Руководящие указания по выбору и применению”.
2. ИСО 9001 “Система качества. Модель для обеспечения качества при проектировании и (или) разработке, производстве, монтаже и обслуживании”.
3. ИСО 9002 “Система качества. Модель для обеспечения качества при производстве и монтаже”.
4. ИСО 9003 “Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях”.
5. ИСО 9004 “Общее руководство качеством и элементы системы качества. Руководящие указания”.
Система управления качеством продукции должна удовлетворять требованиям к:
9001 – требования к системе контроля и испытаний продукции, сертификации надежности.
9002 – требования к системе организации производства.
9003 – требования к системе управления качеством от проектирования до эксплуатации.
Система управления качеством включает:
1. Задачи руководства (политика в области качества, организация).
2. Система документации и планирования.
3. Документация требований и их выполнимость.
4. Качество во время разработки (планирование, компетентность, документация, проверка, результат, изменения).
5. Качество во время закупок (документация, контроль).
6. Обозначение изделий и возможность их контроля.
7. Качество во время производства (планирование, инструкции, квалификация, контроль).
8. Проверка качества (входные проверки, межоперационный контроль, окончательный контроль, документация испытаний).
9.Контроль за испытательными средствами.
10. Корректирующие мероприятия.
11. Качество при хранении, перемещении, упаковке, отправке.
12. Документирование качества.
13.Внутрифирменный контроль за системой поддержания качества.
14. Обучение.
15. Применение статистических методов.
16. Анализ качества и систем принимаемых мер.
Контролируемые показатели качества устанавливаются а зависимости от специфики продукции.
Пример. Система показателей качества.
Качество машин. Технические (мощность, точность, удельный расход ресурсов, надежность и др).
Качество труда. Причины образования брака.
Качество продукции. Производственные, потребительские, экономические.
Качество проекта. Число исправлений при реализации.
Качество технологии. Число нарушений.
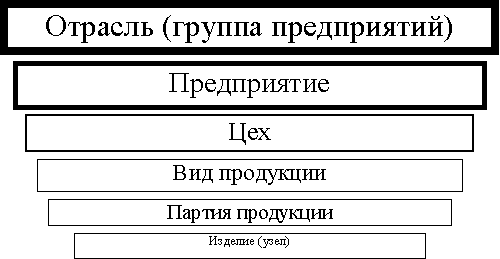
Рис. 1. Уровни качества
Политика в области качества может быть сформулирована в виде принципа деятельности или долгосрочной цели и включать:
улучшение экономического положения предприятия;
расширение или завоевание новых рынков сбыта;
достижение технического уровня продукции, превышающего уровень ведущих фирм;
ориентацию на удовлетворение требований потребителей определенных отраслей или определенных регионов;
освоение изделий, функциональные возможности которых реализуются на новых принципах;
улучшение важнейших показателей качества продукции;
снижение уровня дефектности изготавливаемой продукции;
увеличение сроков гарантии на продукцию;
развитие сервиса.
В соответствии со стандартом ИСО жизненный цикл продукции включает 11 этапов:
1. Маркетинг, поиск и изучение рынка.
2. Проектирование и разработка технических требований, разработка продукции.
3. Материально-техническое снабжение.
4. Подготовка и разработка производственных процессов.
5. Производство.
6. Контроль, проведение испытаний и обследований.
7. Упаковка и хранение.
8. Реализация и распределение продукции.
9. Монтаж и эксплуатация.
10. Техническая помощь и обслуживание.
11.Утилизация после испытания.
Перечисленные этапы представляются в литературе по менеджменту в виде “петли качества” рис. 3.2 [9, с. 130].
Таким образом, обеспечение качества продукции- это совокупность планируемых и систематически проводимых мероприятий, создающих необходимые условия для выполнения каждого этапа петли качества, чтобы продукция удовлетворяла требованиям к качеству.
Управление качеством включает принятие решений, чему предшествует контроль, учет, анализ.
Улучшение качества – постоянная деятельность, направленная на повышение технического уровня продукции, качества ее изготовления, совершенствование элементов производства и системы качества.
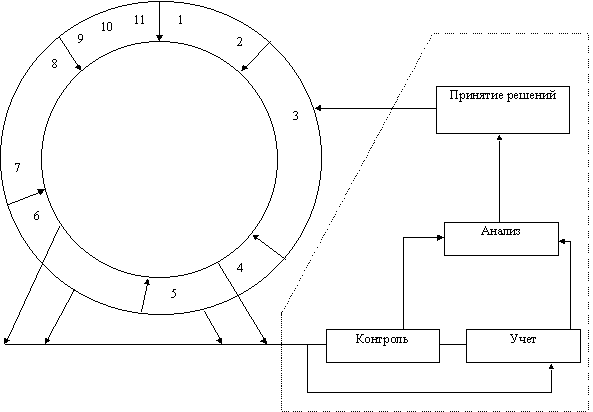
Рис. 2. Обеспечение качества
Механизм управления качеством продукции показан на рис. 3.3 [9, c. 129].
На рис. 3.3 система управления качеством представлена в концентрированном виде. Здесь прежде всего выделена политика предприятия в области качества. собственно система качества, включающая обеспечение, управление и улучшение качества.
В современном менеджменте качества сформулированы десять основополагающих условий:
1. Отношение к потребителю как важнейшей составляющей данного процесса.
2. Принятие руководством долгосрочных обязательств по внедрению системы управления фирмой.
3. Вера в то, что нет предела совершенству.
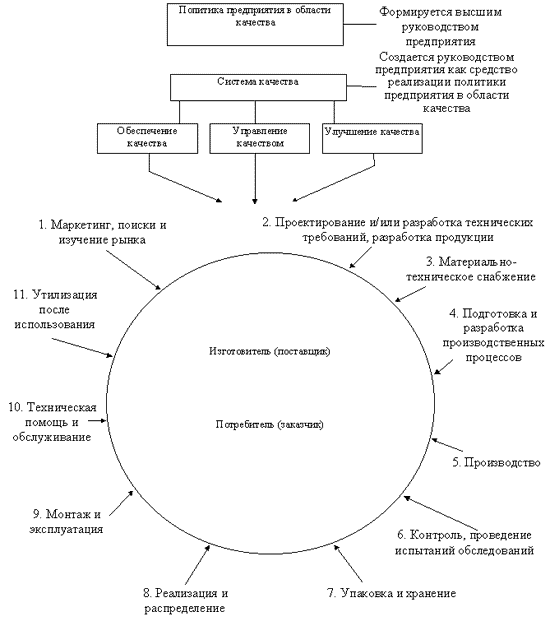
Рис. 3. Управление качеством продукции
4. Уверенность в том, что предотвращение проблем лучше , чем реагирование на них , когда они возникают.
5. Заинтересованность, ведущая роль и непосредственное участие руководства.
6. Стандарт работы, выражающийся в формулировке “ноль ошибок”.
7. Участие работников фирмы, как коллективное, так и индивидуальное.
8. Уделение основного внимания совершенствованию процессов, а не людей.
9. Вера в то, что поставщики станут Вашими партнерами, если будут понимать Ваши задачи.
10. Признание заслуг.
С позиции потребителя качество изделия – степень удовлетворения требований потребителя.
Потребитель завтрашнего дня.
1. Признает приоритет за качеством, а цена занимает второе место.
2. Предъявляет рекламацию каждого дефекта.
3. Требует постоянного улучшения качества.
4. Требует обеспечения качества в технологическом процессе и отказывается от окончательного контроля.
5. Чувствителен в своих реакциях в случае изменения технологического процесса.
6. Кооперирует в случае обеспечения качества.
7. Является сторонником продукции, если качество обеспечено
Стремление России к интеграции в мировое сообщество, а также развитие рыночных отношений внутри страны предполагают всестороннее и полное выявление свойств и оценку показателей, определяющих и характеризующих качество продукции и технический уровень производства.
Состав и взаимосвязь основных требований, предъявляемых к производству продукции в нормативной и технической документации, представлены на рис. 3.4.
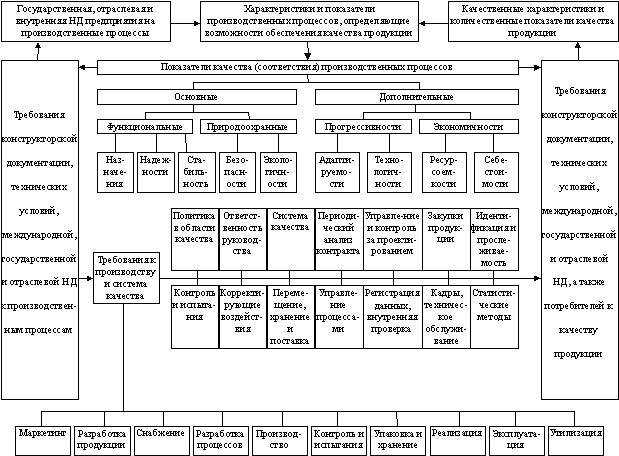
Рис. 4. Основные требования к процессу производства продукции в нормативной и технической документации
Наилучших результатов в создании и выпуске конкурентоспособной продукции добиваются предприятия, обладающие исчерпывающими сведениями о состоянии и возможностях производственных процессов, а также своевременно вырабатывающие управляющие воздействия по их совершенствованию.
По мнению отечественных и зарубежных специалистов, качество продукции закладывается в конструкторской и технологической документации, и та, и другая должны соответствующим образом оцениваться.
1) Начинать нужно с освоения производства товара, пользующегося спросом, т. е. производить то, что кто-то купит, а если улучшать этот товар, то число его покупателей будет расти, улучшатся экономические показатели предприятия и можно будет найти средства для реализации следующих этапов решения проблем качества.
Однако товар, пользующийся спросом, – это чаще всего новая продукция. Следовательно, начинать надо с изучения спроса на рынке и его учета при создании и освоении производства новых изделий. Таких, как, например, "ГАЗель" Горьковского автозавода; “Бычок” АО “ЗиЛ”.
2) Нужно иметь дилерскую, торговую сеть продаж, а также распространения товара и информации о нем. Нет этого – никакое качество продукции не спасет предприятие. Так, например, Нижегородская фабрика АО "Хохломская роспись" выпускает продукцию высочайшего качества, но, не имея хорошей дилерской сети, особенно за рубежом, вынуждена продавать продукцию по ценам в 5-10 раз ниже, чем ее оценивают зарубежные эксперты. В результате предприятие терпит большие убытки и испытывает финансовые трудности.
3) Нужно минимизировать издержки производства. С этой целью необходимо все пересчитать, переосмыслить материально-техническую базу предприятия, отказаться от всего лишнего, провести реструктуризацию. Не сделав этого, начинать борьбу за качество не стоит, так как предприятие может умереть от другой болезни. Для подтверждения этого примеры не нужны, почти каждое российское предприятие имеет огромные издержки. Они настолько велики, что предприятия вынуждены искажать отчетность. В результате почти невозможно правильно считать затраты на качество и, следовательно, управлять экономикой качества.
4) Надо научиться управлять финансами, а это – искусство, причем непростое. Прежде всего необходимо отладить контроль за финансами. Бесконтрольность – путь к потерям финансов, их расхищению и банкротству предприятия. Главный фактор, способствующий этому, – отсутствие у больших промышленных предприятий их реальных собственников. На таких предприятиях собственностью практически распоряжаются высшие менеджеры и потому многое зависит от их порядочности и честности. Тем не менее дальновидные менеджеры заинтересованы в налаживании финансового контроля и работают в этом направлении.
Все четыре обязательных условия успешной деятельности предприятий, отмеченные выше, рассматриваются в различных концепциях качества, но там речь идет об их улучшении. На большинстве же российских предприятий эти условия нужно создавать практически с нуля. И только после того, как на предприятии как-то справились с этой задачей, оно может приступать к решению проблемы качества путем создания и сертификации систем качества, отвечающих требованиям стандартов ИСО 9000 и 05-9000, а также концепции ТОМ. При этом нужно ставить вопрос о реформировании предприятий, их реструктуризации и создании новых элементов, исходя из четкого понимания философии ТОМ и ориентации на концепцию всеобщего качества. Не случайно последние крупные международные конференции назывались "Качество – путеводная звезда в лучший мир" (Израиль, Иерусалим, 1996 г.), "Качество – ключ к XXI веку" (Япония, Иокогама, 1996 г.).
2. Контроль качества
Контроль качества независимо от совершенства применяемых для этого методик предполагает прежде всего отделение хороших изделий от плохих. Естественно, что качество изделия не повышается за счет выбраковки некачественных. Отметим, что на предприятиях электронной промышленности из-за миниатюрных размеров изделий часто брак исправить вообще невозможно. Поэтому современные фирмы сосредотачивают внимание не на выявлении брака, а на его предупреждении, на тщательном контролировании производственного процесса и осуществляют свою деятельность в соответствии с концепцией “регулирование качества”.
Большую роль в обеспечении качества продукции играют статистические методы.
Целью методов статистического контроля является исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и устранить. Статистические методы контроля качества подразделяются на:
статистический приемочный контроль по альтернативному признаку;
выборочный приемочный контроль по варьирующим характеристикам качества;
стандарты статистического приемочного контроля;
система экономических планов;
планы непрерывного выборочного контроля;
методы статистического регулирования технологических процессов.
Следует отметить, что статистический контроль и регулирование качества продукции хорошо известны в нашей стране. В этой области наши ученые имеют несомненный приоритет. Достаточно вспомнить работы А.Н. Колмогорова по несмещенным оценкам качества принятой продукции на основании результатов выборочного контроля, разработку стандарта приемочного контроля с использованием экономических критериев.
Многие из оценок качества продукции вытекают из самих особенностей сбора информации.
Пример. На заводе контролируется партия изделий, среди которых есть годные и негодные. Доля брака в данной партии неизвестна. Однако она не является неопределенной величиной в собственном смысле этого слова. Если ничто не мешает проверить все изделия в данной партии, то долю брака можно точно определить. Если же контролируя взятую из партии выборку, возможно собрать лишь неполную информацию, имеет место случайность отбора, способная исказить истинную картину.
Возникает проблема, как оценить по одной выборке, взятой из совокупности, значение той или иной характеристики этой совокупности? Подобная проблема может возникать в самых различных ситуациях.
Примеры:
1.Принимая по результатам выборки партию изделий, оценивают долю брака w в данной партии изделий.
2. Имеется оборудование. Закон распределения результатов работы оборудования в определенной степени определяет в рассматриваемый момент способность оборудования выполнить данную работу.
Каждая из разновидностей статистических методов контроля качества имеет свои преимущества и недостатки. Например, выборочный приемочный контроль по варьирующим характеристикам имеет то преимущество, что требует меньшего объема выборки. Недостаток этого метода заключается в том, что для каждой контролируемой характеристики нужен отдельный план контроля. Если каждое изделие проверяется по пяти характеристикам качества, необходимо иметь пять отдельных планов проверок.
Как правило, планы выборочного приемочного контроля проектируют таким образом, чтобы была мала вероятность ошибочно забраковать годную продукцию, или был мал “риск производителя”. Большинство планов выборочного контроля проектируется так, чтобы "риск производителя" был
 =
0,05.
=
0,05.
Если при установленном плане выборочного контроля “уровень приемлемого качества” соответствует предполагаемой доле брака p в генеральной совокупности, то считают, что вероятность забраковать годную продукцию мало отличается от 0,05. Поэтому уровень приемлемого качества и a соответствуют способу плана выборочного контроля. Важно также, что план приемочного выборочного контроля составляется с таким расчетом, чтобы вероятность приемки продукции низкого качества была мала, т. е. был мал “риск потребителя”. Граница между хорошей и плохой продукцией называется допустимой долей брака в партии. Рассмотрим более подробно наиболее распространенные методы статистического контроля качества.
3. Статистический приемочный контроль по альтернативному признаку
Основной характеристикой партии изделий по альтернативному признаку является генеральная доля дефектных изделий.
 ,
,
где
D – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль.
Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку:
одноступенчатые планы, согласно которым,
если среди n случайно отобранных изделий
число дефектных m окажется не больше
приемочного числа С (m C),
то партия принимается; в противном
случае партия бракуется;
C),
то партия принимается; в противном
случае партия бракуется;
двухступенчатые планы, согласно которым,
если среди n1 случайно отобранных изделий
число дефектных m1 окажется не больше
приемочного числа C1 (m1 C1),
то партия принимается; если m1
C1),
то партия принимается; если m1 1,
где d1 – браковочное число, то партия
бракуется. Если же C1
1,
где d1 – браковочное число, то партия
бракуется. Если же C1 m1
d1,
то принимается решение о взятии второй
выборки объемом n2. Тогда, если суммарное
число изделий в двух выборках (m1 + m2)
C2,
то партия принимается, в противном
случае партия бракуется по данным двух
выборок;
m1
d1,
то принимается решение о взятии второй
выборки объемом n2. Тогда, если суммарное
число изделий в двух выборках (m1 + m2)
C2,
то партия принимается, в противном
случае партия бракуется по данным двух
выборок;
многоступенчатые планы являются
логическим продолжением двухступенчатых.
Первоначально берется партия объемом
n1 и определяется число дефектных изделий
m1.Если m1C1,
то партия принимается. Если C1
m1
d1(D1 C1+1),
то партия бракуется. Если C1m1
d1,
то принимается решение о взятии второй
выборки объемом n2. Пусть среди n1 + n2
имеется m2 дефектных. Тогда, если m2c2,
где c2 – второе приемочное число, партия
принимается; если m2
C1+1),
то партия бракуется. Если C1m1
d1,
то принимается решение о взятии второй
выборки объемом n2. Пусть среди n1 + n2
имеется m2 дефектных. Тогда, если m2c2,
где c2 – второе приемочное число, партия
принимается; если m2 d2
(d2
c2 + 1), то партия бракуется. При c2
m2
d2
принимается решение о взятии третьей
выборки. Дальнейший контроль проводится
по аналогичной схеме, за исключением
последнего k-того шага. На k-м шаге, если
среди
d2
(d2
c2 + 1), то партия бракуется. При c2
m2
d2
принимается решение о взятии третьей
выборки. Дальнейший контроль проводится
по аналогичной схеме, за исключением
последнего k-того шага. На k-м шаге, если
среди
 проконтролированных
изделий выборки оказалось mk дефектных
и mkck,
то партия принимается; если же m k
ck,
то партия бракуется. В многоступенчатых
планах число шагов k принимается, что
n1 =n2=...= nk;
проконтролированных
изделий выборки оказалось mk дефектных
и mkck,
то партия принимается; если же m k
ck,
то партия бракуется. В многоступенчатых
планах число шагов k принимается, что
n1 =n2=...= nk;
последовательный контроль, при котором решение о контролируемой партии принимается после оценки качества выборок, общее число которых заранее не установлено и определяется в процессе которая по результатам предыдущих выборок.
Одноступенчатые планы проще в смысле организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организационном плане.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т. е. H0::q = q0.
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий; ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию
4. Стандарты статистического приемочного контроля
Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям.
Остановимся на основных требованиях к стандартам по статистическому приемочному контролю.
Прежде всего стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т. д.
Основными элементами стандартов по приемочному контролю являются:
1. Таблицы планов выборочного контроля, применяемые в условиях нормального хода производства, а также планов для усиленного контроля в условиях разладок и для облегчения контроля при достижении высокого качества.
2. Правила выбора планов с учетом особенностей контроля.
3.Правила перехода с нормального контроля на усиленный или облегченный и обратного перехода при нормальном ходе производства.
4.Методы вычисления последующих оценок показателей качества контролируемого процесса.
В зависимости от гарантий, обеспечиваемых планами приемочного контроля, различают следующие методы построения планов:
устанавливают значения риска поставщика
 и
риска потребителя
и
риска потребителя
 и
выдвигают требование, чтобы оперативная
характеристика P(q) прошла приблизительно
через две точки: q0,
и
qm,
и
выдвигают требование, чтобы оперативная
характеристика P(q) прошла приблизительно
через две точки: q0,
и
qm,
 ,
где q0 и qm – соответственно приемлемый
и браковочный уровни качества, , Этот
план называют компромиссным, так как
он обеспечивает защиту интересов как
потребителя, так и поставщика. При малых
значениях
и
объем
выборки должен быть большим;
,
где q0 и qm – соответственно приемлемый
и браковочный уровни качества, , Этот
план называют компромиссным, так как
он обеспечивает защиту интересов как
потребителя, так и поставщика. При малых
значениях
и
объем
выборки должен быть большим;
выбирают одну точку на кривой оперативной характеристики и принимают одно или несколько дополнительных независимых условий.
Первая система планов статистического приемочного контроля, нашедшая широкое применение в промышленности, была разработана Доджем и Ролигом. Планы этой системы предусматривают сплошной контроль изделий из забракованных партий и замену дефектных изделий годными.
Во многих странах получил распространение
американский стандарт МИЛ-СТД-ЛО5Д.
Отечественный стандарт ГОСТ-18242-72 по
построению близок к американскому и
содержит планы одноступенчатого и
двухступенчатого приемочного контроля.
В основу стандарта положено понятие
приемлемого уровня качества (ПРУК) q0,
которое рассматривается как максимально
допустимая потребителем доля дефектных
изделий в партии, изготовленной при
нормальном ходе производства. Вероятность
забраковать
партию с долей дефектных изделий, равной
q0, для планов стандарта мала и уменьшается
по мере возрастания объема выборки. Для
большинства планов
не
превышает 0,05.
При контроле изделий по нескольким признакам стандарт рекомендует классифицировать дефекты на три класса: критические, значительные и малозначительные.
5. Контрольные карты
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений называются кумулятивными.
Контрольная карта (рис. 3.5) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
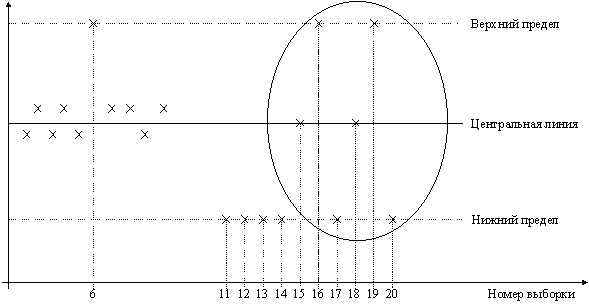
Рис. 5. Контрольная карта
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной.
Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Часто при определении факторов, влияющих на какой-либо результативный показатель, характеризующий качество используют схемы Исикава.
Они были предложены профессором Токийского университета Каору Исикава в 1953 г. при анализе различных мнений инженеров. Иначе схему Исикава называют диаграммой причин и результатов, диаграммой "рыбий скелет", деревом и т. д.
Она состоит из показателя качества, характеризующего результат и факторных показателей (рис. 3.6).
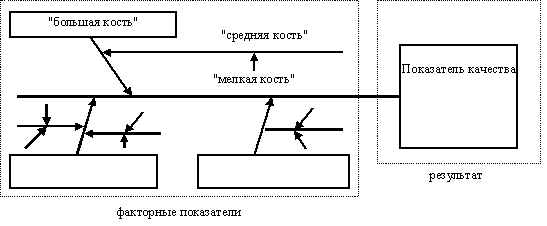
Рис. 6. Структура диаграммы причин и результатов
Построение диаграмм включает следующие этапы:
выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники ("большие кости");
выбор вторичных причин ("средние кости"), влияющих на главные;
выбор (описание) причин третичного порядка ("мелкие кости"), которые влияют на вторичные;
ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Так, они широко применяются при выделении наиболее значимых факторов, влияющих, например, на производительность труда.
Отмечается, что число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных существенно важных дефектов, можно устранить почти все потери.
Эта проблема может решаться с помощью диаграмм Парето.
Различают два вида диаграмм Парето:
1. По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
2. По причинам (факторам). Они отражают причины проблем, которые возникают в ходе производства.
Рекомендуется строить много диаграмм Парето, используя различные способы классификации как результатов, так и причин приводящим к этим результатам. Лучшей следует считать такую диаграмму, которая выявляет немногочисленные, существенно важные факторы, что и является целью анализа Парето.
Построение диаграмм Парето включает следующие этапы:
1. Выбор вида диаграммы (по результатам деятельности или по причинам (факторам).
2. Классификация результатов (причин). Разумеется, что любая классификация имеет элемент условности, однако, большинство наблюдаемых единиц какой-либо совокупности не должны попадать и строку "прочие".
3. Определение метода и периода сбора данных.
4. Разработка контрольного листка для регистрации данных с перечислением видов собираемой информации. В нем необходимо предусмотреть свободное место для графической регистрации данных.
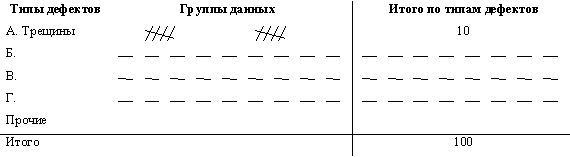
5. Ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости. Группу "прочие" следует приводить в последней строке вне зависимости от того, насколько большим получилось число.
6. Построение столбиковой диаграммы (рис. 3.7).
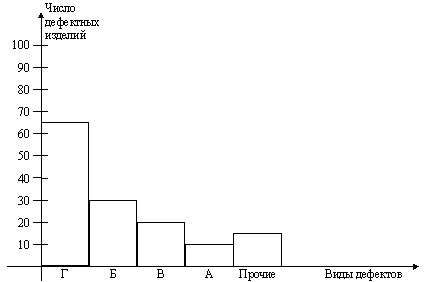
Рис 7. Связь между видами дефектов и числом дефектных изделий
Значительный интерес представляет построение диаграмм ПАРЕТО в сочетании с диаграммой причин и следствий.
Выявление главных факторов, влияющих на качество продукции позволяет увязать показатели производственного качества с каким-либо показателем, характеризующим потребительское качество.
Для такой увязки возможно применение регрессионного анализа.
Например, в результате специально организованных наблюдений за результатами носки обуви и последующей статистической обработки полученных данных, было установлено, что срок службы обуви (у), зависит от двух переменных: плотности материала подошвы в г/см3 (х1) и предела прочности сцепления подошвы с верхом обуви в кг/см2 (х2). Вариация этих факторов на 84,6% объясняет вариацию результативного признака (множественный коэффициент коррекции R = 0,92), а уравнение регрессии имеет вид:
у = 6,0 + 4,0 * х1 + 12 * х2
Таким образом, уже в процессе производства зная характеристики факторов х1 и х2 можно прогнозировать срок службы обуви. Улучшая вышеназванные параметры, можно увеличить срок носки обуви. Исходя из необходимого срока службы обуви, можно выбирать технологически допустимые и экономически оптимальные уровни признаков производственного качества.
Наибольшее практическое распространение имеет характеристика качества изучаемого процесса путем оценки качества результата этого процесса В этом случае речь о контроле качества изделий, деталей, получаемых на той или иной операции. Наибольшее распространение имеют несплошные методы контроля, а наиболее эффективны те из них, которые базируются на теории выборочного метода наблюдения.
Рассмотрим пример.
На электроламповом заводе цех производит электролампочки.
Для проверки качеств ламп отбирают совокупность 25 штук и подвергают испытанию на специальном стенде (меняется напряжение, стенд подвергается вибрации и т. д.). Каждый час снимают показания о продолжительности горения ламп. Получены следующие результаты:
6; 6; 4; 5; 7;
5; 6; 6; 7; 8;
5; 7; 7; 6; 4;
5; 6; 8; 7; 5;
7; 6; 5; 6; 6.
Прежде всего необходимо построить ряд распределения.
|
Продолжительность горения (х) |
частота (f) |
x*f |
|
|
В % к итогу |
Накопленный процент |
|
4 |
2 |
8 |
4 |
8 |
8 |
8 |
|
5 |
6 |
30 |
6 |
6 |
24 |
32 |
|
6 |
9 |
54 |
0 |
0 |
36 |
68 |
|
7 |
6 |
42 |
6 |
6 |
24 |
92 |
|
8 |
2 |
16 |
4 |
8 |
8 |
100 |
|
|
25 |
150 |
20 |
28 |
100 |
– |


Затем следует определить
1) среднюю продолжительность горения ламп:
 часов;
часов;
2) Моду (вариант, который чаще всего встречается в статистическом ряду). Она равна 6;
3) Медиану (зачение, которое расположено в середине ряди. Это такое значение ряда, которое делит его численность на две равные части). Медиана равна, также 6.
Построим кривую распределения (полигон) (рис. 3.8).
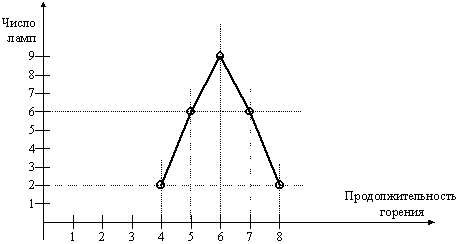
Рис. 3.8. Распределение ламп по продолжительности горения
Определим размах:
R = Хmax – Хmin = 4 часа.
Он характеризует пределы изменения варьирующего признака. Среднее абсолютное отклонение:
 часа.
часа.
Это средняя мера отклонения каждого значения признака от средней.
Среднее квадратическое отклонение:
 часа.
часа.
Рассчитаем коэффициенты вариации:
1) по размаху:
 ;
;
2) по среднему абсолютному отклонению:
 ;
;
3) по среднему квадратическому отношению:
 .
.
С точки зрения качества продукции, коэффициенты вариации должны быть минимальными.
Так как завод интересует не качество контрольных ламп, а всех ламп, возникает вопрос о расчете средней ошибки выборки:
 часа,
часа,
) и от числа от отобранных единицкоторая зависит от колеблемости признака ( (n).
= Предельная ошибка
выборки
 .
Доверительное число t показывает, что
расхождение не превышаетt*
кратную ему ошибку выборки. С вероятностью
0,954 можно утверждать, что разность между
выборочной и генеральной не превысит
двух величин средней ошибки выборки,
то есть в 954 случаях ошибка репрезентативности
не выйдет за
2
.
Доверительное число t показывает, что
расхождение не превышаетt*
кратную ему ошибку выборки. С вероятностью
0,954 можно утверждать, что разность между
выборочной и генеральной не превысит
двух величин средней ошибки выборки,
то есть в 954 случаях ошибка репрезентативности
не выйдет за
2
 ;
;

Таким образом, с вероятностью 0,954 ожидается, что средняя продолжительность горения будет не меньше, чем 5,6 часа и не больше, чем 6,4 часа. С точки зрения качества продукции необходимо стремиться к уменьшению этих отклонений.
Обычно при статистическом контроле качества допустимый уровень качества, который определяется количеством изделий, прошедших контроль и имевших качество ниже минимально приемлемого, колеблется от 0,5% до 1% изделий. Однако, для компаний, которые стремятся выпускать продукцию только высшего качества этот уровень может быть недостаточным. Например, "Toyota" стремится свести уровень брака к нулю, имея в виду, что хотя и выпускаются миллионы автомобилей, но каждый покупатель приобретает лишь один из них. Поэтому наряду со статистическими методами контроля качества на фирме разработаны простые средства контроля качества всех изготавливаемых деталей (TQM). Статистический контроль качества в первую очередь применяется в отделениях фирмы, где продукция изготавливается партиями. Например, в лоток высокоскоростного автоматического процесса после обработки поступает 50 или 100 деталей, из которых контроль проходят только первая и последняя. Если обе детали не имеют дефектов, то все детали считаются хорошими. Однако, если последняя деталь окажется бракованной, то будет найдена и первая дефектная деталь в партии, а весь брак будет изъят. Для того, чтобы ни одна партия не избежала контроля, пресс автоматически отключается после обработки очередной партии заготовок. Применение выборочного статистического контроля имеет эффект всеобъемлющего тогда, когда каждая производственная операция выполняется стабильно благодаря тщательной отладке оборудования, использованию качественного сырья и т. д.
6. Значение стандартизации
Выше отмечено, что в современных условиях управление качеством во многом базируется на стандартизации. Стандартизация представляет собой нормативный способ управления. Ее воздействие на объект осуществляется путем установления норм и правил, оформленных в виде нормативного документа и имеющих юридическую силу.
Стандарт – это нормативно-технический документ, устанавливающий основные требования к качеству продукции.
Немаловажная роль в управлении качеством принадлежит техническим условиям (ТУ).
Технические условия – это нормативно-технический документ, устанавливающий дополнительные к государственным стандартам, а при их отсутствии самостоятельные требования к качественным показателям продукции, а также приравниваемые к этому документу техническое описание, рецептура, образец-эталон. Требования, предусмотренные в техническими условиями, не могут быть ниже, чем в государственных стандартах.
Система управления качеством продукции базируется на комплексной стандартизации.
Стандарты определяют порядок и методы планирования повышения качества продукции на всех этапах жизненного цикла, устанавливают требования к средствам и методам контроля и оценки качества продукции. Управление качеством продукции осуществляется на основе: государственных, международных, отраслевых стандартов и стандартов предприятий.
Государственная стандартизация выступает средством защиты интересов общества и конкретных потребителей и распространяется на все уровни управления.
ИСО серии 9000 гарантируют потребителю право более активно воздействовать на качество продукции; обеспечивают законодательную базу, предусматривающую активную роль потребителя в процессе изготовления качественной продукции.
ИСО 9000 используются для определения различий и взаимосвязей между основными понятиями в области качества и как представление руководящих положений по выбору и применению стандартов ИСО на системы качества, которые служат для внутреннего пользования на фирме при решении задач управления качеством ( ИСО 9004).
В нашей стране сформировалась Государственная система стандартизации Российской Федерации (ГСС), в которую включены пять основных стандартов?
1. ГОСТ Р 1.0-92 Государственная система стандартизации Российской Федерации. Основные положения.
2. ГОСТ Р 1.2-92 Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов.
3. ГОСТ Р 1.3-92 Государственная система Российской Федерации. Порядок согласования, утверждения и регистрации технических условий.
4. ГОСТ Р 1.4-92 Государственная система Российской Федерации. Стандарты предприятия. Общие положения.
5. ГОСТ Р 1.5-92 Государственная система Российской Федерации. Общее требование к построению, изложению, оформлению и содержанию стандартов.
В России действуют три государственных стандарта:
1. ГОСТ 40.9001-88 “Система качества. Модель для обеспечения качества при проектировании и (или) разработке, производстве, монтаже и обслуживании”.
2. ГОСТ 40.9002.-88 “Система качества. Модель для обеспечения качества при производстве и монтаже”.
3. ГОСТ 40.9003-88 “Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях”.
В Государственные стандарты Российской Федерации включены следующие положения:
требования к качеству продукции, работ, услуг, обеспечивающие безопасность для жизни, здоровья и имущества, охрану окружающей среды, обязательные требования техники безопасности и производственной санитарии;
требования совместимости и взаимозаменяемости продукции;
методы контроля требований к качеству продукции, работ и услуг, обеспечивающих их безопасность для жизни, здоровья людей и имущества, охрану окружающей среды, совместимость и взаимозаменяемость продукции;
основные потребительские и эксплуатационные свойства продукции, требования к упаковке, маркировке, транспортировке и хранению, утилизации;
положения, обеспечивающие техническое единство при разработке, производстве, эксплуатации продукции и оказании услуг, правила обеспечения качества продукции, сохранность и рациональное использование всех видов ресурсов, термины, определения и обозначения и другие общетехнические правила и нормы.
Для любой фирмы важно соблюдать установленные стандарты и поддерживать на соответствующем уровне систему качества.
Выводы
К управлению качеством необходим системный подход.
Система управления качеством представляет собой совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и поддержание высокого уровня качества продукции.
Система управления качеством должна удовлетворять стандартам ИСО 9000.
Контроль качества предполагает выявление бракованных изделий.
Большую роль в контроле качества играют статистические методы, применение которых требуется в стандартах ИСО 9000 при оценке систем менеджмента качества.
В контроле качества с успехом применяются контрольные карты. Контрольная карта состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса. Контрольные карты служат для выявления определенной причины (не случайной).
Схема Исикава (диаграмма причин и результатов) состоит из показателя качества, характеризующего результат и факторных показателей.
Диаграммы Парето служат для выявления немногочисленных, существенно важных дефектов и причин их возникновения.
Список литературы
Для подготовки данной применялись материалы сети Интернет из общего доступа