Валяне взуття
Міністерство освіти і науки України
Львівський інститут економіки і туризму
РЕФЕРАТ
На тему:
ВАЛЯНЕ ВЗУТТЯ:
СИРОВИННІ МАТЕРІАЛИ, ВИРОБНИЦТВО,
АСОРТИМЕНТ
Підготував:
Студент групи ТЕМ-04
Олексин Назар
Володимирович
Львів 2007
ПЛАН
1. Сировина для виготовлення валяного взуття.
2. Технологія виготовлення взуття.
3. Асортимент валяного взуття.
4. Контроль якості взуття.
5. Маркування, пакування і зберігання взуття.
1. Сировина для виготовлення валяного взуття.
Валяне взуття – це одношарова конструкція переважно у формі чобіт, сформована в процесі валяння з волокон шерсті. Повстеподібна структура стінок взуття створюється за рахунок взаємного переплетення і зчеплення волокон, пов’язаних між собою силами тертя.
Головна функція валяного взуття – захист ніг від низьких температур, а для виробничого взуття – від високих температур навколишнього середовища. Низька теплопровідність взуття забезпечується пористою структурою його стінок. Для захисту від вологи і передчасного зношування використовуються калоші або низ чобіт обгумовується. Ергономічні й естетичні властивості цього взуття недостатні. Теплозахисті властивості залежать від товщини і густини стінок, волокнистого складу, вмісту вологи.
Залежно від складу суміші вовни взуття розподіляється на грубошерстне, напівгрубошерстне і фетрове. Грубошерстне взуття використовується з різною товщиною стінок – обважнене, середнє і тонке.
Обважнене валяне взуття має найвищі теплозахисні властивості і призначене для носіння при низьких температурах і незначній рухливості протягом тривалого періоду часу. Середнє валяне взуття має нижчі теплозахисні властивості, меншу товщину стінок і масу, призначене для захисту від помірного холоду. Тонке взуття носять з калошами під час невеликих морозів. Фетрове взуття відноситься до напівгрубошерстного з вмістом козячого пуху, носиться з калошами.
Для виготовлення валяного взуття використовується овеча натуральна вовна різної тонини, вовна заводська, хутряна, відновлена та ін. Овеча натуральна вовна розподіляється за тониною па тонку, напівтонку, напівгрубу і грубу. Груба і напівгруба неоднорідна вовна буває пояркова, весняного і осіннього стриження.
Пояркову вовну отримують при першому стриженні ягнят. Вона м'яка і шовковиста, містить менше жиропоту і забруднень, косиці і волос мають конічну форму, волокна легко відокремлюються одне від одного. Валкоспроможність 5-8 балів.
Вовна весняного стриження має з'єднані між собою косиці, знімається у вигляді руна, має значну кількість пухових волос і сторонніх домішок, більшу довжину, деяку зваляність. Валкоспроможність 3-6 балів.
Вовна осіннього стриження знімається пасмами (не утворює руна). Вона не зваляна, має менше пухових волос і жиропоту. Валкоспроможність 8-9 балів.
Козячий пух отримують весною вичісуванням кіз пухових порід. Він м'який, тонкий (15-19 мкм), легкий має достатню валкоспроможність – 4 бали.
Заводську вовну отримують при знешерстюванні шкір під час підготовчих процесів вичинювання шкіри. Коров'яча заводська вовна має середню довжину 20 мм, валкоспроможність 3-7 балів, овеча – 3-4,5 балів.
Хутряну вовну отримують при стриженні хутряних і шубних овчин, які мають зайву довжину волосяного покриву. Вона розподіляється за тониною і довжиною (від 10 до 35 мм і більше). З недоброякісних овчин знімають усю вовну довжиною від 13 до 70 мм. Валкоспроможність хутряної вовни залежить від групи порід і знаходиться в межах 2-6 балів.
Відновлена шерсть отримується при переробці шерстяної і напівшерстяної сировини ношених виробів, суконних, камвольних і трикотажних клаптів та обрізків. Довжина волокон 15-35 мм, валкоспроможність 1,5-2,5 балів.
Використовуються також відходи шерстяної промисловості – чистошерстяні пачоси гребінні, кардні випади, валкоспроможністю 1,5-4 бали.
Склад суміші волокон для кожного виду взуття нормується відповідними нормативними документами. Для виготовлення грубошерстного взуття використовується натуральна груба вовна, у тому числі осіннього стриження і пояркова 65 % маси натуральної вовни, заводська овеча і коров'яча, вовна відновлена.
Напівгрубошерстні чоботи виготовляють з вовни напівгрубої, хутряної, гребінних пачосів. У суміші фетрових чобіт ті самі компоненти, але частина напівгрубої вовни (14 %) замінюється чесаним козячим пухом.
Залежно від наявності сировини та її якості дозволяється деяка заміна видів шерсті. Основним показником суміші є валкоспроможність. Із суміші з недостатньою валкоспроможністю неможливо виготовити щільне взуття доброї якості. Суміш з доброю валкоспроможністю оцінюється в 5,5 балів і вище, а з низькою – менше 4,5 балів. З урахуванням цих оцінок складається і контролюється суміш шерсті.
Валкоспроможність вовни зумовлена її будовою і властивостями – лускатим шаром, звивистістю, пружністю, спроможністю до звивання, переплутування, пресування в процесі валяння. Найкраще звалюється тонка і звивиста вовна. Для виготовлення валяних чобіт найбільш придатна вовна довжиною не більше 55 мм у суміші з короткими волокнами.
2. Технологія виготовлення взуття.
Взуття виготовляється за технологією і зразками, затвердженими в установленому порядку. Технологія включає такі основні процеси і операції: підготовка сировини, складання суміші, змішування, чесання, формування волокнистого напівфабрикату, виготовлення і попереднє ущільнення основи, валяння, фарбування і сушіння, сухе опоряджування взуття, сортування і підбір пар, обрізання халяв.
Під час підготовки сировини з вовни видаляють жиропіт, рослинні та мінеральні домішки, волокна розпушуються на щипальних і тіпальних машинах. Підібрані за рецептурою складові частини суміші перемішуються на пневматичних установках. Перед змішуванням суміш обробляють масляними емульсіями. Після змішування суміш повинна бути однорідною з рівномірним поділом волокон кожного компонента по всій масі суміші, без жмутиків і мушок, закочування і "загорошування" жмутиків волокон.
У процесі чесання суміші на кардочесальній машині досягається подальше розпушування жмутиків на окремі волокна, видалення домішок, формування тонких волокнистих шарів і отримання напівфабрикату, з якого формується волокнистий напівфабрикат виробів. Отриманий прочіс складається з індивідуальних волокон, пов'язаних між собою силами тертя і зчеплення з різним розташуванням одне відносно одного.
Формування волокнистого напівфабрикату валяного взуття здійснюється з допомогою конусно-навивальних кареток, агрегованих з чесальною машиною. Навивальне пристосування може бути з простими патронами у вигляді зрізаного конуса або з фігурними патронами, що мають форму двох конічних барабанів – більшого для навивання халяви і меншого для навивання голівки чобіт, з'єднаних вузькими кінцями. На патрони надягають полотняні чохли для запобігання пошкодженню напівфабрикатів і зрощенню стінок на перших етапах звалювання основи.
Розміри отриманої основи повинні бути більшими за розміри готового взуття у 2,5 раза за довжиною і шириною верху халяви і в 2 рази за довжиною голівки і шириною низу халяви. Шерсть розподіляють по поверхні основи шаром різної товщини: найбільша – товщина голівки, найменша – верхня ділянка халяви.
Розрізняють операції звалювання і валки.
Звалювання - це обробка напівфабрикату тертям і тиском при одночасній дії тепла і вологи з метою початкового зближення і переплутування волокон. При цьому зменшується переважно товщина напівфабрикату.
Валка – обробка напівфабрикату тертям, ударом або тиском з одночасною дією тепла, вологи і хімічних реагентів з метою подальшого зближення і взаємного переплутування волокон, що досягається завдяки їх спроможності до пресування і петлювання. Вироби скорочуються у всіх напрямах, особливо за площею, набувають необхідної густини і міцності структури.
Виготовлення і звалювання основи включає такі операції: початкове ущільнення (притирання) конусів, попереднє ущільнення і обгинання, виготовлення і ущільнення пластів, зрощування і ущільнення основи. Конуси ущільнюють на притиральних і плитних звалювальних машинах, які мають нижню нерухому чавунну плиту, що підігрівається, і верхню дерев'яну плиту, якій надається зворотно-поступальний рух у горизонтальній площині. Після ущільнення товщина стінок конуса різко зменшується, з волокон формується м'яка повсть.
Для формування голівки чобота надривають протилежні стінки нижнього кінця конуса, надривають шар вовни з загнутих пругів, натягують пруги один на одного. Для кращого зрощення пругів між ними прокладають тонкий шар чесаної вовни підвищеної валкоспроможності. Після цього напівфабрикат ущільнюють на плитній машині і з нього виймають чохол.
Конус містить приблизно 2/3 необхідної для виготовлення чобота вовни. Решту вовни накладають вручну при зарощуванні основи окремо виготовленим пластом для потовщення голівки, п'ятки і підошви.
Ущільнення основи проводиться в кілька етапів на різному устаткуванні, робочими органами якого можуть бути металеві напівформи, що рухаються по колу назустріч одна одній. Основа підігрівається і зволожується. Кінцеве ущільнення проводиться на барабанних катальних машинах. Основу загортають у полотно у вигляді рулона і підігрівають. Рулон обробляється затиснутим між верхнім і двома нижніми барабанами. Верхній барабан обертається та рахунок тертя об рулон. Густина основи після звалювання становить 0,15-0,17 г/см3 . Між окремими періодами і після попереднього ущільнення основа розправляється на спеціальних верстатах.
Перед валянням або в процесі валяння і фарбування основу просочують розчином сірчаної кислоти концентрацією 2,5-4,5 % залежно від валкоспроможності суміші. Набубнявіння кератину вовни у кислому середовищі приводить до розкривання лусочок, збільшення сил тертя між волокнами і прискорює процес валяння. Під час просочування у барабанах основа ущільнюється до густини 0,24-0,25 г/см3.
Валяння проводиться у молотових машинах, переважно двомолотових горизонтального бою. Молоти по черзі наносять удари по оброблюваному напівфабрикату. Валяння проходить чотири періоди. Після першого періоду (тривалістю 5 хв) основа розправляється на ричажному розтягувальному верстаті, а після наступних і на роликовій розтягувальній машині для розправляння в поздовжньому напрямі. Тривалість наступних періодів подвоюється, температура поступово підвищується з 30 до 60-70 °С. Загальна тривалість валяння 1,5 год. Густина стінок взуття в процесі валяння досягає приблизно 0,4 г/см3 .
Фарбують взуття найчастіше кислотними і прямими барвниками з додаванням сірчаної кислоти у фарбувальних апаратах двофазним способом після другого й останнього періодів валяння при температурі відповідно 60 і 100 °С.
Необхідні розміри й об'ємну форму надають взуттю насаджуванням на форми-копили і висушуванням при підвищеній температурі. Стабільність розмірів і форми залежить від величини розтягування взуття при насаджуванні й температурі сушіння: чим більше витягування, тим більшою буде усадка при повторному намоканні взуття.
Перед насаджуванням взуття підігрівають гострою парою температурою 90-100 °С. Фіксування структури і форми взуття досягається сушінням до вмісту вологи 8-10 % і ще більшою мірою додатковою і тепловою обробкою – декатируванням.
Сухе опоряджування взуття включає такі операції: опоряджування поверхні, знепилювання, визначення розміру, підбір у пари, обрізання халяв, зшивання півпар, маркування.
Поверхня чобіт, що випускаються без ворсу, обробляється абразивними інструментами на верстатах або обпалюванням у камерах. Пил видаляється щітками і пилососом. Дефекти перед обпалюванням видаляються шліфуванням. Видалення ворсу обпалюванням дозволяє отримати взуття з меншою густиною стінок, що підвищує теплозахисні властивості. З внутрішньої поверхні халяв фетрового і напівгрубошерстного взуття ворс видаляється абразивними валиками, а знепилювання – пилососом з конічною щіткою.
У взутті з ворсом останній начісують голчастою стрічкою після усунення нерівностей шліфуванням.
Розмір взуття визначають за довжиною внутрішнього сліду слідомірами різного типу. Взуття сортують за розмірами і згідно з вимогами стандарту. На кожен чобіт ставлять клеймо з означенням розміру і сорту. Розсортоване взуття підбирають у пари, споріднені за всіма ознаками. Пари взуття надходять на обрізування верхнього краю халяви дисковим ножем. Чоботи обрізують по прямій лінії так, щоб передня частина була вища від задньої на 10-20 мм, а потім зшивають попарно у середній частині верху халяви міцними нитками.
Валяне взуття може виготовлятися з гумовими деталями низу для підвищення захисних властивостей і зносостійкості, але при цьому збільшується маса і жорсткість на згинання. Призначене для кріплення деталей низу (обгумовування) взуття повинно формуватися на асиметричних (правому і лівому) копилах, мати однакову форму, товщину стінок, внутрішні й зовнішні розміри на ділянках обгумовування. Деталі низу можуть кріпитися методами пресової або котлової вулканізації і клейовим.
Для пресової вулканізації слід взуття калібрують так: зрізають потовщення в носковій і п'ятковій частинах, щоб досягти необхідну товщину стінок і довжину сліду. Операція виконується на напівавтоматах з ввігнутими абразивними колами. Деталі отримують з каліброваних пластин гуми на вирубних пресах (підошви і каблуки) і спеціальних верстатах (обсоюзки).
Для формування деталей низу чобіт надягають на осердя прес-форми, накладають підошву і каблук, дерев'яні або повстяні вкладні каблука, а за периметром – смужку обсоюзки. Осердя з взуттям вводиться в секцію преса, пуансон і напівматриці формують деталі. При відповідному температурному режимі під тиском проводиться вулканізація гуми. Випресовки зрізають спеціальним ножем.
У разі котлової вулканізації на голівку взуття з допомогою спеціального пристосування кольоровим олівцем наноситься котурна лінія – верхня межа накладання обсоюзки. За лінією контура наноситься густий клей з натурального каучуку або клейової суміші з гуми. Після висушування клейової плівки і освіжування рідким клеєм за контурною лінією накладають обсоюзку й обкатують зубчастим роликом. На неходову поверхню підошви і край обсоюзки по сліду наносять рідкий клей, накладають і притискають підошву. Гумовий низ лакують калошним лаком. Взуття вулканізують у котлах гарячим повітрям під тиском.
Взуття, обгумоване клейовим методом, виготовляють без обсоюзки з підошвою і каблуком із пористої гуми. Деталі приклеюють на пресах наїритовим клеєм. Уріз деталей фрезерують. За формою сліду взуття може бути асиметричне і симетричне.
3. Асортимент валяного взуття.
Основну частку випуску займає взуття з грубої овечої вовни з різними домішками. Стандарт на грубошерстне валяне взуття передбачає досить широкий асортимент залежно від волокнистого складу. Деякі артикули взуття з покращеної суміші вовни можуть містити: 15-40 % козячого пуху (жіночі, шкільні і дошкільні чоботи "Зимушка", дошкільні "Малюк"); 20 % пачосу гребінного чистошерстяного (шкільні і дошкільні "Ведмедик", "Оленятко", "Веселка" і дошкільні "Малюк") поряд з вмістом 60-80 % натуральної грубої вовни.
За статево-віковим призначенням взуття виготовляється чоловіче (розмірів 26-35), жіноче (23-27), шкільне (20-23) і дошкільне ( 13-19). Розмір означає довжину сліду всередині взуття в сантиметрах.
За товщиною стінок і масою взуття виготовляється обважнене (чоловіче і жіноче), середнє (чоловіче, жіноче і шкільне) та тонке (усіх груп). Види побутового взуття – чоботи, чобітки і панчохи для носіння в чоботях; виробничого для металургійних і машинобудівних підприємств – чоботи і калоші (заввишки 130-250 мм).
За кольором взуття випускається натуральне, фарбоване, натуральне біле з вкрапленням темних плям (шкільне і дошкільне "Оленятко"), кольорове, фарбоване у волокні (дошкільне "Веселка").
За характером обробки поверхні взуття може бути з ворсом й без нього, за формою сліду – симетричне і асиметричне. Напівгрубошерстне взуття за призначенням аналогічне грубошерстому.
Фетрове взуття тонке і м'яке, має нижчі теплозахисні властивості. Виготовляються фарбовані і нефарбовані чоловічі чоботи (розмір 25-32) з нормальними, видовженими і розширеними халявами, жіночі чобітки різної висоти, шкільні і дошкільні чоботи. Взуття може мати оздоблення халяв стрічкою, тасьмою, аплікацією, штучною шкірою, штучним хутром, різною фурнітурою.
4. Контроль якості взуття.
Взуття повинно виготовлятися відповідно до вимог нормативних документів (державних і галузевих стандартів), за технологічним режимом, зразками-еталонами і технічним описом, затвердженим в установленому порядку. Внутрішні розміри і форма повинні відповідати симетричним або асиметричним механічним копилам. Взуття має бути парним за розмірами, формою, густиною, товщиною стінок, опоряджуванням і кольором. Зовнішня і внутрішня поверхні повинні бути очищені від подрібнених волокон шерсті і пилу. Міцність фарбування повинна відповідати зразкам-еталонам.
Стандартами нормуються лінійні розміри, маса пари взуття, товщина на окремих ділянках, вологість, густина (ступінь ущільнення на ділянці халяви), масова частка вільної сірчаної кислоти, зсідання після замочування.
Основними лінійними розмірами взуття є довжина сліду всередині, периметр обхвату в пучках і косому підйомі (через п'ятку), висота (рис. 1). Товщина стінок нормується вгорі халяви, на ділянках задника, голівки (щічок) і підошви.
За відсутності слідоміру довжину внутрішнього сліду можна визначити як різницю між довжиною зовнішнього сліду і товщиною стінок у носковій і п'ятковій частинах. Лінійні розміри вимірюють металевою лінійкою, рулеткою, вимірювальною стрічкою. Товщину визначають проколюванням стінок голкою або тонким шилом за різницею між загальною довжиною голки і тією частиною, що виступає над стінкою взуття. Товщина вгорі халяви вимірюється товщиноміром.
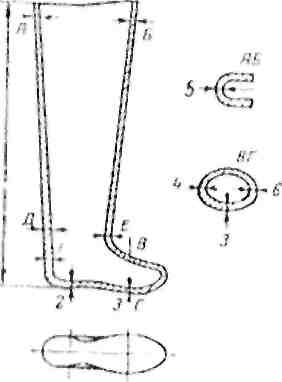
Рис. 1. Місця контролю лінійних розмірів і товщини стінок валяних чобіт:
За перетином ВГ – периметр обхвату в пучках; АБ – периметр обхвату вгорі халяви; ДЕ – периметр внизу халяви. 1 – товщина задника; 2,3 – товщина підошви; 4,6 – товщина голівки (щічок); 5 – товщина халяви вгорі.
Вологість визначається методом висушування подрібненого зразка до постійної маси.
Густина стінок визначається на зразках розміром 50x50 або 40x20 мм (у дитячому взутті), вирізаних з халяви на відстані 5 см нижче лінії обрізування. Лінійні розміри зразків вимірюють штангенциркулем, а товщину товщиноміром. Густина зразка (г/см3 ) розраховується як відношення його маси при нормованій вологості (13 %) до об'єму. Густина стінок грубошерстного взуття залежить від статево-вікового призначення і артикула, нормується в межах 0,34-0,41 г/см3, напівгрубошерстного – 0,38-0,40, фетрового – 0,38-0,45 г/см3.
Вміст вільної сірчаної кислоти визначається титруванням розчином лугу водної витяжки висушеного до постійної маси подрібненого зразка. Норма – не більше 0,7 %.
Міцність фарбування до сухого тертя визначається за методикою, передбаченою для текстильних матеріалів. Візуально показник можна перевірити тертям білою бавовняною тканиною по внутрішній поверхні халяви. Зсідання після замочування визначається за показниками зменшення лінійних розмірів: довжини внутрішнього сліду, периметрів обхвату в пучках, вгорі і внизу халяви. Взуття зважують, у місцях вимірювання наносять лінії кольоровою крейдою, замочують у воді протягом години, витримують на стележах 30-40 хв, сушать при температурі 50-60 °С до попередньої маси й обмірюють по нанесених лініях. Різниця між попередніми показниками і розмірами після висушування, віднесена до попередніх розмірів, характеризує величину усадки. За нормами стандарту усадка грубошерстних чобіт не повинна перевищувати за довжиною сліду – 4 %, периметром у пучках – 3, внизу халяви – 6, вгорі халяви – 10 %.
Під час оцінювання лінійних розмірів, маси взуття і товщини стінок враховуються допустимі відхилення в більшу і меншу сторони, а також різниця в лінійних розмірах між півпарами.
Для чобіт з гумовим низом додатково нормуються товщина і міцність кріплення гумових деталей. Товщина підошви, залежно від статево-вікового призначення взуття, коливається в таких межах: при пресовій вулканізації – 3-7 мм, котловій вулканізації – 2-2,3, клейовому – 5-10, обсоюзки 0,6 мм. Нормується також висота обсоюзки (7-15 мм). Міцність кріплення підошви методом пресової вулканізації становить – 24-26 Н/см, котлової вулканізації – 12, клейовим методом – 25 Н/см. Міцність кріплення обсоюзки при пресовій вулканізації – 19, котловій – 11 Н/см. Міцність кріплення гумових деталей визначається за стандартами на шкіряне взуття.
Дефекти взуття виявляються зовнішнім оглядом. У взутті не допускаються: місцеве розшарування з внутрішнього і зовнішнього боків, потовщення і потоншення з різкою зміною товщини вище допусків стандарту, механічні пошкодження і відшарування гумових деталей.
У процесі сортування взуття з поділом на два сорти враховуються такі дефекти з обмеженням площі, висоти, товщини або глибини: дрібні частики реп'яхів, нитки і рослинні домішки з обмеженням глибини вкраплення; місцеві западини всередині взуття; плями та помарки; рубці, заломи та сліди їх зачищення на поверхні взуття; сліди від зачищення просічки; затиски на підйоми всередині взуття; жолобки на підошві і голівці; зачищені рубці на ходовій поверхні; плямистість зовнішньої поверхні від сировини різного кольору і нерівномірного пофарбування; вм'ятини, недопресування та пошкодження лакової плівки, раковини на поверхні гумових деталей, різниця у висоті каблуків і обсоюзок в одній парі.
Для оцінювання потовщення, потоншення, слідів від рубців і заломів враховуються допустимі відхилення від норм товщини на відповідних ділянках взуття.
Сорт пари взуття визначається за гіршою півпарою.
5. Маркування, пакування і зберігання взуття.
До кожної пари грубошерстного взуття прикріплюється товарний ярлик з позначеннями: назви підприємства-виготовлювача, артикула, розміру, штампа ВТК, сорту, року виготовлення, номера стандарту. Ярлик заповнюється друкуванням. Додатково па підошві кожної півпари проставляється розмір і сорт, допускається маркування товарного знака. У взутті із звичайної суміші шерсті допускається маркування всіх означень па підошовній частині кожної півпари. Маркування фарбами повинно бути чітким. У взутті з гумовим низом маркування наноситься па підошву кожної півпари відбитком, штемпелем або наклеюванням товарного ярлика.
Для транспортування взуття пакується у мішки, дерев'яні або картонні ящики. Маса пакувального місця не повинна перевищувати 50 кг.
Кожна пара дитячого взуття повинна пакуватися в картонну коробку або пакет з поліетиленової плівки. Кожна пара чобітків з гумовим низом пакується в картонну коробку, поліетиленовий пакет або обгортковий папір.
На кожне вантажне місце наклеюється пакувальний ярлик з позначенням необхідних реквізитів. Аналогічний ярлик вкладається всередину вантажного місця.
Взуття транспортується всіма видами транспорту в закритих транспортних засобах і в універсальних контейнерах.
Взуття повинно зберігатися в сухих провітрюваних приміщеннях. Висота штабелів не повинна перевищувати 1,5 м, а у дерев'яних ящиках – до 1.8 м; відстань штабеля від підлоги – 0,2 м.
Взуття з гумовим низом зберігається при температурі від 0 до +25 °С на відстані не менше 1 м від тепловипромінюючих приладів, має бути захищене від сонячного світла. Під час зберігання не рідше одного разу на 6 місяців взуття повинно оброблятися протимольннм препаратом.
У кожну пару взуття повинна вкладатися пам'ятка для покупця з вказівками стосовно його експлуатації.
Відповідність взуття вимогам стандартів гарантується виробником за умов дотримання транспортування і зберігання.
Гарантійний термін носіння грубошерстного взуття – 35 днів від дня продажу або початку сезону, грубошерстних, напівгрубошерстних і фетрових чобіт з гумовим низом – 40 днів, чобітків з гумовим низом –60 днів.