Методы получения тонких пленок
Содержание
Введение
1 Физические вакуумные методы
1.1 Термовакуумное напыление
1.2 Ионно-плазменные методы получения тонких пленок
1.2.1 Катодное распыление
1.2.2 Трехэлектродная система распыления
1.2.3 Высокочастотное распыление
1.2.4 Реактивное распыление
1.2.5 Магнетронное распыление
1.3 Ионно-лучевые методы получения тонких пленок
1.4 Молекулярно-лучевая эпитаксия
1.5 Лазерное распыление
2 Химические вакуумные методы
2.1 Реактивное катодное распыление
2.2 Газофазная МОС-гидридная эпитаксия с использованием металлоорганических соединений
2.3 Жидкофазная эпитаксия
3 Химические вневакуумные методы
3.1 Электрохимическое осаждение покрытий
3.2 Химическая металлизация
Заключение
Список литературы
Введение
Один из современных способов модификаций изделий машиностроения и приборостроения - уменьшение геометрических размеров их элементов. Многие из них включают в себя тонкопленочные покрытия, характеристики которых можно менять, варьируя их толщину. По функциональному назначению такие покрытия связаны практически со всеми разделами физики: механикой, электричеством, магнетизмом, оптикой, а в качестве материалов для них используется большинство элементов Периодической системы.
В отраслях промышленности, производящих электронные, в том числе микроэлектронные устройства, используют разнообразные технологические процессы, в которых исходные материалы и полуфабрикаты преобразуются в сложные изделия, выполняющие различные радио-, опто- или акустоэлектрические функции. При изготовлении всех видов полупроводниковых приборов и ИМС в том или ином объеме используется технологический процесс нанесения тонких пленок в вакууме – тонкопленочная технология.
В данной работе представлены основные методы получения тонких пленок, их схемы работы, а так же достоинства и недостатки этих методов.
Физические вакуумные методы
Физические методы осаждения различных материалов хорошо известны и достаточно подробно обсуждаются в научной литературе. Можно сказать, что все эти технологии возможны для получения оксидных пленок. Ниже приведен краткий обзор этих методов получения пленок в вакууме.
Термовакуумное напыление
Термовакуумный метод получения тонких пленок основан на нагреве в вакууме вещества до его активного испарения и конденсации испаренных атомов на поверхности подложки. К достоинствам метода осаждения тонких пленок термическим испарением относятся высокая чистота осаждаемого материала (процесс проводится при высоком и сверхвысоком вакууме), универсальность (наносят пленки металлов, сплавов, полупроводников, диэлектриков) и относительная простота реализации. Ограничениями метода являются нерегулируемая скорость осаждения, низкая, непостоянная и нерегулируемая энергия осаждаемых частиц.
Сущность метода термовакуумного напыления можно пояснить с помощью упрощенной схемы установки, представленной на рис.1.

Рис. 1 Схема установки термовакуумного испарения
Вещество, подлежащее напылению, помещают в устройство нагрева (испаритель) 1, где оно при достаточно высокой температуре интенсивно испаряется. В вакууме, который создается внутри камеры специальными насосами, молекулы испаренного вещества свободно и быстро распространяются в окружающее пространство, достигая, в частности, поверхности подложки 2. Если температура подложки не превышает критического значения, происходит конденсация вещества на подложке, то есть рост пленки. На начальном этапе испарения во избежание загрязнения пленки за счет примесей, адсорбированных поверхностью испаряемого вещества, а также для вывода испарителя на рабочую температуру используется заслонка 4, временно перекрывающая поток вещества на подложку. В зависимости от функционального назначения пленки в процессе осаждения контролируется время напыления, толщина, электрическое сопротивления или какой-либо другой параметр. По достижении заданного значения параметра заслонка вновь перекрывает поток вещества и процесс роста пленки прекращается. Нагрев подложки с помощью нагревателя 3 перед напылением способствует десорбции адсорбированных на ее поверхности атомов, а в процессе осаждения создает условия для улучшения структуры растущей пленки. Непрерывно работающая система откачки поддерживает вакуум порядка 10-4 Па.
Разогрев испаряемого вещества до температур, при которых оно интенсивно испаряется, осуществляют электронным или лазерным лучом, СВЧ-излучением, с помощью резистивных подогревателей (путем непосредственного пропускания электрического тока через образец из нужного вещества или теплопередачей от нагретой спирали). В целом метод отличается большим разнообразием как по способам разогрева испаряемого вещества, так и по конструкциям испарителей.
Если требуется получить пленку из многокомпонентного вещества, то используют несколько испарителей. Поскольку скорости испарения у различных компонентов разные, то обеспечить воспроизводимость химического состава получаемых многокомпонентных пленок довольно сложно. Поэтому метод термовакуумного напыления используют в основном для чистых металлов.
Весь процесс термовакуумного напыления можно разбить на три стадии: испарение атомов вещества, перенос их к подложке и конденсация. Испарение вещества с поверхности имеет место, вообще говоря, при любой температуре, отличной от абсолютного нуля. Если допустить, что процесс испарения молекул (атомов) вещества протекает в камере, стенки которой достаточно сильно нагреты и не конденсируют пар (отражают молекулы), то процесс испарения становится равновесным, то есть число молекул, покидающих поверхность вещества, равно числу молекул, возвращающихся в вещество. Давление пара, соответствующее равновесному состоянию системы, называется давлением насыщенного пара, или его упругостью.
Практика показывает, что процесс осаждения пленок на подложку происходит с приемлемой для производства скоростью, если давление насыщенного пара примерно равно 1,3 Па. Температура вещества, при которой р>и> = 1,3 Па (р>и> – давление насыщенного пара при температуре испарения), называют условной температурой Т>усл>. Для некоторых веществ условная температура выше температуры плавления Т>пл>, для некоторых – ниже. Если Т>усл> < Т>пл>, то это вещество можно интенсивно испарять из твердой фазы (возгонкой). В противном случае испарение осуществляют из жидкой фазы. Зависимости давления насыщенного пара от температуры для всех веществ, используемых для напыления тонких пленок, представлены в различных справочниках в форме подробных таблиц или графиков.
Вторая стадия процесса напыления тонких пленок – перенос молекул вещества от испарителя к подложке. Если обеспечить прямолинейное и направленное движение молекул к подложке, то можно получить высокий коэффициент использования материала, что особенно важно при осаждении дорогостоящих материалов. При прочих равных условиях это повышает также и скорость роста пленки на подложке.
По мере испарения вещества интенсивность потока и диаграмма направленности для большинства типов испарителей постепенно меняются. В этих условиях последовательная обработка неподвижных подложек приводит к разбросу в значениях параметров пленки в пределах партии, обработанной за один вакуумный цикл. Для повышения воспроизводимости подложки устанавливаются на вращающийся диск-карусель. При вращении карусели подложки поочередно и многократно проходят над испарителем, за счет чего нивелируются условия осаждения для каждой подложки и устраняется влияние временной нестабильности испарителя. Третьей стадией процесса напыления тонких пленок является стадия конденсации атомов и молекул вещества на поверхности подложки. Эту стадию условно можно разбить на два этапа: начальный этап – от момента адсорбции первых атомов (молекул) на подложку до момента образования сплошного покрытия, и завершающий этап, на котором происходит гомогенный рост пленки до заданной толщины.
1.2 Ионно-плазменные методы получения тонких пленок
Ионно-плазменные методы получили широкое распространение в технологии электронных средств благодаря своей универсальности и ряду преимуществ по сравнению с другими технологическими методами. Универсальность определяется тем, что с их помощью можно осуществлять различные технологические операции: формировать тонкие пленки на поверхности подложки, травить поверхность подложки с целью создания на ней заданного рисунка интегральной микросхемы, осуществлять очистку поверхности. К преимуществу ионно-плазменных методов относится высокая управляемость процессом; возможность получения пленок тугоплавких материалов, а также химических соединений и сплавов заданного состава; лучшая адгезия пленок к поверхности и так далее.
Суть методов ионно-плазменного напыления тонких пленок заключается в обработке поверхности мишени из нужного вещества ионами и выбивании атомов (молекул) из мишени. Энергия ионов при этом составляет величину порядка сотен и тысяч электрон-вольт. Образующийся атомный поток направляется на подложку, где происходит конденсация вещества и формируется пленка. Различают ионно-лучевое распыление, осуществляемое бомбардировкой мишени пучком ускоренных ионов, сформированным в автономном ионном источнике, и собственно ионно-плазменное распыление, при котором мишень является одним из электродов в газоразрядной камере и ее бомбардировка осуществляется ионами, образующимися в результате газового разряда.
Для распыления мишени используются ионы инертных газов (обычно аргон высокой чистоты). Источником ионов служит либо самостоятельный тлеющий разряд, либо плазма несамостоятельного разряда (дугового или высокочастотного). В настоящее время в производстве применяют различные процессы распыления, отличающиеся:
- характером питающего напряжения (постоянное, переменное, высокочастотное);
- способом возбуждения и поддержания разряда (автоэлектронная эмиссия, термоэмиссия, магнитное поле, электрическое высокочастотное поле);
- количеством электродов в газоразрядной камере (двухэлектродные, трехэлектродные и многоэлектродные системы).
Рассмотрим наиболее широко используемые ионно-плазменные методы получения тонких пленок.
1.2.1 Катодное распыление
Конструкция установки для катодного распыления, изображенной на рис. 2, состоит из газоразрядной камеры 1, в которую вводится рабочий газ (обычно аргон) под давлением 1 - 10 Па; катода 2, выполняющего функцию распыляемой мишени; анода 3 и закрепленной на ней подложки 4. Между анодом и катодом подается постоянное напряжение величиной несколько киловольт, обеспечивающее создание в межэлектродном пространстве электрического поля напряженностью порядка 0,5 кВ/см. Анод заземлен, а отрицательное напряжение к катоду подается через изолятор 5. Чтобы исключить загрязнение стеклянного колпака камеры, вблизи катода закрепляют экран 6.
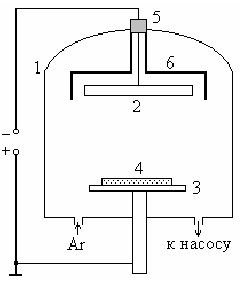
Рис. 2 Схема установки для катодного распыления
Электрическое поле, существующее между катодом и анодом, ускоряет электроны, образующиеся в межэлектродном пространстве в результате фотоэмиссии из катода, автоэлектронной (полевой) эмиссии, воздействия космического излучения или других причин. Если энергия электронов превышает энергию ионизации молекул рабочего газа, то в результате столкновения электронов с молекулами газа возникает газовый разряд, то есть образуется газоразрядная плазма. Для того чтобы электрон мог набрать необходимую для ионизации газа энергию, ему требуется обеспечить минимально необходимую длину свободного пробега. Только при этом условии электрон, двигаясь без столкновений, способен увеличить свою энергию до нужной величины.
Однако, если длина свободного пробега электронов становится сравнимой с расстоянием между катодом и анодом, то основная часть электронов будет пролетать межэлектродное пространство без столкновений с молекулами рабочего газа. Газоразрядная плазма погаснет. Эти два фактора и определяют нижний и верхний пределы давлений газа в камере.
Образующаяся в результате газового разряда плазма состоит из электронов, ионов и нейтральных молекул рабочего газа. Ионы под воздействием электрического поля ускоряются и бомбардируют катод-мишень. Если энергия ионов превышает энергию связи атомов мишени, то происходит ее распыление. Кроме выбивания атомов с поверхности мишени, ионы способны выбить из нее вторичные электроны (вторичная электронная эмиссия). Эти вторичные электроны ускоряются и ионизируют молекулы рабочего газа; образующиеся при этом ионы бомбардируют мишень, вызывая вторичную электронную эмиссию, и процесс повторяется. Таким образом, газовый разряд поддерживает сам себя и поэтому называется самостоятельным тлеющим разрядом.
С повышением тока, протекающего через газоразрядную плазму, увеличивается плотность ионного потока и интенсивность распыления мишени. При некоторой плотности потока, зависящей от условий охлаждения мишени, начинает проявляться термоэлектронная эмиссия. Ток в разряде возрастает, а сам разряд становится несамостоятельным, приобретая характер дугового разряда.
Для предотвращения перехода самостоятельного тлеющего разряда в дуговой высоковольтный источник питания должен иметь ограничения по мощности, а мишень интенсивно охлаждаться.
Для описания процессов катодного распыления мишени используют модели, основанные на двух механизмах. Согласно первому механизму распыленные атомы возникают в результате сильного локального разогрева поверхности мишени самим падающим ионом (модель "горячего пятна") или быстрой вторичной частицей (модель "теплового клина"). Второй механизм состоит в передаче импульса падающего иона атомам решетки материала мишени, которые, в свою очередь, могут передать импульс другим атомам решетки, вызвав тем самым каскад столкновений (модель столкновений).
Основной характеристикой эффективности процесса распыления является коэффициент распыления К>р>, определяемый отношением количества выбитых атомов N>ат> к количеству бомбардирующих мишень ионов N>ион>:
По существу коэффициент распыления представляет собой среднее число атомов мишени, выбитых одним ионом. Коэффициент распыления зависит от энергии ионов Е>и>, его массы (рода рабочего газа), материала мишени и в некоторой степени от ее температуры и состояния поверхности, угла бомбардировки, давления газа (при условии, что давление не выходит за пределы, при которых газоразрядная плазма гаснет).
1.2.2 Трехэлектродная система распыления
Для повышения чистоты получаемой на подложке пленки процесс ионно-плазменного распыления необходимо проводить при как можно меньшем давлении рабочего газа. Однако, как уже отмечалось ранее, понижение давления приводит к тому, что при большой длине свободного пробега электронов вероятность их столкновения с атомами рабочего газа становится ничтожно малой, и газовый разряд гаснет. Поэтому для поддержания разряда в камере и обеспечения распыления мишени при низких давлениях необходимы специальные меры.
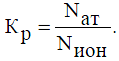
Одним из вариантов решения проблемы является применение трехэлектродной системы распыления, изображенной на рис. 3. Цифрами на рисунке обозначены: 1 – термокатод; 2 – анод; 3 – мишень; 4 – подложка; 5 – подложкодержатель. Таким образом, в данной системе имеются три независимо управляемых электрода: термокатод, анод и распыляемая мишень, потенциал которой относительно термокатода составляет несколько киловольт.
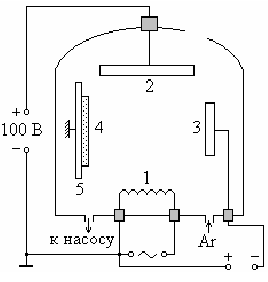
Рис 3. Трехэлектродная система распыления
По достижении в камере вакуума порядка10-4 Па термокатод разогревают и в камеру через натекатель подают инертный газ при давлении 0,05 - 1 Па. В результате термоэлектронной эмиссии с катода будут интенсивно испускаться электроны, ускоряющиеся вертикальным электрическим полем. При напряжении между термокатодом и анодом порядка 100 В возникает несамостоятельный газовый разряд, при этом разрядный ток достигает нескольких ампер. Мишень, имеющая отрицательный потенциал относительно катода, оттягивает на себя значительную часть ионов, образующихся в газовом разряде, и ускоряет их. В результате бомбардировки мишени ионами происходит ее распыление, и распыленные атомы осаждаются на подложке, формируя тонкую пленку. Такие трехэлектродные системы, в которых электрические цепи разряда и распыления разделены и управляются независимо друг от друга, обеспечивают гибкость управления процессом. Скорость осаждения составляет единицы нанометров в секунду, что в несколько раз превышает аналогичный показатель для двухэлектродной схемы катодного распыления.
Дальнейшее развитие трехэлектродных систем распыления привело к использованию автономных ионных источников. Ионный источник представляет собой газоразрядную камеру с термокатодом, в которую подается рабочий газ под давлением ~ 0,5 Па, что обеспечивает высокую концентрацию ионов. Газоразрядная камера отделена от камеры осаждения калиброванными отверстиями, благодаря чему обеспечивается перепад давлений, и давление в камере осаждения, где расположены мишень и подложка, составляет ~ 0,015 Па. Часть ионов поступает через отверстия в камеру осаждения, ускоряется и распыляет мишень. Такая конструкция позволяет увеличить скорость распыления мишени и повысить чистоту осаждаемых на подложке пленок.
1.2.3 Высокочастотное распыление
Рассмотренные выше методы получения тонких пленок используют постоянные напряжения, прикладываемые к электродам системы распыления мишени. Это позволяет распылять мишени только из электропроводящих или полупроводниковых материалов. Если мишень выполнена из диэлектрика, то при ее бомбардировке положительно заряженными ионами на ней очень быстро будет накапливаться положительный заряд. Этот заряд создаст электрическое поле, которое будет тормозить бомбардирующие мишень ионы. Распыление мишени очень быстро прекратится.
Для распыления диэлектрической мишени необходимо между анодом и катодом-мишенью подавать переменное напряжение. В этом случае мишень поочередно будет обрабатываться потоками электронов и положительно заряженных ионов. При отрицательном потенциале на мишени будет происходить ее распыление ионами, а при положительном потенциале – нейтрализация заряда потоком электронов. Это в принципе позволяет распылять мишени из диэлектрических материалов, однако эффективность такого метода распыления будет невысокой.
Эффективность распыления можно значительно повысить, если между анодом и катодом-мишенью подать переменное напряжение частотой порядка 10 МГц (обычно используют частоту 13,56 МГц, разрешенную для технологических установок, работающих в этом частотном диапазоне). Повышение эффективности при высокочастотном распылении объясняется следующим образом. Масса электронов значительно меньше массы ионов. Поэтому, обладая значительно большей подвижностью, электроны успевают следовать за быстроменяющимся полем, переходя с одного электрода на другой. Ионы, будучи гораздо менее подвижными, не успевают заметно перемещаться в межэлектродном пространстве, в результате чего там образуется объемный положительный заряд ионов. Кроме того, количество электронов, поступающих на мишень за полпериода, значительно превышает то количество, которое необходимо для нейтрализации заряда ионов на мишени. В результате на диэлектрической мишени скапливается отрицательный заряд электронов. Все это приводит к появлению в межэлектродном пространстве дополнительного электрического поля, которое способно ускорить часть ионов до больших энергий, что и увеличивает эффективность распыления мишени.
Следует отметить еще одно важное обстоятельство. В условиях высокочастотного разряда заряженные частицы (электроны и ионы) совершают колебательное движение с амплитудой А, равной

где m - подвижность частицы, зависящая от давления газа; Е0 – амплитуда напряенности переменного электрического поля; w - циклическая частота питающего напряжения.
Если расстояние между электродами превышает амплитуду А, то на электроды поступают только те частицы, которые находятся от электрода на расстоянии, не превышающем А. При этом существенно, что в средней части разряда электроны совершают осциллирующие движения, эффективно ионизируя газ, поэтому высокочастотный разряд может существовать при более низких давлениях, и надобность в сложной трехэлектродной системы отпадает.
Благодаря пониженному давлению в газоразрядной камере, высокочастотные системы с успехом используют для распыления не только диэлектрических мишеней, но и мишеней из металлов и полупроводников.
1.2.4 Реактивное распыление
При реактивном распылении в газоразрядную камеру наряду с рабочим газом (обычно аргоном) добавляется небольшое количество реакционного активного газа (кислорода, азота и др.), в результате чего на подложке образуется пленка из химического соединения, образованного атомами мишени и активного газа. Если, например, мишень изготовлена из алюминия, а в качестве активного газа используется кислород, то на подложке получается пленка из оксида алюминия, если же в камеру добавляется азот, то получится пленка из нитрида алюминия.
Кроме оксидных и нитридных пленок, данным способом можно получать карбидные и сульфидные пленки, добавляя в камеру соответственно метан СН>4> или пары серы. Для получения химического соединения необходимо строго определенное парциальное давление активного газа, зависящее от материала мишени. Поэтому чаще получаются не химические соединения, а твердые растворы. На основе одной мишени из какого-либо металла и различных активных газов можно получать широкую гамму свойств осаждаемых пленок – от проводящих и низкоомных резистивных до высокоомных резистивных и диэлектрических.
Использовать реактивное распыление взамен непосредственного распыления мишени из химического соединения целесообразно тогда, когда коэффициент распыления данного химического соединения (оксида, нитрида и так далее) низкий, либо тогда, когда технологически трудно изготовить массивную мишень из этого соединения. Кроме того, реактивное распыление создает условия для гибкого управления свойствами пленок при создании многослойных структур (например, пленочных конденсаторов).
В общем случае процесс осаждения пленок при реактивном распылении обусловлен тремя механизмами, действующими параллельно:
- образование химического соединения на поверхности мишени и его
распыление;
- образование химического соединения в пролетном пространстве "мишень - подложка" и осаждение его на подложку;
- взаимодействие осажденных на подложке атомов мишени с атомами активного газа.
В условиях невысокого давления газа в камере вероятность второго механизма весьма мала и его вклад в общий процесс формирования пленки на подложке незначителен. Что касается соотношения вкладов первого и второго механизмов, то это зависит от условий распыления, а именно, от рода материала мишени и от рода активного газа, от общего давления газовой смеси в камере и от парциального давления активного газа; от расстояния между мишенью и подложкой. На практике часто уменьшение давления парциального газа при прочих равных условиях увеличивает вероятность образования соединения непосредственно на подложке. В большинстве случаев необходимые реакции полностью протекают при содержании активного газа в газовой смеси (аргон + активный газ) порядка единиц процентов.
1.2.5 Магнетронное распыление
Стремление снизить давление рабочего газа в камере и увеличить скорость распыления мишеней привело к созданию метода магнетронного распыления. Один из возможных вариантов схем магнетронного распылителя представлен на рис. 4.
Рис. 4 Схема установки для магнетронного распыления
Цифрами обозначены: 1 – мишень, одновременно являющаяся катодом распылительной системы; 2 – постоянный магнит, создающий магнитное поле, силовые линии которого параллельны поверхности мишени; 3 – кольцевой анод. Выше анода располагается подложка (на рисунке не показана), на которой формируется пленка из материала мишени.
Отличительной особенностью магнетронного распылителя является наличие двух скрещенных полей – электрического и магнитного.
Если из мишени-катода будет испускаться электрон (за счет вторичной электронной эмиссии), то траектория его движения будет определяться действием на него этих полей. Под воздействием электрического поля электрон начнет двигаться к аноду. Действие магнитного поля на движущийся заряд приведет к возникновению силы Лоренца, направленной перпендикулярно скорости. Суммарное действие этих сил приведет к тому, что в результате электрон будет двигаться параллельно поверхности мишени по сложной замкнутой траектории, близкой к циклоиде.
Важным здесь является то, что траектория движения замкнутая. Электрон будут двигаться по ней до тех пор, пока не произойдет несколько столкновений его с атомами рабочего газа, в результате которых произойдет их ионизация, а сам электрон, потеряв скорость, переместиться за счет диффузии к аноду. Таким образом, замкнутый характер траектории движения электрона резко увеличивает вероятность его столкновения с атомами рабочего газа. Это означает, что газоразрядная плазма может образовываться при значительно более низких давлениях, чем в методе катодного распыления. Значит и пленки, полученные методом магнетронного распыления, будут более чистыми. Другое важное преимущество магнетронных систем обусловлено тем, что ионизация газа происходит непосредственно вблизи поверхности мишени. Газоразрядная плазма локализована вблизи мишени, а не "размазана" в межэлектродном пространстве, как в методе катодного распыления. В результате резко возрастает интенсивность бомбардировки мишени ионами рабочего газа, тем самым увеличивается скорость распыления мишени и, как следствие, скорость роста пленки на подложке (скорость достигает несколько десятков нм/с). Наличие магнитного поля не дает электронам, обладающим высокой скоростью, долететь до подложки, не столкнувшись с атомами рабочего газа. Поэтому подложка не нагревается вследствие бомбардировки ее вторичными электронами. Основным источником нагрева подложки является энергия, выделяемая при торможении и конденсации осаждаемых атомов вещества мишени, в результате чего температура подложки не превышает 100 - 200 °С. Это дает возможность напылять пленки на подложки из материалов с малой термостойкостью (пластики, полимеры, оргстекло и так далее).
1.3 Ионно-лучевые методы получения тонких пленок
Тонкие пленки различных материалов можно наносить на подложку, распыляя материал мишени пучком ионов инертных газов. Основные достоинства этого метода нанесения пленок по сравнению с методом ионно-плазменного распыления состоят в следующем:
- возможность нанесения пленок материалов сложного состава с сохранением компонентного состава мишени;
- малое рабочее давление в технологической камере, ограниченное лишь быстротой откачки вакуумной системы, а не условиями поддержания разряда;
- отсутствие электрических полей в области подложки, что особенно важно при нанесении диэлектрических пленок на подложки из проводящих материалов;
- возможность управления зарядами в осаждаемой диэлектрической пленке с помощью электронов, эмиттируемых катодом нейтрализации.
Ионно-лучевой метод наиболее эффективен для нанесения пленок многокомпонентных материалов, различных диэлектриков, магнитных материалов.
Установка ионно-лучевого распыления представлена на рис.5.
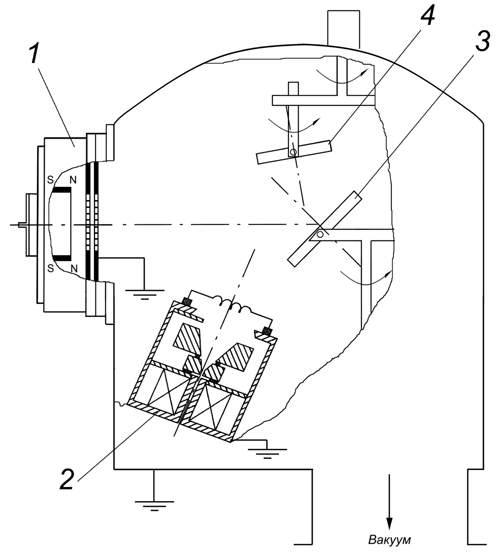
Рис. 5 Схема установки ионно-лучевого распыления
Установка содержит источник ионов на основе двухкаскадного самостоятельного разряда с холодным полым катодом 1 и модифицированный вариант источника ионов Кауфмана с открытым торцом 2. Источник ионов 1 служит для распыления пучком ионов аргона с энергией 0,8 кэВ и плотностью тока 0,3 мА/см2 мишени 3 чистотой не хуже 99,8%. По направлению потока распыляемого материала установлены подложки, закрепленные на четырех позициях вращающегося держателя 4. Поток ионов аргона со средней энергий 80 эВ и плотностью тока 0,45 мА/см2 из источника ионов 2 служит для очистки и активации поверхности рабочей подложки в течение 2 минут перед нанесением пленки. Источник ионов 2 во время нанесения пленки отключается, подача аргона через него прекращается, а термокатод используется для нагрева поверхности рабочей подложки.
1.4 Молекулярно-лучевая эпитаксия
В настоящее время существуют два основных технологических метода эпитаксии, позволяющие формировать многослойные структуры со сверхтонкими слоями. Это молекулярно-лучевая (МЛЭ) и газо-фазная эпитаксия, в том числе с использованием металлоорганических соединений (МОС) и гидридов (ГФЭ МОС).
Молекулярно-лучевая эпитаксия проводится в вакууме и основана на взаимодействии нескольких молекулярных пучков с нагретой монокристаллической подложкой.
Основными преимуществами метода являются: низкая температура процесса и высокая точность управления уровнем легирования. Снижение температуры процесса уменьшает диффузию примеси из подложки и автолегирование. Это позволяет получать качественные тонкие слои. Легирование при использовании данного метода является безинерционным (в отличие эпитаксии из газовой фазы), что позволяет получать сложные профили легирования.
МЛЭ заключается в осаждении испаренных элементарных компонентов на подогретую монокристаллическую подложку. Этот процесс иллюстрируется с помощью рис. 6, на котором приведены основные элементы для получения соединения (GaAs).
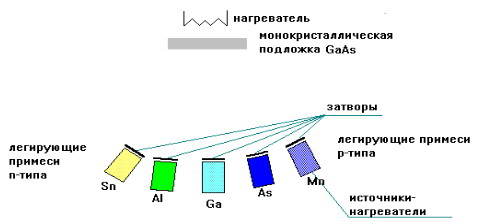
Рис. 6 Схема установки молекулярно-лучевой эпитаксии
Каждый нагреватель содержит тигель, являющийся источником одного из составных элементов пленки. Температура нагревателей подбирается таким образом, чтобы давление паров испаряемых материалов было достаточным для формирования соответствующих молекулярных пучков. Испаряемое вещество с относительно высокой скоростью переносится на подложку в условиях вакуума. Нагреватели располагаются так, чтобы максимумы распределений интенсивности пучков пересекались на подложке.
Подбором температуры нагревателей и подложки получают пленки со сложным химическим составом. Дополнительное управление процессом наращивания осуществляется с помощью заслонок, расположенных между нагревателем и подложкой. Использование этих заслонок позволяет резко прерывать или возобновлять попадание любого из молекулярных пучков на подложку.
1.5 Лазерное распыление
Лазерное напыление – уникальный технологический процесс, позволяющий наносить на поверхность деталей обладающие специальными свойствами материалы (металлы, карбиды и т.п.), добиваясь, таким образом, восстановления геометрии, повышения поверхностной прочности, коррозионной устойчивости, снижения трения и прочих эффектов. В отличие от технологии, использующей тепло электрической дуги или сгорания смеси горючего и кислорода, лазерное напыление обеспечивает меньшее термическое воздействие и смешивание материала подложки с напыляемым материалом, при более прочном их скреплении.
Схема установки лазерным испарением представлена на рис. 7.
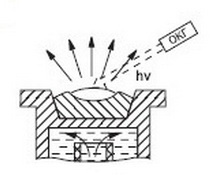
Рис. 7 Схема установки лазерным испарением.
Глубина проникновения лазерного луча в поверхность мишени мала (приблизительно 10 нм). Это означает, что только тонкий поверхностный слой материала подвержен воздействию излучения в то время, как оставшаяся часть мишени остается незатронутой.
Говоря о достоинствах лазерного испарения, можно отметить, что это один из наиболее быстрых методов получения тонкопленочных покрытий, он предоставляет четко ориентированное направление распространения плазмы, наряду со стехиометрическим трансфером материи от мишени к подложке.
2 Химические вакуумные методы
Метод химического осаждения тонких пленок осуществляется при напуске в рабочую камеру смеси газов, содержащей компоненты получаемой пленки. Главными преимуществами метода химического осаждения являются широкий диапазон скоростей осаждения и возможность получения заданной кристаллической структуры пленки (вплоть до монокристаллов), а основным недостатком — использование токсичных, экологически небезопасных газовых смесей.
2.1 Реактивное катодное распыление
В отличие от физического распыления реактивное катодное распыление происходит в тлеющем разряде смеси инертного и активного газов. Частицы распыленного катода химически взаимодействуют с активным газом или образуют с ним твердые соединение, и новое вещество попадает в основу. Чтобы процесс образования вещества пленки, которая наносится, не проходил на катоде, что очень усложняет горения разряда, применяют смеси аргона с содержанием активных газов не более 10%. Для получения пленок оксидов распыления проводят в плазме аргон-кислород, нитрид - в плазме аргон-азот, карбидов в плазме аргон-угарный газ или аргон-метан. При вводе в камеру различных активных газов, получают пленки различных соединений, которые практически невозможно получить термовакуумным напылением.
Реактивное катодное распыление позволяет не только получить различные по составу пленки, но и управлять их свойствами, например удельное сопротивление резистивных пленок. Реактивное распыление широко используется для формирования высокоомных резисторов.
Главными техническими трудностями при реактивном катодном распылении является точное дозирование активного газа, подаваемого в вакуумную камеру.
2.2 Газовазная МОС-гидридная эпитаксия с использованием металлоорганических соединений (МОСГЭ)
Этот не требует дорогостоящего оборудования, обладает высокой производительностью. Достоинствами МОСГЭ являются также необратимость химических реакций, лежащих в его основе, и отсутствие в парогазовой смеси химически активных с растущим слоем компонент. Это позволяет проводить процесс эпитаксии при сравнительно низких температурах роста и осуществлять прецизионную подачу исходных веществ, что позволяет обеспечить контролируемое легирование слоев и получение структур в широком диапазоне составов твердых растворов с резкими концентрационными переходами.
К недостаткам МОС-гидридного метода можно отнести высокую токсичность используемых исходных соединений, в первую очередь арсина, а также сложность химических процессов, приводящих к образованию слоя GaAs, что затрудняет моделирование условий образования эпитаксиальных слоев с нужными свойствами.
Особенность метода состоит в том, что в эпитаксиальном реакторе создается высокотемпературная зона, в которую поступает газовая смесь, содержащая разлагаемое соединение. В этой зоне протекает реакция и происходит выделение и осаждение вещества на подложке, а газообразные продукты реакции уносятся потоком газа-носителя.
Для получения соединений AIIIBV в качестве источника элемента III группы используют металлоорганические соединения (например, триметилгаллий (ТМГ) для синтеза GaAs и триметилиндий (ТМИ) для InP или InGaP). В качестве источников элементов V группы служат газы арсин и фосфин.
2.3 Жидкофазная эпитаксия
Жидкофазная эпитаксия в основном применяется для получения многослойных полупроводниковых соединений, таких как GaAs, CdSnP2. Готовится шихта из вещества наращиваемого слоя, легирующей примеси (может быть подана и в виде газа) и металла-растворителя, имеющего низкую температуру плавления и хорошо растворяющий материал подложки (Ga, Sn, Pb). Процесс проводят в атмосфере азота и водорода (для восстановления оксидных плёнок на поверхности подложек и расплава) или в вакууме (предварительно восстановив оксидные плёнки). Расплав наносится на поверхность подложки, частично растворяя её, и удаляя загрязнения и дефекты. После выдержки при максимальной температуре ≈ 1000°С начинается медленное охлаждение. Избытки полупроводника осаждаются на подложку, играющую роль затравки. Существуют три типа контейнеров для проведения эпитаксии из жидкой фазы: вращающийся (качающийся), пенального типа, шиберного типа.
3. Химические вневакуумные методы
3.1 Электрохимическое осаждение покрытий
Это метод получения пленок отличается от предыдущих тем, что рабочей средой является жидкость. Однако характер процессов сходен с ионно-плазменным напылением, поскольку и плазма, и электролит представляют собой квазинейтральную смесь ионов и неионизированных молекул или атомов. А главное, осаждение происходит также постепенно (послойно) как и напыление, т.е. обеспечивает возможность получения тонких пленок.
В основе электрохимического осаждения лежит электролиз раствора, содержащего ионы необходимых примесей. Например, если требуется осадить медь, используется раствор медного купороса, а если золото или никель – растворы соответствующих солей.
Ионы металлов дают в растворе положительный заряд. Поэтому, чтобы осадить металлическую пленку, подложку следует использовать как катод. Если подложка является диэлектриком или имеет низкую проводимость, на нее предварительно наносят тонкий металлический подслой, который и служит катодом. Подслой можно нанести методом термического или ионно-плазменного напыления.
Большое преимущество электрохимического осаждения перед напылением состоит в гораздо большей скорости процесса, которая легко регулируется изменением тока. Поэтому основная область применения электролиза в микроэлектронике – это получение сравнительно толстых пленок (10 – 20 мкм и более). Качество (структура) таких пленок хуже, чем при напылении, но для ряда применений они оказываются вполне приемлемыми.
Один из вариантов химического ионно-плазменного напыления называют анодированием. Этот процесс состоит в окислении поверхности металлической пленки (находящейся под положительным потенциалом) отрицательными ионами кислорода, поступающими из плазмы газового разряда. Для этого к инертному газу (как и при чисто химическом напылении) следует добавить кислород. Т. о., анодирование осуществляется не нейтральными атомами, а ионами.
Химическое напыление и анодирование проходят совместно, т.к. в газоразрядной плазме (если она содержит кислород) сосуществуют нейтральные атомы и ионы кислорода. Для того чтобы анодирование превалировало над чисто химическим напылением, подложку располагают "лицом" (т.е. металлической пленкой) в сторону, противоположную катоду, с тем, чтобы на нее не попадали нейтральные атомы.
По мере нарастания окисного слоя ток в анодной цепи падает, т. к. окисел является диэлектриком. Для поддержания тока нужно повышать питающее напряжение. Поскольку часть этого напряжения падает на пленке, процесс анодирования протекает в условиях большой напряженности поля в окисной пленке. В результате и в дальнейшем она обладает повышенной электрической прочностью.
К числу других преимуществ анодирования относятся большая скорость окисления и возможность управления процессом путем изменения тока в цепи разряда. Качество оксидных пленок, получаемых данным методом, выше, чем при использовании других методов.
3.2 Химическая металлизация
Химическая металлизация основана на химической "реакции серебряного зеркала" и заключается в нанесении на поверхности пластмасс, пластика, алюминия, керамики металлизируемых изделий зеркальных металлических покрытий, которые имеют высокую отражающую способность. Зеркальные металлизированные поверхности, образующиеся в результате химической металлизации, отличаются целым рядом существенных преимуществ. Во-первых, такой метод как химическая металлизация практична с экономической точки зрения. Он не является технически сложным и оптимально вписывается в технологические процессы. Во-вторых, металлизация универсальна. В-третьих, металлизированные поверхности, получаемые с применением метода, как химическая металлизациия, отличаются прекрасными механическими свойствами, в частности высокой износостойкостью и твердостью. В-четвертых, химическая металлизация удобна тем, что размеры металлизируемых деталей практически не ограниченны. В-пятых, такой процесс как химическая металлизация совершенно безвреден в экологическом отношении, он не наносит ущерба здоровью людей и окружающей среде.
При использовании метода химической металлизации технологический процесс осуществляется в три основных этапа. Сначала на поверхность детали наносится слой специального связующего грунта, активного по отношению к последующему металлическому слою. Затем при помощи установки "Мета-хром", предназначенной для химической металлизации пластмасс, на покрытую связующим грунтом поверхность напыляют специально подготовленные химреагенты, которые в результате химической реакции и образуют на поверхности детали зеркальное металлическое покрытие. Наконец, на полученное зеркальное покрытие наносится слой защитного лака, предохраняющий металлизированную поверхность от потускнения и механического износа. После затвердения и высыхания защитного лака металлизированное покрытие выглядит точно так же, как если бы оно было нанесено методом электролитического осаждения. Добавляя в защитный лак красящие пигментные тонеры, можно придать покрытию внешний вид хрома, алюминия, золота, меди, бронзы, других металлов и сплавов.
Заключение
У исследователей, заинтересовавшихся в исследовании тонких пленок, имеется широкий выбор методов их изготовления. В общем случае, эти методы могут быть разбиты на два класса. Один класс объединяет методы, основанные на физическом испарении или распылении материала из источника, например термическое испарение или ионное распыление. В другом классе собраны методы, основанные на использовании химических реакций. Сущность реакций в этом классе методов может быть различной: электрическое разделение ионов, как например при электрохимическом осаждении и анодировании, или использование тепловых объектов, как например при осаждении из паровой фазы и термическом выращивании. В данной работе была предпринята попытка совершить классификацию методов получения тонких пленок, основанную на таком принципе подразделения.
После рассмотрения различных методов получения тонких пленок сделан вывод, что нет оптимального выбора метода получения тонких пленок. Выбор метода зависит от типа требуемой пленки, от ограничений в выборе подложек и часто, особенно в случае многократного осаждения, от общей совместимости различных процессов, протекающих при применении этого метода.
Список литературы
1. В. И. Смирнов. Физико-химические основы технологии электронных средств. Учебное пособие. Ульяновск. 2005.
2. Технология тонких пленок. Справочник. Под ред. Л. Майссела, Р. Глэнга. Том 1. М.: Советское радио. 1977.
3. Н. И. Сущенцов. Основы технологии микроэлектроники. Лабораторный практикум. Йошкар-Ола. 2005.
4. Ю. Панфилов. Нанесение тонких пленок в вакууме. "Технологии в электронной промышленности, №3’2007", С 76-80.
5. Ф.И.Григорьев. Плазмохимическое и ионно-химическое травление в технологии микроэлектроники. Учебное пособие. М.: 2003.