Адаптивные сборочные робототехнические комплексы (РТК)
Реферат
Адаптивные сборочные РТК
ПР с адаптивным управлением
В том случае, когда требуется особо высокая точность взаимного положения собираемых элементов, сборочные ПР оснащают системами адаптивного управления. ПР с адаптивным управлением работает следующим образом: сначала производятся грубые и быстрые перемещения рук ПР по заданной программе, а затем точные перемещения соединяемых деталей с использованием обратной связи. При применении ПР с адаптивным управлением необходимость в строгом предварительном ориентировании деталей в значительной степени снижается. Такие ПР обеспечивают значительное повышение точности позиционирования устанавливаемых деталей, поскольку они могут получить информацию об окружающей их обстановке, переработать ее в блоке управления и соответственно отреагировать.
При этом используются различные устройства взаимного ориентирования, когда управление ПР осуществляется датчиками на основе полученной ими информации о силах и моментах, действующих в процессе соединения деталей.
В настоящее время широкое применение нашли устройства, в которых метод статического воздействия основан на показаниях датчиков, например тензодатчиков, индуктивных и др. Работа этих устройств в определенной мере напоминает сборку вручную ощупыванием, когда сенсорные элементы пальцев определяют величину и направление реакции, возникающей при сопряжении, вследствие чего появляется возможность устранить смещение и провести сборку. Такие ориентирующие устройства получили название ощупывающие.
Хорошо зарекомендовали себя также пневматические и фотоэлектрические устройства взаимного ориентирования. Разрабатываются и внедряются в производство телевизионные ориентирующие устройства, голографические, экстремальные.
2. Ориентирование ощупыванием
Одно из устройств такого принципа действия было разработано фирмой Hitachi (Япония). Устройство входит составной частью в сборочный манипулятор типа HI-T-HAND. При введении сопрягаемых деталей в контакт по торцам может возникнуть перекос вала, направленный в сторону отверстия. Чувствительные элементы, обычно тензодатчики, регистрируют этот перекос, выдавая на исполнительные механизмы сигналы на корректировку положения вала.
В подобных устройствах в качестве датчиков очувствления (датчиков обратной связи) можно использовать различные преобразователи. Например, пневматические струйные преобразователи, преобразователи типа сопло-заслонка. В последних модификациях манипуляторов в процессе ориентирования перемещаются обе сопрягаемые детали, что делает систему ориентирования более гибкой.
Определить возникшее угловое смещение можно также с помощью индуктивных преобразователей. Принцип действия их заключается в том, что одновременно измеряются два выходных параметра при перемещениях подвижной части преобразователя в двух направлениях. Этот преобразователь состоит фактически из двух перпендикулярно расположенных друг к другу индукционных преобразователей, имеющих один общий якорь. Якорь подвешен в центре шаровой оперы и имеет две степени свободы.
Для опознавания смещения деталей можно использовать также электроконтактные преобразователи.
3. Пневматические устройства
На рис. 2.6 показана конструкция устройства относительного ориентирования. Деталь 6 подводится снизу под захват, укрепленный с помощью плоских пластинчатых пружин 19 и 24 к мембранным приводам 22 и 14. Сверху на колонне 16 размещена консоль 1, несущая толкатель 2. Толкатель выводит валик 4 из лотка 3 и вводит его в захват между губками 7 и 5. Губки поворачиваются друг относительно друга на оси 8 и сжимаются пружиной 9.
Если валик 4, перемещаясь вниз, не попадает в отверстие детали 6, а упирается в ее торец, то толкатель 2 смещается относительно консоли вверх и открывает золотник (на рисунке не показан), который открывает подачу сжатого воздуха в распределитель 17. Последний связан с воздушной магистралью посредством штуцера 18.
Из верхней полости распределителя воздух поступает через входные сопла 29 в отсеки 23, а затем в полости мембранных приводов 22 и 14 по шлангам. Кроме того, из отсеков 23 воздух поступает о выходные отверстия 25-28, выполненные в губках 5 и 7. Соединения выполнены так, что выходные отверстия 26 и 28 связаны шлангами с полостями привода 14, а отверстия 25 и 27 - с полостями привода 22.
В зависимости от расположения валика 4 поступление воздуха через отверстия 25-28 будет различным и, следовательно, силы, действующие на мембраны приводов 14 и 22, также будут различными. Штоки 21 этих приводов, перемещаясь в результате разности давлении в их полостях, подводят валик к отверстию.
После центрирования валик под действием толкателя 2 входит в отверстие. Собранные детали отводятся после сборки вниз или вправо, губки раскрываются, пропуская валик. При отводе собранных деталей вниз толкатель остается в крайнем нижнем положении, не давая валику выйти из отверстия. Когда детали удалены, консоль с толкателем уходят вверх, воздух из приводов стравливается. На место валика 4 по лотку 3 выходит новый валик, а на место детали 6 подается другая деталь. Цикл повторяется.
Данное устройство может первоначально устанавливать захват по центру отверстия. После этого толкатель вводит в захват валик, который сразу попадает в сопрягаемое отверстие. Если сборка по какой-либо причине не произошла, толкатель останавливается, сжав предохранительную пружину, расположенную в консоли. Переналадка устройства состоит в смене губок.
4. Фотоэлектрические устройства
В настоящее время разработаны разные по конструкции и принципу действия фотоэлектрические устройства относительного ориентирования, обеспечивающие сборку различных по размеру и по форме деталей. Они характеризуются высокой надежностью и точностью.
Простейшая принципиальная схема ориентирования изображена на рис. 2-7.а Согласно схеме, световое пятно от источника 1 фокусируется оптической системой 2 на поверхности детали (втулки) 3 и после отражения направляется системой 4 на фотоэлемент 5. При смещении детали влево (вдоль оси X) в некоторый момент времени прекращается поступление света на фотоэлемент. Это вызывает срабатывание исполнительного приводного органа, перемещающего базу (на рисунке не показана), на которой находится втулка.
Использование аналогичной схемы, при которой деталь перемещается вдоль оси У, позволяет расположить центр отверстия втулки в строго заданном положении. Схема конструкции такого устройства представлена на рис. 2.7,б. В этой конструкции источник света 1 с оптической системой 2, а также элемент 5 с системой 4 размещены на кронштейнах захватов 6, удерживающих вал 7. Устройство определяет положение сопрягаемого с валом отверстия втулки 3 и через систему промежуточных преобразователей и двигателей выводит вал в положение, при котором возможно соединение деталей. Фокусировка светового луча на торце втулки производится с помощью этого же устройства и основывается на экстремальном методе контроля.
5. Акустические устройства
Определение относительного положения собираемых деталей с помощью акустических средств может осуществляться самыми разнообразными путями. В одном из таких устройств относительное положение деталей регистрируется и оценивается с помощью группы детекторов (микрофонов или акустических головок), включенных в систему управления положением деталей (рис. 2.8). На кронштейнах 3, прикрепленных к захвату 5, установлены на равных расстояниях от захвата микрофоны (акустические головки) 2 и 7, включенные в систему управления по дифференциальной схеме. Аналогичные микрофоны располагаются также в плоскости, перпендикулярной к плоскости чертежа и проходящей через ось захвата, в котором располагается валик 6. Привод 4 перемещает захват с валиком вниз по стрелке А, Он сообщает захвату осевые колебания с амплитудой 0,1 мм. В момент встречи валика с втулкой 1, например в точке О, возбуждается акустическая волна, которая при приведенном на рисунке относительном положении валика и втулки достигает головки 2 раньше, чем головки 7. Суммируемый в устройстве сравнения сигнал вырабатывает соответствующие команды, включающие исполнительные механизмы, устраняющие образовавшееся смещение.
Управляющий сигнал в устройстве сравнения определяется фазой сигналов в головках 2 и 7 и ее знаком. Аналогично действует система ориентирования и в направлении, перпендикулярном к рассмотренному. Причем исполнительные механизмы, устраняющие смещение, действуют до тех пор, пока сигнал в устройстве сравнения не станет равным нулю, что означает совмещение осей собираемых деталей поданной координате. Затем привод вертикальной подачи вводит валик в отверстие втулки.
Данное устройство может иметь в качестве чувствительных органов, опознающих смещение, пьезоэлектрические элементы, вмонтированные непосредственно в захват и расположенные накрест.
6. Инфракрасные устройства
Устройства такого
типа характеризуются высокой
чувствительностью и простотой реализации.
Схема устройства с приемником инфракрасного
излучения представлена на рис. 2.9.
Сопрягаемая с валом 2 деталь 3 располагается
на сборочной позиции над приемником
инфракрасного излучения, а вал 2 - в
захвате головки 1, управляемой
исполнительными механизмами ИМ, которые
обеспечивают движения по четырем
координатам: трем линейным X, У и Z и одной
угловой
 .
.
Тепловое излучение от торца вала через линзу 5 попадает на приемник излучения 6, который через усилитель 7 связан с оптимизатором (экстремизатором) 8, управляющим исполнительными механизмами ИМ.
Захваченный головкой вал при перемещении на сборочную позицию перемещается над нагревателем 4, который, посылая кратковременные тепловые импульсы, нагревает торец на 5- 10° выше температуры окружающей среды. Затем вал размещается над позицией сборки.
Тепловое излучение вала фиксируется приемником 6, причем величина этого излучения зависит от относительного положения вала и отверстия в детали 3. При наличии смещения сопрягаемых поверхностей выходной сигнал ниже, чем в ориентированном положении, т. е. характеристика регистрируемого приемником излучения имеет экстремальный характер.
Первоначально
устройство ИМ
ориентирует вал относительно отверстия
по углу поворота
,
а после этого включаются приводы ИМХ,
и ИМУ, ориентирующие вал по координатам
X и У. Процесс ориентирования по каждой
из координат прекращается в тот момент,
когда экстремизатор зафиксирует
максимальную за данный цикл интенсивность
излучения от торца вала. По окончании
ориентирования исполнительный механизм
HMZ вводит вал в отверстие детали 3, и
собранная сборочная единица удаляется.
На этом цикл сборки заканчивается.
Поскольку в систему введен экстремизатор, изменение температуры излучающего торца никак не сказывается на точности измерений. Следует отметить, что выпускаемые промышленностью радиометры, предназначенные для дистанционного измерения интенсивности светового излучения разных объектов, могут быть использованы для целей относительного ориентирования. В состав радиометров входят такие элементы, как приемник, оптическая система, фокусирующая излучение детали на чувствительную площадку приемника, электронная схема, служащая для преобразования, усиления и измерения сигнала с выхода приемника.

Рис. 2.6 - Пневматическое устройство относительного ориентирования

Рис. 2.7 - Ориентирование фотоэлектрическим методом: а – схема ориентирования; б – крепление ориентирующих органов к захвату


Рис. 2.8 - Схема акустического Рис. 2.9 - Схема инфракрасного
ориентирующего устройства устройства для ориентирования
7. Телевизионные устройства
Как и ранее рассмотренные, телевизионные устройства относительного ориентирования относятся к группе бесконтактных устройств универсального действия. Схема одного из них приведена на рис. 2.10. Устройство используется для определения положения центра отверстия сопрягаемой с валом детали, выдачи соответствующих сигналов на исполнительные механизмы сборочной головки и корректировки ее положения.
Устройство содержит передающую телевизионную трубку 3, соединенную своим выходом через усилитель-формирователь 10 с триггерами 2, 7 и 16. При подаче питания на устройство триггер 16 автоматически устанавливается в состояние «0». Напряжение низкого уровня с этого триггера размыкает ключ 11, и сигнал, поступающий на его вход с резистора R1, на выходе отсутствует. Таким образом, обеспечивается работа в режиме поиска. В этом режиме генераторы 4 и 5 вырабатывают отклоняющие токи симметричной треугольной формы с частотами близкими, но не равными но величине. Амплитуды этих токов подбираются таким образом, чтобы скорости движения сканирующего пятна относительно осей X и У были одинаковыми. При этом пятно движется всегда под углом к осям X или У, описывая крестообразный растр. Траектория 19 пятна представлена на рис. 2.10, б.
Работа генераторов 4 и 5 (рис. 2.10, а) основана на интегрировании напряжения, поступающего с триггеров-расширителей 2 и 7. Когда токи в отклоняющих катушках 8 и 9 достигают верхнего порогового уровня, срабатывают пороговые устройства 7 и 6, триггеры опрокидываются и отклоняющие токи начинают убывать. При достижении отклоняющими токами нижнего порогового уровня снова срабатывают пороговые устройства, и процесс повторяется.
В момент t>1> сканирующее пятно попадает на торец втулки 20 (рис. 2.10, б) и на выходе усилителя-формирователя возникает отрицательный импульс, опрокидывающий триггер 16 (рис. 2.10, а) и переводящий его в состояние «1». Напряжение высокого уровня открывает ключ 11. Благодаря этому возникает взаимная связь между генераторами развертки 4 и 5, и устройство переходит в режим слежения. Так как отрицательный импульс с усилителя-формирователя не воздействует на триггеры 2 и 7, сканирующее пятно продолжает свое движение внутри отверстия втулки в прежнем направлении. В момент t>2> (рис. 2.10, б), когда пятно начинает выходить из проекции, на выходе усилителя-формирователя отверстия создается положительный импульс, который опрокидывает триггеры.
В результате сканирующее пятно меняет направление своего движения на противоположное, т.е. на 180°. При этом на резисторах R1 и R2 (рис. 2.21, а) формируются напряжения треугольной формы U0x и U0y. Напряжение U0x проходит через ключ 11 на схему сравнения 13, которая вырабатывает положительные импульсы в моменты t>3>, t>6> и t>9>, когда нарастающее напряжение U0y проходит через свое среднее значение. Эти импульсы через смеситель 12 поступают на триггер 2 и опрокидывают его. Так как триггер 7 остается при этом в прежнем состоянии, то направление движения пятна в моменты t>3>, t>6> и t>9> меняется на 90°. В моменты же t>7> и t>8> oбa триггера опрокидываются под действием положительных импульсов, поступающих с усилителя-формирователя, и направление движения пятна меняется на 180°.
Благодаря этому в установившемся режиме траектория 19 перемещения пятна будет представлять собой крест, центр которого лежит в центре отверстия втулки, а лучи упираются в края отверстия. Причем напряжения формы U0x и U0y, снимаемые с выходов фильтров низких частот 15 и 18, соответствуют координатам центра отверстий. Кроме того, перепад напряжений формы U0x и U0y пропорционален угловому размеру отверстия. Напряжение Uz, получающееся на выходе цепочки, состоящей из детектора 14 и фильтра нижних частот 17, характеризует угловой размер отверстия. Управляющие напряжения формы U0x и U0y через усилители подаются на исполнительные механизмы, выводящие головку с сопрягаемыми валиками в положение, определяемое этими сигналами.
8. Голографические устройства
Одними из наиболее универсальных и перспективных устройств относительного ориентирования являются голографические устройства, которые получают широкое распространение в различных механизмах, в том числе в устройствах для определения координат деталей. Подобная ориентирующая система дает подробную интегральную характеристику относительного расположения и обладает высокой точностью. Особенно целесообразно ее использование при комплексной сборке агрегатов, а также при сборке сборочных единиц, у которых положения сопрягаемых деталей пространственно разнесены. Существенной особенностью данного метода является то, что интерферограмма топографического изображения несет информацию о перемещениях ориентируемой детали по всем координатам.
Голография представляет собой процесс записи оптических сигналов, несущих информацию о наблюдаемых эффектах, и получения их плоских или объемных изображений. Голографическая запись отличается тем, что в ней, кроме фиксации амплитуды световых лучей, фиксируются также и фазовые соотношения между этими лучами, одновременно осуществляется запись пространственной структуры световых волн. Для получения голографического изображения деталей необходим когерентный источник света, облучающий их. Такими источниками являются оптические квантовые генераторы.
Схема устройства,
основанного на данном методе, приведена
на рис 2,11, а. Вал 4 прямоугольного
поперечного сечения находится в захвате
2, а сопрягаемая с ним деталь 5 - на
координатном столике 6. Столик приводится
в движение блоком исполнительных
механизмов 7 по трем координатным осям,
которые могут перемещать столик с
деталью 5 вдоль двух координатных осей
X и У и поворачивать вокруг вертикальной
оси Z по углу
(рис. 2.11, б). В силу погрешностей базирования
и позиционирования в сборочной системе
накапливаются линейные и угловые
относительные смещения сопрягаемых
деталей, препятствующие сопряжению.

Рис. 2.10 - Телевизионное устройство для определения положения центра отверстия собираемой детали: а – схема устройства; б – траектория движения сканирующею пятка

Рис. 2. 11 - Относительное ориентирование деталей голографическим методом: а – схема устройства; б – деталь установлена правильно; в – деталь смещена вдоль оси X; г – деталь смещена вдоль оси Y; д – деталь смещена вдоль обеих координатных осей
Первоначально при настройке деталь 5 исполнительными механизмами выводится в строго ориентированное положение, а вал располагается на таком удалении, чтобы можно было получить голограмму поверхности детали 5. Голограмма записывается на светочувствительной пленке, размещенной в кассете 10, которая находится перед экраном телевизионной передающей камеры 11.
Полученная голограмма является эталонной. После проявления она опять устанавливается в кассете на прежнее место.
Установка голограммы производится с использованием метода интерференции, для чего получают изображение реальной детали 5, облучая ее когерентным лучом и сравнивая его перед телевизионной камерой 11 с восстановленным по эталонной голограмме изображением. Если данные изображения не совпадают (это означает, что эталонная голограмма установлена неправильно, поскольку собираемые детали находятся в эталонном ориентированном положении), на входном экране камеры 11 появляется интерференционная картина, наложенная на изображение детали 5.
Данная интерференционная картина преобразуется передающей камерой в электрические сигналы, которые в режиме настройки поступают только на телеэкран 12, где снова преобразуются в оптическую информацию (интерференционную картину). Наблюдая за изменением интерференционной картины на экране, выставляют эталонную голограмму в такое положение, при котором интерференционная картина исчезает, что соответствует точному совпадению изображений восстановленного с голограммы и реальной детали, находящейся в ориентированном положении.
На этом настройка ориентирующего устройства заканчивается, и телевизионный экран выключается. Собираемые детали, находившиеся в ориентированном положении, со сборочной позиции удаляются.
Рабочий режим начинается с подачи на сборочную позицию деталей 4 и 5, причем вал удерживается в захвате 2 неподвижно, а деталь 5 может перемещаться вместе со столом 6. В общем случае она располагается относительно вала с некоторым смещением. Для его выявления торец детали облучается когерентным потоком света из лазерного источника. При этом в плоскости эталонной голограммы, находящейся в кассете 10, возникает голограмма данной реальной детали. Поскольку она смещена, голограмма реальной детали и голограмма детали эталонного положения не совпадают.
Наложение этих голограмм образует интерференционную картину, которая появляется на изображении детали 5. Камера 11 преобразует оптическую информацию, содержащуюся в интерференционной картине, в сигналы, необходимые для работы ЭВМ 8.
Анализ интерференционной картины позволяет определить величину и направление смещения ориентируемой детали относительно ее эталонного положения, зафиксированного на голограмме.
При любой форме
детали интерференционные картины имеют
вид, показанный на рис. 2.11, в-д. На рис.
2.11, в показаны интерференционные линии
(полосы) при смещениях только вдоль оси
X, на рис. 2.11, г - только при смещениях
вдоль оси У, на рис. 2.11, д - при одновременных
смещениях вдоль обоих координат X и У.
При смещениях вдоль осей X, У и угловом
смещении
интерференционные линии представляют
собой более сложные кривые на изображении
детали, например форму дуг.
Количественной мерой величины относительного смещения детали 5 от ее эталонного положения (помимо качественной — наличия интерференционных полос) является частота (густота) этих полос. При движении детали в направлении увеличения ее смещения частота полос возрастает.
Вывод ориентируемой детали в нужное положение осуществляется методом экстремального управления. Процесс ориентирования начинается с устранения углового смещения. Для этого ЭВМ запоминает интерференционную картину, соответствующую исходному положению детали (определяет частоту и кривизну полос). Далее ЭВМ осуществляет с помощью исполнительного механизма (ИМР) пробный угловой шаг, поворачивая деталь вокруг оси в случайном направлении, и анализирует интерференционную картину, получившуюся в конце пробного шага.
Если при этом кривизна и частота полос увеличились, следовательно, пробный шаг был сделан в неверном направлении, и ЭВМ посылает на ИМ команду сделать шаг в противоположном направлении. Если пробный шаг привел к уменьшению кривизны и частоты полос, то рабочий шаг ЭВМ делает в этом же направлении.
Помимо голографического интерференционного сравнения, можно проводить сравнение голограмм непосредственно в ЭВМ. Для этого эталонная голограмма не записывается на фотопластинке, а вводится в память ЭВМ, которая сравнивает голограммы действительных положений ориентируемых деталей с эталонной голограммой. Анализируя их, ЭВМ посредством исполнительных механизмов выводит деталь в положение, необходимое для последующего сопряжения.
Устройство позволяет без переналадок ориентировать и собирать детали разнообразных форм и размеров, причем детали могут быть выполнены из разных материалов, в том числе и прозрачных. Переналадка устройства заключается в замене одной эталонной голограммы на другую.
Устройства голографического типа могут быть построены не только по оптическому, но и по акустическому принципу. В устройствах относительного ориентирования могут быть также использованы средства СВЧ и цифровой голографии.
9. Самонастраивающиеся экстремальные устройства
С точки зрения технической кибернетики, собираемые детали можно рассматривать как некоторый объект, подлежащий управлению, причем регулируемыми и регулирующими величинами одновременно являются в данном объекте пространственные координаты одной из собираемых деталей при постоянных координатах другой или же координаты обеих деталей.
Одним из самых эффективных способов автоматизации сборки сложных по форме деталей является экстремальный способ относительного ориентирования. К преимуществам экстремального относительного ориентирования с самонастройкой следует отнести то, что датчики определения относительного положения деталей убираются с позиции сборки, поскольку ими являются сами собираемые детали, а к сборочной позиции примыкают только выходные элементы исполнительных механизмов. При этом вся схема управления выносится в сторону. Изменение размеров собираемых деталей или их формы не требует перенастройки, так как в каждой новой паре собираемых деталей устройство экстремального ориентирования осуществляет подбор новых значений координат, при которых смещения сопрягаемых поверхностей равны нулю. Такие устройства легко сопрягаются с ЭВМ. В данном случае ЭВМ, помимо задач контроля, выполняет автоматическое управление процессом относительного ориентирования деталей. Наконец, подобные устройства хорошо компонуются со сборочными манипуляторами.
При реализации этого способа изменение регулируемых координат собираемых деталей с помощью преобразователей, к которым относятся сами детали, преобразуются в соответствующие выходные параметры, имеющие однозначные экстремальные зависимости от относительного положения (от ошибок относительного ориентирования) деталей. Выходными параметрами, т. е. физическими носителями информации об относительном положении собираемых деталей, являются, как правило, электрическая емкость между их торцами или магнитные характеристики - магнитное сопротивление торцевого зазора, эффективная магнитная проницаемость либо пневматическое сопротивление стыка деталей. Причем экстремальные значения выходных параметров преобразователей соответствуют необходимому для последующей сборки относительному ориентированному положению собираемых деталей.
С каждой новой
собираемой парой деталей 1 и 2 требуемые
экстремальные значения дрейфуют как
по линейным координатам X, Y, Z, так и по
угловой (относительно вертикальной оси
Z) координате
. Это определяется погрешностями
изготовления, базирования и позиционирования
деталей. Устройство постоянно отыскивает
экстремальные значения выбранного
выходного параметра. Таким образом,
осуществляется самонастройка (адаптация)
на новое ориентированное положение.
В зависимости от типа носителя информации используется емкостный, индуктивный, индукционный, пневматический или иной экстремальный преобразователь относительного положения деталей, выходные параметры которого преобразуются затем в сигналы соответствующей природы, необходимой для последующей обработки в системе экстремального управления. Так, например, относительные изменения валкости, образованной торцами собираемых деталей, преобразуются в напряжение переменного тока.
В подобных устройствах имеются экстремальные преобразователи относительного положения деталей в промежуточные параметры, имеющие экстремальные зависимости (ими могут быть, например, емкость, индукция, индуктивность) и последующие преобразователи, преобразующие изменения промежуточных параметров в сигналы удобного для дальнейшей обработки вида. Первыми экстремальными преобразователями являются непосредственно сами собираемые детали.
Сравнительная х-ка устройств
Наиболее универсальными являются экстремальные, топографические и телевизионные. Их использование наиболее целесообразно при сборке сложных сборочных единиц, состоящих из больших групп деталей, а также для сборки сложных соединений, например шлицевых. Оснащение ими исполнительных органов манипуляторов позволяет значительно повысить их гибкость и реагирующие способности, т.е. в конечном итоге надежность работы и приспособляемость к изменяющимся условиям.
Устройства, работающие по методу ощупывания, пневматические или фотоэлектрические не так универсальны, но проще. Акустические и инфракрасные устройства занимают промежуточное положение.
Следует иметь в виду, что выбор ориентирующего устройства определяется не только возможностями его переналадки, но и такими характеристиками, как точность и быстродействие. С данной точки зрения пневматические, голографические или экстремальные устройства позволяют достигнуть в ряде случаев точности ориентирования порядка 0,01 мм и выше (до 0,003 мм). Достаточно чувствительными являются также фотоэлектрические устройства.
В этом смысле акустические устройства несколько обособлены, поскольку в них оценивается направление и наличие смещения, а не его величина. Однако подобная информация позволяет также направленно устранять смещение. Дискретность таких устройств зависит только от частоты подачи акустических сигналов и скорости исполнительных органов.
Быстродействие большинства рассмотренных устройств весьма высокое и ограничивается в основном быстродействием срабатывания исполнительных органов. Несколько меньше оно у пневматических и акустических устройств, однако, вполне достаточно для большинства сборочных автоматов. При этом акустические устройства, как работающие в импульсном режиме, обладают очень малой зоной нечувствительности, что благоприятно сказывается на качестве работы ориентирующего устройства. Другие устройства из рассмотренных выше также могут работать в импульсном режиме, но требуют для этого дополнительных органов.
Инфракрасные устройства, как и экстремальные, характеризуются тем, что при окончании процесса ориентирования их исполнительные механизмы совершают автоколебания с малой амплитудой относительно требуемого ориентированного положения, что облегчает соединение сопрягаемых деталей, так как устраняется трение.
Все рассмотренные устройства относительного ориентирования могут быть использованы при разработке адаптивных сборочных РТК.
10. Типовые РТК сборки
Экспериментальный сборочный РТК на базе ПР мод. РВ - 50Ф2 (рис. 2.12), созданный в ЭНИМСе, обеспечивает автоматическую сборку подшипниковой опоры комбайна. Собираемый узел состоит из корпуса, крышки, двух резиновых манжет, подшипника, картонной прокладки, трех болтов (с шайбами).
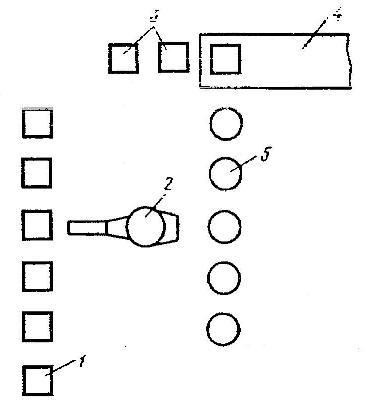
Рис. 2.12 - Экспериментальный РТК на базе ПР модели РВ - 50Ф2
Последовательность сборки следующая: установка базовой детали (корпуса) в технологическое приспособление; установка крышки в технологическое приспособление; запрессовка манжеты в крышку; запрессовка манжеты в корпус; установка подшипников в корпус; установка картонной прокладки на корпус; сборка крышки с корпусом; установка трех болтов (с шайбами), их наживление и завинчивание с требуемым усилием.
В состав РТК входит следующее оборудование: ПР 2; магазины 5 сборочных инструментов, выполненные в виде пятипозиционных поворотных столов; рабочие сборочные позиции 3, обеспечивающие установку и фиксацию основных деталей (корпуса и крышки); конвейер 4, подающий корпус и крышку на рабочую позицию; питатели 1.
Различают конструкции, содержащие соответственно манжеты, подшипники, прокладки и болты (с шайбами).
Установка сменного сборочного инструмента на руке ПР, а также передача его на хранение в требуемые ячейки поворотного стола осуществляются автоматически. Для крепления инструментов на руке ПР применена конструкция типа «байонет».
Процесс взятия из питателей деталей (кроме болтов с шайбами) однотипный: соответствующий сборочный инструмент осуществляет сканирование питателей сверху вниз и захватывает верхнюю деталь из стопы, для чего все захватные устройства и инструменты оснащены пневматическими струйными датчиками. Последние установлены таким образом, чтобы при подходе к верхней детали формировался сигнал на прекращение движения и захват детали.
Технологический процесс сборки включает в себя две группы операций:
1) загрузочно-установочные - установка корпуса и крышки в соответствующие сборочные приспособления (операции 1 и 2) и загрузка выходного магазина-накопителя собранными узлами;
2) сборочные - запрессовка резиновых манжет в корпус и крышку (операции 3 и 4); запрессовка подшипника в корпус (операция 5), установка картонной прокладки на корпус (операция 6); установка крышки на корпус (операция 7); установка, наживление и завинчивание трех болтов с шайбами (операция 8).
Операции 1, 2 и 3, 4 выполняются попарно с помощью одного комплекта сборочного инструмента, и поэтому при переходе с одной операции на другую не требуется замена инструмента. Во всех других случаях при переходе с одной сборочной операции на другую необходима автоматическая смена сборочного инструмента.
В состав набора сборочных инструментов входят: широкодиапазонный пневматический захват для установки корпуса и крышки; запрессовщик резиновых манжет; запрессовщик подшипников качения в сборе; пневматический вакуумный захват для подачи картонных прокладок; гайковерт с пневматическим приводом.
Инструменты - запрессовщики резиновых манжет и подшипников, а также гайковерт позволяют в определенных пределах компенсировать погрешности позиционирования сопрягаемых деталей.
Последовательность работы ПР при реализации операций 1 - 8 следующая: взятие из магазина требуемого сборочного инструмента; захват требуемой детали, выполнение технологической операции (запрессовка, установка и т. п.); установка обратно в магазин сборочного инструмента (при выполнении операций 1, 2 и 3, 4 этого не требуется).
Специальные датчики на сменных сборочных инструментах контролируют наличие деталей в соответствующих магазинах и наличие детали в инструменте в процессе ее транспортирования.
Особый интерес представляет выполнение операции установки, наживления и завинчивания трех винтов (с шайбами) с требуемым усилием. В конструкции гайковерта, осуществляющего эту операцию, предусмотрен струйный датчик перемещений. С его помощью обеспечиваются контроль попадания переносимого болта в резьбовые отверстия крышки и корпуса изделия; синхронизация скорости поступательного движения ПР при завинчивании болтов и частоты вращения гайковерта; контроль качества сборки резьбового соединения. Гайковерт имеет насадку с постоянным магнитом, которая может пассивно перемещаться вдоль оси гайковерта под действием внешних возмущений. Определенная, исходно выбранная величина этого перемещения регистрируется струйным датчиком. Если болт попадает в резьбовое отверстие, то при поступательном движении вниз не происходит перемещения насадки относительно гайковерта. В противном случае насадка начинает перемещаться, что и регистрируется струйным датчиком, сигнал которого показывает, что оси болта и резьбового отверстия не совпали. Синхронизация скорости поступательного движения ПР и частоты вращения гайковерта осуществляется при остановке насадки, т. с. при совпадении осей болта и резьбового отверстия.
Кинематическая схема сборочного РТК на базе ПР мод. РВ-50Ф2 показана на рис. 2.27.
РТК на базе ПМР. На базе рассмотренных ранее промышленных минироботов (ПМР) разработано ряд РТК. Один из них, РТК для сборки клапанов, изображен на рис2.28, а. При разработке РТК использован ряд оригинальных решений, в том числе автоматическая смена захватов, семь степеней подвижности, горизонтальный самоукладывающийся магазин спутников и ряд других.
Работа комплекса заключается в следующем. Робот 1 типа ПМР-0,5-254-КПВ в автоматическом режиме производит в определенной последовательности захват ориентированных деталей из соответствующих устройств-накопителей (пружин 3, прокладок 4, клапанов 5, крышек 6), для чего осуществляется автоматическая смена захватов (цангового 2, вакуумного 12 и клещевого 11) в кисти робота в зависимости от обслуживаемого класса деталей. В магазине 9 установлены также инструменты и сборочное приспособление 10, на котором производится сопряжение собираемых деталей. Пружины 3 подаются самоукладывающимся магазином спутников 7 по направляющим 8. На базе робота пмр-0,5-254 кс, работающего в прямоугольной системе координат, разработан комплекс для укладки заготовок постоянных магнитов в кассеты (рис. 2.28, б).
Первичное ориентирование заготовок магнитов 4 и подача их в зону обслуживания робота 1 осуществляется в вибробункере 3. Выход лотка вибробункера снабжен отсекателем 5 для поштучной выдачи деталей. Настройка робота 1 заключается в привязке координат расположения платформы 2 робота (угол поворота), установке вибробункера 3 и стойки 7, а также в подъеме кассеты б. Привод поворота кисти робота применяется в качестве привода установочного движения, используемого при настройке системы. В дальнейшем используются только возвратно-поступательные перемещения по трем координатам. После захвата крайней со стороны отсекателя 5 заготовки захват перемещается к дальнему гнезду первого ряда кассеты б и за счет технологического вертикального (вниз) перемещения захват устанавливает заготовку в гнездо кассеты. Одновременно отсекатель принимает очередную заготовку и подает ее на позицию захвата. Эта заготовка укладывается в предпоследнее гнездо ряда. Когда заполнится весь ряд, каретка горизонтального перемещения робота смещается на один шаг, соответствующий переходу на обслуживание очередного ряда кассеты. После заполнения кассеты комплекс автоматически останавливается для смены кассеты.

Рис. 2.27. Кинематическая схема сборочного РТК на базе ПР мод. РП-50Ф2: 1 – правая рука для выполнения операций, требующих значительных затрат мощности; 2 – левая рука (вспомогательная); 3 – вертикально рас положенные телекамеры; 4 – горизонтально расположенные телекамеры; 5 – телекамера на захвате ПР; 6 – фильтр пылесоса, 7 – моторный блок; 8 – камера для пыли
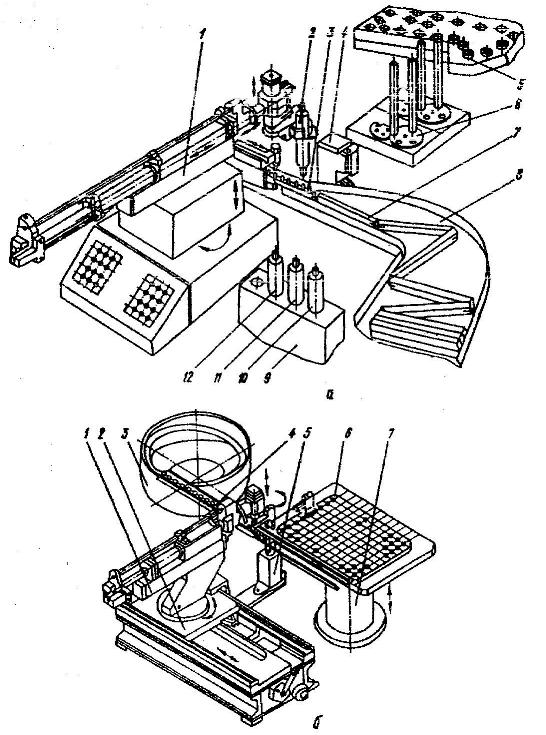
Рис. 2.28. Компоновка РТК: а – для сборки клапанов; б – для укладки заготовок постоянных магнитов в кассеты
Список литературы
Роботизированные технологические комплексы/ Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М.Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
Гибкие производственные комплексы /под.ред. П.Н.Белянина. – М.: Машиностроение, 1984. – 384с.
Гибкое автоматическое производство/под.ред. С.А.Майорова. – М.: Машиностроение, 1985. – 456с.
Иванов А.А. ГПС в приборостроении. – М.: Машиностроение,1988. – 282с.
Управление работотехническими системами и гибкими автоматизированными производствами /под.ред. Н.М.Макарова, – М.: Радио и связь, 1981, ч.3 – 156с.
Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.