Колёсные пары электровоза ВЛ-80

Государственное образовательное учреждение среднего профессионального образования
САНКТ-ПЕТЕРБУРГСКИЙ ТЕХНИКУМ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
КУРСОВОЙ ПРОЕКТ
Колёсные пары электровоза ВЛ - 80
СОДЕРЖАНИЕ
Введение
1 Назначение и конструкция
2. Условия работы на ТПС
3. Характерные неисправности и износы элементов конструкции.
4. Контроль технического состояния в эксплуатации.
5. Ведомость дефектации.
6. Технологическая карта: обточка без выкатки.
7. Карта эскизов
8. Технологическая инструкция: клеймение колёсных пар.
9. Организация рабочего места
10. Технологическое оборудование и средства технической диагностики.
11. Инструкция по технике безопасности
Введение
Из-за больших статических и динамических нагрузок, которые возникают в условиях эксплуатации колёсной пары, возникают различные дефекты.
Для обеспечения надёжной работы на железной дороге создана система выявления дефектов колёсных пар. Основой такой системы является выявление дефектов колёсных пар. В эксплуатации колёсная пара испытывает статические и динамические нагрузки.
Для грузовых вагонов норма статической нагрузки на рельсы от колёсной пары значительно меньше, чем у пассажирских и составляет 176,4 кН. Динамические силы взаимодействия между колесом и рельсом существенно возрастают. Как показывает анализ эксплуатации подвижного состава, это происходит в результате изменения жёсткости пути и увеличения дефектов на рельсах и колёсах. Наблюдения показали, что у поездов, которые обращаются на участках пути с железобетонными шпалами, колёса значительно чаще бракуют из-за дефектов поверхности катания колёс, чем колёса поездов, которые обращаются на участках с деревянными шпалами. Это происходит вследствие того, что жёсткость железобетонной шпалы по сравнению с деревянной в 2 раза больше, а зимой она возрастает ещё в 2 раза по сравнению с летом.
Для уменьшения дефектов тормозного происхождения применяются композиционные колодки вместо чугунных.
На прочность колеса помимо всего оказывает влияние и высокая температура, которая возникает при торможении, особенно в зоне перехода обода к диску. Температура в зоне обода и диска по мере уменьшения толщины обода, значительно увеличивается. А вследствие уменьшения толщины диска, радиальные напряжения в диске с внутренней стороны колеса к зоне перехода к ободу растут.
В последнее время увеличилось число изломов дисков колёс, из-за увеличения загрузки вагонов.
Применение роликовых подшипников в вагонных буксах привело к видоизменению шеек оси. Помимо совершенствования шеек оси, так же совершенствовались химический состав и механические свойства материала осей, а так же технология их изготовления. В 1976г. было освоено изготовление осей способом винтовой прокатки, что способствовало сокращению на 15% материала для изготовления колёсных пар.
В последние годы участились случаи образования неравномерного проката колёс. Главным образом он возникает у колёс пассажирских вагонов из-за значительной перегрузки элементов колёсной пары и рельсового пути. При скорости движения более 120 км/ч возникают наибольшие силы и ускорения буксы и при этом влияние видов дефектов колёс сказывается в меньшей степени.
Этот дефект возникает в основном из-за жёсткости пути, повышенной скорости и образования на поверхности катания колёс дефектов тормозного происхождения.
Для анализа причин появления дефектов и разработки мер по их устранению, большое значение имеет классификация, которая устанавливает связь между характеристиками износа, повреждения колёсной пары и условий эксплуатации. Качество и эффективность ремонта во многом зависит от исполнителей и организаторов производства в колёсных цехах, от их знаний передовой технологии и профессионализма.
Требования к колёсным парам в эксплуатации регламентированы:
"Инструкцией осмотрщику вагонов"
"Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками, при плановых ремонтах вагонов"
"Инструктивными указаниями по эксплуатации и ремонту колёсных пар, при плановых ремонтах вагонов"
2. Назначение и конструкция
Назначение. Колесные пары направляют электровоз или электропоезд по рельсовому пути, передают на автосцепку силу тяги, развиваемую локомотивом, и тормозную силу при торможении, воспринимают статические и динамические нагрузки, возникающие между рельсами и колесами, и преобразуют вращающий момент тягового двигателя в поступательное движение. Колесные пары жестко воспринимают все удары от неровностей пути в вертикальном и горизонтальном направлениях и сами жестко воздействуют на путь.

1 — ось, 2 и 5 — бандажи; 3 и 4 — зубчатые колеса, 6 — колесный центр коробчатого сечения; 7 — фасонное установочное кольцо, 8 — отверстие для подачи масла на посадочную поверхность ступицы и оси перед распрессовкой колесного центра, 9 — втулка губчатого колеса; 10—венец зубчатого колеса; 11— лабиринтное кольцо редуктора.
Технические данные колёсной пары.
Диаметр колеса по кругу катания,мм…1250
Расстояние между внутренними торцами бандажей, мм…0100090000031e0400000000fd03000000000400000003010800050000000b0200000000050000000c0212003600030000001e00fd030000410b2000cc00110035000000000011003500000000002800000035000000110000000100080000000000000000000000000000000000000000000000000000000000ffffff00fefefe00bffefe009c487400fefedf0074bffe0074000000fefebf000074bf00df9c48009cdffe0000004800febf7400dffefe0000489c0048000000fedf9c00000074009c48000074749c009c747400489cdf00bffedf009c9c4800bf7400007400480048489c00000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000020202020202020202020202020202020202020202020202020202020202020202020202020202020e0f00000708020202020202020b0bff0202020202020202020202020202020202020202020202020202020202020202020202020202020206000d16000d020202020202021919ff02020202020202020202020202020202020202020202020202020202020202020202020202020202021600001305020202020202022727ff020b0c000000001902020202031200000d02020202031200000d020203120000070802090000001305020e141505020202020202023535ff02020203120a0202020202020203120d02020202020203120d02020209001916001305020202020206000a09000d020202020202024343ff02020203120a0202020202020203120d02020202020203120d020203121011031210110202020202060000000708020202020202025151ff02020203120a02020206000000000000000d06000000000000000d0b0c10110e0f000d0202020202020202020202020202020202025f5fff02020203120a0202020e1b110203120d160d0e1b110203120d160d0b0c07080e0f000d0202020202020202020202020202020202026d6dff02020203120a020202020b1a0803120d0202020b1a0803120d02020b0c10110312000d0202020304050202020e0f000007080202027b7bff02020203120a0202020202061903120d02020202061903120d0202031210110312101102020203040502020206000d16000d0202028989ff02161317120a0202020202020918120d02020202020918120d020202090019160013050202020304050202020216000013050202029797ff02020b0c000a0202020202020e0f000d02020202020e0f000d0202020e0f000010110203120000000000130502020e141505020202a5a5ff02020202090a020202020202020b0c0d0202020202020b0c0d0202020202020202020202020203040502020206000a09000d020202b3b3ff0202020202020202020202020202020202020202020202020202020202020202020202020202030405020202060000000708020202c1c1ff0202020202020202020202020202020202020202020202020202020202020202020202020202030405020202020202020202020202cfcfff0202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202ddddff0202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202ebebff040000002701ffff030000000000
Ширина бандаж мм…….010009000003b803000000009703000000000400000003010800050000000b0200000000050000000c0212002d00030000001e0097030000410b2000cc0011002c000000000011002c0000000000280000002c000000110000000100080000000000000000000000000000000000000000000000000000000000ffffff00fefefe00bffefe009c487400fefedf0074bffe0074000000fefebf000074bf00df9c48009cdffe0000004800febf7400dffefe0000489c0048000000fedf9c00000074009c48000074749c009c747400489cdf00bffedf009c9c4800bf7400007400480048489c000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000202020202020202020202020202020202020202020202020202020202020203120000000a0202020202020202020202020202020202020202020202020202020202020202020202020202020209101102020202020202020202020202020202020202020202020202020202020202020202020202020202020910110202020202020202020b0c000000001902020202031200000d02020312000007080209000000130502091011020202020202020202020203120a0202020202020203120d0202020900191600130502020202020312001011020202020202020202020203120a0202020202020203120d0202031210110312101102020202020203121011020202020202020202020203120a02020206000000000000000d0b0c10110e0f000d02020202020202020202020202020202020202020203120a0202020e1b110203120d160d0b0c07080e0f000d02020202020202020202020202020202020202020203120a020202020b1a0803120d02020b0c10110312000d0202020304050202020e0f0000070802020202020203120a0202020202061903120d0202031210110312101102020203040502020206000d16000d02020202161317120a0202020202020918120d0202020900191600130502020203040502020202160000130502020202020b0c000a0202020202020e0f000d0202020e0f000010110203120000000000130502020e14150502020202020202090a020202020202020b0c0d0202020202020202020202020203040502020206000a09000d0202020202020202020202020202020202020202020202020202020202020202030405020202060000000708020202020202020202020202020202020202020202020202020202020202020203040502020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202020202040000002701ffff030000000000
Толщина нового бандажа по кругу катания, мм…0100090000037403000000005303000000000400000003010800050000000b0200000000050000000c0212002400030000001e0053030000410b2000cc00110023000000000011002300000000002800000023000000110000000100080000000000000000000000000000000000000000000000000000000000ffffff00fefefe00bffefe009c487400fefedf0000007400febf74000074bf0074747400bf7474009c48000074bffe00dffefe0000489c0048000000fedf9c0074000000fefebf009cdffe0000004800bf740000489cdf00df9c480000484800000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000020202020202020202020202020202020202020202020202020202020202020202020200020202020202020202020202020202020202020202020202020202020202020202020200020202020202020202020202020202020202020202020202020202020202020202020200020216000b050202020203060000111202020202020202020202020202020202020202000202020216000702020208001516000b050202020202020202020202020202020202020002020202021611120203060f1003060f100202020202020202020202020202020202020002020202020306170213140f100d0e00070202020202020202020202020202020202020002131400000f181502131411120d0e00070202020202020202020202020202020202020003060b05020d0e0b0513140f1003060007020202030405020202131400000b0502020200131407020202080b0503060f1003060f100202020304050202021314171600170202020013140702020d0e15020208001516000b050202020304050202020202021600170202020002080b05020c000702020d0e00000f1002030600000000000b0503060000111202020200020208000000070202020202020202020202020203040502020203090a02020202020200020202020202020202020202020202020202020203040502020203060000000702020200020202020202020202020202020202020202020203040502020202020202020202020200020202020202020202020202020202020202020202020202020202020202020202020200020202020202020202020202020202020202020202020202020202020202020202020200040000002701ffff030000000000
Ось колёсной пары – кованная из специальной осевой стали. Для монтажа колёс, букс и двигателя она имеет буксовые, предподступичные, подступечные и моторно – осевые шейки. Все поверхности оси, за исключением торцов, шлифованные. Для увеличения усталостной прочности подступечные части, буксовые и моторно – осевые шейки оси подвергнуты упрочняющей накатке роликом. На буксовых шейках имеется резьба М170x3-6g для гаек, закрепляющих приставные кольца роликовых подшипников. На торцах оси нарезано по два отверстия М16-7Н для крепления планок, предохраняющих гайки от отвинчивания. После окончательной механической обработки ось проверяют дефектоскопом.
Колёсные центры коробчатого сечения отлиты из стали 25ЛIII. Каждый колёсный центр подвергнут статической балансировке путём приварки накладок. На удлиненные ступицы центров напрессованы горячим способом зубчатые колёса 3 и 4.
Бандажи 2 и 5 изготовлены из специальной стали (ГОСТ 398-81). Размеры его выполнены в соответствии с ГОСТ 3225-80, профиль бандажа ГОСТ 11018-87. Правильность профиля проверяют специальным шаблоном. Бандаж посажен на обод колёсного центра в горячем состоянии при температуре 250-300 °C. Для предупреждения сползания с колёсного центра бандаж застопорен кольцом 11 из стали специального профиля (ГОСТ 5267.10-78).
Собранное кольцо с колёсным центром, бандажом, зубчатым колесом и бандажным кольцом напрессовано на ось с усилием 1080-1470кН (110-150 тс).
Формирование колёсных пар произведено в соответствии с Инструкцией ЦТ 4351.

2. Условия работы на ТПС
В процессе движения колёсные пары передают нагрузки от веса локомотива на рельсы, направляют движение локомотива вдоль рельсовой колеи и при приложении вращающих моментов от двигателей обеспечивают реализацию силы тяги. Поэтому колёсные пары являются наиболее важными элементами локомотива и от их состояния зависит безопасность движения локомотива. Кроме того колёсные пары воспринимают дополнительные динамические силы, связанные с колебаниями локомотива и ударами при движение по рельсовому пути, имеющему неровности, и при наличии неровностей имеющихся на поверхности колёсных пар, а также когда при колодочном торможении рабочая поверхность колеса взаимодействует с тормозной колодкой.
При движении по рельсам на колёсные пары действуют статические и динамические силы, которые при взаимодействии колёс и рельс существенно зависят от неподрессоренных масс локомотива, значительную часть которых составляют массы колёсных пар. Для снижения этих сил целесообразно уменьшить массу колёсных пар с сохранением механической прочности колёс. Динамическое взаимодействие колеса и рельса вызывает в тележке изгибные колебания оси колесной пары. Такие колебания возникают также под действием сил, создаваемых колесами с некруглостями, собственных колебаний колесной пары или отдельных колес, нагрузок на кузов, сил, возникающих при торможении, и т. д. Частота колебаний увеличивается нелинейно по мере повышения скорости движения подвижного состава. Изгибные колебания оси проявляются в размахе колебаний буксы. Колебания колес, напрессованных на ось с натягом, приводят к возникновению динамических сил, действующих на путь, повышению напряжений изгиба оси колесной пары, а также являются причиной фрикционной коррозии и возникновения трещин в осях (при недостаточной усталостной прочности материала).
Силы взаимодействия колёс и рельсов, обеспечивающие направление движения локомотива, зависят от конфигурации профиля бандажа, которую следует выбирать так, чтобы обеспечивалась безопасность движения и условия устойчивости колёс от схода с рельс.
Взаимные проскальзывание колёс, связанные с разностью их диаметров, снижают реализуемую силу тяги. Поэтому целесообразно выбирать такой профиль колеса, чтобы износы поверхности катания в процессе эксплуатации были минимальными.
В процессе эксплуатации колёсные пары в наибольшей степени подвержены износу от сил трения и коррозионному, а в меньшей – тепловому и электрокоррозионному и другим видам. Коррозия возникает как в результате метеорологических условий, так и в следствии обмывки узлов подвижного состава с использованием моющих средств. Для уменьшения дефектов тормозного происхождения применяются композиционные колодки вместо чугунных. На прочность колеса помимо всего оказывает влияние и высокая температура, которая возникает при торможении, особенно в зоне перехода обода к диску. Температура в зоне обода и диска по мере уменьшения толщины обода, значительно увеличивается. А вследствие уменьшения толщины диска, радиальные напряжения в диске с внутренней стороны колеса к зоне перехода к ободу растут.
В последние годы участились случаи образования неравномерного проката колёс. Этот дефект возникает в основном из-за жёсткости пути, повышенной скорости и образования на поверхности катания колёс дефектов тормозного происхождения.
Для анализа причин появления дефектов и разработки мер по их устранению, большое значение имеет классификация, которая устанавливает связь между характеристиками износа, повреждения колёсной пары и условий эксплуатации. Качество и эффективность ремонта во многом зависит от исполнителей и организаторов производства в колёсных цехах, от их знаний передовой технологии и профессионализма.
3. Характерные неисправности и износы элементов конструкции
|
Дефект или поломка. |
Характер нагрузки. |
Вид износа. |
Последствия возникновения дефекта. |
|
1. |
2. |
3. |
4. |
|
1.Трещины поперечные и косые: а)на любой части оси (кроме подступичной) независимо от срока службы, а также в подступичной част оси при сроке службы более 10 лет. б)на подступичной части оси при сроке службы менее 10 лет |
Механический |
Абразивный |
а)Ось бракуется, если после обработки (точение и шлифовка) в пределах допуска трещины остаются. б)Устранить обточкой, если глубина трещины не превышает 2 мм. Об точку производить не менее, чем на 0,5 мм в глубину за пределы трещины с последующей проверкой оси магнитным дефектоскопом и упрочнением накаткой. При большей глубине трещины ось бракуется. |
|
2.Трещины и плети продольные: а) на средней части оси б) на других частях оси |
Механический |
Абразивный |
а)Не допускаются. Колёсную пару, имеющую на средней части оси продольную трещину или плену, изъять из эксплуатации и отправить в ремонт. В ремонтном пункте продольные трещины или плены исследовать вырубкой канавочником до полного их исчезновения. Ось бракуется, если: глубина вырубки на средней части превышает 4.0 мм; количество вырубок в любом месте в средней части оси более трех, а общая длина всех вырубок глубиной более 1,0 мм превышает 1000 мм. Вырубки глубиной до 1,0 мм не учитываются. Вырубку трещин или плен производить только в направлении длины их залегания без резких переходов с гладким выводом кромок и разделкой по ширине, равной трехкратной глубине вырубленного слоя. б)Независимо от количества и размеров не допускаются. Устраняются обточкой. |
|
3.Волосовины а) на галтелях оси б) на цилиндрических поверхностях шеек оси в) на под ступичной, предподступич-ной и средней частях оси |
Механический |
Абразивный |
а)Не допускаются. Устранить обточкой в пределах допустимою ремонтного размера между галтелями с последующим упрочнением. б) Не допускаются и устраняются обточкой, если общее количество их более четырех и в любом поперечном сечении более двух или если длина отдельной волосовины превышает 10,0 мм. Волосовины длиной до 2,0 мм на шейках осей локомотива при нескученном и нестрочечном их расположении не учитываются в)Не допускаются и устраняются обточкой, если в любом поперечном сечении их более двух или если длина отдельной волосовины превышает 15,0 мм на подступичной части или предподступичной части и более 25,0 мм на средней части. |
|
4.Темновины и светловины в любой части оси. |
Механический |
Абразивный |
Допускаются, но без каких бы то ни было признаков расслоения металла. |
|
5. Риски поперечные на шейках оси с подшипниками скольжения |
Механический |
Абразивный |
В эксплуатации допускается оставлять без исправления мелкие, без острых кромок поперечные риски до первой выкатки колёсной пары. При выкатке устранить обточкой или шлифовкой. |
|
6. Забоины, задиры на предподсту-пичных частях и на шейках оси с подшипниками скольжения |
Механический |
Абразивный |
Колёсную пару изъять из эксплуатации. Шейки и предподступичные части обработать на станке до полного устранения задиров и забоин. |
|
7. Риски, задиры, забоины и коррозия на шейках и предподступичных частях осей с подшипниками качения: а) риски и задиры поперечные на шейках б) риски и задиры продольные на шейках и предподступичных частях в) забоины на шейках и предподступичных частях г) коррозия на шейках и предподступичных частях |
Механический |
Абразивный |
а)Риски и задиры глубиной до 0,5 мм не ближе 100 мм и глубиной до 1.5 мм не ближе 160 мм от предподступичной части оси зачистить шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. Площадь зачистки не должна превышать 15 % посадочной поверхности подшипника. После зачистки шейки продефектоскопировать. При больших размерах повреждения ось бракуется б)Риски и задиры на шейках глубиной до 0,5 мм не более трех не ближе 50 мм от торца галтели, а на предподступичных частях глубиной до 1,0 мм без ограничения количества зачистить вдоль оси шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. При больших размерах дефекта ось бракуется. в)Острые края забоин глубиной до 0,8 мм не ближе 60 мм от горна галтели, обшей площадью до 50 мм2 на шейках и глубиной до 1,0 мм на предподступичных частях обшей площадью до 50 мм2 разрешается притупить, не оставляя выступов над поверхностью. После исправления шейки и предподступичной части продефектоскопировать. При больших забоинах ось бракуется. г)Коррозию устранить шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. На глубокую очечную коррозию допуски, как и на забоины. |
|
8. Потёртость, забоины на средний части оси |
При потёртости более допустимого значения, ось бракуется. При потёртости в пределах допуска выполнить плавный переход от протёртого места к образующей оси. Допускаются забоины глубиной до 2 мм, обшей площадью до 100 мм2, с зачисткой острых кромок. |
||
|
9. Диаметр шеек менее допустимого |
Ось бракуется. Буксовые шейки восстанавливают по отработанной и утверждённой технологии, обеспечивающей достаточную усталостную прочность оси |
||
|
10. Смятая или изношенная резьба на колёсных парах с подшипниками качения: а) на конце оси б) на торце оси под болты |
а)Разрешается оставлять в эксплуатации при обыкновенном освидетельствовании колёсные пары, имеющие сорванную резьбу не более 15 % рабочей длины на каждом конце оси, соответственно при полном освидетельствовании – 5 %. При большем значении повреждения, резьбу сточить, место наплавить и нарезать новую резьбу. б)Дефектную резьбу срезать, отверстия заварить, просверлить вновь и нарезать новую резьбу. |
||
|
11. Забитые и разработанные центровые отверстия оси |
Восстановить до чертёжных размеров электронаплавкой с последующей механической обработкой. |
||
|
12.Отсутствие или неясность клейм формирования |
Номер оси восстановить по паспорту, произвести полное освидетельствование оси. |
||
|
13. Неясности клейм последнего полного освидетельствования |
Колёсной паре произвести полное освидетельствование |
||
|
14. Следы электродугового ожога |
Механический |
Абразивный |
Следы электродугового ожога на средней части оси (свободной от опорных и посадочных поверхностей) удалить зачисткойс плавным переходом к остальной поверхности с последующей шлифовкой и проверкой магнитным дефектоскопом. При следах ожога на других частях ось бракуется. |
|
15. Риски и задиры торцах оси с торцевым упором скольжения |
Механический |
Абразивный |
Устранить обточкой |
|
16. Риски и задиры на подступичной части оси |
Механический |
Абразивный |
Устранить обточкой в пределах допустимого ремонтного размера с последующими дефектоскопией и упрочнением |
|
НЕИСПРАВНОСТИ БАНДАЖЕЙ И ОБОДЬЕВ |
|||
|
1.Трещины поперечные или косые независимо от размера, количества и места расположения |
Бандаж бракуется. Допускается устранить обточкой термические трещины на вершине гребня глубиной до 5,0 мм со снятием металла за её пределы на глубину 1,5 – 2,0 мм. |
||
|
2. Трещины и плены продольные: а)на поверхности катания бандажа или обода цельнокатаного колеса, поверхности гребня и внутренней боковой поверхности б)на наружных боковых гранях бандажа или обода цельнокатаного колеса в) на внутренней поверхности бандажа и в выточке для бандажного кольца |
Механический |
Абразивный |
а)Устранить обточкой на станке до полного исчезновения б)Устраняется вырубкой или шлифовальной машинкой с плавным переходом к основной поверхности бандажа или обода. Глубина вырубок допускается не более 5,0 мм. Общая длина вырубок на одном бандаже или ободе цельнокатаного колеса не должна превышать 300 мм. Количество вырубок в одном поперечном сечении не должно быть более двух у бандажей. в)Бандаж бракуется |
|
3.Раковины на поверхности катания бандажа или обода цельнокатаного колеса |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения |
|
4.Выщербины на поверхности катания бандажа, обода цельнокатаного колеса |
Механический |
Абразивный |
Разрешается оставлять без исправления до первой пары: длиной не более 10,0 мм, глубиной не более 3,0 мм. Выщербины больших размеров устраняют обточкой.выкатки или обточки колёсной |
|
5.Сколы, выкрашивания, выщер-бины, раковины, уходящие под упорный бурт или бандажное кольцо (независимо от размеров |
Колёсная пара бракуется |
||
|
6.Задир у подножья рабочей части гребня |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения |
|
7.Задир бандажа в районе круга катания (независимо от размеров) |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения |
|
8.Ползун (выбоина) на поверхности катания бандажей или цельнокатан ных колёс более допустимого значения |
Механический |
Абразивный |
Устранить обточкой. |
|
9.Ослабление бандажа на ободе центра, определяемое по звуку при ударе по бандажу слесарным молот ком или по взаимному смещению контрольных отметок на бандаже и ободе |
Если при сдвиге контрольной отметки звук при ударе по бандажу подтверждает его ослабление, устранить сменой бандажа. Если при сдвиге контрольной отметки звук при ударе по бандажу не подтверждает его ослабление и бандажное кольцо не ослабло, разрешается дальнейшая эксплуатация. При этом против отметки на бандаже поставить новую отметку на ободе с записью в журнал технического состояния локомотива (формы ТУ-152) и книгу ремонта (формы ТУ-28). а старую зачеканить. При повторном сдвиге бандажа, даже без признаков его ослабления, вторичное перенесение отметки не допускается. Бандаж подлежит замене. На первом виде ремонта, предусматривающего выкатку колёсной пары из-под ТПС, бандаж подлежит замене |
||
|
10.Прокат (высота гребня) бандажей или цельнокатаных колёс более допустимого |
Механический |
Абразивный |
Устранить обточкой на станке до полной ликвидации проката и до ведения высоты гребня до чертёжных размеров |
|
11.Местное или по всему кругу ката -ния увеличение ширины бандажа или обода цельнокатаного колеса более допустимого |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения |
|
12.Толщина гребня менее допустимого значения |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения При ремонте в депо гребень разрешается восстанавливать электронаплавкой с последующей обточкой на станке. |
|
13.Вертикальный подрез гребня |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения |
|
14.Остроконечный накат на гребне |
Механический |
Абразивный |
Устранить обточкой на станке или при помощи переносного суппорта. |
|
15.Опасная форма гребня, измеряемая специальными шаблонами |
Механический |
Абразивный |
Устранить механической обработкой |
|
16.Толщина и ширина бандажа или обода цельнокатаного колеса менее допустимых значений |
Бандаж или цельнокатаное колесо бракуется |
||
|
17.Навар метала на поверхности катания |
Механический |
Абразивный |
Устранить обточкой на станке до полного исчезновения |
|
18.Ослабление бандажного кольца более допустимых размеров |
Не допускается. Устранить путем замены бандажного кольца или обжатием прижимного бурта бандажа на вальцовочном станке, пневматическим молотком с обжимкой или кувалдой под гладилку. До обжатия прижимного бурта бандаж нагреть до 220 – 270 °С. |
||
|
19.Толщина прижимного и упорною буртов бандажа менее допустимого значения |
. |
Бандаж бракуется |
|
|
20.Зазор между боковой гранью обода и упорным буртом бандажа |
Допускается не более 0.5 мм по всей окружности на глубину не более половины высоты бурта. При больших размерах бандаж бракуется |
||
|
21.Разность, расстояний между внутренними гранями бандажей у одной колёсной пары более допустимого значения или несоответствие этих расстояний установленным нормам (измерять у не |
Механический |
Абразивный |
Устранить обточкой или сменой бандажей, перепрессовкой центров и цельнокатаных колёс, перенасадкой бандажей с наплавкой и последующей обработкой боковых граней обода, сменой оси при ее изогнутости. |
|
подкаченной колёсной пары в четырех местах в двух взаимно перпендикулярных плоскостях, проходящих через центр оси) |
|||
|
22.Высота гребня, меньше установленных нормативов. |
Механический |
Абразивный |
Устранить обточкой на станке, доведя размеры до чертежных. |
|
НЕИСПРАВНОСТИ КОЛЕСНЫХ ЦЕНТРОВ И ЗУБЧАТЫХ КОЛЕС. |
|||
|
1.Ослабление колёсного центра или цельнокатаного колеса на оси |
Колёсную пару с явными признаками ослабления (сдвиг центра или колеса вдоль образующей оси или в окружном направлении) изъять из эксплуатации. За колёсной парой, находящейся в эксплуатации, с выступающей смазкой, ржавчиной или трещинами краски в местах соединения центра с осью без явных признаков ослабления установить особое наблюдение. При полном освидетельствовании при выступающей смазке, ржавчине и трещинах краски в местах соединения центра с осью плотность посадки центра на оси опробовать на прессе на максимальное давление, установленное для запрессовки. Опробование на прессе производить в направлении от середины оси к её концу. |
||
|
2.Ослабление зубчатого колеса на удлиненной ступице колёсного центра или на оси |
Колёсную пару изъять из эксплуатации для перенасадки зубчатого колеса. |
||
|
3.Трещины в ступице |
Центр или зубчатое колесо бракуются. |
||
|
4.Трещины в ободе или спице центра колёсной пары |
Колёсную пару, имеющую хотя бы одну трещину в спице или ободе, изъять из эксплуатации. В ремонтном пункте в соответствии с требованиями действующих Инструктивных указаний по сварочным работам при ремонте электровозов (ЦТтеп/251) трещины заварить или забраковать центр. |
||
|
5.Допуск непостоянства диаметра в поперечном и продольном сечениях обода колёсною центра более допустимых значений |
Механический |
Абразивный |
Устранить обточкой или наплавкой с последующей механической обработкой. |
|
6.Диаметр или ширина обода менее допустимых значений |
Механический |
Абразивный |
Восстановить наплавкой с последующей обработкой. |
|
7.Плены, закаты, раковины, засоры и другие пороки в дисках колёсных центров |
Устранить согласно действующих стандартов, технических условий на поставку центров. |
||
|
8.Задиры, черновины, раковины и засоры на внутренней обработанной поверхности отверстия ступицы колёсною центра и центра зубчатого колеса |
Механический |
Абразивный |
Устранить расточкой или наплавкой с последующей обработкой, согласно действующих стандартов, технических условий на поставку центров и зубчатых колёс. |
|
9.Износ внутренней торцовой поверхности ступиц колёсных центров и зубчатых колёс локомотивов более допустимого значения |
Механический |
Абразивный |
Восстанавливать наплавкой с последующей обработкой до чертёжных размеров. При ремонте колёсных пар с внутренними буксовыми и моторно-осевыми шейками без выпрессовки оси разрешается приварка к ступице разрезной шайбы толщиной не менее 8 мм с последующей обработкой на станке до чертёжных размеров |
|
10.Износ наружной торцовой поверхности ступицы колёсных центров локомотивов под антифрикционный диск более допустимого значения |
Механический |
Абразивный |
Произвести выпрессовку оси и восстановить ступицу наплавкой с последующей обработкой на станке до чертёжных размеров |
|
11.Износ посадочной поверхности удлиненной ступицы колёсного центра под зубчатое колесо |
Механический |
Абразивный |
Произвести выпрессовку оси и восстановить ступицу наплавкой с последующей обработкой на станке до чертёжных размеров |
|
12.Излом зуба |
Зубчатое колесо бракуется |
||
|
13.Вмятины, раковины, выкрошившиеся места на поверхности зуба более допустимого значения |
Разрешается оставлять в работе зубчатые колёса (венцы), если глубина раковин, вмятин и выкрашиваний не превышает 2,0 мм (отдельных до 3,0 мм), а общая площадь на зубе прямозубой и на головке зуба косозубой передачи составляет в эксплуатации не более 25 % рабочей поверхности, при обыкновенном освидетельствовании – не более 10 % и при полном освидетельствовании – не более 5 %, а на ножке зуба косозубой передачи соответственно 60 % и 40 % |
||
|
14.Отколы на поверхности зуба (от торца) |
Разрешается оставлять в эксплуатации и при обыкновенном освидетельствовании зубчатые колёса (венцы), если отколотые места имеют длину не более 15 мм и глубину не более 3,0 мм, а при полном освидетельствовании – 10 мм и не более 2,0 мм. Заусенцы и острые кромки закруглить. |
||
|
15.Трещины во впадинах зубчатых колёс (венцах) |
Зубчатое колесо (венец) бракуется. При обыкновенном и полном освидетельствовании бракуются колёса и венцы: с трещинами на переходных поверхностях длиной более 25,0 мм; — с трещинами, выходящими на торец, глубиной более 2.0 мм; — с трещинами любых размеров, развивающимися с обеих сторон зуба (встречные трещины); — при наличии трещин более, чем на 25 % зубьев. Остальные виды трещин разрешается выводить местной зачисткой с соблюдением требований н. 6.4.5 с последующей проверкой зубчатого колеса магнитной дефектоскопией. Глубина выемок от местной зачистки трещин не более 3,0 мм на зубьях без поднутрения и не более 2,5 мм на зубьях с поднутрением. |
||
|
16.Ослабление или сдвиг венца с жёсткой посадкой на центре зубчатого колеса |
Допускается однократный сдвиг. При повторном сдвиге колёсную пару изъять из эксплуатации. |
||
|
17.Ослабление болтов крепления венцов зубчатых колёс |
Болты заменить. Разрешается увеличить диаметр отверстия во фланце центра и зубчатом венце не более чем на 2 мм с постановкой соответственно увеличенных призонных болтов. |
||
|
При ослаблении более четырех болтов зубчатого венца или более трех болтов подряд все болты заменить новыми следующей градации с проверкой отверстий развёртками. |
|||
|
18.Уменьшение толщины зуба, измеряемое по делительной окружности, более допустимого |
Зубчатое колесо бракуется |
||
|
19.Поверхностная и точечная коррозия дорожки качения зубчатого венца для упругого зубчатого колеса (УЗК) |
Зачистить поверхность дорожки качения. При этом, радиальный зазор между венцом или ступицей и роликами не должен превышать 1 мм. |
||
|
20.Шелушение металла, выкрашивание дорожки качения зубчатого ненца |
То же |
||
|
21.Поверхностная и точечная коррозия дорожки качения ступицы |
То же |
||
|
22.Шелушение металла, выкрашивание дорожки качения ступицы. |
Зачистить поверхность дорожки качения. При этом, радиальный зазор между венцом или ступицей и роликами не должен превышать 1 мм. |
||
|
23.Рифление дорожки качения зубчатого венца. |
То же |
||
|
24.Рифление дорожки качения ступицы. |
То же |
||
|
25.Трещины диска тарелки. |
При наличии трещин тарелка бракуется |
||
|
26.Трещины диска ступицы. |
То же |
||
|
27.Трещины и разрыв стопорного кольца по отверстию. |
Восстановить электросваркой в местах разрыва и трещин, зачистить места сварки |
||
|
28.Деформация стопорного кольца. |
Выправить стопорное кольцо |
||
|
29.Местная выработка (износ) стопорного кольца. |
Местную (торцовую) выработку на внутренних поверхностях ограничительных колец, превышающую 1,5 мм, устранить наплавкой с последующей зачисткой. |
Примечания:
1. Волосовинами называются продольные тонкие расслоения металла, получившиеся вследствие раскатки газовых пузырей или неметаллических включений, имевшихся в металле.
Под строчечным понимается расположение волосовин на поверхности оси по её образующей.
Волосовины, составляющие одну строчку и имеющие длину на шейке менее 10,0 мм, на подступичной и предподступичной части менее 15,0 мм и на средней части оси менее 25 мм. принимаются за одну волосовину длиной, равной общему отрезку прямой, на которой они расположены.
Расположение волосовин, при котором в любом месте их число на площади размером 50 Х 50 мм превышает 5 шт. считается скученным. При этом волосовины длиной до 1.0 мм при нестрочечном их расположении не учитываются.
У забракованной оси поверхность шеек, клейма и знаки зарубить крестообразно зубилом.
6. Под раковиной понимается дефект металлургического происхождения в виде неметаллических включений (песка, шлака), закатанных внутрь металла, и пустот от усадки металла при неравномерном остывании, выходящих на поверхность катания колеса по мере его износа.
7. Под выщербинами понимается выкрашивание кусочков металла на поверхности катания.
8. У забракованного бандажа клейма и знаки зарубить крестообразно зубилом.
9. Под пленой понимается тонкое, местное «языкообразное» отслоение металла частично соединенное с основным металлом, располагается только с наружной боковой поверхности обода колеса.
10. У забракованных колёсных центров зубчатых и цельнокатаных колёс и венцов клейма и знаки зарубить крестообразно зубилом
11.Под закатом понимаются кольцевые наплывы металла в виде пленообразных складок.
4. Контроль технического состояния в эксплуатации
Колёсные пары в эксплуатации и при ремонте подвергают осмотру под локомотивом, обыкновенному и полному освидетельствованию, а также освидетельствованию с выпрессовкой оси.
Осмотр колёсных пар выполняют при каждом техническом обслуживании тягового подвижного состава, а также после крушения, аварии, столкновения или схода его с рельс.
В эксплуатации осмотр колёсных пар выполняет локомотивная бригада в депо, при приёмке и сдаче тягового подвижного состава в ПТОЛ (пунктах технического обслуживания локомотива), при каждом техническом обслуживании ТО – 1 локомотива и ТО – 1, ТО – 2 электропоезда. При технических обслуживаниях ТО – 2, ТО – 3 локомотивов и текущих ремонтах ТР -1, ТР – 2, ТР – 3 тягового подвижного состава осмотр колёсных пар производят ремонтные бригады с участием мастеров и приёмщиков локомотивов.
Во время осмотра проверяют плотность посадки и наличие сдвига бандажа на колесном центре. Ослабление бандажа обнаруживается по глухому дребезжащему звуку при обстукивании бандажа слесарным молотком. Сдвиг бандажа определяют по расхождению контрольных отметок на бандаже и центре колеса. Признаками ослабления бандажа могут быть выделение смазки и ржавчины по окружности в месте прилегания бандажа к ободу колесного центра. При осмотре колёсных пар устанавливают, нет ли на бандажах трещин, выбоин (ползунов) плен, раздавленностей, вмятин, отколов, раковин, выщербин, ослабления бандажей на ободе центра, их сдвига или ослабления бандажного кольца. При ремонте и техническом обслуживании ТО – 3 шаблоном измеряют прокат и толщину гребня. Бандажным толщиномером определяют толщину бандажа. Специальным шаблоном проверяют профиль бандажа, убеждаются в отсутствии вертикального подреза его гребня, также в отсутствии остроконечного наката. Толщиномером определяют местный наплыв металла на наружной боковой поверхности бандажа.
У колёсных центров выявляют возможные трещины в ступицах, дисках, спицах и ободах, признаки ослабления или сдвига ступиц на оси. Убеждаются в отсутствии на открытых частях осей поперечных, косых или продольных трещин, плен, протёртых мест и других дефектов. Устанавливают, нет ли трещин кожухов зубчатой передачи и течи смазки. При текущих ремонтах ТР -1 и ТР -2 осматривают зубчатую передачу со съёмом кожуха редуктора, проверяют состояние зубьев. Износ зубьев контролируют зубомером, боковые зазоры в передачи - плоским щупом, радиальные – специальным полукруглым щупом или свинцовыми прокладками. Общий боковой зазор δ + δ должен быть 0.34-0.50 мм, а радиальный - не менее чертёжного с разницей для одной колёсной пары не более 1 мм.
Дефекты, обнаруженные при осмотре колёсных пар, записывают в книгу ремонта. Бандажи проверяют не только при плановых ремонтах, но и в конце каждого месяца для уточнения плана постановки тяговог подвижного состава на ремонты ТР -1, ТР – 2 и на обточку бандажей (ТО – 4).
Освидетельствование колесных пар проводят работники локомотивных депо (заместитель начальника депо по ремонту, главный инженер, приёмщик локомотивов, мастер), сдавшие испытания в службе локомотивного хозяйства Управления дороги и получившие удостоверение на право освидетельствования. Для работников депо, не производящих ремонт колёсных пар со сменой элементов, испытание проводит отделение дороги.
Обыкновенное освидетельствование колесных пар проводят при всех случаях их подкатки под ТПС в депо, за исключением подкатки под ТПС колесной пары, если после ее формирования или проведения полного освидетельствования прошло более 2 лет. При этом дату формирования и освидетельствования устанавливают по данным формуляра (технического паспорта) на колесную пару, а также после крушения, аварии и схода с рельсов при скорости более 10 км/ч, если при осмотре не выявились повреждения составных частей колесной пары, требующие их замены. Оно включает в себя все проверки, предусмотренные осмотром колёсных пар локомотивов и моторвагонного подвижного состава. Перед обыкновенным освидетельствованием колёсную пару тщательно очищают от грязи и смазки керосином или обмывают в моечной машине. Затем производят дефектоскопию осей. Проверяют соответствие размеров всех элементов колёсной пары установленным нормам допусков и износов, наличие установленных клейм и знаков, состояние пружинных пакетов и заклёпок зубчатых колёс колёсных пар электровозов, а также болтов, крепящих зубчатое колесо к центру колёсной пары. Контролируют состояние зубьев, плотность посадки косозубых колёс, разбирают и осматривают роликовые подшипники, а также опоры редуктора в соответствии с Инструкцией по содержанию роликовых подшипников локомотивов и моторподвижного состава. Колёсные пары после обыкновенного освидетельствования не клеймят. Результаты освидетельствования заносят в журналы утверждённой МПС России формы и в технический паспорт колёсной пары. После проведения обыкновенного освидетельствования все колёсные пары должны соответствовать нормативно-технической документации, а также чертежам и требованиям стандартов и должна быть принята мастером и приемщиком локомотивов.
Полное освидетельствование колёсных пар выполняют на заводах при ремонтах тягового подвижного состава, связанных с выкаткой колёсных пар, сменой хотя бы одного элемента, при неясности клейм и знаков последнего полного освидетельствования, при наличии повреждения колёсной пары после крушения, аварии, столкновения или схода локомотива. Допускается производство полного освидетельствования колёсных пар в дорожных колёсных мастерских.
Перед освидетельствованием с колёсной пары снимают подшипники качения и тщательно их обмывают. В отличии от обыкновенного при полном освидетельствовании очищают колёсные пары от краски до металла, проверяют ультразвуковым дефектоскопам подступечные части, осматривают пружинные пакеты и пазы зубчатых колёс электровозных колёсных пар со снятием боковых шайб. При обнаружении трещин в подступечной части оси её выпрессовывают.
Освидетельствование колёсной пары с выпрессовкой оси проводят во всех случаях непрозвучивания оси ультразвуком при их полном освидетельствовании, при необходимости снятия одновременно обоих центров, а также при отсутствии или неясности клейм формирования, если такого вида освидетельствование колёсной пары ещё не проводилось. При этом производят все работы, предусмотренные для полного освидетельствования, а также выпрессовывают ось, проверяют магнитным дефектоскопом ее подступичные части для выявления поверхностных трещин, после чего на ось наносят клейма и знаки освидетельствования с выпрессовкой оси. Результаты полного освидетельствования и освидетельствования с выпрессовкой оси записывают в специальный журнал и технический паспорт колёсной пары.
После устранения при ремонте всех обнаруженных износов и дефектов на левом торце оси наносят клеймо полного освидетельствования. При освидетельствовании с выпрессовкой оси дополнительно ставят второе клеймо в виде знака «Д» в кружочке.
Если на этом торце оси все секторы заполнены клеймами, то старые клейма заделывают электронаплавкой и после обработки торцевой поверхности на станке наносят новые клейма.
В большинстве депо колёсные пары ремонтируют без смены элементов с выполнением обыкновенного освидетельствования. Ремонт колёсных пар со сменой элементов и полное освидетельствование с выпрессовкой оси производят, как правило, на ремонтных заводах и в некоторых наиболее оснащённых депо, имеющих необходимое для этого оборудование и инструмент.

5. Ведомость дефектации
|
КП.05.0861..000 |
1 |
||||
|
сптжт |
Ведомость дефектации |
||||
|
КП |
|||||
|
№ п/п |
Наименование детали. |
Размер при выпуске |
Браковочный размер |
Примечание |
|
|
1 |
2 |
3 |
4 |
5 |
|
|
Дефекты бандажей и ободьев колес |
|||||
|
1. 2. 3. 4. 5. 6. 7. 8. 9. |
Трещины поперечные независимо от размера, количества и места расположения Трещины продольные: - на поверхности катания, поверхности гребня, внутренней боковой поверхности - на внутренней поверхности бандажа и в выточке для бандажного кольца. Сколы, выкрашивания, выщербины, раковины, уходящие под упорный бурт или бандажное кольцо независимо от размера. Ползуны на поверхности катания. Задир бандажа в районе круга катания независимо от размеров и гребня Задиры у подножья рабочей части гребня. Ослабление бандажа на ободе центра. Прокат (высота гребня) бандажей более допустимого размера. Местное или по всему кругу катания увеличение ширины бандажа более допустимого. |
Не допускается Не допускается Не допускается Не допускается Не допускается Не допускается Не допускается Не допускается Менее 27мм, более 33 мм. Более 6 мм. |
Браковать Браковать Браковать Браковать Обточить Обточить Обточить Браковать Обточить Обточить |
||
|
10. 11. 12. 13. 14. 15. 16. 17. 18. 19. |
Толщина гребня менее допустимого значения. Остроконечный накат на гребень. Вертикальный подрез гребня. Выщербины на поверхности катания. Толщина бандажа менее допустимого значения. Навар металла на поверхности катания. Несоответствие расстояния между внутренними гранями колес. Разность расстояний между внутренними гранями бандажей у одной колёсной пары более допустимого значения. Разность диаметров правого и левого бандажей одной колесной пары. Отклонение профиля поверхности катания колеса после обточки -по высоте гребня - по поверхности катания и толщине гребня. |
Более 33мм. и менее 25мм. Не допускается Не допускается Не допускается Менее 40 мм. Не допускается Менее 1437 мм. более 1443 мм. менее 1437 мм более 1443 мм Не более 1мм более 1 мм. Не более 2 мм. Более 2 мм. Не более 1 мм более 1 мм Не более 0,5 мм более 0,5 мм |
Менее 25мм. обточить. Обточить. Обточить. Обточить. Браковать. Обточить. Без ремонта. Обточить. Браковать. Без ремонта. Браковать. Без ремонта. Обточить. Без ремонта. Обточить. Без ремонта. Обточить. |
||
|
Дефекты осей |
|||||
|
1. 2. 3. |
Трещины поперечные и продольные в любой части оси. Протертость на средней части оси. Волосовины в любой части оси. |
Не допускается 2,5 мм. Не допускается |
Браковать. Более 2,5 мм браковать. Браковать. |
||
|
4. 5. 6. 7. 8. 9. 10. 11. 12. |
Риски и задиры поперечные на шейках. - глубиной до 0,5 мм не ближе 100 мм, -глубиной до 1,5 мм не ближе 160 мм от предподступичной части - глубиной более 0,5 мм ближе 100 мм глубиной более 1,5 мм ближе 160 мм от предподступичной части. Риски и задиры продольные на шейках и предподступичных частях - на шейках глубиной до 0,5 мм не ближе 50 мм от торца галтели, не более трех глубиной более 0,5 мм ближе 50 мм от торца галтели, более трех - на предподступичной части оси глубиной до 1,0 мм(без ограничения количества) -глубиной более 1,0 мм Забоины на шейках и предподступичной части оси - на шейках оси площадью до 50мм2, глубиной до 0,8 мм, -не ближе 60мм от галтели -площадью более 50мм2 глубиной более 0,8 мм. - на предподступичной части оси глубиной до 1,0 мм площадью до 50 мм2 -глубиной более 1,0 мм площадью более 50 мм2 Коррозия на шейках оси и предподступичной части. Несоответствие диаметра шейки оси. Конусность шейки оси. Овальность шейки оси. Смятая или изношенная резьба на торце оси колесной пары. Срыв и износ резьбы под болты М12. -не более 3 первых ниток -более 3 первых ниток. |
Не допускается Не допускается Не допускается Не допускается Не допускается > 0,030 0,040 мм. 0,015 0,030мм. не более 15% |
Ремонтировать. Браковать.
Браковать.
Браковать.
Браковать.
Браковать.
При Ø менее129,7мм и более 130,052 мм браковать. Более 0,040 мм брак. Более 0,030 мм брак. При износе резьбы более 15% браковать Восстановить метчиком. Браковать. |
||
|
13. 14. |
Следы электродугового ожога. Неясность клейм полного освидетельствования. |
Не допускается Не допускается |
Браковать. Браковать или направить на полное освидетельствование. |
||
|
Дефекты зубчатых колес, колесных центров колес. |
|||||
|
1. 2. 3. 4. 5. 6. 7. |
Ослабление колёсного центра на оси. Трещины в ступице. Трещины в ободе или спице центра колёсной пары. Излом зуба. Вмятины, раковины, выкрошившиеся места на поверхности зуба более допустимого значения - глубиной не более 2,0 мм, общей площадью не более 10%. - глубиной более 2,0 мм, общей площадью более 10%. Отколы на поверхности зуба(от торца). - длинной не более 15 мм, глубиной не более 3 мм. - длинной более 15 мм, глубиной более 3 мм. |
Не допускается. Не допускается. Не допускается. Не допускается. Не допускается. Не допускается. Не допускается. Не допускается. Не допускается. Не допускается. |
Браковать. Браковать. Браковать. Браковать. Без ремонта. Браковать. Браковать. Браковать. При ослаблении более 4 болтов или более 3-х болтов подряд болты заменить новыми следующей градации. |
||
|
Выполнил |
|||||
|
Проверил |
Ляменков В.Т. |
||||
|
Утвердил |
|||||
 >
> Ремонтировать.
Ремонтировать.8. Технологическая инструкция: клеймение колёсных пар
При ремонте и полном освидетельствовании колесных пар применяются следующие знаки и клейма:
- клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер ремонтному пункту;
- цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных (цифры и буквы должны быть высотой от 6 до 10 мм, согласно действующим стандартам, техническим условиям и чертежам);
- клеймо приемки («Серп и молот») или прямоугольник с номером и серпом и молотом;
- клеймо контрольного мастера службы технического контроля (требования к клейму службы технического контроля устанавливаются ремонтным пунктом, производящим ремонт);
- клейма в форме круга с буквами, обозначающими метод формирования колесной пары: «Ф» прессовый, «ФТ» тепловой или «ТК», «ТЗ» комбинированный («ТК» - тепловой метод посадки колесных центров или колес, «ТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквой «Б», обозначающее балансировку колесной пары;
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары, выпрессовку оси и сборку колесной пары прессовым методом, «ДТ» - тепловым методом, «ДТК» «ДТЗ» - комбинированным методом («ДТК» - тепловой метод посадки колесных центров или колес, «ДТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, с буквами «ПД» - правого колесного центра или цельнокатаного колеса, с буквами «ЛЗД» - левого, с буквами «ПЗД» - правого зубчатого колеса;
- клеймо в форме круга с буквами «ЛДТ», обозначающее сборку после распрессовки тепловым методом левого, с буквами «ПДТ» – правого колесного центра или цельнокатаного колеса, с буквами «ЛЗДТ» левого, с буквами «ПЗДТ» - правого зубчатого колеса;
- клеймо в форме круга с буквами, обозначающими замену оси на вновь изготовленную и метод формирования колесной пары: «СОФ» – прессовый, «СОФТ» – тепловой или «СОТК», «СОТЗ» – комбинированный («СОТК» – тепловой метод посадки колесных центров или колес, «СОТЗ» – тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «СБ», обозначающее замену бандажей;
Составные части колесных пар с несоответствующими знаками клеймения и маркировки в ремонтное производство не допускаются.
Необработанные (в черном виде) оси на средней или подступичной части должны иметь знаки и клейма в соответствии с рисунком 1

1 — условный номер предприятия-изготовителя,
2 — месяц (римскими цифрами) и год (две последние цифры изготовления),
3 — номер плавки,
4 — клейма приемки,
5 — порядковый номер оси,
6 — год (две последние цифры)
Рисунок 1 – Знаки и клейма на необработанной оси колесной пары
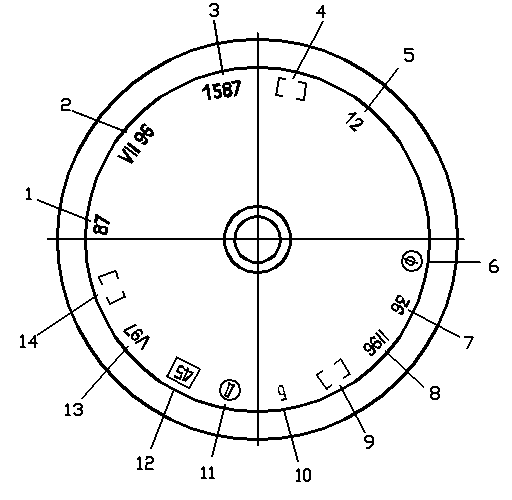
Окончательно обработанные оси на правом торце должны иметь знаки и клейма в соответствии с рисунками 2, 3, 4.

а —тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора:
1 — условный номер предприятия-изготовителя необработанной оси;
2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 — порядковый номер оси;
4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 — условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования
Рисунок 2 – Знаки и клейма на правом торце оси колесной пары
1 – условный номер предприятия-изготовителя необработанной оси;
2 – месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 – порядковый номер оси;
4 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 – условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования.
Рисунок 3 – Знаки и клейма на правом торце оси колесной пары локомотива с торцовыми упорами качения

1 – клеймо технического контроля;
2 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
3 – условный номер предприятия, производившего обработку оси и перенесшего знаки маркировки;
4 – порядковый номер оси, начинающийся с номера предприятия-изготовителя поковки;
5 – клейма инспектора приемщика;
6 – год (две последние цифры) изготовления;
7 – клейма формирования и балансировки;
8 – условный номер предприятия, сформировавшего колесную пару;
9 – клеймо технического контроля;
10 – дата формирования.
Рисунок 4 – Знаки и клейма на правом торце оси колесной пары МВПС
Бандажи на боковой наружной грани должны иметь знаки и клейма в соответствии с рисунком 5
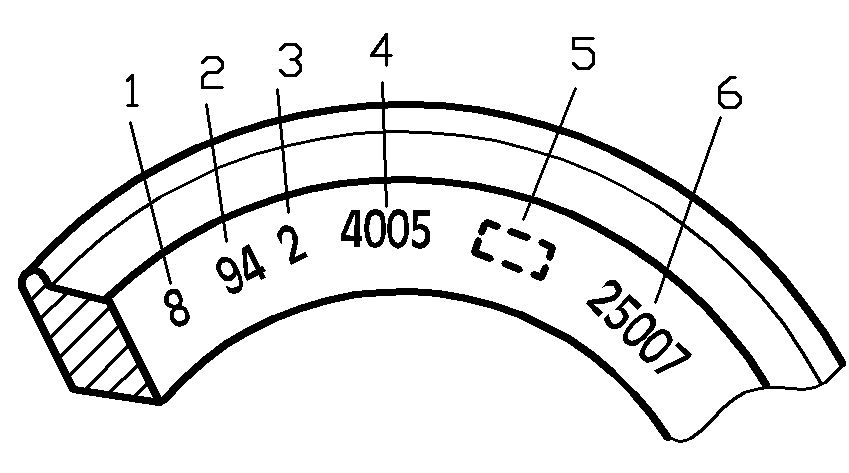
1 – условный номер предприятия изготовителя,
2 – год (две последние цифры) изготовления,
3 – марка бандажа,
4 – номер плавки,
5 – клейма приемки,
6 – порядковый номер бандажа по системе нумерации
предприятия-изготовителя.
Рисунок – 5 Знаки и клейма на наружной грани бандажа
На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
Литые центры на наружной стороне ступицы или диска должны иметь знаки и клейма в соответствии с рисунком 6. Размещение и размеры знаков маркировки – по рабочим чертежам центров.
а) б)


а – на дисковом центре, б – на спицевом центре
1 – условный номер предприятия-изготовителя,
2 – год (две последние цифры) изготовления,
3 – порядковый номер центра по системе нумерации предприятия-изготовителя,
4 – обозначение марки стали,
5 – клейма технического контроля предприятия- изготовителя и представителя заказчика
Рисунок 6 – Знаки и клейма на колесном центре
Цельнокатаные колеса на наружной боковой поверхности обода должны иметь знаки и клейма в соответствии с рисунком 7.

1 – год (две последние цифры) изготовления,
2 – марка стали,
3 – номер плавки,
4 – условный номер предприятия-изготовителя,
5 – клейма технического контроля предприятия-изготовителя и представителя заказчика,
6 – порядковый номер колеса по системе нумерации предприятия-изготовителя
7– дополнительный код, обозначающий собственность колес стран СНГ и Балтии
Рисунок 7 – Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса
Зубчатое колесо или венец ТПС должны иметь знаки и клейма в соответствии с рисунком 8

а — на зубчатом колесе; б — на венце зубчатого колеса
1 – условный номер предприятия-изготовителя,
2 – порядковый номер зубчатого колеса (венца),
3 – марка стали,
4 – номер плавки,
5 – месяц (римскими цифрами) и год (две последние цифры) изготовления,
6 – клейма технического контроля предприятия-изготовителя и представители заказчика,
7 – условный номер предприятия, проводившего установку зубчатого колеса или венца,
8 – месяц (римскими цифрами) и год (две последние цифры) установки,
9 – клейма технического контроля предприятия, проводившего установку
Рисунок 8 – Знаки и клейма зубчатого колеса и венца
Перенос знаков и правильность обработки осей в соответствии с технической документацией удостоверяется постановкой клейм контрольного мастера службы технического контроля и инспектора-приемщика (на заводе) («Серп и молот»), мастера колесного цеха и приемщика (в депо) с постановкой условного номера пункта, проводившего обработку.
Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от заводов-изготовителей без приемочных клейм инспектора-приемщика, а также с неясной маркировкой бракуют.
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При замене зубчатого колеса или венца на них наносятся знаки и клейма предприятия, производившего замену зубчатого колеса (венца) (рисунок 8, позиции 7 – 9).
При полном освидетельствовании колесных пар на левом торце осей ставятся знаки и клейма в соответствии с рисунком 9. Впереди вышеуказанных клейм при замене бандажа дополнительно ставится клеймо «СБ».
При перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр или цельнокатаное колесо. При перепрессовке зубчатого колеса – клеймо «ЛЗД» или «ПЗД» - левого или правого зубчатого колеса.
При сборке колесной пары тепловым методом после распрессовки - клеймо «ЛДТ» или «ПДТ» - левого или правого колесного центра (цельнокатаного колеса), клеймо «ЛЗДТ» или «ПЗДТ» - левого или правого зубчатого колеса.



1 – место постановки клейм замены бандажей, спрессовки левого или правого центра (цельнокатаного колеса);
2 – условный номер ремонтного пункта;
3 – месяц (римскими цифрами) и год (две последние цифры) проведения полного освидетельствования;
4 – клейма службы технического контроля и приемщика локомотивов (инспектора-приемщика).
Рисунок 9 – Знаки и клейма на левом торце оси колесной пары:
а — тепловозов с торцовыми упорами качения; б — тепловозов с торцовым упором скольжения;
в — электровозов и МВПС на подшипниках качения без торцового упора;
После постановки клейм торцы осей с торцовым упором необходимо обработать. Шероховатость поверхности должна соответствовать Ra не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм изготовления оси и формирования колесной пары на правом торце оси. Они должны сохраняться на все время эксплуатации оси для локомотивов. Клейма формирования (переформирования) колесной пары для МВПС и клейма переформирования для локомотивов должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси проводится заварка знаков предыдущих полных освидетельствований и после зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. При этом сохраняют клеймо последней перепрессовки колесного центра (цельнокатаного колеса).
9. Организация рабочего места
Производительность колёсных цехов в значительной степени зависят от рациональной компоновки участков, оптимального размещения производственного, подъёмно – транспортного и вспомогательного оборудования на площади цеха. Размещение оборудования (планировка) должно обеспечивать максимальную прямоточность производственного процесса, непрерывность в движении и наименьший грузооборот колёсных пар и их элементов в процессе ремонта и формирования, а также рациональное использование площади и объёма здания колёсного цеха.
Кроме того, в процессе планировки оборудования учитывают необходимость обеспечения экономии трудовых движении рабочих и их наименьшую утомляемость. Рациональная планировка оборудования требует соблюдения и ряда других условии, таких, как удобство разборки оборудования при ремонте, выделение площадок для размещения оснастки, межоперационных заделов, удобство подачи инструментов, вспомогательных материалов, применение многостаночного обслуживания, соблюдение правил техники безопасности.
Вместе с тем схема планировки оборудования должна предусматривать возможность внесения в неё изменений в процессе совершенствования технологического процесса ремонта колёсных пар. При компоновке участков цеха и размещения станков в линии необходимо предусматривать кратчайшие пути движения колёсных пар при их ремонте, не допускать обратных, кольцевых или петлеобразных движений, создающих встречные потоки и затрудняющих транспортирование колёсных пар. Учёт и реализация указанных требований при расстановки оборудования во многом зависят от конструктивно – технических особенностей колёсных пар, программы и принятой организации производства.
При расстановки оборудования необходимо руководствоваться нормальными размерами промежутков (разрывов) между оборудованием в предельном и поперечном направлениях и размерами расстояний от стен и колонн. Эти размеры должны гарантировать удобство выполнения работ, безотказность рабочих, свободу движения людей и транспортных средств, возможность выполнения ремонта оборудования. При размещении оборудования в поточную линию при назначении расстояний между станками необходимо учитывать межоперационные заделы. На основе планировки оборудования и рабочих мест определяют площадь цеха.
По своему назначению площадь цеха подразделяются на производственную, вспомогательную и служебно – бытовую. Под производственной понимается площадь цеха, предназначенная для осуществления технологического процесса ремонта и формирования колёсных пар. В состав производственной площади входят площади, занимаемые производственным и подъёмно – транспортным оборудованием, а также стеллажами, верстаками, стендами, проходами и проездами (кроме магистральных) между станками. К вспомогательной относят площади, занятые вспомогательным оборудованием,магистральными проездами, складами, кладовыми и другими подсобными помещениями. На служебно – бытовой площади цеха размещают конторские и бытовые помещения.
В колесном цехе ремонтируют колесные пары на программу завода и для железных дорог, проводят новое формирование колесных пар для тепловозов и других видов подвижного состава, изготовляют элементы колесных пар как запасные части для поставки по межзаводской кооперации. Колесный цех относится к группе основных цехов. По существующей структуре в состав колесного цеха входят следующие самостоятельные хозрасчетные отделения и участки, участок по ремонту и формированию колесных пар, включающий в себя демонтажное отделение, производящее демонтаж буксового узла с колесной пары; прессовое отделение по распрессовке, запрессовке и опробованию на сдвиг элементов колесных пар при формировании;
 бандажное
отделение для снятия бракованных и
насадки новых бандажей; колесотокарное
отделение по обработке поверхности
катания цельнокатаных колес и бандажей
и обработке шеек и подступичных частей
осей колесных пар; механическое отделение,
которое изготовляет (обрабатывает)
элементы колесных пар; сварочное
отделение для срезки и приварки наличников
к корпусам букс, наплавки ступиц центров
и цельнокатаных колес; монтажное
отделение, выполняющее сборку колесных
пар с буксовыми узлами, и малярное
отделение, в котором производятся
окраска, сушка колесных пар. Участок по
обработке осей для колесных пар имеет
группы специализированных станков по
видам обработки. Колесный цех располагают
в пролете блока основных цехов или в
отдельном здании. В цехе производятся
в зависимости от объема выполняемых
работ два вида ремонта - со сменой
элементов (бандажей, ведомых зубчатых
колес, цельнокатаных колес, центров и
осей) и без смены элементов. Ремонтные
операции осуществляются согласно
технологическому процессу со строгим
соблюдением требований соответствующих
инструкций. Очищенные от грязи и обмытые
в моечной машине колесные пары из
тележечного цеха поступают в демонтажное
отделение колесного цеха, где производят
демонтаж буксовых узлов. Работу выполняют
с помощью ручного механизированного
инструмента и индукционных нагревателей
для съема лабиринтных колец и внутренних
колец роликоподшипников. Выпрессованные
на специальном малогабаритном прессе
из корпусов букс роликоподшипники
укладывают в тару и передают на ремонт
в специализированное отделение по
ремонту подшипников качения. Крышки,
осевые упоры и корпуса букс проходят
обмывку в моечной машине, а затем
поступают в ремонт. Лабиринтные и
дистанционные кольца моют и складируют
на специальные подставки с последующей
передачей в монтажное отделение на
сборку. Для улучшения культуры и чистоты
производства отделение оборудовано
устройством для сбора отработанной
смазки из корпусов букс при демонтаже.
Устройство установлено под полом. Смазка
стекает со всего участка по желобам в
заглубленный бак, который по мере
наполнения заменяется порожним. Колесная
пара после демонтажа буксового узла и
тщательной обтирки и очистки от грязи
шеек оси по рельсовому пути подается
на стенд дефектоскопии. Здесь производится
магнитный и ультразвуковой контроль
оси и ведомого зубчатого колеса. Для
дефектоскопии применяют дефекоскопы
ДТС-М-63 и УЗД-64. После тщательного осмотра,
измерений и дефектоскопии мастер
окончательно определяет вид ремонта,
и колесная пара передается в соответствующее
отделение. Наиболее характерным для
колесных пар является ремонт со сменой
бандажей и ведомых зубчатых колес.
Колесные пары со стенда дефектоскопии
поступают в колесотокарное отделение
на вырезку укрепляющих колец. Здесь же
находится бандажное отделение, где
производится съем забракованных бандажей
на электрогорне. В прессовом отделении
спрессовывают центр и бракованное
ведомое колесо. Посадочные поверхности
оси колесной пары после опрессовки
элементов проверяют магнитным
дефектоскопом и подготовляют на
шеечно-накатном станке КЖ15 для насадки
тепловым методом нового ведомого
зубчатого колеса и напрессовки центра.
Колесную пару с насаженным остывшим
ведомым зубчатым колесом подвергают
опробованию на прессе на сдвиг с записью
диаграммы. Аналогично выполняют операции
при тепловом формировании колесных
пар. Для устранения эксцентричности
поверхности колесных центров относительно
оси и определения правильности запрессовки
оси каждую колесную пару протачивают
по периметру и торцовым поверхностям
колесных центров. При отсутствии биения
проверяемых поверхностей колесную пару
направляют для насадки бандажей в
бандажное отделение. Одновременно со
сменой бракованных изготовляют новые
элементы в механическом отделении цеха
из заготовок, имеющих соответствующие
клейма и маркировку. Принцип обработки
посадочных поверхностей - по системе
вала, т. е. приточка ступицы колеса к
окончательно обработанной подступичной
части оси и бандажа к ободу центра. Все
вновь изготовленные и приточенные на
карусельных станках бандажи подвергаются
магнитному контролю на стенде дефектоскопии
и подаются в бандажное отделение на
установку скоростного электронагревателя.
При достижении заданной температуры
бандажа 270 °С установка автоматически
отключается от электросети, после чего
производятся насадка бандажа на центр
и установка стопорного укрепляющего
кольца. Заготовку кольца осуществляют
на специальном гибочном станке. Затем
выполняют завальцовку прижимных буртов
бандажей колесной пары на гидравлическом
прессе М963. После остывания колес в
колесо-токарном отделении производят
обработку поверхностей катания колес
на колесотокарных станках 1836А и 1836.
Параллельно технологическому процессу
ремонта колесных пар со сменой элементов
выполняют ремонт без смены элементов.
При этом колесная пара после стенда
дефектоскопии направляется сразу же в
колесотокарное отделение для проточки
и накатки шеек осей, зачистки торцов,
обточки по профилю поверхности круга
катания. Слияние обоих потоков
ремонтируемых колесных пар происходит
при окончательной магнитной дефектоскопии
шеек осей на рельсовом пути. Затем
колесные пары передают в монтажное
отделение на зачистку от заусенцев
ведомых зубчатых колес и на сборку с
отремонтированными буксовыми узлами.
бандажное
отделение для снятия бракованных и
насадки новых бандажей; колесотокарное
отделение по обработке поверхности
катания цельнокатаных колес и бандажей
и обработке шеек и подступичных частей
осей колесных пар; механическое отделение,
которое изготовляет (обрабатывает)
элементы колесных пар; сварочное
отделение для срезки и приварки наличников
к корпусам букс, наплавки ступиц центров
и цельнокатаных колес; монтажное
отделение, выполняющее сборку колесных
пар с буксовыми узлами, и малярное
отделение, в котором производятся
окраска, сушка колесных пар. Участок по
обработке осей для колесных пар имеет
группы специализированных станков по
видам обработки. Колесный цех располагают
в пролете блока основных цехов или в
отдельном здании. В цехе производятся
в зависимости от объема выполняемых
работ два вида ремонта - со сменой
элементов (бандажей, ведомых зубчатых
колес, цельнокатаных колес, центров и
осей) и без смены элементов. Ремонтные
операции осуществляются согласно
технологическому процессу со строгим
соблюдением требований соответствующих
инструкций. Очищенные от грязи и обмытые
в моечной машине колесные пары из
тележечного цеха поступают в демонтажное
отделение колесного цеха, где производят
демонтаж буксовых узлов. Работу выполняют
с помощью ручного механизированного
инструмента и индукционных нагревателей
для съема лабиринтных колец и внутренних
колец роликоподшипников. Выпрессованные
на специальном малогабаритном прессе
из корпусов букс роликоподшипники
укладывают в тару и передают на ремонт
в специализированное отделение по
ремонту подшипников качения. Крышки,
осевые упоры и корпуса букс проходят
обмывку в моечной машине, а затем
поступают в ремонт. Лабиринтные и
дистанционные кольца моют и складируют
на специальные подставки с последующей
передачей в монтажное отделение на
сборку. Для улучшения культуры и чистоты
производства отделение оборудовано
устройством для сбора отработанной
смазки из корпусов букс при демонтаже.
Устройство установлено под полом. Смазка
стекает со всего участка по желобам в
заглубленный бак, который по мере
наполнения заменяется порожним. Колесная
пара после демонтажа буксового узла и
тщательной обтирки и очистки от грязи
шеек оси по рельсовому пути подается
на стенд дефектоскопии. Здесь производится
магнитный и ультразвуковой контроль
оси и ведомого зубчатого колеса. Для
дефектоскопии применяют дефекоскопы
ДТС-М-63 и УЗД-64. После тщательного осмотра,
измерений и дефектоскопии мастер
окончательно определяет вид ремонта,
и колесная пара передается в соответствующее
отделение. Наиболее характерным для
колесных пар является ремонт со сменой
бандажей и ведомых зубчатых колес.
Колесные пары со стенда дефектоскопии
поступают в колесотокарное отделение
на вырезку укрепляющих колец. Здесь же
находится бандажное отделение, где
производится съем забракованных бандажей
на электрогорне. В прессовом отделении
спрессовывают центр и бракованное
ведомое колесо. Посадочные поверхности
оси колесной пары после опрессовки
элементов проверяют магнитным
дефектоскопом и подготовляют на
шеечно-накатном станке КЖ15 для насадки
тепловым методом нового ведомого
зубчатого колеса и напрессовки центра.
Колесную пару с насаженным остывшим
ведомым зубчатым колесом подвергают
опробованию на прессе на сдвиг с записью
диаграммы. Аналогично выполняют операции
при тепловом формировании колесных
пар. Для устранения эксцентричности
поверхности колесных центров относительно
оси и определения правильности запрессовки
оси каждую колесную пару протачивают
по периметру и торцовым поверхностям
колесных центров. При отсутствии биения
проверяемых поверхностей колесную пару
направляют для насадки бандажей в
бандажное отделение. Одновременно со
сменой бракованных изготовляют новые
элементы в механическом отделении цеха
из заготовок, имеющих соответствующие
клейма и маркировку. Принцип обработки
посадочных поверхностей - по системе
вала, т. е. приточка ступицы колеса к
окончательно обработанной подступичной
части оси и бандажа к ободу центра. Все
вновь изготовленные и приточенные на
карусельных станках бандажи подвергаются
магнитному контролю на стенде дефектоскопии
и подаются в бандажное отделение на
установку скоростного электронагревателя.
При достижении заданной температуры
бандажа 270 °С установка автоматически
отключается от электросети, после чего
производятся насадка бандажа на центр
и установка стопорного укрепляющего
кольца. Заготовку кольца осуществляют
на специальном гибочном станке. Затем
выполняют завальцовку прижимных буртов
бандажей колесной пары на гидравлическом
прессе М963. После остывания колес в
колесо-токарном отделении производят
обработку поверхностей катания колес
на колесотокарных станках 1836А и 1836.
Параллельно технологическому процессу
ремонта колесных пар со сменой элементов
выполняют ремонт без смены элементов.
При этом колесная пара после стенда
дефектоскопии направляется сразу же в
колесотокарное отделение для проточки
и накатки шеек осей, зачистки торцов,
обточки по профилю поверхности круга
катания. Слияние обоих потоков
ремонтируемых колесных пар происходит
при окончательной магнитной дефектоскопии
шеек осей на рельсовом пути. Затем
колесные пары передают в монтажное
отделение на зачистку от заусенцев
ведомых зубчатых колес и на сборку с
отремонтированными буксовыми узлами.

На схеме приведена наиболее рациональная планировка оборудования колёсного цеха, на котором: 12 – стенд демонтажа роликовых букс; 11 – моечная машина; 10 – стенд для измерения колёсных пар; 9 – установка для магнитной и ультразвуковой дефектоскопии; 6 – портальные колесотокарные станки; 7 – станки для обтачивания и накатывания шеек и предподступичных частей осей колёсных пар; 4 – устройство выходного контроля (дефектоскопия, измерение и клеймение колёсных пар); 2 – площадка для окраски и сушки колёсных пар; стенд для монтажа роликовых букс; 14 – участок ремонта и комплектования подшипников и буксовых узлов; 13 – колёсный парк; 3 – поворотные устройства; 8 – устройства для поперечного перемещения колёсных пар; 5 – накопители колёсных пар.
Размещённое в цехе оборудование, показанное на схеме, обеспечивает поточный ремонт колёсных пар, которые поступают в цех (Вх), проходят демонтаж, обмывку, очистку и входной контроль (осмотр, дефектоскопию, измерение). А далее поток колёсных пар распределяется на три направления : первое – на колёсотокарные и шеечно – накатные станки для ремонта без смены элементов (восстановление профиля поверхностей катания колёс и ремонт шеек осей), второе – на выходной контроль, окраску, сушку и монтаж роликовых букс, и на выход (Вых)при выполнении освидетельствования, и третье – на боковой выход из цеха в том случае, если колёсные пары нуждаются в ремонте со сменой элементов или подлежат исключению из инвентаря. В колёсном цехе имеют место два устойчивых потока колёсных пар : один состоит из колёсных пар, которые подвергаются обыкновенному и полному освидетельствованию, а другой – из колёсных пар, которые проходят освидетельствование и ремонт без смены элементов.

10. Техника безопасности при ремонте колесных пар
Ответственным за выполнение правил техники безопасности в цехе является старший мастер. Сменные мастера и бригадиры несут ответственность за выполнение правил по технике безопасности и промсанитарии по кругу своих обязанностей.
Старший мастер цеха проводит инструктаж по соблюдению рабочими инструкции по Технике безопасности и безопасными правилами работы в соответствии с положением " Об организации обучения и проверки знаний по охране труда на железнодорожном транспорте " № ЦСР-325 и инструктивными указаниями СТП ССБТ 008-98 " Обучение и проверка знаний по охране труда работников депо", а так же обеспечивает своевременное проведение с работниками цеха периодических занятий по охране труда и техники безопасности.
Каждый работник обязан:
- строго соблюдать требования по охране труда, технике безопасности, производственной санитарии, противопожарной охране, предусмотренные соответствующими правилами и инструкциями; - пользоваться спец одеждой и предохранительными устройствами и приспособлениями; - содержать в частоте и порядке свое рабочее место, соблюдать чистоту и порядок на участке; - передавать оборудование, инструмент и приспособления сменщику в исправном состоянии.
В случае повреждения механизмов, приспособлений, оборудования или получения травмы, нарушения техники безопасности, работник должен немедленно сообщить руководителю участка. Выполнение положений по технике безопасности, производственной санитарии обеспечивает безопасность производства работ и предупреждает возникновение производственного травматизма и профессиональных заболеваний.
Все работники участка обязаны знать и выполнять правила и инструкции по охране труда и техники безопасности, должностные инструкции и положения, руководствоваться ими в своей практической работе и обеспечивать строгое выполнение их в процесс производства. Виновные в нарушении правил техники безопасности привлекаются к ответственности согласно действующему законодательству и стандартов предприятия.
Мастер (сменный, старший) является полноправным руководителем и непосредственным организатором производства и труда на новом участке. Имеет право и обязан не допускать работу на неисправном оборудовании с применением неисправных инструментов, приспособлений, оснастки и др. На лиц, нарушивших трудовую и производственную дисциплину, мастер вправе налагать дисциплинарные взыскания в соответствии с правилами внутреннего трудового распорядка, а рабочих, систематически нарушающих дисциплину освобождать от работы.
В обязанности мастера входит:
- своевременно обучать и инструктировать рабочих знанию технологических прочесов, безопасных методов труда, следить за соблюдением ими правил и инструкций; - следить за исправным состоянием и правильной эксплуатацией оборудования, инструмента, оснастки, а так же производственного инвентаря; - обеспечить правильную и безопасную организацию рабочих мест, чистоту и порядок на участке; - следить за наличием и исправным состоянием ограждений и предохранительных устройств, средств сигнализации; - следить за надлежащей работой вентиляционных устройств и нормальным освещением рабочих мест; - следить за наличием и сохранностью инструкций, планов и предохранительных знаков на рабочих местах. Все виды инструкций и стажировка по технике безопасности должны быть записаны в Журнале регистрации инструктажей по технике безопасности формы ТНУ-19. О случаях травматизма руководитель участка обязан немедленно сообщить начальнику депо.
Охрана труда.
Колёсный цех должен иметь устройства для отопления и вентиляции, обеспечивающие метрологические условия в соответствии с требованиями "Санитарных норм проектирования предприятий". Оборудование, где происходит образование пыли и газов, должно быть оборудовано вентиляцией. Осветительная арматура и лампы должны очищаться от загрязнений не реже двух раз в месяц, а стёкла световых проёмов два раза в год. Освещение на рабочих местах должно быть как общее, так и местное. Применение одного местного освещения не допускается. Уровень шума не должен быть выше: -низкочастотный – 100дб -среднечастотный – 85-90дб -высокочастотный – 75-85дб
Нормы освещённости: - общее-местное – 500 лк - участки осмотра и приёмки колёсных пар – 750лк
Курение в цехах запрещено. Среднесуточная температура в ВКМ должна быть +18°С - +20°С Не допускается загромождение и захламление проходов у рабочих мест. Шкафы, ящики и стеллажи для инструмента и деталей устанавливаются так, чтобы хранимые в них предметы находились в устойчивом положении и не могли упасть. Полы на рабочих местах и проходах должны быть ровными, гладкими и не скользящими, содержаться в чистоте. Производственные отходы, стружки должны своевременно убираться.
Требования к инструменту.
Слесарные молотки должны иметь слегка выпуклую поверхность бойка и быть надёжно укреплены на ручке путём расклинивания. Рукоятки изготавливают из дерева твёрдых пород. Длина ручек слесарных молотков должна быть в пределах 300-400мм. Не допускается на ударной части наклёпа.
Ударные инструменты – зубила, крейцмейсели, бородки не должны иметь трещин, заусениц, наклёпа на ударной части. Наименьшая длина зубила – 150мм. При работе обязательно пользоваться защитными очками, во время работы зубило располагать от себя, т.е. направление полёта металла при ударе должно осуществляться в противоположную сторону от себя.
Гаечные ключи должны соответствовать размерам гаек и головок болтов, губки ключей строго параллельны. Удлинение ключей трубами запрещается.
Перед подключением пневматического инструмента необходимо продуть шланг. Работать на шлифовальной машине без защитных очков и ограждений запрещается. Перед работой проверить её исправность. Запрещается использовать шлифовальную машину без прокладок между шлифовальным кругом и планшайбой.
Весь ручной инструмент должен быть исправным и очищенным от масла. Прежде чем начать работу необходимо проверить надёжность их насадки и ручки.
К работе с электрическим и пневматическим инструментом допускаются только специально обученные работники.
Требования к оборудованию.
Расположение оборудования должно соответствовать нормам технологического проектирования.
Границы проходов, места укладки грузозахватов и тары должны быть отмечены белой краской.
Вновь устанавливаемое и вышедшее после ремонта оборудование должно быть тщательно выверено и надёжно закреплено. Оборудование должно быть принято с разрешения главного механика и инженера по технике безопасности.
Электробезопасность.
Для предупреждения возможности поражения электрическим током корпуса электродвигателей, индукционных нагревателей, дефектоскопов, моечных машин, металлические кожуха должны надёжно заземляться. Нельзя включать индукционный нагреватель, если его магнитопровод не замкнут с нагреваемым кольцом. Печи для нагрева лабиринтных и внутренних колец должны быть заземлены в двух местах, а так же иметь устройства, автоматически отключающие печь от сети при открывании дверцы.
Наряду с защитным заземлением при работе с дефектоскопами и индукционными нагревателями применяются диэлектрические перчатки, коврики и дорожки.
Пусковые кнопки электрических устройств должны быть защищены и утоплены в корпус на 3-5мм. Кнопки остановки должны быть красного цвета, иметь надпись "стоп" и выступать над панелью на 3мм.
Погрузочно-разгрузочные работы.
К управлению подъёмно-транспортным оборудованием допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, обученные безопасным методам работы и получившие удостоверение на право управления данным оборудованием.
Подъёмно-транспортным оборудованием разрешается поднимать груз, масса которого вместе с грузозахватными приспособлениями не превышает допустимую грузоподъёмность данного оборудования.
Запрещается поднимать груз неизвестной массы, а так же защемлённый, примёрзший или зацепившийся.
Подъёмно-транспортное оборудование при производстве работ должно быть в состоянии, исключающим их самопроизвольное перемещение.
На площадках для укладки грузов должны быть обозначены границы штабелей, проходов и проездов между ними. Не допускается размещать грузы в проходах и проездах.
При перемещении груза нахождение людей на грузе и зоне его возможного падения не допускается. Не допускается перемещение груза над помещениями и транспортными средствами, где находятся люди.
После окончания и в перерывах между работами груз и грузозахватные приспособления не должны оставаться в поднятом положении.
Категорически запрещается:
-подтаскивание колёсной пары
-поправлять колёсную пару на весу и находится под ней
-по окончании или при перерыве в работе оставлять груз в подвешенном состоянии
-допускать раскачивание колёсной пары при её передвижении
-работать на неисправной кран балке, неисправными захватами, приспособлениями
Перекатка колёсных пар производится подталкиванием от себя. При осмотре и измерении ободьев колёс нельзя находится напротив колеса.
Дефектоскопирование колёсных пар.
На должность дефектоскописта назначаются лица не моложе 18 лет, имеющие специальную подготовку и сдавшие испытания в знании устройства дефектоскопа, правил по электробезопасности.
Дефектоскопная установка должна иметь защитное заземление рамы установки и корпуса пульта управления.
Снятие с шейки соленоидов и контактных головок разрешается только при полном разряде конденсаторной батареи.
При каждом, даже кратковременном перерыве в работе, необходимо отключать установку от сети.
У пульта управления должен быть положен резиновый диэлектрический коврик и перчатки.
Категорически запрещается:
-касаться токоведущих частей и движущихся частей электропневматических приводов и вращающихся частей
Окрасочные работы.
Окрасочные работы должны производиться на специальной площадке, оборудованной принудительной вентиляцией.
Составы лакокрасочных материалов следует приготавливать в специальном помещении, оборудованном принудительной вентиляцией и средствами пожаротушения.
Окрасочный участок должен быть обозначен сигнальными знаками.
К рабочему месту лакокрасочные материалы должны доставляться в плотно закрывающейся таре. По окончании работы остатки лакокрасочных материалов должны быть возвращены в краскоприготовительное отделение и храниться в закрытой таре.
К работе с лакокрасочными материалами допускаются лица, прошедшие обучение и инструктаж. Курить, пользоваться открытым огнём при приготовлении краски и выполнении окрасочных работ запрещается.
10. Технологическое оборудование и средства технической диагностики
В целях снижения отказов колесных пар в эксплуатации, продления срока службы колесных пар с буксовыми узлами необходимо внедрение новых технических средств, исключающих влияние человеческого фактора на качество ремонта.
Характеристика технологического оборудования, используемого в колесно-роликовом участке, представлена в таблице.
Характеристика технологического оборудования колесно-роликового участка
|
№ п/п |
Наименование операции. |
Используемое оборудование. |
Тип, марка, проект оборудования. |
|
1 |
Подъемно-транспортные операции. |
Кран подвесной электрический |
ГОСТ 7890-93 |
|
2 |
Контроль параметров колесных пар |
Комплекс для контроля параметров колесных пар |
БВ 9272 |
|
3 |
Дефектоскопирование колесных пар |
Стенд для дефектоскопирования колесных пар |
Стенд Р8617 |
|
4 |
Обмывка колесных пар |
Моечная машина для кол. пар |
мод. МСО-010 |
|
5 |
Обточка колес по кругу катания |
Станок колесотокарный |
Рафамет UBB-112/2 |
|
6 |
Демонтаж и монтаж роликовых букс |
Эстакада для демонтажа и монтажа букс |
|
|
Стенд для демонтажа и монтажа ролик. букс |
УМДБ-5 |
||
|
Автоматический передвижной буксосъемник |
|||
|
Корпусосъемник |
|||
|
Автоматический передвижной буксонадеватель |
|||
|
7 |
Подготовка корпусов и деталей букс к ремонту и монтажу на колесную пару |
Автоматическая установка для выпрессовки подшипников, зачистки и промывки корпусов букс |
АУМКБ |
|
Моечная машина для деталей букс |
АУМДБ |
|
Транспортер для перемещения корпусов букс на позицию монтажа |
Конвейерного типа |
||
|
Автоматизированная установка для контроля корпусов букс |
УКБ-01 |
||
|
8 |
Подготовка к ремонту подшипников |
Автоматизированная установка для зачистки и промывки подшипников |
АУЗПРП |
|
9 |
Очистка оси колесной пары |
Станок для зачистки оси колесных пар |
Пр. ПКБ ЦВ Т. 1308 |
|
10 |
Дефектоскопирование и измерение колесных пар |
Стенд для магнитного контроля и УЗД кол. пар |
Стенд Р8617 |
|
Установка для измерения параметров колесных пар |
БВ 9272 |
||
|
11 |
Окраска колесных пар |
Установка для окраски с устройством для проворачивания колесной пары |
УРБХ-1 Пр. ПКБ ЦВ Т1290. |
|
12 |
Перемещение колесных пар |
Поворотный круг |
Пневмоприводной |
|
Сталкиватель колесных пар |
Электропневматический |
||
|
Трансбордер для кол. пар |
Пр. ПКБ ЦВ |
||
|
13 |
Нагрев лабиринтных и внутренних колец |
Автоматическая установка для нагрева колец |
ПКТБ ЦТ |
|
14 |
Транспортировка роликовых подшипников |
Желоб подпольный |
Т.640 |
|
15 |
Промежуточная ревизия роликовых букс |
Эстакада для промежуточной ревизии букс |
|
|
16 |
Ремонт и комплектовка деталей подшипника |
Установка для дефектоскопирования |
УМДП-1 |
|
Вихретоковый дефектоскоп для контроля роликов |
МВУ 211.5 |
||
|
Вихретоковый дефектоскоп для сепараторов |
КС-221 |
|
Автомат для зачистки торцов роликов |
Гелиос |
||
|
Автомат для зачистки цилиндрической поверхности роликов |
Гелиос |
||
|
Автомат для зачистки внутренней поверхности наружного кольца подшипника |
Гелиос |
||
|
Автоматизированная установка для подбора роликов |
УПР-01 |
||
|
Автоматизированная установка для контроля параметров подшипников |
УКПП-01 |
||
|
Автоматизированная установка для подбора подшипников |
УПП-01 |
||
|
Автоматизированная установка для подбора внутрен. колец подшипника |
УПК-01 |
||
|
Автоматизированная установка для подбора лабиринтных колец подшипника |
УПЛК-01 |
||
|
Центральный процессор информационно-измерительного комплекса |
ИКР-01 |