Технология машиностроения (работа 3)
Содержание
Классификация затрат рабочего времени
Способы установки и закрепления заготовок различного типа на станках токарной группы
Виды обработки зубчатых колес и их выбор в зависимости от степени точности и шероховатости
Список использованных источников
Классификация затрат рабочего времени
Всякий производственный процесс является совокупностью взаимосвязанных и законченных в технологическом отношении частичных процессов (стадий, фаз). Так в машиностроении это заготовка, механическая обработка и сборка, в текстильной промышленности – прядение, ткачество и отделка, в мартеновском производстве – загрузка печи, плавка, выпуск металла, в швейной промышленности – раскрой, пошив, отделка.
Но в то же время всякий производственный процесс – это совокупность взаимосвязанных процессов труда. Трудовой процесс имеет конкретное технологическое содержание, которое принято называть технологическим процессом, т.е. изменением форм, размеров и свойств предметов труда. Технологический процесс, совершаемый с участием человека, называется трудовым процессом, без его участия – естественным процессом.
Технологический процесс состоит из отдельных производственных операций, под которыми понимается часть трудового процесса, выполняемая одним рабочим или группой рабочих на одном и том же рабочем месте при неизменном предмете труда. Постоянство предмета труда, исполнения и рабочего места – характерные признаки операции.
Дифференциация производственного процесса на операции служит многим целям, таким, как специализация, определение состава работающих, их численности и т.д. Для целей же организации и нормирования труда сами операции расчленяются на части, которые рассматриваются в двух аспектах – технологическое разделение операции и трудовое.
В технологическом отношении операция делится на переходы. Она может состоять из одного или нескольких переходов. Под переходом понимается часть операции, которая характеризуется однородностью технологических изменений предметов труда, постоянством объема работы, режима работы оборудования.
Для поточно-массового производства (в машиностроении, обувной, швейной промышленности) характерны однородные операции. В серийном и единичном производствах технологические операции, как правило, состоят из нескольких переходов.
В обрабатывающих процессах переход в ряде случаев делится на несколько проходов. Проходы – это одинаковые, повторяющиеся части одного и того же перехода (двукратная обработка при снятии припуска, сшивание деталей одежды двойным швом).
Для установления нормы труда недостаточно расчленить операцию только в технологическом отношении. Надо еще знать содержание действий рабочего, т.е. какими способами и при какой организации труда он выполняет переходы и операцию в целом. В трудовом отношении операции расчленяются на прием, трудовые действия и движения.
Трудовое движение – всякое однократное перемещение руки, ноги, корпуса, пальцев, выполняемое рабочим в процессе труда (протянуть руку, опустить ее, захватить пальцами деталь).
Трудовое действие – комплекс трудовых движений, выполняемых непрерывно и объединенных единством частной цели (взять деталь, вставить ключ в патрон).
Трудовой прием – это часть операции, состоящая из законченной совокупности трудовых действий, которые характеризуются определенным целевым назначением (“установить деталь в патроне”, “зажать деталь в патроне")

Рисунок 1 - Состав технологической операции
машиностроение зубчатый токарный станок
В условиях мелкосерийного и единичного производств, где нормированию подлежат более крупные, чем прием, части операции, выделяют комплексы приемов.
Комплексы приемов бывают двух видов – технологические и расчетные. Если приемы объединяются в их технологической последовательности, то создаются технологические комплексы приемов (“установить деталь в патроне и зажать”).
Расчетные комплексы приемов создаются путем объединения приемов, продолжительность которых зависит от одного и того же фактора, независимо от последовательности их выполнения. Так длительность времени на установку и снятие детали одним и тем же способом определяется в основном весом и размером детали (“установка и снятие детали”).
Классификация затрат рабочего времени
В целях изучения и анализа затраты рабочего времени классифицируются, т.е. подразделяются на группы в соответствии с определенными признаками. Анализ затрат времени работника позволяет установить степень его загруженности, определить содержание и характер затрат времени при выполнении производственных заданий.
Классификация затрат рабочего времени по признаку его использования приведена на рисунок 2.

Рисунок 2 - Классификация затрат рабочего времени
Рабочее время – это установленная законодательством продолжительность рабочего дня, рабочей недели. Рабочее время в зависимости от назначения делится на время работы и время перерывов.
Время работы – это часть рабочего дня, в течение которой производятся действия, связанные с выполнением работы.
Время перерывов – это часть рабочего дня, в течение которой трудовой процесс по различным причинам не осуществляется и работник бездействует.
Время работы в свою очередь включает два вида затрат:
время, непосредственно занятое выполнением заданной работы (время выполнения производственного задания),- Трз ;
время работы, не обусловленной производственным заданием (выполнение операций, не свойственных данному рабочему: хождение за инструментом, исправление брака продукции и т.п.),- Тнз.
Время выполнения производственного задания подразделяется на подготовительно – заключительное, оперативное и время обслуживания рабочего места.
Подготовительно – заключительное время (ТПЗ) затрачивается рабочим на подготовку себя и своего рабочего места к выполнению производственного задания, а также на все действия по его завершению. Величина этого времени не зависит от объема работ, а только от типа производства и уровня организации труда. В единичном и мелкосерийном производстве (там наблюдаются частые переналадки оборудования) это время составляет12 – 15% рабочего времени, в крупносерийном производстве – 3 – 5%, а в массовом – 1-3%. К подготовительно – заключительному времени относится время на получение нарядов, чертежей, приспособлений, инструмента, наладку оборудования, промывку и пропаривание аппаратов, прием и сдачу смены, сдачу готовой продукции.
Оперативным (ТОП) называется время, в течение которого рабочий выполняет заданную операцию. Делится это время на основное То (технологическое) – изменение формы, свойств и качества предметов труда и на вспомогательное (Твсп) – действия, способствующие этим изменениям (установка и снятие детали, пуск и остановка оборудования, ликвидация обрыва нити, смена челнока, загрузка сырья и выгрузка готового продукта и т.д.).
Обслуживание рабочего места (ТОРМ) – время на действия, связанные с уходом за рабочим местом и поддержание оборудования, инструментов и приспособлений в рабочем состоянии в течение смены. В машинных и автоматизированных процессах оно делится на время техническое (Тто) и время организационного (Тоо) обслуживания рабочего места. Тто – обслуживание рабочего места в связи с выполнением данной операции (замена затупившегося инструмента, подналадка оборудования, доведение раствора до необходимой концентрации и пр.). Тоо – действия по уходу за рабочим местом (раскладка и уборка инструментов, чистка и смазка оборудования, уборка рабочего места в конце смены. В некоторых отраслях промышленности (в угольной, металлургической, пищевой и пр.) Торм не выделяется, а относится к Тпз.
При анализе затрат рабочего времени необходимо выделять ручное время (Твсп), перекрываемое и не перекрываемое машинным временем. В норму труда входит ручное время, не перекрываемое машинным (выполнение вспомогательных операций и др. видов работ при остановленном оборудовании).
Время перерывов делится на следующие виды:
перерывы на отдых и личные надобности (Толн);
перерывы организационно – технического характера (Тпот);
перерывы из-за нарушения трудовой дисциплины (Тндт).
Перерывы на отдых и личные надобности используются рабочими для отдыха в целях предупреждения утомляемости, а также на личную гигиену. К ним относится также время на проведение производственной гимнастики. Продолжительность времени перерывов зависит от условий труда.
Перерывы организационно – технического характера могут быть обусловлены установленной технологией и организацией производства (Тпт), а также нарушениями нормального течения производственного процесса (Тпнт).
Тпт – отвод работающих из зоны взрыва, перерывы между выгрузкой и загрузкой термической печи и пр. Все эти перерывы регламентируются и входят в норму труда.
Тпнт – задержки в подаче сырья, полуфабрикатов, отсутствие энергии, заготовок, ожидание транспорта и пр. Эти перерывы в работе по сути дела простои по различным организационно – техническим причинам, зависящим от производства.
Метода изучения затрат рабочего времени
Изучение использования рабочего времени дает возможность получить исходные материалы для рационализации трудового процесса путем улучшения структуры затрат и установления норм труда. В результате изучения затрат рабочего времени выявляются резервы роста производительности труда и экстенсивного использования оборудования.
Рабочее время и время использования оборудования изучается методом непосредственных замеров (МНЗ) и методом моментных наблюдений.
МНЗ дает возможность наиболее полно изучить достоверные данные об их продолжительности в абсолютном выражении, сведения о последовательности выполнения отдельных элементов работы
Непосредственные измерения рабочего времени проводятся путем сплошных (непрерывных), выборочных и цикловых замеров.
С помощью сплошных замеров получают подробные сведения о фактических затратах рабочего времени, о потерях времени.
Выборочные замеры применяются при изучении отдельных элементов операции, в частности, для определения времени на вспомогательные действия и приемы в условиях многостаночной работы, в периодических аппаратурных процессах и пр.
Цикловые замеры – это разновидность выборочных наблюдений. Они используются для изучения и измерения действий и движений небольшой продолжительности, т.е. когда время на выполнение того или иного действия нельзя определить непосредственно.
Хронометраж операций
При хронометраже осуществляется непосредственное измерение длительности затрат времени на выполнение операций (отдельных, циклически повторяющихся элементов операций) путем сплошных, выборочных и цикловых замеров.
В зависимости от цели исследования и объекта наблюдения хронометраж может быть индивидуальным или групповым.
Хронометраж следует проводить после окончания периода врабатываемости исполнителей, т.е. через 50 – 60 мин. после начала работы. Точность замеров времени зависит от длительности элементов изучаемой операции. При длительности элементов до 10 сек. – с точностью до 0.1 сек., а при длительности более 10 сек. – до 0.5 сек.
Хронометраж операции включает четыре этапа:
подготовка к наблюдению;
наблюдение и измерение затрат труда;
обработка полученных данных;
анализ результатов наблюдения.
Первый этап – подготовка к наблюдению. Содержание работы на этом этапе во многом зависит от цели хронометража. Прежде всего, определяется цель изучения операции, а затем выбирается объект наблюдения.
Если цель хронометража – установление норм труда на операцию, а данные хронометража нужны для разработки нормативов, то объектом наблюдения являются рабочие (бригады), результаты работы которых (производительность труда, выполнение норм) находятся между средней производительностью труда всех рабочих и лучшими показателями на данных работах.
Если цель хронометража – изучение опыта передовиков производства, то объектом наблюдения служат не только лучшие рабочие, но и рабочие, имеющие средние показатели.
Если цель исследования – выявление причин невыполнения норм, то хронометраж проводят по операциям рабочих, не выполняющих нормы и перевыполняющих их.
Вторая часть первого этапа – расчленение операции на составляющие элементы (на комплексы приемов, приемы, действия) с целью последующего исключения некоторых, если они окажутся нецелесообразными.
Третья часть подготовки к наблюдению – определение фиксажных точек, которые обозначают границы каждого элемента операции (момент прикосновения, отрыва руки от детали, инструмента или звук удара от прикосновения инструмента к узлу станка и т.д.).
Четвертая часть данного этапа – определение необходимого количества наблюдений (замеров) каждого элемента. Имеются разработки (таблицы) НИИ труда, из которых следует определять количество замеров в зависимости от типа производства и длительности элементов операции.
Второй этап хронометража – проведение наблюдения. Наблюдатель, отметив время начала хронометража, определяет по секундомеру показатели текущего времени и записывает их в наблюдательный лист хронокарты по всем элементам операции.
Если в процессе наблюдения возникают перерывы по каким – либо причинам или искажение замеров (ошибка наблюдателя), то все это должно находить отражение в специальном разделе хронокарты – дефектные замеры.
Обработка полученных результатов (третий этап хронометража).
Получить очищенный хроноряд, т.е. исключить из хронометражного ряда дефектные замеры.
Определить коэффициент устойчивости
хроноряда (К уст)
и сравнить его величины с допустимым
значением ( )
)

где: t max и t min – соответственно замеры наибольшей продолжительности (исключая нехарактерные действия, приемы) и наименьшей;
–
нормативный коэффициент
устойчивости хроноряда (приводится в
нормативных материалах НИИ труда).
Если фактически К
уст меньше
нормативного или равен ему, то хроноряд
считается устойчивым. Если

 ,
то из этого ряда исключается один или
оба крайних значения – максимальное и
минимальное (количество исключаемых
значений не должно превышать 15% всех
замеров). Затем К
уст рассчитывается
снова и сравнивается с нормативами.
,
то из этого ряда исключается один или
оба крайних значения – максимальное и
минимальное (количество исключаемых
значений не должно превышать 15% всех
замеров). Затем К
уст рассчитывается
снова и сравнивается с нормативами.
Четвертый этап хронометража – анализ результатов наблюдения.
Основные моменты данного этапа:
Изучение затрат машинного (аппаратурного) времени. Анализ проводится путем сопоставления фактических режимов выполнения данной операции с режимами работы оборудования по паспорту, нормативам, технологии.
Анализируются фактические затраты времени на элементы операции, выполняемые вручную. Прежде всего, выясняют – все ли эти элементы необходимы, а потом определяют возможность замены отдельных приемов более рациональными, а также возможность перекрытия машинным временем отдельных элементов ручной работы.
На основании данных анализа определяется состав операции и продолжительность выполнения как отдельных ее элементов, так и всей операции в целом.
Проведение выборочного хронометража несколько отличается от хронометража по текущему времени. С его помощью замеряются и изучаются только отдельные элементы работы – приемы и действия. Поэтому операции не расчленяются на составляющие ее элементы, а выделяется только интересующий наблюдателя прием и действие.
Выборочный способ хронометража применяется в основном при измерении нециклических затрат времени, например, на смену инструментов и т.д.
Метод цикловых замеров является разновидностью выборочного хронометража. Он используется для измерения времени отдельных приемов или движений, замерить которые с помощью секундомера невозможно (продолжительность менее 3 сек.).
Поэтому такие кратковременные элементы операций объединяются в группы, и затраты времени замеряются по группам отдельных приемов, а затем определяется длительность каждого из них.
Например, имеется четыре приема малой продолжительности – a,b,c,d. Объединяется они в группы по три приема:
a + b +c = A;
b + c + d = B;
c + d + a = C ;
d - a - b - d.
Каждую группу замеряют: А=0.09 мин., В=0.06 мин., С=0.08мин., D=0.07мин. Затем: A+B+C+D=3a+3b+3c+3d. Обозначив сумму продолжительности приемов (a+b+c+d) через S, получим:

Рассчитывается время выполнения любого приема, так как a = S - B , b = S - c, c = S - D, d = S - A или
a = 0.1 - 0.06 = 0.04 мин;
b = 0.1 - 0.08 = 0.02 мин;
с = 0.1 - 0.07 = 0.03 мин;
d = 0.1 - 0.09 = 0.01 мин;
Фотография использования рабочего времени
В зависимости от вида наблюдаемого объекта фотография использования рабочего времени может выступать как фотография рабочего дня (ФРД), фотография времени использования оборудования (ФИО) и фотография производственного процесса (ФПП).
Фотография рабочего дня. Назначение и цели ФРД. С помощью ФРД изучают использование рабочего времени лучшими рабочими с целью распространения их опыта, проектируют наиболее рациональное (принимают за норму) распределение времени рабочей смены по категориям затрат времени, анализируют потери рабочего времени и причины, вызывающие их, с целью выработки мероприятий по устранению неполадок и улучшению использования рабочего времени.
Фотография рабочего дня позволяет вскрывать резервы повышения производительности труда за счет ликвидации потерь рабочего времени.
Порядок проведения фотографии рабочего дня. Изучение и анализ рабочего времени с помощью ФРД выполняется обычно в четыре этапа:
подготовка к наблюдению;
проведение самих наблюдений за выбранным объектом;
обработка и анализ данных наблюдения;
разработка мероприятий по устранению потерь рабочего времени и проектирование нормального баланса рабочего дня.
В процессе подготовки к проведению ФРД выбирается объект исследования, подробно изучаются и фиксируются на специальном бланке организационные и технические условия выполнения работы, а также производственная обстановка.
При проведении непосредственно ФРД на протяжении целой смены (или части ее) непрерывно фиксируются все без исключения затраты рабочего времени.
Этап обработки и анализа материалов наблюдений включает определение фактической продолжительности каждого зафиксированного элемента работы, индексацию элементов работы соответственно принятой схеме классификации затрат рабочего времени (например, ПЗ – подготовительно – заключительное время, а индексы элементов данной категории затрат рабочего времени такие, как ознакомление с чертежами – ПЗ-1, получение инструктажа – ПЗ-2 и т.п. группируются и суммируются), составление фактического баланса рабочего времени.
На последнем этапе проведения ФРД проектируется более уплотненный нормативный баланс рабочего дня, поскольку предусматриваются мероприятия по ликвидации потерь рабочего времени. Таким образом, величины нормированных затрат рабочего времени (в мин. и %) по всем категориям затрат времени образуют нормальный (или рациональный) баланс рабочего дня.
Соотношение данных фактического и нормативного баланса позволяют определить коэффициенты:
- возможного уплотнения рабочего дня, К1:

- возможного повышения производительности труда К2:

где T наб
– время наблюдения,
 –
нормативные затраты времени по
вышеназванным категориям затрат рабочего
времени.
–
нормативные затраты времени по
вышеназванным категориям затрат рабочего
времени.
Виды фотографии рабочего дня. Имеется много разновидностей ФРД. Различают:
- в зависимости от количества одновременно наблюдаемых объектов (исполнителей) – индивидуальные, групповые, бригадные и само фотографии;
- по характеру наблюдений – непрерывные, маршрутные (прерывные), при которых регистрация действий ведется через сравнительно небольшие промежутки времени;
- по способу фиксации рабочего времени – цифровые, графические, фото киносъемки, осциллограммы.
Групповая фотография рабочего дня. При большом количестве объектов наблюдения (более 2-3 рабочих) производится групповая ФРД, которая, в отличие от индивидуальной, имеет следующие особенности:
Все время, подлежащее наблюдению, разбивается на равные интервалы, величина которых зависит от количества объектов наблюдения (при 3-х объектах – 1мин., при 4-7 объектах – до 2-3мин.).
В течение назначенного интервала времени наблюдатель обходит выбранные объекты и отмечает в наблюдательном листе наименование затрат времени, которые имели место.
Все затраты должны быть проиндексированы (см. табл.1).
Полученные данные обрабатываются также, как и при индивидуальной ФРД. Прежде всего составляется сводка одноименных затрат. Для этого подсчитывается продолжительность времени по каждому виду затрат. В примере за 6 минут наблюдения у 1-го рабочего подготовительно–заключительное время составляет 6 мин. (3 · 2) и т.д.
Таблица 1 Наблюдательный лист групповой фотографии рабочего дня
|
Периодичность записи |
1-й рабочий |
2-й рабочий |
3-й рабочий |
4-й рабочий |
5-й рабочий |
6-й рабочий |
7-й рабочий |
|
Начало в 8час. |
ПЗ |
ПО |
ТО |
ОО |
ПР |
ОО |
ПЗ |
|
8ч.3мин. |
ПЗ |
ПО |
ТО |
ОО |
ПЗ |
ТО |
ПО |
|
8ч.6мин. |
ОП |
ПЗ |
ПЗ |
ПЗ |
ОП |
ОО |
ОП |
|
И т.д. |
По сводке одноименных затрат времени каждого рабочего рассчитывают показатели использования рабочего времени.
Само фотография рабочего дня. Для получения обоснованных обобщающих выводов по организации труда на участке, в цехе необходимы многократные наблюдения за всеми (или многими) рабочими местами. Проведение обычных ФРД в этих случаях осложняется отсутствием достаточного количества нормировщиков и значительным объемом наблюдений. Анализ условий организации труда предполагает главным образом изучение потерь рабочего времени по различным причинам. Для этих целей более важным условием является широкий охват производственных объектов и одновременность наблюдения. Значительно легче установить потери с помощью метода само фотографии рабочего времени. Термин “само фотография” говорит о том, что все записи выполняются непосредственно самим исполнителем. При этом исполнитель регистрирует только причины и продолжительность потерь времени.
Метод моментных наблюдений
Этот метод дает возможность проводить наблюдения за работой большой группы рабочих или оборудования и получать в короткие сроки достоверные данные. Сущность ММН заключается в следующем: выделяется производственный участок, на котором изучаются потери рабочего времени. Наблюдатель периодически обходит весь участок по заранее намеченному маршруту. За каждый обход он записывает за каждым рабочим необходимые категории затрат рабочего времени, например:
- работа обозначается индексом Р;
- простои по организационно – техническим признакам – ПО, по вине рабочего – ПР и т.д.
Если объектом наблюдения было 10 рабочих и наблюдатель совершил 50 обходов, то всего наблюдений было 500 (10 ·50). Пусть из 500 наблюдений на долю работы падает 400 наблюдений, на долю простоев по организационно–техническим причинам – 70 наблюдений, по вине рабочего – 30.
Удельный вес наблюдений, в период
которых производится работа, составит
 ,
простои по организационно–техническим
причинам составляют
,
простои по организационно–техническим
причинам составляют
 и
по вине рабочего -
и
по вине рабочего -
 .
.
Чтобы получить достоверные данные, надо установить необходимое количество наблюдений, т.е. число моментов или замеров (М). Их количество определяется по формулам (или таблицам, составленным по формулам), выведенным по законам математической статистики:

где a – коэффициент, зависящий от заданной вероятности (для стабильного технологического процесса a2 = 2, для нестабильного a2 = 3,).
К- удельный вес исследуемой категории затрат рабочего времени в общих затратах за время наблюдения (коэффициент загруженности). Определяется на основании данных наблюдений, которые проводились ранее;
Р – допустимая величина относительной ошибки наблюдений (от 3 до 10%).
Имея данные ММН, рассчитывают коэффициент использования рабочего времени, показатели потерь и возможное повышение производительности труда за счет устранения ряда потерь.
ММН, хотя и дает возможность охватить значительное число объектов, но позволяет судить только о некоторых категориях рабочего времени. Поэтому с помощью этого метода нельзя получить более подробный баланс рабочего времени, чем при ФРД.
Преимущество ММН по сравнению с ФРД заключается в значительно меньших затратах на наблюдения.
Задачи, решаемые при проектировании рационального трудового процесса.
Существующие методы изучения затрат рабочего времени позволяют не только учитывать его потери, но и проектировать новые рациональные трудовые процессы.
Под организацией трудового процесса понимается установление рациональной последовательности, взаимосвязи и регламента его выполнения. Решающим показателем, критерием рациональности трудового процесса могут служить меньшие затраты времени (нормы труда) при меньших или неизменных затратах энергии человека на его выполнение.
Существуют технические, организационные и психологические задачи, которые должны решаться при проектировании рационального трудового процесса.
При его организации необходимо предусмотреть равномерность загрузки работника (в течение смены, суток, недели, месяца), разнообразие выполняемых работником операций и их элементов, возможность творчества исполнителя в процессе труда. Правильное решение этих задач дает возможность творчески и полностью использовать рабочую силу, что находит свое выражение в экономическом и социальном обосновании норм труда.
Способы установки и закрепления заготовок различного типа на станках токарной группы
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При L / D < 4 (где L — длина обрабатываемой заготовки, D — ее диаметр) заготовки закрепляют в патроне; при 4 < L / D < 10 — в центрах или в патроне с поджимом задним центром; при L / D > 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом. Самой распространенной является установка обрабатываемой заготовки в центрах станка.
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке, и тоже в центрах, и если это предусмотрено технологией обработки.
Заготовки закрепляют в центрах с применением токарных оправок, которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки, выполненную с малой конусностью (обычно 1 : 2000) и предварительно смазанную, устанавливают с натягом заготовку. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой, так, чтобы не повредить торцы оправки и центровые отверстия. Лыска оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок вдоль оси оправки неодинаково и зависит от отклонений размеров отверстия.
Заготовку можно закрепить на цилиндрической оправке с помощью гайки и быстросменной шайбы. Наружный диаметр гайки обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.
Когда отверстия заготовки имеют значительно большие отклонения по диаметру, применяют разжимные (цанговые) оправки. Цанга представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки, — цилиндрическая.
Цангу с заготовкой перемещают и закрепляют на оправке гайкой, а освобождают противолежащей гайкой, предварительно ослабив первую. Пружинящие свойства цанги обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельную оправку конусной поверхностью устанавливают в шпиндель станка. Заготовку — на посадочную, с прорезями, цилиндрическую поверхность. Натяг между цилиндрической частью оправки и обрабатываемой заготовкой создают болтом с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой. Корпус оправки крепится к фланцу шпинделя станка. На корпусе закрепляется втулка, канавки которой вместе с канавками корпуса образуют полости, заполняемые гидропластом. При вращении винта плунжер перемещается, выдавливая гидропласт из полости в полость. Тонкая стенка втулки под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки. Упор ограничивает перемещение плунжера, а пробка закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
Для заготовок при длине выступающей части из кулачков патрона более 2-3 диаметров в качестве второй опоры используют задний центр. Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12—15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.

Рис. 1. Неподвижный люнет
Неподвижный люнет (рис. 1) устанавливают на направляющих станины и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2. После установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет (рис. 2) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, служащие опорами для заготовки. Третьей опорой является резец.

Рисунок 2 - Подвижный люнет
Для обработки заготовок часто применяют планшайбы. Планшайба представляет собой плоский диск, который крепится к фланцу, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку типа кольца устанавливают на опорную втулку и закрепляют шайбами и винтом с гайкой при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами.
Виды обработки зубчатых колес и их выбор в зависимости от степени точности и шероховатости
Отделочные виды обработки зубчатых колес бывают со снятием стружки (шевингование, шлифование, хонингование, притирка) и без снятия стружки (обкатывание). К отделочным работам со снятием стружки относят также зубозакругляющие операции, снятие фасок и заусенцев.
Шевингование зубьев применяют - для незакаленных колес. Оно заключается в том, что методом обкатки специального инструмента по зубчатому колесу с поверхности зуба снимают припуск размером 0,1 - 0,25 мм. В качестве инструмента применяют дисковый шевер - зубчатое колесо, на поверхности зубьев которого имеются узкие прорези, образующие кромки, или шевер-рейку с аналогичными зубьями.
Шевер для обработки прямозубых зубчатых колес имеет винтовые зубья с углом подъема до 150, а для обработки косозубых - прямые зубья. На рисунке 1 показан дисковый шевер с режущими кромками на боковых поверхностях зубьев.
Из двух способов шевингования зубьев более распространено шевингование с помощью дискового шевера. Шевингование производят на специальном станке (рисунок 2). Шевер 4, установленный под углом к оси обрабатываемого зубчатого колеса 5, получает принудительное вращение с частотой 250 об/мин, вызывая этим вращение зубчатого колеса, свободно установленного в центрах на оправке 6.

Рисунок 1 - Дисковый шевер
Скрещивание осей приводит к продольному относительному скольжению зубьев шевера и зубчатого колеса. Столу 8 сообщают продольную подачу 0,1...0,3 мм на один оборот зубчатого колеса. В конце хода стол подают в поперечном (вертикальном) направлении на 0,02...0,04 мм, после чего стол возвращают в начальное положение. Число ходов стола зависит от размера припуска. При необходимости получить зубья бочкообразной формы, имеющие большое распространение в современных конструкциях, используют предусмотренную в станке качающуюся плиту 7 с кронштейном 3 и установленным в нем пальцем 1. Палец индексируется в копире 2, укрепленном на кронштейне, и, скользя по копиру, заставляет плиту 7 в конце хода стола наклоняться, в результате чего шевер врезается в зубчатое колесо, формируя зубья у краев более тонкими, чем в середине.
Обработка зубчатого колеса продолжается в течение 12 - 14 двойных ходов стола, время на обработку одного зуба колеса равно 2 - 3 с. Погрешность обработанных шевингованием зубчатых колес в среднем не превышает 0,005 мм по шагу и профилю и 0,03 мм по биению начальной окружности. Шероховатость поверхности R>a>=0,63 - 0,16 мкм.
Зубошлифование осуществляют в основном двумя методами: обкаткой и профильным копированием с помощью фасонного шлифовального круга. Шлифованием достигают шероховатости поверхности R>a>=0,4...0,1 мкм и точности основных параметров зубчатого колеса в пределах 4 - 6-й степеней точности независимо от размера оставляемого припуска.
При шлифовании методом обкатки воспроизводят зубчатое зацепление пары рейка - зубчатое колесо, в котором инструментом является рейка. Этот метод применяют на современных станках, используя шлифовальные круги различных видов.

Рисунок 2 – Схема шлифования зуба цилиндрического колеса
На рисунок 2, а изображена схема шлифования зуба цилиндрического колеса. Два шлифовальных круга 1 установлены таким образом, что их торцы, обращенные к шпинделям, совпадают с боковыми сторонами зубьев воображаемой производящей рейки 2, находящейся в зацеплении с заготовкой 3. Обкатываясь по вращающейся заготовке 3, шлифовальные круги своими торцами шлифуют поверхность зубьев колеса.
Более производительным является шлифование абразивным червяком (рис. 2, б). Шлифовальному кругу, изготовленному в виде одно- или двух заходного червяка диаметром 300 мм в процессе обработки сообщают два движения: вращательное I - вокруг оси (движение резания) со скоростью 20 - 30 м/с и поступательное II-вдоль оси заготовки (движение подачи) со скоростью 0,6 мм за один оборот колеса. Зубчатое колесо получает вращение III вокруг своей оси, согласованное с вращением абразивного червяка, и периодическое радиальное движение подачи IV. Точность обработки однозаходным червяком соответствует 6-й степени точности, двухзаходным - 7-й степени точности. Шероховатость обработанной поверхности составляет R>a>=0,8 - 0,1 мкм. Применяют также шлифование зуба копировальным кругом (рис. 2, б).
Зубохонингование - для уменьшения шероховатости поверхности Профиля зуба и, как следствие, уменьшения шума при работе передачи применяют хонингование зубьев колес после термической обработки. Зубохонингование производят на станке, аналогичном шевинговальному, при скрещивающихся осях хона и обрабатываемого колеса, но без механизма радиальной подачи. При этом установленное в центрах зубчатое колесо совершает кроме вращательного (реверсируемого) и возвратно-поступательное движение вдоль своей оси.
Зубчатый хон представляет собой геликоидальное колесо, изготовленное из пластмассы и шаржированное абразивом, зернистость которого выбирается в зависимости от размера припуска (0,025-0,05 мм) и требований к шероховатости поверхности.
Хонингование производят в распор при постоянном давлении между зубьями обрабатываемого колеса и хона или способом без зазорного зацепления колеса и хона при неизменном межцентровом расстоянии. Первый способ обеспечивает изготовление зубчатых колес более высокой точности. Зубохонингование требует обильного охлаждения для эффективного удаления металлической пыли с обрабатываемой поверхности профиля зуба. Хонингование применяют для обработки прямозубых и косозубых колес с модулем 1,25 - 6 мм, а также колес с фланкированными и бочкообразными зубьями. Притирка звеньев зубчатых колес после термической обработки производят на специальных станках, где инструментом служат притиры - чугунные колеса, находящиеся в зацеплении с обрабатываемым зубчатым колесом. Притиры смазывают смесью абразивного порошка с маслом.
Обработка колёс методом притирки заключается в том, что обрабатываемое зубчатое колесо обкатывают между тремя притирами, оси которых скрещиваются между собой (рисунок 3). Оси двух притиров 1 и 4 со спиральными или прямыми зубьями наклонены к обрабатываемому зубчатому колесу 3. Ось третьего притира 2 параллельна оси обрабатываемого зубчатого колеса; этот притир вращается попеременно в разных направлениях со скоростью 30-60 м/мин для обеспечения равномерной обработки зуба с обеих сторон. Помимо вращения притирам сообщается возвратно-поступательное движение в осевом направлении со скоростью 60 - 70 ходов в минуту на длине 25 мм.
Давление притиров на поверхность зуба регулируют притормаживая шпиндели двух притиров. Погрешность подлине начальной окружности составляет 0,02 мм, по шагу - 0,01 мм и по профилю - 0,08 мм; шероховатость поверхности R>a>=0,1 мкм. Время обработки одного зуба - в среднем составляет 3 - 6 с.
В современных машинах часто применяют зубчатые колёса, которые периодически вводят в зацепление без остановки движения (коробки скоростей станков, автомобилей и т. д.).

Рисунок 3 - Метод притирки
Фланкированием называют
изменение бокового профиля зуба основной
рейки для обеспечения плавного входа
сопряженных зубьев колес в зацепление,
в связи с чем уменьшается шум в передаче
(высота фланкированного участка зуба
 0,4
т, угол фланкирования 0,50).
0,4
т, угол фланкирования 0,50).
Бочкообразность придают зубьям одной из пары работающих колес для получения поверхности контакта зубьев в виде вытянутого овала по их средней части (70 - 80% длины и 60-70%. высоты зуба).
Чтобы устранить удары и выкрашивание кромок при переключении зубчатых колес, зубья закругляют специальными фрезами на зубоза-кругляющих станках. Профиль закругляемого зуба 1 на зубчатом колесе и траектория движения инструмента 2 при обработке показаны на рисунок 4, а. На рисунок 4, б приведены конструкции фрез для закругления зубьев колес: пальцевые фрезы 1 и коронная фреза 2.

Рисунок 4
Снятие фасок и удаление заусенцев производятся на станках с абразивными кругами, имеющими профили, соответствующие форме зуба обрабатываемого колеса. Вращение осуществляется путем ввода зубьев в зацепление с витками круга. При больших объемах производства удаление заусенцев производится на многопозиционных станках стальными щетками.
С зубчатых колес малых размеров заусенцы удаляют с помощью ультразвука. При этом способе дополнительно сглаживаются острые кромки, а рабочие поверхности зубьев изменениям не подвергаются.
Получает распространение способ снятия заусенцев галтовкой в барабане, причем, выбирая соответствующие наполнитель и частоту вращения барабана, достигают хорошей очистки зубьев без искажения их профиля.
Обкатывание незакаленных зубчатых колес производят в масляной среде без абразивного порошка в паре с одним или несколькими закаленными колесами-эталонами. В результате давления зубьев колес-эталонов на поверхностях обрабатываемых зубьев возникает наклеп, сглаживаются неровности. Ввиду того что при обкатывании профиль и шаг зуба не исправляются, а в ряде случаев создаются дополнительные внутренние напряжения, увеличивающие искажения профиля при последующей термической обработке, этот способ отделки применим для зубчатых колес, не требующих высокой точности, а также для колес, не подвергающихся термической обработке.
ГОСТ 1643-81 распространяется на эвольвентные цилиндрические зубчатые колеса и зубчатые передачи внешнего и внутреннего зацепления с прямозубыми, косозубыми и шевронными зубчатыми колесами с диаметром делительной окружности до 6300 мм, модулем зубьев от 1 до 55 мм, шириной зубчатого венца или полушеврона до 1250 мм. Эвольвентный профиль зуба получают при механической обработке заготовок методом обкатывания (без скольжения) зуборезным инструментом. При этом профиль и геометрические параметры зубьев зубчатых колес должны соответствовать ГОСТ 13755-81.
Для зубчатых колес и передач установлено двенадцать степеней точности, обозначаемых в порядке убывания точности арабскими Цифрами от 1 до 12. Для степени точности 1 и 2 допуски и предельные отклонения в ГОСТ 1643-81 не приводятся, так как эти степени предусмотрены для будущего развития, когда технология зубонарезания сможет обеспечить такую точность.
Со степенью точности 3 - 5 изготавливают измерительные зубчатые колеса, используемые для контроля зубчатых колес; колеса, применяемые в особо точных делительных механизмах; зуборезный инструмент. Зубчатые колеса степеней точности 5 - 8 широко применяют в авиационной, автомобильной и других отраслях промышленности. Наибольшее распространение в машиностроении имеют зубчатые колеса 7-й степени точности, получаемые методом обката на точных станках с последующей отделкой для колес, подвергающихся закалке (шлифование, хонингование). Такие колеса широко используются в металлорежущих станках, скоростных редукторах, автомобилях и тракторах. Зубчатые колеса степени точности 8-11 применяют в грузоподъемных механизмах и сельскохозяйственных машинах. По 12-й степени точности изготавливают неответственные колеса с зубьями, не подвергающимися механической обработке, например литые.
Расчетной степенью точности является шестая степень. Для этой степени точности рассчитывались допуски, а для других степеней числовые значения допусков определялись умножением или делением допусков 6-й степени на коэффициенты перехода. В пределах одной степени точности величины допусков и предельных отклонений для различных показателей точности связаны между собой аналитическими зависимостями, приведенными в стандарте.
Выбор степени точности передачи производится конструктором на основе конкретных условий работы передачи и тех требований, которые к ней предъявляются (окружной скорости, передаваемой мощности, режима работы и т. д.).
При выборе степеней точности используют один из трех методов: расчетный, прецедентов (аналогов) или подобия (табличный).
Предпочтительным является расчетный метод, при котором необходимая степень точности определяется на основе кинематического расчета погрешностей всей передачи, расчета динамики передачи, требований к вибрациям и шуму передачи, расчета на контактную прочность и долговечность.
При методе прецедентов степень точности вновь проектируемой передачи принимают аналогичной степени работающей передачи, для которой имеется положительный опыт эксплуатации.
При методе подобия для выбора степени точности используют обобщенные рекомендации и таблицы, в которых содержатся примерные значения окружных скоростей для каждой степени точности.
Для каждой степени точности установлены показатели точности, которые сведены в три группы, называемые нормами точности: нормы кинематической точности, плавности и контакта зубьев. Такое разделение вызвано тем, что в зависимости от назначения и условий работы зубчатых колес и передач, предъявляются различные требования к точности выполнения их элементов.
Это позволяет в одной передаче комбинировать степени точности, т. е. назначать разные степени точности по нормам точности, и целесообразно в тех случаях, когда по условиям работы зубчатого зацепления одни показатели точности оказываются важнее других. Например, для тихоходных силовых передач нормы контакта зубьев назначаются по более высоким степеням точности, чем нормы кинематической точности и плавности работы колеса, а для передач отсчетных механизмов нормы контакта принимаются грубее норм кинематической точности.
Комбинирование по степеням точности норм точности позволяет на важные функциональные параметры задавать более высокие, а на второстепенные - пониженные требования к точности изготовления, что также определяет выбор отделочных операций профилей зубьев. Отделочные операции существенно повышают точность колеса лишь в отношении показателей одного вида норм. Например, шлифование зубьев увеличивает главным образом кинематическую точность, шевингование - плавность работы, а притирка и приработка - контакт зубьев.
Между показателями точности зубчатых колес существуют определенная взаимосвязь, поэтому практически невозможно изготовить колеса со значительным разрывом в степенях точности по отдельным показателям. Стандарт устанавливает ограничения при комбинировании норм разных степеней точности: нормы плавности работы зубчатых колес и передач могут быть не более чем на две степени точнее или на одну степень грубее норм кинематической точности; нормы контакта зубьев могут назначаться по любым степеням, более точным, чем нормы плавности работы зубчатых колес и передач, а также на одну степень грубее норм плавности.
Если же эксплуатационные требования к передаче по всем показателям одинаковы, то для всех показателей точности колес (норм точности) назначается одна степень точности.
При условном обозначении нормируемых показателей точности по нормам точности придерживаются следующих правил. Показатели для зубчатых колес конкретизируются добавлением под строчечных индексов: 1, 2 и 0 относятся к шестерне, колесу и передаче соответственно. При измерении показателей точности изготовленных зубчатых колес и собранных зубчатых передач в конец индекса добавляют букву г. Если ее в обозначении нет, то числовые значения соответствующих показателей являются стандартными, а не измеренными.
Наличие в условном обозначении показателя точности одного штриха в степени означает, что контроль данного показателя должен производиться при однопрофильном зацеплении, наличие двух штрихов обязывает проводить контроль при двух профильном зацеплении. Показатели без штрихов в основном проверяются на отдельно взятых зубчатых колесах вне зацепления. Показатели зубчатых колес проверяют в зацеплении с измерительным, более точным колесом, а передачи - в зацеплении с парным рабочим колесом.
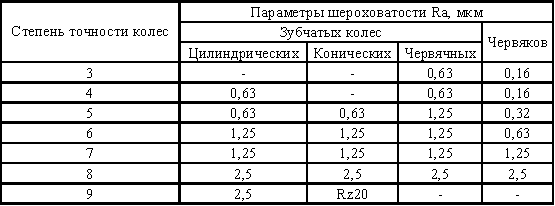
Классы шероховатости (ГОСТ 2789-59) и наибольшие значения параметров шероховатости (ГОСТ 2789-73)
Поверхности зубьев зубчатых колес и червяков
Список использованных источников
Левитская О. Н., Левитский Н. И. Курс теории механизмов и машин. М.; Высшая школа, 1978. 269 с.
Петрокас Л. В. Производительность машин-автоматов и синтез их систем. М.: МИХМ, 1979. 80 с.
Артоболевский И. И. Теория механизмов и машин. М.: Наука, 1975. 638 с.
Ашавский А. М., Вольперт А. Я., Шейнбаум В. С. Силовые импульсные системы. М.: Машиностроение, 1978. 200 с.
Герц Е. В. Пневматические приводы. М.: Машиностроение, 1969. 359 с.
Герц Е. В., Гогричиани Г. В. Динамика пневматических систем машин с разпетвлеными линиями. — Механика машин, 1978, № 54, с. 53 — 58.
Герц Е. В., Долженков Б. С. Выбор параметров быстродействующего пневмопривода. — Станки и инструмент, 1977, № 4, с. 15 — 17.
Герц Е. В., Крейнин Г.В. Расчет пневмоприводов. М.: Машиностроение, 1975. 272 с.
Динамика и долговечность машин. Томск, 1979. 173 с. (Труды Томского университета).
Дмитриев В. Н., Гпадецкнй В. Г. Основы пневмоавтоматики. М.: Машиностроение, 1973. 360 с.