Технология нарезания резьбы на изделиях из стеклопластика типа трубы
СОДЕРЖАНИЕ
резьба стеклопластик
Содержание
Введение
1 Выбор типа резьбового соединения стеклопластиковых труб
1.1 Классификация резьб. Их основные параметры и признаки
1.2 Виды применяемых резьб для соединения стеклопластиковых труб
1.3 Типы резьб
1.4 Особенности процесса резания и формирования поверхностного слоя
2 Подбор компонентов материала
2.1 Классификация стеклопластиков
2.2 Влияние состава и структуры стеклопластиков на их обрабатываемость
2.3 Факторы, вызывающие погрешности элементов резьбы
3 Технология нарезания резьбы
3.1 Влияние технологической предыстории на точность резьбы
3.2 Процессы протекающие при нарезании резьбы
3.2.1 Процесс стружкообразования
3.2.2 Тепловые явления
3.2.3 Износ режущего инструмента
3.3 Технологические особенности нарезания резьбы
3.3.1 Оборудование, приспособления и вспомогательный инструмент
3.3.2 Технологические операции и параметры процесса нарезания
Заключение
Список используемой литературы
Приложение А
Приложение Б
ВВЕДЕНИЕ
В настоящее время в различных конструкциях, узлах механизмов машин, строительстве, машиностроении, и других областях широко применяются конструкции из металлов, пластмасс и наполненных пластиков, содержащих механические соединения. Но основной целью совершенствования применяемых конструкций аппаратов и машин и является снижение их массы и размеров с одновременным улучшением прочностных характеристик, повышением надёжности и долговечности. Для решения поставленной задачи производят замену традиционно применяемых металлов и их сплавов на современные, ничем не уступающие по своим физико–механическим характеристикам армированные пластики. К числу таких материалов относят стеклопластики различных марок.
Стеклопластик обладает многими очень ценными свойствами, позволяющими ему считаться одним из материалов будущего: малый вес (в среднем в 5-6 раз меньше, чем у черных и цветных металлов); диэлектрические свойства (диэлектрическая проницаемость стеклопластика 4-14); высокие механические характеристики, превосходящими некоторые сплавы цветных металлов и сталей; теплоизоляционные свойства, и высокая коррозионная стойкость.
Применение стеклопластиковых труб взамен металлических увеличивает срок службы трубопроводов в 5-8 раз, исключает применение антикоррозионных защитных средств, в 4-8 раз снижает массу трубопровода, исключает применение сварочных работ. Но при этом встаёт вопрос о механическом соединении данного вида труб.
Технологические факторы определяют структурные параметры композиционного материала, его физико-механические характеристики, остаточные напряжения, возникающие в процессе изготовления соединений.
Эксплуатационные факторы непосредственно зависят от уровня и спектра внешних нагрузок, времени и температуры эксплуатации, состояния среды, герметичности соединения.
Прочность наиболее распространенных металлических соединений (клёпаных, болтовых, резьбовых) значительно превосходить прочность аналогичных соединений конструкций из полимерных композиционных материалов. К примеру, одна из проблем композитов – сохранение плотности стыка и обеспечение стабильности резьбовых соединений вследствие ползучести и релаксации напряжений в соединении. Эти и другие особенности следует учитывать при проектировании и выборе соединений и оценке их прочности[1].
В идеале создаваемые конструкции не должны изготавливаться путем соединения элементов. Так, например, изготавливают сосуды высокого давления методом намотки. Однако в большинстве случаев конструкции приходится собирать из отдельных деталей. Это касается и трубопроводных систем. И создание разъёмных, в частности резьбовых, соединений для труб из стеклопластиков – один из сложных вопросов.
1 ВЫБОР ТИПА РЕЗЬБОВОГО СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ
Выбор того или иного соединения при проектировании определяется такими факторами как характер и величина нагрузки, размеры труб, физико-механические свойства материалов, условия эксплуатации, стоимость, технологическая реализуемость и т.д. Рациональное проектирование соединительных узлов предусматривает, прежде всего, анализ факторов, влияющих на несущую способность изделий.
Большое влияние на прочность оказывает тип соединения. В резьбовых соединениях большое значение имеют тип резьбы и ее протяжённость, наличие усиливающих элементов и т. д.
Выбранное мной соединение должно применяться для соединения труб в нефтегазовой промышленности, через которые могут перекачиваться так же углекислый газ, кислота и другие химические реагенты. Температура эксплуатации от -50°С до +100°С. Все трубы имеют наружный диаметр 400мм, толщину стенки
24 мм, длину 6м и располагаются в соответствующих зонах скважин. Газовый фактор транспортируемой среды 150 м3/т при давлении 0,1 МПа. Трубы должны быть герметичны в газовой среде при давлении до 4 МПа. Разрушающее, растягивающее осевое усилие по резьбовому соединению «муфта-труба» - не менее 360 Кн [13].
Классификация резьб. Их основные параметры и признаки
Резьбы подразделяют по следующим признакам:
1) единица измерения шага (метрическая, дюймовая, модульная, питчевая резьба);
2) расположение на поверхности (внешняя и внутренняя резьба);
3) направление движения винтовой поверхности (правая, левая);
4) число заходов (одно- и многозаходная);
5) профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
6) образующая поверхность, на которой расположена резьба (цилиндрическая резьба и коническая резьба);
7) назначение (крепёжная, крепёжно-уплотнительная, ходовая и др. (Рисунок 1.1)).
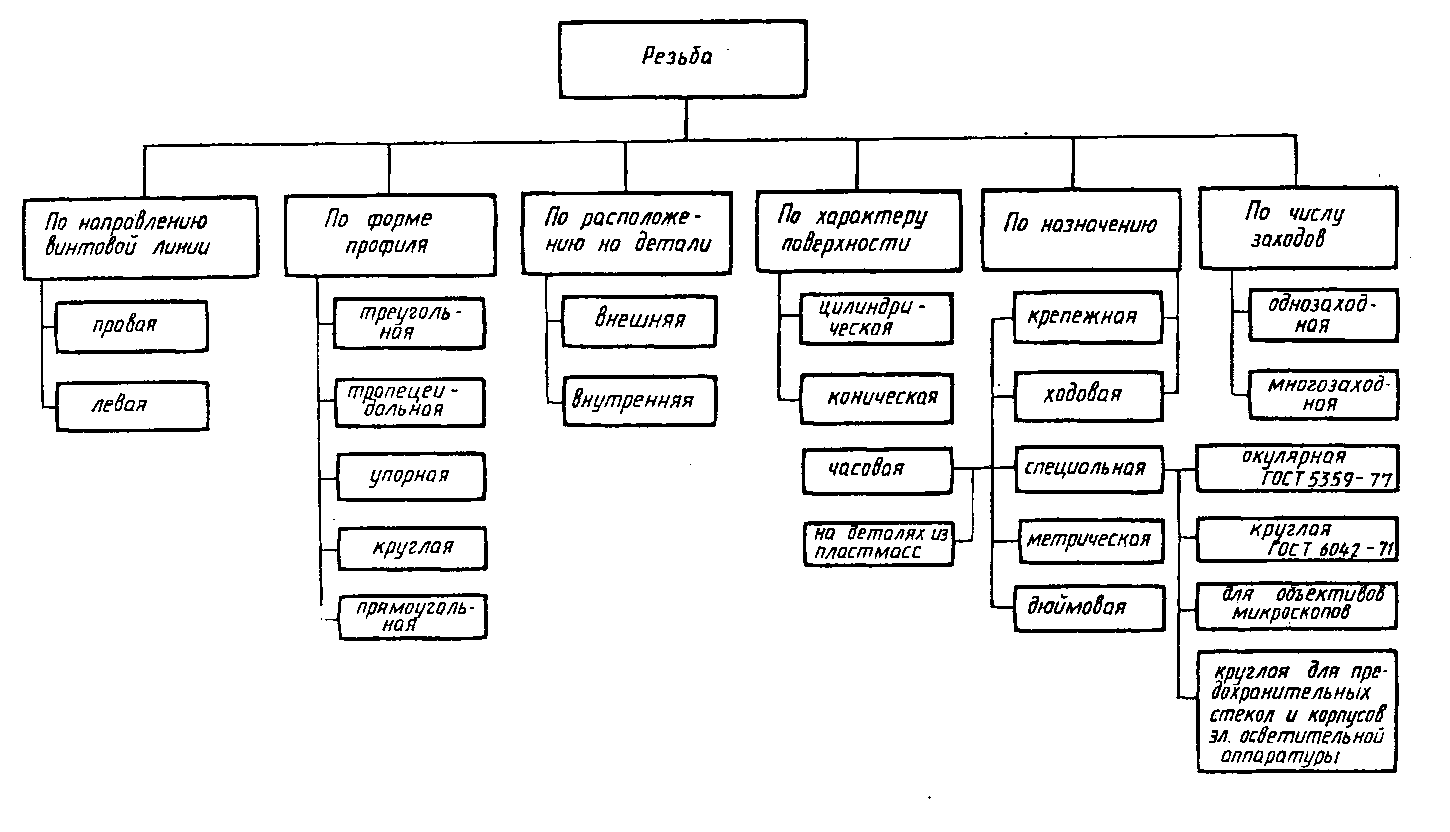
Рисунок 1.1 – Классификация резьб
Основные параметры резьбы и единицы измерения:
Питчевая резьба - шаг резьбы измеряется в питчах (p"). Для получения числового значения (в миллиметрах) достаточно питч умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
Шаг (P) расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11);
Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
Высота исходного треугольника резьбы (H);
Срез резьбы (p);
Угол подъёма резьбы (ψ) [8].
Виды применяемых резьб для соединения стеклопластиковых труб
Существуют следующие способы получения резьб на деталях из стеклопластика: резанием, напрессовкой, заливкой компаунда, формованием профиля, получение профиля при центробежном формовании и др. Нарезание резьбы также затруднительно, но все же оно иногда выполняется, если утолщение формованной конструкции достаточное и используется винт с крупной резьбой.
Для стеклопластиков нарезание является пока преобладающим способом получения резьб, обеспечивающим необходимую точность резьбы. Однако прочность резьбового соединения, зависящая как от физико-механических свойств материалов соединяемых деталей, так и метода получения резьбы при нарезании, будет ниже, из-за перерезания армирующих слоёв стеклопластика и нарушения целостности слоистой структуры его в районе резьбы.
Тем не менее, метод нарезания резьб резцом находит широкое применение и для стеклопластика имеет свои особенности [3].
Таблица 1.1 – Достоинства и недостатки различных типов резьбы
|
Профиль резьбы |
Размеры |
Достоинства |
Недостатки |
|
Круглый симметричный |
Уменьшение концентрации напряжений |
Появление радиальных напряжений |
|
|
Упорный симметричный |
По ГОСТу 10177 – 62 d ≥ 60 мм |
1. Не создает радиальных усилий при нагрузке; 2. Большая площадь среза. 3. Наибольшая прочность из всех профилей |
1. Острый угол создаёт условия для концентрации напряжений и подвергается выкашиванию; 2. Трудность изготовления |
|
Прямоугольный симметричный |
d ≥ 60 мм |
1. При нагрузке не создаёт радиальных напряжений; |
1. Сравнительно низкая прочность из-за наличия ленточной канавки (особенно у симметричного профиля) 2. Трудность получения профиля. |
|
Треугольный симметричный |
d ≤ 200 мм α > 60º γ = 0-5º; β = 40-50º; t = 0,2S;d≥60мм |
1.Простота изготовления; 2.Большая площадь среза; 3.Отсутствие ленточной канавки. |
1.Наличие радиальных усилий при нагрузке; |
Профиль и размерность резьбы зависят от свойств соединяемых деталей, их размеров и усилий, действующих на резьбовое соединение (Таблица 1.1). На стеклопластике можно получить резьбу любого профиля, однако следует выбирать резьбы несимметричного профиля, т. к. они обеспечивают наибольшую прочность соединения при допускаемом напряжении 130-150 Па, при напряжении стеклопластика при срезе 1000 Па
При выборе профиля резьбы так же необходимо учитывать толщину стенки трубы. На тонкостенных трубах не рекомендуется применять треугольный и круглый профили, так как под действием осевой растягивающей силы они создают радиальные сжимающие усилия, которые могут превысить допускаемые напряжения и в результате чего оболочка разрушится в зоне резьбы от сдвиговых и радиальных напряжений. На толстостенных трубах принципиальной разницы в выборе вида резьбы нет. Они обладают высокой жесткостью, и действующие радиальные усилия не будут оказывать существенного влияния на прочность резьбового соединения [3],[4].
Известно, что для стеклопластиков допускаемое напряжение в несколько раз меньше, чем для металлов, поэтому для создания равнопрочных резьб применяют несимметричные профили, в частности несимметричные упорные.
Типы резьб
В этом разделе рассмотрим три типа профилей резьб, наиболее часто применяемых в изделиях из стеклопластика.
1. Круглая резьба
Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30° [8].
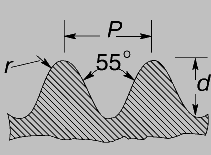
Рисунок 1.2 – Профиль круглой резьбы
В машиностроении эта резьба используется редко, применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде, для водопроводной арматуры, в отдельных случаях для крюков подъемныхкранов, а также в условиях воздействия агрессивной среды.
Такой профиль при действии осевой растягивающей силы создаёт радиальные сжимающие усилия, которые могут значительно превосходить допускаемые напряжения, и труба в районе резьбы разрушается. Эта резьба стандартизована.
2. Треугольная резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (Таблица А.1).
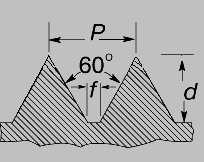
Рисунок 1.3 – Треугольный профиль резьбы
Резьба стандартизована для
диаметров от
 "
до 6" при числе шагов z
от 28 до 11.
"
до 6" при числе шагов z
от 28 до 11.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Треугольные резьбы дают возможность получить плотное соединение.
3. Упорная резьба
Упорная усиленная резьба, S45° с углом наклона боковых сторон профиля 45° и 3°, с номинальным диаметром от 80 до 2000 мм стандартизованная по ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под
углом 30° (Таблица А.1). Форму профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметров от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении [5], [8].
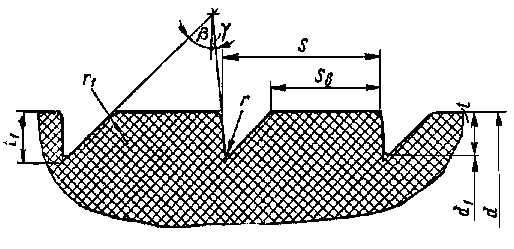
Рисунок 1.4 – Упорная несимметричная резьба
Рассматриваемая резьба характеризуется следующими параметрами:
d – наружный диаметр;
d>1> – внутренний диаметр;
t>1> – теоретическая высота профиля;
t – высота профиля;
S - шаг резьбы;
S>в> – ширина витка резьбы по наружному диаметру;
r, r>1> – радиусы скругления впадин и вершин резьбы;
β – задний угол профиля;
γ – передний угол профиля.
Особенности упорной специальной резьбы:
небольшая глубина впадин t = 0,3S (для стандартных резьб t = 0,86S);
отношение ширины витка к ширине впадины по среднему диаметру всегда больше 1.
Изменение наружного диаметра в пределах допуска изменяет величину ширину витка резьбы в среднем на 1 %.
Основные параметры упорной резьбы имеют следующие значения:
Шаг резьбы S = 10 (мм);
Передний угол профиля γ = 5º;
Задний угол профиля β = 45º;
Высота профиля t = 0,2S = 2 (мм);
Ширина витка Sв = 7,266 (мм);
Радиус закругления r = 0,05S = 0,5 (мм);
r>1> = 0,02S = 0,2 (мм).
Наружный диаметр и шаг резьбы выбирают в зависимости от назначения детали и требований прочности ко всему резьбовому соединению[3].
Итак, исходя из требований, предъявляемых к выбранному соединению и характеристик резьб, применяемых для стеклопластиковых изделий наиболее правильным будет применение упорной несимметричной резьбы. Так как она имеет ряд преимуществ, по сравнению с другими профилями:
1. не создает радиальных усилий при нагрузке;
2. большая площадь среза;
3. наибольшая прочность из всех профилей.
Однако, следует учитывать, что применение того или иного профиля будет зависеть так же и от свойств самого материала, его обрабатываемости, схемы армирования.
Обрабатываемость того или иного материала – понятие комплексное. Ее основные показатели: интенсивность затупления режущего инструмента, характеризуемая скоростью резания при определенной стойкости; качество поверхностного слоя, постоянство размеров в пределах допусков; сила резания ирасходуемая мощность.
Анализ свойств и состава применяемых материалов позволяет выделить основные критерии, по которым их следует относить к той или иной группе обрабатываемости. Это, в первую очередь, тип связующего (термопластичный или термореактивный). Важным фактором является тип наполнителя, т.е. его состав (органический или неорганический), его физическая природа и свойства, и, наконец, - структура наполнителя (волокнистый, листовой, порошкообразный и т.д.) [9].
1.4 Особенности процесса резания и формирования поверхностного слоя
Обработка резанием стеклопластика имеет ряд особенностей, отличающих их от аналогичной обработки металлов. Эти особенности сводятся к следующему.
1) Ярко выраженная анизотропия свойств. Это определяет различие процесса резания при обработке вдоль и поперек армирующих волокон. Схема армирования существенно влияет на качество и производительность обработки. Поэтому при разработке технологической операции механической обработки композиционных материалов следует учитывать также направление обработки относительно направления армирования.
2) Сложность получения высокого качества поверхностного слоя. Слоистая структура приводит к тому, что при износе инструментов происходит расслоение материала. Кроме того, при перерезании армирующих волокон, особенно при перекрестном армировании, наблюдается разлохмачивание перерезанных волокон, что приводит к ухудшению качества поверхностного слоя, поэтому иногда применяют дополнительную отделочную операцию, например зачистку шкуркой.
3) Низкая теплопроводность материалов, обуславливающая плохой отвод теплоты из зоны резания со стружкой и в обрабатываемое изделие. Поэтому при обработке высокопрочных композиционных материалов основная доля теплоты отводится через режущий инструмент. Согласно экспериментальным данным тепловой баланс при обработке полимерных материалов следующий: в инструмент – 90 %, в стружку – 5 %, в обрабатываемую деталь – 5 %, в то время как при обработке металлов иногда до 90 % теплоты уносится стружкой и только 10 % поглощается деталью и инструментом.
4) Интенсивное воздействие стекловолокна, обладающего высокой твердостью и абразивной способностью.
5) Высокие упругие свойства. Силы резания при обработке композитов в 10…20 раз ниже, чем при обработке металлов, а упругие характеристики выше, поэтому точность обработки в меньшей мере определяется упругими деформациями системы: станок – приспособление – инструмент.
6) Невозможность применения смазочно-охлаждающих жидкостей. Это обуславливается тем, что большинство стеклопластиков обладает высоким влагопоглощением. Поэтому применение СОЖ во многих случаях влечет за собой введение дополнительной операции – сушки изделия – или вообще недопустимо из – за необратимого изменения физико-механических свойств.
7) Специфические требования техники безопасности при резании композиционного материала. Это связано с выделением мельчайших частиц материала при резании.
Состояние поверхностного слоя играет очень важную роль в обеспечении высоких эксплуатационных показателей изделий. Он оказывает существенное влияние на прочность, износ, диэлектрические показатели, водопоглощение и т.д.
Механическая обработка существенно изменяет свойства поверхностного слоя (в часности, шероховатости). А перерезание армирующих волокон приводит к прочности изделий на 20 %. Шероховатость поверхности влияет как на водопоглощение и прочностные свойства, так и на износостойкость.
Механическая обработка изделий из композитов интенсифицирует процесс водопоглощения. Это происходит за счет того, что при обработке, во-первых, снимается всегда имеющийся на поверхности слой полимеризованного связующего, являющийся как бы защитным слоем; во-вторых, перерезаются армирующие волокна наполнителя; при этом образуются микротрещины и другие дефекты материала, нарушающие его сплошность[9].
2 ПОДБОР КОМПОНЕНТОВ МАТЕРИАЛА
2.1 Классификация стеклопластиков
На обрабатываемость стеклопластиков оказывают влияние многочисленные факторы: тип наполнителя и связующего, метод изготовления стеклопластиковых труб, ориентация стекловолокна.
По химическому составу различают три вида стёкол в производстве стеклопластиков: алюмоборосиликатное (бесщелочное), алюмомагнезиальное (щелочное), кремнезёмное.
Стекловолокно щелочного состава обладает большой гигроскопичностью. Под влиянием влаги на поверхности волокна щелочного состава образуется свободная щелочь, которая, проникая в поверхностные трещины, усиливает процесс разрушения волокна и приводит к снижению его прочности. Незащищенное стекловолокно бесщелочного состава при длительном нахождении во влажной среде также теряет свою прочность (до 40%), однако при высыхании стекловолокна прочность его восстанавливается. Изделия же из стеклопластиков под действием влаги сохраняют свою прочность длительное время.
Для изготовления стеклопластиков с повышенными теплофизическими свойствами начинает широко применяться кремнеземное волокно, получаемое из щелочного или бесщелочного стекла путем его обработки смесью соляной и серной кислот. За исключением кремнезема, остальные компоненты, входящие в состав стекла, под действием кислот растворяются. Получаемое стекловолокно содержит до 98% SiO>2>. На основании вышеизложенного марки стеклопластиков по типу стекловолокна можно разделить на две группы:
1) стеклопластики на основе алюмоборосиликатного стекловолокна(примерно 54% SiO>2>) АГ-4 С, АГ-4 В, 27-63 С, 33 18 С, СК-9Ф, ВФТ, ФН, ЭФ32 -301, ПН-1, ЭФБ-П, ЭФБ-Н;
2) стеклопластики на основе кремнеземного стекла (примерно 98% SiO>2>) П-5-2, РТП, Т3-9Ф.
Классификация стеклопластиков по ориентации стекловолокна. В качестве наполнителя в производстве стеклопластиков непосредственно стекловолокно используется очень редко. В основном стекловолокно используется после текстильной переработки в виде ровниц, жгутов, тканей.
Стеклопластики, изготовляемые из ровниц, обладают резко выраженной анизотропией свойств.
Рубленые пряди из некрученых волокон, называемые жгутами, используются как наполнитель для стеклопластиков с неориентированным расположением волокон. Наибольшее распространение стекловолокно как наполнитель получило в виде крученых нитей в стеклотканях и стеклолентах (узкая ткань).
На основании проведенного анализа видов ориентации стекловолокна стеклопластики можно классифицировать по группам:
1) анизотропные стеклопластики – стеклопластики с однонаправленным расположением волокон (на основе ровниц): 27-63 С, АГ-4 С, 33-18 С;
2) стеклотекстолиты – стеклопластики с взаимно перпендикулярным расположением волокон (на основе тканей): СК-9Ф, ВФТ, ФН, ЭФ-32-301, ПН-1, ЭФБ-П, ЭФБ-Н, Т3-9Ф, ЭДП-10П;
3) изотропные стеклопластики – стеклопластики с неориентированным расположением волокон (на основе жгутов): АГ-4В, П-5-2, РТП.
В мировой промышленности используют 6 типов стекол для производства волокон общего и специального назначения. Они различаются химическим составом, процентным содержание входящих в них оксидов (Таблица 2.1):
А-Na, Ca-силикатное стекло, имеет низкую влагостойкость, поэтому редко используется в производстве наполнителей для композиционных материалов.
С-химическое стекло, обладает повышенной химической стойкостью, применяется при изготовлении коррозионно-стойких материалов.
Д-стекло с повышенной электрической прочностью, используется в производстве материалов электротехнического назначения.
Е-алюмоборосиликатное стекло, используется для производства наполнителей общего назначения.
S-высокопрочное, высокомодульное стекло, разработано для применения в материалах для аэрокосмической техники.
IM-31A-высокомодульное стекло, используется в производстве стеклопластиков повышенной жесткости.
Таблица 2.1 – Типичный состав основных волокнообразующих стекол, % по массе [3]
-
Компоненты стекла
Марка стекла
А
C
Е
S
Кварцевое
SiO>2>
70,5
64,0
53,0
64,2
99,95
Al>2>O>3>
3,1
5,5
15,0
24,8
––
Fe>2>O>3>
0,2
1,0
0,1
0,21
––
CaO
8,7
12,0
27,0
0,01
––
MgO
3,1
2,0
4,0
10,27
––
Na>2>O>3>
12,0
9,5
0,3
0,27
––
B>2>O>3>
––
2,0
10,0
0,01
––
BaO
––
2,0
––
0,2
––
Прочие
2,4
2,0
0,6
0,03
0,05
Классификация стеклопластиков по типу связующего. Связующее представляет собой композицию синтетических смол, включающих различные добавки (инициатор, ускоритель, катализатор и др.). При изготовлении стеклопластиков связующее не проникает в структуру наполнителя, а лишь обволакивает поверхность стекловолокна. Поэтому основными требованиями, предъявляемыми к связующим, являются хорошая смачивающая способность и адгезия связующего к стекловолокну, которые обеспечивают склеивание отдельных нитей и слоев и одновременность их нагружения в стеклопластиках. На механическую прочность стеклопластиков большое влияние оказывают усадка связующего, его механические свойства, термо-, водо- и атмосферостойкость и другие свойства. Из большого количества смол, обладающих адгезионными свойствами к стекловолокну, в качестве связующих для производства стеклопластиков наибольшее применение находят полиэфирные, эпоксидные, фенольно-формальдегидные, кремнийорганические смолы и их модификации.
Классификация стеклопластиков по связующим несколько условна, так как связующие некоторых стеклопластиков содержат смолы, относящиеся к различным группам. Тем не менее, при данной классификации имеем группы:
1) стеклопластики на основе эпоксидных смол и модифицированных эпоксидных смол: ЭФ-32-301, ЭДП-10П, 27-63С, 33-18С, ЭФБ-П, ЭФБ-Н;
2) стеклопластики на основе полиэфирной смолы – ПН-1;
3) стеклопластики на основе фенольно-формальдегидных смол и модифицированных фенольно-формальдегидных смол: П-5-2, ВФТ, ФН, АГ-4С, АГ-4В;
4) стеклопластики на основе кремнийорганических смол и модифицированных кремнийорганических смол: РТП, ТЗ-9Ф, СК-9Ф.
Тип связующего также определяет такую важную характеристику материала, как его термостойкость. Основная масса стеклопластиков может долго работать при температурах 130-150°С и кратковременно — до 250°С. Стеклопластики на основе эпоксидных смол работают при температурах до 200°С, а на основе кремнийорганических связующих — до 370 °С [12].
Полиэфирные смолы могут применяться только со стекловолокном. Главное преимущество полиэфирных смол по сравнению с винилэфирными и эпоксидными – их крайняя дешевизна. Отрицательными сторонами являются высокий уровень фильтрации воды, сильная усадка и высокое содержание вредных веществ. Обладают худшими по сравнению с эпоксидными смолами характеристиками в области адгезии и растяжения, в результате чего готовое изделие склонно к образованию микротрещин и формированию слабого вторичного клеевого соединения. Эти характеристики приобретают значение, когда заходит речь о соединении разнородных материалов в одном изделии, или когда материалы не имеют обычной стекловолокнистой основы. Лучше всего подходят для изготовления конструкций, не критичных к весу, адгезии и прочности на излом.
Полиэфирные смолы применяются при производстве изделий методом ручного формования, напыления, машинного изготовления и пултрузии, используются для выпуска прозрачных стеклопластиков, пожаростойких и химически стойких изделий.
Эпоксидные смолы представляют самое универсальное семейство смол, применяемых для производства стеклопластиков. Практически по всем параметрам эти смолы обеспечивают самые высокие показатели клеевого шва и прочности. Смолы обладают крайне малой усадкой. Часто эпоксидная смола используется в качестве химически стойкого барьерного слоя стеклопластиков, т. к. обладает очень низким водопоглощением (менее 0,5%). Современные эпоксидные смолы могут обладать низкой вязкостью и контролируемым временем отверждения.
Эпоксидная смола превосходит полиэфирную по адгезии практически ко всем материалам, в то время как полиэфирная не обеспечивает даже надежной адгезии стеклоткани к древесине. Эпоксидная смола гарантирует полное отверждение, она пожаробезопасна и менее токсична.
Классификация стеклопластиковых намотанных изделий выглядит следующим образом. В зависимости от типа укладки армирующего волокнистого материала в намотанном изделии различают следующие технологические схемы намотки: прямая (окружная), спирально-винтовая (тангенциальная, кольцевая), спирально-перекрёстная (спирально-продольная, спирально-поперечная), продольно-поперечная и др.
Прямую намотку применяют в тех случаях, когда необходимо получить оболочку, длина которой меньше или равна ширине наматываемой ленты.
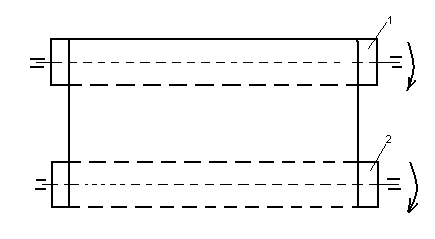
Рисунок 2.1 – Схема прямой намотки. 1 – оправка; 2 – рулон с тканью
Продольно-поперечная намотка. Технологическая схема намотки показана на рисунке 6. Вертлюг – дорн, на котором по периметру установлены шпули с волокном, вращаясь синхронно с оправкой, перемещается вдоль ее оси, укладывая продольные ленты. Одновременно укладываются кольцевые слои, фиксирующие ленты продольной укладки.
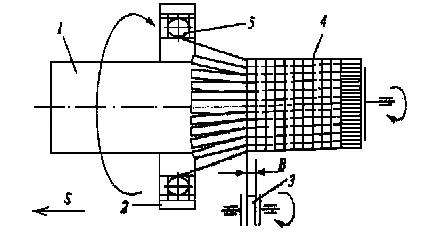
Рисунок 2.2 – Схема продольно – поперечной намотки.
1 – оправка; 2 – вертлюг катушек продольных лент; 3 – катушка кольцевой ленты; 4 – наматываемая оболочка; 5 – катушка продольной ленты
Сущность спирально-винтовой намотки заключается в укладке армирующего материала на поверхность оправки по винтовой линии. При этом витки, образованные непрерывной укладкой арматуры, плотно прилегают между собой или имеют строго постоянный нахлёст, величина которого связана с числом формируемых одновременно слоёв заданной структуры. Возможны два варианта укладки слоёв армирующего наполнителя: однослойная укладка и многослойная.
Этот метод широко используется в сочетании с другими. Отдельно он применяется в тех случаях, когда необходимы повышенная кольцевая прочность или жесткость (например, упрочнение металлических труб).
Но хочется особое внимание уделить косослойной продольно – поперечной намотке, так как в нашем случае (для нарезания резьбы) данная схема армирования обеспечивает наибольшую прочность изделия. Кроме того данный способ намотки наиболее часто применим в производстве напорных стеклопластиковых труб среднего диаметра.
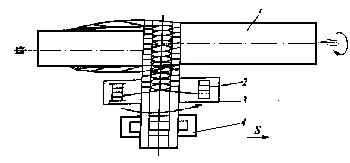
Рисунок 2.3 – Схема косослойной продольно – поперечной намотки.
1 – оправка; 2 – катушка для нитей; 3 – вертлюг для укладки осевых нитей; 4 – ванна для пропитки
Метод заключается в том, что слой продольно- поперечного армирования формируется не в пределах всей оправки, а в пределах технологической ленты, укладываемой на оправку спирально-винтовым методом с малой подачей. Набор требуемой толщины стенки формуемого изделия осуществляется обычно за один ход раскладывающего устройства (Рисунок 7) [9].
Так как выбранное мной изделие должно применяться в нефтегазовой промышленности, через которые могут перекачиваться так же углекислый газ, от -50°С до + 100°С, то целесообразно выбрать стеклопластик на основе непрерывного волокна из С-химического стекла. Важным моментом для производства качественного изделия являются адгезия смолы и пропитываемость волокон, так как монолитность и совместная работа волокон обеспечивается полимерным связующим. Поэтому связующее выбираем – эпоксидное.
Влияние состава и структуры стеклопластиков на их обрабатываемость
Для установления влияния состава и структуры на обрабатываемость стеклопластиков были сопоставлены коэффициенты обрабатываемости стеклопластиков по различным видам классификации.
Таблица 2.2 – Коэффициенты обрабатываемости стеклопластиков:
|
Стойкость r, в мин |
Коэффициент обрабатываемости K>v>>, >>T> стеклопластиков |
||
|
ЭФБ-П |
АГ-4С |
27-63С |
|
|
10 |
0,753 |
1* |
1,25 |
|
30 |
0,74 |
1 |
1,18 |
|
45 |
0,73 |
1 |
1,165 |
|
150 |
0,76 |
1 |
1,30 |
|
* - За единицу приняты скорости резания стеклопластика АГ-4С |
На обрабатываемость стеклопластиков оказывает влияние стекловолокно. Так, коэффициент обрабатываемости стеклопластиков на основе кремнезёмного волокна (наиболее труднообрабатываемые стеклопластики) в 2,5 – 3 раза ниже коэффициента обрабатываемости стеклопластиков с алюмоборосиликатным волокном (СК-9Ф, ЭФ-32-301). Такого существенного различия в обрабатываемости не наблюдается при анализе влияния типа связующего. Стеклопластикам на основе кремнийорганических, фенолформальдегидных и эпоксидных связующих свойственны как большие, так и малые значения коэффициентов обрабатываемости, разница значений которых в пределах каждой группы достигает от 3 до 10 раз (Таблица 2.3).
Таблица 2.3 – Влияние типа связующего на обрабатываемость стеклопластиков:
|
Вид связующего |
|||||||
|
Полиэфирное |
Эпоксидное |
Фенолформальдегид-ные |
Кремнийорганические |
||||
|
Марка СП |
Коэффии-ент стойкости, в мин |
Марка СП |
Коэффици- ент стойкости, в мин |
Марка СП |
Коэффици- ент стойкости, в мин |
Марка СП |
Коэффи-циент стойкости, в мин |
|
ПН - 1 |
0,96 |
ЭФ 32-301 |
0,56 |
П-5-2 |
0,15 |
РТП |
0,067 |
|
ЭДТ-10П |
0,88 |
ВТФ |
0,087 |
Т3-9Ф |
0,162 |
||
|
27-63С |
1,18 |
ФН |
0,87 |
СК-9Ф |
0,6 |
||
|
33-18С |
1,62 |
АГ-4С |
1,37 |
||||
|
ЭФБ-П |
0,74 |
АГ-4В |
0,84 |
||||
|
ЭФБ-Н |
1,63 |
Коэффициент обрабатываемости стеклопластика на полиэфирном связующем незначительно отличается от средних значений коэффициентов обрабатываемости стеклопластиков на основе фенолформальдегидных и эпоксидных смол.
Следовательно, не связующее, а наполнитель, являясь причиной износа режущего инструмента, определяет обрабатываемость композиционного материала.
При исследовании влияния ориентации стекловолокна на обрабатываемость пластиков не выявлено четкой зависимости. Коэффициент обрабатываемостистеклопластиков с неориентированным и ориентированным взаимоперпендикулярным расположением волокон лежит практически в одном интервале значений (Таблица 2.4). При точении стеклопластиков с однонаправленным расположением волокон режущая кромка не перерезает, а скользит по поверхности волокна в процессе резания.
Таблица 2.4 – Зависимость коэффициента обрабатываемости от ориентации волокна в стеклопластике:
|
Ориентация волокна |
|||||
|
Анизотропные СП |
Стеклотекстолиты |
Изотропные СП |
|||
|
Марка СП |
Коэффициент стойкости, в мин |
Марка СП |
Коэффициент стойкости, в мин |
Марка СП |
Коэффициент стойкости, в мин |
|
27-63С |
1,18 |
ВФТ |
0,87 |
АГ-4В |
0,84 |
|
АГ-4С |
1 |
ФН |
1,37 |
П-5-2 |
0,16 |
|
33-18С |
1,62 |
ЭФ 32-301 |
0,56 |
РТП |
0,067 |
|
ПН-1 |
0,96 |
||||
|
ЭФБ-П |
0,74 |
||||
|
ЭФБ-Н |
1,63 |
||||
|
Т3-9Ф |
0,16 |
||||
|
ЭДТ-10П |
0,88 |
На обрабатываемость стеклопластиков не малое влияние оказывает метод их изготовления. Влияние методов изготовления стеклопластиков на их обрабатываемость объясняется различной степенью плотности волокон в стеклопластике и пористостью, различной адгезией связующего к стекловолокну[10].
Обрабатываемость материалов в значительной степени в значительной степени зависит от теплообразования и теплораспределения, возникающих в процессе резания. Однако такие физические свойства стеклопластиков, как коэффициент, для различных марок стеклопластиков изменяются в незначительных пределах. Анализ свойств более 20 марок стеклопластиков показал, что значения коэффициентов теплоёмкости с и коэффициентов теплопроводности λ колеблются в пределах с=0,84∙103 – 1,46∙103 Дж/(кг·К) и λ=0,35 – 0,45 Вт/(м∙К).
Данный анализ позволяет установить те свойства стеклопластиков, которые могут оказать влияние на процесс резания и, следовательно, на обрабатываемость.[10]
2.3 Факторы, вызывающие погрешности элементов резьбы
Источники погрешностей параметров упорной специальной резьбы можно разделить на три группы: технологические, конструктивные и эксплуатационные.
Технологические факторы:
а) заточка режущей части инструмента;
б) установка режущего инструмента относительно оси изделия;
в) износ режущего инструмента;
г) качество материала обрабатываемого изделия;
д) режимы резания;
е) человеческий фактор (в том числе квалификация рабочего).
Конструктивные факторы:
а) Габариты и конфигурация изделия;
б) Номинальные размеры резьбы (d, S, S>B>, t, β, γ, L>P>);
в) Жесткость детали (толщина ее стенки).
Эксплуатационные факторы:
а) Температура окружающей среды;
в) Изменение физико-механических характеристик и размеров от времени и эксплуатации;
в) Отличие коэффициентов линейного термического расширения соединяемых деталей.
Все эти факторы могут вызвать отклонения элементов резьбы вследствие скрытых дефектов материала (пор, трещин, отслоений и т.д.), температурных деформаций, погрешностей заточки и установки резьбы и др. Рассмотрим наиболее существенные из них.
Влияние конусности детали на величину ширины витка. Конусность, возникающая в результате неточности оборудования или вследствие износа проходного резца. Однако при выходе конусности за верхнюю границу допуска наружного диаметра для обеспечения надёжной свинчмваемости последний необходимо обточить дополнительно с припуском, равным (Рисунок 2.4).
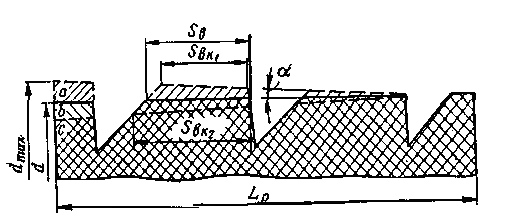
Рисунок 2.4 – Влияние конусности детали на величину ширины витка резьбы по наружному диаметру
2ab=L>p>k = 2L>p>tgα (2.1),
где L>p>- длина резьбы;
α – половина угла при вершине конуса.
Погрешность ширины витка при этом будет
ΔS>В3>=L>p>tgα (tgβ + tgγ) (2.2).
Эту погрешность необходимо учитывать только при нарезании резьб на проход на деталях с отношением L/d > 6.
Отличие коэффициентов линейного расширения материалов соединяемых деталей. Различие указанных коэффициентов может сказаться на погрешности
Δl=αL>P>ΔT (2.3),
где Δl – приращение длины;
α – коэффициент линейного ьермического расширения;
L>P> – длина резьбы;
ΔT – приращение температуры.
Максимальная погрешность при Т=20±10ºС составляет ΔS>Т >>max>≤0,03 мм. Температурные деформации узлов станка при нарезании резьбы на точность обработки влияния не оказывают и учёт их не требуется.
Кроме того, соединение (свинчивание) двух труб можно рассматривать как местный процесс сжатия материала. Однако сжимающие напряжения и деформации сами по себе не могут вызвать разрушение. Так как кроме сжимающих имеют место только два вида напряжений - растягивающие и касательные, то при резании стеклопластиков различают два основных типа разрушений: от растягивающих напряжений (путем отрыва) и от касательных напряжений (путём среза).
В резьбовом соединении трубы наиболее часто подвергается поломке конец трубы по первому витку. Переменные нагрузки в сочетании с концентрацией напряжения во впадинах резьбы обусловливают усталостный характер сломов. Разрушению способствуют также неравномерный характер распределения нагрузки по резьбе, отклонения элементов резьбы, связанные с износом инструмента, неравномерностью распределения сил резания [15].
В каждом конкретном случае задачи повышения прочности соединения и точности нарезания резьб должны решаться с учетом специфических особенностей материала деталей, способа изготовления и условий производства. Любое отклонение от оптимальных значений параметров технологического процесса и технологических режимов приводит к ухудшению качества детали, а в дальнейшем к снижению точности при механической обработке.
3 ТЕХНОЛОГИЯ НАРЕЗАНИЯ РЕЗЬБЫ
3.1 Влияние технологической предыстории на точность резьбы
Качество стеклопластиковых деталей определяется четырьмя основными технологическими параметрами: натяжением стеклоткани (нитей или жгутов), удельным давлением прижима, температурой полимеризации, временем полимеризации. Первый и второй параметры определяют плотность намотки, третий и четвертый – структуру материала. Любые отклонения от технологических параметров и режимов приводит к ухудшению качества материала. Так, например, несоблюдение требований по необходимому натяжению армирующего материала и давлению прижима создаёт условия для возникновения пустот, а отступления от режима полимеризации приводят к расслоению материала при обработке.
К наполнителям и полимерным связующим при изготовлении деталей предъявляют ряд требований:
1) стекловолокнистые наполнители должны быть одной марки, партии и даты выпуска;
2) условия хранения компонентов не должны допускать резких перепадов температуры;
3) компоненты полимерных связующих не должны иметь просроченной даты годности;
4) Целесообразно немедленное использование приготовленного связующего.
Из конструктивных факторов наибольшее влияние на точность механической обработки оказывает жесткость детали и длина резьбы. Толщина стенки трубы должна быть такой, чтобы она удовлетворяла и требованиям прочности, и требованиям минимального прогиба под действием силы резания. Так как резьба выполняется не на всей длине, а с концов, то под резьбу следует делать утолщения с таким расчетом, чтобы размер внутреннего диаметра не был меньше наружного диаметра основного тела трубы.
Длина резьбы выбирается из
расчета получения количества витков n
от 6 до 12, так как большее количество
витков на увеличение прочности резьбы
влияет отрицательно. При отношении
 имеем наилучшие условия для нарезания
резьбы (минимальные деформации самой
детали, наименьшие прогибы детали в
районе резьбы).
имеем наилучшие условия для нарезания
резьбы (минимальные деформации самой
детали, наименьшие прогибы детали в
районе резьбы).
Из технологических факторов преобладающее влияние на точность резьбы оказывают три: заточка режущей части инструмента, установка резца относительно оси детали, износ режущего инструмента. Данные факторы составляют 30 – 40 % от суммарной погрешности резьбы. Из эксплуатационных факторов следует учитывать различие коэффициентов линейного термического расширения (КЛТР) соединяемых материалов, особенно при эксплуатации при повышенных температурах.
Таким образом, чтобы производить механическую обработку стеклопластика с необходимой точностью, требуется четкая организация и обеспечение всего технологического процесса на всем этапе изготовления детали – от исходных материалов для намотки до контроля после механической обработки (точения и резьбонарезания) [4].
3.2 Процессы, протекающие при нарезании резьбы
3.2.1 Процесс стружкообразования
Стружкообразование в значительной степени определяет процесс резания и его результаты. От процесса стружкообразования зависят сила резания, расход энергии, количество выделяющейся теплоты, точность и качество обработки, условия работы инструмента и станка. Характер образования стружки и её типы во многом определяются свойствами обрабатываемого материала. Характерная особенность процесса резания в том, что стружка образуется в процессе преодоления упругих деформаций (для стеклопластика в этом случае область пластических деформаций практически отсутствует). Обработанный материал, упруго сжатый во время резания, затем упруго восстанавливается.
В первоначальный момент внедрения инструмента происходит сжатие материала изделия, что приводит к сжатию контактных слоёв и увеличению площади соприкосновения с инструментом. При дальнейшем увеличении нагрузки сначала происходит хрупкое разрушение полимерной матрицы с образованием опережающей трещины. Появляется зона сдвига, являющаяся условно плоскостью скалывания. Одновременно происходит как нарушение адгезионных связей между волокнами армирующего материала и полимерной матрицей, так и разрушение (разрыв) волокон. Образуется элемент стружки, который перемещается вдоль плоскости сдвига, чему способствует непрерывное перемещение инструмента.
В процессе смещения элемента стружки происходит дальнейшее сжатие материала и образование нового элемента стружки, который отделяется в тот момент, когда сила, действующая на резец, превысит силы внутреннего сцепления. Если адгезионная связь между волокнистым материалом и полимерной матрицей васока, то получается сливная стружка. При недостаточной адгезии образуется элементная стружка или стружка надлома. Увеличение степени износа инструмента приводит к сильному измельчению стружки, появлению большого числа пылевидных частиц. В целом, разрушение армированных полимерных материалов можно считать как упругое.
Схема армирования также влияет на процесс стружкообразования. Если угол намотки совпадает с траекторией вершины резца, то развивается опережающая трещина вдоль траектории, а резец скользит вдоль поверхности волокна, не разрушая его. Если угол армирования не совпадает с траекторией резания, тогда опережающая трещина развивается в направлении армирования и образуется стружка надлома. Таким образом, механизм стружкообразования при резании можно представить следующим образом. Под действием механических напряжений в зоне наибольших касательных напряжений (ее принимают за условную плоскость сдвига) протекают периодические сдвиговые явления, приводящие к упругому разрушению обрабатываемого материала и формированию, в зависимости от условий обработки и схемы армирования материала, стружки того или иного типа [12].
Вблизи вершины резца обрабатываемый материал испытывает деформации растяжения, перпендикулярные к направлению резания, и деформации сжатия, направленные вдоль резания. Максимальные напряжения сжатия наблюдаются у вершины резца. Особенность обработки армированного пластика – наличие существенного слоя сжатия, находящегося ниже линии среза, что приводит к его упругому восстановлению. Это является причиной погрешности размеров.
Частички разрушенного материала (стеклянные волокна), смешанные с частичками затвердевшего связующего, рассеиваются в воздухе и загрязняют его. При механической обработке стеклопластик подвергается и тепловому воздействию. При этом происходят химические превращения, которые сопровождаются выделением различных низкомолекулярных соединений. Кроме того, образование пылевоздушной смеси в производственном помещении может привести к взрыву. Опасность возникновения взрыва весьма велика, т.к. при обработке стеклопластика без использования смазочно-охлаждающих жидкостей на поверхности изделия возникает потенциал электростатических зарядов от 2,5 до 10 кВ, разряд которого может вызвать искру.
Поэтому нельзя допускать отложение слоев пыли на оборудовании, полах, стенах. В качестве дополнительных мер по снижению распространения пыли и стружки устанавливаются средства улавливания пыли в зоне резания, ограждение зоны резания, местные вентиляционные устройства.
ВЦНИИОТом разработано пневматическое устройство непрерывного удаления элементной стружки и частиц пыли непосредственно от режущей части инструмента. Особенностью устройства является то, что пылестружкоприемное устройство тесно связано с резцедержавкой и составляет ее неотъемлемую часть. Основными частями пневматической системы являются резец-пылестружкоприемник (Рисунок 3.1) и вентиляционная установка. Резец-пылестружкоприемник представляет собой державку, выполненную за одно целое с пылестружкоприемником. Расстояние от входного сечения пылестружкоприемника до режущей кромки не должно превышать 8 мм.
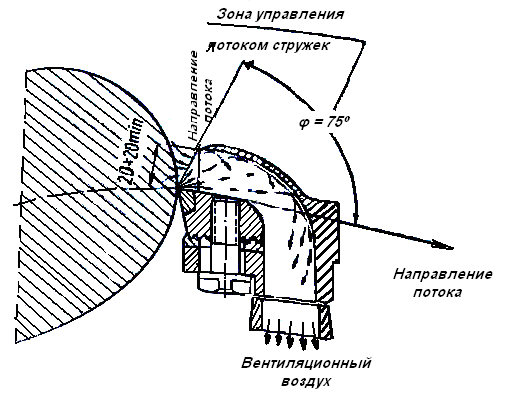
Рисунок 3.1 – Схема резца с пылестружкоприемником
Вентиляционная установка, предназначенная для создания всасывающего воздушного потока во входном сечении резца-пылестружкоприемника, способствует улавливанию стружки и пыли в пылестружкоприемник и обеспечивает непрерывное удаление и транспортировку их в стружкосборник. Производительность вентиляционной установки, рассчитанной на одни станок должна составлять порядка 800 м3/ч [10].
3.2.2 Тепловые явления
В отличие от металлов, армированные стеклопластики обладают низкой теплостойкостью. При температурах выше 300-350ºС начинаются интенсивная термодеструкция и разложение полимерного связующего. Это приводит к резкому ухудшению свойств материала, появлению прижогов и большого по величине дефектного слоя. Поэтому обработку армированных пластиков следует вести при таких режимах, чтобы температура не превышала 300ºС.
Теплота, образующаяся при резании, является результатом работы деформаций, трения стружки и обрабатываемого изделия о переднюю и заднюю поверхность инструмента, механических превращений полимера, разрушения волокон.
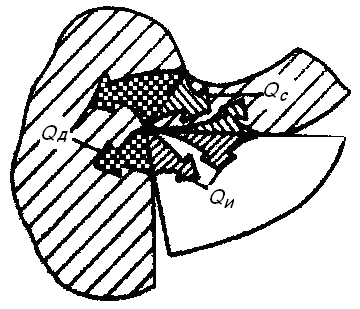
Рисунок 3.2 – Схема движения тепловых потоков
Выделяющаяся в зоне резания теплота расходуется (Рисунок 3.2) между инструментом, стружкой, обрабатываемой деталью и средой, причём отвод теплоты в окружающую среду весьма мал и им можно пренебречь, тогда
 (3.1),
(3.1),
где Q>C>, Q>И >и Q>Д> – количество теплоты, отводимое соответственно в стружку, инструмент и детальКонцентрация теплоты в инструменте приводит к значительному повышению температуры на его режущих кромках, что нельзя не учитывать при выборе инструментального материала и оценке интенсивности изнашивания резцов. Соотношение составляющих расходной части теплового баланса в среднем составляет: Q>C> ≈ 5%; Q>И> ≈ 90% и Q>Д> ≈ 5%.
С увеличением времени работы и нарастанием износа температура в зоне резания главным образом на режущих кромках инструмента возрастает и может достигать 600ºС [12].
3.2.3 Износ режущего инструмента
Для управления процессом резания и обеспечения производительности обработки необходимо выяснить природу и закономерности изнашивания инструмента. Известно, что изнашивание инструмента при резании материала носит комплексный характер, т.е. абразивно-механическое, диффузионное, адгезионное, усталостное, химическое и другие виды изнашивания, причём в зависимости от условй обработки преобладает тот или иной вид изнашивания, который и является определяющим.
Так, диффузионный износ при нарезании резьбы на стеклопластиковых изделиях отсутствует, так как для этого необходимо повышение температуры более 900ºС, в то время как в зоне резания она не поднимается выше 600ºС. Наличие полимерного связующего и его деструкция приводят к появлению поверхностно-активных веществ в зоне резания, интенсифицирующих процесс изнашивания.
Армирующие волокна (в данном случае стеклянные) оказывают абразивное воздействие на режущий инструмент, и происходит истирание режущей поверхности (абразивно-механическое воздействие) (Рисунок 3.3).
Адгезионный износ практически отсутствует, так как условиями для его возникновения являются сродство между инструментом и обрабатываемым материалом, высокое давление в зоне резания и пластические деформации Разрушение пластиков при резании носит упругий характер, что исключает возможность такого износа.
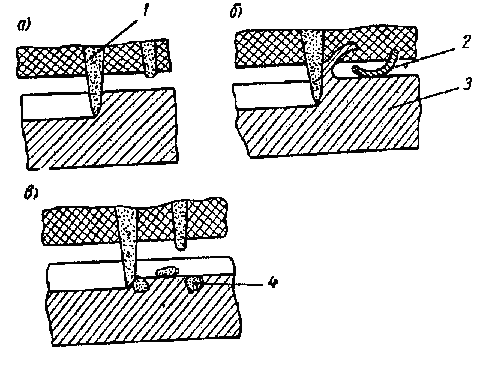
Рисунок 3.3 – Схема воздействия стекловолокна на материал режущей части инструмента: а) пластическое деформирование; б) образование микростружки; в) хрупкое разрушение.
1 – стекловолокно; 2 – микростружка; 3 – материал режущей части; 4 – различные включения.
Предпосылкой химического износа является возможность химического взаимодействия полимера с металлом в мономолекулярном слое на границе раздела. Кроме этого возможен так же водородный износ, возникающий при трении между инструментальным и обрабатываемым полимерным материалом. Возникающие при трении ионы водорода проникают в имеющиеся микротрещины. В зародышах трещин протоны водорода могут приобрести электроны и образовать атомы, а затем - молекулы. Увеличиваясь в размерах, они с огромной силой распирают поверхности в месте дефекта. Трещины, сливаясь друг с другом, приводят к разрушению поверхностного слоя.
От износа и стойкости к нему инструмента зависит точность нарезаемой резьбы и качество получаемой поверхности [10].
3.3 Технологические особенности нарезания резьбы
Рассмотрим весь комплекс вопросов, связанных с нарезкой резьбы: оборудование, технологию, включая подготовку концов труб к нарезанию резьбы, рекомендуемый режущий инструмент.
Технология нарезания резьбы на трубах (Рисунок 3.4) включает в себя несколько операций:
1) Входной контроль трубы:
а) контроль качества поверхности трубы;
б) контроль состояния торцевой поверхности;
в) контроль отклонения от округлости.
2) Подача трубы на специальный токарный станок:
а) установка трубы, закрепление;
б) базирование трубы;
в) установка люнетов.
3) Снятие наружной фаски.
4) Установка резьбового резца по шаблону;
5) Нарезание резьбы:
а) первый проход 0,15 мм; следующие 5 проходов 0,5 мм; 2 чистовых прохода 0,1 мм и 1 зачистной проход 0-0,05мм.
6) Выходной контроль качества резьбы.
7) Снятие трубы со станка и отправка на склад.
3.3.1 Оборудование, приспособления и вспомогательный инструмент
Отличительными свойствами конструкционных стеклопластиков, как уже отмечалось ранее, являются: слоистая структура с различными физико-механическими характеристиками слоёв; низкая теплопроводность; низкая прочность на срез (скалывание); абразивные свойства материала и др.
Эти свойства приводят к некоторым особенностям их механической обработки:
1) режущие кромки инструмента должны быть особенно острыми и ровными;
2) не допускается превышение установленной величины износа режущего инструмента;
3) во избежание расщепления материала следует избегать механической обработки параллельно слоям;
4) при обработке деталей большой длины и диаметра, т.е. при удлиненном цикле работы режущего инструмента, последний сильно нагревается, поэтому целесообразно применять многоинструментную обработку или уменьшать режимы резания;
5) для удаления возникающей при механической обработке смолостеклянной пыли и мелкой стружки каждый станок должен быть оснащён вытяжной вентиляцией.
В машиностроении нарезание резьбы производят на токарно-винторезных, винторезно-токарных, но в основном на резьбообрабатывающих станках. Основными типами резьбообрабатывающих станков являются резьбонарезные, резьбофрезерные, гайконарезные, резьбо- и червячно-шлифовальные станки. Способы резьбообрабатывания, применяемый при этом резьбонарезной инструмент и резьбообрабатывающие станки весьма разнообразны.
Образование резьбы способами нарезания и фрезерования для наружной резьбы производят резьбовыми резцами, винторезными головками, гребенчатыми и дисковыми резьбовыми фрезами, круглыми плашками. Резьбо-фрезерование один из самых производительных методов – выполняется на специализированных резьбофрезерных станках (Рисунок 3.5).
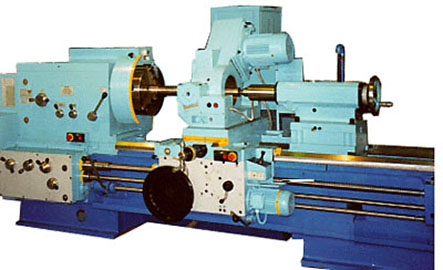
Рисунок 3.5 – Станок специальный токарный с ЧПУ. Модель РТ818Ф4
Станок предназначен для нарезания любого профиля резьбы методом вихревого фрезерования (Основные характеристики представлены в Таблице Б1). Вихревой метод является обработкой резанием с прерывистым снятием стружки. Вихревое нарезание резьбы полностью автоматизировано.
Преимущества:
1) сокращение основного времени обработки детали по сравнению с нарезанием резьбы резцами обычным способом;
2) чистота поверхности резьбы почти, а иногда и полностью соответствует чистоте шлифованной;
3) образование суставчатой легко транспортируемой стружки;
4) точность формы обработанной детали, т.к. стружка каждым резцом снимается небольшая (в виде запятой) и усилие резания невелико;
5) обработка возможна без охлаждения.
Метод вихревой обработки и оборудование для этого.
Вихревая обработка является наиболее экономичным методом нарезания внутренних и наружных резьб, эксцентриковых и экструдерных червяков и других спиралевидных деталей специальных профилей. АООТ "РСКБС" разрабатывает, а АООТ "РСЗ" изготовляет современное оборудование для следующих отраслей производства агрегаты, станки и инструмент для вихревого резьбофрезерования наружных и внутренних резьб и червяков всевозможных профилей.
Для получения самых разных профилей резьбы путем наружного и внутреннего нарезания мы пользуемся тремя различными способами:
1) эксцентрическим вращением инструментов вокруг изделия при одновременном медленном вращении изделия;
2) планетарным вращением инструментальных оправок внутри невращающихся изделий;
3) наружной обработкой крупных изделий с крутыми резьбами [18].
Базирование труб при нарезании наружной резьбы производится по отверстию при помощи конических грибков с насечкой на конусной части, гладких конических грибков, разжимных колец и др., представленных на рисунке3.6.
Обрабатываемая труба одним концом устанавливается на центрующий поясок кольца, закреплённого в патроне токарного станка, а другой прижимается грибком, установленным на вращающемся центре задней бабки.
При обработке труб большой длины для уменьшения прогибов следует применять люнеты с роликовыми опорами. Так как длина трубы равна 6 м, то количество люнетов берётся в количестве 5 штук (при длине трубы более 1,5 м люнеты устанавливаются через 1 м друг от друга и от места закрепления трубы). Для предотвращения поверхности детали от возможных повреждений на нее в районе люнета надевается специальная втулка.
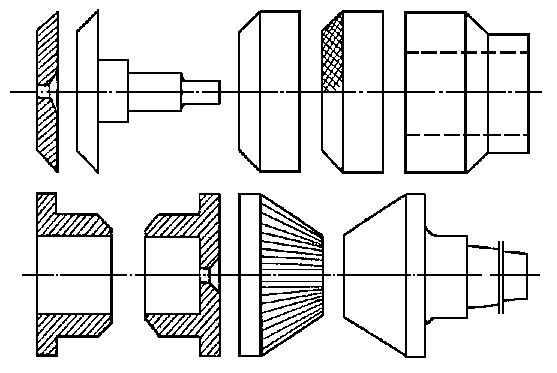
Рисунок 3.6 – Специальные грибки и пробки для базирования труб из стеклопластика
Специальных приспособлений для установки труб не требуется. В нашем случае труба устанавливается на станок вместе с оправкой, на которую производилась намотка. Это следует делать для увеличения жесткости детали, так как изделие тонкостенное [4].
3.3.2 Технологические операции и параметры процесса нарезания
Снятие фаски с наружной поверхности трубы.
Данная обработка производится на станке с числовым программным управлением (ЧПУ) проходным резцом марки PSRNR 3225 P15 с углом фаски j=75°.
При работе на обычном станке необходимо развернуть резцедержатель для обеспечения требуемого угла фаски. Следует заметить, что угол фаски по ГОСТу составляет 65±5, поэтому при применении резца с j=45° мы, в лучшем случае, получим фаску на пределе допуска. В то же время, используя резец с j=75° мы гарантировано получаем фаску с углом, соответствующим требованиям ГОСТ.
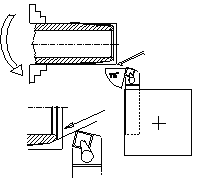
Рисунок 3.7 – Снятие наружной фаски
При использовании станка с числовым программным управлением здесь могут быть применены расточные резцы с различными углами в плане, так как угол обеспечивается программой.
Установка резьбового резца. Серьезным вопросом при резьбонарезании является правильная установка инструмента. На станках с числовым программным управлением инструмент, как правило, настраивается вне станка на специальных оптических приборах. Данные по настройке вносятся потом в специальные корректора системы числовым программным управлением. Правильность установки инструмента в резцедержателе обеспечивается его конструкцией и конструкцией инструментальной оснастки.
Следует отметить, что неправильная установка может привести к получению бракованной резьбы даже при использовании вполне годного инструмента. Необходимо обеспечение двух условий: правильного расположения режущей кромки относительно оси изделия, правильной ориентации инструмента относительно вертикальной оси. Первое требование является достаточно привычным, правда, для резьбообработки оно приобретает особоезначение из-за дополнительных искажений профиля при неправильной установке инструмента К выполнению второго условия, к сожалению, иногда. относятся недостаточносерьезно, хотя оно может самым непосредственным образом сказаться на качестве резьбы.
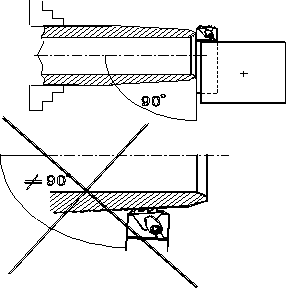
Рисунок 3.8 - Установка резьбового инструмента
Если нет специальных приспособлений для выверки правильности установки инструмента, можно использовать, например, подрезанный торец трубы для проверки параллельности ему державки инструмента. Однако ни в коем случае нельзя настраивать инструмент путем установки параллельности верхушек его зубьев проточенному конусу трубы. Угол наклона линии, проходящей через вершины зубьев гребенки или пластины, никогда не равняется углу уклона конуса. Настраивая инструмент подобным образом, вероятно получить искаженные углы профиля.
Режущий инструмент. Материал режущей части. На производительность, стойкость и прочность резца влияют материал режущей части, конструкция и размеры инструмента, основные геометрические параметры режущей части.
Резцы из быстрорежущих и легированных инструментальных сталей для нарезания резьбы на стеклопластиковых изделиях применять не следует ввиду их малой стойкости. Оптимальным инструментальным материалом при обработке стеклопластиков является вольфрамокобальтовый твердый сплав. Изнашиваниетвердых сплавов при обработке стеклопластиков происходит главным образом за счет абразивного истирания кобальта и выпадения вследствие этого отдельных зерен карбидов. Однако данный инструментальный материал в настоящее время является труднодоступным.
Наиболее перспективными инструментами при точении стеклопластиков, обеспечивающих наивысшую производительность, являются резцы с режущей частью из натуральных или искусственных, синтетических алмазов: АСБ–баллас, АСПК – карбонад99. Они имеют наибольшую из всех инструментальных материалов твердость, высокую теплопроводность, позволяют затачивать режущие кромки резцов с минимальным радиусом округления (1…3 мкм). При обработке алмазными резцами достигается также наименьшая шероховатость обработанной поверхности, высокая точность размеров деталей при высокой стойкости инструментов.
Точение алмазным резцом стеклопластика дает шероховатость обработанной поверхности Rz=10 мкм на режимах резания (V=500 м/мин,
S=0,21 мм/об, t=1,5 мм), значительно превышающих рекомендуемые. Шероховатость поверхности практически не ухудшилась после 4,5 часов работы алмазного резца, хотя резец работал на скорости резания, превышающей в 5 раз скорость резания при точении твердосплавными резцами.
Конструкция резцов. Резьбонарезные резцы бывают стержневые, призматические и круглые, соответствующей длины и сечения; их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Наружную резьбу нарезают прямыми или отогнутыми резцами. Расположение режущих кромок резца должно соответствовать профилю обрабатываемой резьбы. В лунках, уступах, специальной геометрии или стружколомах инструмент не нуждается, так как в дроблении стружки нет необходимости. Резцы токарные резьбовые для наружной резьбы, с пластинами из твердого сплава с релаксированным режущим элементом, и алмазным напылением изготавлены по ГОСТ-18885 и предназначены для нарезания наружной резьбы в деталях или заготовках на универсальном и автоматизированным оборудовании, в том числе на стонках с числовым программным управлением.
Нарезание резьбы выполняется профильным резцом по шаблону на профиль с проверкой шаговым шаблоном (Рисунок 3.9).

Рисунок 3.9 - Резец токарный резьбовой для наружной резьбы
В подобных случаях обычно используется несколько инструментов (черновые и чистовые резцы) для последовательной обработки заданного профиля по слоям. Кроме того, вне зависимости от шага нарезаемой резьбы, который может быть и переменным, профиль всегда остается постоянным.
Геометрические параметры режущей части инструмента. Величины углов заточки режущего инструмента оказывают большое влияние на точность и чистоту обрабатываемой поверхности, стойкость и прочность инструмента, усилия резания и деформации, поэтому выбор их оптимальных значений имеет важное значение.
Форма передней поверхности должна быть плоской, без фасок. Углы в плане φ и φ>1 >определяются профилем резьбы. Значение угла φ определяет соотношение между шириной и толщиной среза при постоянных величинах подачи и глубины среза. Для исключения разбивания впадины резьбы, угол профиля необходимо выполнять на 1º-1º 10΄ меньше необходимого угла профиля резьбы. При величине переднего угла γ=5º , при этом инструмент имеет наибольшую стойкость. Значение заднего угла α может быть определено в пределах 5-15º. Предпочтительное значение угла 5º, а угол наклона главной режущей кромки целесообразно выполнять равным λ=0º.Установка резца
относительно детали производится перпендикулярно оси детали при угле подъема резьбы не более 3º.
Режимы резания. При нарезании резьбы режимы резания определяются скоростью и глубиной резания за каждый проход. Продольная подача определяется шагом резьбы. Подача резца на глубину резания – поперечная подача или врезание для черновых проходов – может быть радиальной или боковой, а для чистовых проходов только радиальной.
Глубину резания выбирают, исходя из припусков на обработку h, мм. Глубина резания на один проход t > 1 мм приводит к значительному снижению стойкости инструмента и ухудшению чистоты поверхности. Оптимальные значения глубины резания можно считать следующие:
Первый проход 0,15 мм
Следующие n проходов 0,5 мм
Чистовые (1–2) проходы 0,1 мм
Зачистные (1–2) проходы от 0 до 0,05мм
Небольшая глубина резания первого прохода делается с целью предотвращения возможных расслоений, сколов и других дефектов. Зачистные проходы следует выполнять для резьбовой поверхности и удаления возникающего при резьбонарезании ворса в углах между сторонами профиля и поверхностью наружного диаметра.
Общее количество проходов при нарезании специальной упорнойрезьбы на стеклопластиковых трубах выбирается в зависимости от шага S резьбы. Резьба должна быть крупной и выбираться в зависимости от размеров прядей стекловолокна и промежутков между ними. В нашем случае шаг резьбы S выбираем равным 10 мм, при этом общее число проходов равно 9 [4].
Скорость резания и стойкость инструмента не зависят от шага резьбы. Увеличение скорости резания свыше 70 м/мин приводит к резкому снижению стойкости инструмента. Рекомендуемые значения скорости резания при нарезании специальной упорной резьбы приведены в таблице 3.1 [4].
Таблица 3.1 – Скорости резания при нарезании специальной упорной резьбы на деталях из стеклопластика:
|
Глубина резания t в мм |
Скорость резания V>T>>, >(в м/мин) |
Глубина резания t в мм |
Скорость резания V>T>>, >(в м/мин) |
|
0,1 |
72 |
0,5 |
58 |
|
0,2 |
69 |
0,75 |
48 |
|
0,3 |
64 |
1 |
38 |
|
0,4 |
61 |
Таким образом, при увеличении скорости и глубины резания интенсивность износа может увеличиться. При этом может наблюдаться непрямолинейность сторон профиля, появляются местные выколы материала, что приводит к снижению прочности резьбового соединения, ухудшению свинчиваемости и надёжности соединения.

Рисунок 3.10 – процесс нарезания резьбы на производстве
На рисунке 3.10 наглядно представлен процесс нарезания резьбы на стеклопластиковых трубах на производстве. Выходной контроль качества резьбы. Согласно ГОСТ 16504-74, контролем называют проверку соответствия продукции, от которого зависит качество продукции установленным техническим требованиям.

Рисунок 3.12 – Шаблон для контроля резьб
Существует вероятность получения бракованной резьбы (неточный шаг, неправильный профиль резьбы, недостаточная чистота поверхности резьбы) в одном (нескольких) сечениях, но она будет связана не только с правильностью выставки инструмента, но и особенностью заготовки (заниженный размер, большая овальность), а также с неверной установкой (биением) заготовки. Но в любом случае контроль параметров свеженарезанной резьбы достаточно необходимо в нескольких сечениях.
При контроле определяются следующие параметры:
- средний диаметр,
- погрешность угла профиля,
- погрешность шага.
- отклонение высоты профиля.
Контроль резьбы осуществляют, как правило, резьбовыми калибрами по шаблонам (Рисунок 3.12), но существуют также различные методы оптического контроля, позволяющие автоматизировать процесс контроля резьбы. Последний рассмотрим подробней.
При автоматизированном контроле параметров особое значение имеет объективность и повторяемость результатов контроля. Очевидно, что«человеческий фактор» существенно снижает достоверность результатов, поэтому при различной степени автоматизации процесса измерения, сбор и переработка информации должны оставаться за машиной. Кроме того, важно оставить возможность встраивания устройства контроля в автоматизированное производство за счет обеспечения подачи изделия на позицию контроля цеховым автоматизированным транспортом.
В разработанных в «ТЕЛЕКОН» устройствах УКРТ для контроля резьбы применяется метод визуального бесконтактного контроля параметров с помощью промышленных видеокамер, работающих на просвет. В устройствах используются уникальные компьютерные технологии по обработке изображений, позволяющие с высокой точностью и достоверностью определять бракованные участки резьбы изделий. Программное обеспечение позволяет получать текущую информацию о процессе измерения и передавать ее в цеховой компьютер.
Устройства могут быть выполнены как для ручной, так и для автоматизированной загрузки деталей. Они имеют высокие адаптивные свойства к неточному базированию измеряемой детали [21].
Способ измерения – непрерывный на всем измеряемом участке резьбы, с поворотом на 22,5 град. измерительных головок в конце каждого прохода [19].
Технические характеристики:
Принцип действия-оптический, бесконтактный
Контролируемые параметры:
Шаг резьбы на длине 25,4 мм и на всей длине резьбы.
Высота профилей.
Угол наклона стороны профиля.
Средний диаметр в основной плоскости.
Предел допускаемой погрешности при контроле:
линейных параметров – 0, 005 мм,
угловых параметров – 10´
Длительность цикла измерения – 60 сек.
В результате цикла измерений резьбы труб, устройства, на основании заданных критериев отбраковки, формируют и передают на монитор и в цеховой контроллер информацию о годности измеренной детали с одновременным отображением таблицы с предельными значениями проконтролированных параметров.
Кроме контроля параметров резьбы, должен проводиться тщательный наружный осмотр для определения чистоты поверхности, выявления наружных дефектов обработки – сколов, расслоений, трещин, ворсистости и т.д.
Резьбовые соединения, предназначенные для работы под нагрузкой, должны подвергаться выборочным прочностным испытаниям для определения качества самого материала и прочности получаемой резьбы. Для нефтепроводов, газопроводов и других деталей подобного назначения проводится комплексная проверка на прочность и на герметичность.
Условия хранения и складирования. Стеклопластиковые трубы могут храниться длительное время на складах и в полевых условиях без изменения физико-механических свойств материала. Обязательным условием является хранение вдали от потенциально возможных источников пламени. На хранение материалов, используемых для монтажа (склеивания) стеклопластиковых труб установлен ряд ограничений. К ним относятся:
1) Температура хранения не должна быть ниже 25°C и выше 40° C
2) Стекловолоконные материалы не требуют специальных условий хранения и не имеют проблем со стабильностью. Тем не менее, рекомендуется использовать помещение для хранения с температурой не выше 40°C и влажностью не выше 75%.
3) Трубы и узлы следует укладывать на деревянные перекладины или на поддоны на ровную поверхность. Если необходимо уложить трубы друг на друга, следует использовать как минимум три деревянные перекладины для каждой секции трубы. С боков укладки должны быть зафиксированы, для избежания раскатывания труб (можно использовать клинья). Когда трубы хранятся на открытом пространстве, необходимо обеспечить крепление для предотвращения их движения или раскатывания. 4) Если трубы и компоненты хранятся при комнатной температуре или выше 50°C и в течение длительного времени, высота кладки не должна превышать 2 м для того чтобы исключить образование овалов на трубах нижнего ряда. Так же следует избегать проведения работ с открытым пламенем в непосредственной близости от труб [20].
ЗАКЛЮЧЕНИЕ
В данной работе были проведены исследования по разработке технологии нарезания резьбы на изделиях из стеклопластиков типа труба. Выбранное мной соединение должно применяться для соединения труб в нефтегазовой промышленности. С учетом этого был проведён подбор химически стойкого материала, который выдерживал бы воздействие химических веществ, протекающих по трубопроводу. В нашем случае это материал на основе эпоксидной смолы и стеклянного химически стойкого волокна марки С. Труба выбиралась стандартная, производимая заводами стеклопластиковых изделий.
Условия работы трубы: температура эксплуатации от -50°С до +100°С. Наружный диаметр труб 400мм, толщина стенки 24 мм, длина. Газовый фактор транспортируемой среды 150 м3/т при давлении 0,1 МПа. Трубы должны быть герметичны в газовой среде при давлении до 4 МПа. Разрушающее, растягивающее осевое усилие по резьбовому соединению «муфта-труба» - не менее 360 Кн.
Кроме того, был подобран специальный упорный профиль резьбы со следующими параметрами:
Шаг резьбы S=10 (мм);
Передний угол профиля γ=5º;
Задний угол профиля β=45º;
Высота профиля t=0,2S=2 (мм);
Ширина витка Sв=7,266 (мм);
Радиус закругления r=0,05S=0,5 (мм);
r>1>=0,02S=0,2 (мм).
Оборудование и приспособления, применяемые для нарезания такой резьбы выбраны, исходя из особенностей материала, его обрабатываемости, условий работы соединения стеклопластик – стеклопластик и металл – стеклопластик и условий производства (автоматизированное производство на предприятиях). Для нарезания резьбы рекомендую применять специальный станок токарный с числовым программным управлением для нарезания любого профиля резьбы методом вихревого фрезерования. Модель станка РТ818Ф4. Материал режущей части резца изготавливается из вольфрамо-кобальтового твердого сплава или из натуральных или искусственных, синтетических алмазов: АСБ-баллас, АСПК-карбонад99. Эти материалы хорошо сопротивляются износу при обработке стеклопластика и обеспечивают точность размеров нарезаемой резьбы.
Скорость резания выбирается в зависимости от глубины и шага резьбы. Общее число проходов резцом равно 9. Так же, было предложено воздушно-плазменное напыление металлического порошка (смесь вольфрама, кобальта, молибдена и латуни) с целью придания ей улучшенных эксплуатационных свойств: износо-коррозионно-тепло-жаростойкости, электроизоляционной защиты и т.д.
Были рассмотрены методы выходного контроля нарезаемой резьбы. Это метод визуального бесконтактного контроля параметров на устройствах УКРТ, разработанных в «ТЕЛЕКОН» и контроль резьбовыми калибрами по шаблонам.
Стеклопластиковый материал хоть и не требует специальных условий хранения, тем не менее, температура должна быть в пределах 25-40ºС при относительной влажности не более 75%.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Ягубов Э.З. Устройство для соединения труб из полимерных композиционных материалов. - Конструкции из КМ, 2007, № 4, с. 78 – 86.
2. http://www.akpr.ru/rep.php?id=486&x=3&i=2
3. Ершов Е.М., Мордвин А.П. Изготовление резьб на деталях из стеклопластика. Издательство «Машиностроение», 1969г., 128 с.
4. Ершов Е.М. Давыденко В.И. Прогрессивные методы получения высокопрочных резьб на стеклопластиковых трубах. Сборник трудов ЛМИ, № 55, Л., 1996
5. http://www.bmstu.ru/~rk3/okdm/lr/lab_2.htm
6. Резьба упорная специальная. Размеры и допуски. Нормали госкомитета НО 3113 – 59, НО 3114 – 59.
7. Стандарт: ГОСТ 13536-68 Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски.
8. http://ru.wikipedia.org/wiki/Резьба
9. И. М. Буланов, В. В. Воробей Технология ракетных и аэрокосмических конструкций из композиционных материалов. Издательство МГТУ им. Н. Э. Баумана, Москва, 1998г., 518 с.
10. Руднев А. В. Королёв А. А. Обработка резанием стеклопластиков. Издательство «Машиностроение», Москва, 1969г., 116 с.
11. Тюкаев В.Н. Стекловолокниты.- В кн.: Пластики конструкционного назначения. М.: Химия. 1974, с.120-204.
12. Степанов А.А. Обработка резанием высокопрочных композиционных полимерных материалов. – Л.: Машиностроение, 1987. – 176 с., с ил.
13. http://www.neftegazexport.ru/armortubes1.htm