Анализ производственной деятельности ООО "Васильевский стекольный завод"
Введение
Завод расположен возле г. Казани напротив впадения р. Волга одного из его притоков – реки Свияги, в устье которой находился известный своими архитектурными памятниками город – остров Свияжск. Называется завод просто – Васильевский стекольный завод. Основателем был богатый человек П.И.Богданов – содержатель трактира и ночлега для приезжих.
День пуска – 20 января 1901 года стал днем рождения Васильевского стекольного завода.
1931 и 1932 годы были тяжёлыми на заводе, особенно после лета 1931 года, когда от страшного пожара выгорела половина села Васильево.
В 1946 году завод был выведен из военного подчинения в ведение Министерства машиностроения и приборостроения СССР и приступил к серийному производству продукции. В этом же году построили новую стекловаренную печь ”Фурко”, начался выпуск оконного стекла.
В 1947 году завод освоил выпуск нового жаростойкого стекла ”Пирекс”, из которого можно изготовить химпосуду и химприборы по спецзаказам.
В 1958 году завод получил официальное наименование: Васильевский стекольный завод химико-лабораторных приборов и посуды ”Победа труда”.
С 1959 года началось строительство трех новых цехов: гончарного, стеклодувно – аппаратурного и составного. В это время завод варил три состава стекла: ”Пирекс”, БД-1, 16-Ш. В составе завода действовали семь цехов, и все они работали слаженно.
Изделия с маркой завода: колбы, пробирки, химические стаканы, чашки, дефлегматоры, холодильники, трубки пользовались славой не только в СССР, но и за пределами нашей Родины. Министерство торговли и потребительских услуг РТ и Фонд Всемирного конгресса татар в 1997 году наградило предприятие дипломом на выставке-конкурсе ”Лучший сувенир” и присудило 3 место.
1 декабря 2003 года завод реорганизован в общество с ограниченной ответственностью «Васильевский стекольный завод». В настоящее время завод оснащен современным и зарубежным технологическим оборудованием; выпускает продукцию, соответствующую мировым стандартам, и достойно представляет нашу страну на мировом рынке.
1. Характеристика сырья и готовой продукции
1.1 Характеристика исходного сырья и материалов
Сырьевые материалы для производства стекла делят на две группы- главные ( SiO2, B2O3, Al2O3, Na2O, K2O и др. ) и вспомогательные ( красители, осветлители, ускорители, глушители и др. ). К числу главных сырьевых материалов в стеклоделии относят и стекольный бой, который добавляют в шихту ( до 25- 30% ) в обязательном порядке для облегчения процесса стекловарения. Стекольный бой по химическому составу должен соответствовать составу основного стекла.
Шихта- это однородная смесь компонентов для стекловарения, которую готовят путем дозирования по заданному рецепту подготовленных сырьевых материалов и их тщательного перемешивания. От точности и тщательности подготовки исходных компонентов и их смешивания зависит качество сваренной стекломассы. Допустимые отклонения обычно не превышают 0,5-1%. Смешивание производят в тарельчатых смесителях периодического действия. Влажность шихты рекомендуется поддерживать на уровне 4-5%. SiO2 - кремнезём, повышает вязкость стекломассы, тугоплавкость, механические свойства стеклоизделий, термостойкость.
B2O3 - борный ангидрид, повышает термическую и химическую стойкость, скорость варки и осветления. Снижает склонность стекла к кристаллизации.
Al2O3 - глинозем, повышает температуру плавления, размягчения, увеличивает вязкость, поверхностное натяжение, химическую стойкость, механические свойства.
Na2O - оксид натрия, ускоряет стеклообразование, осветление, повышает ТКЛР. Снижает температуру варки, термостойкость, химическую стойкость.
K2O - оксид калия, ускоряет процесс варки и осветления, повышает ТКЛР. Снижает склонность стекла к кристаллизации, улучшает колер стекла.
Таблица 1.1- Характеристика сырья
|
Наименование сырьевых материалов |
Марка |
Сорт |
|
|
Песок кварцевый |
ГОСТ 22551-77 |
Б |
1-ый сорт |
|
Борная кислота |
ГОСТ 18704-78 |
ОВС-020-В |
Высший или 1-ый сорт |
|
Сода кальцинированная техническая |
ГОСТ 5100-85 |
Б или В |
1-ый сорт |
|
Натрий азотнокислый технический |
ГОСТ 828-77 |
Б |
Высший или 1-ый сорт |
|
Селитра калиевая техническая |
ГОСТ 19790-74 |
Б |
1-ый сорт |
|
Глинозем металлургический |
ГОСТ 30558-98 |
Б |
1-ый сорт |
|
Соль поваренная |
ГОСТ 13830 |
Г-00 |
1-ый Сорт |
1.2 Характеристика готовой продукции
Вырабатываемое Васильевским стекольным заводом стекло химико-лабораторное, боросиликатное, группы ТС (термически стойкое). Это стекло обладает физическими свойствами, характерными только для него: термической и химической стойкостью. Термостойкость – это способность стекла, не разрушаясь, сопротивляться резким изменениям температуры. Мерой термостойкости является температурный перепад, который стекло выдерживает, не разрушаясь. Химическая стойкость – это способность стекла противостоять разрушающему действию воды, газов атмосферы, растворам солей, щелочей и других химических реагентов. Сырьевые материалы со склада поступают в составной цех для обработки и приготовления шихты. Предварительно подготовленный стеклобой в соответствии с заданным рецептом, смешивается с шихтой и приготовленная шихтовая смесь, загружается в стекловаренную печь. Сваренная стекломасса подвергается прессованию на автоматизированной линии. После отжига изделия разбраковываются контролерами ОТК, комплектуются упаковываются и отправляются на склад.
Таблица 1.2- Характеристика готовой продукции
|
№ п/п |
Наименование |
Размеры изделия |
||
|
Диаметр, мм |
Высота, мм |
Толщина стенки, мм |
||
|
1 |
Блюдце |
150 |
17 |
3,5±0,5 |
|
2 |
Кастрюля 1,5 л |
247,5 |
79 |
5±0,5 |
|
3 |
Крышка к кастрюле 1,5 л |
257,5 |
29 |
5±0,5 |
|
4 |
Крышка 0 220 |
233,5 |
36 |
4±0,5 |
|
5 |
Крышка 0 240 |
253,5 |
40 |
4±0,5 |
|
6 |
Крышка 0 260 |
273,5 |
45 |
4±0,5 |
|
7 |
Крышка 0 280 |
293,5 |
50 |
4±0,5 |
|
8 |
Корпус кастр. 1л |
292,5 |
66,5 |
5±05 |
|
9 |
Крышка к кастр. 1л |
235 |
29 |
5±05 |
Химический состав стекла, масс.
% SiО>2> - 80.0±l Na>2>О - 4,0±0,8
В>2>О>3> - 12.8±0,3 К>2>О - 1.0±0,1
АI>2>О>3 >- 2,2±0,1.
Химическая стойкость стекла определяется лабораторией завода один раз в 3 месяца.
Полный химический анализ стекла производится лабораторией завода два раза в месяц для каждой стекловаренной печи.
Термическая стойкость, °С, не менее 150±3°С
Средний коэффициент линейного теплового расширения в интервале температур от 20 до 300 °С 37±1 х 107 град. -1.
Удельная разность хода лучей полярископа - поляриметра при контроле остаточных напряжений после отжига изделий не должна превышать 100 нм/см.
Существует три основных технологических свойства расплава – это вязкость, скорость твердения и поверхностное натяжение.
Вязкость – это сопротивление перемещению одних слоёв жидкости относительно других, вызванное силами внутреннего трения. Зависит от температуры и химического состава стекла. Измеряется в Па·с.
Скорость твердения стекол – это изменение вязкости в зависимости от температуры и времени. На скорость твердения стекол влияет температура, форма и размер изделия, химический состав стекла. Стекла с медленно нарастающей вязкостью называется ,,длинными”, а с быстро нарастающей- ,,короткими”.
Поверхностное натяжение – это силы межмолекулярного взаимодействия в жидкости. Зависит от температуры и химического состава стекла.
Физические свойства стекла:
1) Термические: теплоемкость, теплопроводность, тепловое расширение, термостойкость.
2) Механические: упругость, твердость, хрупкость, прочность.
3) Плотность.
4) Оптические: преломление и дисперсия, отражение, рассеяние, светопоглощение и светопропускание, двойное лучепреломление.
5) Химическая стойкость.
2. Технологическая схема и ее описание
Сырьевые материалы доставляются на завод железнодорожным и автотранспортом, разгружаются на сырьевой склад участка приготовления шихты и, не подвергаясь никакой дополнительной обработке, отвешиваются согласно данному химической лабораторией рецепту и подаются в смеситель шихты. Смеситель тарельчатого типа смешивает сырьевые материалы, превращая их в однородную сыпучую шихту. Готовая шихта в специальных емкостях транспортируется в цех стекловарения на тракторе, выгружается на загрузочную площадку печи и в определенном соотношении с возвратным стеклобоем, (взвешивание производится на платформенных весах) подается в расходный бункер. Из расходного бункера вибропитателем шихтовая смесь подается в воронку плунжерного загрузчика. Работа загрузчиков (их два) осуществляется в автоматическом режиме. Варка стекломассы производится в стекловаренной печи – непрерывного действия, регенеративной, с подковообразным направлением пламени, нижним подводом топлива ( под влет горелки), с глухим разделением по пламенному пространству и протоком по стекломассе, отапливается природным газом, суточной производительностью 7,5 тонн. Сваренная стекломасса из варочной части через выработочный канал поступает в выработочные части, одна из которых предназначена для ручного отбора стекломассы и производства выдувных и прессованных изделий на полуавтоматических прессах, другая – для механического отбора стекломассы роботом – наборщиком и прессования стеклоизделий на механизированной линии. Обе рабочие части имеют поверхностный слив стекломассы.
Изделия из боросиликатного стекла производятся двумя способами: ручным и механизированным прессованием, ручным выдуванием, плоский дрот производится вытягиванием вручную.
Прессованная продукция на механизированной линии производится следующим образом: порция стекломассы, набранная роботом-наборщиком, подаётся в пресс-форму пресса, происходит процесс прессования, далее изделие передаётся на оплавочную машину, где производится оплавка края, огневая полировка и при необходимости прожигание отверстий в крышках, затем съемщик стеклоизделий передаёт их на транспортёр, по которому изделия направляются в печь отжига. Печь отжига туннельного типа с транспортирующей стеклоизделия сеткой, отапливается природным газом. Отжиг стеклоизделий производится в соответствии с графиком, обеспечивающим полную ликвидацию остаточных напряжений в стекле.
На выходе из печи отжига изделия разбраковываются контролёрами ОТК и упаковываются в паллет-поддоны. Готовые паллеты автопогрузчиком транспортируются на склад готовой продукции.
В состав механизированной линии по производству прессованных изделий немецкой фирмы ”WALTER” входят:
-автоматический робот-наборщик стекломассы;
-автоматический восьмипозиционный пресс;
-оплавочная машина;
-съёмщик горячих изделий;
-транспортёр;
-загрузчик печи отжига.
Работа всех составляющих механизированной линии синхронизирована, все параметры технологического процесса отображены на мнемосхеме ПК и пульта управления роботом. Процесс стекловарения состоит из 5 стадий: силикатообразование, стеклообразование, осветление, гомогенизация, охлаждение стекломассы.
1. Силикатообразование - это процесс, к концу которого уже нет отдельных компонентов, произошли физико-химические процессы, улетучились газообразные составляющие, характерен тем, что шихта превращается в спекшуюся массу, состоящую из силикатов и кремнезема.
2. Стеклообразование - характерно тем, что к концу этапа стекломасса становится прозрачной, в ней отсутствуют непроваренные частицы шихты, однако ещё много свилей, пузырей - она ещё химически неоднородна.
3. Осветление – вязкость стекломассы снижается, она освобождается от видимых газообразных включений, становится прозрачной.
4. Гомогенизация – служит для придания стекломассе однородности. Стекломассу длительное время выдерживают при высокой температуре, либо перемешивают при помощи механических мешалок или импульсного бурления. К концу этапа стекломасса освобождается от свилей и становится однородной.
5. Охлаждение – температуру стекломассы снижают на 200-300°С, чтобы получить необходимую вязкость при выработке изделия.
3. Расчетная часть
Для приготовления шихты на 1000 кг стекла боросиликатного по ГОСТу 21400-75 на стекловаренной печи требуется: песок кварцевый ГОСТ 22551-77 781, 75 кг; кислота борная ГОСТ 18704-78 254,5 кг; глинозем ГОСТ 30558-98 18,9 кг; натриевая селитра ГОСТ 828-77 41,3 кг; сода кальцинированная ГОСТ 5100-85 57,5 кг; селитра калиевая ГОСТ 19790-74 29,4 кг; соль поваренная 1 сорт ГОСТ 13830 26,75 кг.
|
Приход |
т/сут |
Расход |
т/сут |
|
Сварено за счет шихты Сварено за счет стеклобоя |
4,52 3,01 |
Получено готовой продукции Получено стеклобоя |
3,23 4,30 |
|
Итого: |
7,53 |
Итого: |
7,53 |
В закупном стеклобое предприятие не нуждается.
4. Основное оборудование
ОАО «Васильевский стекольный завод» производит химико-лабораторную посуду, приборы и оборудование из термостойкого боросиликатного стекла группы ТС ГОСТ 21400-75, прессованную посуду хозяйственную из боросиликатного стекла согласно СТО 14916274-001-2006.
Продукция из стекла группы ТС - изделия производственно-техничекого назначения : аппараты для получения дистиллированной воды, перегонки различных веществ и пр., химическую посуду (колбы, стаканы) и химическую аппаратуру (холодильники, дефлегматоры, переходы, насадки, соединительные элементы и т.д.) - всего более 200 наименований. Незначительный объем выпускаемой заводом продукции (удельный вес в общем объеме 7%) составляют товары народного потребления - чайники, кофейники, молочники, кастрюли, чайные и кофейные наборы и т.д.
Мощность производства изделий из стекла ТС составляет 890 тн. стекломассы в год, вырабатывается продукции на сумму 31,0 млн.руб.
Мощность производства прессованных крышек для сковородок и кастрюль составляет 1980тн. стекломассы в год на сумму 60,0 млн. руб.
Вся продукция и полуфабрикат для стеклодувно-аппаратурного цеха вырабатывается на стекловаренной печи №1 производительностью 4,5 т стекломассы в сутки - регенеративная, непрерывного действия с подковообразным направлением пламени, отапливаемая природным газом. Вторая стекловаренная печь такого же типа производительностью 7,5 стекломассы в сутки для производства прессованных изделий на автоматизированной линии «Walter».
Варочный бассейн в плане прямоугольной формы со скосами в районе протока. Размеры варочного бассейна 5500 мм x 3600 мм. Глубина варочного бассейна 590 мм. На уровне дна варочный бассейн связан протоком с пережимом.
Проток прямоугольного сечения 300 мм x 700 мм длиной 600 мм. Переливной порог установлен поперек варочного бассейна. Он служит для интенсификации процесса стекловарения и корректировки схемы движения потоков стекломассы.
Загрузка шихты и стеклобоя предусматривается 2-мя загрузчиками ЗШП-1. Горелки служат для подачи топлива в печь. Расположены горелки с торцевой стороны печи. Воздух подается по поперечному сечению горелки, топливо вводится снизу с помощью 4-х горелок с регулируемой длиной факела типа ГГРМ.
Дополнительный электроподогрев осуществляется тремя электродами, два из которых установлены в торцевой проточной стене, а один – в дне горизонтального канала.
Выработочная часть печи представляет собой два выработочных бассейна глубиной 400мм, соединенных каналами с пережимом. Один из выработочных бассейнов имеет три выработочных окна и предназначен для ручной выработки стеклоизделий, а второй – с одним выработочным окном – для механизированной. Выработочные бассейны имеют индивидуальную систему отопления с двумя горелками ГНП – 4 на каждый бассейн.
В выработочных бассейнах печи имеется по одному сливному лотку, предназначенному для удаления поверхностного слоя стекломассы с избыточным (по сравнению со стеклом) содержанием кремнезёма. Это связано со специфичностью варки боросиликатного стекла, при которой происходят потери окиси бора, связанные с её летучестью. Эти потери приводят к получению химической неоднородности стекломассы. Во избежание этого при варке боросиликатного стекла необходим контроль теплового и газового режима, постоянство соотношения шихты и боя.
Каждый сливной лоток обогревается горелкой ПКГ – 1. Из стеклоформующего оборудования имеется 2 пресса ПСП-2 , на которых производились товары народного потребления (посуда для микроволновых печей, стеклянные крышки и пр.) и 3 пресса НП-1 для производства иллюминаторов газовых плит.
Основной цех - цех стекловарения, общей площадью застройки 7658м2, имеет три основных пролета: 24 х 66м, в том числе : высокая часть 24 х 36 высотой до нижнего пояса стальной фермы 9,5м; низкая часть - 23,5 х 30м высотой 7,9м ; 22,5 х 48м высотой 7,9м. Здание из силикатного кирпича, перекрытия из ж/б плит по ж/б балкам или металлическим фермам.
Имеется двухэтажный стеклодувно-аппаратурный цех, площадь застройки составляет 6064м2я; на первом этаже которого размещен участок притирки СКВ, пробирочный участок, участок комплектования приборов и ТНП, картонажное отделение, участок упаковки изделий - все участки укомплектованы типовым оборудованием; на втором этаже здания расположен стеклодувный участок на 100 оборудованных стеклодувных столов, имеются несколько муфельных и одна печь непрерывного действия для отжига продукции.
Общая площадь земельного участка, занимаемая заводом 12,6 га. Существующая застройка предусматривает функциональное зонирование территории.
Производственная инфраструктура.
Составной цех со складом сырья - 2219м2 (мощность 20тн. шихты в сутки);
Энергомеханический участок - 1006м2, мощность по электроэнергии - 2000 КВт/ч, металлообрабатывающего оборудования 16 ед., (кузница, инструментальный участок, сварочное и жестяное отделения, токарно-фрезерный участок);
Керамический участок - 108м2 (пластичное формование шамотно-глинистой массы,шликерное литье кварцевой керамики);
Кислородная станция - 374м2, на 50т жидкого кислорода;
Газовая станция - 72м2 ( 3 подземные емкости сжиженного газа по 25м3);
Транспортный участок - 880м2;
Склад химико-лабораторной посуды - 2325м2;
Заводоуправление, 3-х этажный - 1821м2.
Автотранспортная связь завода с поселком и др. населенными пунктами осуществляется по дороге, примыкающей к трассе Москва - Казань - Екатеринбург. До Казани - 20 км.
На заводе имеется железнодорожная ветка, примыкающая к путям станции Васильево Горьковской ж.д. Внутризаводские ж.д. пути частично разобраны требуют восстановления.
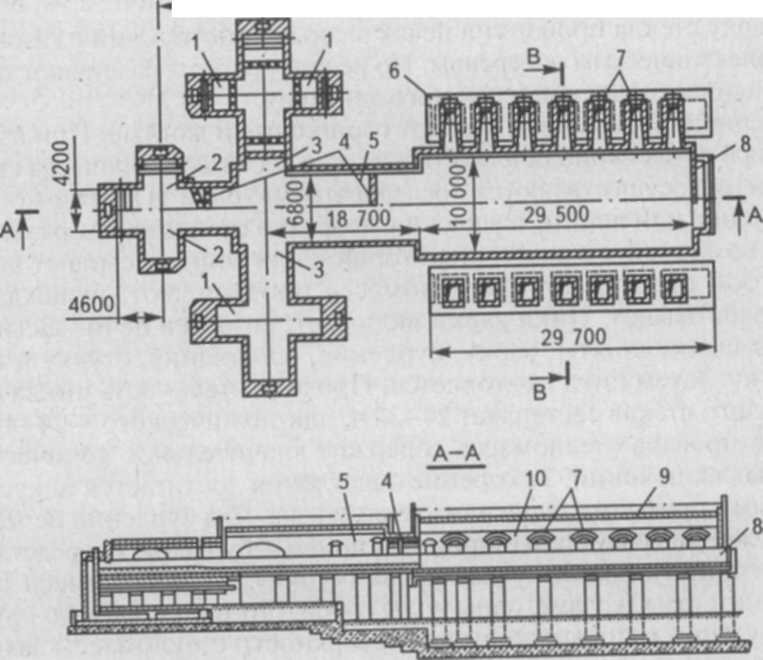
Рис. 4.1. Ванная печь непрерывного действия: 1,2,3 - выработочные каналы; 4 - разделительные устройства; 5 - студочная часть печи; 6 - регенераторы; 7 - горелки; 8 - загрузочный карман; 9 - варочная часть печи; 10 - свод печи
В непрерывно действующих ванных печах (рис. 6.9) сырьевая шихта загружается в один конец ванны, а с другого конца идет непрерывная выработка стекломассы. Все стадии варки совершаются одновременно, но на разных участках печи.
Конструктивно ванную печь делят на отапливаемую (зоны варки и осветления) и неотапливаемую (зоны студки и выработки) части. В отапливаемой части происходит провар шихты, осветление, гомогенизация и начальное охлаждение стекломассы. В неотапливаемой части охлаждение стекломассы завершается и к ней примыкают устройства для ее выработки. Загрузку шихты и боя в печь осуществляют механическими загрузчиками на поверхность расплавленной стекломассы через загрузочный карман. Шихта и бой образуют на поверхности стекомассы слегка погруженный в нее слой толщиной около 150-200 мм. Шихта нагревается снизу расплавом стекла и сверху за счет излучения пламени. Поверхность шихты спекается, затем на ней образуется тонкий слой вспененного расплава, который стекает, обнажая, свежую поверхность шихты. Процесс спекания, плавления и удаления расплава с поверхности шихты идет до тех пор, пока последний слой шихты не превратится в расплав, покрытый варочной пеной.
Часть ванной печи, покрытая слоем шихты образует границу шихты; примыкающая к ней часть, покрытая пеной- границу пены. Эти две части вместе называют зоной варки, которая расположена между засыпочным концом ванной печи и квельпунктом (максимум на кривой изменения температур по длине печи). Следующая за квельпунктом часть печи называется зоной осветления; для этой зоны характерно выделение пузырьков газа, вследствие чего поверхность стекломассы бывает покрыта скоплением пузырьков и кажется «рябой». К зоне осветления примыкает зона студки с зеркальной поверхностью, т.к. выделение газов заканчивается. Студка продолжается и в зоне выработки, где стекломасса остывает, приобретая вязкость, необходимую для выработки. Горелки
Стекловаренные печи отапливаются газообразным или жидким топливом при помощи горелок.
В качестве материала для кладки горелок в основном используют
высококачественный динас. Влеты горелок ванных печей часто выкладывают из литых огнеупорных материалов. В отдельных частях горелок применяют тепловую изоляцию, а в местах, подверженных наибольшему износу, располагают холодильники.
В горшковых печах преимущественно применяют кадиевые горелки, в ванных — шахтные, которые представляют собой комбинацию вертикальных, наклонных и горизонтальных кирпичных каналов, соединяющих регенератор с печью.
В шахтных горелках ванных печей с поперечным пламенем газ вводят через две трубки, расположенные с боков каждой горелки, а в печах с подковообразным пламенем — также (если горелка недоступна с обеих боковых сторон) — со стороны торцовой (скошенной) стены или с одной боковой стороны горелки. Иногда в малых ванных печах воздух вводят с боков печи, а газ с торца. Распределение газов в горелках регенеративных печей регулируется с помощью шамотных или стальных шиберов, охлаждаемых водой. Особенно, благоприятны условия регулирования в печах, в которых каждая горелка обслуживается самостоятельной секцией регенератора.
В печах прямого нагрева используют обычно газовые инжекционные горелки одно- или двухпроводные, а в случае жидкого топлива — форсунки низкого давления; предусмотрено водяное охлаждение.
Отжигательные печи Печи для отжига стекла бывают периодического и непрерывного действия. Обычно они обогреваются газовым или жидким топливом или электроэнергией. Возможен комбинированный нагрев — горючим и электроэнергией. Применяют как прямой нагрев и охлаждение изделий газами, так и косвенный — в печах муфельного типа.
Печи периодического действия обычно камерные (опечки); в этих печах изделия располагаются на поду или в специальной таре (коробах, вагонетках и т.д.). В печах периодического действия отжигают изделия с большой толщиной стенки (более 12—15 мм), сложной формы и больших размеров.
В камерных печах первичного отжига различают периоды разогрева печи, укладки изделий, выдержки, а также медленного и быстрого охлаждения. При вторичном отжиге период укладки отсутствует.
Печи непрерывного действия снабжены специальными механизмами для перемещения изделий в виде вагонеток, конвейерных (сетчатых, пластинчатых и т.д.), роликовых, валиковых, шагающих подов, толкателей и т. п. Направление движений изделий в соответствии с технологическим процессом выработки — горизонтальное или вертикальное.
Контроль работы отжигательных печей заключается в основном в измерении температур и расхода топлива. Температуру регулируют с помощью автоматических регуляторов.
4.1 Варка стекла
производство стеклоизделие варка выдувание
Варка химико-лабораторного стекла группы ТС ГОСТ 21400-75 производится в ванной стекловаренной печи непрерывного действия , регенеративной, отапливаемой природным газом по ГОСТ 5542-87. Паспортные данные печи № 5
1. Тип печи непрерывного действия
2. Направление пламени подковообразное
3. Емкость печи в м3, 12,222 в тн, 27,0
4. Общая площадь печи,м2 23,11
5. Площадь выработки, м2 1,13
6. Удельный расход природного газа на 1 т. стекломассы, м 3/ч 290-315
7. Тип газогорел очных устройств:
в варочной части ГГРМ-1 ,шт.4
в выработочной части ГНП-4, шт. 3
8.Давление газа в коллекторе
(перед печью),МПа
9. Давление в печи 0,6 нейтральное или слабоположительное
10. Температура в варочной части печи, °С ( по термопаре) 1660±10
- по боковой термопаре 1616-1636
11. Темпетатура в выработочной части печи, °С
1465-1470 – правая
1440-1450 – левая
канал (ТПР) 1570
канал (ТЕРА) 1570-1580
12. Темпетатура дымовых газов в насадках регенератора,°С
-верх 1100-1275
-низ 470-730
-у трубы 350-400
13. Разряжение перед дымовой трубой,мм в. ст. 28,0-35,0
14. Соотношение боя, % 30±10
шихты, % 70±10
15. Максимальный суточный
съем стекломассы, тн 5,5
16. Температура отжига,°С 580
4.2 Выдувание
Выдувание стеклоизделий производится мастерами -выдувальщиками
Набор стекломассы производится на предварительно разогретую докрасна наборную трубку. Для выдувания изделий применяются выдувные трубки с наконечниками , изготовленными из Ст.З , либо из нержавеющей стали 12Х18Н10Т. Набор стекломассы осуществляется двумя способами:-на набель и на баночку. В первом случае вся порция стекломассы необходимая для формования изделия набирается за один прием, во втором -в два или несколько приемов. Укатка набора производится на соответствующем ассортименту деревянном катальнике. Формы для производства выдувных изделий изготавливаются из чугуна СЧ-30 ГОСТ 1412-79. Внутренняя формующая полость форм соответствует конфигурации вырабатываемого изделия . Выдувание производится в наведенную форму .
Наводка формы осуществляется следующим образом : на рабочую поверхность формы наносится слой прокипяченного подсолнечного масла и напудривается порошком угля лиственной породы. Затем форма просушивается в сушильном шкафу при температуре 300° С в течение 30 мин.
Формы по конструкции состоят из двух половинок на шарнире . Охлаждение форм производится опусканием в бак с водой при помощи простейшего рычажного механизма.
4.3 Отжиг
Все стеклоизделия после формования и визуального контроля ОТК подвергаются отжигу в печах типа ПКГ-223 №2 (для отжига выдувных изделий). Высшая температура отжига для стекла ТС ГОСТ 21400-75 составляет 580°С, низшая -440°С. Режим отжига стеклоизделий на печах отжига выдерживается в соответствии с расчетным графиком и технологической инструкцией. Продолжительность отжига для выдувных изделий в печах отжига составляет примерно 55 мин..
Выдержка при высшей температуре отжига устанавливается индивидуально для каждого вида продукции и зависит от толщины стенки изделия . Скорость движения лерной сетки регулируется частотным преобразователем-регулятором. Контроль температуры на печах отжига производится термопарами ТХА с пределом измерения 0-1100°С и цифровыми микропроцессорными индикаторами-регуляторами ОВЕН-ТРМ-101 с классом точности 0,5 , предел измерения 0-1100°С. На печи отжига термопары установлены в каждой зоне отжига.
Контроль качества отжига производится полярископом-поляриметром ПКС-250 ТУ 3-3.1031-78 в объеме 3% от партии.
Разность хода лучей не должна превышать 100 нм/см.
4.4 Обработка стеклоизделий
Отделение колпачка механизированным способом производится на полуавтоматах обработки колб и стаканов, ПОК и ПОС. Загрузка
полуавтоматов осуществляется вручную. Для каждого поступающего на обработку стеклоизделия применяется индивидуальный комплект поддонов и оплавочных горелок.
Станки ПОС и ПОК - одношпиндельные, с регулируемой скоростью вращения шпинделя. Изделие в поддоне удерживается вакуумом с разрежением -0,6-0,7 МПа, извлекается из поддона после отделения колпачка специальными щипцами. Отделение колпачка произдится за счет действия строго по линии отколки острого кольцевого пламени создаваемого кольцевой горелкой с ручным регулированием соотношения газ-кислород и водяным охлаждением.
С наступлением момента размягчения стекла колпачок самопроизвольно (под действием силы тяжести) отделяется от изделия и по лотку попадает в бункер для стеклобоя . Рант изделия формуется в пламени кольцевой горелки под действием сил поверхностного натяжения стекла . Механизм подъема и опускания стола с установленной на нем кольцевой горелкой приводится в действие пневматической системой с давлением воздуха 2,5-4,0 кгс/см .
Формование носика химических стаканов производится вручную специальным приспособлением ,местный разогрев области формования -стеклодувной горелкой.
Режим работы полуавтоматов ПОС и ПОК устанавливается индивидуально в зависимости от ассортимента и качества стеклоизделий. Максимальный цикл обработки —60 с. Производительность-250 шт. в час.
Правила приемки
Все изделия, выпускаемые заводом подвергаются приемо-сдаточным и периодическим испытаниям .
При приемо-сдаточных испытаниях каждое изделие проверяется на соответсвие требованиям СТО 14916274-001-2006 контролерами ОТК завода
5. Контроль производства
Таблица 5.1-Технологический контроль качества сырьевых материалов и свойств стекла, методы и частота измерений
|
№№ и/и |
Наименование |
Методы и приборы измерений |
Частота измерений |
Ответственный исполнитель |
|
1 |
2 |
3 |
4 |
5 |
|
1. |
Полный хим.анализ стекла ТС ГОСТ 21400-75 |
"Методические указания. Стекло хим.-лабораторное и Термометрическое. Методы хим.анализа стекол" Разработан СКТБ СП г. Клин |
2 раза в месяц |
Лаборатория |
|
2. |
Определение КТР стекла |
Метод двойной нити . На дилатометре |
1 раз в 3 месяца |
-п- |
|
8. |
Химический анализ сырьевых материалов |
На влажность |
1 раз в неделю |
-п- |
|
3. |
Определение хим. стойкости стекла |
По ГОСТ 21400-75, ГОСТ 10134.1-82 и ГОСТ 10134.3-82 |
1 раз в 3 месяца |
-п- |
|
4. |
Определение термостойкости стекла |
По ГОСТ 25535-82 в шкафу сушильном ПЭ 4610 |
еженедельно |
-п- |
|
5. |
Химический анализ соды калыдиниров. |
На содержание основного вещества |
ежедневно |
-п- |
|
6. |
Химический анализ остального сырья |
При возник новении вопросов при приемке |
-п- |
|
|
7. |
Химический анализ шихты |
Однородность и правильность отвешивания сырьевых материалов,по нерастворимому остатку, соде, борной кислоте. |
ежедневно |
-п- |
6. Безопасность производства
Производство предназначено для производства химико-лабораторной посуды, приборов и оборудования из термостойкого боросиликатного стекла группы ТС ГОСТ 21400-75, прессованной посуды хозяйственной из боросиликатного стекла согласно СТО 14916274-001-2006. Производство характеризуется значительным количеством вращающихся механизмов, частей аппаратов. Однако значительное количество технологических операций полностью автоматизировано и требует только дистанционного контроля, что обеспечивает безопасность персонала. Сырье, используемое для производства стеклянной тары, относится к неядовитым и негорючим веществам, жидких отходов в этом производстве не образуется.
Основные требования по технике безопасности при производстве всех видов силикатных материалов едины. Все вращающиеся части приводов и других механизмов должны быть надежно ограждены, токопроводящие части изолированы, а металлические - заземлены на случай повреждения изоляции. Звуковая и световая сигнализация должна предупреждать о пуске любого оборудования, а также о неисправностях или аварийных ситуациях.
Весь технологический персонал обеспечен специальной одеждой (куртка, брюки). Также работникам выдаются средства для защиты рук - перчатки, рукавицы, для защиты глаз - защитные очки, термостойкие шапки. Это сводит к минимуму фиброгенное действие сырья на организм человека
Вредными и опасными производственными факторами данного производства являются
- возможность взрыва и пожара при полной и частичной разгерметизации оборудования;
- возможность получения термических ожогов, связанная с наличием высоких температур;
- возможность получения механических травм, так как в цеху много вращающихся частей механизмов;
- наличие аэродинамического шума и вибрации вследствие работы стеклоформующих машин, питателей, печей и др.;
- опасность поражения молнией;
- факторы трудового процесса, характеризующие тяжесть и напряженность физического труда.
Техника безопасности предусматривает меры безопасности при проведении работ, улучшение технологических процессов производства и внедрение новой техники. Производственная санитария обеспечивает создание здоровых условий труда.
При возникновении аварийных ситуаций – утечки стекломассы через стены и дно бассейна печи, падания части секции или целой секции свода, взрывов в печном пространстве, регенераторах, дымоходах, неисправности топливной и воздушной систем, отключением топлива и электроэнергии и многое другое, должны приниматься меры по ликвидации аварий, согласно специальных инструкций. При обслуживании оборудования в нормальных условиях эксплуатации, рабочие должны соблюдать правила техники безопасности, изложенные в должностных инструкциях по охране труда.
7. Экологическая часть
7.1 Отходы, образуемые при функционировании предприятия
Отходы- остатки сырья, материалов, полуфабрикатов, иных изделий или продуктов, которые образовались в процессе производства или потребления, а также товары (продукция), утратившие свои потребительские свойства (ФЗ «Об отходах производства и потребления»).
Основной деятельностью предприятия является производство изделий из термостойкого стекла и силиката натрия.
При распаковке сырья образуются отходы полиэтиленовых и полипропиленовых мешков. Данные отходы собираются в специально отведённых местах и в дальнейшем передаются на утилизацию и переработку.
При выпуске продукции образуются следующие виды отходов:
неутилизируемые отходы 15% (кабель)
утилизируемые отходы 60% (стеклянный бой незагрязнённый)
отходы картона и упаковки продукции.
Отходы упаковочного картона передаются в специализированные фирмы по сбору утильсырья, набель вывозится для захоронения на Зеленодольский полигон ТБО, остальной стеклянный бой используется предприятием в собственном производстве повторно при варке стекломассы.
Очистка: На предприятии установлены пылегазоочистительные устройства (циклонов), которые улавливают минеральные отходы от газоочистки и древесную пыль от обработки древесины. Данные отходы вывозятся для захоронения на полигон ТБО.
При жизнедеятельности людей на производстве в учреждении образуется ТБОП - твёрдые бытовые отходы промышленных предприятий и учреждений.
Данные отходы складируются и вывозятся Васильевским МПП ЖКХ на Зеленодольский полигон ТБО ООО «Экорес». На предприятии организован отдельный сбор макулатуры, которая образуется при деятельности административно-управленческого персонала и от эксплуатации складских помещений. Макулатура по мере накопления, но не реже одного раза в год, передаётся в специализированные фирмы по сбору утильсырья.
От эксплуатации станков металлообработки образуется лом чёрных металлов, металлическая стружка, отработанное индустриальное масло, промасленная ветошь, лом отработанных абразивных кругов и пыль от шлифования чёрных металлов. Данные отходы собираются и сдаются на переработку, утилизацию и захоронение на полигоне ТБО. От эксплуатации компрессора и оборудования образуются отработанные компрессорные и гидравлические масла. Данные отходы собираются и передаются на утилизацию и переработку.
От эксплуатации складов образуется лом чёрных металлов, деревянная упаковка (невозвратная тара), макулатура, и несортированный мусор от бытовых помещений.
Согласно «Рекомендаций по делению предприятий на категории опасности в зависимости от массы и видового состава выбрасываемых в атмосферу загрязняющих веществ» ООО «Васильевский стекольный завод» относится к 3-1 категории опасности. 7.2 Газообразные загрязняющие вещества
В процессе стекловарения в результате горения топлива, физического уноса и термического разложения сырьевых материалов, а также в результате взаимодействия между компонентами шихты выделяются вредные соединения, загрязняющие атмосферу. По агрегатному состоянию выбросы делятся на твердые и газообразные. Твердыми выбросами является мелкодисперсная пыль (взвешенные вещества), состоящая из легколетучих компонентов шихты и продуктов их химического взаимодействия. В газообразных выбросах, в основном, содержатся оксиды азота, серы, которые образуются в процессе горения топлива, а также вещества, образующиеся при разложении сырьевых материалов.
Таблица 7.2.1- Исходные данные
|
Наименование параметра |
Величина |
|
Производительность Р, т/сутки |
7,5 |
|
Марка стекла |
Пирекс |
|
Расход топлива на варочную часть печи, В, м3/час м3/с тыс. м3 /год |
190 00528 1664,4 |
|
Объем дымовых газов за печью, V>д>, нм3/с |
0,564 |
|
Теплотворная способность топлива, Q>H>, МДж/м3 |
33,33 |
|
Плотность природного газа, кг/м3 |
0,6772 |
|
Объем дымового газа от сгорания топлива при а = 1,2, V>д>, нм3/нм3 |
12,582 |
|
Годовой фонд рабочего времени, Т, час |
8760 |
Таблица 7.2.2- Газообразные загрязняющие вещества
|
Наименование загрязняющего вещества |
Мощность выброса, г/с |
Валовой выброс, т/год |
|
Взвешенные вещества Оксиды азота, из них (N0>2>) (NO) Ангидрид сернистый Углерода оксид Бенз(а)пирен |
0,235 0,712 0,116 0,0012 0,176 0,033*10-6 |
7,411 22,45 3,648 0,038 5,547 1,041*10-6 |
7.2 Расчет выброса загрязняющих веществ от выработочной части печи
Выработочная часть стекловаренной печи, включающая горизонтальный канал и два выработочных бассейна, отапливается природным газом. Из выработочной части печи отвод дымовых газов осуществляется через индивидуальный стояк.
Максимальный расход газа, согласно теплотехническому расчету, составляет 129 м3/час. В результате сгорания топлива образуются загрязняющие вещества, количество которых определяется аналогично выбросам от варочной части стекловаренной печи и представлено в табл.. В выбросах отсутствуют взвешенные вещества и продукты дегазации шихты.
Таблица 7.3.1.
|
Наименование загрязняющего вещества |
Мощность выброса, г/с |
Валовой выброс, т/год |
|
Оксиды азота, из них (N0>2>) (NO) Ангидрид сернистый Углерода оксид Бенз(а)пирен |
0,119 0,019 0,0008 0,119 0,0225*10-6 |
3,766 0,612 0,025 3,766 0,711*10-6 |
8. Экономическая часть
ОАО «Васильевский стекольный завод» - завод по производству химико-лабораторной посуды, приборов и оборудования из термостойкого боросиликатного стекла группы ТС ГОСТ 21400-75, прессованной посуды хозяйственной из боросиликатного стекла согласно СТО 14916274-001-2006.
Изделия из этого стекла незаменимы при проведении анализов и органических синтезов, поскольку оно относится к разряду тугоплавких с температурой начала деформации 750-800 С.
Энергию получают от местных электросетей. Продукция стекольного завода характеризуется относительно низкой ценой и высоким качеством
Таблица 7.1 – Сравнительная калькуляция себестоимости 1 тонны годного стекла
|
Статьи затрат |
Еденица измерения |
Цена за еденицу измерения, руб. |
Расход. коэф. |
Сумма, руб. |
|
1.Материальные затраты: Шихта Стеклобой |
Т Т |
0,7 0,9 |
63520 4260 |
44464 3834 |
|
Всего |
48298 |
|||
|
Вспомогат. Матер-лы |
Т |
0,32 |
1397 |
447,04 |
|
Итого |
48745,04 |
|||
|
2.Топливо и энергия на технологич. цели: Газ Электроэнерг. Вода |
М3 КВт/ час М3 |
1,84 1,96 25 |
26,06 311 0,1 |
47,9 609,6 2,5 |
|
Всего |
660 |
|||
|
3.З/п основ. раб.; Отчисл. на соц. страх-е |
Руб. Руб. |
185,2 49,5 |
||
|
Всего |
234,7 |
|||
|
4.Расходы на содерж. оборуд-я |
Руб. |
387,8 |
||
|
5.Цеховые расходы |
Руб. |
2545,5 |
||
|
Цеховая себестоимость |
Руб. |
52573,04 |
||
|
6.Общезаводские расходы |
Руб. |
316,8 |
||
|
Заводская себестоимость |
Руб. |
52889,8 |
||
|
7.Производ. себестоим-ть |
Руб. |
52889,8 |
||
|
Внепроизводств. Расходы |
Руб. |
1057,8 |
||
|
Полная себестоимость |
Руб. |
53947,6 |
||
|
Цена |
70130 |
Цена = ( себестоимость · 0,3) + себестоимость.
Таблица 7.7- Экономическая эффективность производства
|
№ |
Показатели |
Ед. изм. |
|
|
1. |
Годовой выпуск прод-ии |
Млн. шт. |
35 |
|
2. |
Капит-ые затраты |
1456516927 |
|
|
а) основ. произв. фонды |
Руб. |
1213764105,6 |
|
|
б) нормир-е оборот. средства |
Руб. |
242752821,1 |
|
|
3. |
Числ-ть работающих |
||
|
а) всего |
Чел. |
189 |
|
|
б) в том числе рабочих |
Чел. |
170 |
|
|
4. |
Произв-ть труда |
||
|
а) одного работающего |
Тыс. шт. / чел. |
185 |
|
|
б) одного рабочего |
Тыс. шт. / чел. |
205 |
|
|
5. |
Среднегодовая з/п |
||
|
а) одного работающего |
Руб. |
79265,2 |
|
|
б) одного рабочего |
Руб. |
79551,3 |
|
|
6. |
Себестоимость ед. продук-ии |
Руб./ тыс. шт. |
53947,6 |
|
7. |
Оптовая цена |
Руб./ тыс. шт. |
70130 |
|
8. |
Прибыль |
Руб./ год |
16182,2 |
|
9. |
Срок окупаемости |
Год |
2,3 |
|
10. |
Рентабельность |
% |
30,7 |
Вывод
ОАО Васильевский стеклозавод является экономически выгодным предприятием, так как срок окупаемости капитальных вложений 2,3 года. Главной статьей затрат являются затраты на сырье и основные материалы (шихта, стеклобой), следовательно, основным источником снижения себестоимости продукции отдельных процессов является улучшение использования сырья и материалов. Этого добиваются снижением потерь сырья, полуфабрикатов и конечных продуктов в процессе транспортировки, переработки и хранения, сокращением норм расхода сырья и материалов. Важным мероприятием, дающим большой эффект, является более полное использование действующих мощностей на предприятии.
Заключение
В ходе прохождения производственной практики я ознакомился с технологией изготовления стекла на Васильевском стекольном заводе, а также с ассортиментом изготавливаемой продукции. На заводе производятся:
прессованные изделия механизированной выработки - крышки к металлическим сковородам и кастрюлям, люки стиральных машин, кастрюли, блюдца, тарелки и т. п. диаметром от 120 до 350 мм, весом от 0,1 до 1,5 кг;
выдувные изделия ручной выработки: кастрюли, чайники, кофейники, молочники, чашки, стаканы, кружки и т.п., лабораторная химическая посуда.
Изделия завода широко применяются в лабораториях самого разного профиля, а также в различных областях промышленности - химической, медицинской, фармацевтической, пищевой и т.д.
На данный момент завод вырабатывает продукцию очень высокого качества. Происходит периодическое обновление оборудования и тщательный контроль сырьевых материалов, модернизация стекловаренной печи. В последнее время на завод поступило множество заказов на изготовление самой различной продукции, что говорит о больших перспективах завода.
Литература
Китайгородский И. И. Технология стекла. -М.:Стройиздат, 1967. – 564 с.
Сулименко Л. М. Общая технология силикатов. –М.:Инфра-М, 2004.-336 с.
Рабухин А. И. Савельев В.Г. Физическая химия тугоплавких неметаллических и силикатных материалов. –М.:Инфра-М, 2004.-304 с.
Роговой М. И. Расчеты и задачи по теплотехническому оборудованию предприятий промышленности строительных материалов. М.:Стройиздат, 1975.-320 с.