Точные расчеты
Курсовая работа
по дисциплине:
"Метрология, стандартизация и сертификация"
на тему: "Точные расчеты"
Содержание
1. Расчет калибров для контроля размеров цилиндрических поверхностей
2. Расчет посадки с зазором
3. расчет посадки с натягом
4. Расчет размерных цепей
Литература
1. Расчет калибров для контроля размеров цилиндрических поверхностей
Задание: Определить предельные и исполнительные размеры калибров для контроля отверстия 17F9, вала 17h9 и контркалибров к ним. Построить схему расположения полей допусков деталей и калибров для их контроля. Расчет размеров калибра-пробки для контроля отверстия 17F9.
Выписываем предельные отклонения из табл. 1.36 /1/ отверстия 17F9:
ES = +59 мкм, EI = +16 мкм.
Предельные размеры отверстия /4/:
D>max> = D + ES = 17,000 + 0,059 = 17,059 мм,
где: D>max> – наибольший предельный размер отверстия, мм,
D – номинальный размер соединения, мм,
ES – верхнее предельное отклонение размера отверстия, мм.
D>min> = D+EI = 17,000 + 0,016 = 17,016 мм
Размеры проходного (ПР) и непроходного (НЕ) калибров, служащие для отсчета отклонений /4/:
ПР=D>min>=17,016 мм;
НЕ=D>max>=17,059 мм.
Данные для расчета калибра-пробки (табл. 8.1 /4/):
Z=8
мкм, Y=0
мкм, H=3
мкм,

 =0
=0
Предельные размеры проходной стороны нового калибра /7/:
ПР>max>=
 ;
;
ПР>min>=
 .
.
Исполнительный размер проходной стороны калибра, проставляемый на рабочем чертеже:
ПР>исп.>= .
.
Изношенный размер калибра /4/:
ПР>изнош.>=
 .
.
Рассчитаем предельные размеры непроходной стороны нового калибра по формулам 1.5 и 1.6 /4/:
НЕ>min>=
 ;
;
НЕ>max>= .
.
Исполнительный размер непроходной стороны:
НЕ>исп.>=
 .
.
Произведем расчет размеров калибра-скобы для контроля вала 17h9.
Предельные отклонения вала 17h9 (табл. 1.35 /1/:
ei=-0,043 мм, es=0 мм.
Определяем предельные размеры вала:
d>max>>
>= ;
;
d>min>
= .
.
Определим размеры проходной (ПР) и непроходной (НЕ) стороны калибра-скобы, служащие для отсчета отклонений:
ПР=d>max>=17,000мм;
НЕ=d>min>=16,957мм.
Данные для расчета калибра-скобы выписываем из таблицы 8.1 /4/:
Z>1>=8 мкм, Y>1>=0 мкм, >1>=0 мкм, H>1>=5 мкм, H>p>=2 мкм.
Рассчитаем предельные размеры проходной стороны калибра-скобы:
ПР>max>>
>= ;
;
ПР>min>
= .
.
Исполнительный размер проходной стороны калибра по формуле (1.10) /4/:
ПР>исп.>= .
.
Изношенный размер проходной стороны калибра по формуле (1.11) /4/:
ПР>изнош.>= .
.
Предельные размеры непроходной стороны калибра-скобы по формулам (1.12) и (1.13) /4/:
НЕ>min>= ;
;
НЕ>max>= .
.
Исполнительный размер непроходной стороны калибра по формуле:
НЕ>исп.>=
Расчет размеров контрольного калибра для скобы (контркалибра).
Рассчитаем предельные размеры проходной стороны калибра по формулам (1.15) и (1.16) /4/:
К-ПР>min>= ;
;
К-ПР>max>= .
.
Исполнительный размер проходной стороны контркалибра по формуле:
К-ПР>исп.>= .
.
Предельные размеры контркалибра для контроля износа по формулам:
К-И>max>= ;
;
K-И>min>= .
.
К-И>исп.>= .
.
Предельные размеры непроходной стороны контркалибра:
К-НЕ>max>= ;
;
К-НЕ>min>= .
.
Исполнительный размер непроходной стороны контркалибра:
К-НЕ>исп.>=
Схемы расположения полей допусков отверстия и калибра-пробки, вала и калибра-скобы и контркалибра приведены на рис.1.1, 1.2 и 1.3.

Рис. 1.1. Схема расположения полей допусков отверстия 17F9 и полей допусков калибра-пробки для его контроля

Рис. 1.2. Схема расположения полей допусков вала 17h9, калибра-скобы и контркалибра к нему

Рис.1.3. Эскиз калибр-скобы
2. Расчет посадки с зазором
Задание. Подобрать посадку для подшипника скольжения, работающего длительное время с постоянным числом оборотов n = 1000 об/мин и радиальной нагрузкой R = 3000 Н. Диаметр шипа (вала) d = 80 мм, длина l = 95 мм, смазка – масло сепаратное Т. Подшипник разъемный половинный (с углом охвата 1800), материал вкладыша подшипника – БрАЖ9-4 с шероховатостью Rz>1> = 3,2 мкм, материал цапфы (вала) – сталь 40 с шероховатостью Rz>2> = 1,25 мкм.
Находим среднее давление по формуле 2.9 /4/:

Находим угловую скорость вращения вала по формуле 2.6 /4/:

Для сепараторного масла по
таблице 8.2 находим
 >50>0=0,014
Пас
и значение степени n=1,85
из таблицы 8.3. Принимаем для наименьшего
функционального зазора S>minF>
t=700С
и определяем
>1>=>70>0
по формуле:
>50>0=0,014
Пас
и значение степени n=1,85
из таблицы 8.3. Принимаем для наименьшего
функционального зазора S>minF>
t=700С
и определяем
>1>=>70>0
по формуле:

Из таблицы 8.4 /4/ для
 и угла охвата
и угла охвата
 =1800
находим k=0,972
и m=0,972.
Определяем критическую
толщину масляного слоя по формуле (2.4)
/4/, принимая k>ж.т.>=2
=1800
находим k=0,972
и m=0,972.
Определяем критическую
толщину масляного слоя по формуле (2.4)
/4/, принимая k>ж.т.>=2

Определяем предельный минимальный функциональный зазор по формуле 2.7 /4/, подставляя в нее значения соответствующих параметров:


По таблице выбираем посадку по S>minF>> >= 30мкм. Скользящих посадок выбирать не следует, т.к. они не имеют гарантированного зазора (S>min>= 0) и применяются главным образом для центрирования. Ближайшей посадкой будет посадка 80Н7/f7 c наименьшим зазором S>min>> >= 36мкм (табл. 1.47 /1/, предпочтительные поля допусков).
При малых зазорах могут возникнуть
самовозбуждающиеся колебания в
подшипнике; если
 ,
создается возможность вибрации вала
и, значит, неустойчивого режима работы
подшипника. Таких значений
,
создается возможность вибрации вала
и, значит, неустойчивого режима работы
подшипника. Таких значений
 следует избегать.
следует избегать.
Определим значение
для выбранной посадки.
Сначала находим относительный
зазор
 :
:

Из уравнения (2.9) /4/ находим
коэффициент нагруженности подшипника

И уже из уравнения (2.10) /4/ определяем


Как уже говорилось, таких посадок следует избегать.
Выбираем другую ближайшую посадку из табл.1.47 /1/: 80H7/e8. Для этой посадки S>min>=72мкм.



Условие выполняется.
Здесь нужно учесть, что мы производим расчет для наихудшего (маловероятного) случая, когда в соединении "цапфа-вкладыш" при сборке получен минимальный зазор S>min>>.>
Поэтому проверим, обеспечивается ли для выбранной посадки (80H7/e8, S>min>>Т>=72мкм, S>max>>Т>=161мкм)
при S>min> жидкостное трение.
Для этого определим наименьшую толщину масляного слоя по уравнению (2.2) /4/:

а затем найдем запас надежности по толщине масляного слоя из формулы (2.4) /4/:

Расчет показывает, что посадка по наименьшему зазору выбрана правильно, так как при S>min>=72мкм обеспечивается жидкостное трение и создается запас надежности по толщине масляного слоя. Следовательно, табличное значение S>min>=72 мкм для выбранной посадки можно принять за S>minF>=72 мкм.
Теперь определим наибольший функциональный зазор по формуле (2.8) /4/ при t=500C:


Проверим, обеспечивается ли при этом зазоре жидкостное трение. Найдем , h>min>, k>ж.т.>:
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Расчеты показывают, что жидкостное трение обеспечивается.
Запас на износ определяем по формуле (2.12) /4/ :
 ,
где
,
где
 ,
,
 ;
;
 .
.
Строим схему полей допусков для посадки с зазором с указанием S>min>>Т>,> >S>max>>Т>,> >S>minF>,> >S>maxF>, S>и >(рис.2.1.).

Рис.2.1 Схема расположения полей допусков деталей при посадке с зазором.
3. Расчет посадки с натягом
Задание. Рассчитать и выбрать посадку с натягом для соединения вала и втулки (d=60мм, d>1>=0мм, d>2>=240мм, l=50мм), которое работает под воздействием крутящего момента М>кр>=8Нм. Запрессовка механическая. Материал обеих деталей - сталь 45.
Определяем р>э> по формуле (3.4) /4/:
 ,
,
где
 - крутящий момент стремящийся повернуть
одну деталь относительно другой (Н м);
- крутящий момент стремящийся повернуть
одну деталь относительно другой (Н м);
 - осевое продольное сдвигающее
усилие (Н). В нашем случае равно нулю;
- осевое продольное сдвигающее
усилие (Н). В нашем случае равно нулю;
d – номинальный диаметр соединения (м);
l – длина соединения (м);
f – коэффициент трения.
Определяем коэффициенты Ламе по формулам (3.5) и (3.6) /4/:
 ;
;

где
 и
и
 - коэффициенты Пуассона для материалов
деталей соединения.
- коэффициенты Пуассона для материалов
деталей соединения.
Определяем N>min> по формуле (3.1) /4/:

где
 и
и
 - модуль упругости материалов соединяемых
деталей, Па.
- модуль упругости материалов соединяемых
деталей, Па.
Находим поправки к расчетному натягу, используя формулы (3.7) и (3.8), и определяем N>minF> по формуле (3.9) /4/:

Принимаем u>t>=0 и u>ц>=0, исходя из условий задачи.

Определяем допустимое удельное давление на контактирующих поверхностях по формулам (3.10) и (3.11) /4/:


В качестве р>доп>
выбирается
 .
.
Определяем величину наибольшего натяга N>max> по формуле (3.12):

Находим поправки к наибольшему натягу и определяем N>maxF> по формуле (3.13) /4/:
u=15мкм, u>t>=0, u>ц>=0, u>уд>=0,78

Выбираем по таблице 1.49 /1/ посадку по наибольшему функциональному натягу N>maxF>, при которой создавался бы запас прочности соединения и запас прочности деталей: 60 H7/s6, для которой N>maxT>=72 мкм (N>maxF>), N>minT>=23 мкм (N>minF>)
Определяем для выбранной посадки запас прочности соединения при сборке и при эксплуатации по формулам (3.14) и (3.15) /4/:


Для правильно выбранной посадки запас прочности соединения при сборке N>з.с.> всегда должен быть меньше запаса прочности соединения при эксплуатации N>з.э.>, потому что N>з.с.> нужен только в момент сборки для случая возможного снижения прочности материала деталей и увеличения силы запрессовки из-за перекоса деталей, колебания коэффициента трения и т.д.
Строим схему расположения полей допусков выбранной посадки (рис.3.1)
Изменить рисунок согласно расчетам

Рис.3.1. Схема расположения полей допусков деталей при посадке с натягом
4. Расчет размерных цепей

Для расчета размерной цепи используем метод максимума-минимума.
Назначим допуски, и предельные отклонения на размеры если допуски на зазор Y>5> составляют: верхнее +0,2; нижнее >-0,3>.
Определяем величину зазора Y>5>
> >
>
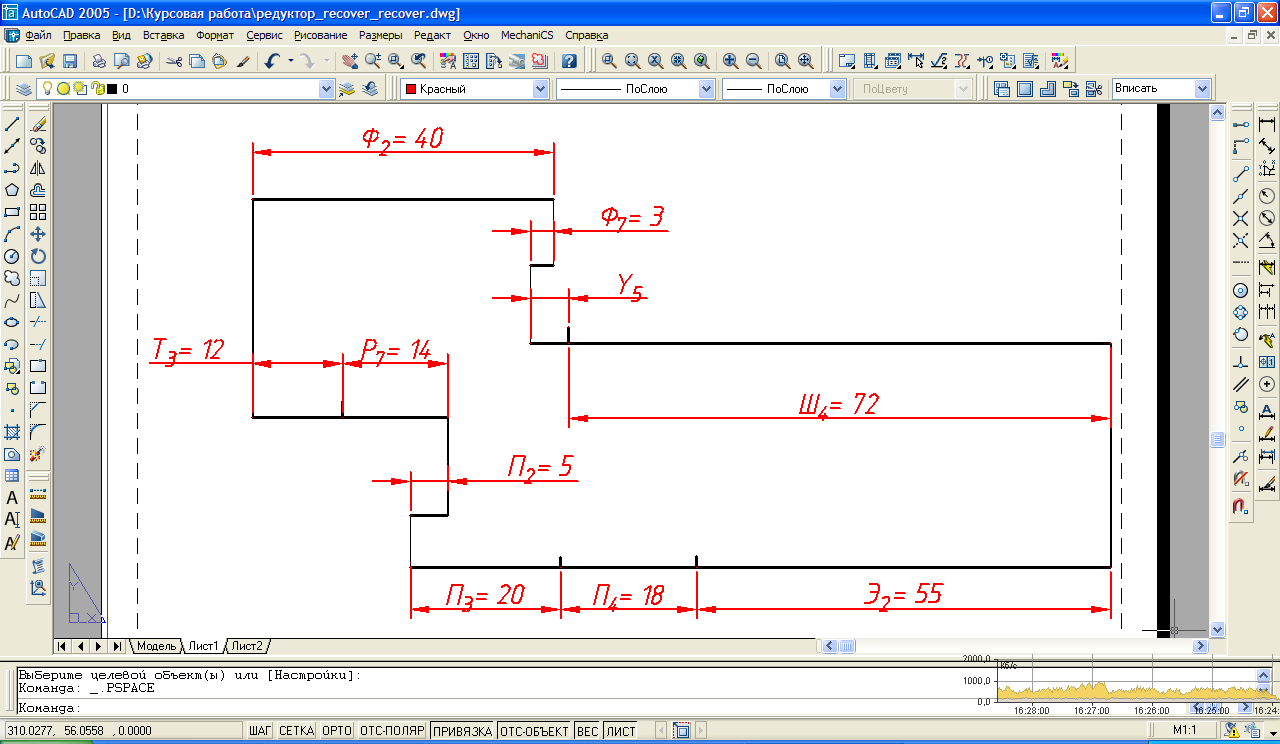
Y>5 >– является замыкающим звеном. Зазор должен быть в пределах 5,2 мм до 4,7 мм. Поле допуска на размер 500 мкм
Таблица 4.1.
|
А>i >ном, мм |
I, мкм |
IT9, мкм |
А>i >мм принятое |
|
Т>3>=12 → |
1,08 |
43 |
|
|
Р>7>=14 → |
1,08 |
43 |
|
|
П>3>=20 → |
1,31 |
52 |
|
|
П>4>=18 → |
1,31 |
43 |
|
|
Э>2>=55 → |
1,86 |
74 |
|
|
Ф>7>=3 → |
0,55 |
25 |
|
|
П>2>=5 ← |
0,73 |
30 |
|
|
Ш>4>=72 ← |
1,86 |
74(128) |
|
|
Ф>2>=40 ← |
1,56 |
62 |
|
|
Σ |
11,34 |
446(500) |









Определяем среднее количество единиц допуска:
 единиц.
единиц.
Определяем квалитет, данное количество единиц соответствует:
IT9=45 единиц
Допуски составляющих размеров находим в табл. 1.8 /1/ и записываем их в таблицу.
Сумма допусков составляющих звеньев получилась меньше допуска замыкающего звена. Чтобы уравнение удовлетворялось увеличим допуск одного из составляющих звеньев. Этим звеном будет – Ш>4.>

Занесем принятые значения допусков в таблицу.
Назначим отклонения звеньев Т>3> , Р>7> , П>3 >, Э>2> в минус т.к. они являются охватываемыми, а для звеньев П>2>, Ф>2>, П>4>, Ф>7> , в плюс охватываемые. Допуск на замыкающее звено "плюс-минус" следовательно допуск на звено Ш>4 >рассчитаем.






Заносим полученные данные в таблицу.
Размер замыкающего звена находится в пределах допуска указанного в условии задания. При необходимости можно увеличить допуски на все звенья, рассчитав цепь с помощью "теоретико-вероятностного" метода.
Произведем расчет размерной цепи теоретико-вероятностный методом, данный метод позволяет назначать менее жесткие допуски составляющих звеньев при том же допуске конечного звена.
Определяем величину зазора Y>5>
>>
Y>5 >– является замыкающим звеном. Зазор должен быть в пределах 5,2 мм до 4,7 мм. Поле допуска на размер 500 мкм.
Таблица 4.2.
|
А>i >ном мм |
i мкм |
i2 |
IT11 мкм |
(IT)2 |
TA>i >мкм принято |
А>i >мм принятое |
|
Т>3>=12 → |
1,08 |
1,17 |
110 |
12100 |
110 |
|
|
Р>7>=14 → |
1,08 |
1,17 |
110 |
12100 |
110 |
|
|
П>3>=20 → |
1,31 |
1,72 |
130 |
16900 |
130 |
|
|
П>4>=18 → |
1,31 |
1,72 |
110 |
12100 |
110 |
|
|
Э>2>=55 → |
1,86 |
3,46 |
190 |
36100 |
190 |
|
|
Ф>7>=3 → |
0,55 |
0,3 |
60 |
3600 |
60 |
|
|
П>2>=5 ← |
0,73 |
0,53 |
75 |
5625 |
75 |
|
|
Ш>4>=72 ← |
1,86 |
3,46 |
190 |
36100 |
355 |
|
|
Ф>2>=40 ← |
1,56 |
2,43 |
160 |
25600 |
160 |
|
|
Σ |
15,9 |
160225 (250000) |









Определяем среднее количество единиц допуска:


Определяем квалитет, данное количество единиц соответствует:
IT11=100 единицы
Допуски составляющих размеров находим в табл. 1.8 /1/ и записываем их в таблицу.
Так как
 меньше допуска на размер замыкающего
звена, то увеличим допуск на один из
размеров - Ш>4>.
меньше допуска на размер замыкающего
звена, то увеличим допуск на один из
размеров - Ш>4>.

Занесем принятые значения допусков в таблицу.
Назначим отклонения звеньев Т>3> , Р>7> , П>3 >, Э>2> в минус т.к. они являются охватываемыми, а для звеньев П>2>, Ф>2>, П>4>, Ф>7> , в плюс охватываемые. Допуск на замыкающее звено "плюс-минус" следовательно допуск на звено Ш>4 >рассчитаем. Рассчитаем середины полей допусков.











Рассчитываем верхнее и нижнее отклонение звена Ш>4>:


Заносим полученные данные в таблицу.
Литература
1. Допуски и посадки: Справочник в 2-х ч./ Под ред. В.Д.Мягкова. – 5-е изд., перераб. и доп. - Л.: Машиностроение, 1978. – 544с.
2. Е.В.Перевозникова, М.П.Худяков. Метрология, стандартизация, сертификация. Учебное пособие. Часть 1 "Метрология". Северодвинск. Севмашвтуз, 2007. – 88 с.
3. Е.В.Перевозникова, М.П.Худяков. Метрология, стандартизация, сертификация. Учебное пособие. Часть 3 "Сертификация". Северодвинск. Севмашвтуз, 2007. – 100 с.
4. Перевозникова Е.В. Методические указания по выполнению курсовой работы по дисциплине "Метрология, сертификация и стандартизация" на тему "Точностные расчеты". Северодвинск: Севмашвтуз, 2004 – 46 с.