Разработка технологического процесса изготовления детали (работа 3)
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Технология конструкционных материалов»
УТВЕРЖДАЮ
Зав.каф. В.В. Рубанов
"______"________2008 г.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К курсовой работе Технология автоматизированного машиностроения и приборостроения
(наименование учебной дисциплины)
на тему: Разработка технологического процесса изготовления детали
Автор работы ___Зацепин Алексей Викторович
Специальность_Роботы и робототехнические системы
Обозначение курсовой работы ____________Группа_______________
Руководитель проекта______________ Кем Александр Юрьевич_____
(подпись) (Ф.И.О.)
Работа защищена ________________ ________________________
(дата) (оценка)
Ростов-на-Дону 2008
Оглавление
1.Введение
2.Основная часть
2.1.Процесс получения поковок горячей объемной штамповки
2.2 Расчёт режима резания при сверлении
2.3. Технология токарной обработки
3.Заключение
Спосок использованной литературы
Введение:
Обработка металлов давлением.
Обработка металлов давлением, группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации. Основные виды О. м. д.: прокатка, прессование, волочение, ковка и штамповка. О. м. д. также применяется для улучшения качества поверхности.
Внедрение технологических процессов, основанных на О. м. д., по сравнению с другими видами металлообработки (литьё, обработка резанием) неуклонно расширяется, что объясняется уменьшением потерь металла, возможностью обеспечения высокого уровня механизации и автоматизации технологических процессов.
О. м. д. могут быть получены изделия с постоянным или периодически изменяющимся поперечным сечением (прокатка, волочение, прессование) и штучные изделия разнообразных форм (ковка, штамповка), соответствующие по форме и размерам готовым деталям или незначительно отличающиеся от них. Штучные изделия обычно подвергаются обработке резанием. Объём удаляемого при этом металла зависит от степени приближения формы и размеров поковки или штамповки к форме и размерам готовой детали. В ряде случаев О. м. д. получают изделия, не требующие обработки резанием (болты, винты, большинство изделий листовой штамповки).
О. м. д. может применяться не только для получения заготовок и деталей, но и как отделочная операция после обработки детали резанием (дорнование, обкатка роликами и шариками и т.п.) с целью уменьшения шероховатости поверхности, упрочнения поверхностных слоев детали и создания желательного распределения остаточных напряжений, при котором служебные свойства детали (например, сопротивление усталостному разрушению) улучшаются.
О. м. д. осуществляется воздействием на заготовку внешних сил. Источником деформирующей силы может быть мускульная энергия человека (при ручной ковке, выколотке) или энергия, создаваемая в специальных машинах - прокатных и волочильных станах, прессах, молотах и т.п. Деформирующие силы могут создаваться также действием ударной волны на заготовку, например при взрывной штамповке, или мощными магнитными полями. например при электромагнитной штамповке. Деформирующие силы передаются на заготовку инструментом, который обычно является твёрдым, испытывающим малые упругие деформации при пластической деформации заготовки; в некоторых случаях используются эластичные среды (например, при штамповке - резина, полиуретан) или жидкости (например, при гидростатическом прессовании).
Различают горячую и холодную О. м. д. Горячая О. м. д. характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механического и физико-химического свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при О. м. д. заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении. При холодной О. м. д. процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной О. м. д. возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние О. м. д. на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
При О. м. д. изменение схемы напряжённого состояния в деформируемой заготовке позволяет влиять на изменение её формы. В условиях неравномерного всестороннего сжатия пластичность металла увеличивается тем больше, чем больше сжимающие напряжения. Рациональный выбор операций О. м. д. и условий деформирования (гидростатическое прессование, выдавливание с противодавлением, прокатка на планетарных станах и т.п.) не только позволяет увеличить допустимое изменение формы, но и применять О. м. д. для изготовления деталей из высокопрочных, труднодеформируемых сплавов.
Научной основой проектирования и управления технологическими процессами О. м. д. является теория О. м. д. - научная дисциплина, синтезирующая отдельные разделы физики металлов, и пластичности теория. Основные задачи теории О. м. д.: разработка методов определения усилий и работы, затрачиваемой на деформацию, расчёт размеров и формы заготовки, характера изменения её формы, методов определения допустимого (без разрушения или появления др. дефектов) изменения формы заготовки, оценки изменения механических и физико-химических свойств металла в процессе его деформации и отыскание оптимальных условий деформации.
2. Основная часть
2.1 Процесс получения поковок горячей объемной штамповки
Горячая объемная штамповка – вид обработки металлов давлением, при котором формообразование поковки производят из нагретой заготовки в специальном инструменте – штампе. Штамп представляет собой металлическую разъёмную форму, изготовленную из высоколегированной штамповой стали. В конечный момент штамповки, когда обе половины штампа сомкнуты, они образуют единую замкнутую полость – ручей, соответствующий по конфигурации штампуемой поковки.
В зависимости от типа штампа различают поковку в открытых и закрытых штампах.
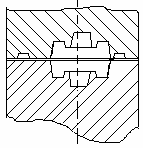
Штамповка в открытых штампах (рис.1а). Отрытыми называют штампы, у которых вокруг всего внешнего контура штамповочного ручья имеется специальная облойная канавка 2, которая соединена тонкой щелью 1 с полостью 3, образующей поковку. В процессе штамповки в канавку в конечный момент деформирования вытесняется избыточная часть металла, находящаяся в полости и образующая по контуру поковки облой (заусенец). Образование заусеница приводит к некоторому увеличению отходов металла, но зато позволяет не предъявлять высоких требований к точности заготовок по массе. Штамповкой в открытых штампах можно получать поковки всех типов.


 1
1

 2
2

3 4
 а)
б)
а)
б)
Рис.1 Схема штамповки в штампах:
а – открытый; б – закрытый
Штамповка в закрытых штампах(рис.1б ). Закрытыми называют штампы, в которых полость штампа 4 в процессе деформирования остается закрытой. Образование заусеница в них не предусмотрено. При штамповке в закрытых штампах необходимо, чтобы строго соблюдались равенство объемов заготовки и поковки. Поэтому прочес получения заготовок усложняется, так как при отрезке должна обеспечиваться высокая точность заготовки по массе. Наиболее часто в закрытых штампах получают поковки, штампуемые вдоль оси заготовки (осадкой в торец) круглые и квадратные в плане типа колец, втулок, шестерен, поршней, стержней с фланцем и другие.
Разработка схемы технологического процесса
В разработку схемы технологии горячей объемной штамповки входит проектирование поковки, определение массы, вида и размеров исходной заготовки, определение температурного интервала горячей обработки давлением, расчет действующих условий при штамповке. Схема технологического процесса в основном определяется конфигурацией и размером детали, которую следует получить. По чертежу детали составляют чертеж поковки.
Проектирование поковки.

 øD1
øD1





øD3

øD2
Поковка относится к группе поковок, штампуемых вдоль оси заготовки (штамповка в торец), круглых в плане. Для получения поковки такого типа применяем штамповку в закрытом штампе. Плоскость разъема штампа выбираем по нижнему торцу диска детали (диаметр D2, высотой Н).
Определение массы, вида и размеров исходной заготовки.
Определяем массу детали, кг:
G>д >= V>д> 10-3 ρ10-3 ,
Где V>д >– объем детали;мм3 ,ρ плотность сьали, 7,8г/ см3
Объем детали рассчитывается как сумма объемов трех ее частей:
V>д>> >= V>1>+ V>2>+ V>3 >= π/4 (D>1>H2 + D>2>H>2> + D>3>H>3>).
В связи с незначительной величиной предельных отклонений размеров расчет проводим по номинальным размерам детали, мм: V>д >= 3,14/4(752 *15+ +1252*20+702*40)= 469035
G>д>= 469035*10-3*7,8*10-3=3,6
1.2 Припуски и допуски выбираем по табличным данным:
D>1 >75… 1.5; Н>1 >15… 1,4;
D>2> 125… 2,1; Н>2> 40… 1,4;> >
D>3 >70… 1,5; Н>3 >20… 2,2;
Допуски на размеры детали:
D>1п >=75+1,6>->>0,8> Н>1п> =15+1,5>-0,7>
D>2п >=125+1,7>-0,9> Н>2п >=40+1,5>-0,7>
D>3п> = 70+1,6-0,8 Н>3п >=20+1,5>-0,7>
D>4п >= 15+1,5>-0,7>
Определяем расчетную массу поковки:
G>п >= 1,25*G>д>=1,25*3,6=4,5
Припуски и допуски выбираем по табличным данным:
D>1 >75… 1.5; Н>1 >15… 1,4;
D>2> 125… 2,1; Н>2> 40… 1,4;> >
D>3 >70… 1,5; Н>3 >20… 2,2;
Размеры поковок, мм:
D>1п >75+2*1,5=78; Н>1п> 15+1,4=16,4
D>2п >125+2*2,1=129,2; Н>2п >40+2*1,4=42,8
D>3п> 70+2*1,5=73; Н>3п >20+2,3=22,3
Допуски на размеры поковки:
D>1п >=78+1,6>->>0,8> Н>1п> =16,4+1,5>-0,7>
D>2п >=129,2+1,7>-0,9> Н>2п >=42,8+1,5>-0,7>
D>3п> = 73+1,6-0,8 Н>3п >=22,3+1,5>-0,7>
Штамповочные уклоны α принимаем 7˚.
Радиусы закруглений r внешних углов r1=2; r2=2,5; r3=2.
Внутренний радиус принимаем 10 мм.
Определяем массу поковки, кг:
G>п >= V>п> 10-3 ρ10-3
Где V>п> – объем поковки, мм3
Объем поковки рассчитывается как сумма объемов трех ее частей, каждая из которых имеет форму усеченного конуса, мм3:
V>п >= V>1п>+ V>2п>+ V>3п>.

 r>1п>
r>1п>
Расчет ведем по минимальным горизонтальным и
h>1п> 7˚максимальным вертикальным размерам, мм.
R>1п>
Объем усеченного конуса определяется по формуле, мм2
V>1п >= π/3 Н>1п>(R2>1п >+ r2>1п >+ R>1п >* r>1п>)= 3,14/3*17,9(40,82+38,62+40,8*38,6)
> >R>1п>= r>1п>* Н>1п >tg7˚= 38,6+17,9*0,12228=40,8
V>1п >= 88044
V>2п >= π/3 Н>2п>(R2>2п >+ r2>2п >+ R>2п >* r>2п>)= 3,14/3*44,3(69,62 +64,152 +69,62+64,15)
R>2п>= r>2п>* Н>2п >tg7˚= 64,15+44,3*0,12228=69,6
V>2п >=617513
V>3п >= π/3 Н>3п>(R2>3п >+ r2>3п >+ R>3п >* r>3п>)= 3,14/3*23,8(41,52+38,62+41,5*38,6)
R>3п>= r>3п>* Н>3п >tg7˚=38,6+23,8*0,12228=41,5
V>3п >=118905
V>п >=88044+617513+118905=824462
G>п>=824462*10-3*7,8*10-3=6,4
Расчет массы поковки после выполнения ее чертежа показывает, что масса поковки после назначения всех припусков, допусков и уклонов остается в прежнем табличном диапазоне, и пересчета не требует.
Определяем массу и размеры исходной заготовки.
Объем заготовки с учетом 2% угара, мм3
Vз=1,02*Vп= 1,02*824462=840951
Диаметр заготовки, мм
Dз= 1,08 = 1,08
= 1,08 =80,9
(при m=2)
=80,9
(при m=2)
Принимаем Dз= 82- ближайший больший диаметр из ряда стандартных диаметров стали.
Длина заготовки, мм:
Lз= Vз/Sз= 840951/5278=159
Где Sз- площадь поперечного сечения заготовки, мм2:
Sз= (πD2>з >)/4= 3,14*822/4=5278
2. Определение температурного интервала штамповки.
Определяем температурный интервал горячей обработки давлением, в котором металл имеет наиболее высокие значения пластичности, ударной вязкости и наиболее низкое значение прочности. Для этого находим на оси абсцисс диаграммы состояния железа- углерод точку, соответствующую содержанию углерода 0,15(для Стали 15).Проводим из этой точки перпендикулярную линию до пересечения с линей солидуса, ниже которой сплав находится в твердом состоянии. Точке пересечения соответствует температура 1425˚С. Максимальная температура нагрева металла берется на 100-150˚С меньше, принимаем 1300˚С. Аналогично определяем температуру на линии кривых точек А>3>, которая равна 850˚С. Температура конца штамповки берется на 25-50˚С больше, чтобы предотвратить образование наклепа и трещин в изделии, принимаем 900˚С.
Ориентировочная масса падающих частей штамповочного молота, кг:
G=(3,5+5)F>п> = 4,2*134,5=564,9,
Где F>п >площадь проекции> >поковки на плоскость разъема штампа, см2
F>п>=π D2>2п> /4=3,14*130,92 *10-2/4=134,5;
D>2п> наименьший диаметр поковки.
2.2 Расчет режима резания при сверлении
L=75 D>s>> >
D=15
Сверлением называется образование
отверстия в сплошном материале снятием
стружки с помощью режущего инструмента
- сверла. Сверление
осуществляют при
сочетании вращательного движения
инструмента вокруг
оси - главного
движения резания, поступательного его
движения вдоль оси -движения подачи
(рис.1). На сверлильном станке оба движения
сообщаются инструменту.
За скорость главного движения V принимают окружную скорость точки режущей кромки, наиболее удаленной от осей сверла, м/с (м/мин):

V=π*d*n/(1000*60)
где d - наружный диаметр сверла, мм, n - частота вращения сверла, мин-1.
Подача S (или скорость движения подачи) равна осевому перемещению сверла за один оборот, мм/об.
Под режимом резания при сверлении понимается совокупность значений скорости резания и подачи.
Процесс резания при сверлении протекает в более сложных условиях, чем при точении. В процессе резания затруднены отвод стружки и подвод охлаждающей жидкости к режущим кромкам инструмента. При отводе стружки происходит трение ее о поверхность канавок сверла и сверла о поверхность отверстия. В результате повышаются деформация стружки и тепловыделение.
На увеличение деформации стружки влияет изменение скорости главного движения резания вдоль режущей кромки от максимального значения на периферии сверла до нулевого значения у центра.
За скорость главного движения резания при сверлении принимают окружную скорость точки режущей кромки, наиболее удаленной от оси сверла, м/с (м/мин):
V = π*D*n/(1000*60),
где D - наружный диаметр сверла, мм; n - частота вращения сверла, об/мин. Подача S (мм/об) равна осевому перемещению сверла за один оборот. За глубину резания при сверлении отверстий в сплошном материале принимают половину диаметра сверла, мм:
t=D/2, а при рассверливании t=(D-d)/2,где d- диаметр обрабатываемого отверстия, мм.
После токарной обработки деталь поступает на операцию сверления.
1.В данной детали необходимо просверлить 1 отверстия диаметром d=15мм. Материал детали сталь с пределом прочности σв = 400 МПа. Материал спирального сверла - сталь быстрорежущая марки Р18. Охлаждение - эмульсией. Сверлить будем на станке модели 2Н135.Расчет режима резания:
2.Определяем подачу S по формуле
S=Sтабл*Кэ,
где Sтабл= 0,28 (мм/об). Выбираем из таблицы в зависимости от σв = 400 МПа при сверлении отверстий глубиной 1 ≤ 3d, с точностью не выше 12-го квалитета в условиях жесткой технологической системы (1≤3d ≤36 = 12); Кэ- поправочный коэффициент на подачу, Кэ = 1, так как сверлят отверстие глубиной 1 < Зd, с точностью не выше 12-го квалитета и в условиях достаточно жесткой технологической системы(В связи с отсутствием дополнительных значений и параметров). S = (0,28-0,32) * 1 = (0,28-0,32) мм/об
Подача на станке устанавливается в пределах выбранного табличного диапазона. Принимаем S = 0,28 мм/об.
3.Определяется скорость резания V по формуле:
V=(Cv* dnv* Kυ)/(Tm* Syv),
где Су - коэффициент, учитывающий физико-механические свойства
материала заготовки и условия обработки;
Т - стойкость сверла, мин;
По приложениям 2 и 3 [3] находим:
Су = 7.76;
Т= 30 мин.
nу = 0,4;
yу = 0,5;
m= 0,2;
К>у> = К>mυ> * К>uυ> *К>lυ >- поправочный коэффициент на скорость резания;
К>mυ>= К>г> * (750/σв)ny— поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала;
К>г> - коэффициент, учитывающий материал инструмента (для сверл из быстрорежущей стали и обрабатываемого материала — углеродистой стали Кг=1);
nv-показатель степени (для сверл из быстрорежущей стали обрабатываемого материала - углеродистой стали при σв <400 МПа, nv=0,9);
К>uυ>-поправочный коэффициент, учитывающий влияние инструментального материала (для быстрорежущей стали К>uυ> = 1);
К>lυ> — поправочный коэффициент, учитывающий глубину обрабатываемого отверстия (при глубине 1 ≤ 3d, Кlυ =1);
V = [7,76 * 300,4/(300,2 *0,280,5)] * 1 (750/400)-0,9 *1 *1 = 16,6 м/мин = 0,27 м/с.
4.Определяем частоту вращения шпинделя станка n, полученной по расчету:
n=1000*V/(π*d)=1000*16,6/(3,14*15)=352 мин-1
По станку принимаем ближайшую меньшую частоту вращения n=250 мин-1.
5.Определяем осевую силу при сверлении Р0 по формуле:
Р0 = Ср*dхр*Sур*Kр = 55,6*15*0,280,7*(400/750)0,75 = 213 кгс;
Из приложения найдем Ср = 55,6 ,ХР = 1,0 ,УР =0,7.
где Кр = (σв/750)0,75= (400/750)0,75 - поправочный коэффициент, зависящий от материала обрабатываемой заготовки; n— показатель степени (при обработке углеродистой стали п=0,75).
По паспортным данным станка наибольшее осевое усилие, допускаемое механизмом подачи станка-1500 кгс. Следовательно назначенная подача S = 0,28 мм/об допустима.
6. Определяем крутящий момент Мк от сил сопротивления резанию при сверлении по эмпрической формуле:
Мк = Сmdxm Sym Кm = 23* 152*0,280.8*(400/750 )0.75 =1166 кгс*мм;
Сm = 23; Хm = 2,0; Уm = 0,8.
Крутящий момент обеспечивается станком (допускаемый крутящий момент - 4000 кгс*мм).
7. Эффективная мощность Nе,
расходуемая на процесс резания:
Nе =
Мкдоп*n/974000 = 4000*250/974000 = 1.02 кВт.
8. Расчетная мощность электродвигателя станка Nэ :
Nэ = N/η=1.02/0,7=1.45 кВт,
где η-КПД механизмов и передач станка η=0,7
9. Определяем основное время Т0. Это время, затрачиваемое непосредственно на сверление при «ручном» подводе инструмента к заготовке:
Т0 = L/( S*n)
L = l + lвр +lпер=75+7.5*ctg59+3*0,28=80.34 - полная длина перемещения сверла, мм;
где l=2*d — глубина отверстия, мм
1вр=d/2*ctgφ-глубина врезания сверла в заготовку, мм,
1пер ≥3S— длина перебега инструмента, мм;
Принимаем угол при вершине сверла 2φ= 118°, рекомендуемый при
обработке стали. Таким образом:
То= 80.34/(0,28*250)=1.15 мин
Допуск на размер отверстия: D>4 >= 14,4+1,5>-0,7>
2.3 Технология токарной обработки
Рассмотрев технологический процесс получения поковок горячей объемной штамповки, переходим к рассмотрению технологии токарной обработки.
При разработке конструкций деталей машин, обработка поверхностей которых предполагается на станках токарной группы, целесообразно учитывать ряд специальных требований, обеспечивающих их технологичность.
Детали, обрабатываемые на станках токарной группы, должны содержать наибольшее число поверхностей, имеющих форму тел вращения. Конструкция детали должна быть такой, чтобы ее масса была уравновешена относительно оси вращения. Обработка уравновешенных заготовок исключает влияние дисбаланса масс на точность изготовления поверхностей деталей. При конструировании деталей необходимо использовать нормальный ряд диаметров и длин, что позволяет применять стандартный режущий инструмент. В конструкциях следует избегать применения нежестких валов и втулок (длинных тонких валов и тонкостенных втулок). Жесткая конструкция втулок, стаканов, цилиндров позволяет обрабатывать их в кулачковых патронах, не прибегая к специальным приспособлениям. При обработке нежестких деталей погрешность геометрической формы обработанной поверхности всегда больше, чем при обработке жестких деталей.
ХАРАКТЕРИСТИКА МЕТОДА ТОЧЕНИЯ
Технологический метод формообразования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента — резца (движение подачи). Движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно к оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача).
Разновидности точения: обтачивание — обработка наружных поверхностей; растачивание — обработка внутренних поверхностей; подрезание — обработка плоских (торцовых) поверхностей; резка — разделение заготовки на части или отрезка готовой детали от заготовки — пруткового проката.
На вертикальных полуавтоматах, автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на токарных станках других типов — горизонтальную. На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок.
Обработка резанием - это процесс срезания режущим инструментом с поверхности заготовки слоя металла для получения требуемой геометрической формы, точности размеров и шероховатости поверхности детали. Для осуществления этого необходимо, чтобы заготовка и режущая кромка инструмента перемещались относительно друг друга.
Основными движениями в металлорежущих станках являются движения резания, обеспечивающие срезание с заготовки слоя металла, и включающие главное движение и подачу. Главным называется движение, которое служит непосредственно для отделения стружки. Количественно оно оценивается скоростью резания, обозначаемой буквой V, с размерностью м/с(м/мин). При токарной обработке - это вращение заготовки.
Подача - движение, обеспечивающее непрерывное врезание режущего инструмента в новые слои материала обрабатываемой заготовки. Подача обозначается буквой 8 с индексом, указывающим направление: Sпр-продольная, Sп - поперечная подача. При токарной обработке подачей является поступательное движение суппорта. Размерность подачи мм/об.
Обработка заготовки на токарном станке называется токарной операцией. Операция- законченная часть технологического процесса, выполняемая рабочим на одном | рабочем месте над определенной деталью. Простейшим элементом технологической операции является переход - обработка одной поверхности одним инструментом при определенных режимах резания. Если срезаемый слой велик, то он может удаляться не за 1, а за 2 и более проходов -однократных движений инструмента по поверхности.
После получения детали из литейного цеха, составим маршрут токарной операции обработки детали, выберем инструмент и занесем в таблицу 2.3.
Таблица 2
|
Уста-новы |
Пере-ходы |
Содержание установов и переходов |
Схемы переходов |
Тип резца |
|
А |
1 |
Установить заготовку в патрон и закрепить. Подрезать торец как «чисто». |
|
Подрезной |
|
2 |
Точитьø73+1,6-0,8 до ø70+1,6-0,8 на длину 40+1,5>-0,7> |
|
Проходной упорный |
|
|
В |
|
Точить ø 129,2+1,7>-0,9 >до ø 125+1,7>-0,9>на длину 20+1,5>-0,7 >мм Установить заготовку в патрон и закрепить, подрезать тареч в размер 75+1,6>-0,8>. |
|
Проходной упорный Подрезной |
|
2 |
Точитьø78+1,6>-0,8> до ø75+1,6>-0,8> на длину 20+1,5>-0,7> |
|
Проходной упорный |
|
|
3 |
Расточить внутренний ø14,4+1,5>-0,7> до ø15+1,5>-0,7> на всю длину |
|
Расточной проходной |


 3
3



2.Выбор инструмента.
Согласно маршрута токарной обработки выбираем проходной резец. При точении заданной шероховатости 20 используем марку твердосплавной режущей пластинки - Т15К6 с геометрией: (φ = 90°, φ1= 45°,γ= 10° α =12°,
r=1,0 мм. Период стойкости Т = 80 мин.
3 Расчет режима резания для перехода А2.
Глубина резания t принимается равной припуску t = z= 1 мм.
4 Выбираем подачу S. S = 0,5 мм/об.
5 Определяем скорость резания.
V=С>V>/(t Xv*SYv *Tm) =350/(10,15*0,50,35*800,2) V =184,2 м/мин
6 Вычисляем частоту вращения:
n= 1000V/(π*d)=1000*184,2/(3,14*15)=3910 мин-1
Уточняем nст по паспортным данным станка (см. табл. 6[2]) и принимаем ближайшую меньшую nст=3150 мин-1.
7 Определим фактическую скорость резания:
Vф=( π*d* n>cm>) /1000= (3,14*15*3150)/1000=148,4м/мин
8 Определим главную составляющую силы резания (по табл. 7[2]):
Pz= с>p> * tXp * SYp * VПр = 2943*1*0,50,75*148,4-0,15 = 783,4 Н.
9.Определим мощность резания:
NЭ = Pz * Vф/ (1040 * 60 * η) = 783,4*148,4/(1040*60*0,8) = 2,32 кВт,
где
η = 0,7 – 0,9 – коэффициент полезного действия механизмов и передач станка.
Так как Nэ = 2,32 < 10 кВт =Nст, то обработка на данных режимах выполняется.
3. Заключение
Выполнив данную курсовую работу, я познакомился с разработкой технологического процесса получения горячей объемной штамповки, с технологией токарной обработки и сверления.
Сделаем некоторые выводы:
1. Штамповка в закрытых штампах должна:
1) Обеспечивать получение поковки определенной геометрической формы и размеров;
2) При штамповке в закрытых штампах надо строго соблюдать равенство объёмов заготовки и поковки;
3) Существенным преимуществом штамповки в закрытых штампах является уменьшение расхода металла, поскольку нет отхода заусениц.;
4) Поковки полученные в закрытых штампах имеют более благоприятную микроструктуру;
5) При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших зажимающих напряжениях, чем в открытых штампах.
В процессе курсовой работы был разработан технологический процесс производства детали методом горячей объёмной штамповки. Также были рассмотрены следующие вопросы: 1. Произведён расчёт поковки детали. Определены припуски на механическую обработку, допускаемые отклонения размеров.
2. Определили техническую схему производства поковок, выполнили графическим материал, который включает в себя чертёж поковки.
2. При механической обработке деталей необходимо соблюдать следующие требования:
1) точность обработки заготовок, качество поверхностных слоев;
2) правильность выбора режущего инструмента (твердость материала режущей части должна значительно превышать твердость материала обрабатываемой заготовки, форма инструмента должна соответствовать выполняемой операции);
3) технологическая карта должна подробно отражать все операции технологического процесса;
4) при разработке конструкции детали, которые будут обрабатываться на станках токарной группы, должны содержать наибольшее число поверхностей, имеющих форму тел вращения. Масса детали должна быть уравновешена относительно оси вращения. Целесообразно избегать сложных фасонных поверхностей, придерживаться стандартных размеров и форм деталей, что позволяет использовать стандартный режущий инструмент.
3. При разработке конструкции детали, которые будут обрабатываться на сверлильных станках, необходимо придерживаться следующих технологических требований:
1) отверстия, к которым предъявляют высокие требования по точности, необходимо выполнять сквозными, а не глухими;
2) поверхность, в которую врезается сверло, должна быть перпендикулярной к движению сверла;
3) глубокие отверстия рекомендуется заменять двумя неглубокими;
4) ко всем элементам детали при обработке и измерении должен быть свободный доступ;
5) обрабатываемые поверхности рекомендуется располагать параллельно или взаимно перпендикулярно.
Основой повышения экономической эффективности обработки металла давлением, конечно же, является технический прогресс. Технический прогресс - это процесс совершенствования производства, технологических методов и форм организации труда и производства, состоящий в непрерывном совершенствовании производства на базе новой техники, научных достижений и передового опыта.
5.Список использованной литературы:
1. Разработка схемы технологического процесса получения поковок горячей объемной штамповки. Метод. Указания по выполнению практической работы. ДГТУ, Ростов н/Д, 2004. 11 с.
2. Технология токарной обработки. Метод. указания по выполнению практической работы. ДГТУ, Ростов н/Д, 2000. 11 с.
3. Расчёт режима резания при сверлении. Метод. указания по выполнению практической работы. ДГТУ, Ростов н/Д, 2000. 11 с.
4. Ковка и штамповка: справочник в 4-х томах Т.2 Горячая штамповка. Под ред. Е.И.Семенова. М.: Машиностроение, 1986. 592 с.
5. Технология конструкционных материалов. Учебник для машиностроительных специальностей вузов/Под общ. ред. А.М.Дальского,2004,512 с.
6. Курсовые и дипломные
проекты(работы). Правила оформления.
Стандарт предприятия. ДГТУ, Ростов н/Д,
2001. 34 с.