Разработка агрегатного станка для обработки группы отверстий в детали "Крышка"
Содержание
Введение
1. Теоретическая часть
1.1 Исходные данные
1.2 Обзор возможных методов автоматизации обработки детали
1.3 Определение порядка обработки и технологических переходов, назначение режимов резания для каждого перехода
1.3.1 Определение порядка обработки и технологических переходов
1.3.2 Назначение режимов резания для каждого перехода
1.3.3 Выбор инструмента
1.4 Подбор стандартного технологического оборудования и унифицированных узлов станка с приведением их основных технических характеристик и схем
1.4.1 Выбор поворотного делительного стола
1.4.2 Выбор станины
1.4.3 Выбор агрегатных силовых головок
1.4.4 Выбор стоек
1.5 Описание устройства и принципа действия предлагаемого агрегатного станка и последовательности срабатывания схемы управления
2 Расчетная часть
2.1 Выбор типа агрегатного приспособления
2.1.1 Определение усилия зажима
2.1.2 Расчет диаметра поршня пневмоцилиндра
2.2 Определение длительности рабочего цикла на базе построения циклограммы работы агрегатного станка
2.3 Расчет цикловой производительности разработанного агрегатного станка
2.4 Расчет коэффициента загрузки разработанного агрегатного станка и его анализ
Заключение
Приложение А
Приложение Б
Приложение В
Приложение Г
Приложение Д
Введение
В последнее время, в связи с достижениями научно-технического прогресса в промышленности все большее значение принимает автоматизация производства. Это особенно актуально для крупносерийного и массового производств, где автоматизация вообще необходима. Она позволяет в значительной степени повысить эффективность обработки деталей на металлорежущих станках, снизить время обработки, а следовательно повысить производительность. Кроме того, при автоматизации значительно уменьшается степень участия человека в производстве, что улучшает условия труда и повышает культуру производства в целом.
Заданием на курсовую работу является разработка агрегатного станка для обработки группы отверстий в детали «Крышка». Агрегатные станки обеспечивают высокую точность размеров отверстий, а также необходимую точность их взаимного расположения. На таких станках достигается высокая производительность благодаря многоинструментальной обработке, одновременному выполнению нескольких переходов, концентрации различных видов обработки в рабочей позиции, использованию автоматического рабочего цикла, исключающего непосредственное влияние субъективного фактора (рабочего - оператора) на длительность цикла.
Агрегатные станки обладают рядом дополнительных достоинств. Они позволяют быстро и с малыми затратами осуществлять подготовку производства новых изделий, так как состоят из стандартных унифицированных узлов. Эти узлы могут быть многократно использованы в различных станках и в автоматических линиях.
Станки позволяют с помощью переналадки переходить на выпуск новых деталей, поэтому они также успешно применяются и в серийном производстве.
Теоретическая часть
Исходные данные
Деталь «Крышка». Согласно заданию, она изготовлена из материала Чугун СЧ18 ГОСТ 1412-88.
Таблица 1.1 – Химический состав материала Чугун СЧ18 в %
|
Si |
Mn |
S |
C |
P |
|
1,9…2,3 |
0.5…0.7 |
0…0.15 |
3,4…3,6 |
0…0.2 |
Таблица 1.2 – Физико-механические свойства материала Чугун СЧ18
|
|
|
|
|
|
|
|
7200 |
80 |
1 |
1 |
100/700 |
60-80 |




 (сж./раст.)
(сж./раст.)
Масса детали, по данным приложения Компас 3D, G = 2,45 кг. Годовая программа выпуска – N = 50000 штук. Следовательно, по таблице, согласно [1], тип производства — крупносерийное. Габаритные размеры – 170х50.
Необходимо обработать в условиях указанного типа производства на данной детали 4 отверстия с резьбой М10 мм и 1 отверстие 5 мм.
Поверхности детали, обрабатываемые на указанных переходах должны иметь шероховатость Ra2,5 и Rz20 и точность по 14 квалитету.
Обзор возможных методов автоматизации обработки детали
Данный вид обработки на данной детали можно автоматизировать с целью сокращения штучного времени несколькими способами.
Первый способ: модернизация универсального сверлильного станка.
В этом случае возможна параллельная обработка четырех отверстий универсальным инструментом с использованием многошпиндельной насадки. В данном случае обработку придется производить на трех станках (сверление 4 отверстий под резьбу; нарезание резьбы; сверление одного отверстия Ø5;). Причем последний переход модернизировать не удастся. Кроме того, в штучное время обязательно входит время закрепления и снятия заготовки.
Этого существенного недостатка, присущего также и первому способу, и многих других позволяет избежать второй способ автоматизации: применение агрегатного станка.
Положительные особенности данного метода, согласно [2]:
высокая производительность, обусловленная совмещением основного технологического и вспомогательного времени загрузки деталей на станок (в особенности у станков с круглым поворотным столом), одновременной и параллельной схемой обработки деталей во всех рабочих позициях станка;
высокая точность обработки деталей, которая достигается благодаря точности исполнительных узлов и механизмов станка, имеющих отработанную конструкцию, изготавливаемых по хорошо отлаженной технологии в условиях специализации производства;
стабильность качества обработки при хорошей сборке и наладке;
относительно низкая стоимость стандартных узлов и станка;
простота проектов и малые сроки проектирования станков, что очень важно при подготовке производства;
возможность переналадки станков на выпуск различных деталей;
повторное использование узлов в конструкциях вновь создаваемых станков и автоматических линий;
широкие технологические возможности;
невысокая потребная квалификация операторов.
Определение порядка обработки и технологических переходов, назначение режимов резания для каждого перехода
Определение порядка обработки и технологических переходов
Для обработки четырех отверстий с резьбой с донной стороны заготовки и одного отверстия с боковой стороны полагаю использовать пятипозиционный стол агрегатного станка (одна позиция загрузочная).
Выбор инструмента
Порядок обработки по позициям:
Загрузочная позиция;
Вертикальная агрегатная головка с многошпиндельной насадкой сверлит четыре отверстия 8,5 мм.
Вертикальная агрегатная головка с многошпиндельной насадкой выполняет снятие фаски под нарезание резьбы.
Вертикальная агрегатная головка с многошпиндельной насадкой выполняет нарезание резьбы М10
Горизонтальная агрегатная головка центрует отверстие Ø5 т. к. оно находится на цилиндрической поверхности и необходимо избежать его смещение.
Горизонтальная агрегатная головка сверлит отверстие Ø5
Недостатком принятой технологии обработки четырех отверстий является необходимость применения трех одинаковых многошпиндельных насадок в позициях 2,3 и 4. Однако это позволяет снизить себестоимость за счет экономии на количестве переходов.
Назначение режимов резания для каждого перехода
Согласно [3], по таблицам назначаются режимы резания по переходам.
Число оборотов шпинделя определяется по формуле:
 , (1.1)
, (1.1)
Где
 – скорость резания,
– скорость резания,
 ;
;
 – диаметр инструмента,
– диаметр инструмента,
 .
.
Мощность:
 (1.2)
(1.2)
Крутящий момент при сверлении:
 , (1.3)
, (1.3)
Где C>м>= 0,021; q=2; y=0.8; К>р>=(165/190)0,6=0,92
Крутящий момент при нарезании резьбы:
 , (1.4)
, (1.4)
где C>м>= 0,013; q=1,4; y=1,5; К>р>=1,5
Осевая сила:
 (1.5)
(1.5)
где
C>р>= 42,7; q=1,0; y=0.8; К>р>=(165/190)0,6=0,92
Позиция №1 (загрузочная)
Позиция №2
Сверление
четырех отверстий 8,5
мм: подача
 ;
период стойкости инструмента
;
период стойкости инструмента
 ;
скорость резания
;
скорость резания
 ;
число оборотов шпинделя
;
число оборотов шпинделя
 ;
мощность резания
;
мощность резания
 – суммарная; осевая сила
– суммарная; осевая сила
 .
.
Позиция №3
Снятие фасок зенкером (90º): S>0> = 0,1 мм/об, глубина резания t = 1,5 мм период стойкости Т>0> = 60 мин, необходимые осевые усилия P>0> = 239 ∙ 4 = 956 Н, мощность N = 0,08 ∙ 4 = 0,32 кВт, скорость резания υ = 15,8 м/мин, частота вращения шпинделя n = 350 об/мин,
Позиция №4
Нарезание
резьбы метчиком: подача
 – самоподача; период стойкости инструмента
– самоподача; период стойкости инструмента
 ;
скорость резания
;
скорость резания
 ;
число оборотов шпинделя
;
число оборотов шпинделя
 ;
мощность резания
;
мощность резания
 .
.
Позиция №5
Сверление
центровочного отверстия Ø2,5: подача
 ;
период стойкости инструмента
;
период стойкости инструмента
 ;
скорость резания
;
скорость резания
 ;
число оборотов шпинделя
;
число оборотов шпинделя
 ;
мощность резания
;
мощность резания
 .
.
Позиция №6
Сверление
центровочного отверстия Ø5: подача
;
период стойкости инструмента
 ;
скорость резания
;
скорость резания
 ;
число оборотов шпинделя
;
число оборотов шпинделя
 ;
мощность резания
;
мощность резания
 .
.
Для удобства восприятия занесем полученные данные в таблицу.
Таблица 1.3 – Режимы резания при обработке детали «Крышка».
|
Наименование перехода |
Подача, мм/об |
Глубина, мм |
Скорость, м/мин |
Частота, об/мин |
Мощность, кВт |
|
1.Сверление 4-х отв. Ø8,5 |
0,15 |
4,25 |
22 |
825 |
1,04 |
|
2.Снятие фасок с 4 отв. |
0,1 |
1,5 |
15,8 |
350 |
0,32 |
|
3.Нарезание резьбы М10-7Н |
1,5 |
0,75 |
7 |
200 |
0,612 |
|
4.Сверление центр. отв.Ø2,5 |
0,1 |
1,25 |
15 |
2036 |
0,04 |
|
5.Сверление отв. Ø5 |
0,1 |
2,5 |
22 |
1338 |
0,11 |
Выбор инструмента
Таблица 1.4 – Режущий инструмент
|
№ позиции |
Агрегатная головка |
Инструмент |
Кол-во |
Диаметр D, мм |
Материал |
|
2 3 4 5 6 |
Вертикальная Вертикальная Вертикальная Горизонтальная Горизонтальная |
Сверло Зенкер Метчик Сверло центровочное Сверло |
4 4 4 1 1 |
8,5 16 М10-7Н 2,5 5 |
Р6М5 Р6М5 Р6М5 Р18 Р6М5 |
Подбор стандартного технологического оборудования и унифицированных узлов станка с приведением их основных технических характеристик и схем
Согласно [4], производится подбор унифицированных узлов агрегатного станка.
Выбор поворотного делительного стола
Исходя из общего количества позиций (6) и габаритов заготовки по каталогу [5] выбирается поворотный делительный стол У1Н2056. Конструктивная схема делительного стола представлена на рисунке 1, кинематическая схема – на рисунке 2.
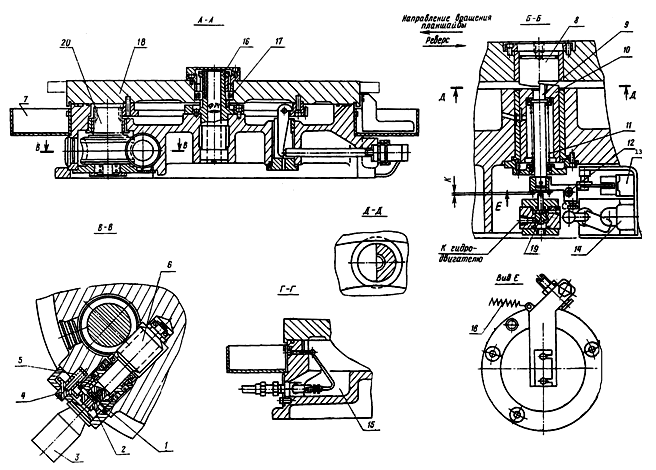
Рисунок 1 – Конструктивная схема делительного стола модели У1Н2056
Р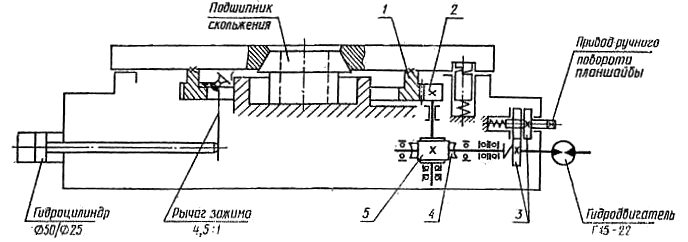 исунок
2 – Кинематическая схема делительного
стола модели У1Н2056
исунок
2 – Кинематическая схема делительного
стола модели У1Н2056
Стол предназначен для периодического перемещения обрабатываемых деталей из одной рабочей позиции на другую и точной фиксацией на каждой позиции. Подобные столы применяются для компоновки многопозиционных агрегатных станков. Класс точности Н.
Гидрораспределители для подвода масла к приспособлению закрепляются на оси стола. Во время поворота планшайбы опорные направляющие гидростатически разгружаются маслом марки ИНСА-65 ТУ 38-101672-77, которое подается от станции смазки, расположенной рядом с поворотным столом. Масло, стекающее с направляющих во внутреннюю полость корпуса, используется для смазки зубчатой и червячной передач и попадает в клапан 15, откуда самотеком возвращается в станцию смазки.
Планшайба 18 поворачивается гидродвигателем 3 через червячную передачу 6 и цилиндрическую зубчатую передачу 20. В конце поворота упop 8 наезжает на подвижный фиксатор 10, который при ходе вниз включает выключатель 14 и нажимает золотник 19, затормаживающий вращение гидродвигателя 3. При дальнейшем вращении планшайбы фиксатор освобождается, под действием пружины 11 поднимается вверх и размыкает выключатель 14, который дает команду на реверс гидродвигателя 3. Масло начинает поступать через нижнее отверстие золотника 19, и плунжер золотника, поднимаясь вверх, освобождает проход масла к гидродвигателю.
Скорость реверса определяется стабилизатором, установленным на выходе гидродвигателя. В конце реверса упор 8 поворачивает валик 9, расположенный по оси фиксатора 10, преодолевая усилие пружины 18. На нижнем конце валика 9 находится планка с винтом 12, который при повороте валика включает датчик исходного положения 13. Срабатывание датчика включает реле времени (РВ), выдержка которого достаточна для создания необходимого усилия контакта фиксирующих плоскостей упора 8 и фиксатора 10. Срабатывание РВ отключает гидроразгрузку и включает зажим планшайбы. Зажим планшайбы и вместе с ним цикл деления заканчивается при срабатывании РВ.
На столе имеется ручной привод поворота планшайбы, который используется при наладке стола. Он состоит из подпружиненной шестерни вала 4, на конце которой выполнено шестигранное отверстие под ключ, и шестерни 2, соединенной разгонной муфтой 1 с червяком 6. При сжатии пружины 5 шестерня 4 вводится в зацепление с шестерней 2.
Корыто стола 7 предназначено для сбора стружки и охлаждающей жидкости, которые удаляются по лотку в отдельно стоящее приемное устройство. Для удобства демонтажа корыто выполнено разъемным. В оси 16 стола предусмотрено центральное отверстие для подвода труб гидравлики и смазки к приспособлению.
Основные технические данные стола модели У1Н2056:
|
Диаметр планшайбы, мм. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Число позиций планшайбы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Время поворота на одну позицию, с. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Допустимый крутящий момент на планшайбе от сил резания, кН*м: по часовой стрелке. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . против часовой стрелки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Допустимое радиальное усилие, проложенное на высоте 200 мм от зеркала планшайбы, кН. . . . . . . . . . . . . . . . . . . . . . . . . . .. Наибольшая масса устанавливаемых на стол приспособлений с деталями, кг. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. Наибольшая вертикальная сила при обработке, кН. . . . . . . . . . . . . . . . . . . . . .. Масса стола, кг. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
1000 6 3,5 6 8 40 2000 100 1200 |
Выбор станины
Станины предназначены для компоновки многопозиционных агрегатных станков. На ней монтируются силовые головки, прямые и арочные стойки, поворотный делительный стол или стационарное приспособление и другие механизмы. Для выбранного типоразмера стола подходит станина 2УХ1234.000.
Данная станина представляет собой полый чугунный цилиндр. Для удобства оператора в передней части станины сделан выем. Все узлы и механизмы агрегатного станка монтируются на верхней плоскости. Масса станины 2450 кг. Схема станины модели 2УХ1234.000 представлена на рисунке 5.

Рисунок 3 – Принципиальная схема станины модели 2УХ1234.000
Выбор агрегатных силовых головок
Выбор агрегатных силовых головок основан на подборе по следующим параметрам: тип привода главного движения и подач, мощность электродвигателя, величина рабочего хода и усилие привода подач.
Наибольшая мощность резания определилась на первом переходе, где она составляет N = 1,04 кВт. С учетом того что КПД привода главного движения меньше единицы выбирается силовая головка пинольного типа с плоско-кулачковым механизмом подачи модели У1Х4035 с мощностью двигателя 2,2 кВт
Данная силовая головка предназначена для сверления, развертывания, торцевания и нарезания резьбы. Конструкция головки предусматривает возможность оснащения многошпиндельной насадкой, механизмом обратного хода, механизмом двусторонней обработки, фрезерной насадкой и другими устройствами.
Головка может устанавливаться в горизонтальном, вертикальном или наклонном положении. Кинематическая схема агрегатной головки приведена на рисунке 4.
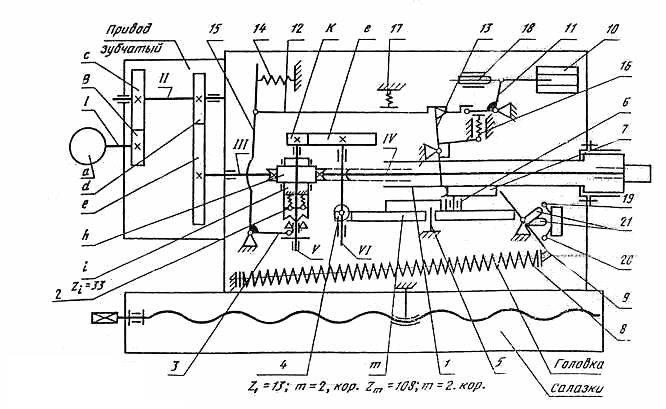
Рисунок 4 – Кинематическая схема силовой головки модели У1Х4035
Головка работает следующим образом: гл. движение передается от электродвигателя на вал I, шестерни B и C, вал II, шестерни d и e от вала на пустотелый червяк, вращающийся в подшипниках качения. От червяка h через червячную шестерню, шариковую кулачковую муфту 3, сменные шестерни к и l вращение передается с вала V на вал VI, а затем через шестерню 4 кулачку t, посаженному на ось 6, закрепленную вместе со шпонкой 7 на пиноли, и сообщает последней возвратно-поступательное движение. Для Обеспечения постоянного контакта кривой профиля кулачка t с роликом оси служит пружина 8, воздействующая на пиноль через рычаг 9.
Подача включается автоматически после срабатывания электромагнита 10. Втягивающийся сердечник магнита поворачивает рычаг 11, который при повороте выводит тягу 12 на зацепление с рычагом 13. Пружина сжатия 14 воздействует на двуплечий рычаг 15, с которым связана тяга, заставляет его повернуться вокруг оси и вторым плечом включить кулачковую муфту 3. После включения муфты замыкается цепь подачи, и пиноль движется вперед. Рычаг 13 под действием пружины 16 находится в контакте со шпонкой и поворачивается на оси. Свободный конец рычага скользит по выступу тяги и затем попадает в ее паз под действием пружины 17.
Возвращаясь назад, пиноль шпонкой повернет рычаг, который, увлекая за собой тягу, сожмет пружину 14 и через двуплечий рычаг 15 отключит кулачковую муфту 3. Вращение кулачка прекратится, и пиноль в ожидании новой команды останется в исходном положении. При наладочных работах подача включается от руки нажатием кнопки 18.
Исходное положение контролируется микропереключателем 19, а команда на реверсирование электродвигателя при резьбонарезных работах силовой головки поступает от микропереключателя 20. Управление микропереключателями осуществляется при помощи флажков 21, закрепленных на рычаге 9. Если не требуется реверсирование двигателем, го микропереключатель 20 используется как запасной.
С целью уменьшения времени на вспомогательные перемещения пиноли (быстрые подвод и отвод) в силовой головке применяются многоскоростные электродвигатели. Небольшая частота вращения электродвигателя применяется на участках кулачка быстрых подвода и отвода. Управление происходит следующим образом: с исходного положения пиноль быстро перемещается вперед (включается обмотка двигателя большой частоты вращения) до тех пор, пока дополнительный флажок не включит микропереключатель 20, который даст команду на вращение двигателя на расчетной (меньшей) частоте вращения. Шпиндель вращается на заданной частоте вращения на всём участке рабочего хода кулачка до конца рабочего хода. При переходе ролика с профиля кулачка рабочего хода на участок быстрого отвода флажок включает дополнительный конечный выключатель, и электродвигатель начинает вращаться с большей частотой вращения и происходит быстрое перемещение пиноли в исходное положение.
Основные технические данные силовой головки модели У1Х4035

Выбор стоек

Для установки вертикальных силовых головок на позициях №2, №3 и №4, где установлены вертикальные силовые головки, по габаритным размерам выбираем стойку 1УХ1535.010, её масса 192 кг. Эскиз стойки изображён на рисунке 5.
Описание устройства и принципа действия предлагаемого агрегатного станка и последовательности срабатывания схемы управления
Данное автоматизированное оборудование (агрегатный станок) состоит из унифицированных узлов (агрегатов), соединённых в единую работоспособную конструкцию. Обработка производится на поворотном делительном 6-ти позиционном столе модели У1Н2056, который установлен на станине модели 2УХ1234.000. Ось вращения стола – вертикальная. На станине располагаются три стоки модели 1УХ1535.010, расположенных по окружности со смещением в 60° каждая относительно предыдущей. На каждой стойке, на определённой высоте, устанавливается силовая головка модели У1Х4035.300, (расположение силовой головки в пространстве – вертикально) которая непосредственно участвует в процессе обработки. Еще две силовые головки располагаются непосредственно на станине – горизонтально (так же по окружности со смещением в 60°). Позади стола расположена гидростанция. В первой позиции вместо стойки с силовой головкой расположен стул, предназначенный для удобства рабочего (оператора). На передней поверхности расположен пульт управления (кнопочная станция).
Из вышесказанного ясно, что данный агрегатный станок является шестипозиционным. В нем пять рабочих позиций и одна загрузочная. Общий вид агрегатного станка приведен на чертеже общего вида ТПЖА. 041400.235 ВО. Установка заготовок и снятие деталей производится рабочим из питателя. Время снятия и установки является перекрываемым временем обработки на лимитирующей позиции, которой является позиция №4 (силовая головка №3), где производится нарезание резьбы в четырех отверстиях, поскольку только в данной позиции применяется симметричный, а, следовательно, самый длительный цикл обработки.
Основной особенностью подобного оборудования является автоматическая работа, почти не требующая вмешательства человека. Рабочий только снимает деталь и устанавливает заготовку. Здесь автоматическая работа осуществляется за счёт совместных действий совокупности различных приводов движения, переключателей, датчиков и таймеров, объединённых в единый, отлаженный механизм. При этом заготовка последовательно проходит ряд остановок, на каждой из которых совершается технологическая операция. После выполнения тех. операции силовая головка автоматически выключается, этому способствует датчик, который активизируется в конце тех. операции. После остановки всех агрегатных головок стол поворачивается (начало поворота после остановки лимитирующей силовой головки) и включается таймер, по команде которого зажимается планшайба стола, и запускаются все агрегатные силовые головки. Таким образом, данный цикл может повторяться сколько угодно долго, пока оператор не нажмёт на пульте управления кнопку «СТОП».
Данный станок работает в следующей последовательности. В начале смены рабочий загружает заготовку в позиции №1 (загрузочная), после чего он нажимает кнопку «ПУСК» на панели управления. Происходит включение электродвигателя ЭД1 гидростанции. Одновременно с этим включается электромагнит Э2 распределителя гидроцилиндра зажима стола, последний при этом освобождает зажим стола. И одновременно же с этими событиями поступает сигнал на таймер (ТМР2), который с определенной задержкой времени включает электромагнит Э4 гидрораспределителя, после чего происходит поворот стола с помощью гидромотора. При повороте стола на угол 60 один из шести скошенных упоров набегает на подвижный скошенный фиксатор. При этом последний, перемещаясь в осевом направлении, включает выключатель ВК1, который дает команду на реверс гидродвигателя. Непосредственно перед этим подвижный скошенный фиксатор нажимает золотник, который замедляет вращение стола, когда же гидромотор реверсируется, указанный золотник возвращается в исходное положение. При незначительном обратном вращении стола включается датчик исходного положения ВК2. Срабатывание датчика включает таймер ТМР1, выдержка которого достаточна для создания необходимого усилия контакта скошенных упора и фиксатора. Срабатывание таймера отключает гитдродвигатель и включает зажим планшайбы стола.
Срабатывание таймера ТМР1, кроме вышеописанных действий, осуществляет одновременный запуск электродвигателей всех силовых головок. Происходит одновременная обработка деталей во всех пяти рабочих позициях. По окончании цикла обработки лимитирующей силовой головки СГ №3 ее выключатель ВК6 включает электромагнит Э2 распределителя гидроцилиндра зажима стола и подает сигнал на таймер ТМР2, который с определенной задержкой времени включает электромагнит Э4 гидрораспределителя, после чего происходит поворот стола с помощью гидромотора. Таким образом, цикл начинает повторяться.
Принцип действия применяемых на станке силовых головок заключается в следующем. Главное движение передается от электродвигателя через зубчатую передачу на пустотелый червяк, вращающийся в подшипниках качения. От червяка через шлицевое соединение вращение передается шпинделю.
Движение подачи осуществляется пинолью совместно со шпинделем относительно корпуса головки. От вышеупомянутого червяка через червячное колесо, предохранительную и кулачковую муфты, сменные шестерни вращение передается на шестерню кулачка. Ось кулачка закреплена на пиноли и сообщает последней возвратно-поступательное движение.
Для нарезания резьбы на СГ №3 используется микропереключатель ВК5, который в определенный момент подает команду на реверсирование электродвигателя головки. При этом и вращение шпинделя, и вращение кулачка осуществляются в обратных направлениях.
Особое значение в схеме управления имеет пневмораспределитель, монтируемый в центре стола и обеспечивающий автоматизацию срабатывания на зажим – разжим приспособлений, закрепленных на столе станка. Благодаря этому функция рабочего сводится к простой установке заготовки без ее крепления, а это сокращает вспомогательное время и способствует применению автоматического режима работы станка.
В конце работы, нажатием кнопки «Стоп» на пульте управления происходит выключение всех двигателей силовых головок, а также привода поворота стола.
. Расчетная часть
Выбор типа агрегатного приспособления
По заданию необходимо разработать агрегатное приспособление. Для данного случая это будет автоматизированное зажимное приспособление.
При обработке детали «Крышка» отверстия необходимо просверлить центрично относительно оси вращения. Наружный диаметр детали выполнен с достаточной точностью (170h8). Также необходимо избежать погрешности поворота детали по вертикальной оси. Таким образом, одна из поверхностей базирования будет нижняя поверхность крышки а вторая наружный диаметр 170 мм, а зажатие заготовки будет осуществляться сверху ближе к краю в четырех местах с помощью пневмоцилиндра.
Определение усилия зажима
При сверлении отверстий, а так же во время выхода сверла за счет сил трения между сверлом и деталью, деталь подхватывается инструментом, поэтому заготовку необходимо зажимать. Таким образом, необходимо вычислить усилия зажима при максимальных осевых силах (Р>0>=2928Н). Эскиз зажима приведён на рисунке 8.

Рисунок 8 – Эскиз зажима заготовки
Заготовку с разных сторон прижимают четыре прижима. Усилие зажима, развиваемое на каждом прижиме, определяется по формуле:
W = P / (4 ∙ƒ), Н
где ƒ – коэффициент трения скольжения, возникающее между поверхностью заготовки и губкой. По справочнику [6] выбираем ƒ = 0,2.
Подставляем в формулу:
W =2928 / (4 * 0,2) = 3660 Н
Р>ц >= W∙K>зп> = 3660 ∙ 1,4 = 5125 Н
где K>зп >– коэффициент запаса прочности.
Расчет диаметра поршня пневмоцилиндра
В качестве источника силы, обеспечивающего зажим, будет использоваться пневмоцилиндр.
Давление в гидроцилиндре, необходимое для получения необходимого усилия определяется по формуле:
ρ = P>ц> / F , Н/м2
где F – площадь цилиндра, м2.
F = π ∙ d2 / 4
Давление в промышленных пневмосистемах 6 атм. и выше (1атм. = 0.0980665 МПа)
Зная давление можно рассчитать площадь цилиндра и диаметр поршня.

Подставляем в формулу:
ρ ≈ 0,6 МПа F = 5125/0,6 = 8540 → d ≈ 105 мм
Чертёж общего вида агрегатного приспособления приведён в графической части на чертеже ТПЖА.413540.235 СБ.
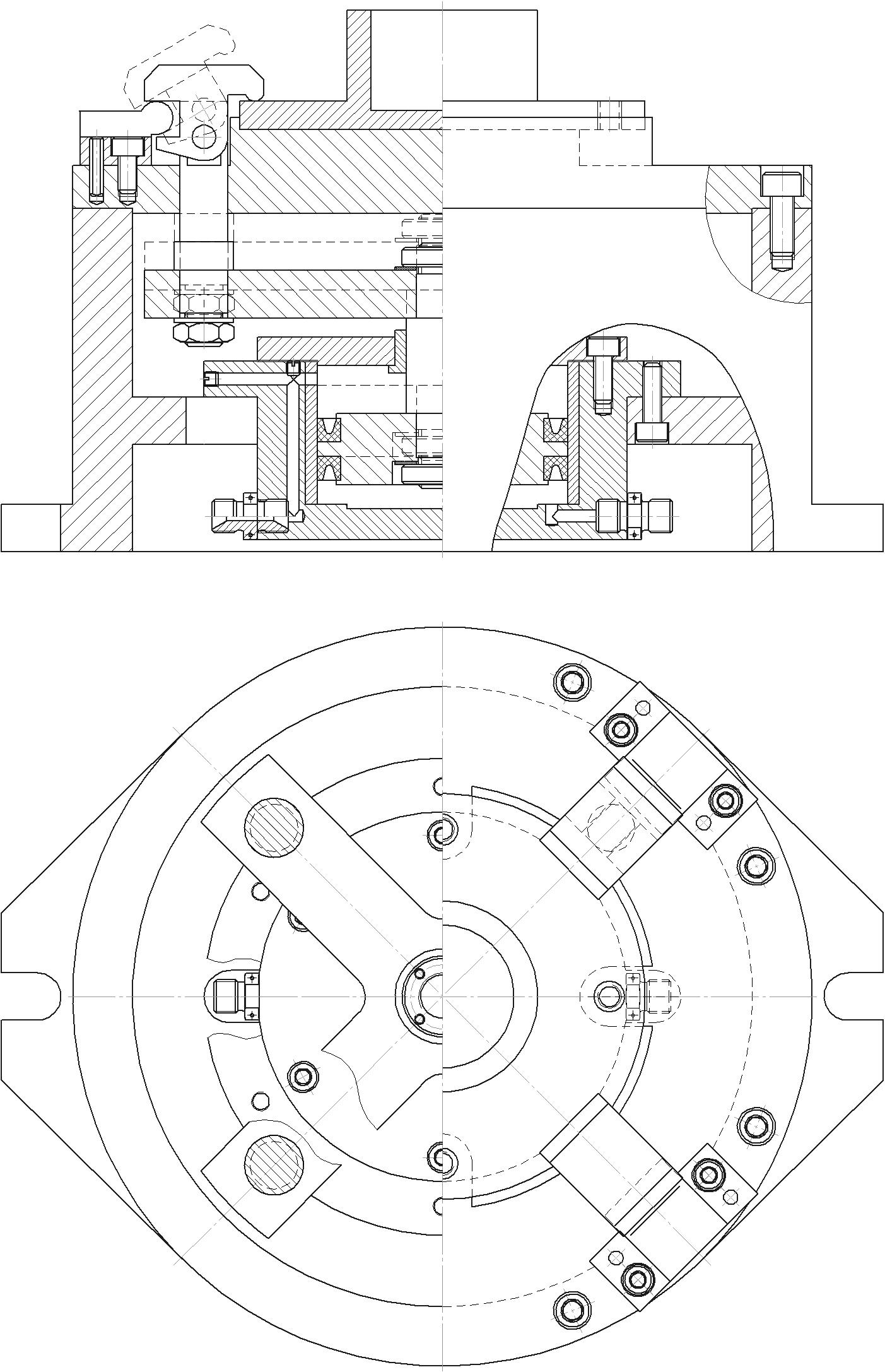
Рисунок 9 – Приспособление зажимное агрегатное.
Определение длительности рабочего цикла на базе построения циклограммы работы агрегатного станка
По заданию длительность рабочего цикла определяется на базе построения циклограммы работы спроектированного оборудования. Для этого нужно знать длительность рабочего цикла каждой головки, а так же время поворота на одну позицию поворотного стола.
Длительность рабочего цикла определяется по формуле:
Т>ц> = t>о> + t>в>, с
где t>о> – основное (машинное) время обработки данной детали, с;
t>в> – вспомогательное не перекрываемое время, с.
Для определения основного времени необходимо знать режимы резания, а так же длину рабочего хода инструмента, которая определяется по уравнению:
L = l + l>1> + l>2>, мм
где l – длина обрабатываемой поверхности, мм;
l>1> – величина врезания инструмента, мм;
l>2> – величина перебега инструмента, мм.
Величина недовода находится в
пределах
 ,
а перебега при сверлении и резьбообработке
,
а перебега при сверлении и резьбообработке
 .
.
Определяем длительность основного времени всех силовых головок:
Позиция №2, вертикальная головка (СГ1) (сверление четырех отверстий 8,5 мм)
 ,
,
 ,
,
 ,
,
 ;
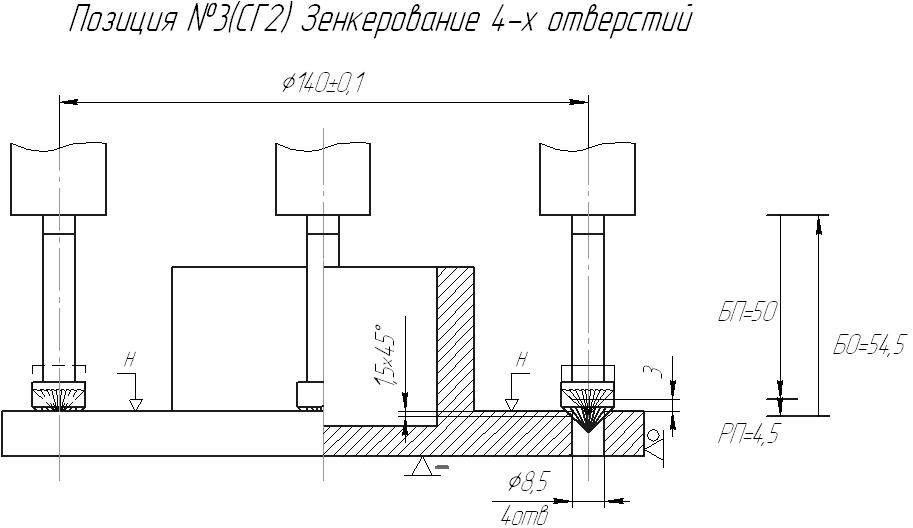
;Позиция №3, вертикальная головка (СГ2) (снятие фасок с 4-х отверстий) –
 ,
,
 ,
,
 ,
,
 ;
;Позиция №4, вертикальная головка (СГ3) (нарезание резьбы) –
 ,
,
,
,
 ,
,
 ;
(время рабочего хода удваивается в
связи с выводом инструмента)
;
(время рабочего хода удваивается в
связи с выводом инструмента)Позиция №5, горизонтальная головка (СГ4) (сверление центровочного отверстия) –
 ,
,
,
,
 ,
,
 ;
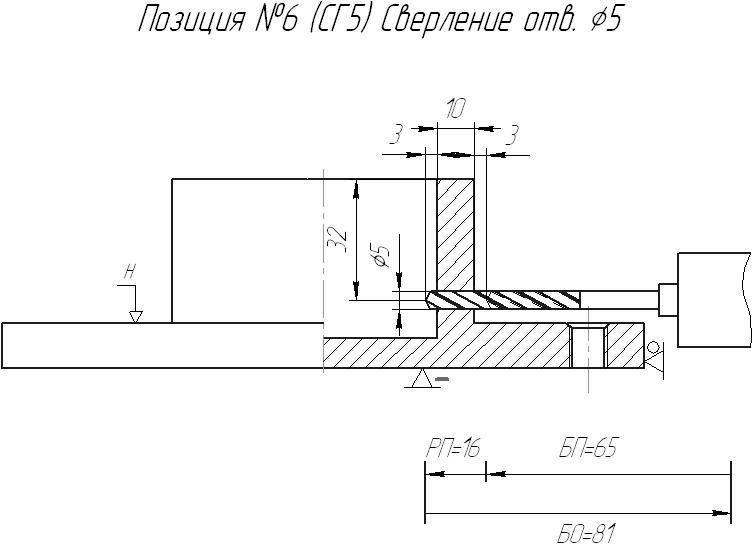
;Позиция №6, горизонтальная головка (СГ5) (сверление отверстия Ø5) –
 ,
,
 ,
,
 ,
,
 ;
;
Вспомогательное время – это время подвода и отвода инструмента, а так же время установки заготовки и снятия детали:
t>в> = t>под> + t>отв> + t>д>, с
где t>под> – время подвода инструмента, с;
t>отв> – время отвода инструмента, с.
В рассматриваемом процессе установка заготовки и снятие детали осуществляется во время обработки, по этому это время не учитывается, но имеется время, затрачиваемое на поворот стола (t>д> = 3,5 с). В этот период времени не происходит процесс обработки, то есть фактически процесс изготовления детали не осуществляется. Поэтому вспомогательное время должно быть как можно меньше.
Для уменьшения вспомогательного времени процесс подвода инструмента осуществляется на ускоренных подачах (до 5 м/>мин>), а так же изначальное положение инструмента должно быть как можно ближе к обрабатываемой поверхности. Выбираем расстояние от поверхности заготовки до режущего инструмента 50 мм, тогда время быстрого подвода будет 0,01 мин = 0,6 с. (До цилиндрической поверхности (5 и 6 позиция) 65 мм, t = 0,13 мин = 0,78 с)
Время отвода инструмента на каждой позиции агрегатного станка разное, так как длина отвода складывается из длины подвода и длины рабочего хода инструмента, а длина рабочего хода везде разная. Скорость отвода 5 м/>мин>; В итоге скорости отвода по позициям будут следующие:
2-я позиция – расстояние 68 мм, t>отв> = 0,0136 мин = 0,82 с;
3-я позиция – расстояние 54,5 мм, t>отв> = 0,011 мин = 0,66 с;
4-я позиция – расстояние 50 мм, t>отв> = 0,01 мин = 0,6 с;
5-я позиция – расстояние 73 мм, t>отв> = 0,0116 мин = 0,88 с;
6-я позиция – расстояние 81 мм t>отв> = 0,0132 мин = 0,97 с;
Между позициями – время поворота стола на одну позицию, t>отв> = 3,5 с.
Длительность рабочего цикла по позициям:
2-я позиция Т>ц> = 3,5 + 0,6 + 8,75 + 0,82 = 13,67 с;
3-я позиция Т>ц> = 3,5 + 0,6 + 7,8 + 0,66 = 12,56 с;
4-я позиция Т>ц> = 3,5 + 0,6 + 11,6 + 0,6 = 16,3 с;
5-я позиция Т>ц> = 3,5 + 0,78 + 2,4 + 0,88 = 7,56 с;
6-я позиция Т>ц> = 3,5 + 0,78 + 7,2 + 0,97 = 12,45 с;
Циклограмма представлена на рисунке10.
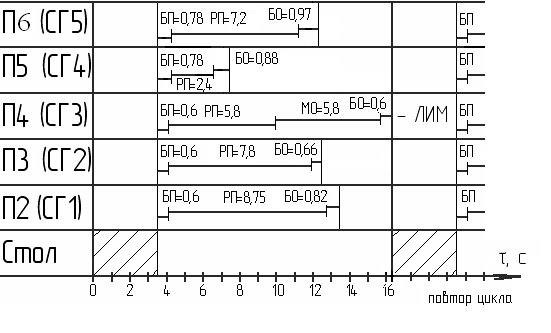
Рисунок 10 – Циклограмма работы станка
Как видно из циклограммы, лимитирующей является третья силовая головка. Таким образом, длительность цикла всего станка равна Т>ц> = 16,3с.
Расчет цикловой производительности разработанного агрегатного станка
Производительность является важнейшей характеристикой любого автоматизированного оборудования. Она показывает количество деталей, выпускаемых этим оборудованием в единицу времени.
В зависимости от временного интервала производительность бывает: минутная, часовая и сменная.
В зависимости от этапа проектирования производительность постепенно уточняется, и исходя из этого существует три вида производительности: цикловая (Q>ц>), техническая (Q>т>) и фактическая (Q>ф>).
Описываемое оборудование на данный момент находится на этапе проектирования и известны только длительность рабочего цикла, значит можно подсчитать только предварительную (цикловую) производительность, которая определяется по формуле:
Q>ц> = К / Т>ц>
где К – коэффициент перевода, учитывающий единицу времени (К = 60 – для минутной производительности, К = 3600 – для часовой и К = 28800 – для сменной);
Т>ц> – длительность рабочего цикла, с (Т>ц> = 16,3с).
В данном случае используем часовую производительность, так как она наиболее приемлемо характеризует работу оборудования (при минутной получаются дробные значения, а при сменной значения слишком большие):
Q>ц> = 3600 / 16,3 = 220 дет/>час>
Техническая производительность определяется при более детальном рассмотрении технологического оборудования, учитывая затраты времени на ремонт, обслуживание и переналадку, а так же время простоев. А фактическая производительность определяется в процессе эксплуатации оборудования, там учитываются потери времени по организационным причинам.
Расчет коэффициента загрузки разработанного агрегатного станка и его анализ
Коэффициент загрузки агрегатного станка определяется по формуле:
 ,
,
Где
 –
действительный годовой фонд работы
оборудования, ч (при пятидневной рабочей
неделе и односменной работе составляет
–
действительный годовой фонд работы
оборудования, ч (при пятидневной рабочей
неделе и односменной работе составляет
 );
);
 – годовая программа выпуска,
шт/год.
– годовая программа выпуска,
шт/год.
Тогда получается:

Полученный
коэффициент загрузки разработанного
станка значительно меньше нормативного,
который составляет
 .
Следовательно, необходимо по окончании
выполнения годовой программы
переоборудовать станок на изготовление
деталей из действующего производства,
имеющих сходные размеры и виды
обрабатываемых поверхностей.
.
Следовательно, необходимо по окончании
выполнения годовой программы
переоборудовать станок на изготовление
деталей из действующего производства,
имеющих сходные размеры и виды
обрабатываемых поверхностей.
Заключение
В курсовой работе были оценены два различных метода обработки детали «Крышка», а именно модернизация универсально-сверлильного станка, и разработка агрегатного станка. За основу был взят метод агрегатирования, как наиболее оптимальный при данной годовой программе выпуска.
Была выбрана наиболее оптимальная схема базирования детали на станке, определено необходимое число технологических переходов, подобраны инструменты, произведен расчет режимов резания, выбрано стандартное оборудование и приведены технические характеристики.
Также была разработано приспособление зажимное, описана его конструкция и приведены необходимые расчеты.
Было описано устройство и принцип действия агрегатного станка. В соответствии с выбранным оборудованием была произведена коррекция режимов резания и определены нормы времени по позициям, а также цикловое время. Был рассчитан коэффициент загрузки станка и предложены меры для дозагрузки.
Приложение А
(обязательное)
Карта технологических наладок на операцию «агрегатная»

Приложение Б


Приложение В
Приложение Г
(обязательное)
Циклограмма работы агрегатного станка
Приложение Д
(обязательное)
Библиографический список
Кувалдин Ю.И. Технология машиностроения: Учебное пособие для выполнения контрольных работ / Ю.И. Кувалдин, В.Д. Перевощиков, А.Ю. Вылегжанин. – Киров: Изд-во ВятГУ, 2005. – 64 с.
Ю.В. Барановский Режимы резания металлов. Справочник. Изд. 3-е, переработанное и дополненное. М., «Машиностроение», 1972. – 405 с.
Общемашиностроительные нормативы режимов резания: Справочник: В 2-х т.: Т. 1/А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. – М.: Машиностроение, 1991. – 640 с.: ил.
Справочник технолога машиностроителя. В двух томах. Изд. 3, переработанное. Том 2. Под ред. Заслуженного деятеля науки и техники РСФСР д-ра техн. наук проф. А.И. Малова. М.: «Машиностроение», 1972, 568 с.
Апатов Ю.Л. Каталог унифицированных узлов. 202 с.
Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 1 /Под ред. Б.Н. Вардашкина, А. А. Шатилова, 1984. 592 с., ил.
Обработка металлов резанием: Справочник технолога / А.А. Планов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. ред. А.А. Планова. – М. Машиностроение. 1988. – 736 с.: ил.
Апатов Ю.Л. Автоматизация механической обработки деталей применением металлорежущего оборудования с ЧПУ: учебное пособие. – Киров: Изд-во ВятГУ, 2008. – 173 с.: ил.
Апатов Ю.Л. Автоматизация производственных процессов в машиностроении (АППМ): учебное пособие. – Киров: Изд-во ВятГУ, 2001. – 75 с.: ил.
Методические указания к курсовой работе по дисциплине «Автоматизация производственных процессов в машиностроении». – Киров: Изд-во ВятГУ, 2001. – 54 с.: ил.
Проектирование и производство заготовок в машиностроении: Учеб. Пособие / П.А. Руденко, Ю.А. Харламов, В.М. Плескач; Под общ. ред. В. М. Плескача. – К.: Выща шк., 1991. – 247 с.: ил.
Фоминых В.В. Правила оформления технологических процессов механической обработки: Учебное пособие для курсового и дипломного проектирования / В.В. Фоминых, Ю.И. Кувалдин. – Киров: изд-во ВятГУ, 2005. – 125 с.
1