Металлы и сплавы
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Национальный аэрокосмический университет им. Н.Е. Жуковского
«Харьковский авиационный институт»
АВИАЦИОННОЕ МАТЕРИАЛОВЕДЕНИЕ
Часть 1
Металлы и сплавы
Авиационное материаловедение. Часть 1. Металлы и сплавы /Я.С. Карпов, П.П. Лепихин, В.В. Остапчук, Н.Д. Сазоненко, Н.И. Семишов. – Учеб. пособие по лаб. практикуму. – Харьков: Нац. аэрокосм. ун-т «Харьк. авиац. ин-т», 2004. – 127 с.
Учебное пособие содержит описания и методические рекомендации, необходимые для практического выполнения десяти лабораторных работ по курсу «Авиационное материаловедение».
Рассмотрены механические испытания и методы исследования металлов и сплавов, механизм пластической деформации и влияние деформации на свойства сплавов, зависимость этих свойств от состава и структуры сплавов. Изложены вопросы термической обработки углеродистых и легированных сталей, алюминиевых и титановых сплавов.
Для студентов при изучении курса «Авиационное материаловедение».
Ил. 55. Табл. 16. Библиогр.: 9 назв.
Рецензенты: доц. Г.К. Крыжный, доц. Н.Ф. Савченко
ã Национальный аэрокосмический университет им. Н.Е. Жуковского
«Харьковский авиационный институт», 2004 г.
Содержание
Введение и методические рекомендации
Лабораторная работа № 1. Определение механических свойств конструкционных материалов путем испытания их на растяжение
Лабораторная работа № 2. Определение твердости металлов и сплавов
Лабораторная работа № 3. Методы исследования качества, структуры и свойств металлов и сплавов
Лабораторная работа № 4. Пластическая деформация и рекристаллизация металлов
Лабораторная работа № 5. Диаграммы состояния двойных систем, структура и свойства сплавов
Лабораторная работа № 6. Диаграмма состояния «железоцементит». Структура, свойства и применение железоуглеродистых сплавов
Лабораторная работа № 7. Термическая обработка углеродистых сталей
Лабораторная работа № 8. Особенности упрочняющей термической обработки легированных сталей
Лабораторная работа № 9. Упрочнение титановых сплавов легированием и термической обработкой
Лабораторная работа № 10. Термическая обработка деформируемых алюминиевых сплавов
Библиографический список
Введение и методические рекомендации
Лабораторные работы по курсу «Авиационное материаловедение» проводятся в целях более глубокого изучения основных тем курса, приобретения навыков в области термической обработки сталей, алюминиевых, титановых сплавов, ознакомления с механическими испытаниями и методами макро- и микроструктурного анализа металлов и сплавов, а также практической отработки ряда вопросов, связанных с использованием лабораторного оборудования: микроскопов, нагревательных печей, закалочных ванн, твердомеров, заточных, шлифовальных и полировальных станков и др.
Выполнению лабораторных работ должно предшествовать изучение соответствующих тем по материалам лекций и учебникам, знакомство с содержанием каждой работы по данному пособию. Для единообразного оформления лабораторных работ до выполнения каждой их них студенту необходимо в отдельной тетради или в специально выделенном месте конспекта по курсу лекций подготовить форму отчета, разработанную на кафедре. На все вопросы вводного раздела отчета (до практической части) должны быть даны необходимые ответы.
Для оценки характера изменения механических свойств в процессе деформации и различных видов термообработки проводится измерение твердости на приборе Роквелла. Если учесть, что твердость и предел прочности являются хорошо коррелирующимися свойствами материала, то по характеру изменения твердости можно судить о характере изменения прочности.
При изучении микроструктур сплавов и их зарисовке желательно пользоваться карандашом. На рисунках микроструктур в каждом случае необходимо делать выносные линии и указывать фазы и структурные составляющие.
По каждому пункту практических работ необходимо делать выводы или указывать значение определяемого параметра и давать его оценку.
Для сдачи лабораторных работ теоретического материала, приведенного в данном учебном пособии, недостаточно. Необходимо обращаться к курсу лекций и учебной литературе.
Лабораторная работа № 1
Определение механических свойств конструкционных материалов путем испытания их на растяжение
Цель работы
Изучить методику испытаний металлов и сплавов на растяжение.
Ознакомиться с конструкцией и работой разрывной машины.
Провести испытания на растяжение двух образцов из разных материалов, получить диаграммы растяжения.
Определить положение характерных точек, рассчитать параметры в характерных и промежуточных точках.
На основании выполненных расчетов построить диаграмму зависимости условных напряжений от степени деформации.
Определить основные механические характеристики материалов и дать заключение о свойствах испытанных материалов.
Содержание работы
Испытания на растяжение (ГОСТ 1497-84) широко применяют для определения механических свойств конструкционных сталей, цветных металлов и сплавов.
Стандарт устанавливает методы статических испытаний на растяжение для определения при температуре 20±15С пределов пропорциональности, упругости, текучести (условного и физического), временного сопротивления, относительного удлинения и относительного сужения после разрыва.
При испытаниях на растяжение принимают следующие обозначения и определения:
рабочая длина образца (м, мм) часть образца с постоянной площадью поперечного сечения между его головками или участками для захвата;
начальная расчетная длина образца >0 >(м, мм) участок рабочей длины образца между нанесенными метками до испытания, на котором определяется удлинение;
конечная расчетная длина образца >к >(м, мм) длина расчетной части образца после разрыва;
начальный диаметр образца d>0 >(м, мм) диаметр рабочей части цилиндрического образца до испытаний;
диаметр образца после разрыва d>к >(м, мм) минимальный диаметр рабочей части цилиндрического образца после разрыва;
начальная площадь поперечного сечения образца F>0 >(м2, мм2) площадь поперечного сечения рабочей части образца до испытаний;
площадь поперечного сечения образца после разрыва F>к >(м2, мм2) минимальная площадь поперечного сечения рабочей части образца после разрыва;
осевая растягивающая нагрузка P (Н, кгс) нагрузка, действующая на образец в данный момент испытания;
условное напряжение (МПа, кгс/мм2) напряжение, определяемое отношением нагрузки P к начальной площади поперечного сечения F>0 >образца;
истинное нормальное напряжение S (МПа, кгс/мм2) напряжение, определяемое отношением нагрузки P к действительной в данный момент испытания площади поперечного сечения F образца;
абсолютное удлинение образца (м, мм) приращение начальной расчетной длины образца в любой момент испытания;
предел пропорциональности >пц >(МПа, кгс/мм2) напряжение, при котором отступление от линейной зависимости между нагрузкой и удлинением достигает такой величины, что тангенс угла наклона, образованного касательной к кривой «нагрузка-удлинение» в точке P>пц> с осью нагрузки, увеличивается на 50% от своего значения на упругом (линейном) участке;
условный предел упругости >0,05> (МПа, кгс/мм2) напряжение, после снятия которого остаточное удлинение достигает 0,05% длины участка рабочей части образца, равного базе измерения;
модуль упругости E (МПа, кгс/мм2) отношение приращения напряжения к соответствующему приращению деформации в пределах упругой деформации;
предел текучести физический:
нижний предел текучести >т> (МПа, кгс/мм2) наименьшее напряжение, при котором образец деформируется без заметного увеличения растягивающей нагрузки;
верхний предел текучести >тв> (МПа, кгс/мм2) напряжение, соответствующее первому пику нагрузки, зарегистрированному до начала текучести рабочей части образца;
предел текучести условный >0,2> (МПа, кгс/мм2) напряжение, после снятия которого остаточное удлинение достигает 0,2% длины рабочего участка образца;
временное сопротивление (предел прочности) >в> (МПа, кгс/мм2) максимальное напряжение, которое выдерживает образец до разрушения;
относительное равномерное удлинение >р> (%) отношение приращения длины участка в рабочей части образца до момента начала образования шейки (в т. в) для пластичных материалов или до разрыва в материалах, у которых шейка не образуется, к длине образца до испытания;
относительное удлинение после разрыва (%) отношение приращения расчетной длины образца >к> = (>к >>0>) после разрушения к начальной расчетной длине >0>;
относительное сужение после разрыва (%) отношение разности начальной F>0> и минимальной конечной F>к> площадей поперечного сечения образца после разрушения к начальной площади поперечного сечения образца F>0>;
Для
испытаний на растяжение применяют
пропорциональные цилиндрические или
плоские образцы (рис. 1.1) диаметром или
толщиной в рабочей части 3 мм и более.
Начальная расчетная длина цилиндрических
образцов >0 >=5d>0>,
>0 >=10d>0>,
а образцов квадратного или прямоугольного
сечения >0
>= 5,65 (короткие) или> >>0
>= 11,3
(длинные). Применение коротких образцов
предпочтительнее.
(короткие) или> >>0
>= 11,3
(длинные). Применение коротких образцов
предпочтительнее.
Образцы из тонких листов и лент толщиной от 0,5 до 3 мм изготавливают в соответствии с ГОСТ 11701-84.
Испытания проводят обычно на двух образцах.
Допускается применение непропорциональных образцов, для которых начальная расчетная длина >0> устанавливается независимо от начальной площади поперечного сечения образца F>0>.
Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в приложениях к ГОСТ 1497-84.
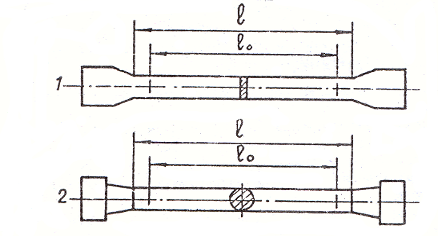
Рис. 1.1. Образцы для испытаний на растяжение:
1 плоский; 2 цилиндрический
Форма и размеры головок и переходных частей образцов определяются способом крепления образцов в захватах разрывной машины.
По ГОСТ 1497-84 определяют место вырезки, способ изготовления, качество поверхности, предельные отклонения по размерам образцов.
В качестве испытательных применяют разрывные и универсальные машины различных систем. Машина должна обеспечивать: надежное центрирование образца в захватах, плавность нагрузки, скорость перемещения подвижного захвата не боле 0,1 мм/мин до предела текучести и не более 0,4 мм/мин за пределом текучести. Принципиальная схема разрывной машины Р-5 с рычажно-маятниковым силоизмерителем показана на рис. 1.2 (стрелками на схеме указаны движения элементов машины в процессе нагружения образца).
Испытываемый образец 1 помещают в захваты, один из которых (2) называется активным, а другой (3) - пассивным. Активный захват располагается на подвижной траверсе 4, в которой имеются застопоренные (не вращающиеся) гайки 5. Привод активного захвата (создание силы Р ) осуществляется электромеханическим путем: вращательное движение вала электродвигателя 6 через червячный редуктор 7 и шестерни 8 и 9 передается винтам 10; вращаясь в застопоренных гайках, винты заставляют траверсу перемещаться поступательно.
На опоре 11 верхней неподвижной траверсы установлен рычаг 12 маятникового силоизмерителя, связанный с тягой 13 пассивного захвата 3. Через систему рычагов и тяг силоизмерителя 12 - 16 нагрузка Р, действующая на образец, уравновешивается силой G маятникового груза 17. Отклонение маятника от начального положения (когда Р = 0) фиксируется по отсчетному устройству 18 со шкалами, проградуированными по силе Р .
При отклонении маятника поводок 19, жестко соединенный с рычагами 15 и 16 маятника, перемещает зубчатую рейку 20, которая вращает шестерню 21, сидящую на одной оси с рабочей стрелкой 22 отсчетного устройства силоизмерителя. При перемещении рабочая стрелка ведет за собой контрольную стрелку, которая фиксирует максимальное усилие. На циферблате отсчетного устройства нанесены три шкалы (А, Б и В), соответствующие различным диапазонам нагрузок (машина может быть настроена на создание предельных нагрузок: 1000, 2500 и 5000 кгс соответственно).
На одной оси с шестерней и рабочей стрелкой указателя нагрузок установлен шкив 23, который с помощью гибкого тросика 24 перемещает перо 25 самописца.
Для записи диаграммы Р = f() используют специальную бумажную ленту 26 (ЛПГ 320, ГОСТ 7836-75) с величиной наименьших делений 1,6 мм.
Одно такое деление по оси ординат (сила Р) при наладке машины на предельную нагрузку 1000 кгс соответствует 5 кгс, на 2500 кгс - 12,5 кгс, на 5000 кгс - 25 кгс.
При растяжении образца перемещению активного захвата в 1 мм будет соответствовать перемещение ленты по оси абсцисс (абсолютная деформация ) на 10, 50 или 100 мм.
Желаемый масштаб (10:1, 50:1 или 100:1) обеспечивается настройкой масштабного преобразователя 27, который является настраиваемым редуктором, передающим вращение на барабан 28 лентопротяжного механизма от шестерни 29 через валик 30 и пару конических шестерен 31.
Одновременно деформация может контролироваться специальным счетчиком 32, одна единица показаний которого соответствует 0,2 мм перемещения подвижной траверсы 4.
Движение активного захвата без нагрузки может происходить с различной скоростью (от 1 до 100 мм/мин), которая контролируется прибором 33.

Рис. 1.2. Принципиальная схема разрывной машины
Показанный на схеме груз 34 служит для возврата в исходное положение (к нулю) рабочей стрелки 22 и пера 25 при снятии нагрузки.
На этой же машине, применяя специальное приспособление, можно испытывать металлы на сжатие и изгиб.
Диаграмма деформации при растяжении
Записывающее устройство разрывной машины графически изображает зависимость между действующей осевой нагрузкой и абсолютной деформацией образца.
На рис. 1.3 даны типичные диаграммы растяжения различных металлов. Диаграмма на рис. 1.3, а свойственна большинству металлов и плавов. Для малоуглеродистой отожженной стали и некоторых отоженных бронз характерна диаграмма с площадкой текучести, которая приведена на рис. 1.3, б. Хрупкие металлы (чугун и др.) разрушаются при малых пластических деформациях (рис. 1.3, в).


А б в
Рис. 1.3. Диаграммы растяжения различных металлов
Характерные участки и точки диаграммы растяжения показаны на рис. 1.4.
Первый участок диаграммы 0P представляет собой прямую линию, т.е. между Р и соблюдается закон Гука. Напряжение в точке Р есть предел пропорциональности
 .
.
При дальнейшем увеличении силы прямолинейная зависимость нарушается.
Несколько выше точки Р находится точка «е». Напряжение в точке «е» есть предел упругости >0,05>, который вычисляют по формуле:
 .
(1.1)
.
(1.1)
Предел упругости >0,05 >, как и предел пропорциональности, определяется расчетным или графическим способом.
Точно так же определяется и модуль упругости Е, МПа (кгс/мм2):
 .
(1.2)
.
(1.2)


Рис. 1.4. Характерные участки и точки диаграммы растяжения
За точкой «е» возникают заметные остаточные деформации, в точке S наблюдается переход к горизонтальной площадке S-S (площадка текучести). Для участка S-S характерен рост деформации без заметного увеличения нагрузки. Если обозначить величину нагрузки, соответствующую площадке текучести, через Р>т>, то напряжение в этой точке можно вычислить по формуле, что и является физическим пределом текучести.
 , (1.3)
, (1.3)
Следует отметить, что иногда (особенно это характерно для малоуглеродистой стали) на площадке текучести появляется «зуб» или низкочастотные колебания нагрузки. Это объясняется особенностями строения испытываемых материалов.
В этом случае предел текучести определяется по верхней точке амплитуды «зуба» («зубьев») и называется верхним пределом текучести (рис. 1.5). Для материалов, не имеющих на диаграмме площадки текучести, определяют условный предел текучести
 . (1.4)
. (1.4)


Рис. 1.5. Определение верхнего предела текучести
Для нахождения величины Р>0,2> в масштабе диаграммы по оси абсцисс вправо от точки 0 (рис. 1.6) откладывают отрезок ОЕ, равный 0,002>0>, что составляет 0,2% от >0>,> >и из точки Е проводят прямую, параллельную прямой ОР, до пересечения с кривой растяжения в точке S. Ордината этой точки определяет нагрузку Р>0,2>.
За площадкой текучести происходит упрочнение материала, и сопротивление деформации увеличивается, поэтому наблюдается увеличение нагрузки на кривой растяжения. До точки «в» образец деформируется равномерно.
Наибольшая нагрузка, предшествующая разрушению образца, обозначается Р>в >= Р>max>. Напряжение в точке «в» называется временным сопротивлением, или пределом прочности:
 . (1.5)
. (1.5)
После точки «в», соответствующей максимальной силе Р>в>, происходит заметное местное сужение образца (образуется шейка). Если до этого образец имел цилиндрическую форму, то теперь растяжение образца сосредотачивается в области шейки. На участке в-к сечение образца быстро уменьшается, вследствие чего уменьшается растягивающая нагрузка. В точке «к» образец разрывается по наименьшему сечению шейки F>к>.
Показателем пластичности материала является его абсолютное остаточное удлинение >ост> при разрыве (см. рис. 1.4, отрезок 0А>1>), так как упругая деформация (отрезок А>1>А>2>) исчезает после разрыва:
>ост >=>к > >0 >. (1.6)


Рис. 1.6. Определение местоположения точки S, соответствующей условному пределу текучести
Размеры испытуемых образцов могут быть различными, поэтому характеристикой пластичности образца является не его абсолютное, а относительное остаточное удлинение после разрыва
 .
(1.7)
.
(1.7)
Другой характеристикой пластичности металла является относительное сужение после разрыва, выраженное в процентах:
 .
(1.8)
.
(1.8)
При определении >пц>, >0,05>, >т> и >в> соответствующую им нагрузку Р делим на начальную площадь поперечного сечения образца F>0>. Напряжения эти называются условными. Однако при растяжении образца площадь поперечного сечения уменьшается. Напряжения, определенные по отношению приложенной нагрузки к действительной площади поперечного сечения образца в момент приложения этой нагрузки, называются истинными напряжениями:
 .
(1.9)
.
(1.9)
Диаграмма
растяжения Р–
характеризует поведение образца
из испытываемого материала с определенными
геометрическими размерами. Чтобы
исключить влияние размеров, диаграмму
Р–
перестраивают в диаграмму –
, где
 - напряжение,
- напряжение,
 – относительная деформация. Диаграмма
–
– это та же диаграмма
Р–,
построенная в масштабе 1/F>0>
по оси ординат и в масштабе 1/>0>
– по оси абсцисс.
– относительная деформация. Диаграмма
–
– это та же диаграмма
Р–,
построенная в масштабе 1/F>0>
по оси ординат и в масштабе 1/>0>
– по оси абсцисс.
Как уже было сказано, для точного определения >пц>, >0,05> и >0,2> используются специальные тензометры и электрические силоизмерители. С меньшей точностью эти характеристики можно определить, воспользовавшись машинными диаграммами и простейшим мерительным инструментом (линейка, штангенциркуль, микрометр).
Произвольной горизонтальной прямой пересекают кривую растяжения на линейном участке. Полученный отрезок ас делят на две равные части. Откладывают отрезок сd, который равен половине отрезка ас: ав=вс=сd. Из начала координат 0 проводят луч через точку d. Точку Р, соответствующую пределу пропорциональности, находят построением касательной к кривой растяжения, параллельной лучу 0d.
Значение предела упругости >0,05> принимается равным значению полученного предела пропорциональности >пц> из-за незначительного различия между ними.
Численные значения механических характеристик позволяют оценить прочностные и пластические свойстве испытанного материала (табл. 1.1).
Таблица 1.1 - Оценка прочности и пластичности
|
Материал |
>в> |
Уровень прочности |
,% |
Уровень пластичности |
|
|
кгс/мм2 |
МПа |
пластичности |
|||
|
Стали |
140-200 и более |
1400-2000 и более |
высокопрочные |
>40 |
высоко- пластичные |
|
80-140 |
800-1400 |
прочные |
20-40 |
пластичные |
|
|
20-80 |
200-800 |
средней прочности |
10-20 |
средней пластичности |
|
|
<20 |
<200 |
малопрочные |
<10 |
малопластичные |
|
|
Алюминиевые сплавы |
>50 |
>500 |
высокопрочные |
25-35 |
повышенной пластичности |
|
35-40 |
350-400 |
нормальной прочности |
20-25 |
пластичные |
|
|
<35 |
<350 |
малопрочные |
<20 |
малопластичные |
Порядок выполнения работы
1. Измерить диаметр испытуемых образцов; вычислить площадь F>0> образцов; полученные результаты занести в табл. 1.2.
2. Занести в табл. 1.3 параметры машины.
3. Разорвать образцы (выполняет учебный мастер). При испытаниях по контрольной стрелке отсчетного устройства снять максимальное значение нагрузки Р>max> и внести в протокол испытаний.
4. Измерить значения >к>, d>к>, вычислить F>к> и занести в табл. 1.2.
5. Выполнить на миллиметровке копии машинных диаграмм, приняв следующие масштабы (сетка):
- по оси ординат - в 16 мм 125 кгс;
- по оси абсцисс - в 10 мм 1 мм.
6. Определить положение характерных точек Р, S, в, к и четырех произвольных точек, а также их координаты Р и ; результаты занести в табл. 1.4.
7. Вычислить значения напряжений и относительных удлинений в характерных и произвольных точках; результаты свести в табл. 1.4.
8. По вычисленным значениям и построить на миллиметровке диаграммы условных напряжений – , выбрав удобный масштаб.
9. Занести в протокол испытаний значения прочностных характеристик испытанных материалов.
10. Вычислить и занести в протокол испытаний значения и (табл. 1.5).
11. Пользуясь таблицей для оценки прочности и пластичности (табл. 1.1.), дать заключение о свойствах испытанных материалов.
Таблица 1.2 - Параметры испытуемых образцов
|
Геометрические параметры |
Материал |
|
|
Длина образца, мм : |
||
|
- начальная >0> |
||
|
- конечная >к> |
||
|
Диаметр образца, мм : |
||
|
- начальный d>0> |
||
|
- конечный d>k> |
||
|
Площадь поперечного сечения образца, мм2: |
||
|
- начальная F>0> |
||
|
- конечная F>к> |
Таблица 1.3 - Параметры машины
|
Параметры |
Значения |
|
Выбранный диапазон нагрузок, кгс |
|
|
Цена деления бумажной ленты по ординате, кгс/дел или кгс/мм |
|
|
Масштаб записи деформации, мм деф/дел или мм деф/мм |
Таблица 1.4 - Результаты обработки диаграммы
|
Параметр |
Материал образца |
Значения параметров в характерных и произвольных точках |
|||||||
|
Р |
S |
1 |
2 |
3 |
в |
4 |
к |
||
|
Нагрузка Р, кгс |
|||||||||
|
Абсолютное удлинение , мм |
|||||||||
|
Напряжение , кгс/мм2 |
|||||||||
|
Относительное удлинение , % |
|||||||||
Таблица 1.5 - Протокол испытания на растяжение
|
Параметры |
Материал |
|
|
Значение максимальной силы Р>max> по отсчетному устройству, кгс |
||
|
Предел прочности >в>, вычисленный по этому значению силы, кгс/мм2 |
||
|
Результаты испытаний: |
||
|
- предел пропорциональности >пц>, кгс/мм2 |
||
|
- физический предел текучести >т, >кгс/мм2 |
||
|
- условный предел текучести >0,2>, кгс/мм2 |
||
|
- предел прочности >в>, кгс/мм2 |
||
|
Относительное удлинение после разрыва , % : |
||
|
- по образцу |
||
|
- по диаграмме |
||
|
Относительное сужение , % |
||
|
Заключение о свойствах испытанного материала: |
||
|
- прочностные |
||
|
- пластические |
Лабораторная работа № 2
Определение твердости металлов и сплавов
Цель работы
Ознакомиться с устройством приборов.
Изучить методику определения твердости металлов по Бринеллю, Роквеллу и Виккерсу (подготовка образцов, выбор наконечников и нагрузки, порядок определения твердости, области применения).
Определить твердость образцов из различных материалов по Бринеллю и Роквеллу.
Вычислить приближенное значение предела прочности по полученному значению НВ.
Перевести числа твердости по Роквеллу в числа твердости по Бринеллю.
Содержание работы
Твердость – это способность материала сопротивляться внедрению в него других тел определенной формы и размеров под действием определенных сил. Измерение твердости можно осуществлять по методам Бринелля, Роквелла и Виккерса. В данной работе рассматриваются первые два метода.
Метод Бринелля
Метод измерения твердости металлов и сплавов по Бринеллю регламентируется ГОСТ 9012-59 (СТ СЭВ 468-77).
Сущность метода заключается во вдавливании стального закаленного шарика диаметром 2,5; 5,0 или 10 мм в испытываемый образец (изделие) под действием нагрузки, приложенной перпендикулярно к поверхности образца в течение определенного времени, и измерении диаметра отпечатка после снятия нагрузки (рис. 2.1).

Рис. 2.1. Схема получения отпечатка
Твердость по Бринеллю определяется отношением приложенной нагрузки Р (кгс) к площади поверхности отпечатка F (мм2):
 .
(2.1)
.
(2.1)
Площадь поверхности в виде шарового сегмента определяется выражением
 ,
(2.2)
,
(2.2)
где D – диаметр шарика, мм;
d – диаметр отпечатка, мм.
Твердость выражается в МПа или кгс/мм2. При определении твердости по Бринеллю нагрузка и диаметр шарика должны соответствовать закону подобия
Р=кD2, (2.3)
где к – постоянная для данного материала величина, равная 30, 10 или 2,5, которая выбирается в зависимости от вида материала, его предполагаемой твердости и толщины испытываемого образца.
Диаметр шарика D, нагрузку Р и длительность выдержки выбирают в соответствии с ГОСТом в зависимости от вида материала, его ориентировочной твердости НВ и толщины образца (табл. 2.1). В табл. 2.1 приведены также значения коэффициента к.
Таблица 2.1 - Выбор диаметра шарика, нагрузки и длительности выдержки
|
Материал |
Твердость по Бринеллю |
Толщина образца , мм |
Коэффициент К |
Диаметр шарика D, мм |
Нагрузка Р, кгс |
Выдержка под нагрузкой , с |
|
Черные металлы |
140-150 |
6-3 3-2 2 |
30 |
10,0 5,0 2,5 |
3000 750 187,5 |
10 |
|
-«- |
140 |
6 6-3 2 |
10 |
10,0 5,0 2,5 |
1000 250 62,5 |
10 |
|
Цветные металлы |
130 |
6-3 4-2 2 |
30 |
10,0 5,0 2,5 |
3000 750 187,5 |
30 |
|
-«- |
35-130 |
9-5 6-3 2 |
10 |
10,0 5,0 2,5 |
1000 250 62,5 |
30 |
|
-«- |
8-35 |
6 6-3 3 |
2,5 |
10,0 5,0 2,5 |
250 62,5 15,6 |
30 |
Диаметр отпечатка измеряют специальным отсчетным микроскопом МПБ-2, на окуляре которого нанесена шкала с делениями, соответствующими десятым долям миллиметра, с точностью до 0,05 мм в двух взаимно перпендикулярных направлениях. Принимают среднюю из полученных величин.
На рис. 2.2 показан способ измерения отпечатка по шкале отсчетного микроскопа. В рассматриваемом случае диаметр отпечатка равен 4,3 мм.
Измерив диаметр отпечатка, площадь поверхности отпечатка F определяют по формуле (2.2) и, зная величину приложенной силы Р, твердость определяют по формуле (2.1) или находят по табл. 2.2.

Рис. 2.2. Измерение отпечатка с помощью отсчетного микроскопа
При измерении твердости шариком D=10 мм под нагрузкой Р=29430 Н (3000 кгс) с выдержкой =10 с твердость по Бринеллю обозначают цифрами, характеризующими число твердости, и буквами НВ, например 175НВ (здесь175 – число твердости, кгс/мм2, НВ – твердость по Бринеллю). При других условиях испытания после букв НВ указывают условия испытания в следующем порядке: диаметр шарика, нагрузка и продолжительность выдержки под нагрузкой, разделенные наклонной чертой, например 200НВ5/250/30. Между числом твердости по Бринеллю НВ и пределом прочности >в> существует примерная количественная зависимость >в> = K НВ, где K – коэффициент, определенный опытным путем (табл. 2.3).
Таблица 2.2 – Твердость по Бринеллю в зависимости от диаметра отпечатка
|
Диаметр отпечатка d, 2d или 4d, мм |
Число твердости при нагрузке Р, кгс |
Диаметр отпечатка d, 2d или 4d, мм |
Число твердости при нагрузке Р, кгс |
||||
|
30D2 |
10D2 |
2,5D2 |
30D2 |
10D2 |
2,5D2 |
||
|
3,00 |
415 |
34,6 |
4,55 |
174 |
58,1 |
14,5 |
|
|
3,05 |
401 |
33,4 |
4,60 |
170 |
56,8 |
14,2 |
|
|
3,10 |
388 |
129 |
32,3 |
4,65 |
167 |
55,5 |
13,9 |
|
3,15 |
375 |
125 |
31,3 |
4,70 |
163 |
54,3 |
13,6 |
|
3,20 |
363 |
121 |
30,3 |
4,75 |
159 |
53,0 |
13,3 |
|
3,25 |
352 |
117 |
29,3 |
4,80 |
156 |
51,9 |
13,0 |
|
3,30 |
341 |
114 |
28,4 |
4,85 |
152 |
50,7 |
12,7 |
|
3,35 |
331 |
110 |
27,6 |
4,90 |
149 |
49,6 |
12,4 |
|
3,40 |
321 |
107 |
26,7 |
4,95 |
146 |
48,6 |
12,2 |
|
3,45 |
311 |
104 |
25,9 |
5,00 |
143 |
47,5 |
11,9 |
|
3,50 |
302 |
101 |
25,2 |
5,05 |
140 |
46,5 |
11,6 |
|
3,55 |
293 |
97,7 |
24,5 |
5,10 |
137 |
45,5 |
11,4 |
|
3,60 |
285 |
95,0 |
23,7 |
5,15 |
134 |
44,6 |
11,2 |
|
3,65 |
277 |
92,3 |
23,1 |
5,20 |
131 |
43,7 |
10,9 |
|
3,70 |
269 |
89,7 |
22,4 |
5,25 |
128 |
42,8 |
10,7 |
|
3,75 |
262 |
87,2 |
21,8 |
5,30 |
126 |
41,9 |
10,5 |
|
3,80 |
255 |
84,9 |
21,2 |
5,35 |
123 |
41,0 |
10,3 |
|
3,85 |
248 |
82,6 |
20,7 |
5,40 |
121 |
40,2 |
10,1 |
|
3,90 |
241 |
80,4 |
20,1 |
5,45 |
118 |
39,4 |
9,86 |
|
3,95 |
235 |
78,3 |
19,6 |
5,50 |
116 |
38,6 |
9,66 |
|
4,00 |
299 |
76,3 |
19,1 |
5,55 |
114 |
37,9 |
9,46 |
|
4,05 |
223 |
74,3 |
18,6 |
5,60 |
111 |
37,1 |
9,27 |
|
4,10 |
217 |
72,4 |
18,1 |
5,65 |
109 |
36,4 |
9,10 |
|
4,15 |
212 |
70,6 |
17,6 |
5,70 |
107 |
35,7 |
8,93 |
|
4,20 |
207 |
68,8 |
17,2 |
5,75 |
105 |
35,0 |
8,76 |
|
4,25 |
201 |
67,1 |
16,8 |
5,80 |
103 |
34,3 |
8,59 |
|
4,30 |
197 |
65,5 |
16,4 |
5,85 |
101 |
33,7 |
8,43 |
|
4,35 |
192 |
63,9 |
16,0 |
5,90 |
99,2 |
33,1 |
8,26 |
|
4,40 |
187 |
62,4 |
15,6 |
5,95 |
97,3 |
32,4 |
8.11 |
|
4,45 |
183 |
60,9 |
15,2 |
6,00 |
95,5 |
31,8 |
7,96 |
|
4,50 |
179 |
59,5 |
14,0 |
2d берется при использовании шарика диаметром 5 мм.
4d берется при использовании шарика диаметром 2,5 мм.
Таблица 2.3 - Значения коэффициента K для некоторых материалов
|
Материал |
Состояние материала |
Условия испытаний (D=10 мм) |
|
|
Латунь |
Отожженая наклепанная |
Р = 10D2 |
0,50 0,41 |
|
Алюминий |
Холоднокатаный при обжатии 5% при обжатии 10% при обжатии 90% отожженный |
Р – 2,5D2 |
0,37 0,35 0,40 0,40 |
|
Дюралюминий |
Отожженный закаленный и состаренный |
Р=10D2 Р=30D2 |
0,36-0,37 0,34-0,36 |
|
Сталь легированная 220-400 НВ |
- |
Р=30D2 |
0,33 |
|
Сталь углеродистая и легированная НВ250 |
- |
Р=30D2 |
0,34 |

При измерении твердости по Бринеллю необходимо соблюдать следующие условия:
1) действующее усилие перпендикулярно поверхности испытуемого образца;
2) поверхность образца должна быть плоской, чистой и гладкой;
3) образец должен лежать на подставке устойчиво;
4) минимальная толщина образца должна быть не менее 10-кратной глубины отпечатка;
5) расстояние от центра отпечатка до края образца должно быть не менее 2,5d, между центрами двух соседних отпечатков – не менее 4d, а для металлов с НВ 350 – 3 d и 6 d;
6) диаметры отпечатков должны находиться в пределах 0,25Dd 0,6D.
Преимущества метода Бринелля – простота и надежность в работе приборов, применяемых для определения твердости, высокая точность определения твердости, так как при достаточно большом диаметре отпечатка исключается влияние локальных факторов.
Недостатки метода:
- метод не может быть применен для испытания металлов с НВ 450;
- метод неприменим для определения твердости листовых образцов
толщиной менее 0,5…1 мм и изделий малой жесткости;
- на поверхности испытуемого изделия остаются заметные отпечатки.
Для определения твердости по Бринеллю пользуются твердомером ТШ-2М (рис. 2.3). Прибор состоит из станины, в нижней части которой помещен винт 20 со сменными столиками 19 для испытуемых образцов. Перемещают винт вручную маховиком 21. В верхней части находится шпиндель 16 со сменными наконечниками 17. Основная нагрузка прикладывается к образцу посредством рычажной системы. На длинном плече основного рычага 6 имеется подвеска со сменными грузами 4. При нажатии пусковой кнопки освобождается рычаг и на шарик воздействует нагрузка. Время действия нагрузки устанавливается с помощью устройства, расположенного с правой стороны прибора.

Рис. 2.3. Твердомер ТШ-2М
Порядок выполнения работы
Проверить соответствие образцов требованиям.
2. По табл. 2.1 выбрать диаметр шарика, нагрузку и время выдержки под нагрузкой.
Закрепить шариковый наконечник в шпинделе.
4. Установить на подвеску требуемое для испытания количество грузов.
5. Установить нужную выдержку.
6. Установить на столик испытуемый образец и вращением маховика поднять его до касания с шариком и дальше до упора.
7. Нажать на пусковую кнопку.
8. После выключения двигателя снять образец и замерить диаметр отпечатка.
9. По величине диаметра отпечатка d (см. табл. 2.2) найти число твердости НВ. Для каждого образца провести не менее трех испытаний.
10. Результаты испытаний занести в протокол № 1 (см. приложение).
11. Вычислить предел прочности >в> испытанных материалов, результат занести в протокол № 1.
Метод Роквелла
Измерение твердости металлов и сплавов по методу Роквелла осуществляется вдавливанием алмазного конуса или стального шарика с последующим определением твердости по глубине получаемого отпечатка (ГОСТ 9013-59).
Алмазный конус с углом при вершине 120 или стальной шарик диаметром 1,588 мм (1/16) вдавливается в испытуемый образец (изделие) под действием двух последовательно прилагаемых нагрузок – предварительной Р>0>=10 кгс и общей Р, равной сумме предварительной и основной Р>1> нагрузок. Общая нагрузка Р составляет 100 кгс при вдавливании шарика и 150 или 60 кгс при вдавливании конуса.
Схема определения твердости по Роквеллу приведена на рис. 2.4.

Рис. 2.4. Схема определения твердости по Роквеллу
Твердость по Роквеллу НR вычисляют так:
 ,
(2.4)
,
(2.4)
где h>0> – глубина внедрения наконечника под действием предварительной нагрузки, мм; h – глубина внедрения наконечника под действием общей нагрузки, мм; k – постоянная величина, равная 0,26 мм для шарика и 0,2 мм для алмазного конуса; с – цена деления шкалы индикаторного прибора, соответствующая внедрению наконечника на 0,002 мм.
Твердость по Роквеллу выражается в условных единицах и отсчитывается по шкале индикатора непосредственно в процессе испытания.
Шкала, вид наконечника и нагрузка выбираются в зависимости от примерной твердости НВ испытуемого материала по табл. 2.4.
Твердость по Роквеллу обозначается цифрами, характеризующими число твердости, и буквами НR с указанием шкалы твердости, например 60 НRС.
В целях обеспечения единства измерений в СССР с 01.07.88 г. введены государственный специальный эталон и единая шкала твердости С>э >по Роквеллу (ГОСТ 8.064-79).
Таблица 2.4 - Выбор шкалы твердости, нагрузки и вида наконечника
|
Примерная твердость металла НВ, кгс/мм2 |
Обозначение шкалы |
Вид наконечника |
Нагрузка, кгс |
Допустимые границы измерения твердости |
|
60 – 240 |
В |
Стальной шарик |
100 |
25 – 100 |
|
240 – 495 |
С |
Конус из твердого сплава |
150 |
|
|
240 – 900 |
С |
Алмазный конус |
150 |
20 – 67 |
|
390 – 900 |
А |
Алмазный конус |
60 |
70 – 90 |
Твердость, измеренную по шкале С>э>, воспроизводимой этим эталоном, обозначают НRС>э> в отличие от обозначения НRС, ранее применявшегося в промышленности СССР. Для перевода чисел твердости НRС в числа твердости НRС>э> существует специальная таблица.
По сравнению с методом Бринелля метод Роквелла является более универсальным, так как позволяет испытывать металлы и сплавы любой твердости, включая твердые сплавы. По методу Роквелла можно также определять твердости сравнительно тонких образцов (толщиной до 0,4 мм). Наличие индикаторного прибора позволяет определить число твердости непосредственно отсчетом по шкале и тем самым делает этот метод более производительным, однако точность определения числа твердости ниже, поэтому надо проводить несколько замеров и определять среднюю величину.
Для сравнения твердости металлов, испытанных различными методами, в табл. 2.5 приведены приближенные соотношения между числами твердости.
Таблица 2.5 - Соотношение между числами твердости
|
Твердость по Бринеллю НВ (D=10 мм, Р=3000 кгс) |
Твердость по Роквеллу |
Твердость по Виккерсу НV (Р=5-100 кгс) |
|||
|
НRС (конус, Р=150 кгс) |
НRА (конус, Р=60 кгс) |
НRВ (шарик, Р=100 кгс) |
|||
|
780 |
72 |
89 |
- |
1220 |
|
|
745 |
70 |
87 |
- |
1116 |
|
|
712 |
68 |
86 |
- |
1022 |
|
|
682 |
66 |
85 |
- |
941 |
|
|
653 |
64 |
84 |
- |
868 |
|
|
627 |
62 |
83 |
- |
804 |
|
|
601 |
60 |
82 |
- |
746 |
|
|
578 |
58 |
81 |
- |
694 |
|
|
555 |
56 |
79 |
- |
649 |
|
|
534 |
54 |
78 |
- |
606 |
|
|
514 |
52 |
77 |
- |
587 |
|
|
495 |
50 |
76 |
- |
551 |
|
|
477 |
49 |
76 |
- |
534 |
|
|
461 |
48 |
75 |
- |
502 |
|
|
444 |
46 |
74 |
- |
473 |
|
|
429 |
45 |
73 |
- |
460 |
|
|
415 |
44 |
72 |
- |
435 |
|
|
409 |
43 |
72 |
- |
423 |
|
|
401 |
42 |
71 |
- |
412 |
|
|
388 |
41 |
71 |
- |
401 |
|
|
375 |
40 |
70 |
- |
390 |
|
|
363 |
39 |
70 |
- |
380 |
|
|
352 |
38 |
69 |
- |
361 |
|
|
341 |
37 |
68 |
- |
344 |
|
|
331 |
36 |
68 |
- |
335 |
|
|
321 |
35 |
67 |
- |
320 |
|
|
311 |
34 |
67 |
- |
312 |
|
|
302 |
33 |
67 |
- |
305 |
|
|
293 |
31 |
66 |
- |
291 |
|
|
286 |
30 |
66 |
- |
285 |
|
|
277 |
29 |
65 |
- |
278 |
|
|
269 |
28 |
65 |
- |
272 |
|
|
262 |
27 |
64 |
- |
261 |
|
|
255 |
26 |
64 |
- |
255 |
|
|
248 |
25 |
63 |
- |
250 |
|
|
241 |
24 |
63 |
100 |
240 |
|
|
235 |
23 |
62 |
99 |
235 |
|
|
228 |
22 |
62 |
98 |
226 |
|
|
223 |
21 |
61 |
97 |
221 |
|
|
217 |
20 |
61 |
97 |
217 |
|
|
212 |
19 |
60 |
96 |
213 |
|
|
207 |
18 |
60 |
95 |
209 |
|
|
202 |
16 |
59 |
93 |
201 |
|
|
196 |
15 |
58 |
94 |
197 |
|
|
192 |
- |
58 |
93 |
190 |
|
|
187 |
- |
57 |
92 |
186 |
|
|
183 |
- |
56 |
91 |
183 |
|
|
179 |
- |
56 |
89 |
177 |
|
|
174 |
- |
55 |
87 |
174 |
|
|
170 |
- |
- |
86 |
171 |
|
|
166 |
- |
- |
85 |
165 |
|
|
163 |
- |
- |
84 |
162 |
|
|
159 |
- |
- |
83 |
159 |
|
|
156 |
- |
- |
82 |
154 |
|
|
153 |
- |
- |
81 |
152 |
|
|
149 |
- |
- |
80 |
149 |
|
|
146 |
- |
- |
79 |
146 |
|
|
143 |
- |
- |
78 |
143 |
|
|
140 |
- |
- |
77 |
- |
|
|
137 |
- |
- |
76 |
- |
|
|
134 |
- |
- |
74 |
- |
|
|
131 |
- |
- |
72 |
- |
|
|
128 |
- |
- |
71 |
- |
|
|
125 |
- |
- |
70 |
- |
Общий вид прибора ТК-2М для определения твердости по Роквеллу приведен на рис. 2.5.
Нагрузка на наконечник 1 создается с помощью грузов 6, подвешенных к системе рычагов. Весь процесс испытания осуществляется приводом, работающим от электродвигателя, с помощью которого прикладывают и снимают нагрузку на наконечник.
Индикаторный прибор 9 служит для отсчета числа твердости. На его циферблате (рис. 2.6) нанесены две шкалы: красная В и черная С, имеющие по 100 делений каждая.
Шкала В смещена относительно шкалы С на 30 делений в направлении, противоположном движению стрелки индикатора при внедрении наконечника.

Рис. 2.5. Общий вид твердомера ТК-2М

Рис. 2.6. Индикаторный прибор твердомера ТК-2М
Порядок выполнения работы
Проверить соответствие образцов требованиям.
По табл. 2.4 выбрать шкалу, нагрузку и вид наконечника.
3. Включить прибор тумблером 8 (см. рис. 2.5), при этом должна загореться сигнальная лампочка 7.
4. Проверить соответствие груза выбранному наконечнику и шкале, по которой предполагается проводить измерение.
5. Установить испытуемый образец на столик 2 прибора.
6. Вращением рукояток маховика 3 плавно подвести испытуемый образец до соприкосновения с наконечником, а затем дальнейшим вращением произвести предварительное нагружение. При этом малая стрелка должна совпасть с красной точкой на циферблате, а большая – принять вертикальное положение. Если малая стрелка индикатора перейдет за красную точку, необходимо повторить испытание. Вращением барабана 4 совместить нуль черной шкалы с большой стрелкой индикатора (при любом наконечнике).
7. Плавным нажатием руки на клавишу 5 включить привод механизма нагружения.
8. После окончания цикла нагружения отсчитать твердость по выбранной шкале индикатора.
9. Опустить предметный столик вращением маховика 3 против часовой стрелки и снять образец.
Результаты испытаний занести в протокол № 2 (см. приложение).
Для каждого образца провести не менее трех испытаний.
Определить среднее число твердости.
11. Перевести числа твердости по Роквеллу в числа твердости по Бринеллю, полученные значения НВ занести в протокол № 2.
Приложение
Протокол № 1. Определение твердости по Бринеллю Марка прибора
Результаты испытаний
|
Материал и толщина образца , мм |
Диаметр шарика D, мм |
Нагрузка Р, кгс |
Время выдержки , с |
Первое определение |
Второе определение |
Третье определение |
Среднее число твердости НВ, кгс/мм2 |
Предел прочности >в>, кгс/мм2 |
|||
|
Диаметр отпечатка d, мм |
Число твердости НВ, кгс/мм2 |
Диаметр отпечатка d, мм |
Число твердости НВ, кгс/мм2 |
Диаметр отпечатка d, мм |
Число твердости НВ, кгс/мм2 |
||||||
|
|

Протокол № 2. Определение твердости по Роквеллу Марка прибора
Результаты испытаний
|
Материал и толщина образца , мм |
Наконечник |
Нагрузка Р, кгс |
Шкала |
Число твердости по Роквеллу НR |
Среднее число твердости по Роквеллу НR |
Число твердости по Бринеллю НВ, кгс/мм2 |
||
Лабораторная работа № 3
Методы исследования качества, структуры и свойств металлов и сплавов
Цель работы
Изучить сущность, возможности и методику выполнения основных видов макроструктурного и микроструктурного анализа металлов и сплавов.
Приобрести знания и навыки в приготовлении макрошлифов и проведении макроструктурного анализа.
Изучить схему, устройство и возможности оптического металлографического микроскопа, а также применяемых вспомогательных устройств.
Приобрести знания и навыки в приготовлении микрошлифов и выполнении микроструктурного анализа.
Макроструктурный анализ металлов и сплавов
Макроструктурный
анализ
это исследование
полуфабрикатов или готовых
изделий в целях выявления дефектов
структуры или особенностей строения
невооруженным глазом, с помощью лупы
или инструментального микроскопа (при
небольших увеличениях
до 30-кратного). Существует два вида
исследований: а) без применения травителей
и б) с применением травителей для создания
рельефа или окрашивания поверхности
образцов, деталей или их сечений.
готовых
изделий в целях выявления дефектов
структуры или особенностей строения
невооруженным глазом, с помощью лупы
или инструментального микроскопа (при
небольших увеличениях
до 30-кратного). Существует два вида
исследований: а) без применения травителей
и б) с применением травителей для создания
рельефа или окрашивания поверхности
образцов, деталей или их сечений.
Образец детали или ее элемент, специально вырезанный и приготовленный для анализа (опиливанием и шлифованием), называют макрошлифом.
Без предварительного травления могут быть выявлены дефекты или особенности структуры: поверхностные трещины, шлаковые раковины, плены; внутренние газовые пузыри, усадочные раковины, крупные непровары в сварных соединениях, а также определены вид, характер и предварительные причины изломов.
Для анализа изломов необходимо знать их типы и характеристику.
Вязкое разрушение имеет матовый оттенок без ярко выраженного металлического блеска (рис. 3.1). Образец или деталь перед разрушением приобретает значительную местную пластическую деформацию, сопровождающуюся образованием шейки.
При больших увеличениях в электронном микроскопе в изломе видны сферические ячейки, представляющие собой локальные очаги разрушения с удлинением перемычек вокруг них. Микроструктура такого разрушения называется чашечной.

Рис. 3.1. Вязкое разрушение
Чисто вязкие разрушения встречаются довольно редко (в свинце, тантале). Цилиндрические образцы в месте образования шейки имеют, как правило, зону отрыва в центральной части и зону скольжения в виде чаши в периферийной части. Материал с вязким разрушением обеспечивает большую надежность конструкции. При разрушении вязкого материала требуется затрата значительной работы. В местах концентрации напряжений в результате локальной микродеформации материал упрочняется и разрушение предотвращается или оно происходит при более высоких напряжениях.
Хрупкое разрушение характеризуется малой работой разрушения, затрачиваемой только на упругую деформацию (рис. 3.2). Теоретически такого рода разрушения могут происходить при напряжениях, значительно больших пределов текучести (для идеальных кристаллов, не содержащих концентраторов напряжений). В реальных условиях при наличии в металлах дефектов кристаллического строения, концентраторов напряжений, неблагоприятного сочетания температурно-скоростных факторов нагружения хрупкие разрушения могут наблюдаться при напряжениях, равных 0,7 >s >(предела текучести), а иногда и при 0,4…0,5 >s >. Хрупкие разрушения происходят без заметной пластической деформации путем отрыва или скола.
Поверхность излома ориентирована перпендикулярно максимальным растягивающим напряжениям. Излом имеет кристаллический характер и металлический блеск. Разрушение может происходить по телу зерен (транскристаллический излом) или по границам зерен (межкристаллический излом). При больших увеличениях в электронном микроскопе хрупкие разрушения имеют «ручьистое» строение поверхности излома. Они часто являются причиной аварий крупных судов, мостов и других конструкций и сооружений.

Рис. 3.2. Хрупкое разрушение
Квазихрупкие разрушения характеризуются отсутствием шейки и наличием равномерной деформации. Они наблюдаются во всех литейных алюминиевых и магниевых сплавах, в деформированных сталях и других сплавах.
Усталостное разрушение является причиной около 30…90% всех авиационных аварий (рис. 3.3). Оно развивается под действием растягивающих напряжений при знакопеременных нагрузках.

Рис. 3.3. Усталостное разрушение
Излом имеет две зоны. Первая зона – зарождение и постепенное распространение трещины с гладкими притертыми стенками, причем разрушение начинается от ярко выраженного фокуса. Вторая зона – окончательное хрупкое разрушение. Поверхность излома имеет кристаллическую шероховатую структуру. Так как усталостные разрушения наблюдаются в плоскости, нормальной к приложенным нагрузкам, то все причины, способствующие образованию или увеличению дефектов на поверхности (низкая чистота поверхности, наличие концентраторов напряжений, трение, монотонный или циклический нагрев), вызывают снижение усталостной прочности.
Усталостную прочность повышают:
а) термическая обработка сплавов, создающая более однородную дисперсную структуру с благоприятным распределением микронапряжений;
б) обдувка дробью или обкатка роликом, создающие напряжения сжатия в поверхностном слое;
в) азотирование, также создающее в поверхностном слое остаточные напряжения сжатия;
г) другие факторы.
Исследование макроструктуры сплавов с применением травления
Для исследования применяют поверхностное и глубокое травление. Поверхностное травление не создает рельефа и сопровождается окрашиванием отдельных зон с различной интенсивностью. Его применяют для исследования макрошлифов, в которых наблюдается резкая разнородность в химическом составе или структуре (сварка, химико-термическая обработка и др.). Температура травления – комнатная, время – 10–100 с, реактивы –относительно слабые (для сталей – 5%-ный раствор HNO>3>, CuCl>2>, для алюминиевых сплавов – 10%-ный раствор NaOH).
Глубокое травление, создающее на поверхности микрорельеф, применяется для деталей и макрошлифов с однородной структурой (литье, кованые детали). Время травления – до двух часов, температура травления – 80…100С, реактивы – концентрированные.
Поверхностным травлением макрошлифов выявляют:
– химическую неоднородность на сечениях сварных швов; на сечениях деталей, поверхностный слой которых подвергнут диффузионному насыщению различными элементами: углеродом (цементация), азотом (азотирование), кремнием (силицирование), алюминием (алитирование), бором (борирование) и др.;
– структурную неоднородность (на макрошлифах, имеющих сварные швы, поверхностную закалку и др.);
– величину зерна макроструктуры (в тех случаях, когда зерно очень крупное и может быть рассмотрено невооруженным глазом, например, при неоднородной пластической деформации и последующей рекристаллизации алюминиевых и некоторых других сплавов);
газовую пористость слитков или литых деталей.
Глубоким травлением макрошлифов выявляют:
– структуру слитков и кованых деталей (размер и направление дендритных (древовидных) первичных кристаллов и др.);
– волокнистость в строении металлов и сплавов, которая чаще всего появляется в результате вытяжки (раскатки) примесей и неметаллических включений. По характеру волокнистости можно определить способ производства детали.
Выполняя отпечаток на фотобумаге по методу Баумана, можно установить распределение серы в сталях. С помощью этого метода можно сделать качественный анализ распределения серы и определить, где располагается место скопления серы и каково относительное количество серы (много, мало). Его применяют для контроля технологического процесса производства полуфабрикатов и выборочного контроля качества готовых деталей.
Задание и методические рекомендации
1. Ознакомиться с описанием лабораторной работы и согласно разработанной форме записать в журнал-отчет основные положения.
2. Изучить виды изломов. Пользуясь комплектом изломов, плакатами и фотографиями, ознакомиться с различными изломами, дать их характеристику и зарисовать.
3. Определить структурную или химическую неоднородность в цементированных деталях или в деталях с поверхностной закалкой.
Макрошлиф зачищают на наждачной шкурке, протирают сухой ветошью и опускают в реактив или протравливают ваткой с помощью пинцета в течение 1020 с. Чаще всего применяют такие реактивы: 5%-ный раствор HNO>3> или 10%-ный раствор персульфата аммония (NH>4>)>2>S>2>O>8>. После травления, пока шлифы мокрые, запомнить и сразу же зарисовать структуру. Указать в отчете название детали, марку стали, толщину и природу слоя, режим травления и реактив. Дать заключение о качестве детали.
Если необходимо сохранить результаты анализа детали, ее промывают, быстро просушивают и покрывают лаком.
4. Изучить структуру и качество сварных соединений.
Макрошлиф зачистить и протравить 5%-ным раствором HNO>3> или реактивом, состоящим из смеси CuCl>2> и NH>4>Cl. Медь, восстановленная железом, покрывает поверхность шлифа. В тех местах, где медное покрытие имеет меньшую плотность или несплошность (рыхлоты, микротрещины, газовые пузыри), хлористый аммоний лучше проникает в поверхностный слой макрошлифа и интенсивнее протравливает зоны дефектов. Шлиф промыть ватным тампоном, сделать вывод о виде и качестве сварного соединения.
В отчете следует зарисовать внешний вид протравленного макрошлифа, описать тип сварного соединения по способу разделки кромок (V- , Х-, )
Т-образные, сварка встык и др.), записать размеры зоны термического влияния (если она обнаружена), дать заключение о качестве сварного соединения.
5. Выявить разнозернистость структуры сплавов после горячей обработки давлением с неоднородной деформацией.
Приготовить макрошлиф, протравить реактивом для поверхностного травления, зарисовать эскиз детали с разнозернистой структурой, указать размеры зоны макрошлифа с крупным зерном и максимальный размер зерен, дать заключение о качестве детали. Как правило, разнозернистость выявляется в алюминиевых сплавах.
6. Установить волокнистость строения в деталях, полученных штамповкой или изготовленных механической обработкой. Подготовить макрошлиф, протравить (стали – 10%-ным раствором (NH>4>)>2>S>2>O>8>, алюминиевые сплавы 10%-ным раствором NaOH в воде), нарисовать схему распределения волокон, записать название детали. Дать заключение о способе производства и качестве детали (качество детали считается неудовлетворительным, если волокно подходит близко к поверхности или выходит на нее, а также, если волокно слишком ярко выражено).
7. Определить наличие и распределение серы в стальной детали.
Зачистить, протереть (промыть) и установить макрошлиф на фотобумагу, смоченную предварительно 5%-ным раствором серной кислоты. Держать в прижатом положении 2–3 мин. Между материалом макрошлифа, серной кислотой и фотобумагой протекают следующие реакции:
MnS+H>2>SO>4>→MnSO>4>+H>2>S,
H>2>S+2AgBr→2HBr+Ag>2>S,
где MnS – включения в стали; AgBr – бромистое серебро фотобумаги; Ag>2>S – окрашенное в коричневый цвет соединение, которое на фотобумаге повторяет геометрию, распределение и интенсивность включений серы. Выявление серы на фотобумаге называется методом отпечатка по Бауману.
В журнал-отчет вклеить отпечаток или нарисовать его, записать название детали, дать характеристику включений серы: а) много или мало; б) мелкие или крупные; в) распределение включений по сечению детали – равномерное, неравномерное и т.д. Дать заключение о качестве детали.
Микроструктурный анализ металлов и сплавов
Микроструктурный анализ заключается в исследовании строения (структуры) металлов и сплавов с помощью оптических металлографических микроскопов с увеличением от 50 до 1500 раз или с помощью электронных микроскопов со значительно большими увеличениями.
С помощью микроанализа можно определить следующие особенности структуры:
1) тип и балл неметаллических включений в сплавах;
2) величину и форму зерен;
3) размер, форму и расположение структурных составляющих (карбидов, графитовых включений и др.);
4) микродефекты металла либо сплава (микротрещины, раковины);
5) структуру поверхностных слоев (после химико-термической обработки, поверхностной закалки и т.п.).
С применением специальных устройств выполнить измерение микрообъектов (глубину поверхностных слоев, толщину плакирующего слоя и др.).
Микроскопический анализ включает в себя приготовление микрошлифов и исследование их с помощью металлографического микроскопа.
Приготовление микрошлифов
Микрошлифом называется образец металла или сплава, поверхность которого специально подготовлена для микроанализа.
Вырезку образца проводят на станке или ножовкой, применяя обильное охлаждение во избежание нагрева образца (нагрев может изменить структуру). Удобны образцы диаметром 10…12 мм и высотой 7...8 мм или прямоугольные образцы с основанием 12x12 мм и высотой 10 мм. Образцы небольшого сечения (проволока, листы и др.) монтируют заливкой в специальные оправки или в струбцины.
Шлифовку выполняют вручную или на стенках с последовательным применением шлифовальных шкурок разной зернистости. Начинают шлифовку на самой грубой шкурке и заканчивают на самой тонкой. С переходом от одной шкурки к другой направление шлифовки изменяют на 90. Затем шлиф тщательно промывают водой и полируют.
Полировку осуществляют на полировальных станках с вращающимися кругами, обтянутыми фетром или сукном. На круг поливают водную суспензию окиси хрома, алюминия или магния. Отполированный шлиф промывают водой и спиртом, а затем просушивают фильтровальной бумагой или струей теплого воздуха. Хорошо отполированный шлиф имеет зеркальную поверхность.
Непосредственно после полировки при микроструктурном анализе можно обнаружить наличие и распределение в металле или сплаве неметаллических включений (сульфидов, оксидов и др.). Они не отражают лучей света и видны в поле зрения микроскопа в виде темных точек или пятен различной величины и формы. Металлическая основа микрошлифа представляется однородным светлым полем. Чтобы предохранить поверхность от окисления, образцы хранят в эксикаторе с хлористым кальцием.
Структура металла выявляется только после травления микрошлифа специальным реактивом, т.е. после действия растворов кислот, щелочей, солей. При травлении неоднородные участки металла или сплава становятся видимыми под микроскопом. Сущность процесса выявления структуры металла или сплава травлением заключается в различной степени взаимодействия (растворения или окрашивания) отдельных структурных составляющих. Границы зерен, как правило, травятся сильнее вследствие их химической неоднородности и отчетливо выявляются под микроскопом (рис. 3.4).


Рис. 3.4. Схема получения изображения от протравленного микрошлифа
Лучи света, отраженные от наклонных поверхностей канавок на границах зерен, рассеиваются и не попадают в поле зрения, поэтому границы зерен видны на микрошлифе в виде темных линий.
Плоские участки зерен хорошо отражают свет и остаются светлыми. Различные структурные составляющие травятся на разную глубину и хорошо выявляются после травления.
Травление осуществляют погружением шлифа в реактив на определенное время (560 с). Признаком протравливания является потускнение поверхности. После травления микрошлиф промывают водой, протирают ватой, смоченной спиртом, а затем просушивают, прикладывая фильтровальную бумагу или слегка протирая сухой ватой.
В результате травления должно быть четкое выявление микроструктуры. Если структура недостаточно выявлена, шлиф недотравлен и его травят повторно. Если структура получается слишком темная, то шлиф перетравлен, в этом случае его надо переполировать и снова протравить, уменьшив время травления или ослабив концентрацию реактива.
Для ускорения полирования и облегчения травления в последнее время применяют электрополировку и электротравление. Некоторые реактивы, используемые для травления микрошлифов, приведены в табл. 3.1.
Таблица 3.1 - Реактивы для травления сталей, чугунов и сплавов цветных металлов
|
Наименование реактива |
Состав реактива |
Назначение реактива |
|
Спиртовой раствор азотной кислоты |
3…5 cм3 HNO>3> на 100 см3 этилового спирта |
Для травления углеродистых и среднелегированных сталей и чугунов |
|
Соляно-кислый раствор хлорного железа |
10 г FeCl>3> на 25 см3 HCl и 100 см3 H>2>O |
Для травления сплавов на медной основе |
|
Раствор едкого натра |
10 г NaOH на 100 см3 H>2>O |
Для травления сплавов на алюминиевой основе |
|
Царская водка |
Три части HCl на одну часть HNO>3> |
Для травления аустенитных сталей и жаропрочных сплавов |
Устройство металлографического микроскопа
В металлографическом микроскопе изображение получают путем отражения света от плоской поверхности микрошлифа (рис. 3.5).

Рис. 3.5. Принципиальная оптическая схема металлографического микроскопа: 1 – источник света, 2 – конденсор, 3 – диафрагма, 4 – плоскопараллельная пластинка, 5 – объектив, 6 – микрошлиф, 7 – призма полного внутреннего отражения, 8 – окуляр, 9 – фотоокуляр, 10 – зеркало, 11 – фотопластинка, 12 – предметный столик
Конденсор 2 и диафрагма 3 служат для создания узкого параллельного пучка света. Плоскопараллельная пластинка 4 и призма полного отражения 7 служат для изменения направления световых лучей. При фотографировании призму 7 выдвигают.
Увеличение создается двумя системами линз: объективом 5 и окуляром 8. Общее увеличение микроскопа равно: V = V>об>V>ок>, где V>об> – увеличение объектива, V>ок> – увеличение окуляра.
Обычно объективы имеют увеличение от 3 до 90. Окуляры увеличивают отображение, создаваемое объективом. Основной характеристикой окуляра является собственное увеличение. У обычных окуляров собственное увеличение находится в пределах от 3 до 20.
Качество изображения зависит не только от тщательности приготовления микрошлифа, но и от используемой оптики. Четкость изображения зависит также от разрешающей способности микроскопа.
Под разрешающей способностью микроскопа понимают наименьшее расстояние между двумя точками, при котором они видны раздельно.
Разрешающую способность определяют по формуле
 ,
,
где – длина волны видимого спектра; d – разрешаемое расстояние; n – показатель преломления, для воздуха n = 1, – отверстный (апертурный) угол объектива.
Произведение А = nsin называется апертурой.
При рассмотрении объектов через воздух ( n =1; А = 1; = 0,4 мкм )
 мкм.
мкм.
Интервал увеличений, при котором две разрешаемые точки отчетливо воспринимаются глазом, называется полезным увеличением микроскопа. Максимальное полезное увеличение микроскопа (М) определяют по формуле
М = P/d,
где d – разрешаемое расстояние; P – наименьшее разрешаемое расстояние человеческого глаза (обычно P = 300 мкм).
Таким образом, М = 300/0,24 = 1250.
Для иммерсионных объективов, в которых объекты рассматривают через кедровое масло (n = 1,5; А = 1,4), получают d = 0,2 мкм и соответственно М = 1500.
Различные увеличения при рациональных комбинациях объективов и окуляров микроскопа МИМ-7 приведены в табл. 3.2.
Повышение степени увеличения оптического микроскопа свыше 1500х для видимого света нецелесообразно, так как не приводит к выявлению новых деталей структуры.
Таблица 3.2 - Увеличения при рациональных комбинациях объективов и окуляров микроскопа МИМ-7
|
Объективы |
На матовом стекле |
При визуальном наблюдении |
||||||
|
Окуляры |
||||||||
|
7х |
10х |
15х |
7х |
10х |
15х |
20х |
||
|
F=23,2 |
А=0,17 |
(70) |
120 |
160 |
(60) |
90 |
130 |
170 |
|
F=13,89 |
А=0,30 |
(115) |
200 |
270 |
(100) |
140 |
200 |
300 |
|
F=8,16 |
А=0,37 |
200 |
340 |
450 |
170 |
240 |
360 |
500 |
|
F=6,16 |
А=0,65 |
(260) |
440 |
600 |
(250) |
320 |
500 |
(650) |
|
F=2,77 |
А=1,25 |
575 |
1000 |
1350 |
500 |
720 |
1080 |
(1440) |
|
F=2,79 |
А=1,00 |
575 |
1000 |
(1350) |
500 |
720 |
1080 |
(1440) |
увеличение в скобках применять не рекомендуется.
Для получения желаемого увеличения микроскопа надо, пользуясь табл. 3.2, выбрать необходимые объектив и окуляр, взять их из комплекта к микроскопу и установить в соответствующие тубусы.
Для увеличения разрешающей способности микроскопа можно использовать ультрафиолетовую часть спектра (0,4 мкм), но, с одной стороны, это усложняет технику анализа, а с другой не дает значительного увеличения.
Для получения существенно большей разрешающей способности необходимо пользоваться электронным микроскопом. Современные электронные микроскопы дают качественную картину при увеличениях до х200000 и более.
Вспомогательные устройства микроскопа
При проведении количественных исследований (определение величины зерна, глубины цементированного слоя и др.) пользуются окулярными вкладышами. Это стеклянные пластинки, на которые нанесены шкала, перекрестие, квадратная сетка и т.п. Эти пластинки вставляются в окуляр между линзами. Окуляр с измерительным вкладышем называется окуляром-микрометром. Расстояние между делениями шкалы окуляра-микрометра обычно равно 0,1 мм. Так как окуляры могут применяться в комбинации с различными объективами, то для каждого увеличения необходимо определять цену деления окуляра-микрометра. Для этой цели служит объект-микрометр, который представляет собой пластинку со шкалой. На шкале нанесено 100 делений, расстояние между делениями равно 0,01 мм, а общая длина шкалы 1 мм.
Цену деления окуляра-микрометра определяют следующим образом. На предметный столик помещают объект-микрометр шкалой вниз. Наблюдая в окуляр-микрометр, вращением макрометрического и микрометрического винтов наводят на резкость шкалу объекта-микрометра, перемещая глазную линзу в тубусе, получают четкое изображение шкалы окуляра. С помощью грубой и микрометрической подач получают резкое изображение шкалы объекта-микрометра. Вращением окуляра совмещают шкалу окуляра-микрометра со шкалой объекта-микрометра и устанавливают параллельно штрихи обеих шкал.
Подсчитывают, в какое число делений окуляра-микрометра укладывается определенное число делений шкалы объекта-микрометра. Цену деления окуляра-микрометра определяют по формуле
 ,
,
где Ц>об >= 0,01 мм – цена деления шкалы объекта-микрометра;
А>об> – число совмещенных делений объекта-микрометра;
А>ок> – число совмещенных делений окуляра-микрометра.
Например, при данном увеличении 60 делений шкалы объекта-микрометра занимают 30 делений шкалы окуляра-микрометра. Цена деления объекта-микрометра при данном увеличении
 мм/дел.
мм/дел.
Задание и методические рекомендации
1. Изучить содержание лабораторной работы и записать в журнал-отчет основные ее положения.
2. Отполировать, промыть и высушить микрошлиф. Исследовать его под микроскопом при 100-кратном увеличении, зарисовать видимые неметаллические включения и сравнить со стандартной шкалой, которая имеет такое же увеличение. Определить тип и балл неметаллических включений.
3. Протравить шлиф технического железа в 4%-ном водном растворе HNO>3>, промыть, высушить и исследовать структуру под микроскопом при 100-кратном увеличении. Зарисовать структуру и определить номер зерна, пользуясь шкалой ГОСТа.
Обычно пользуются 10-балльной шкалой для определения номера зерна в сталях. Однако следует знать, что стандартная шкала величин зерна в сталях содержит 18 номеров (от № -3, включая нулевое зерно, до № 14). Номера зерен от 1 до 10 выявляют путем визуального сравнения структуры при стократном увеличении микроскопа со стандартной шкалой, данной для такого же увеличения.
Номера зерна от -3 до 0 (более крупные) определяют при двадцатипятикратном увеличении микроскопа. При этом они соответствуют номерам
1–4 десятибалльной шкалы. Номера зерна от 11до 14 определяют при четырехсоткратном увеличении микроскопа. Они соответствуют номерам 7 – 10 той же десятибалльной шкалы.
4. Определить толщину защитного покрытия – плакированного слоя алюминиевого сплава. Нарисовать схемы настройки и отсчета.
На рис. 3.6 показана микроструктура плакированного дуралюмина. Микроструктура состоит из тонкого слоя чистого алюминия толщиной 0,02…0,03 мм и сердцевины. Сердцевина представляет собой зерна пересыщенного твердого раствора на основе алюминия (с выделившимися вследствие старения мельчайшими частицами CuAl>2>, фазы S(Al>2>CuMg ) и темных нерастворившихся частиц соединений железа).

Рис. 3.6. Плакированный дуралюмин, х1000
Контрольные вопросы
Что представляет собой макроструктурный анализ металлов и сплавов? Что выявляется с его помощью?
Какие вы знаете виды разрушений, чем они характеризуются?
Чем характеризуется поверхностное травление и для чего оно применяется? Для чего используется глубокое травление?
Как определяется наличие и распределение серы в сталях методом отпечатка по Бауману?
Что представляет собой микроструктурный анализ? Что можно выявить с его помощью? Каков порядок приготовления микрошлифов?
Какие реактивы применяют для выявления структуры в различных сплавах?
Что представляет собой разрешающая способность и полезное увеличение микроскопа? Как можно повысить полезное увеличение микроскопа?
8. Что представляет собой окуляр-микрометр и объект-микрометр? Как определяется цена деления окуляра-микрометра с помощью объекта-микрометра?
Как определяется балл неметаллических включений в сталях?
Как определяется номер зерна в сталях? Сколько всего номеров зерна в сталях в соответствии с ГОСТом?
Лабораторная работа № 4
Пластическая деформация и рекристаллизация металлов
Цель работы
1. Изучить механизм пластической деформации монокристаллов и поликристаллических металлов и сплавов. Экспериментально определить зависимость механических свойств металлов и сплавов от степени пластической деформации.
2. Исследовать влияние температуры нагрева на свойства деформированного металла.
Экспериментально определить температуру начала рекристаллизации и критическую степень деформации заданного сплава.
Содержание работы
При различных технологических операциях (ковке, штамповке, прокатке) в металлах и сплавах возникают значительные структурные изменения, вызываемые смещением атомов в кристаллической решетке. Степень смещения атомов зависит от величины действующих напряжений. Небольшие смещения атомов, полученные при малых деформирующих напряжениях, могут быть обратимыми, т.е. после снятия нагрузки атомы возвращаются на свои прежние места. Деформация в таком случае называется упругой, и поскольку она не сопровождается остаточными изменениями в структуре, свойства деформированных металлов не изменяются.
При увеличении напряжения выше предела упругости наблюдаются значительные смещения атомов относительно положений равновесия. После снятия нагрузки атомы не возвращаются в свои прежние положения – это приводит к изменению свойств материалов. Остаточная деформация называется пластической.
Атомно-кристаллическое строение металлов
Металлы имеют кристаллическую структуру, состоящую из правильно расположенных в пространстве ионов, которые образуют простые геометрические фигуры (куб, октаэдр, ромбические и гексагональные призмы и т.п.), и свободно движущихся между ними валентных электронов.
Реальная структура промышленных сплавов в большинстве случаев представляет собой совокупность большого количества отдельных кристаллов неправильной формы зерен или кристаллов с различной их ориентацией в пространстве. Зерна состоят из отдельных фрагментов, разориентированных относительно друг друга на несколько градусов, а фрагменты из блоков с углами разориентировки в несколько минут. Внутри блоков структура близка к идеальной.
Механизм пластической деформации монокристаллов
Межатомные силы в кристаллических телах складываются из электростатических сил притяжения и отталкивания. Равнодействующая этих сил на некотором межатомном расстоянии равна нулю.
При сближении атомов (ионов) возрастают силы отталкивания, а при удалении появляются силы притяжения. Соотношение этих сил и определяет упругость и пластичность тела при воздействии на него внешних усилий.
Основное свойство упругой деформации состоит в том, что после снятия нагрузки деформация исчезает, т.е. деформированное тело восстанавливает свою форму и размеры. Пластическая деформация является остаточной, если после снятия нагрузки форма и размеры тела не восстанавливаются. Можно говорить, что в области упругих деформаций кристалл «помнит» свои размеры и форму, а в области пластических деформаций такая «память» нарушается.
В монокристалле под воздействием внешних усилий пластическая
деформация осуществляется методом скольжения или двойникования (рис. 4.1).

рис. 4.1. Схема пластического сдвига в идеальной кристаллической решетке:а, б, в – скольжение; АА – плоскость скольжения; г – двойникование; ББ – плоскость двойникования
Деформация металлов путем скольжения (рис. 4.1, а – в) наблюдается наиболее часто. При скольжении происходит многократный сдвиг одной части кристаллической решетки относительно другой на один параметр решетки вдоль плоскости скольжения АА или вдоль других плоскостей, параллельных данной плоскости. Скольжение происходит вдоль плоскостей, наиболее плотно упакованных ионами. Смещение атомов по плоскостям скольжения в процессе пластической деформации проявляется в виде линий скольжения, которые наблюдаются под микроскопом. Чем больше степень деформации, тем гуще располагаются линии скольжения. При больших деформациях они почти сливаются. Видимая при малом увеличении линия скольжения в действительности представляет собой целую группу линий, расположенных друг от друга на малых расстояниях. Если скольжение происходит по нескольким системам одновременно, то на микрошлифе выявляются сетки из линий скольжения.
При двойниковании происходит поворот одной части кристаллической решетки относительно другой на некоторый угол , отсчитываемый от плоскости двойникования ББ.
Двойникование наблюдается значительно реже, чем скольжение. Деформация двойникованием обычно происходит при низких температурах и при больших скоростях деформирования, когда скольжение затруднено. В этом случае наблюдается поворот определенных частей кристалла в плоскости деформации, так что кристаллическая решетка становится зеркальным отражением решетки соседних недеформированных областей (рис. 4.1, г). В кристалле возникают двойниковые полосы (двойники). В пределах одного зерна может быть несколько двойников.
Первую оценку сопротивления идеального кристалла пластическому деформированию дал Я.И. Френкель. Он рассмотрел две кристаллографические плоскости, которые сдвигаются одна относительно другой в кристалле на один параметр решетки, и определил критическое напряжение сдвига >кр>, возникающее в плоскости скольжения:
 ,
,
где G =

модуль сдвига; Е
модуль Юнга;
модуль сдвига; Е
модуль Юнга;
постоянная, появление которой объясняется периодичностью функции sin, используемой при выводе формулы.
Расчеты по формуле Френкеля, выполненные для монокристаллов различных металлов, дают результаты, на несколько порядков отличающиеся от экспериментальных. Например, по формуле Френкеля для монокристалла железа >кр> = 11000 МПа (реально 29 МПа), для монокристалла алюминия >кр> = 4300 МПа (реально 10…15 МПа) и т.д.
Выход из этого противоречия был найден путем замены модели жесткого сдвига моделью перемещения вдоль плоскости скольжения особых геометрических дефектов кристаллической решетки – дислокаций.
Дислокации представляют собой линейные дефекты кристаллического строения металлов, имеющие место вдоль края незавершенной плоскости (краевая дислокация) (рис 4.2, а) или вдоль линии сдвига одной части кристалла относительно другой (винтовая дислокация) (рис 4.2, б).
В дислокационной теории пластической деформации приняты следующие допущения:
1) скольжение распространяется по плоскости сдвига последовательно, а не одновременно;
2) скольжение начинается от мест нарушения кристаллической решетки, которые должны быть или возникать в металле (кристалле) при его нагружении.

а б
Рис. 4.2. - Краевая дислокация вдоль линии ВС (а) и винтовая дислокация вдоль линии ВС (б)
Дислокационная теория пластической деформации подробно рассматривается в металлофизике и на сегодняшний день эта теория хорошо согласуется с экспериментальными данными.
Таким образом, пластический сдвиг вдоль плоскости скольжения в монокристалле происходит благодаря наличию в ней дислокаций линейных либо винтовых.
Рассмотрим механизм пластической деформации на примере перемещения в кристалле линейной или краевой дислокации (при перемещении винтовых и других дислокаций явления аналогичны). Пусть в кристалле (рис. 4.3) имеется линейная дислокация (перпендикулярная плоскости сечения кристалла) на краю незавершенной плоскости (в районе точки Q).
Под действием сдвигающих напряжений атомы незавершенной плоскости I сдвинутся влево. Верхняя часть целой плоскости II тоже сместится влево. В определенный момент происходит разрыв целой плоскости II по горизонтальной плоскости А-А и плоскость I объединяется с нижней частью плоскости II, образуя целую плоскость (показано штриховой линией). Верхняя часть бывшей целой плоскости II становится незавершенной РQ (показана штриховой линией), и дислокация будет расположена уже на ее крае. Таким образом, дислокация переместилась на одно межатомное расстояние влево.
Под действием касательных напряжений дислокация будет последовательно перемещаться в плоскости скольжения, пока не выйдет на поверхность кристалла. В результате произойдет сдвиг в кристалле по плоскости скольжения на одно межатомное расстояние, хотя все атомы в этой плоскости не перемещались одновременно.
Таким образом, для того чтобы получить элементарный сдвиг, необходимо переместить дислокацию на край монокристалла или зерна.
Рис. 4.3. Схема перемещения краевой дислокации, находящейся на нижнем крае незавершенной плоскости РQ (в районе точки Q), на одно межатомное расстояние влево (в положение Q)
Для получения реальных конечных сдвигов надо переместить множество дислокаций, которые должны быть в металлах или должны образовываться в них в процессе деформации.
Дислокации образуются разными способами:
1) при кристаллизации металлов (чаще винтовые дислокации);
2) при срастании в процессе кристаллизации отдельных кристаллитов;
3) за счет перерождения колоний вакансий в дислокации;
4) в процессе пластического деформирования благодаря источникам ФранкаРида.
Из всех способов зарождения дислокаций самым важным является последний, поскольку в этом случае возникает такое количество дислокаций, которое может обеспечить реальную макроскопическую пластическую деформацию.
Если обозначить общую длину всех линий дислокаций в объеме монокристалла через L и отнести ее к этому объему, то плотность дислокаций определится соотношением
 см/см3,
1/см2, см-2.
см/см3,
1/см2, см-2.
Для отожженных металлов плотность дислокаций составляет 106108 см–2, а в процессе пластического деформирования плотность дислокаций увеличивается до значений 1011…1012 см–2; именно такая плотность дислокаций и обеспечивает пластическую деформацию, реально наблюдаемую на практике. Если плотность дислокаций повышается до значений 1013…1014 см–2, то пластическое деформирование заканчивается разрушением кристалла.
В зависимости от расположения относительно плоскости скольжения дислокации условно подразделяются на положительные и отрицательные. Находясь в одной плоскости скольжения, дислокации взаимодействуют между собой. Подобно электрическим зарядам в электростатике дислокации одного знака отталкиваются, а разных притягиваются. Взаимодействие дислокаций влияет на пластичность монокристалла. Если дислокации в монокристалле отсутствуют, то пластическое деформирование может реализоваться только по механизму жесткого сдвига и тогда критические сдвигающие напряжения определяют по формуле Френкеля, что хорошо согласуется с экспериментальными данными.
Пластическая деформация начинается при напряжениях, равных пределу текучести. При этом в монокристаллах наблюдается перемещение имеющихся в них дислокаций. В процессе деформации появляются новые дислокации (существуют и работают источники дислокаций ФранкаРида). Дислокации могут пересекаться друг с другом и блокировать пластическую деформацию.
Пластическая деформация поликристалла
Реальный металл состоит из большого количества зерен, различно ориентированных относительно друг друга. Рассмотренный механизм пластической деформации приемлем для отдельно взятого зерна, в котором искажения кристаллической решетки определяются только наличием дислокаций и других дефектов.
Металлы технической чистоты содержат большое количество примесей, которые в кристаллической решетке основного металла могут находиться либо в атомарном состоянии, либо в виде частиц второй фазы с собственной кристаллической структурой. Кроме того, поликристаллическое строение реальных металлов обуславливает большое количество поверхностных дефектов на границах зерен, наличие которых также влияет на подвижность дислокаций, а следовательно, и пластичность металла.
Кратко рассмотрим влияние основных типов дефектов, встречающихся в реальном металле, на его прочностные и пластические свойства.
Если в плоскости скольжения имеются атомы другого вещества, то они вовлекаются дислокацией в движение, на что затрачивается энергия движущейся дислокации, которая будет постепенно терять свою подвижность, если примесных атомов будет достаточно много. Если в плоскости скольжения находятся инородные включения второй фазы со своей собственной кристаллической структурой, то движущаяся дислокация может их только обогнуть, что также требует энергетических затрат, приводящих к потере дислокациями подвижности. Границы зерен являются непреодолимыми препятствиями для движущихся дислокаций.
Все факторы, затрудняющие перемещение дислокаций, будут повышать предел текучести и приближать его к пределу прочности, т.е. они могут рассматриваться как упрочняющие факторы.
Увеличение сопротивления металла перемещению дислокаций зависит от следующих факторов:
а) поворота плоскостей скольжения относительно действующей силы. При этом плоскости скольжения стремятся расположиться параллельно главному направлению деформации, т.е. угол между действующей силой и плоскостью скольжения постепенно уменьшается, а напряжение в плоскости скольжения достигает своего критического значения при большем усилии. Таким образом, некоторая доля упрочнения за счет деформации объясняется геометрией самой деформации;
б) увеличения плотности дислокаций, что приводит к значительным искажениям пространственной кристаллической решетки. Они возникают при взаимодействии дислокаций друг с другом (их пересечении) и с другими дефектами кристаллической решетки;
в) торможения дислокаций на препятствиях: границах блоков, двойников, зерен, включениях других фаз. Так как в различных зернах реальных металлов ориентировка кристаллографических плоскостей различна, то границы зерен являются непреодолимой преградой для дислокаций. Скапливаясь на границе зерен, дислокации создают большие внутренние напряжения, которые приводят в движение дислокации в соседних зернах. Таким образом, через границу зерен перемещение дислокаций передается эстафетным путем;
г) влияния примесей, мелкодисперсных фаз и атомов легирующих элементов.
Упрочнение металлов и сплавов при пластической деформации приводит к исчерпанию пластичности металла и ограничивает возможности получения сложных деталей за один технологический переход. С другой стороны, с помощью наклепа можно повысить конструкционную прочность практически всех существующих металлов и сплавов.
Общее остаточное формоизменение поликристаллического металла включает в себя пластическую деформацию зерен, изменение их формы и размеров и их относительное смещение. В соответствии с этим различают внутрикристаллитную и межкристаллитную деформации поликристалла.
Внутрикристаллитная деформация отдельных зерен поликристалла осуществляется скольжением (иногда двойникованием), как и в случае монокристалла. Разная кристаллографическая ориентировка плоскостей скольжения отдельных зерен в пространстве приводит к тому, что при нагружении поликристаллического тела внешними силами скольжение дислокаций начинается только в благоприятно ориентированных по отношению к внешним силам зернах. Остальные зерна деформируются упруго.
Межкристаллитная деформация заключается в относительном смещении зерен относительно друг друга. При этом на соотношение между внутрикристаллитной и межкристаллитной деформациями поликристалла оказывает влияние различие свойств металла внутри зерен и по их границам, которое становится значительным при достаточно высоких температурах. Если деформация поликристаллического металла осуществляется в холодном состоянии, то все особенности такой пластической деформации можно объяснить только различной кристаллографической ориентацией зерен в пространстве относительно внешних деформирующих сил.
Кратко рассмотрим эти особенности.
1. Нарушается линейная зависимость между напряжениями и деформациями при нагружении выше предела пропорциональности, так как упругая составляющая деформации в зернах с благоприятной ориентировкой плоскостей скольжения относительно деформирующих сил и напряжений (в «слабых» зернах) меньше, чем в остальных («сильных»). «Слабые» зерна раньше начинают пластически деформироваться. «Сильные» зерна в это время продолжают деформироваться упруго. Это является причиной отклонения от закона Гука, появления внутренних напряжений (второго рода) при прекращении деформации при малых ее степенях, особого поведения деформированного металла при последующем нагреве (см. «Критическая степень деформации»).
2. Имеет место упругое последействие, суть которого состоит в том, что образец под постоянной нагрузкой, не превышающей предела текучести, с течением времени дополнительно деформируется и после снятия нагрузки получает некоторую остаточную деформацию, которая со временем уменьшается либо совсем исчезает. Под нагрузкой в благоприятно ориентированных зернах имеет место некоторая пластическая деформация, что и является причиной появления некоторой остаточной деформации на всем образце в целом. После снятия внешней нагрузки зерна с большой степенью упругой деформации, стремясь вернуться в исходное, недеформированное состояние, вызывают в пластически деформированных зернах деформацию обратного знака, обусловливающую уменьшение или полное исчезновение остаточной деформации в образце.
3. Происходит релаксация напряжений, т.е. уменьшение с течением времени уровня напряжений, соответствующих заданной величине упругой деформации. Причина все та же в отдельных благоприятно ориентированных зернах имеет место незначительная по величине пластическая деформация, не влияющая на величину упругой деформации всего образца, но заметно уменьшающая общий уровень напряжений.
4. Наблюдается упругий гистерезис, когда линия нагружения на графике изменения усилия по деформации не совпадает с линией разгрузки, образуя петлю гистерезиса, площадь которой характеризует количество тепла, выделившегося при деформации образца. При нагрузке образца в благоприятно ориентированных зернах возникает некоторая пластическая деформация, которая проходит в обратном направлении после снятия нагрузки под воздействием упругодеформированных зерен, восстанавливающих свои исходные размеры и форму. Энергия, затраченная на пластическую деформацию при прямом и обратном нагружениях, эквивалентна теплоте, рассеянной в окружающее пространство. Именно эта энергия и характеризуется площадью петли гистерезиса, которая отсутствует при наличии только упругой деформации.
5. Наблюдается эффект Баушингера, который заключается в том, что в образце, деформированном за предел текучести, уменьшается сопротивление деформированию при последующей деформации обратного знака. Объясняется это явление следующим образом. Чтобы имела место даже незначительная пластическая деформация, необходимо осуществить упругую предварительную деформацию. После снятия нагрузки при прямом нагружении под воздействием упругодеформированных (до предельной величины) зерен, которые стремятся принять свои исходные размеры и форму, в соседних с ними зернах происходит упругая деформация обратного знака. И поэтому при приложении внешней нагрузки того же знака пластическая деформация в них начнется при меньшем уровне напряжений, в итоге снижается сопротивление деформированию. Таким образом, в предварительно растянутом образце деформация сжатия начнется при более низких напряжениях, чем при первоначальном растяжении.
Пластическая деформация и упрочнение металла
Пластическая деформация вызывает в металле структурные изменения, которые условно можно разделить на три группы: 1) изменение формы и размеров зерен; 2) изменение кристаллографической и пространственной ориентировки зерен; 3) изменение внутреннего строения каждого зерна. В результате пластической деформации в деформированном металле резко возрастает плотность дислокаций и других дефектов кристаллической решетки, в результате чего увеличивается потенциальная энергия металла.
С термодинамической точки зрения система «деформированный металл» находится в термодинамически нестабильном состоянии, поскольку имеет повышенный уровень энергии. По второму закону термодинамики такая система будет стремиться уменьшить свою энергию и вернуться к состоянию устойчивого равновесия.
Если в процессе пластической деформации отсутствуют благоприятные условия для процессов диффузии, стремящихся перевести деформированный металл в равновесное состояние с минимальным уровнем потенциальной энергии, то наблюдается холодная пластическая деформация, которая сопровождается наклепом металла.
Наклеп, или нагартовка это совокупность структурных изменений, приводящих к изменению механических, физических и химических свойств пластически деформированного металла. В обработке металлов давлением укоренилось определение «наклепа» как повышение прочности и твердости деформированного металла при одновременном снижении пластичности. Это упрочнение является следствием тех структурных изменений, которые возникают в металле при его пластической деформации.
При разгрузке поликристалла после пластического формоизменения наблюдаются сложные явления. Наиболее существенным из них является возникновение остаточных напряжений, которые подразделяются (условно) на три рода.
Напряжения первого рода остаточные напряжения, которые образуются силами, уравновешивающимися между отдельными частями твердого тела.
Напряжения второго рода образуются силами, уравновешивающимися между отдельными зернами поликристалла.
Упругая составляющая деформации в зернах с благоприятной ориентировкой плоскостей скольжения («слабых») меньше, чем в остальных («сильных»). При разгрузке упругое изменение размеров «сильных» зерен должно быть больше, чем «слабых», но изменения размеров тех и других зерен одинаковы вследствие полного восстановления размеров «сильных» и деформирования другого знака «слабых» зерен, что и обуславливает возникновение напряжений второго рода.
Напряжения третьего рода образуются между отдельными группами атомов (например между дислокациями).
Явление наклепа проявляется также в изменении физико-химических свойств деформированных металлов и сплавов. Например, при холодной пластической деформации ухудшаются теплопроводность и электропроводность, изменяются магнитные свойства ферромагнитных металлов и сплавов.
При холодной пластической деформации повышается химическая активность металла и снижается его коррозионная стойкость. Модуль упругости при наклепе металла изменяется незначительно, и обычно этим изменением пренебрегают. Холодная пластическая деформация обуславливает анизотропию механических свойств за счет образования волокнистой структуры (ориентация межзеренного вещества вдоль направления действия деформирующей силы) и текстуры деформации (преимущественная кристаллографическая ориентация зерен вдоль направления действия деформирующей силы) (рис. 4.4).

Рис. 4.4. Сталь марки 08. Волокнистое строение (текстура), х150
Таким образом, после холодной пластической деформации деформированный металл находится в термодинамически нестабильном состоянии и поэтому самопроизвольно стремится перейти в равновесное состояние.
Влияние нагрева на свойства деформированных металлов и сплавов
При нагреве пластически деформированные металлы постепенно восстанавливают свою структуру и свойства и переходят в устойчивое состояние. Этот переход можно разбить на две стадии: возврат и рекристаллизацию.
Возврат наблюдается при относительно невысоких температурах нагрева (0,2Т>пл>, К ) и разделяется, в свою очередь, на две фазы: отдых и полигонизацию.
Отдых сопровождается диффузионным перемещением и аннигиляцией (взаимным уничтожением) точечных дефектов. При этом снимаются упругие искажения решетки и частично восстанавливаются физические свойства металла.
Полигонизация происходит при более высокой температуре и сопровождается изменениями в блочной структуре зерен за счет перераспределения и аннигиляции линейных дефектов – дислокаций. Это приводит к дальнейшему снятию упругих искажений решетки и более полному восстановлению физических свойств. Прочностные свойства при возврате не изменяются, а пластичность частично восстанавливается.
Рекристаллизация протекает вслед за возвратом при более высокой температуре, называемой температурой рекристаллизации. Эту температуру для технически чистых металлов можно приближенно определить по формуле А.А. Бочвара
Т>рекр> = 0,4Т>пл> (К),
где Т>рекр> – абсолютная минимальная температура рекристаллизации, К; Т>пл> – абсолютная температура плавления данного металла, К.
При увеличении количества примесей или при наличии в сплаве легирующих элементов температура рекристаллизация возрастает.
Явление рекристаллизации заключается в том, что, начиная с определенных температур, благодаря интенсивному обмену атомов местами происходит зарождение и рост новых геометрически равноосных и энергетически равновесных зерен. Этот процесс протекает во времени и с тем большей скоростью, чем выше температура.
Рекристаллизация проходит в две стадии. На первой стадии (рекристаллизация обработки) происходит замена деформированной структуры на равноосную мелкозернистую недеформированную структуру. Размер зерна после правильно проведенной рекристаллизации обработки определяется количеством новых центров рекристаллизации, которое зависит от степени предварительной пластической деформации и повышается с увеличением последней.
Зарождение зерен с более совершенной структурой и рост их до взаимного соприкосновения при температуре выше температуры рекристаллизации называется первичной рекристаллизацией, или рекристаллизацией обработки.
После рекристаллизации обработки наблюдается восстановление механических и пластических свойств металлов, причем механические свойства зависят от величины зерна. Таким образом, после первичной рекристаллизации полностью снимается наклеп и восстанавливаются исходные механические и физические свойства металлов и сплавов.
После завершения первичной рекристаллизации возможна вторая стадия процесса, которая называется собирательной рекристаллизацией.
Собирательная рекристаллизация – это рост одних зерен за счет других. Этот процесс наступает после рекристаллизации обработки при повышении температуры или увеличении времени выдержки в печи.
Термодинамическим стимулом роста зерен является уменьшение потенциальной энергии системы «деформированный металл», поскольку межзеренная поверхность раздела у металлов с крупнозернистой структурой меньше по сравнению с мелкозернистой, а следовательно, меньше и поверхностная энергия, являющаяся частью общей потенциальной энергии системы.
Собирательная рекристаллизация – процесс, как правило, нежелательный, так как металлы и сплавы с крупным зерном хуже работают при ударных и знакопеременных нагрузках, поэтому его следует избегать, заканчивая рекристаллизационный отжиг на этапе первичной рекристаллизации.
В деформированных металлах может наблюдаться еще вторичная рекристаллизация – это избирательный рост одних зерен за счет других в результате неодинаковой степени стабилизации их границ или в результате малых степеней деформации. Радикальный способ предупреждения вторичной рекристаллизации – это равномерное распределение примесей и других фаз по границам зерен, что лучше всего достигается металлургическим путем.
При малых степенях деформации «слабые» зерна деформируются пластически, а «сильные» упруго. После завершения деформации в процессе последующей рекристаллизации упругая деформация в «сильных» зернах снимается и они практически становятся равновесными. Эти зерна при рекристаллизации сразу же начинают расти, присоединяя к себе бывшие «слабые» деформированные зерна. Так образуются очень крупные зерна при рекристаллизации. Этот процесс не исключает возможности образования новых центров рекристаллизации, как при первичной рекристаллизации, и вокруг этих центров образуется мелкое зерно.
Таким образом, при вторичной рекристаллизации образуется очень крупное и неравномерное по величине зерно.
Установлено, что величина зерна рекристаллизованного металла зависит от температуры нагрева и степени предшествующей пластической деформации (рис. 4.5). Степень деформации, после которой в результате последующего рекристаллизационного отжига образуется очень крупное и неравномерное по величине зерно, называется критической степенью деформации >кр>.


Рис. 4.5. Влияние степени деформации , %, на средний диаметр зерна d>ср> после рекристаллизации.
Вторичная рекристаллизация наблюдается в различных металлах и сплавах после вполне определенных степеней деформации (для железа 5…6%; для малолегированной стали 7...15%; для меди около 5%; для алюминия 2...3%). При >кр> количество центров рекристаллизации увеличивается, а величина зерна после рекристаллизации уменьшается.
Холодная и горячая обработка металлов давлением (деформация)
Описанный выше механизм формоизменения металлических монокристаллов и поликристаллов возможен только при определенных температурных условиях, при которых температура деформирования обычно ниже 0,3Т>пл> (К) (абсолютная температура плавления). При температурах деформирования выше 0,3Т>пл> (К) механизм пластической деформации усложняется такими явлениями, как возврат, рекристаллизация, изменение термической пластичности. На процессы деформирования большое влияние оказывает скорость деформирования, так как от нее зависят пластичность металлов и сплавов и степень протекания процессов возврата и рекристаллизации в процессе самой деформации и после нее.
Степень разупрочнения зависит исключительно от температурно-скоростных условий деформации. Действительно, степень разупрочнения, обусловленная возвратом и рекристаллизацией, для заданного сплава тем больше, чем выше температура деформации, чем меньше скорость деформации, чем больше тепловой эффект и, наконец, чем больше скорость разупрочняющих процессов. Чем больше время протекания этих процессов, т.е. чем меньше скорость деформирования, тем выше эффект разупрочнения.
1. Холодная обработка давлением осуществляется при температуре деформирования не только ниже температуры рекристаллизации, но и ниже температуры возврата, т.е. >д>>еф> >в>>озв> .
В процессе деформирования отсутствуют возврат и рекристаллизация, поэтому эффект упрочнения при этом виде деформирования достаточно высок.
Таким образом, при холодной пластической деформации:
образуется наклеп, материал существенно упрочняется, изменяются его физико-химические свойства, структура текстурирована;
степень деформации ограничена, при ее превышении материал разрушается;
требуются большие нагрузки (напряжения) и мощность оборудования.
Иногда холодная пластическая деформация используется как способ дополнительного упрочнения металлов и сплавов.
2. Горячая обработка давлением осуществляется при температурах значительно выше температуры рекристаллизации, т.е. Т>деф > Т>рек> .
Ввиду происходящей при горячей обработке рекристаллизации во всем объеме деформируемого металла наклеп образуется и сразу же снимается в процессе самой деформации, а неравномерность конечной структуры по деформируемому объему металла может быть следствием только нарушения режима охлаждения металла после окончания деформации.
Для горячей пластической деформации характерны:
наклеп, образующийся при деформации, сразу же снимается в процессе деформации, если скорость деформации относительно невелика, и после деформации в деформированном металле наклеп отсутствует;
отсутствие ограничений по степеням деформации, отсюда вытекает пословица «куй железо пока горячо»;
меньший в 5 15 раз предел текучести металлов и сплавов по сравнению с холодной деформацией, поэтому для осуществления деформации не требуется приложения очень больших сил и напряжений, мощность оборудования значительно меньше, чем при холодной пластической деформации;
оптимальное сочетание структуры и свойств деформированных металлов и сплавов, особенно заметно это проявляется после горячей обработки литых заготовок и полуфабрикатов.
Горячая обработка металлов давлением широко применяется для производства заготовок и полуфабрикатов (трубы, уголки, швеллеры, рельсы, листовой и профильный прокат и т.д.)
В теории обработки металлов давлением рассматриваются и другие виды обработки.
Неполная холодная обработка давлением осуществляется при температуре деформирования выше температуры возврата, но ниже температуры рекристаллизации, т.е. >в>>озв> >д>>еф> >р>>ек> .
Вследствие возврата происходит значительное снятие остаточных напряжений, благодаря чему сопротивление деформированию несколько снижается, повышается пластичность и уменьшается степень упрочнения.
Неполная горячая обработка давлением осуществляется при температурах незначительно ниже температуры рекристаллизации, т.е. >д>>еф> >р>>ек> . В случае неравномерного по тем или иным причинам распределения деформаций в деформируемом объеме и малой скорости рекристаллизации последняя не успевает произойти во всем деформируемом объеме, поэтому структура металла неоднородна как в процессе деформирования, так и после охлаждения металла до комнатной температуры. Неравномерность структуры обуславливает и неравномерность прочностных и пластических характеристик по объему деформируемого металла после деформации.
Задание и методические рекомендации
1. Изучить основные теоретические положения и кратко их изложить по предложенной форме.
2. Установить зависимость твердости и прочности образцов от степени пластической деформация. Для определения зависимости НRВ = f (, %) необходимо:
а) зачистить напильником торцевые поверхности образцов в специальном приспособлении и измерить их начальную высоту h>0>, мм;
б) подвергнуть образцы деформации на ручном гидравлическом прессе (давление по манометру Р = 0, 50, 100, 150 кгс/см2, при площади поршня 30 см2 это соответствует усилиям 0, 1500, 3000 и 4500 кгс);
в) измерить высоту h образцов после деформации;
г) определить степень деформации
 ;
;
д) измерить твердость образцов (НRB) деформированных с различной степенью деформации на твердомере Роквелла;
е) построить график зависимости НRВ = f (, %). Сделать выводы.
3. Определить расчетным путем и экспериментально значения температуры начала рекристаллизации заданного сплава, сравнить их между собой:
а) рассчитать по формуле Бочвара температуру рекристаллизации для материала исследуемых образцов;
б) определить экспериментально температуру начала рекристаллизации. Для этого необходимо:
- зачистить напильником торцевые поверхности нескольких образцов в специальном приспособлении;
- подвергнуть деформации несколько образцов с одинаковой степенью деформации (давление по манометру Р = 150 кгс/см2), измерить твердость материала после деформации;
- выдержать в течение 30 мин образцы в печах с разной температурой (в интервале 100...700 °С), охладить образцы;
- измерить твердость образцов после нагрева, результаты занести в таблицу, построить график зависимости НRВ = f (t, °С). Начало резкого падения твердости соответствует температуре начала рекристаллизации. Записать экспериментальную температуру начала рекристаллизации, сравнить ее с расчетной, объяснить результаты.
4. Определить критическую степень деформации сплава:
а) на испытуемые образцы (6 штук) нанести риски, отметив ими базовую длину (от 50 до 100 мм);
б) продеформировать образцы со степенью деформации = 0, 3, 6, 9, 12, 15%;
в) провести рекристаллизационный отжиг образцов в течение 30 мин (выбрав температуру по рекомендации преподавателя);
г) выявить зерно после рекристаллизационного отжига путем травления;
д) замерить средний диаметр зерна в зависимости от степени
предварительной пластической деформации, данные внести в таблицу;
е) построить график зависимости среднего диаметра зерна d>ср>, мм, от степени пластической деформации , %. Определить критическую степень деформации (критическая степень деформации соответствует максимуму величины зерна, см. рис. 4.5).
Контрольные вопросы
1. Что представляют собой упругая и пластическая деформации металлов и сплавов?
2. Каков механизм пластической деформации путем скольжения и двойникования?
3. Как объяснить механизм скольжения в монокристаллах с точки зрения теории дислокаций?
4. Какие причины препятствуют перемещению дислокаций и объясняют природу упрочнения при пластической деформации?
5. Каковы особенности пластической деформации поликристаллических металлов и сплавов?
6. Какие изменения в структуре и свойствах металлов наблюдаются при пластической деформации? Что представляет собой наклеп, или нагартовка?
7. Как изменяются структура и свойства при нагреве деформированных металлов? Что представляет собой рекристаллизация, каковы ее виды?
8. Как можно определить температуру начала рекристаллизации?
9. Что называется критической степенью деформации?
10. Что представляют собой холодная и горячая пластические деформации? Какие виды деформации возможны еще?
Лабораторная работа № 5
Диаграммы состояния двойных систем, структура и свойства сплавов
Цель работы
1. Изучить принципы и правила построения диаграмм состояния сплавов.
2. Построить основные типы диаграмм состояния, определить значения их линий и точек.
3. Приобрести практические навыки проведения фазового анализа и определения количественного соотношения фаз в зависимости от концентрации компонентов и температуры.
4. Изучить и зарисовать микроструктуры сплавов.
5. Установить закономерности изменения свойств сплавов с разным типом диаграмм состояния.
Содержание работы
Диаграмма состояния сплава представляет собой графическое изображение равновесного состояния сплавов в зависимости от температуры и концентрации (начиная с температур плавления).
Диаграмма состояния позволяет для конкретных сплавов проследить за процессами, происходящими в сплаве при нагревании и охлаждении; определить сплавы, которые обладают хорошими литейными свойствами, а также сплавы, изменяющие физико-механические свойства путем термической обработки; правильно установить режимы термической, химико-термической обработки и обработки давлением; указать, какую структуру будут иметь сплавы в равновесном состоянии (медленно охлажденные), в некоторых случаях по микроструктуре рассчитать химический состав сплава; правильно выбрать состав сплава, который будет обладать необходимыми свойствами, и т.д.
Некоторые положения теории сплавов
Сплавом называется вещество, полученное сплавлением или спеканием двух или более компонентов. Способы получения однородной монолитной массы сплава могут быть различными: кристаллизация из расплава; конденсация из газообразной фазы; спекание порошков или гранул.
Закономерности взаимодействия элементов при любом способе получения сплавов одинаковы. Рассмотрим сплавы, полученные кристаллизацией из расплавов.
Компонентами называются химические элементы или устойчивые химические соединения, входящие в состав сплава. Компоненты могут образовывать одну или несколько фаз.
Фазой называется простейшая структурная составляющая часть сплава, отделенная от других частей границами раздела, при переходе через которые наблюдается резкое изменение свойств. Фаза может распределяться по многим объемам (кристаллам), но во всех механически разобщенных объемах будут наблюдаться одинаковый химический состав, агрегатное состояние и свойства.
Структурной составляющей сплава называется структурно обособленная часть сплава, имеющая под микроскопом однородное строение. Структурная составляющая может быть многофазной.
Системой сплавов называется совокупность всех возможных сплавов на основе двух или более компонентов, например система «железоцементит».
Фазы в металлах и сплавах
В сплавах бывают жидкие и твердые фазы. Считается, что в жидком
состоянии компоненты, как правило, неограниченно растворяются друг в друге, поэтому сплавы различают по фазовому и структурному составу в твердом состоянии.
Характеристика твердых фаз в сплавах
Твердыми фазами в сплавах могут быть:
а) чистые компоненты;
б) твердые растворы замещения;
в) твердые растворы внедрения;
г) химические соединения;
д) интерметаллидные соединения.
Иногда в карбидах могут образовываться твердые растворы вычитания.
Чистые компоненты выделяются из жидкой фазы в виде кристаллов различной величины в тех случаях, когда компоненты совершенно не растворяются друг в друге в твердом состоянии, например, в сплавах свинец-сурьма, серебро-свинец, олово-цинк и др.
Твердым раствором называется однофазная структура с кристаллической решеткой, образованной атомами компонентов, входящих в состав сплава. Компонент, кристаллическая решетка которого сохраняется, называется растворителем; компонент, который не сохраняет свою кристаллическую решетку, а отдает свои атомы в решетку растворителя, - растворимым.
Различают два основных типа твердых растворов: замещения и внедрения.
Твердые растворы замещения образуются путем замещения атомами растворенного вещества атомов растворителя в его кристаллической решетке. Твердые растворы могут состоять из двух и более компонентов, но в сплаве такой твердый раствор представляет собой одну фазу.
Твердые растворы обычно обозначаются буквами , и т.д. Твердые растворы замещения могут быть с ограниченной и неограниченной растворимостью компонентов друг в друге.
Твердые сплавы замещения с неограниченной растворимостью образуются при соблюдении следующих условий:
а) компоненты должны иметь одинаковый тип кристаллической решетки (должны быть изоморфными);
б) различие атомных параметров должно быть небольшим (8…15%);
в) компоненты должны иметь близкие физические свойства, одинаковую или мало отличающуюся электроотрицательность. Твердый раствор замещения представляет собой одну фазу.
Твердые растворы внедрения образуются путем внедрения отдельных атомов растворенного вещества в свободные поры кристаллической решетки растворителя. Эти твердые растворы характеризуются ограниченной растворимостью растворяющегося компонента, который, как правило, имеет значительно меньший атомный радиус. Растворяющийся компонент не имеет своей кристаллической решетки. Раствор внедрения представляет собой одну фазу.
Химические соединения разнообразные фазы, характеризующиеся тем, что они имеют свои свойства, кристаллическую решетку и температуру плавления, в соединении сохраняется простое кратное соотношение атомов компонентов, которое можно выразить формулой А>m>В>n>. Образование химических соединений сопровождается определенным тепловым эффектом. Наиболее часто встречаются следующие химические соединения: карбиды, нитриды, оксиды, сульфиды, бориды и др.
Интерметаллидные соединения химические соединения между металлами. Выделение их в отдельную группу по сравнению с обычными химическими соединениями целесообразно из-за их особой роли в процессах дисперсионного упрочнения металлов и сплавов при термообработке. Упрочняющими мелкодисперсными интерметаллидными фазами могут быть, например, интерметаллиды СиZn>2>, СиВе, Ni>3>Al, Ni>3>Mo и др.
Гетерогенные структуры
Механические смеси могут состоять из чистых компонентов, твердых растворов, химических соединений и т.д. При образовании механической смеси кристаллические решетки фаз не изменяются. Кристаллиты механической смеси связываются между собой только общими границами. Различают эвтектическую и эвтектоидную механические смеси.
Эвтектическая механическая смесь образуется при строго определенной постоянной температуре из жидкого раствора строго определенного химического состава.
Эвтектоидная механическая смесь также образуется при строго определенной постоянной температуре, но только при распаде твердого раствора строго определенного химического состава.
Правило фаз Гиббса
Процессы, происходящие в металлах и сплавах при их фазовых превращениях, подчинены общему закону равновесия, который называется правилом фаз Гиббса. С помощью правила фаз можно определить количественную зависимость между числом степеней свободы, числом компонентов и фаз в условиях равновесия.
В общем виде правило фаз выражается следующим уравнением:
С = К Ф + n,
где С – число степеней свободы. Под числом степеней свободы подразумевается количество независимых переменных, изменение которого не приводит к изменению состояния равновесия системы, т.е. к изменению числа фаз, находящихся в равновесии. К независимым переменным относятся концентрации каждого компонента в каждой фазе и внешние факторы – температура и давление;
К – количество компонентов, образующих систему;
Ф – число фаз, находящихся в равновесии;
n – количество внешних факторов (температура и давление). Учитывая, что все превращения в сплавах происходят при постоянном давлении, для металлических систем переменным внешним фактором будет только температура, т.е. n = 1.
При С = 0 система не имеет ни одной степени свободы (система нонвариантна), т.е. фазы находятся в равновесии при строго определенной температуре и концентрации.
Если С = 1, то это значит, что система при данных условиях имеет одну степень свободы (система моновариантна), т.е. если изменить внешний фактор (температуру), то изменится концентрация жидкой и твердой фаз, но равновесие не нарушится.
При С = 2 система при данных условиях имеет две степени свободы, т.е. существует область, в которой можно изменить температуру и концентрацию сплава, не нарушая равновесия.
Правила построения диаграмм состояния
Диаграммой состояния называется график зависимости температур фазовых превращений от концентраций сплавов.
Диаграммы состояния строят на основе термического анализа, в результате которого получают кривые охлаждения. Расплавленный металл помещают в калориметр и медленно охлаждают с постоянным теплоотводом. Так как фазовые превращения в металлах и сплавах сопровождаются тепловыми эффектами, то на кривых охлаждения в координатах "температуравремя" можно наблюдать либо остановки (площадки) тогда фазовые превращения происходят при постоянных температурах, либо перегибы за счет изменения скорости охлаждения тогда фазовые превращения протекают в интервале температур.
Температуры начала и конца фазовых превращений, которые определяются по кривым охлаждения, называются критическими, а соответствующие им точки на кривых охлаждения критическими точками.
Диаграмма состояния сплавов, компоненты которых не растворяются друг в друге в твердом состоянии
Сплавы, затвердевающие в соответствии с данной диаграммой, характеризуются тем, что их компоненты:
в жидком состоянии растворяются друг в друге в любых соотношениях;
в твердом состоянии совершенно не растворяются один в другом;
не образуют между собой химических соединений;
не имеют аллотропических превращений.
Такой тип диаграммы имеют, например, сплавы: свинец-сурьма, серебро-свинец, алюминий-олово, свинец-барий, кадмий-висмут, олово-цинк.
Рассмотрим построение диаграммы состояния "свинецсурьма" (PbSb). Для этого берут чистые свинец и сурьму и на их основе готовят ряд сплавов с различным содержанием компонентов. Сплавы расплавляют и при медленном охлаждении с постоянным теплоотводом записывают кривые охлаждения (рис. 5.1).
Начальные точки каждой кривой охлаждения соответствуют нулевому отсчету времени и отвечают жидкой фазе. Точки излома и горизонтальные площадки являются критическими точками. Чистый свинец (кривая 1) имеет только одну критическую точку при температуре плавления (327С). Чистая сурьма (кривая 6) также имеет одну критическую точку, которая соответствует 631°С. Сплав, содержащий 13% сурьмы и 87% свинца (эвтектический сплав), имеет также одну критическую точку, выраженную горизонтальной площадкой при температуре 246°С (кривая 3). Все остальные сплавы (кривые 2, 4, 5) имеют по две критические точки.
Температуры начала кристаллизации у этих сплавов различны, а температура конца кристаллизации у всех сплавов одна и та же и равна 246°С.
Построение диаграммы состояния проводится в координатах "температураконцентрация компонентов".


Рис. 5.1. Построение диаграммы состояния «свинецсурьма» по кривым охлаждения
На оси концентраций крайние точки соответствуют чистым компонентам: левая ордината – 100% Pb, правая – 100% Sb. Каждая точка этой оси характеризует сплав определенной концентрации. Проводим ординаты сплавов, для которых построены кривые охлаждения, и переносим на них критические точки. оединив линией точки начала кристаллизации сплавов, олучим линию АСВ линию ликвидус.
Линией ликвидус называется геометрическое место точек наала кристаллизации. Выше этой линии все сплавы данной системы находятся в жидком состоянии.
Соединив точки конца кристаллизации, получим линию ДСЕ линию солидус.
Линией солидус называется геометрическое место точек конца кристаллизации. Ниже этой линии все сплавы находятся в твердом состоянии. Линия солидус на диаграммах данного типа является линией эвтектического превращения, так как на ней происходит кристаллизация эвтектики.
Эвтектика представляет собой мелкодисперсную механическую смесь компонентов (свинца и сурьмы) рис. 5.2) ли фаз. Она имеет постоянный состав и наименьшую температуру плавления. Затвердевание эвтектики происходит при постоянной температуре.

Рис. 5.2. Микроструктура эвтектического сплава, х250 (Pb – 87%, Sb – 13%)
Сплавы левее точки С называются доэвтектическими, а правее заэвтектическими. При кристаллизации сплавов, отличающихся по составу от эвтектического, в первую очередь ниже линии ликвидус кристаллизуется избыточный по сравнению с эвтектическим составом компонент. В доэвтектических сплавах ниже линии АС кристаллизуется свинец (рис. 5.3).
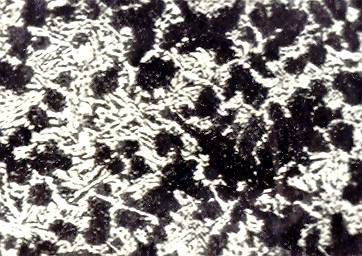
Рис. 5.3. Микроструктура доэвтектического сплава, х250 (Pb – 94%, Sb – 9%).
Первичные кристаллы свинца и эвтектика
В заэвтектических сплавах ниже линии СВ кристаллизуется сурьма (рис. 5.4).

Рис. 5.4. Микроструктура заэвтектического сплава, х250 (Pb – 70%, Sb – 30%)
Первичные кристаллы сурьмы и эвтектика
Для анализа фазового состава в любой точке двухфазной области через эту точку (например N, рис. 5.1) проводится горизонтальный отрезок влево и вправо до пересечения с линиями диаграммы. Этот отрезок (ав) называется конодой.
Имея коноду, можно ответить на следующие вопросы:
1. Какие фазы существуют в данной точке (N)? В точке N существуют те фазы, которые находятся в равновесии на концах коноды (жидкость в точке «а» и кристаллы чистого компонента Sb в точке «в»).
2. Каков состав соответствующих фаз? Состав их таков, каков он в точках на концах коноды (жидкость в точке N имеет состав точки «а», а твердая фаза Sb – состав точки «в»).
3. Каково количественное соотношение фаз? Если всю конодупринять за 100%, то соотношение отрезков аN и Nв дает соотношение фаз. Здесь действует правило обратной пропорциональности. Отрезок, прилегающий к жидкой фазе (аN), показывает количество твердой фазы, а отрезок, прилегающий к твердой фазе (Nв), – количество жидкой фазы.
Например, количество жидкой фазы в точке N
 ,
,
а количество твердой фазы в точке N (кристаллов Sb)
 .
.
Так как на линии DСЕ во всех сплавах кристаллизуется эвтектика, а при последующем охлаждении вплоть до комнатной температуры структурных изменений в сплавах не происходит, то структура доэвтектических сплавов будет состоять из крупных кристаллов свинца и эвтектики, заэвтектических из крупных кристаллов сурьмы и эвтектики, а эвтектического сплава только из эвтектики.
Диаграмма состояния сплавов с неограниченной растворимостью компонентов друг в друге в твердом состоянии.
Неограниченные твердые растворы замещения в твердом состоянии образуют компоненты с однотипной кристаллической решеткой, имеющие небольшую разницу в параметрах решетки и близкие по физическим свойствам. К таким сплавам относятся системы: медьникель, медьзолото, медьплатина, золотосеребро, железоникель, железованадий и др.
Построение диаграммы состояния неограниченных твердых растворов проводится так же, как и построение диаграмм состояния эвтектического типа по кривым охлаждения (рис. 5.5).


Рис. 5.5. Построение диаграммы состояния «никельмедь» по кривым охлаждения
Кривые охлаждения 1 и 5 характеризуют кристаллизацию никеля и меди при постоянной температуре, равной температуре их плавления. Кристаллизация всех других сплавов (кривые 2, 3, 4) протекает при переменной температуре, и характер кривых охлаждения для всех сплавов будет один и тот же.
Перенеся критические точки с кривых охлаждения на ординаты с соответствующим составом сплавов и соединив одноименные точки линиями, получим верхнюю, слегка выпуклую, линию линию начала кристаллизации (ликвидус) и нижнюю, слегка вогнутую, линию линию конца кристаллизации (солидус).
На этой диаграмме выше линии ликвидус все сплавы представляют собой жидкий раствор компонентов, между линиями ликвидус и солидус жидкий и твердый () растворы, а ниже линии солидус все сплавы однофазны и состоят из -твердого раствора.
Кристаллизация сплавов данной системы начинается ниже линии ликвидус и заключается в выделении из жидкого раствора кристаллов твердого раствора. Состав жидкой фазы при понижении температуры будет изменяться по линии ликвидус, состав твердой фазы – по линии солидус. В момент окончания процесса кристаллизации при достаточной скорости диффузии концентрация твердого раствора должна быть равна исходной концентрации сплава.
Как и в предыдущем случае, в двухфазной области между линиями ликвидус и солидус для любой точки можно определить фазовый состав, концентрацию фаз и их количественное соотношение. Например, возьмем точку М, проведем через нее коноду, которая пересечет линию ликвидус в точке «в», а линию солидус в точке «а». Состав жидкой фазы в точке М определяется абсциссой точки «в», а именно «в» а состав твердой фазы координатой точки «а», т.е. «а».
Количество твердой фазы
 ,
,
количество жидкой фазы
 .
.
Так как все сплавы в твердом состоянии представляют собой однофазный твердый раствор, то микроструктура всех сплавов будет однотипной. На микрошлифах выявляются только границы зерен. Кроме того, чем больше в сплаве меди, тем более розовой будет его структура, приближаясь постепенно к цвету меди.
Диаграмма состояния сплавов с ограниченной растворимостью компонентов друг в друге в твердом состоянии
Сплавы, затвердевающие в соответствии с диаграммой состояния ограниченных твердых растворов, характеризуются тем, что в жидком состоянии компоненты растворяются друг в друге неограниченно, а в твердом состоянии образуют ограниченные твердые растворы и эвтектику. Такой тип диаграммы имеют сплавы системы: алюминиймедь, алюминийкремний, серебромедь, свинецолово и др.
В системах такого типа не образуются фазы, представляющие собой чистые компоненты. Из жидкой фазы могут выделяться только твердые растворы и .
-твердый раствор раствор компонента В в компоненте А, т.е. А (В).
-твердый раствор раствор компонента А в компоненте В, т.е. В (А).
Следовательно, около вертикали А расположена область существования -твердого раствора на основе компонента А. Эта область АQЕА. Максимальная растворимость компонента В в компоненте А при комнатной температуре определяется отрезком АQ. Предельная же растворимость В в А в зависимости от температуры характеризуется кривой QЕА.
Около вертикали В расположена область -твердого раствора компонента А в компоненте В (ВFFВ). Растворимость компонента А в компоненте В при комнатной температуре и при температуре до точки F определяется отрезком FВ, далее она изменяется по линии FВ.
Линия АСВ является линией ликвидус, АЕСFВ линией солидус.

Рассмотрим сплав I В точке 1 начинается процесс кристаллизации. Из жидкой фазы выделяются кристаллы -твердого раствора, состав которого изменяется по кривой а-2. Состав жидкой фазы при этом изменяется по кривой 1-в. В точке 2 кристаллизация заканчивается. Кристаллы твердого раствора имеют состав исходного жидкого сплава. Ниже точки 3, лежащей на линии предельной растворимости, твердый раствор становится пересыщенным и из него выделяются избыточные кристаллы твердого раствора . Состав твердого раствора изменяется по линии 3-Q. Состав выделяющейся -фазы определяется концентрацией F, а ее количество отрезками от линии сплава 3-4 до кривой 3-Q, отнесенными к отрезку 4-F.
Кристаллы , выделяющиеся из жидкости при первичной кристаллизации, являются первичными и записываются с индексом (>I>)> >или без него (). Кристаллы, выделяющиеся из твердого раствора, обозначаются >II >(-вторичные). У сплавов с концентрацией левее точки Q вторичные выделения -кристаллов отсутствуют.
Поскольку растворимость компонента А в компоненте В по линии F-F в данном случае постоянна, то вторичных выделений -кристаллов из -фазы не происходит.
Рассмотрим сплав II. В этом сплаве ниже точки 5 кристаллизуется -фаза. Состав жидкой фазы при этом изменяется по линии 5-с, а твердой -фазы по линии е-Е . В точке 6 жидкая фаза имеет эвтектический состав (точки С) и кристаллизуется с образованием эвтектики при постоянной температуре. Состав -фазы в точке 6 определяется координатой точки Е(Е),а состав -фазы координатой точки F(F).
При охлаждении сплава II ниже температуры точки 6 из -фазы (свободной и входящей в состав эвтектики) будет выделяться избыточное количество компонента В в виде >II >по закону предельной растворимости (линия ЕQ). При комнатной температуре состав -фазы будет соответствовать точке Q.
Свойства сплавов зависят от типа диаграммы состояния, состава и структуры сплавов. Метод построения диаграмм "составсвойство" был разработан Н.С. Курнаковым, открывшим определенную зависимость между свойствами сплавов и диаграммой состояния.
На рис. 5.6 изображены диаграммы "составсвойства" в зависимости от вида диаграмм состояния (по Н.С. Курнакову).

Рис. 5.6. Диаграммы состояния и соответствующие им диаграммы «составсвойства»
Анализ этих диаграмм позволяет сделать следующие выводы:
для повышения прочности целесообразно применять легирующие
элементы, образующие с основным металлом твердые растворы или химические соединения;
сплавы с переменной растворимостью легирующего элемента в основном металле можно упрочнять термообработкой;
в качестве литейных сплавов лучше применять сплавы, содержащие эвтектику, так как они обладают низкой температурой кристаллизации и хорошей жидкотекучестью;
однофазные сплавы имеют лучшую свариваемость и коррозионную стойкость;
двухфазные сплавы лучше обрабатываются резанием;
литейные сплавы с дендритной структурой лучше сопротивляются истиранию.
Задание и методические рекомендации
1. Ознакомиться с диаграммами состояния различных типов, указать в отчете значения линий и точек диаграммы, а также фазовый состав сплавов в различных областях диаграммы.
2. В точке, заданной преподавателем, определить концентрацию и относительное количество фаз графическим и расчетным методами. Оценить свойства сплава указанной концентрации и его технологические особенности.
3. Изучить и зарисовать структуру сплавов системы "свинецсурьма" различного состава, а также сплава системы NiCu заданного состава.
4. По указанию преподавателя построить кривые охлаждения для различных сплавов.
Контрольные вопросы
1. Что такое фаза, компоненты, система сплавов?
2. Как строятся диаграммы состояния и какие основные свойства сплавов можно выявить с их помощью?
3. Какие типы диаграмм состояния могут образовывать между собой различные компоненты? От чего зависит тот или иной тип диаграммы?
4. Как определить фазовый состав, концентрацию фаз и количественное соотношение между фазами с помощью коноды?
5. Как изменяются свойства сплавов в зависимости от их состава и типа диаграммы состояния?
Лабораторная работа № 6
Диаграмма состояния «железоцементит». Структура, свойства и применение железоуглеродистых сплавов
Цель работы
1. Рассмотреть и изучить свойства основных фаз и сложных структур в сплавах железа с углеродом.
2. Изучить диаграмму состояния "железоцементит", рассмотрев процесс кристаллизации жидкого сплава и превращения в сплавах в твердом состоянии.
3. Изучить структуры углеродистых сталей с различным содержанием углерода и различных марок чугунов. Установить связь структуры материалов с их свойствами. Определить области применения различных сталей и чугунов.
Теоретические сведения
К железоуглеродистым сплавам относят стали (содержание углерода до 2,14%) и чугуны (содержание углерода свыше 2,14%), которые по масштабу и многообразию своего применения имеют важное значение для современной техники.
Чтоб разобраться в сложных и разнообразных структурных превращениях в сплавах на основе железа и сознательно воздействовать на них путем термообработки для получения требуемых свойств, необходимо рассмотреть превращения в железоуглеродистых сплавах в условиях фазового равновесия, т.е. ознакомиться с диаграммой состояния «железоуглерод».
Компоненты и фазы в системе «железоуглерод»
Железо – металл серебристо-серого цвета, очень пластичный, с удельным весом 7,8 г/см3, температурой плавления 1539С. Оно имеет несколько аллотропических превращений (аллотропия, или полиморфизм, – способность некоторых веществ при одном и том же химическом составе изменять тип кристаллической решетки, а следовательно, иметь различные свойства), которые наглядно показаны на кривой охлаждения чистого железа (рис. 6.1).
В процессе кристаллизации из жидкой фазы при температуре 1539С образуются кристаллы -железа с объемно центрированной кубической кристаллической решеткой (ОЦК), которое обозначается Fe>>. При дальнейшем охлаждении -железо сохраняется до температуры 1392С, при которой происходит полиморфное превращение -железа в -железо с гранецентрированной кубической кристаллической решеткой (ГЦК), которое обозначается Fe>>; -железо устойчиво до температуры 911С. При температуре 911С опять происходит полиморфное превращение -железа в -железо с ОЦК кристаллической решеткой (обозначается Fe>>).

Рис. 6.1. Кривая охлаждения чистого железа
При температуре 768С (точка Кюри) наблюдается магнитное превращение, в результате которого образуется ферромагнитное -железо с ОЦК кристаллической решеткой, которое обозначается Fe>>.
Модификации железа , и обладают одной и той же ОЦК кристаллической решеткой. Следовательно, самостоятельными кристаллическими модификациями железа являются только - и -железо.
Обозначение критических точек железа. Температуры полиморфных превращений железа принято называть критическими точками и обозначать их буквой А с соответствующими индексами 2, 3, 4, указывающими на характер превращения. Чтобы отличить превращения, протекающие в железоуглеродистых сплавах при нагревании, от превращений при охлаждении принято к обозначению критических точек добавлять: при нагревании индекс с, при охлаждении индекс r. Например, точка А>3> обозначает температуру аллотропического превращения Fe>>Fe>>.
Углерод – неметаллический элемент с удельным весом 2,265 г/см3, температурой плавления 3500С. Углерод имеет две аллотропические модификации: графита и алмаза. В форме графита в сплавах углерод встречается только в серых чугунах.
В железоуглеродистых сплавах присутствуют следующие твердые фазы:
Аустенит (А) – твердый раствор внедрения углерода в -железе.
Аустенит имеет кубическую гранецентрированную кристаллическую решетку. Растворимость углерода в Fe>> зависит от температуры: чем выше температура, тем больше растворимость. Максимальная растворимость углерода в Fe>>> >равна 2,14% при температуре 1147С, при температуре 727С растворимость равна 0,8%. Аустенит обладает высокой пластичностью, низкими пределами текучести и прочности. Твердость НВ составляет 170…220.
Феррит (Ф) – твердый раствор внедрения углерода в -железе. Феррит имеет кубическую объемно центрированную кристаллическую решетку. Растворимость углерода в Fe>>> >также зависит от температуры. Максимальная растворимость углерода в Fe>> равна 0,02% при температуре 727С, максимальная растворимость при комнатной температуре – 0,006%. Феррит (при 0,006% С) имеет следующие механические свойства >в> = 250 МПа,
>0,2> = 120 МПа, = 50% , = 80%, НВ 80…90.
Цементит (Ц) – химическое соединение железа с углеродом Fe>3>C, содержащее 6,67% углерода. Он обладает сложной кристаллической решеткой, тепло- и электропроводностью, слабыми магнитными свойствами, высокой твердостью НВ 800, отличается хрупкостью. До температуры 210С цементит ферромагнитен. Температура плавления цементита – 1260С.
Различают: первичный цементит Ц>I>, который выделяется из жидкой фазы во всех железоуглеродистых сплавах, содержащих углерода более
2,14 %; вторичный цементит Ц>II>, который выделяется из аустенита в железоуглеродистых сплавах, содержащих более 0,8% углерода, в интервале температур от 1147 до 727С; третичный цементит Ц>III> – выделяется из феррита в железоуглеродистых сплавах, содержащих более 0,006% углерода, в интервале температур от 727 до 0С. Если в железоуглеродистом сплаве находятся одновременно несколько разновидностей цементита, то все они являются одной фазой, т.е. химическим соединением, так как имеют один и тот же состав, строение и свойства.
Графит. Кристаллическая решетка графита гексагональная слоистая. Он мягкий, обладает низкой прочностью и электропроводностью.
В железоуглеродистых сплавах могут присутствовать следующие двухфазные структуры:
Перлит (П) – эвтектоидная механическая смесь, состоящая из двух фаз: феррита и цементита. Перлит образуется из аустенита определенного состава (0,8% С) при температуре 727С. Содержание углерода в перлите для всех железоуглеродистых сплавов всегда постоянно и составляет 0,8%. В равновесии перлит имеет пластинчатое строение (см. микроструктуру). В результате термообработки можно получить перлит зернистый, но такая структура будет неравновесной. Механические свойства перлита зависят от степени измельченности частичек цементита и формы цементита. Сталь со структурой пластинчатого перлита имеет такие свойства: >в> = 820 МПа, = 15%, НВ 220; сталь с зернистым перлитом >в> = 630 МПа, = 20%, НВ 160.
Ледебурит (Л) – эвтектическая смесь, образующаяся при постоянной температуре 1147С из жидкой фазы определенного состава (4,3% С). При температуре 1147С и до 727С ледебурит состоит из двух фаз – аустенита и цементита; ниже 727С ледебурит состоит из двух структур – перлита и цементита, т.е. также из двух фаз, но только уже из феррита и цементита. Содержание углерода в ледебурите всегда постоянно и равно 4,3%.
Диаграмма состояния «железо–цементит»
На диаграмме состояния «железо–цементит» приведены фазовый состав и структура сплавов с концентрацией углерода от 0 до 6,67% (рис. 6.2).
Область перитектического превращения в районе температуры плавления чистого железа условно не показана.
Линия АСD – линия ликвидус, линия начала кристаллизации сплавов. Выше этой линии все сплавы находятся в жидком состоянии.
Линия АECF – линия солидус, линия конца кристаллизации сплавов. Ниже этой линии все сплавы находятся в твердом состоянии.
Линии АС и DС показывают температуры начала кристаллизации аустенита (АС) и первичного цементита (DС). При выделении из жидкой фазы кристаллов аустенита состав жидкой фазы будет обогащаться углеродом и по мере снижения температуры изменяться по линии АС. Состав твердой фазы (аустенита) при этом будет обогащаться углеродом и изменяться по линии АE. При выделении из жидкой фазы кристаллов первичного цементита состав ее будет обедняться углеродом и с понижением температуры изменяться по линии DС. Состав твердой фазы (цементита) остается постоянным. Количество углерода в цементите – 6,67%.
При достижении температуры 1147С состав жидкой фазы для любого сплава, расположенного между концентрациями от точки Е (2,14% С) до точки F (6,67% С), будет соответствовать точке С (4,3% С). При этой температуре оставшаяся часть жидкой фазы данного состава кристаллизуется при постоянной температуре с образованием эвтектической механической смеси, содержащей то же количество углерода, что и жидкость, т.е. 4,3%. Эта эвтектика называется ледебуритом. Она состоит из аустенита состава точки Е (2,14% С) и цементита состава точки F (6,67% С) Ж.Ф>С > Л>С>(А>Е> + Fe>3>C). Линия ЕСF обозначает постоянную температуру образования эвтектики ледебурита и температуру конца кристаллизации сплавов, содержащих углерода более 2,14%. Эта линия называется линией эвтектического превращения. Структура сплава, содержащего 4,3% углерода, будет состоять только из ледебурита. В сплавах, расположенных левее точки С, в избытке будет находиться аустенит и структура их после затвердевания будет состоять из первичных кристаллов аустенита и ледебурита; для сплавов, расположенных правее точки С в избытке будет находиться цементит, поэтому структура этих сплавов после затвердевания состоит из первичных кристаллов цементита и ледебурита.
Сплавы, расположенные левее точки Е, после окончания процесса кристаллизации (область АESG) имеют структуру аустенита.
При дальнейшем охлаждении затвердевших железоуглеродистых сплавов ниже линии АECF (линия солидус) происходят процессы, связанные с изменением растворимости углерода в железе и , а также процессы, которые обуславливаются полиморфным превращением железа.
Линия GS показывает температуру начала превращения аустенита в феррит. В сплавах, находящихся левее точки S, при понижении температуры ниже линии GS из аустенита будут выделяться кристаллы феррита.
Линия ЕS представляет собой линию изменения предельной растворимости углерода в аустените в зависимости от температуры. При охлаждении ниже этой линии происходит выделение из аустенита вторичного цементита, а при нагреве на этой линии заканчивается распад вторичного цементита и растворение углерода в аустените. Состав аустенита при понижении температуры будет все время изменяться: в сплавах, находящихся левее точки S, - обогащаться углеродом и изменяться по линии GS; в сплавах, находящихся правее точки S, - обедняться углеродом и изменяться по линии ES.
Ниже линии SECF во всех сплавах при охлаждении из аустенита будет выделяться вторичный цементит по закону линии ES.
При достижении в процессе охлаждения сплавов температуры 727С состав аустенита для всех сплавов будет соответствовать точке S (0,8% С). При этой температуре аустенит будет превращаться в эвтектоидную механическую смесь, состоящую из феррита и цементита, которая называется перлитом: А>S> П>S> (Ф>P> + Fe>3>C).
Следовательно, линия PSK показывает постоянную температуру образования перлита (эвтектоида) при охлаждении. Линия PSK называется линией эвтектоидного, или перлитного, превращения.
Образование перлита протекает при строго определенной постоянной температуре (727С). Структура сплава, содержащего 0,8% углерода, ниже 727С будет состоять из перлита. В сплавах, расположенных левее точки S, в избытке будет находиться феррит. Структура таких сплавов состоит из феррита и перлита. Количество феррита увеличивается с уменьшением содержания углерода в сплаве. В сплавах, расположенных правее точки S, в избытке будет находиться цементит. С увеличением содержания углерода количество цементита будет расти. Структура этих сплавов будет состоять из перлита и вторичного цементита (от 0,8 до 2,14% С), при этом вторичный цементит выделяется по границам зерен в виде цементитной сетки; перлита, вторичного цементита и ледебурита (от 2,14 до 4,3% С); ледебурита (4,3% С); первичного цементита и ледебурита (от 4,3 до 6,67% С).
Линия GP показывает температуру конца превращения аустенита в феррит. При охлаждении железоуглеродистых сплавов ниже линии PSK из феррита при понижении температуры будет выделяться третичный цементит. Это связано с уменьшением растворимости углерода в -железе.
Линия PQ показывает температуру начала выделения третичного цементита из феррита. Третичный цементит может присутствовать во всех сплавах, содержащих более 0,006% С, однако как отдельная фаза он находится только в сплавах, содержащих от 0,006 до 0,02% С.
На рис. 6.2 показана диаграмма состояния системы «железоцементит» и приведен ряд сплавов с различной концентрацией углерода. Описание процессов, протекающих в сплавах при их охлаждении из жидкого состояния, приведено в табл. 6.1.

Рис. 6.2. Диаграмма состояния системы «железоцементит»
Влияние углерода на строение и свойства сталей
Сталями называются сплавы железа с углеродом, содержащие углерода до 2,14%. Углерод является важнейшим элементом, определяющим как структуру, так и свойства углеродистых сталей, ее прочность и поведение при производстве деталей и их эксплуатации.
Классификация сталей по структуре. Стальная часть диаграммы состояния «железоцементит» (до 2,14% С) соответствует структуре стали в отожженном (равновесном) состоянии, т.е. после медленного охлаждения сплавов. По структуре в равновесном состоянии стали подрезделяются:
1) на доэвтектоидные, содержащие от 0,02 до 0,8% углерода. Структура этих сталей состоит из феррита и перлита (табл. 6.1, К>2>);
2) эвтектоидную, содержащую 0,8% углерода. Структура этой стали состоит из перлита. Зерна перлита состоят из чередующихся пластинок феррита и цементита (табл. 6.1, К>3>);
3) заэвтектоидные, содержащие от 0,8 до 2,14% углерода. Структура этих сталей состоит из перлита и вторичного цементита (табл. 6.1, К>4>).
Сплавы железа с углеродом, содержащие углерода до 0,02%, называются техническим железом. Структура их состоит из феррита и небольшого количества третичного цементита (табл. 6.1, К>1>).
Таблица 6.1 Процессы и микроструктуры железоуглеродистых сплавов при охлаждении
Сплав |
Процессы, происходящие при охлаждении сплава |
Конечная микроструктура |
|
К>1> С0,02%техническоежелезо,
|
12 Охлаждение жидкого сплава 23 Выделение из жидкого сплава кристаллов аустенита: ЖА (перитектическое превращение условно не учитывается) 34 Охлаждение аустенита 45 Превращение аустенита в феррит: АФ 56 Охлаждение феррита 67 Выделение из феррита третичного цементита: Ф+Ц>III> |
|
Сплав |
Процессы, происходящие при охлаждении сплава |
Конечная микроструктура |
|
К>3> С=0,8% эвтектоидная сталь, х500 |
12 Охлаждение жидкого сплава 23 Кристаллизация жидкого сплава с образованием аустенита: ЖА 34 Охлаждение аустенита 4 Эвтектоидное превращение: А>0,8% С > П>0,8% С >(Ф>0,02% С >+ Ц>6,67% С>) 45 Выделение из феррита третичного цементита: Ф+Ц>III> |
|
|
К>4> С=0,8…2,14%заэвтектоидная сталь, х500 |
12 Охлаждение жидкого сплава 23 Кристаллизация жидкого сплава с образованием аустенита: ЖА 34 Охлаждение аустенита 45 Выделение из аустенита кристаллов вторичного цементита: А+Ц>II> 5 Эвтектоидное превращение: А>0,8% С > П>0,8% С >(Ф>0,02% С >+ Ц>6,67% С>) 56 Выделение из феррита третичного цементита: Ф+Ц>III> |
|
 х1000
х1000


Классификация сталей по содержанию углерода. Чем больше углерода в стали (до 0,9% С), тем выше твердость, прочность, но ниже пластичность. По содержанию углерода стали подразделяют:
1) на низкоуглеродистые стали с содержанием углерода до 0,2%(08кп, 10, 15, 20). Они обладают высокой пластичностью и используются для деталей сложной формы, штампуемых из листа, а также для сварных конструкций. Стали марок 10, 15, 20 применяют для изготовления цементуемых деталей;
2) среднеуглеродистые стали с содержанием углерода от 0,2 до 0,65%. Их используют в термообработанном состоянии для изготовления осей, валов, плунжеров, муфт, бандажей и других аналогичных деталей.
Стали марок 55, 60 с содержанием углерода 0,5...0,6% применяют для изготовления пружин и пружинных деталей (закалка и средний отпуск);
3) высокоуглеродистые стали с содержанием углерода 0,7% и более (У7, У8, У10, У12) термически обрабатывают на высокую прочность и твердость (закалка и низкий отпуск) и применяют для мерительного и режущего инструментов.
Структура, свойства и применение чугунов
Сплавы железа с углеродом с содержанием углерода более 2,14% называются чугунами.
В зависимости от условий кристаллизации и последующей обработки углерод в чугунах может находиться в виде цементита либо в виде графита. В соответствии с этим различают две группы чугунов белые и серые.
Белые чугуны по структуре могут состоять из перлита и ледебурита (доэвтектические чугуны с содержанием углерода до 4,3%), ледебурита (эвтектический белый чугун) и ледебурита и цементита (заэвтектические белые чугуны, содержащие более 4,3% С).
Из-за присутствия в белых чугунах большого количества цементита они тверды и хрупки и для изготовления деталей машин практически не используются. Иногда на некоторых участках чугунных деталей (коренные шейки коленчатых валов, прокатные валки и т.д.) специально получают отбеленный поверхностный слой в целях повышения твердости и износостойкости.
Серые чугуны содержат большую часть углерода в виде графита. По форме графитовых включений они подразделяются на серые, ковкие и высокопрочные. Наличие графита в свободном состоянии приводит к уменьшению прочности, коэффициента трения и амплитуды резонансных колебаний (при этом гасится вибрация).
Серый чугун маркируется буквами: С серый, Ч чугун, например: СЧ10, СЧ15, СЧ18. Цифры обозначают предел прочности чугуна в кгс/мм2. В сером чугуне ледебурит отсутствует, а углерод частично или полностью находится в виде пластинчатого графита (рис. 6.3).
Рис. 6.3. Серый чугун с пластинчатым графитом: перлитоферритографитная микроструктура, х200
Основная металлическая матрица серого чугуна может состоять из феррита, смеси феррита и перлита или перлита. Соответственно этому подобные чугуны часто называются ферритными, ферритно-перлитными и перлитными. Серые Ф-П чугуны используют для изготовления деталей, испытывающих средние динамические нагрузки (блоки цилиндров двигателей, головки цилиндров, корпуса гидронасосов и др.) и работающих в условиях трения (гильзы цилиндров, барабаны сцепления и др.).
Перлитные серые чугуны применяют для изготовления деталей, работающих при достаточно высоких динамических нагрузках и в условиях трения (шестерни, звездочки, храповики, шпиндели, поршневые кольца и др.).
Ковкий чугун отличается тем, что углерод в нем находится в свободном состоянии в форме хлопьевидного графита (рис. 6.4).
Рис. 6.4. Ковкий чугун с хлопьевидным графитом: ферритографитная микроструктура, х250
Ковкие чугуны получают путем специального отжига белого чугуна. В зависимости от режима отжига основная металлическая матрица может быть ферритной, ферритно-перлитной и перлитной. Образующиеся участки графита имеют вид крупных пятнистых включений неправильной формы с глубоко изрезанными границами.
Ковкий чугун маркируется буквами: К ковкий, Ч чугун, например: КЧ 306, КЧ 3510. Первая цифра обозначает предел прочности чугуна в кгс/мм2, вторая относительное удлинение в %. Ферритно-перлитные и перлитные ковкие чугуны применяют для изготовления деталей, работающих при высоких статических и динамических нагрузках и в тяжелых условиях износа (муфты, звездочки и звенья приводных цепей, тормозные колодки, коленчатые валы, лопасти центробежных дробеметных барабанов и др.).
Высокопрочный чугун характеризуется тем, что углерод в нем в значительной степени или полностью находится в свободном состоянии в форме шаровидного графита (рис. 6.5).
Такие чугуны получают путем добавки в жидкий чугун перед разливкой небольших количеств определенных элементов (Mg, Zr, Ge и др.), которые изменяют условия кристаллизации. Графит имеет почти правильную шаровидную форму с четко очерченными границами.

Рис. 6.5. Высокопрочный чугун с шаровидным графитом: перлитоферритографитная микроструктура, х200
Основная структура обычно представляет собой перлит. Иногда вокруг графита наблюдается оболочка феррита.
Высокопрочный чугун маркируется буквами: В высокопрочный, Ч чугун, например: ВЧ 35, ВЧ 70. Цифра обозначает предел прочности чугуна в кгс/мм2. Высокопрочные чугуны применяют для изготовления ответственных деталей, испытывающих знакопеременные динамические нагрузки (коленчатые валы двигателей, кронштейны, шестерни, тормозные диски, прокатные валки и др.).
Задание и методические рекомендации
1. Изучить диаграмму состояния «железоцементит», на ее графическом изображении обозначить области существования соответствующих структур и фазовый состав сплавов.
2. Указать значения линий и точек диаграммы.
3. Дать определение и характеристику свойств основных фаз и двухфазных структур железоуглеродистых сплавов.
4. Для заданного сплава построить кривую охлаждения и указать, какие превращения происходят при охлаждении.
5. Изучить под микроскопом или на компьютере микроструктуру сталей с различным содержанием углерода. Зарисовать микроструктуру. В соответствии с диаграммой определить основные структурные составляющие и обозначить их на рисунках. Пользуясь справочными таблицами, указать основные механические характеристики сталей и их применение.
6. По структуре отоженной стали определить процентное содержание углерода. Например, в доэвтектоидной стали содержится 20% перлита и, следовательно, 80% феррита (определяем на глаз под микроскопом или по микрофотографии). При приближенном расчете, не учитывая содержания углерода в феррите, считают, что весь углерод находится только в перлите. В этом случае количество углерода в стали определяется так:
100% перлита содержат 0,8% С, 20% перлита содержит х>1 >% С.
Тогда х>1>=
 = 0,16% С.
= 0,16% С.
При более точном определении содержание углерода в стали, особенно в малоуглеродистой, необходимо учитывать углерод, содержащийся в феррите и в третичном цементите, который определяется следующим образом: 100% феррита содержат 0,025% С (при 727С),
80% феррита содержат х>2>% С. Тогда
х>2>= = 0,02% С.
= 0,02% С.
Содержание углерода в стали равно сумме: х>1>+х>2>.
Если сталь заэвтектоидная и ее структура содержит 95% перлита и 5% вторичного цементита, содержание углерода в стали определяется так:
100% перлита содержат 0,8% С, 95% перлита содержат х>1> % С.
Тогда х>1>= = 0,76 % С;
= 0,76 % С;
100% цементита содержат 6,67% С, 5% цементита содержат х>2>% С. Тогда х>2>=
 =
0,33% С.
=
0,33% С.
Содержание углерода в стали равно х>1>+х>2>.
7. Рассмотреть классификацию и способы производства различных чугунов. Изучить под микроскопом или на компьютере структуру различных марок чугунов, зарисовать ее в таблице с обозначением основных фаз и структур. Указать основные механические характеристики и применение различных чугунов.
Контрольные вопросы
1. Какие фазы и сложные структуры образуются в железоуглеродистых сплавах?
2. Как называются линии, точки и отдельные области диаграммы "железоцементит"?
3. Как изменяется структура сталей в равновесном состоянии по мере увеличения содержания в ней углерода? Как классифицируются стали по структуре?
Как классифицируются стали по содержанию в них углерода?
Как они маркируются?
5. Как изменяются свойства сталей в зависимости от их структуры и содержания углерода? Указать области применения сталей с различным содержанием углерода.
6. Как изменяются свойства чугуна в зависимости от их структуры? Указать области применения серых, ковких и высокопрочных чугунов.
Лабораторная работа № 7
Термическая обработка углеродистых сталей
Цель работы
1. Ознакомиться с различными видами термической обработки углеродистых сталей и их назначением.
2. Разобраться в сущности упрочняющей термической обработки сталей (закалка и отпуск). Научиться правильно выбирать режимы нагрева сталей под закалку по диаграмме состояния "железоцементит".
3. Изучить способы и технологию закалки сталей, их преимущества и недостатки.
4. Экспериментально определить влияние на закаливаемость сталей: а) их состава (содержания углерода); б) скорости непрерывного охлаждения из аустенитной области.
5. Экспериментально исследовать влияние отпуска при различной температуре на структуру и свойства закаленной стали.
6. Изучить с помощью металлографического микроскопа микроструктуру сталей после различных видов термической обработки.
Содержание работы
Теория термической обработки сталей базируется на четырех основных превращениях:
1) превращение перлита в аустенит при нагреве выше точек А>1> или А>3>;
2) превращение аустенита в перлит при охлаждении ниже точек А>1>, А>3 >(изотермический распад аустенита и распад аустенита при непрерывном охлаждении);
3) превращение аустенита в мартенсит при закалке сталей;
4) превращения мартенсита и остаточного аустенита при нагреве (отпуск сталей).
Для полного или частичного перевода сталей в структурно-равновесное состояние применяют различные виды отжига.
Отжигом называют такой вид термической обработки, при котором сталь нагревают ниже или выше температуры критических точек, выдерживают при этой температуре и затем медленно охлаждают.
Отжиг I рода проводят при температурах выше или ниже температур фазовых превращений. К отжигу I рода относятся диффузионный отжиг (гомогенизация), рекристаллизационный отжиг и отжиг для снятия внутренних напряжений. Этот вид термообработки в зависимости от температурных условий его выполнения устраняет химическую или структурную неоднородность, созданную предшествующими обработками.
Отжиг II рода заключается в нагреве стали до температур выше точек А>1> или А>3>, выдержке и, как правило, последующем медленном охлаждении (вместе с печью). При этом виде отжига протекают фазовые превращения, определяющие структуру и свойства стали. Для сталей проводят следующие виды отжига: полный отжиг с температурой нагрева доэвтектоидных сталей выше температуры А>3> и заэвтектоидных сталей выше температуры А>1> и неполный отжиг, когда температура выше А>1, >но ниже А>3>. Структура сталей после отжига: перлит + феррит, перлит или перлит + цементит. Отжиг II рода применяют для получения равновесной структуры в целях снижения твердости, повышения пластичности и вязкости стали; улучшения обрабатываемости; измельчения зерна.
Нормализация (рис. 7.3, режим V>4>) заключается в нагреве доэвтектоидной стали до температуры, превышающей точку А>3> на 40…50С, заэвтектоидной стали до температуры выше критических точек А>ст> также на 40…50С, в непродолжительной выдержке для завершения фазовых превращений и охлаждении на воздухе. Углеродистые стали после нормализации несколько прочнее, чем после отжига. Их пластичность при этом ниже максимально возможной. Так как при производстве полуфабрикатов (прутков, уголков, швеллеров, листов, полос и др.) методами горячей обработки давлением после деформации их охлаждение происходит на воздухе, то структура и свойства таких полуфабрикатов соответствуют нормализованному состоянию, что обычно указывается в справочниках.
Настоящая работа посвящена упрочняющим видам термической обработки углеродистых сталей закалке и отпуску.
Закалка это термическая операция, состоящая из нагрева стали до температуры аустенитного состояния, выдержки при этой температуре с последующим охлаждением со скоростью больше критической в целях получения структурно-неустойчивого состояния. В результате закалки аустенит превращается в мартенсит.
Мартенсит представляет собой пересыщенный (неравновесный) напряженный твердый раствор углерода в -железе (рис. 7.1).
Уровень пересыщенности определяется содержанием в стали углерода и характеризуется понятием «степень тетрагональности мартенсита» с/а, где с наибольшее ребро, а наименьшее ребро искаженной ОЦК кристаллической решетки мартенсита.
Таким образом, закаливаемость способность сталей упрочняться закалкой зависит от содержания в стали углерода. Закаливаемыми считаются средне- и высокоуглеродистые стали (начиная с содержания в стали 0,25% С и более).

Рис. 7.1. Мелкоигольчатый мартенсит, х500. Сталь марки У8
Определение режимов нагрева сталей под закалку
Для назначения режимов нагрева сталей под закалку используется диаграмма «железоцементит».
Целью нагрева является получение аустенитной структуры. При этом цементит должен распасться, а углерод равномерно раствориться во всем объеме аустенита. Доэвтектоидные стали нагреваются выше критических точек А>3> на 30...50С (А>с3>), а заэвтектоидные выше А>1> на 30...50°С (А>с1>).
Нагрев до более высоких температур вызывает рост зерна аустенита, увеличение уровня внутренних напряжений в сталях при закалке, возможное коробление, трещинообразование и поэтому нежелателен. Практически время выдержки для углеродистых сталей выбирается из расчета одна минута на каждый миллиметр сечения детали.
Наиболее существенное влияние на свойства стали оказывает скорость охлаждения. Изменяя скорость охлаждения, можно изменить структуру и свойства стали. Различные закалочные среды обеспечивают следующие скорости охлаждения в интервале температур 650...550С: вода при температуре 18°С 600 град/с; вода при температуре 74°С 300 град/с; минеральное машинное масло 150 град/с; трансформаторное масло 120 град/с; спокойный воздух 3 град/с.
Как было отмечено ранее, для превращения аустенита в мартенсит деталь необходимо охлаждать со скоростью больше критической. При этом распад аустенита не успевает начаться, и при температуре ниже температуры начала мартенситного превращения (М>н>) протекает бездиффузионное превращения аустенита в мартенсит. Критическая скорость закалки – это минимальная скорость охлаждения, при которой образуется мартенсит. Эта скорость представляет собой касательную к линии начала распада аустенита на диаграмме его изотермического распада. На этой же диаграмме удобно графически изобразить различные способы закалки (координаты: температуравремя, рис. 7.2).

Рис. 7.2. Схема диаграммы изотермического распада аустенита для стали У8 с нанесенными на ней режимами охлаждения при различных способах закалки
Время сквозного прогрева, максимальная температура нагрева и время выдержки стальных деталей при нужной температуре определяются составом стали, формой и размерами закаливаемых деталей. Способы закалки характеризуются различными режимами охлаждения при закалке.
Непрерывная закалка (1) предусматривает охлаждение сталей в одной среде (воде, масле или любой другой, обеспечивающей охлаждение со скоростью больше V>кр>). В результате в стали образуется мартенситная структура. Но так как мартенситное превращение протекает быстро и сопровождается увеличением объема, то в деталях высок уровень внутренних напряжений, возможно трещинообразование, коробление и другие дефекты.
Прерывистая закалка (2) это закалка в двух средах. Сначала сталь охлаждается в среде с большей скоростью охлаждения до температуры несколько выше М>н>, а далее со значительно меньшей скоростью. Это может быть, например, закалка из воды в масло. Мартенситное превращение в этом случае протекает медленнее, что приводит к снижению уровня внутренних напряжений, уменьшению коробления и трещинообразования.
Ступенчатая закалка (3) предусматривает охлаждение с большой скоростью до температуры несколько выше М>н> , изотермическую выдержку при этой температуре в пределах инкубационного периода (не доходя до линии начала изотермического распада аустенита) и последующее довольно медленное охлаждение. Этот способ практически не имеет недостатков, присущих предыдущим способам. Перед мартенситным превращением температура детали выравнивается во всем объеме. Мартенситное превращение протекает одновременно во всем объеме детали с умеренной скоростью.
Закалка с самоотпуском может осуществляться при закалке массивных деталей. Охлаждение проводится по одному из вышеназванных способов до образования в поверхностном слое мартенсита, но охлаждение деталей прекращается в тот момент, когда внутренние слои деталей имеют еще довольно высокую температуру и определенный запас тепла. Этого тепла должно быть достаточно для прогрева всей детали до желаемой температуры, при которой и протекает отпуск. Способ требует высокой квалификации термиста или регламентированной по времени механизации процесса извлечения деталей из закалочной ванны, но не требует затрат тепла на процесс отпуска. Закалка и отпуск выполняются с одного нагрева.
Изотермическая закалка (4) проводится так же, как и ступенчатая, но выдержка при температуре несколько выше М>н> длительная (до полного распада аустенита с образованием бейнита нижнего (рис. 7.3)).
Изотермическая выдержка может осуществляться в расплавах солей, щелочей или в термостатах. Этот способ закалки, как правило, не требует отпуска, а детали со структурой нижнего бейнита имеют повышенную конструкционную прочность и удельную ударную вязкость.

Рис. 7.3. Бейнит нижний (игольчатый), х1000
Обработка сталей холодом. В высокоуглеродистых (С 0,6%) и легированных сталях температура конца мартенситного превращения ниже комнатной. При охлаждении деталей при закалке до комнатной температуры мартенситное превращение останавливается и не доходит до конца. В результате закалки кроме мартенсита в структуре частично может присутствовать остаточный аустенит (А>ост>)(рис.7.4).

Рис. 7.4. Мартенсит и остаточный аустенит, х1000
В целях перевода аустенита в мартенсит и завершения процесса упрочнения при закалке, а чаще для стабилизации размеров закаленных деталей их непосредственно после закалки охлаждают в течение 34 часов при температуре 60...70°С (ниже М>к>). При этом остаточный аустенит превращается в мартенсит. После обработки холодом стали чаще всего подвергают низкому отпуску.
После закалки стали с мартенситной структурой находятся в термодинамически неустойчивом состоянии, имеют максимальную твердость и прочность и минимальную пластичность. Промежуточные показатели механических свойств можно получить путем нагрева.
Термическая операция, заключающаяся в нагреве закаленных сталей до температур не выше критических, называется отпуском сталей. На практике различают три вида отпуска: низкий, средний и высокий.
Низкий отпуск это нагрев закаленной стали до температур 130...250°С, выдержка и охлаждение. При этом снижаются внутренние напряжения, мартенсит закалки превращается в мартенсит отпуска или отпущенный мартенсит (рис. 7.5). Немного улучшается вязкость без заметного снижения твердости. Высокоуглеродистая сталь после низкого отпуска сохраняет твердость в пределах 58...63 HRС и имеет высокую износостойкость. Этому виду отпуска подвергают режущий инструмент, детали после поверхностной закалки, а также после цементации и закалки.

Рис. 7.5. Мартенсит отпуска, х500. Сталь марки У8
Средний отпуск проводится путем нагрева закаленных деталей до температур 350...500С. Структура стали после отпуска троостит отпуска (феррит и коагулированные частицы цементита) (рис 7.6).
Твердость средне- и высокоуглеродистых сталей в пределах 40...50 НRС. Стали при этом имеют высокий предел упругости, предел выносливости и релаксационную стойкость. Средний отпуск применяют обычно для пружин, рессор и большинства ответственных сильно нагруженных деталей авиационной техники.

Рис. 7.6. Троостит отпуска, х1000 (справа вверху – то же, х15000)
Высокий отпуск проводится при температурах 500...680°С. При этом образуется структура сорбит отпуска (феррит и цементит зернистого строения) (рис. 7.7), обеспечивающая стали наилучшее соотношение прочности и вязкости.
Высокий отпуск применяют для тяжелонагруженных деталей, испытывающих ударные нагрузки.
Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением сталей.

Рис. 7.7. Сорбит отпуска, х1000 (справа вверху – то же, х15000)
Длительность нагрева при отпуске 12 часа и более. Во избежание термических напряжений после отпуска рекомендуется медленное охлаждение, за исключением сталей, подверженных обратимой отпускной хрупкости, которые от температуры высокого отпуска охлаждают в воде или масле.
Задание и методические рекомендации
1. Изучить содержание работы и заполнить вводную часть отчета по предложенной форме.
2. Нарисовать часть диаграммы «железоцементит» (область сталей), указать на ней область закалочных температур. Выбрать температуру нагрева под закалку сталей 30, 45, У8.
3. Нарисовать диаграмму изотермического распада аустенита и нанести на ней кривые охлаждения для нормализации и различных способов закалки: а) непрерывной; б) прерывистой в двух средах; в) ступенчатой; г) изотермической.
4. Выполнить закалку в воде углеродистых сталей марок 30 , 45, У8. Измерить твердость и построить график зависимости твердости закаленной стали от содержания углерода. Указать причину изменения твердости.
5. Нагреть до закалочной температуры и провести охлаждение стали 45 или У8 в различных охлаждающих средах (воздухе, масле, воде); измерить твердость образцов, пользуясь данными таблицы, построить график зависимости твердости от скорости охлаждения. Указать причину изменения твердости.
6. Провести закалку образцов из стали 45 или У8 в воде и отпуск при различных температурах (температуры отпуска указаны в соответствующей таблице журнала-отчета). Измерить твердость образцов после отпуска и построить график зависимости твердости стали от температуры отпуска. Объяснить причину изменения твердости. Указать структуры, образующиеся при различных температурах отпуска.
7. С помощью металлографического микроскопа или компьютера изучить микроструктуру сталей (45 микрошлифов) после различных видов термообработки. Сделать зарисовку микроструктур. Указать свойства и применение сталей после соответствующих видов термической обработки.
Контрольные вопросы
1. Как выбирают температуры нагрева под закалку для доэвтектоидных и заэвтектоидных сталей?
2. Какие структуры получают при изотермическом распаде аустенита?
3. Что такое критическая скорость закалки? Что представляет собой структура сталей после закалки?
4. Какие существуют способы закалки в зависимости от режима охлаждения? В чем их отличие?
5. Охарактеризуйте виды отпуска в зависимости от температуры. Каковы структура, свойства и применение сталей после различных видов отпуска?
6. В каких случаях в стали после закалки кроме мартенсита присутствует остаточный аустенит? Как его перевести в мартенсит?
Лабораторная работа № 8
Особенности упрочняющей термической обработки легированных сталей
Цель работы
1. Изучить влияние легирования на структуру и свойства сталей в равновесном состоянии.
2. Выяснить особенности закалки и отпуска легированных сталей по сравнению с углеродистыми на всех стадиях процесса термического упрочнения.
3. Ознакомиться с нормализацией сталей и их классификацией по структуре после нормализации.
4. Экспериментально определить принадлежность нескольких марок сталей к тому или иному классу по структуре после нормализации.
5. Ознакомится с показателями прокаливаемости сталей. Изучить влияние легирования на прокаливаемость сталей.
6. Провести определение прокаливаемости углеродистой и легированной сталей методом торцевой закалки.
7. Выявить, изучить с помощью оптического микроскопа или компьютера и зарисовать структуры наиболее характерных легированных сталей в различном состоянии, ознакомиться с их свойствами и применением.
Содержание работы
Влияние легирования на структуру и свойства сталей
Легирующие элементы вводятся в стали для улучшения их механических свойств. Путем легирования добиваются повышения прочности, вязкости, прокаливаемости, снижения порога хладноломкости, получают коррозионно-стойкие, жаростойкие и жаропрочные стали.
Чаше всего легирующие элементы образуют с железом твердые растворы. Карбидообразующие легирующие элементы могут также замещать атомы железа в решетке цементита, т.е. образовывать легированный цементит или самостоятельные специальные карбиды. В определенных условиях легирующие элементы могут образовывать с железом или между собой интерметаллические соединения.
Легирующие элементы существенно влияют на температуру полиморфных превращений и область существования - и -железа.
Элементы, снижающие температуру точки А>3> и повышающие температуру точки А>4>, называют -стабилизаторами. К этой группе относятся никель, марганец, а также хром в сочетании с никелем (Cr+Ni). В результате легирования расширяется область существования -фазы. При определенных степенях легирования в равновесии могут быть получены ферритно-аустенитная и даже полностью аустенитная структуры.
Легирующие элементы, снижающие температуру критической точки А>4> и повышающие температуру критической точки А>3>, называют -стабилизаторами (Cr, W, Mo, V, Si, Al и др.). При определенных степенях легирования могут быть получены ферритные стали, в которых превращения -фазы в -фазу не наблюдается вплоть до температуры плавления.
Легирующие элементы, растворенные в феррите, повышают его предел прочности, не изменяя существенно относительного удлинения, за исключением марганца и кремния, при содержании их более 2,5...3%. Легирующие элементы при введении их в сталь в количестве больше 1…2% снижают ударную вязкость. Исключение составляет никель, который, упрочняя феррит, одновременно увеличивает его ударную вязкость и снижает порог хладноломкости. Этим объясняются высокие вязкие свойства сталей, легированных никелем. Однако надо иметь в виду, что повышенное содержание никеля стабилизирует -фазу и ухудшает или полностью исключает закаливаемость сталей.
Легирующие элементы, растворяясь в -железе, повышают прочность аустенита при нормальной и высоких температурах. Аустенит обладает низким пределом текучести при сравнительно высоком пределе прочности, легко упрочняется путем наклепа, но не упрочняется путем закалки. Он парамагнитен. Особенности закалки и отпуска легированных сталей по сравнению с углеродистыми.
Нагревание легированных сталей протекает медленнее, максимальная температура выбирается выше, время выдержки при этой температуре больше. Это объясняется тем, что карбидообразущие легирующие элементы задерживают процесс аустенизации, так как легированный цементит и специальные карбиды распадаются при более высоких температурах и труднее растворяются в аустените. Соответственно требуется больше времени для гомогенизации аустенита. Легирующие элементы неравномерно распределены между ферритом и карбидами, а следовательно, и в аустените содержание легирующих элементов по объему будет не одинаково. Процесс выравнивания состава аустенита по содержанию легирующих элементов требует большего времени, так как диффузионная подвижность легирующих элементов в решетке -фазы значительно меньше (вакансионный механизм диффузии), чем углерода.
Закалка легированных сталей может выполняться с меньшими скоростями охлаждения (в масле, иногда на воздухе). Это объясняется тем, что большинство легирующих элементов сдвигают вправо диаграмму изотермического распада аустенита и таким образом уменьшают критическую скорость закалки. Для уменьшения остаточных напряжений, коробления и трещинообразования в сталях при закалке рекомендуется выбирать скорость охлаждения возможно меньшей, но не менее критической.
Структура легированных сталей в результате закалки с охлаждением до комнатной температуры состоит чаще всего из мартенсита и остаточного аустенита. Это объясняется тем, что легирующие элементы снижают, как правило, температуру начала и конца мартенситного превращения. Для большинства легированных сталей температура конца мартенситного превращения становится ниже комнатной, и поэтому при охлаждении сталей в процессе закалки до комнатной температуры мартенситное превращение не протекает до конца, при этом структура сталей состоит из мартенсита и остаточного аустенита. В таком случае упрочняющий эффект закалки легированных сталей при одинаковом с углеродистыми сталями содержании углерода может быть меньше. Для перевода остаточного аустенита в мартенсит часто после закалки проводится обработка сталей холодом. Для этого закаленные стальные детали помещают в холодильную камеру и выдерживают в течение нескольких часов при температуре 60...70°С. В результате обработки холодом стали дополнительно упрочняются, но эта операция чаще всего проводится для очень точных деталей в целях стабилизации размеров.
Особенности отпуска легированных сталей. Карбидообразующие легирующие элементы W, Mo, Cr, V, Ti и другие замедляют процессы коагуляции карбидов при отпуске. Поэтому после отпуска при одинаковой с углеродистыми сталями температуре сталь, легированная этими элементами, сохраняет более высокую дисперсность карбидных частиц и соответственно большую прочность. При достаточно высоких температурах отпуска становится возможной диффузия легирующих элементов, которая приводит к тому, что карбидообразующие элементы диффундируют из феррита в цементит и образуют специальные карбиды, а некарбидообразующие элементы (Ni, Cо, Si) диффундируют из цементита в феррит. В процессе отпуска возможно и непосредственное образование специальных карбидов, вызывающих эффект дисперсионного твердения. Кроме указанных явлений надо учитывать то, что при отпуске некоторых легированных сталей в интервалах температур 250...400 и 500...550°С снижается их ударная вязкость. Явление это называется отпускной хрупкостью. Иногда ее удается избежать, если охлаждение от температуры отпуска (500…550°С) проводить быстро (например в воде).
Нормализация сталей и классификация сталей по структуре после нормализации
Нормализация заключается в нагреве доэвтектоидной стали до температуры, превышающей температуру точки А>3 >(на 30...50°С), заэвтектоидной выше А>ст >(на 30...50°С), непродолжительной выдержке при этих температурах для полного прогрева и завершения фазовых превращений и охлаждения на спокойном воздухе. Для углеродистых сталей нормализация является промежуточной операцией между отжигом и закалкой. Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру.
Для низкоуглеродистых сталей нормализацию применяют вместо отжига. В средне- и высокоуглеродистых сталях в результате нормализации образуется сорбит или троостит. Это повышает на 10...15% прочность и твердость этих сталей по сравнению с отожженной. Кроме этого, для заэвтектоидной стали нормализацию применяют для устранения цементитной сетки, которая может возникать при медленном охлаждении в интервале температур А>ст>…А>1>.
По структуре после нормализации стали классифицируются на стали
1) перлитного, 2) мартенситного и 3) аустенитного класса.Если кривая скорости охлаждения на воздухе пересекает кривые распада аустенита в области образования перлита, сорбита или троостита, то сталь относится к перлитному классу. К этому классу относятся все углеродистые и малолегированные стали.
Легирующие элементы сдвигают диаграмму изотермического распада аустенита вправо и снижают критическую скорость закалки. Если при этом скорость охлаждения на воздухе станет больше критической, то после нормализации в стали фиксируется мартенситная структура. Стали, закаливающиеся при охлаждении на воздухе, относятся к мартенситному классу К этому классу относятся некоторые средне- и высоколегированные стали. Как правило, эти стали имеют большую или сквозную прокаливаемость.
При легировании сталей -стабилизаторами диаграмма распада аустенита сдвигается вправо и вверх, а температура начала мартенситного превращения (М>н>) - вниз. Если М>н> ниже комнатной температуры, то при нормализации таких сталей аустенит в них не претерпевает никаких превращений при охлаждении до комнатной температуры, оставаясь стабильным. Стали такого типа принадлежат к аустенитному классу. Они не закаливаются. К этому классу относятся стали, легированные большим количеством никеля, марганца, а также хромоникелевые нержавеющие стали.
Для определения принадлежности стали к тому или иному классу необходимо провести нормализацию, изготовить микрошлиф, выявить структуру и по ней установить класс стали. (Для идентификации можно пользоваться атласом микроструктур).
Влияние легирования на прокаливаемость сталей
Под прокаливаемостью понимают способность стали получать закаленный слой с мартенситной или троостито-мартенситной структурой и высокой твердостью и прочностью на ту или иную глубину. Почему стальная деталь, охлаждаемая, например в воде, не закаливается на всю глубину? Здесь следует помнить, что для того чтобы происходила закалка, сталь должна охлаждаться со скоростью больше критической. Поверхность закаливаемой детали, контактирующая с водой, охлаждается со скоростью заведомо большей, чем критическая. Внутренние слои детали охлаждаются за счет теплопроводности стали, при этом скорость охлаждения по глубине материала детали падает.
При закалке со скоростью больше критической в цилиндрической детали охлаждается слой металла между поверхностями І-II. В этом слое образуется мартенситная закалочная структура. Глубже поверхности II наблюдается частичный распад аустенита и частично протекает мартенситное превращение, и структура в слое определенной толщины будет изменяться от мартенситной до полумартенситной (50% М и 50% Т) и далее до трооститной и сорбитной.
Если же деталь имеет малый диаметр или толщину и действительная скорость охлаждения в сердцевине изделия будет превышать критическую скорость закалки (V>кр>), то сталь получит мартенситную структуру на всю глубину и тем самым будет иметь сквозную прокаливаемость.
За глубину закаленного слоя условно принимают расстояние от поверхности до полумартенситной зоны (50% мартенсита и 50% троостита).
Максимальный диаметр цилиндрической заготовки из данного материала, в центре которой после закалки в данной охлаждающей среде образуется полумартенситная структура, называется критическим диаметром прокаливаемости (D>кр >или D>50>).
Иногда диаметр прокаливаемости определяют по глубине закаленного слоя со структурой, состоящей из 95% мартенсита и 5% троостита. В этом случае применяют обозначение критического диаметра D>95>. Критический диаметр D>95 >примерно на 25% меньше критического диаметра D>50>.
Полумартенситную зону принимают в качестве критерия прокаливаемости потому, что ее легко определить по микроструктуре или твердости (табл. 8.1).
Таблица 8.1 Твердость слоя закаленной стали со структурой 50% М и 50% Т, НRС
|
Содержание углерода в стали |
Твердость полумар- тенситного слоя стали |
Содержание углерода в стали |
Твердость полу-мартенситного слоя стали |
||
|
углеродистой |
легированной |
углеродистой |
легированной |
||
|
0,18...0,22 |
25 |
30 |
0,33...0,42 |
40 |
45 |
|
0,23...0,27 |
30 |
35 |
0,43...0,52 |
45 |
50 |
|
0,28...0,32 |
35 |
40 |
0,53...0,62 |
50 |
55 |
Критический диаметр прокаливаемости сталей определяется методом торцевой закалки цилиндрических образцов специальной формы, и в результате эксперимента определяется глубина закалки от закаливаемой поверхности до полумартенситной зоны . Сам же критический диаметр (мм) определяют по номограмме Блантера для различных соотношений длины к диаметру ( /D ) цилиндрических образцов или деталей.
Задание и методические рекомендации
1. Изучить содержание работы и по пп. 1 - 4 цели работы заполнить вводную часть отчета по разработанной на кафедре форме.
2. Экспериментально определить принадлежность нескольких марок сталей (не менее четырех, ориентировочно сталей 30, 30ХГСА, 18Х2Н4ВА, 12Х18Н10Т) к тому или иному классу по структуре после нормализации косвенным методом в такой последовательности:
- нагреть образцы из предложенных марок сталей до температуры нормализации и выдержать их при этой температуре (по два образца каждой марки стали);
- извлечь из печи по одному образцу каждой марки сталей и положить на асбестовый (теплоизоляционный) лист для охлаждения на спокойном воздухе (нормализация);
- вторые образцы каждой марки стали закалить в воде;
- зачистить плоские поверхности всех образцов на наждачной шкурке или на точиле с небольшой интенсивностью шлифования и измерить твердость на приборе Роквелла. Если при замере твердости алмазным индентором при нагрузке 150 кгс (НRС) твердость по черной шкале окажется меньше нуля, провести замер шариком при нагрузке 100 кгс (НRB). Соответствующие показания твердости занести в таблицу. Для обеспечения возможности сравнения материалов по твердости между собой перевести все показания твердости в твердость по Бринеллю (см. табл. 2.5, лабораторная работа № 2);
- косвенным способом определить принадлежность каждой марки стали к тому или иному классу по структуре после нормализации. Суть способа заключается в следующем. Если сталь не закалилась при охлаждении на воздухе, а закалилась в воде (твердость полумартенситного закаленного слоя в зависимости от содержания углерода в стали дана в табл. 8.1), то, очевидно, на воздухе произошел распад аустенита в области перлитного превращения и образовалась структура перлитного типа (перлит, сорбит или троостит). Значит, эта сталь принадлежит к перлитному классу. Если сталь закалилась и в воде и на воздухе (т.е. твердость в обоих случаях соответствует твердости мартенсита для данного содержания в ней углерода и примерно одинакова), т.е. в стали при нормализации образовался мартенсит, то сталь относится к мартенситному классу. Если при охлаждении и в воде и на воздухе сталь не закалилась и имеет очень низкую твердость, то это сталь аустенитного класса.
3. Экспериментально определить прокаливаемость углеродистой и легированной стали (марки ориентировочно 40 и 40Х или 30 и 30ХГСА) методом торцевой закалки в такой последовательности:
- нагреть стандартные образцы до температуры под закалку и выдержать их при этой температуре в течение заданного времени;
- провести поочередно торцевую закалку каждого из образцов на установке для торцевой закалки под руководством преподавателя, лаборанта или учебного мастера;
- под руководством учебного мастера на точиле снять лыску вдоль образующей образца на глубину 0,5...1 мм и длиной 25...30 мм;
- под наблюдением лаборанта или преподавателя провести замер твердости на приборе Роквелла ( НRС) с помощью алмазного индентора в специальном приспособлении на подготовленной ранее поверхности образцов с шагом 1,5...2 мм, начиная от плоскости торцевой закалки. Данные замеров занести в таблицу. (В порядке исключения, по указанию преподавателя, можно воспользоваться таблицей результатов, полученных при испытаниях контрольных образцов);
- построить графики зависимости твердости по длине образца в координатах HRC=f() , где - расстояние от закаливаемого торца, мм;
- по табл. 6.1 для каждой марки стали определить твердость полумартенситной (50% мартенсита и 50% троостита) структуры;
- по таблице полученных результатов и по графикам для каждой стали найти глубину закаленного слоя до полумартенситной структуры ;
- по номограмме Блантера для каждой марки стали определить критические диаметры прокаливаемости, используя цилиндрические образцы с разным отношением /D длины образца к диаметру;
- сделать выводы о влиянии легирования на прокаливаемость стали.
4. Выявить и изучить с помощью оптического микроскопа структуру наиболее характерных легированных сталей после различных видов термической обработки (46 микрошлифов). Структуру зарисовать в таблице по предложенной форме, обозначив фазы и структурные составляющие. В примечании, используя плакаты, таблицы, справочники и учебную литературу, указать свойства и применение изучаемых сталей.
Контрольные вопросы
1. Какое влияние оказывают легирующие элементы на свойства сталей?
2. Какие фазы образуют легирующие элементы в сталях и как в связи с этим изменяется структура сталей?
3. Какое влияние оказывают легирующие элементы на температуру критических точек в сталях? Как классифицируются легирующие элементы?
4. Каковы особенности закалки и отпуска легированных сталей по сравнению с углеродистыми на всех стадиях термообрабоки?
5. Что представляет собой нормализация? Как классифицируются стали по структуре после нормализации?
6. Что представляют собой закаливаемость и прокаливаемость сталей, от чего они зависят? Как определяется прокаливаемость сталей? Каковы показатели прокаливаемости?
7. Каковы особенности микроструктуры легированных сталей в равновесном состоянии и после термообработки по сравнению с соответствующими структурами углеродистых сталей?
Лабораторная работа № 9
Упрочнение титановых сплавов легированием и термической обработкой
Цель работы
1. Изучить влияние легирования на структуру, свойства и возможность упрочнения путем термообработки титановых сплавов.
2. Разобраться в фазовых превращениях, протекающих в термически упрочняемых титановых сплавах при закалке и старении.
3. Экспериментально установить влияние степени легирования на твердость и прочность термически неупрочняемых и термически упрочняемых (в равновесном состоянии) титановых сплавов.
4. Провести закалку образцов из титанового сплава и их старение с различными режимами:
а) при различных температурах в течение постоянного времени;
б) при постоянной температуре с различным временем старения.
5. Используя металлографический микроскоп и комплект микрошлифов, изучить и зарисовать наиболее характерные микроструктуры сплавов титана.
Содержание работы
Титан относится к легким металлам с плотностью 4,51 т/м3. До температуры 882С он имеет гексагональную плотноупакованную (ГПУ) кристаллическую решетку ( Ti>>> >), выше этой температуры устойчива объемно центрированная кубическая (ОЦК) кристаллическая решетка (Ti>>> >). Химически чистый титан имеет низкий предел прочности ( >в> = 250 МПа) и высокую пластичность. Существенное влияние на прочность титана оказывают примеси. Например, небольшое (до 0,5%) содержание примесей в техническом титане ВТ1-0 увеличивает >в> до 500 МПа.
Легирующие элементы в основном образуют с титаном твердые растворы и обеспечивают интенсивное упрочнение сплавов. Например, легирование сплава ВТ5 пятью процентами алюминия упрочняет его до >в> = 800... 900 МПа. Сложнолегированные однофазные -сплавы типа ВТ18 имеют предел прочности в отожженном состоянии до 1000...1200 МПа.
Кроме упрочнения легирующие элементы оказывают влияние на температуру полиморфного превращения -титана в -титан. Некоторые из них позволяют получить сплавы с устойчивой при комнатной температуре двухфазной ( + )-структурой, которые можно упрочнять путем термообработки.
Классификация легирующих элементов в зависимости от их влияния на температуру аллотропического превращения в титане -стабилизаторы – Al, Ga, La, Ge, C, N, O – повышают температуру полиморфного превращения и расширяют температурную область существования -фазы (рис. 9.1, I). Для упрочнения как однофазных, так и двухфазных -сплавов из этих элементов применяют только Al (от 2 до 8%). Остальные металлы дорогостоящие, а С, N и О слишком охрупчивают сплавы и допускаются в качестве примесей не более 0,1; 0,15 и 0,05% соответственно.

Рис. 9.1. Влияние легирующих элементов (л.э.) на полиморфное превращение в титановых сплавах
Нейтральные упрочнители – Zr, Hf, Th, мало влияющие на температуру полиморфного превращения, применяют для упрочнения как -, так и -фазы (рис. 9.1, III).
-стабилизаторы снижают температуру полиморфного превращения в титане, расширяют температурную область существования -фазы. Эти элементы в свою очередь можно разделить на две подгруппы:
а) изоморфные -стабилизаторы - V, Мо, Nb, Та, Rе. Эти элементы имеют однотипную с -титаном кристаллическую решетку, хорошо в нем растворяются и препятствуют его превращению в -титан (рис. 9.1, IIа). Постепенное увеличение степени легирования этими элементами позволяет получить двухфазные (+)-сплавы, а при некоторых довольно больших степенях легирования и однофазные -сплавы.
б) эвтектоидообразующие (квазиизоморфные) -стабилизаторы - Cr, Со, Mn, Fe и др (рис. 9.1, IIб). Они обладают замедленной скоростью образования эвтектоидной структуры ( -фаза + интерметаллидное соединение титана с указанными металлами). При реальных скоростях охлаждения в процессе термообработки эвтектоиды не образуются, а легирующие элементы стабилизируют -фазу.
Существует также группа эвтектоидообразующих элементов активных - W, Ni, Cu, Si. Температура выделения их эвтектоидов – выше 700°С, и в реальных случаях они образуют в составе эвтектоидов хрупкие интерметаллидные фазы. Этими элементами можно легировать титан в очень малых количествах в пределах их растворимости в -фазе.
Классификация титановых сплавов по структуре в равновесном состоянии. Особенности применения сплавов -сплавы ВТ1-00; ВТ1-0; ВТ1; ВТ5; ВТ5-1; ВТ18 и другие обладают высокой термической стабильностью, сопротивляемостью коррозии и газонасыщению поверхностного слоя до температуры 600°С, хорошо свариваются. Нелегированные титановые сплавы имеют высокую пластичность и хорошо деформируются в холодном состоянии. Все эти сплавы термически не упрочняются. Их применяют для изготовления сварных бандажей, обтекателей, резервуаров, корпусных деталей самолетов и двигателей, для изготовления трубопроводов и трубопроводной арматуры.
Псевдо--сплавы ОТ4-0, ОТ4-1, ОТ4, ОТ4-2, ВТ4, АТ2 , АТ3, АТ4, ВТ20, ТС5 и др., легированные в основном -стабилизатором (Аl) и небольшим количеством -стабилизирующих элементов ( Мn до 2%, Мо до 1%), имеют до 10% -фазы, повышающей их технологическую пластичность и прочность. Эти сплавы обладают удовлетворительной свариваемостью и коррозионной стойкостью, их применяют для элементов обшивки, элеронов, деталей хвостового оперения, передних кромок крыла и деталей, свариваемых из листа, стоек, кронштейнов и др. Сплавы используют в отожженном состоянии, так как эффект упрочняющей термообработки невелик.
()-сплавы: ВТ6С, ВТ6, ВТ8, ВТ9, ВТ3-1 , ВТ14, ВТ16, ВТ22, ВТ23, ВТ25, ВТ28, ВТ33 и др., легированные изоморфными ( Мо, V и др.) и квазиизоморфными ( Мn, Сг, Fе и др.) -стабилизаторами, обеспечивающими возможность термического упрочнения до >в >= 1300... 1500 МПа путем закалки и старения, являются высокопрочными и жаропрочными. Их применяют для изготовления силовых узлов, корпусов, дисков и других деталей компрессора. По удельной прочности эти сплавы при температурах 400...600°С превосходят все другие конструкционные материалы, за исключением бериллиевых сплавов. Сплав ВТ22 имеет наивысшую усталостную прочность.
Псевдо--сплавы ВТ15, ТС6 - высоколегированные сплавы на основе -фазы с небольшим количеством -фазы. После закалки эти сплавы имеют термодинамически нестабильную -фазу (>н>)> >и обладают достаточно высокими прочностью ( >в> = 800 МПа) и пластичностью. Путем старения они дополнительно упрочняются до >в> = 1300...1500 МПа. Сплавы применяют для изготовления сложных по форме тяжелонагруженных деталей типа бандажей, а также болтов высокой надежности.
Группа -сплавов представлена одним сплавом марки 4201, содержащим 33% Мо. Сплав имеет высокую пластичность и среднюю прочность, термически не упрочняется.
Фазовые превращения в титановых сплавах
при закалке и старении
Закалкой и старением упрочняются двухфазные ()-титановые сплавы. Схема образования структур при закалке и старении показана на рис. 9.2.

Рис. 9.2. Обобщенная диаграмма состояния «Тi - -стабилизирующий легирующий элемент» и схема образования структур при закалке и старении титановых сплавов
Обобщенная диаграмма состояния «Тi-стабилизирующий легирующий элемент» состоит из двух кривых линий, исходящих из точки аллотропического превращения в титане (Т = 882°С).
Первая кривая (нижняя, 882°С С>>) ограничивает область существования твердого раствора , а точка С>> соответствует предельной концентрации твердого раствора при комнатной температуре. Вторая кривая (верхняя, 882°С С>>) определяет границу между областями () и , а точка пересечения ее с осью абсцисс С>> соответствует минимально необходимой концентрации второго компонента для образования твердого раствора , устойчивого во всем интервале температур вплоть до температуры плавления. В условиях равновесия приведенная выше диаграмма состоит из трех областей твердых растворов: , и .
Превращения в сплавах при закалке
При закалке из -области ряд сплавов будет претерпевать мартенситное превращение. На диаграмме нанесены линии начала ( М>н> ) и конца (М>к> ) мартенситного превращения.
В сплавах с относительно небольшой концентрацией легирующих элементов при закалке происходит мартенситное превращение сдвигового типа.
Титановый мартенсит представляет собой пересыщенный твердый раствор -стабилизирующих легирующих элементов в -титане. Кристаллическая решетка у него гексагональная плотноупакованная, напряженная. Мартенситная -фаза не обладает высокой твердостью и прочностью, однако ее твердость и прочность тем больше, чем выше степень пересыщения -твердого раствра легирующим элементом. Под микроскопом эта структура типично игольчатая (рис. 9.3).

Рис. 9.3. Титановый мартенсит (), х400
С увеличением содержания -стабилизирующего элемента при закалке возможно образование -фазы, представляющей собой тоже пересыщенный твердый раствор на основе титана. Но искаженная кристаллическая решетка этой фазы скорее ромбическая, чем гексагональная.
Ромбическую -фазу можно рассматривать как промежуточную между структурами с объемно центрированной и гексагональной решетками. Сплавы титана, содержащие только такую структуру, обладают умеренной прочностью и повышенной пластичностью, близкой к -фазе.
Так как обе эти фазы неразделимы, то в общем случае титановый мартенсит обозначают (). Он образуется при закалке сплавов с концентрацией легирующих элементов до точки С>1>, так как в этих сплавах при закалке мартенситное превращение протекает полностью.
В сплавах с концентрацией легирующих элементов от С>1> до С>кр> при закалке мартенситное превращение начинается на линии М>н>, но не протекает полностью. В результате образуется титановый мартенсит () и фиксируется нестабильная -фаза - >н>. Соотношение между () и >н> зависит от легирующих элементов и степени легирования сплавов. Так, в сплаве ВТ3-1 (5,5% Al, 2% Мо, 2% Сr, 1% Fe) после закалки образуется около 60% ()- и около 40% >н>-фазы. В сплаве ВТ22 (5% Аl, 5% Мо, 5% V, 1% Fе , 1% Сr) после закалки образуется всего до 10% ()-фазы, остальная часть структуры представляет собой фазу >н>.
В сплавах с концентрацией легирующих элементов от С>кр >до С>> в результате закалки фиксируется нестабильная -фаза - >н>.
Однородный -твердый раствор характеризуется обычно хорошей пластичностью и невысокой твердостью. Сплавы с концентрацией легирующих элементов несколько больше С>кр> после закалки имеют высокие твердость и хрупкость. Это связано с появлением в структуре закаленного сплава -фазы с гексагональной кристаллической решеткой. Процесс этот нежелателен, -фаза устраняется в процессе последующего старения путем перегрева сплава в конце старения на 100...150°С в течение 30...60 мин.
Превращения в закаленных сплавах при старении
При старении происходят фазовые превращения диффузионного характера, связанные с превращением закалочных фаз (), >н> и . Конечный продукт превращения - стабильная ()-структура . Возможно также образование интерметаллидных соединений.
Превращение в ()-фазе. Распад мартенситной фазы интенсивно протекает при температуре выше 350...400°С и проходит в несколько стадий. Сначала образуется и выделяется обедненная равновесная -фаза. Остающаяся ()-фаза обогащается легирующими элементами, становится термодинамически неустойчивой и превращается в мелкодисперсную -фазу. Схематически этот процесс может быть изображен так:
() + ()>обогащ > >неравновесн > >мелкодисперсн(м.д).>
Превращения в метастабильных >н>- и -фазах. Превращение в нестабильной >н>-фазе может начинаться уже при 100...200С, но более интенсивно протекает при температурах выше 250...300°С. В сплавах, в которых -фаза образуется при закалке, ее количество может увеличиваться при старении. В этом случае схема процессов старения выглядит так:
>н> >мелкодиснерсн (м.д).>
При температурах старения свыше 450...550 °С -фазы при старении не образуется, а при несколько больших температурах -фаза превращается в -фазу:
>н> >мелкодисперсн (м.д)>;
>н> + >мелкодисперсн (м.д)>.
Таким образом, сплавы с концентрацией легирующих элементов от С>1> до С>кр> претерпевают превращение при старении по схеме
() + >н> >м.д> + >м.д>.
Во всех случаях выделение второй фазы в мелкодисперсном виде способствует дополнительному довольно эффективному упрочнению при старении.
До сих пор все превращения в сплавах титана при закалке рассматривались при условии нагрева их до -области (выше линии 882°С - С>>). Однако экспериментально установлено, что при этом возможно образование в сплавах крупноигольчатой структуры, что приводит к охрупчиванию сплавов. Для предотвращения этого явления режимы нагрева под закалку выбираются.
При нагреве титановых сплавов выше 600°С в обычной атмосфере их поверхностный слой подвержен газонасыщению и охрупчиванию. Поэтому нагрев и закалку лучше всего проводить в вакууме. Если же это затруднено, то желательно защищать поверхности от газонасыщения. Если же газонасыщение все-таки происходит, то газонасыщенный слой на деталях удаляют травлением в плавиковой кислоте. Для этого надо предусматривать специальные припуски на травление.
Задание и методические рекомендации
1. Изучить влияние легирования на структуру, свойства и возможность упрочнения титановых сплавов путем термообработки. Заполнить вводную часть журнала-отчета по предлагаемой форме.
2. Разобраться в фазовых превращениях, протекающих в термически упрочняемых титановых сплавах. Изобразить обобщенную диаграмму состояния «титан-стабилизирующий легирующий элемент» и показать на ней структуру сплавов в равновесии, после закалки и старения.
3. Провести измерение твердости трех термически неупрочняемых титановых сплавов, отличающихся степенями легирования, и одного термически упрочняемого сложнолегированного сплава в отожженном состоянии. Результаты измерений занести в таблицу по предложенной форме. Сделать выводы о возможностях упрочнения сплавов путем легирования.
4. Провести закалку термически упрочняемого двухфазного титанового сплава. После закалки выполнить зачистку образцов и замер твердости. Образцы с примерно одинаковой твердостью рассортировать на две группы.
Образцы первой группы по одному поместить в печи с разной температурой (400, 450, 500, 600С) и провести старение в течение 40 мин.
Все образцы второй группы поместить в печь с температурой 500 или 550°С для старения в течение различного времена (5, 10, 20, 40 минут). После старения образцы зачистить и определить их твердость. Результаты занести в таблицу по предлагаемой форме.
Построить графики зависимости твердости от температуры старения и твердости от времени старения при постоянной температуре. Сделать необходимые выводы.
5. Изучить и зарисовать в таблице по предлагаемой форме структуры титановых сплавов по указанию преподавателя (ВТ1-0 и ВТ4-1 в отожженном состоянии; ВТ3-1 в отожженном состоянии, после закалки , а также после закалки и старения; ВТ22 после закалки, после закалки и старения; ВТ15 после закалки, после закалки и старения). На рисунках микроструктур указать основные фазы и фазовые составляющие.
Контрольные вопросы
Какие способы упрочнения титановых сплавов вы знаете?
Как классифицируются легирующие элементы в зависимости от их влияния на аллотропические превращения в титане?
Как классифицируются титановые сплавы по структуре в равновесном состоянии? Каковы свойства и где используются сплавы разных классов?
Дайте определение и характеристику закалочных структур в титановых сплавах.
Какие превращения происходят в закалочных структурах титановых сплавов при старении?
Как выбираются режимы нагревания титановых сплавов для закалки и при старении? Почему нагрев для закалки и закалку необходимо проводить в вакууме?
Лабораторная работа № 10
Термическая обработка деформируемых алюминиевых сплавов
Цель работы
1. Ознакомиться с основами теории и практики термической обработки алюминиевых сплавов.
2. Экспериментально выполнить закалку термически упрочняемого алюминиевого сплава, оценить влияние закалки на свойства сплава.
3. Экспериментально исследовать изменение свойств сплава после закалки и естественного старения в течение различных периодов времени, если сплав поддается естественному старению, а также провести искусственное старение, определив оптимальную температуру старения при постоянном времени и оптимальное время старения при постоянной температуре.
4. Выявить, изучить с помощью оптического микроскопа и зарисовать структуру типичных алюминиевых сплавов в различном состоянии, указав фазовый состав, свойства и применение этих сплавов.
Содержание работы
Чистый алюминий легкий металл ( = 2,7 т/м3) с низкой температурой плавления (660С). Кристаллическая решетка ГЦК с периодом а = 4,041 кХ. Алюминий не имеет аллотропических модификаций, обладает высокой теплопроводностью, электропроводностью и очень высокой скрытой теплотой плавления. Это химически активный металл, но образующаяся на его поверхности плотная окисная пленка из Аl>2>0>3> предохраняет его от коррозии.
Характерные свойства алюминия высокая пластичность и малая прочность. В зависимости от степени чистоты алюминий имеет предел прочности >в >= 60...150 МПа, относительное удлинение при разрыве = 40%, модуль упругости Е =7104 МПа.
В качестве конструкционных материалов применяют в основном сплавы алюминия с различными легирующими элементами, которые в зависимости от степени легированности и способов производства из них деталей могут быть деформируемыми и литейными. Кроме того, сплавы подразделяются на термически неупрочняемые и термически упрочняемые.
К термически неупрочняемым сплавам относят в основном сплавы алюминия с магнием, марганцем, кремнием; к термически упрочняемым сплавы системы AlCu, AlZnCuMg, AlMgLi, AlBeMg и др.
Возможность упрочнения путем закалки основана, как правило, на переменной в зависимости от температуры растворимости легирующих элементов в алюминии. Это позволяет при нагреве растворить в алюминии значительную часть легирующих элементов, а при последующем быстром охлаждении зафиксировать пересыщенный твердый раствор, что сопровождается упрочнением. Иногда дополнительное существенное упрочнение может быть получено при старении закаленных сплавов.
Процессы, протекающие в термически упрочняемых алюминиевых сплавах при закалке и старении, рассмотрим на примере термообработки сплавов алюминия с медью типа дуралюминов, например Д1. Состав сплава Д1 Аl + 3,8... 4,8% Сu + 0,4... 0,8% Мg + 0,4...0,8% Мn. Диаграмма состояния Al Сu(СuАl>2>) показана на рис. 10.1, а схема закалки и старения дуралюмина – на рис. 10.3.

Рис. 10.1. Диаграмма состояния Al - Сu(СuАl>2>) и интервал закалочных температур
Как видно из рис. 10.1, при комнатной температуре в алюминии растворяется 0,2% меди. Максимальная растворимость меди в алюминии при температуре 548°С (точка Е) составляет 5,7%. Все сплавы с содержанием меди до 5,7% путем нагрева выше линии GЕ могут быть переведены в однофазное состояние. В равновесии в этих сплавах при комнатной температуре структура состоит из -твердого раствора меди в алюминии и интерметаллидной фазы СuАl>2> (-фаза) (рис.10.2).
Температура нагрева дуралюмина под закалку выбирается так, чтобы при нагреве распалась -фаза и вся медь перешла в -твердый раствор в алюминии. На диаграмме эта температура выше линии GЕ. При довольно большом содержании в сплаве меди его легко перегреть выше линий АЕ. Это приведет к началу плавления сплава, что недопустимо. Поэтому температуру нагрева сплава под закалку выдерживают с жестким допуском (для дуралюмина Д1 – 500 + 5°С). Наиболее стабильные результаты получаются при нагреве деталей в расплаве солей. Закалка деталей из дуралюмина проводится в воде.

Рис. 10.2. Микроструктура деформированного отоженного дуралюмина Д1, х150.
Зерна твердого раствора и кристаллы CuAl>2> по их границам


Рис. 10.3. Схема закалки и старения дуралюмина Д1
Иногда для уменьшения уровня внутренних напряжений и предотвращения трещинообразования при закалке воду в закалочной ванне нагревают до температуры 60...80°С.
В результате закалки в сплаве Д1 фиксируется пересыщенный твердый раствор меди в алюминии.
Твердость и прочность сплава увеличиваются незначительно, но одновременно с этим повышается пластичность. Объясняется это тем, что имеющаяся в сплаве после отжига -фаза концентрируется по границам зерен, что способствует охрупчиванию сплава и снижает пластичность. В закаленном же сплаве -фаза отсутствует, и поэтому пластичность пересыщенного -твердого раствора становится выше. Свойства дуралюминов на примере сплава Д16 в различном состоянии даны в табл. 10.1.
Таблица 10.1 Свойства дуралюмина Д16 после различных видов термообработки
|
Виды термообработки |
Предел прочности >в>, МПа |
Относительное удлинение , % /о |
|
Отжиг |
200 |
25 |
|
Закалка |
250 |
30 |
|
Закалка + естественное старение |
470... 500 |
10 |
|
Закалка + искусственное старение |
420... 450 |
8 |
Нагрев дуралюминов под закалку до температур, близких к температуре плавления, приводит к образованию в сплаве большого количества вакансий. При закалке значительная часть этих вакансий фиксируется, что способствует диффузии меди в закаленном сплаве. Этим может быть объяснен феномен довольно высокой диффузионной подвижности атомов меди в закаленном сплаве даже при комнатной температуре.
В пересыщенном и неустойчивом твердом растворе, полученном при закалке, происходят изменения, приводящие к дальнейшему упрочнению сплава. Процессы эти называются старением.
Если старение протекает при комнатной температуре, то его называют естественным старением, если же при повышенных температурах искусственным старением. Старение может быть зонным и фазовым. Наиболее типичным явлением в закаленных сплавах является фазовое старение, когда при повышенных температурах (только искусственное старение!) из пересыщенного твердого раствора выделяются мелкодисперсные упрочняющие интерметаллидные фазы (например, фаза MgZn>2> в высокопрочных алюминиевых сплавах типа В95).
В дуралюминах имеет место зонное старение, и упрочнение не связано с распадом твердого раствора. Рентгеноструктурный и металлографический анализ показывает, что при старении, когда сплав достигает максимальной прочности, избыточные интерметаллидные фазы в сплаве отсутствуют.
Упрочнение связано с диффузией меди в закаленном сплаве и образованием внутри кристаллов зон повышенной концентрации меди, так называемых зон ГиньеПрестона (ЗГП). Зоны ГиньеПрестона представляют собой тонкие пластинчатые дискообразные области толщиной в несколько атомных слоев (5...10 Å) и протяженностью в несколько десятков атомных слоев (40...100 Å). Содержание меди в зонах ГП повышено, но оно не отвечает формуле СuА1>2>. Образование зон ГиньеПрестона создает большие напряжения в кристаллах и дробит блоки мозаики, что приводит к повышению твердости и прочности.
При естественном старении (20°С) прочность становится максимальной через четыре-пять суток после закалки, причем скорость упрочнения в первые часы значительно меньше, чем в последующие, но затем интенсивность упрочнения убывает. Начальный период, характеризуемый отсутствием или очень слабым повышением прочности, называется инкубационным. В это время (23 часа) сплав обладает большой способностью к пластической деформации и закаленные детали можно подвергать гибке, отбортовке, расклепке заклепок и т.д. Инкубационный период можно продлить, сохраняя закаленные детали при низких температурах. На рис. 10.4 показана микроструктура естественно состаренного дуралюмина Д1. На рисунке кроме -твердого раствора видны темные включения марганцовистой и железосодержащих фаз.

Рис. 10.4. Микроструктура закаленного и естественно состаренного дуралюмина Д1, х150
Естественно состаренное состояние сплава является неустойчивым. Если недолго выдержать подвергнутый естественному старению алюминиевый сплав при температуре 200...250С, то он разупрочнится и приобретет свойства, характерные для свежезакаленного состояния. Сплав вновь приобретает способность к естественному старению. Это явление (т.е. возвращение к свежезакаленному состоянию после кратковременного нагрева) называется обработкой на возврат, или возвратом.
Скорость старения сильно зависит от температуры. При искусственном старении сначала довольно быстро наблюдается упрочнение, а затем начинается разупрочнение сплава и в конечном итоге сплав стремится перейти в равновесное состояние ( -тведый раствор + -фаза). Кроме этого, максимальная твердость и прочность, как правило, бывают тем ниже, чем выше температура старения. Поэтому искусственное старение надо своевременно остановить, не допуская перестаривания. Актуальной является задача определения оптимальных параметров процесса искусственного старения.
Искусственное старение протекает в несколько стадий. Первая стадия такая же, как и при естественном старении. Образующиеся при этом первые маленькие зоны ГиньеПрестона принято называть ЗГП-1. Вторая стадия заключается в увеличении зон ГП (толщина их 10...40 Å, диаметр 200...300 Å). Эти зоны называют ЗГП-2. Содержание меди в зонах ГП-2 достигает стехиометрического соотношения, соответствующего химической формуле -фазы СuАl>2>. Принципиальной разницы между ЗГП-1 и ЗГП-2 нет. Образование ЗГП-2 сопровождается дальнейшим увеличением твердости и прочности сплава.
Дальнейшее повышение температуры или увеличение выдержки при повышенных температурах (например при 100°С) приводит к преобразованию ЗГП-2 в фазу, обозначаемую через . По составу эта фаза такая же, как и , но она еще не обособилась и ее кристаллическая решетка когерентно связана с кристаллической решеткой -твердого раствора. Это третья стадия процесса искусственного старения. На этой стадии еще возможно частичное упрочнение сплава, но может начаться и процесс разупрочнения.
Четвертая стадия наступает тогда, когда -фаза превращается в стабильную -фазу и начинается ее коагуляция. На этой стадии и далее наблюдается разупрочнение сплава. Структура его стремится к равновесной, твердость и прочность снижаются до соответствующих характеристик отожженного сплава.
Процесс искусственного старения дуралюминов обычно прекращается при достижении в сплаве максимальных характеристик твердости и прочности.
При фазовом старении, которое, как правило, является искусственным, перестаривание связано с укрупнением интерметаллидных вторичных фаз и их коагуляцией. Поэтому режимы старения для таких сплавов должны быть также оптимальными.
Задание и методические рекомендации
1. Начертить часть диаграммы AlCu, указать на ней сплав Д1 (Аl + 3,8... 4,8% Сu + 0,4... 0,8% Мg + 0,4...0,8% Мn). Выбрать для него температуру нагрева под закалку. Показать на диаграмме состояния интервал закалочных температур для других сплавов.
2. Провести закалку образцов из заданного сплава (Д1, Д16 или другого термически упрочняемого сплава). Замерить твердость ( НRВ ) образцов после закалки, оценить влияние закалки на свойства.
3. Экспериментально исследовать процесс естественного старения, для чего через каждые 15 мин измерять твердость закаленного образца (во время занятий), а затем провести измерение твердости через 3, 7 (желательно) и через 14 суток (на следующем занятии).
4. Экспериментально исследовать процесс искусственного старения в течение различного времени при постоянной температуре (120 или 150°С). Для этого закаленные образцы с примерно одинаковой твердостью в количестве 4 шт. поместить в печь с заданной температурой, затем извлекать по одному образцу через 5, 15, 30, 45 мин и измерять твердость. Данные занести в таблицу, построить график зависимости твердости от времени старения. Определить оптимальное время старения при заданной температуре.
5. Экспериментально исследовать процесс искусственного старения в течение постоянного времени (30 мин) при различных температурах. Для этого закаленные образцы поместить в печи с разной температурой (по одному образцу в каждую печь). Значения температуры старения занести в таблицу. Через 30 мин образцы извлечь из печей, охладить (можно в воде) и замерить твердость. Данные занести в таблицу. Построить график зависимости твердости от температуры старения (при постоянном времени старения). Определить оптимальную температуру старения.
6. Выявить, с помощью оптического микроскопа изучить и зарисовать в таблицу по предлагаемой форме структуру типичных алюминиевых сплавов в различном состоянии (не менее 56 микрошлифов), указать на зарисовках фазовый состав сплавов, а в последней графе таблицы отразить (используя учебники, справочники, плакаты и другие источники) свойства и применение этих сплавов в соответствующем состоянии.
Контрольные вопросы
1. Как классифицируются алюминиевые сплавы? На чем основана возможность термического упрочнения ряда сплавов?
2. Какова структура термически упрочняемых сплавов в равновесном состоянии? Как изменяется структура и свойства сплавов в процессе нагрева, закалки, естественного и искусственного старения?
3. Охарактеризуйте особенности зонного и фазового старения.
4. Что происходит в закаленных дуралюминах при естественном старении, как изменяются при этом свойства сплавов? Что представляет собой обработка на возврат?
5. Охарактеризуйте стадии искусственного старения дуралюмина. Почему на определенной стадии искусственного старения наблюдается перестаривание?
Библиографический список
1. Конструкционное материаловедение/ Борисевич В.К., Виноградский А.Ф., Карпов Я.С., Самойлов В.Я., Семишов Н.И.: В 2 кн. Х.: Нац. аэрокосм. ун-т им. Н.Е. Жуковского «ХАИ», 2001. Кн. 1. Металлы и сплавы. 456 с.
2. Лахтин Ю.М., Леонтьева В.П. Материаловедение. М.: Машиностроение, 1990. 528 с.
3. Гуляев А.П. Металловедение. М.: Металлургия, 1977. 647 с.
4. Борисевич В.К., Виноградский А.Ф., Семишов Н.И. Конструкционное материаловедение. Х.: Харьк. авиац. ин-т, 1998. 404 с.
5.Лахтин Ю.М. Металловедение и термическая обработка металлов. М.: Металлургия, 1977. 407 с.
6. Мозберг Р.К. Материаловедение. Таллин: Валгус, 1976. 554 с.
7. Глазунов С.Г., Моисеев В.Н. Конструкционные титановые сплавы. М.: Металлургия, 1984. 367 с.
8. Сазоненко Н.Д., Горбань В.П., Каныгин С.Л. Свойства и применение нержавеющих, жаростойких и жаропрочных сталей и сплавов в авиадвигателестроении: Учеб. пособие. Х.: Харьк. авиац. ин-т, 1994. 30 с.
9. Свойства и применение сплавов алюминия, магния, бериллия в авиастроении: Учеб. пособие/ Горбань В.П., Рева Л.С., Сазоненко Н.Д., Кириченко Л.Р., Каныгин С.Л. Х. :Харьк. авиац. ин-т, 1994. 62 с.