Термитная сварка
1 ТЕРМИТНАЯ СВАРКА
1.1 ПРИНЦИП СВАРКИ
Термитами называются порошкообразные горючие смеси металлов с окислами металлов, способные сгорать с выделением значительного количества тепла и развивать при этом весьма высокую температуру. Термиты изобретены в конце позапрошлого столетия. Они применяются для производства некоторых металлов и сплавов.
Важной областью применения термитов является сварка металлов. Горючими металлами в термитных смесях могут служить металлы с большой теплотой образования окислов, например алюминий, магний, кремний (в особенности аморфный). Источником кислорода в термитных смесях являются окислы металлов со сравнительно небольшой теплотой образования, например, окислы железа, марганца, никеля, меди и т. п. В качестве источника кислорода в сварочных термитах обычно применяется железная окалина, примерно отвечающая по составу магнитной окиси-закиси железа Fe>3>0>4>, содержащей 27,6% кислорода и 72,4% железа.
Наиболее важным для сварки является алюминиевый термит, который состоит из металлического алюминия в форме грубозернистого порошка или крупы, обычно с величиной зерна около 1 мм, и из железной окалины примерно с той же величиной зерна. По внешнему виду алюминиевый термит представляет собой сыпучую грубозернистую смесь из белых зерен (алюминий) и черных зерен (железная окалина). Для зажигания термита его необходимо нагреть хотя бы в одной точке до температуры порядка 1000° С. Начавшееся горение протекает весьма бурно, быстро распространяется на весь объем термитной смеси и проходит по реакции:
3Fe>2>О>4> + 8Al = 4Al>2>О>3>+9Fe (1)
Термит сгорает полностью за 20—30 сек. Время горения зависит от грануляции, т. е. размеров зерен смеси: чем мельче зерно, тем быстрее заканчивается процесс горения. Экзотермическая реакция сгорания 1 кг алюминиевой термитной смеси развивает около 750 ккал.
Из приведенной выше реакции сгорания термита легко рассчитать, что на 1 кг термитной смеси необходимо 237 г алюминия и 763 г железной окалины. Этот расчет относится к химически чистым компонентам. В действительности термитную смесь изготовляют из возможно более дешевых материалов: из технического алюминия низших марок или алюминиевого лома с содержанием алюминия 88—98%. Железную окалину берут обычно из цехов горячей прокатки стали, в которых она является отбросом производства. Такая окалина может содержать различное количество кислорода. Поэтому действительный состав термитных смесей может меняться в довольно широких пределах в зависимости от химического состава применяемых материалов, который следует проверять химическим анализом. Наиболее распространенный состав термитной смеси для материалов среднего качества: 23% алюминия и 77% железной окалины.
Несмотря на то, что алюминиевый термит выделяет сравнительно небольшое количество тепла, в среднем 750 ккал на 1 кг смеси (1 кг хорошего каменного угля дает 7000 ккал), термитная смесь развивает при сгорании весьма высокую температуру. Это объясняется тем, что сгорание термита идет исключительно за счет вещества самой смеси и 1 кг термита при сгорании дает столько же, т. е. 1 кг продуктов сгорания. Уголь же сгорает за счет кислорода воздуха, и при сжигании 1 кг угля в воздухе получается около 14 кг продуктов сгорания. По теоретическому расчету реакции сгорания термита с учетом теплоемкости продуктов сгорания обеспечивается температура ~ 3000°С; такую же температуру показывают и непосредственные измерения. Поэтому продукты сгорания термита — железо (температура плавления около 1500°С) и окись алюминия А1>2>O>3> (температура плавления 2050°С) получаются в расплавленном, жидком и сильно перегретом виде.
Если сжечь термит в огнеупорном тигле, то по окончании реакции горения продукты реакции — жидкая сталь и шлак, состоящий главным образом из окиси алюминия, быстро разделятся на два слоя: металл — шлак в соответствии с удельным весом продуктов реакции; из 1 кг термитной смеси образуется 550 г расплавленной стали и 450 г шлака — расплавленной окиси алюминия. В сварочные термитные смеси, помимо алюминия и железной окалины, обычно вносят различные добавки с целью улучшить состав и повысить прочность термитного металла, увеличить общий выход металла при сжигании смеси, несколько понизить температуру термитной реакции.
Для раскисления термитного металла, улучшения его химического состава и повышения механической прочности в термитные смеси обычно вводят ферросплавы, главным образом ферросилиций и ферромарганец. Меняя количество этих присадок, можно изменять в широких пределах химический состав и механические свойства термитного металла, например предел прочности можно изменять от 40 до 75 кг/мм2. Для увеличения выхода термитного металла и некоторого снижения температуры термитной реакции в термитную смесь для сварки обычно добавляют технически чистое железо в мелких кусочках в количестве 10—15% веса термитной смеси. Для этой цели чаще всего применяют обсечку — отход при производстве проволочных гвоздей. Окончательный состав термитной сварочной смеси определяют расчетом в зависимости от характера работы и состава металла, подлежащего сварке.
1.2 ГРАНИЦИ И ОБЛАСТИ ПРИМЕНЕНИЯ
Рассмотрим применение и области использования термитной сварки на примере сварки рельсового стыка — самом обычном применении термитной сварки. При сварке давлением жидкие продукты выливают через край тигля (рисунок 1, а); при этом место сварки сначала заливается жидким шлаком, смачивающим металл и дающим на его поверхности тонкую пленку, препятствующую прилипанию термитного металла к основному. Жидкий металл поступает в форму вслед за шлаком, но не сваривается с основным металлом и может быть удален по окончании сварки. Жидкий металл используется лишь как носитель тепла для разогрева места сварки. После того как жидкая смесь выпущена в форму и стык достаточно разогрет, приступают к осадке. Для этой цели применяют стяжные прессы, приводимые вручную рычажными ключами. При повороте ключей приходят в действие винтовые стяжки, создающие давление и производящие осадку разогретых деталей. Стяжной пресс (рисунок 2) надевают на место сварки до выпуска расплавленной смеси.
Поверхность сварного стыка должна быть защищена от попадания термитного шлака, для чего соединяемые поверхности тщательно пригоняют, отшлифовывают и перед сваркой стягивают со значительным давлением посредством стяжного пресса. Так как рельсовая сталь обладает ограниченной свариваемостью в пластическом состоянии, то в стык перед сваркой закладывают пластинку по профилю рельса из мягкой низкоуглеродистой стали с тщательно зачищенными и отшлифованными поверхностями. При разогреве стыка термитом усиливают давление, поворачивая стяжные гайки пресса, и производят осадку.
Способ термитной сварки давлением в том виде, как он описан выше, в настоящее время почти не применяется, так как этот способ сложен, кропотлив, требует очень тщательной пригонки свариваемых поверхностей и дает значительный разброс результатов в отношении прочности стыка. Также трудоемка операция осадки и установки стяжного процесса.
Значительно дешевле и удобнее сварка плавлением, так называемый способ промежуточного литья (рисунок 1, б). В этом случае рельсы заформовывают со значительным зазором (10—12 мм) в стыке, поэтому особенно тщательной пригонки и шлифования соединяемых поверхностей не требуется. Расплавленную смесь выпускают через дно тигля. Поступающий в форму перегретый расплавленный металл оплавляет основной металл у сварного стыка и сплавляется с ним в одно целое. Термитный шлак, поступающий в форму вслед за металлом, служит лишь для дополнительного подогрева сварного стыка и замедления его охлаждения по окончании сварки. Осадочного давления и применения стяжного пресса не требуется, рельсы остаются неподвижными в процессе сварки. Поэтому возможно, например, сваривать рельсы, уложенные в пути, без расшивки, что позволяет сваривать плети неограниченной длины, вваривать куски рельсов в местах вырезки поврежденных стыков и т. п.
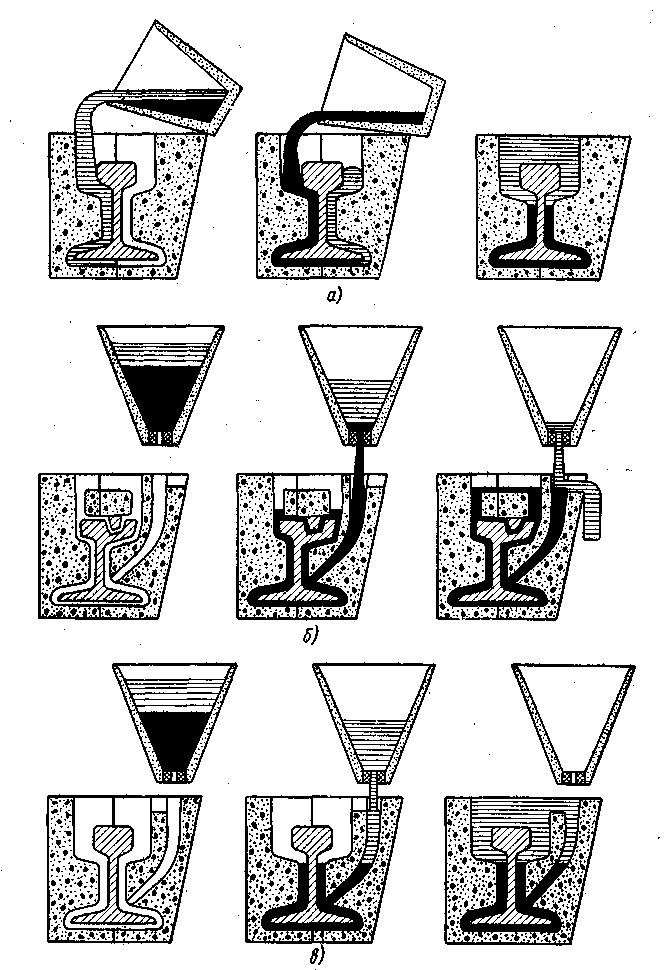
а — давлением; б — плавлением (промежуточное литье); в — комбинированный
способ
Рисунок 1. - Схемы термитной сварки рельсового стыка
Недостатки способа промежуточного литья: 1) несколько увеличенный расход термита; 2) образование литой структуры металла в сварном стыке, не уплотняемого осадочным давлением и поэтому склонного к образованию пор и раковин; 3) все сечение стыка для надлежащего разогрева получает значительный облив, удаление которого вызывает известные затруднения. Приходится обрубать и шлифовать поверхность катания и боковые грани головки рельса.
При комбинированном способе металл выпускают через дно тигля, заливку жидким металлом ведут лишь до нижней грани головки рельса (рисунок 1, в), а отшлифованные торцы головок собирают со вкладной пластинкой низкоуглеродистой стали. При выпуске жидкой смеси головку заливают шлаком и сваривают давлением при последующей осадке стяжным прессом, в то время как шейка и подошва рельса оказываются сваренными плавлением по способу промежуточного литья. Комбинированный способ является наилучшим и в настоящее время находит преобладающее применение. Результаты термитной сварки рельсовых стыков достаточно удовлетворительны. Сварку легко вести в полевых условиях. Несмотря на это, термитная сварка рельсовых стыков на железных дорогах применяется в ограниченных размерах и в настоящее время почти вытеснена контактной сваркой. Причиной служит довольно высокая стоимость термитной смеси, дефицитность металлического алюминия, низкая производительность термитной сварки. Этот вид сварки сохранил свое значение для рельсовых стыков трамвайных путей, так как в условиях города другие методы сварки рельсовых стыков трудноприменимы.
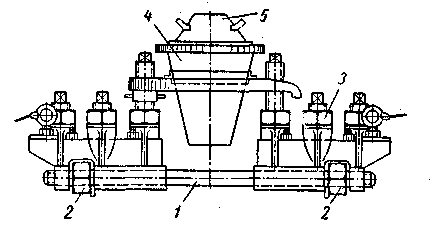
1 — стяжная штанга; 2 — стяжная гайка; 3 — зажимная гайка; 4 — термитный тигель; 5 — крышка тигля
Рисунок 2. - Стяжной пресс для рельсового стыка
Термитную сварку можно использовать для ремонта крупных стальных и чугунных деталей. При сварке чугуна применяют специальный термит со значительным содержанием ферросилиция. Посредством термитной сварки можно приливать отломанные части стальных деталей, например зубья крупных шестерен, наплавлять поверхности и т. п. Термитная сварка позволяет изготовлять стальные отливки, на месте в любых, даже полевых условиях, что в ряде случаев может представлять практический интерес.
1.3 Выбор основных и присадочных материалов
Для группы материалов (сталей с С>э >< 1,2%, стального литья, серого чугуна и алюминия) химический состав присадочных материалов определяют в зависимости от химического состава основного материала.
Присадочный материал состоит из порошкообразного окисла металла и порошкообразного алюминия и расплавляется в тигле. Термитную смесь легируют присадкой ферросплавов, карбидов, окислов и чистых элементов) Их 20%-ная добавка к шихте снижает температуру разливаемого металла и повышает выход присадочного материала до 50%; остальные 50% — шлак.
Присадочные материалы выбирают в зависимости от технологического варианта сварки и от характера износа поверхности при наплавке.
Изготовитель: Efektrocnemisches Werk, Алимендорф, ГДР.
Количество присадочного материала, кг:
m>AT> = 12.8 V>ges > (2)
где V>ges> — объем заполняемого пространства, дм3.
1.4 техника сварки
Рассмотрим кратко технику термитной сварки. Термитную смесь сжигают в специальных огнеупорных тиглях (рисунок ). Размер тигля принимают в соответствии с величиной сжигаемой порции термита.
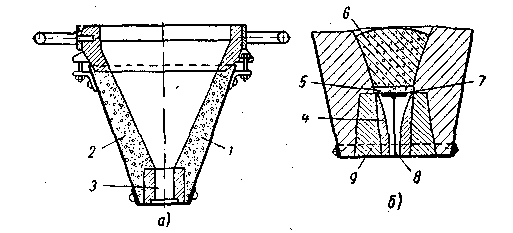
а — тигель; б — область днища тигля; 1 — корпус; 2 — футеровка; 3 — стакан; 4 — штепсель-втулка для выпуска расплава; 5 — магнезитовый песок; 6 — термит; 7 — асбестовый кружок; 8 — запорный гвоздь; 9 — стакан
Рисунок 3 - Тигель для сжигания термита
Тигель имеет корпус 1 из листового железа с внутренней огнеупорной магнезитовой футеровкой 2. При сжигании первой порции термита футеровка несколько оплавляется и зашлаковывается окисью алюминия термитной смеси.
В зависимости от размеров изделия, подлежащего сварке, вес термитной порции может меняться от нескольких сотен граммов до нескольких сотен килограммов. Для сварки нормального рельсового стыка профиля 1-А требуется 7—8 кг термита. Для сварки используются горячие расплавленные продукты сгорания термитной смеси. Иногда расплавленную смесь выливают на место сварки через край тигля, наклоняя его, но такой прием применяется редко. Обычно продукты сгорания выпускают через дно тигля. Для возможности выпускания через дно при набивке футеровки тигля в его донную часть вставляют стакан 3 из высококачественного обожженного огнеупорного материала, обычно магнезита. Внутрь стакана вставляют сменный магнезитовый Штепсель-втулку. Отверстие штепселя перед засыпкой термитной смеси закрывают специальным запорным гвоздем со стержнем диаметром 5—6 мм длиной около 120 мм, с плоской шляпкой диаметром около 17 мм. Поверх шляпки гвоздя кладут асбестовый кружок и сверху засыпают небольшим количеством огнеупорного магнезитового песка, который слегка утрамбовывают. После этого в тигель насыпают и тщательно перемешивают термитную смесь. Такое перемешивание необходимо ввиду возможной сепарации частиц термита при хранении.
Термит хранится на складе обычно отдельными порциями, необходимыми для данной работы, например для сварки рельсового стыка, причем каждая порция упакована в отдельный пакет или мешок.
Зажигание засыпанной в тигель термитной смеси может производиться сварочной дугой или специальным запалом. От обычных источников тепла, например от пламени зажженной спички, термит не загорается, что делает его сравнительно безопасным в обращении и хранении. Запальные смеси загораются от пламени спички, развивают высокую температуру и зажигают термит. В состав запальной смеси для термита обычно входит бертолетова соль и тонкий порошок (пудра) алюминия.
После того как термитная смесь загорелась, тигель накрывают крышкой с отверстием для выхода газов. По окончании реакции горения, через 20—30 сек после зажигания, расплавленные продукты готовы к выпуску. Для выпуска расплавленных продуктов выбивают запорный гвоздь ударом по нижнему концу ударником — железной полоской или трубкой с расплющенным концом. Горячая смесь выливается на место сварки. При выпуске через дно тигля сначала выливается металл, затем шлак; при выпуске через край тигля сначала льется шлак, затем металл.
Место сварки должно быть предварительно заформовано таким образом, чтобы осталась полость для термитного металла и шлака. Заформовка производится огнеупорными материалами в коробке из листового железа. При заформовке необходимо оставить каналы и отверстия в стенках железной формы для облегчения удаления газов.
Расплавленные продукты подводят по специальному литниковому каналу в заформовке в нижнюю часть формы, откуда они постепенно поднимаются кверху и заполняют весь объем формы. После окончания заформовки форму сушат и прокаливают, а также подогревают места сварки до красного каления (700—800° С). Прокалку и подогрев чаще всего проводят подогревательными горелками-форсунками, работающими на керосине или нефти. Просушиваются и прокаливаются не только заформовка, но и тигель вместе с крышкой перед засыпкой первой порции термитной смеси. Просушке и прокалке при термитной сварке уделяется большое внимание, так как остатки влаги в заформовке или футеровке тигля могут вызывать разбрызгивание жидкого металла и шлака.
Термитная сварка по способу выполнения имеет несколько разновидностей: 1) сварка давлением, или пластическая, без заметного расплавления основного металла; 2) сварка плавлением (способ промежуточного литья), при которой основной металл расплавляется по всему сечению и сплавляется с жидким присадочным металлом, осадочного давления не требуется; 3) комбинированный способ, при котором основной металл расплавляется по всему сечению или частично и используется осадочное давление.
1.5 ОБОРУДОВАНИЕ
1.51. Основные элементы устройств для термитной сварки
Тигель с донным сливом (материал: магнезит, защитная футеровка, хромовая руда,кварцевый песок).
Размер тигля зависит от поставленной задачи (следует учитывать возможность прорыва тигля при большом объеме наплавляемого материала).
Формы для сварки: одноразового пользования (материал: кварцевый песок, шамот); многоразового пользования (графит, серый чугун, медь для серийной сварки).
Модель (набивная для каждого профиля).Опока.
Поддерживающее и зажимное устройства применяют при использовании неразъемных и составных форм для сварки.
Специальные устройства: приемник для тигля, домик для выпуска металла, кислородный резак, полозковый термометр, горелка для предварительного подогрева (пропан).
Инструменты: кузнечное зубило, плоская обжимка, шлифовальный круг, проволочная щетка.
Специальный запальник с ручным или электрическим управлением.
1.5.2 Оборудование
Сварочный аппарат имеет различную конфигурацию в зависимости от выполняемой задачи состоит из нескольких основных элементов (см. выше). Изготовитель: Etektrochsmisches Werk, Алимендорф, ГДР.