Технологические методы лезвийной обработки резанием
СОДЕРЖАНИЕ
Введение
Глава 1. Технологический процесс обработки резанием
1.1. Сущность и схемы способов обработки
1.2. Параметры технологического процесса резания
Глава 2. Технологические методы лезвийной обработки
2.1. Поступательная обработка
2.2. Осевая обработка
2.3. Фрезерование
Заключение
Список литературы
Введение
Обработка резанием является универсальным методом размерной обработки. Метод позволяет обрабатывать поверхности деталей различной формы и размеров с высокой точностью из наиболее используемых конструкционных материалов. Он обладает малой энергоемкостью и высокой производительностью. Вследствие этого обработка резанием является основным, наиболее используемым в промышленности процессом размерной обработки деталей1.
Согласно действующему в нашей стране стандарту (ГОСТ 25761—83) все виды механической обработки металлов и материалов резанием подразделяются на лезвийную и абразивную обработку. К лезвийной обработке относятся все виды обработки резанием, которые осуществляются лезвийным инструментом. Абразивная обработка производится абразивными инструментами2.
По назначению можно выделить следующие основные виды обработки:
- отрезание - обработка резанием заключающаяся в отделении заготовки в качестве части от целого вдоль одной ее стороны;
- вырезание - обработка резанием, заключающаяся в отделении заготовки в качестве части целого вдоль двух или нескольких ее сторон;
- разрезание - обработка резанием, заключающаяся в разделении заготовки на части;
- снятие фаски - обработка резанием, заключающаяся в образовании фаски;
- резьбонарезание - обработка резанием, заключающаяся в образовании резьбы;
- зубонарезание - обработка резанием, заключающаяся в образовании зубьев;
- зубозакругление - обработка резанием концов зубьев вблизи торца зубчатого колеса, заключающаяся в придании им формы, облегчающей ввод колеса в зубчатое зацепление;
- затылование - обработка резанием, заключающаяся в образовании задних поверхностей затылованных зубьев.
К обработке резанием также относится слесарная обработка: опиливание, резка, рубка, шабрение.
Вид лезвийной обработки определяется видом и направлением главного движения резания, сообщением его инструменту или заготовке, видом и направлением движения подачи, формой получаемой поверхности, видом и типом режущего инструмента. С учетом перечисленных признаков существующие виды обработки резанием условно можно подразделить на поступательные, токарные, осевые, фрезерные и т.д. Условность такого подразделения обусловлена многообразием и сложностью видов обработки резанием, затрудняющих их включение в ту или иную группу. В настоящее время применяются виды обработки, представляющие собой комбинации признаков из вышеперечисленных групп, например, фрезеточение, резьбофрезерование, резьбопротягивание и т.п.
Целью данной курсовой работы является освещение вопросов методологии и практики технологических методов лезвийной обработки резанием.
В соответствии с поставленной целью в работе предполагается решить следующие задачи:
- рассмотреть параметры технологического процесса обработки резанием;
- изучить сущность и схемы обработки резанием;
- охарактеризовать технологические методы лезвийной обработки лезвием.
Цель и задачи работы обусловили выбор ее структуры. Работа состоит из введения, двух глав, заключения, списка использованной при написании работы литературы.
Глава 1. Технологический процесс обработки резанием
1.1. Сущность и схемы способов обработки
Обработка резанием — это процесс получения детали требуемой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей за счет механического срезания с поверхностей заготовки режущим инструментом материала технологического припуска в виде стружки (рис. 1.1).
Основным режущим элементом любого инструмента является режущий клин (рис. 1.1, а). Его твердость и прочность должны существенно превосходить твердость и прочность обрабатываемого материала, обеспечивая его режущие свойства. К инструменту прикладывается усилие резания, равное силе сопротивления материала резанию, и сообщается перемещение относительно заготовки со скоростью ν. Под действием приложенного усилия режущий клин врезается в заготовку и, разрушая обрабатываемый материал, срезает с поверхности заготовки стружку. Стружка образуется в результате интенсивной упругопластической деформации сжатия материала, приводящей к его разрушению у режущей кромки, и сдвигу в зоне действия максимальных касательных напряжений под углом φ. Величина φ зависит от параметров резания и свойств обрабатываемого материала. Она составляет ~30° к направлению движения резца3.
Внешний вид стружки характеризует процессы деформирования и разрушения материала, происходящие при резании. Различают четыре возможных типа образующихся стружек: сливная, суставчатая, элементная и стружка надлома (рис. 1.1, б).
В процессе резания режущий клин, испытывая интенсивное трение, контактирует с материалом стружки и обработанной поверхностью в контактных зонах. Для снижения сил трения и нагрева инструмента применяют принудительное охлаждение зоны резания смазочно-охлаждающими средами (СОС), подавая их в зону резания специальными устройствами.

Рис. 1.1. Условная схема процесса резания:
а – 1 – обрабатываемый материал; 2 – стружка; 3 – подача смазочно-охлаждающих средств; 4 – режущий клин; 5 – режущая кромка; φ – угол сдвига, характеризующий положение условной плоскости сдвига (П) относительно плоскости резания; γ – главный передний угол режущего клина; Р>z> – сила резания; Р>y> – сила нормального давления инструмента на материал; С>γ>>u>, С>γ>>l> – длины пластичного и упругого контактов; С>γ>, С>a> – длина зон контактного взаимодействия по передней и задней поверхностям инструмента; LOM – область главного упругопластичного деформирования при стружкообразовании; FKPT – область вторичной контактной упруго–пластичнеской деформации металла; h – глубина резания; Н – толщина зоны пластического деформирования (наклепа) металла.
Детали и инструменты закрепляются в специальных органах станка или приспособлениях. Станок, приспособление, инструмент и деталь образуют силовую систему (СПИД), передающую усилие и движение резания от привода станка режущему инструменту и детали.
Реальные схемы различных способов обработки резанием, используемый инструмент, а также виды движения инструмента и заготовки в процессе обработки приведены на рис. 1.2. В зависимости от используемого типа инструмента способы механической обработки подразделяются на лезвийную и абразивную.
Отличительной особенностью лезвийной обработки является наличие у обрабатываемого инструмента острой режущей кромки определенной геометрической формы, а для абразивной обработки – наличие различным образом ориентированных режущих зерен абразивного инструмента, каждое из которых представляет собой микроклин.
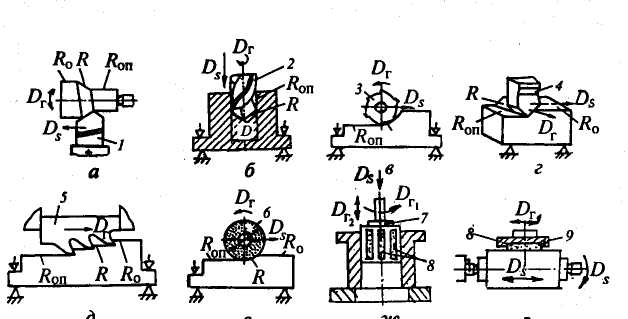
Рис. 1.2. Схемы способов обработки резанием:
а – точение; б – сверление; в – фрезерование; г – строгание; д – протягивание; е – шлифование; ж – хонингование; з – суперфиниширование; D>r> – главное движение резания; D>s> – движение подачи; R>o> – обрабатываемая поверхность; R – поверхность резания; R>оп> – обработанная поверхность; 1 – токарный резец; 2 – сверло; 3 – фреза; 4 – строгальный резец; 5 – протяжка; 6 – абразивный круг; 7 – хон; 8 – бруски; 9 – головка.
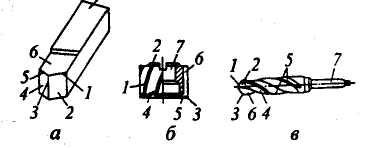
Рис. 1.3. Конструкция и элементы лезвийных режущих инструментов:
а – токарного резца; б – фрезы; в – сверла; 1 – главная режущая кромка; 2 – главная задняя поверхность; 3 – вершина лезвия; 4 – вспомогательная задняя поверхность лезвия; 5 – вспомогательная режущая кромка; 6 – передняя поверхность; 7 – крепежная часть инструмента.
Рассмотрим конструкцию лезвийных инструментов, используемых при резании (рис. 1.3). Инструмент состоит из рабочей части, включающей режущие лезвия, образующие их поверхности, режущие кромки и крепежной части, предназначенной для установки и закрепления в рабочих органах станка.
Основными способами лезвийной обработки являются точение, сверление, фрезерование, строгание и протягивание. К абразивной обработке относятся процессы шлифования, хонингования и суперфиниша. В основу классификации способов механической обработки заложен вид используемого инструмента и кинематика движений. Так, в качестве инструмента при точении используются токарные резцы, при сверлении – сверла, при фрезеровании – фрезы, при строгании – строгальные резцы, при протягивании – протяжки, при шлифовании – шлифовальные круги, при хонинговании – хоны, а при суперфинише – абразивные бруски. Любой способ обработки включает два движения (рис. 1.2.): главное – движене резания D>r> – и вспомогательное – движение подачи D>s>. Главное движение обеспечивает съем металла, а вспомогательное – подачу в зону обработки следующего необработанного участка заготовки. Эти движения осуществляются за счет перемещения заготовки или инструмента. Поэтому при оценках движение инструмента во всех процессах резания удобно рассматривать при неподвижной заготовке как суммарное (рис. 1.4).

Рис. 1.4. Схемы определения максимальной скорости режущей кромки инструмента υ>е>, формы поверхности резания R и глубины резания h при обработке: а – точением; б – сверлением; в – фрезерованием; г – строганием; д– протягиванием; е – хонингованием; ж – суперфинишированием.
Тогда полная скорость перемещения (v>e>) произвольной точки Мрежущей кромки складывается из скорости главного движения (v) и скорости подачи (v>s>):
v>e> = v + v>s> (1)
Поверхность резания R представляет собой поверхность, которую описывает режущая кромка или зерно при осуществлении суммарного движения, включающего главное движение и движение подачи. При точении, сверлении, фрезеровании, шлифовании поверхности резания — пространственные линейчатые, при строгании и протягивании — плоские, совпадающие с поверхностями главного движения; при хонинговании и суперфинишировании они совпадают с поверхностями главного движения.
Поверхности R>o> и R>o>>п> называются, соответственно, обрабатываемой поверхностью заготовки и обработанной поверхностью детали (см. рис. 1.2).
В процессах точения, сверления, фрезерования и шлифования главное движение и движение подачи выполняются одновременно, а в процессах строгания, хонингования движение подачи выполняется после главного движения.
1.2. Параметры технологического процесса резания
К основным параметрам режима резания относятся скорость главного движения резания, скорость подачи и глубина резания4.
Скорость главного движения резания (или скорость резания) определяется максимальной линейной скоростью главного движения режущей кромки инструмента. Эта скорость выражается в м/с.
Если главное движение резания вращательное, как при точении, сверлении, фрезеровании и шлифовании, то скорость резания будет определяться линейной скоростью главного движения наиболее удаленной от оси вращения точки режущей кромки — максимальной линейной скоростью главного движения (см. рис. 1.4):
v = ωD/2 (2)
где D - максимальный диаметр обрабатываемой поверхности заготовки, определяющий положение наиболее удаленной от оси вращения точки режущей кромки, м; ω - угловая скорость, рад/с.
Выразив угловую скорость ω через частоту вращения шпинделя станка, получим:
v = πnD (3)
При строгании и протягивании скорость резания v определяется скоростью перемещения строгального резца и протяжки в процессе резания относительно заготовки.
При хонинговании и суперфинишировании скорость резания определяется с учетом осевого перемещения (см. рис. 1.4, е, ж) инструмента.
Скорость резания оказывает наибольшее влияние на производительность процесса, стойкость инструмента и качество обработанной поверхности.
Подача инструмента определяется ее скоростью v>s>. В технологических расчетах параметров режима при точении, сверлении, фрезеровании и шлифовании используется понятие подачи на один оборот заготовки S>o> и выражается в мм/об. Подача на оборот численно соответствует перемещению инструмента за время одного оборота:
S>o> = v>s>> >/ n (4)
При строгании подача определяется на ход резца. При шлифовании подача может указываться на ход или двойной ход инструмента. Подача на зуб при фрезеровании определяется числом зубьев Z инструмента и подачей на оборот:
S>z> = S>o>> >/ Z (5)
Глубина резания А определяется расстоянием по нормали от обработанной поверхности заготовки до обрабатываемой, мм. Глубину резания задают на каждый рабочий ход инструмента. При точении цилиндрической поверхности глубину резания определяют как полуразность диаметров до г: после обработки:
h = (D>ur> - d) / 2 (6)
где d - диаметр обработанной поверхности заготовки, мм. Величина подачи и глубина резания определяют производительность процесса и оказывают большое влияние на качество обрабатываемой поверхности.
К технологическим параметрам процесса относятся геометрия режущего инструмента, силы резания, производительность обработки и стойкость инструмента.
Геометрические параметры режущего инструмента определяются углами, образуемыми пересечением поверхностей лезвия, а также положением поверхностей режущих лезвий относительно обрабатываемой поверхности и направлением главного движения. Указанные параметры идентичны для различных видов инструмента, что позволяет рассмотреть их на примере резца, используемого при точении.
Углы резца по передним и задним поверхностям измеряют в определенных координатных плоскостях. На рис. 1.5 а изображены координатные плоскости при точении, а на рис. 1.5, б углы резца в статике.
Главный передний угол γ — угол между передней поверхностью лезвия и плоскостью, перпендикулярной к плоскости резания; главный задний угол α – угол между задней поверхностью лезвия и плоскостью резания; угол заострения β – угол между передней и задней поверхностями. Из принципа построения углов следует, что
α + β + γ = π/2.
Угол наклона режущей кромки X — угол в плоскости резания между режущей кромкой и основной плоскостью.
Углы в плане: главный угол в плане φ – угол в основной плоскости между следом плоскости резания и направлением продольной подачи; вспомогательный угол в плане φ' – угол в основной плоскости между вспомогательной режущей кромкой и обработанной поверхностью.

Рис. 1.5. Геометрические параметры токарного резца:
а – координатные плоскости; б – углы резца в статике; 1 – плоскость резания Р>п>; 2 – рабочая плоскость Р>s>; 3 – главная несущая плоскость Р>t>; 4 – основная плоскость P>v>
Геометрические параметры режущего инструмента оказывают существенное влияние на усилие резания, качество поверхности и износ инструмента. Так, с увеличением угла у инструмент легче врезается в материал, снижаются силы резания, улучшается качество поверхности, но повышается износ инструмента. Наличие угла а снижает трение инструмента о поверхность резания, уменьшая его износ, но чрезмерное его увеличение ослабляет режущую кромку, способствуя ее разрушению при ударных нагрузках.
Силы резания Р представляют собой силы, действующие на режущий инструмент в процессе упругопластической деформации и разрушения срезаемой стружки.
Силы резания приводят к вершине лезвия или к точке режущей кромки и раскладывают по координатным осям прямоугольной системы координат xyz (рис. 1.6.). В этой системе координат ось z направлена по скорости главного движения и ее положительное направление соответствует направлению действия обрабатываемого материала на инструмент. Ось у направлена по радиусу окружности главного движения вершины. Ее положительное направление также соответствует направлению действия металла на инструмент. Направление оси х выбирается из условия образования правой системы координат. Значение усилия резания определяется несколькими факторами. Оно растет с увеличением глубины h резания и скорости подачи s (сечения срезаемой стружки), скорости резания ν, снижением переднего угла γ режущего инструмента. Поэтому расчет усилия резания производится по эмпирическим формулам, установленным для каждого способа обработки (см. справочники по обработке резанием). Например, для строгания эта формула имеет вид Р = С>p>hX>p>sY>p>Xn где коэффициенты С>р>, Х>р>, Y>p>, n характеризуют материал заготовки, резца и вид обработки.
Мощность процесса резания определяется скалярным произведением:
N = Pv>e> (7)
Выразив это произведение через проекции по координатным осям, получим:
N = P>z> v>z> + P>y>v>y> + P>x>v>x> (8)
где v>x>, v>y>, v>z> — проекции на оси координат скорости движения точки приложения равнодействующей сил резания. В практических расчетах используется приближенная зависимость N = P>z>v. Это упрощение обусловлено тем, что составляющие Р>у> и Р>х> полной силы резания малы по сравнению с Р>2>, а скорость подачи относительно скорости резания составляет всего 1 - 0,1%.
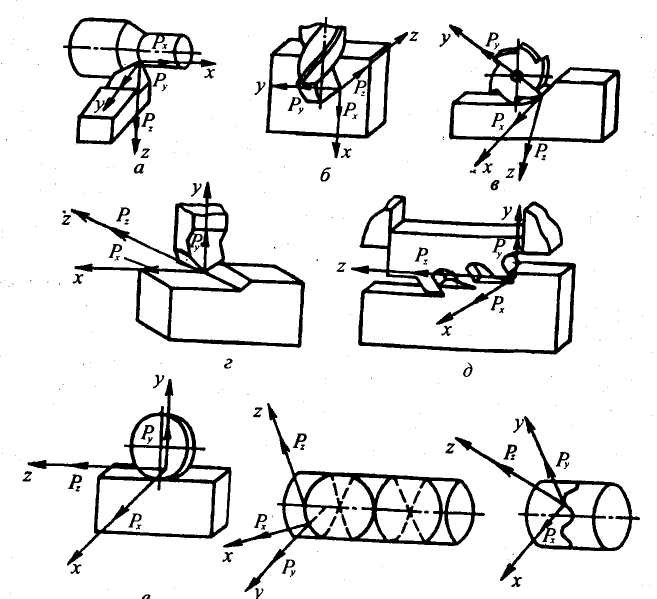
Рис. 1.6. Схема действия сил резания на режущую кромку инструмента в точке, имеющую максимальную скорость перемещения ν>е>, при обработке: а – точением; б – сверлением; в – фрезерованием; г – строганием; д– протягиванием; е – хонингованием; ж – суперфинишированием.
Производительность обработки при резании определяется числом деталей, изготовляемых в единицу времени: Q = \/Т>т> . Время изготовления одной детали равно Т>т> = Т>д> + Т>т> + Т>кп>, где Т>о> — машинное время обработки, затрачиваемое на процесс резания, определяется для каждого технологического способа; Т>т> — время подвода и отвода инструмента при обработке одной детали; Г>всп> — вспомогательное время установки и настройки инструмента.
Таким образом, производительность обработки резанием в первую очередь определяется машинным временем Т>о>. При токарной обработке, мин: Т>о> = La/(ns>o>h), где L - расчетная длина хода резца, мм; а — величина припуска на обработку, мм.
Отношение a/h характеризует требуемое число проходов инструмента при обработке с глубиной резания И. Поэтому наибольшая производительность будет при обработке с глубиной резания h = а, наибольшей подачей s>0> и максимальной скоростью резания. Однако при увеличении производительности снижается качество поверхности и повышается износ инструмента. Поэтому при обработке резанием решается задача по установлению максимально допустимой производительности при сохранении требуемого качества поверхности и стойкости инструмента5.
Глава 2. Технологические методы лезвийной обработки
2.1. Поступательная обработка
К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки.
Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением резания. Строгание и долбление обычно применяются при обработке несложных профильных поверхностей с прямолинейными образующими, а также для обработки вертикальных и горизонтальных плоскостей в единичном и массовом производствах. Для этого процесса характерно действие на инструмент ударных нагрузок, небольшие скорости резания (1…1,5 м/c) и низкая производительность обработки вследствие инерционности движущихся частей станков и наличия холостого хода стола или инструмента.
Протягивание - обработка многолезвийным инструментом с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи. Срезание припуска осущетсвляется за счет превышения (подъема) последующего зуба над предыдущим. Производительность этого процесса, несмотря на низкие скорости резания (до 0,2…0,3м/с), в 5…10 раз выше фрезерования и в 10…15 раз - зенкерования и развертывания. Применяется в массовом и серийном производствах при получении отверстий, обработке плоских и цилиндрических наружных поверхностей с точностью до 7…9 квалитетов и шероховатостью Rz=6,3…0,8 мкм. К особенностям протягивания относится прерывистый характер работы лезвий инструмента, ударные нагрузки на зуб, срезание припуска большим количеством зубьев.
Внутреннее протягивание - протягивание внутренней замкнутой поверхности и ее элемента. Наружное протягивание - протягивание наружной или незамкнутой внутренней поверхности.
2.2. Осевая обработка
Осевая обработка - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории и движением подачи только вдоль оси главного движения резания. Основные виды осевой обработки - это сверление, зенкерование и развертывание.
Зенкерование и развертывание - осевая обработка соответственно зенкером и разверткой. Зенкерование применяется для обработки предварительно просверленных, прошитых или отлитых отверстий с целью повышения их точности (11…9-й квалитеты) и снижения шероховатости до Ra=2 мкм. Развертывание предназначено для окончательной (чистовой) обработки предварительно просверленных или расточенных резцом или зенкером цилиндрических и конических отверстий с точностью до 7-го квалитета и шероховатостью до Ra=0,6 мкм. Процессы зенкерования и разверывания протекают в более благоприятных условиях, чем сверление, так как у зенкера и развертки нет поперечной режущей кромки; глубина резания сравнительно небольшая и скорость резания вдоль режущих кромок постоянна. Вместе с тем, наблюдаются большие силы трения на ленточках и неудовлетворительные условия размещения и отвода стружки.
Зенкование и цекование - осевая обработка соответственно зенковкой и цековкой.
Сверление - осевая обработка сверлом. Сверление применяется для получения отверстий в сплошном материале, а также для рассверливания на больший диаметр уже имеющихся отверстий и получения центровочных отверстий. Сверлением обеспечивается 11…12-й квалитеты точности и шероховатость обработанной поверхности Rz=80…20 мкм. Процесс резания при сверлении во многом аналогичен точению, но имеет ряд особенностей, обусловленных: 1) переменностью переднего угла, принимающего малые и даже отрицательные значения у поперечной кромки, что приводит к повышению деформации срезаемого слоя, силы и температуры резания; 2) изменением скорости резания по длине режущей кромки, сказывающимся на изменении деформации в смежных элементах; 3) ухудшением отвода стружки и затруднением проникновения СОЖ в зону резания; 4) отсутствием задних углов на вспомогательных режущих кромках, что повышает силы трения.
Сверлами обычно обрабатываются отверстия в сплошном материале, когда требуется получить отверстия невысокой точности. Более точные отверстия после сверления обрабатываются зенкерами и развертками. В этом случае точность отверстий обеспечивается лучшим центрированием инструмента (благодаря наличию большего числа режущих лезвий), повышенной жесткостью инструмента и более легкими условиями работы каждого лезвия.
Сопоставление условий работы инструментов при сверлении, зенкеровании и развертывании может быть представлено таблицей.
Сравнение условия работы осевых инструментов

При сверлении в сплошном материале глубина резания t равна половине диаметра сверла, а при рассверливании – половине разности диаметров до и после сверления.
 ;
;
 ;
;
Подачей при сверлении (зенкеровании и развертывании) является величина осевого перемещения инструмента за время одного его оборота. Поскольку резание одновременно ведется двумя режущими лезвиями, то каждое из них работает с подачей Sz, равной половине осевого перемещения сверла за время его одного оборота.
Скорость резания при сверлении равна окружной скорости периферийных точек режущих кромок сверла.
 ,
,

Рис 2.1. Элементы резания при сверлении и геометрические параметры сверла

Рис 2.2. Элементы резания: а) - при зенкеровании, б) – развертывании; в) – профиль режущей и г) – калибрующей частей зуба развертки.
В отличие от других процессов резания имеет свои особенности. Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. Скорость резания здесь также не постоянна и меняется от 0 в центре сверла до какого-то максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки. Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенно трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стесненных условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.
При зенкеровании и развертывании элементы режима резания определяются так же, как при рассверливании. Каждый зуб зенкера или развертки работает с подачей, равной доле осевой подачи. Поскольку зенкеры и развертки имеют главные углы в плане меньше, чем у сверла, толщина среза меньше, чем при сверлении.
 ,
,
 ;
;
При расчете режима резания глубина резания назначается в указанных выше пределах. Подача выбирается по справочным таблицам с уч¨том глубины сверления, характера последующей обработки, жесткости системы СПИД и свойств инструментального материала. Скорость резания рассчитывается при сверлении:
 ;
;
при зенкеровании, рассверливании и развертывании:
 ,
,

Крутящий момент рассчитывается как произведение силы резания Pz половины размера диаметра инструмента:
 ,
Н.м,
,
Н.м,
а эффективная мощность резания, определяется по формуле:
 ,
кВт.
,
кВт.
Основное технологическое время рассчитываются с учетом врезания и перебега:
 ,
,

Для сверления: L = l>o> + 0,3D;
для зенкерования:
 ;
l>2> = 1 – 4, мм.
;
l>2> = 1 – 4, мм.
для развертывания:
;
l>2> = 0,5l>k>;
где l>k> – длина калибрующей части развертки, l>o> – длина обрабатываемого отверстия, D – диаметр сверла.
2.3. Фрезерование
Фрезерование - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории, сообщаемым инструменту, и хотя бы одним движением подачи, направленным перпендикулярно оси главного движения резания.
Фрезерование применяется при обработке плоскостей, пазов с прямолинейным и винтовым направлением, шлицев, тел вращения, разрезки заготовок, образования резьбы, а также для получения фасонных поверхностей. Фрезерованием обеспечивается 11…9-ый квалитеты точности и шероховатость обработанной поверхности с Rz=40…3,2мкм. К особенностям процесса фрезерования относятся: 1) периодически повторяющееся чередование рабочего и холостого циклов движения зуба фрезы; 2) переменность толщины срезаемого слоя и рабочей длины лезвия. На практике используются: периферийное и торцевое фрезерование - фрезерование соответственно периферийным и торцевым лезвийным инструментом (см. рис.2.5, а ,б); круговое фрезерование - фрезерование поверхности вращения (см. рис.2.5, в); охватывающее фрезерование - фрезерование инструментом, зубья которого расположены на внутренней поверхности его корпуса. В зависимости от направления векторов скоростей главного движения и подачи различают попутное и встречное фрезерование. Если векторы скоростей главного движения резания и движения подачи в месте контакта инструмента и заготовкой направлены в одну сторону, то это попутное фрезерование, а если - в противоположные стороны, то встречное фрезерование. Встречное и попутное фрезерование различаются целым рядом физических и технологических особенностей. Например, попутное фрезерование более спокойный процесс в смысле вибраций, более благоприятно с точки зрения действующих на заготовку сил и уменьшения температуры резания, а также устранения явления наклепа.
Фрезерование является распространенным видом механической обработки. Фрезерованием в большинстве случаев обрабатываются плоские или фасонные линейчатые поверхности. Фрезерование ведется многолезвийными инструментами – фрезами. Фреза представляет собой тело вращения, у которого режущие зубья расположены на цилиндрической или на торцовой поверхности. В зависимости от этого фрезы соответственно называются цилиндрическими или торцовыми, а само выполняемые ими фрезерование – цилиндрическим или торцовым. Главное движение придается фрезе, движение подачи обычно придается обрабатываемой детали, но может придаваться и инструменту – фрезе. Чаще всего оно является поступательным, но может быть вращательным или сложным.
Процесс фрезерования отличается от других процессов резания тем, что каждый зуб фрезы за один ее оборот находится в работе относительно малый промежуток времени. Большую часть оборота зуб фрезы проходит, не производя резания. Это благоприятно сказывается на стойкости фрез. Другой отличительной особенностью процесса фрезерования является то, что каждый зуб фрезы срезает стружку переменной толщины.

Рис.2.3. Виды фрезерования: а) – против подачи, б) – по подаче, в) – торцовой фрезой, г) – концевой фрезой.
Фрезерование может производиться двумя способами: против подачи и по подаче (рис.2.3). Первое фрезерование называется встречным, а второе – попутным. Каждый из этих способов имеет свои преимущества и недостатки.
Встречное фрезерование является основным. Попутное фрезерование целесообразно вести лишь при обработке заготовок без корки и при обработке материалов, склонных к сильному обработочному упрочнению, так как при фрезеровании против подачи зуб фрезы, врезаясь в материал, довольно значительный путь проходит по сильно наклепанному слою. Износ фрез в этом случае протекает излишне интенсивно.
При работе торцовыми или концевыми фрезами различают симметричное и несимметричное резание. При симметричном резании ось фрезы совпадает с плоскостью симметрии обрабатываемой поверхности, а при несимметричном – не совпадает.
Основными элементами режима резания при фрезеровании являются глубина резания, подача, скорость резания и ширина фрезерования.
Глубиной резания t является толщина слоя металла, срезаемого за один проход. При цилиндрическом фрезеровании она соответствует длине дуги контакта фрезы с обрабатываемым изделием и измеряется в направлении, перпендикулярном оси вращения фрезы, при торцовом – в параллельном.
Под шириной фрезерования В следует понимать ширину обрабатываемой поверхности, измеренную в направлении, параллельном оси вращения цилиндрической или концевой фрезы, а при фрезеровании торцовой фрезой – в перпендикулярном.
Скоростью резания v является окружная скорость режущих лезвий фрезы
 ,
об/мин,
,
об/мин,
где: D – диаметр фрезы, мм; n – частота вращения фрезы, об/мин.
Подачей называется перемещение обрабатываемой заготовки относительно фрезы. При фрезеровании различают три вида подач:
подача на зуб (s>z>, мм/зуб) – величина перемещения заготовки за время поворота фрезы на один зуб;
подача на оборот фрезы (s>0>, мм/об) – величина перемещения заготовки за время одного оборота фрезы;
подача в минуту (или минутная подача, s>м>, мм/мин) – величина перемещения заготовки в минуту
Эти подачи связаны между собой зависимостью:

где: z – число зубьев фрезы, n – частота вращения, об/мин.
Плавность работы фрезы зависит от
глубины резания, диаметра фрезы и числа
зубьев. Она определяется величиной угла
контакта фрезы с обрабатываемой
заготовкой. Углом контакта
 называется
центральный угол, соответствующий длине
дуги соприкосновения фрезы с обрабатываемой
заготовкой–деталью (рис. 2.4).
называется
центральный угол, соответствующий длине
дуги соприкосновения фрезы с обрабатываемой
заготовкой–деталью (рис. 2.4).
 ;
;
 ;
;
 ;
;
 .
.

Рис.2.4. Схема расчета: а) – угла контакта
фрезы
и
б) – максимальной толщины стружки a>max>.
Для обеспечения плавности работы фрезы число одновременно работающих зубьев должно быть не менее двух.
 ;
;

 .
.
Толщина среза при фрезеровании переменная, ее величина зависит от подачи на зуб и угла контакта фрезы:
 .
.
При расчете режима резания глубина резания t назначается максимально возможной по условиям жесткости технологической системы, ширина фрезерования В определяется размерами обрабатываемой поверхности. Подача на зуб s>z> выбирается по таблицам справочников в зависимости от вида и размеров применяемого инструмента, мощности станка и свойств обрабатываемого материала.
Скорость резания v рассчитывается с учетом величины выбранных элементов режима резания по формуле:
 ,
м/мин,
,
м/мин,
где: С>v> – константа, зависящая от свойств обрабатываемого материла;
D – диаметр фрезы, мм;
Т – стойкость фрезы, которая назначается в пределах от 60 до 400 минут в зависимости от вида и размера фрез, мин;
z – число зубьев фрезы;
S>z> – подача на зуб, мм/зуб.
После расчета режима резания определяется главная составляющая силы резания P>Z>, крутящий момент M>кр> и потребляемая на резание мощность N:
 ,
Н.
,
Н.
 ,
Н.м,
,
Н.м,
 ,
кВт.
,
кВт.

Рис.2.5. Схема расчета основного технологического времени при фрезеровании.
Основное технологическое время t>0> рассчитывается по формуле:
 ,
мин,
,
мин,

Величина врезания l>1> зависит от диаметра фрезы и глубины резания. Из рис.2.4 видно, что:
 ,
,
откуда
 .
.
Величина перебега l>2> назначается в зависимости от размеров обрабатываемого изделия и диаметра фрезы.
Заключение
Кинематика процесса резания реализуется в конкретных видах обработки, подразделяемых на лезвийную и абразивную обработку. Лезвийная обработка - обработка резанием, осуществляемая лезвийным инструментом; абразивная обработка - обработка абразивным инструментом, работающим по любой кинематической схеме резания.
Выбор, назначение или расчет режима резания ведется поэлементно в порядке влияния каждого из них на стойкость режущего инструмента: сначала назначается глубина резания, затем подача и после этого рассчитывается скорость резания с учетом принятых величин глубины и подачи.
После расчета режима резания определяется основное технологическое время. Основным технологическим временем называется время, которое затрачивается непосредственно на обработку какой-то поверхности, время — в течение которого режущий инструмент механически перемещается со скоростью подачи.
Современное машиностроение характеризуется широким применением металлорежущих станков с числовым программным управлением и автоматизированных технологических комплексов, работающих по принципу «безлюдной технологии». Для изготовления режущих инструментов используются новые сверхтвердые композиционные материалы, синтетические и природные алмазы. Производственный потенциал отечественного машиностроения сильно возрос и был очень велик, однако в настоящее время в связи с переустройством страны он используется чрезвычайно мало6.
Машиностроение является важнейшей отраслью промышленности, производящей различные машины, станки, приборы и металлические предметы культурно-бытового назначения. Уровень развития машиностроения в решающей степени определяет состояние всех других отраслей промышленности, определяет производительность труда в производстве совокупного продукта и, в конечном итоге, уровень жизни людей.
Необходимо отметить, что в настоящее время обнаруживается несоответствие возможностей металлургической промышленности и металлообработки. Металлургическая промышленность может поставлять нашей промышленности материалы высочайшей прочности, обрабатывать которые обработчики еще не научились и обработка их стоит непомерно дорого. И в этом направлении ведутся исследовательские работы.
Список литературы
Армарего И.Дж.А., Браун Р.Х. Обработка металлов резанием. Пер. с англ. В.А. Пастунова - М.: Машиностроение, 2003.
Бобров В.Ф. Основы теории резания металлов. – М.: Машиностроение. 2002
Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. – М.: Высш. шк., 2003
Грановский Г.И., Грудов П.П., Кривоухов В.А., Ларин М.Н., Малкин И.П. Резание металлов. – М.: Машгиз, 2000
Жолобов А.А. Технология автоматизированного производства: Учебник для вузов. – Мн.: ДизайнПРО, 2000.
Клушин М.И. Резание металлов.- М.: Машгиз, 2001.
Клушин М.И. Резание металлов. Элементы теории пластического деформирования срезаемого слоя. - М.: Машгиз, 2001
Маталин А.А. Технология машиностроения: Учеб.для вузов по спец. «Технология машиностроения, металлорежущие станки и инструменты». -Л.: Машиностроение, 2002
Подгорков В.В. Теория резания: Учебн. пособие/ Иван. Гос. ун-т, - Иваново: ИвГУ. 2005
Проектирование технологии: Учебник/ И.М. Баранчукова, А.А.Гусев, Ю.Б.Крамаренко и др., Под ред. Ю.М. Соломенцева. -М.: Машиностроение, 2000
Развитие науки о резании металлов. Коллектив авторов. - М.: Машиностроение, 2004
Технология автоматизированного машиностроения. Специальная часть / Под ред.А.А. Жолобова.-Мн.:ДизайнПРО, 2004
Технология машиностроения (спец.часть):Учебник/А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др.- М.: Машиностроение, 2004
1 Армарего И.Дж. А., Браун Р.Х. Обработка металлов резанием. Пер. с англ. В.А.Пастунова - М.: Машиностроение, 2003
2 Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. – М.: Высш. шк., 2003
3 Подгорков В.В. Теория резания: Учебн. пособие/ Иван. Гос. ун-т, - Иваново: ИвГУ. 2005
4 Подгорков В.В. Теория резания: Учебн. пособие/ Иван. Гос. ун-т, - Иваново: ИвГУ. 2005
5 Бобров В.Ф. Основы теории резания металлов. – М.: Машиностроение. 2002
6 Развитие науки о резании металлов. Коллектив авторов. - М. : Машиностроение, 2004