Расчет заклепочных швов
Содержание
Введение
1. Заклепочные соединения
2. Заклепки
2.1 Выбор заклепок
2.2 Виды и методы заклепок
2.3 Понятие о сдвиге. Расчет заклепок на перерезывание
3. Виды заклепочных швов
4. Основные критерии работоспособности при расчете деталей машин
4.1 Основные критерии работоспособности деталей машин
4.2 Расчетные нагрузки
4.3 Пути повышения надежности деталей машин на стадии проектирования
5. Расчет заклепочных швов
6. Основные формулы расчета заклепочных швов на прочность
7. Соединения деталей с натягом и их расчет
7.1 Определение прочности соединения
7.2 Определение усилия запрессовки
7.3 Определение температуры нагрева
Заключение
Список литературы
Приложения
Введение
Все без исключения машины и механизмы состоят из отдельных деталей. Детали не только составляют машины, но и определяют их работоспособность. В соответствии с ГОСТ 2.101-68 (СТ СЭВ 364-76) кроме деталей различают такие виды изделий, как сборочные единицы, комплекты и комплексы, и даны их определения.
Детали, составляющие машину, соединены между собой тем или иным способом. Все виды соединений можно разделить на неразъемные и разъемные.
1. Неразъемные соединения не позволяют разбирать узлы без разрушения и повреждения деталей. К этой группе относятся заклепочные, сварные, паянные, клеевые и прессованные соединения (с натягом). Основным критерием работоспособности и расчета соединений является прочность: статическая и усталостная.
2. Разъемные соединения позволяют разбирать узлы без разрушения и повреждения деталей. К ним относятся резьбовые, штифтовые, клиновые, клеммовые, шпоночные, шлицовые и профильные соединения.
Данная курсовая работа посвящена рассмотрению особенностей заклепочных соединений, типов заклепок и заклепочных швов.
Заклепочные соединения, являющиеся в прошлом основным видом соединений металлических конструкций, из-за неудобств технологического процесса клепки (необходимость нагрева заклепок до температуры 800 С) и перерасхода металла на соединение в настоящее время почти полностью вытеснены сваркой и высокопрочными болтами при монтаже. Они сохранили весьма ограниченное применение только в тяжелых конструкциях, подверженных воздействию динамических и вибрационных нагрузок, а также при использовании трудносвариваемых материалов - некоторые термообработанные стали и алюминиевые сплавы.
Актуальность работы объясняется недостаточной разработанностью рассматриваемой темы исследования.
Указанными вопросами впервые начал заниматься в 1881 г. проф. В.Л. Кирпичев (1845-1913). В дальнейшем они получили свое развитие в трудах проф. П.К. Худякова (1857-1936), А.И. Сидорова (1866-1931), М.А. Саверина (1891-1952) и др. Кроме общих курсов по деталям машин написано большое количество монографий и статей, посвященных отдельным вопросам, например работы таких выдающихся ученых, как Л. Эйлер, Н.Е. Жуковский, С.А. Чаплыгин, Н.П. Петров и др. В настоящее время исследованиями в области деталей машин занимаются научно-исследовательские и учебные институты, машиностроительные заводы.
Целы работы: рассмотреть особенности заклепочных соединений, типов заклепок, заклепочных швов, произвести расчет прочных швов при осевом нагружении соединяемых элементов.
Задачи работы:
- проанализировать литературу по теме исследования;
- выделить виды заклепочных соединений;
- проанализировать виды и методы клепки;
- произвести расчет заклепок на перерезывание;
- рассмотреть виды заклепочных швов;
- выявить основные критерии работоспособности деталей машин;
- охарактеризовать пути повышения надежности деталей машин на стадии проектирования;
- произвести расчет заклепочных швов;
- выделить основные формулы расчета заклепочных швов на прочность;
- произвести расчет деталей с натягом;
- определить прочности соединений;
- определить усилия запрессовки;
- определить температуру нагрева.
1. Заклепочные соединения
Заклепочное соединение - неразъемное соединение деталей при помощи заклепок. Применяется в конструкциях, работающих в условиях ударных и вибрационных нагрузок, при небольших толщинах соединяемых деталей, для скрепления деталей из разных материалов, деталей из несвариваемых и не допускающих нагрева материалов. Заклепочные соединения вытесняются более экономичными сварными и клеевыми соединениями [7].
В заклепочном соединении конец стержня расклёпывается для образования замыкающей головки. Если применяют заклепки в виде стержня, обе замыкающие головки образуются одновременно в процессе машинной клепки. Находят применение взрывные заклепки. Материал заклепок обычно выбирают однородным с материалом соединяемых деталей во избежание электрохимической коррозии и температурного напряжения в соединении [29].
Заклёпочное соединение, неразъёмное соединение деталей посредством заклёпок, применяемое главным образом для скрепления листового и профильного проката. Заклепочные соединения выполняют внахлёстку, встык с одной накладкой, встык с двумя накладками (Приложение 1). Заклепочные соединения вытесняются более экономичными сварными и клеевыми соединениями. До появления сварки заклепочные соединения были основными в металлоконструкциях мостов, подъёмных кранов (силовые или прочные соединения), котлов (силовые плотные или прочноплотные соединения) и резервуаров малого давления (плотные соединения). Заклепочные соединения применяют для деталей из несвариваемых, а также не допускающих нагрева материалов; тонкостенных деталей (из листового материала и т.п.) в самолётостроении, при изготовлении кузовов автобусов, троллейбусов и др.; в сильно нагруженных соединениях, работающих в условиях ударной и вибрационной нагрузок [18].
Заклёпка, стержень круглого сечения с заранее изготовленной закладной головкой на одном конце и замыкающей головкой на другом, образующейся в процессе клёпки.
Различают заклепочные соединения с полукруглой головкой, потайной, полупотайной, цилиндрической, конической и конической с подголовками (рис.1). Размеры этих заклёпок указаны в стандартах. Кроме стандартных, применяют специальные заклепки: трубчатые (рис. 2), взрывные (рис. 3) и др. Заклёпки изготовляют из стали, меди, латуни, алюминия и др. сплавов, достаточно пластичных для формирования головок. Материал З. выбирают однородным с материалом соединяемых деталей во избежание электрохимической коррозии и температурного изменения сил в соединении [3].
Рис. 1. Распространённые типы заклёпок: а — с полукруглой головкой; б — с потайной головкой; в — с полупотайной головкой; г — с плоской головкой; д — коническая с подголовком; 1 — стержень заклёпки; 2 — закладная головка; 3 — замыкающая головка.

Рис. 2. Трубчатая заклёпка

Рис. 3. Взрывная заклёпка: а — до установки; б — после выполнения соединения.
Заклепочные соединения образуют постановкой заклепок в совмещенные отверстия соединяемых элементов и расклепкой с осаживанием стержня заклепки стягивают детали, в результате чего часть, а иногда и вся внешняя продольная нагрузка на соединение передается силами трения на поверхности стыка [16].
Заклепочные соединения разделяются на [23]:
1. Прочные соединения, используемые преимущественно в металлических конструкциях машин и строительных сооружениях.
2. Плотно-прочные соединения, используемые в котлах, работающих под давлением.
3. Плотные заклепочные соединения (в котлах низкого давления).
Достоинствами заклепочных соединений по сравнению со сварными являются:
1. Большая стабильность и лучшая контролируемость качества.
2. Меньшее повреждение деталей при разъеме.
Недостатками заклепочных соединений являются:
1. Большой расход металла.
2. Трудоемкость работ и большая стоимость.
3. Менее удобные конструктивные формы в связи с необходимостью наложения одного листа на другой или применения специальных накладок.
В настоящее время заклепочные соединения в большинстве областей заменяются сварными. Область применения заклепочных соединений ограничивается следующими случаями [12]:
1. Соединения, в которых нагрев при сварке не допустим из-за опасности отпуска термообработайных деталей или коробления окончательно обработанных, точных деталей (диски муфт сцепления).
2. Соединение несвариваемых материалов (накладки тормозные).
3. Соединения, непосредственно воспринимающие большие повторные и вибрационные нагрузки (рамы тракторов и автомобилей).
Заклепки изготовляют из специальной углеродистой или низколегированнрй стали, обладающей повышенными пластическими свойствами. Отверстия в соединяемых элементах образуют так же, как в болтовых соединениях. В образованные отверстия вставляют стержень заклепки, ударами пневматического молотка или давлением клепальной скобы его осаживают, увеличивая в диаметре, плотно заполняя отверстие с одновременным образованием замыкающей головки [5].
Клепку ведут горячим и холодным способами. При горячей клепке разогретую до ярко-красного каления заклепку вставляют в отверстие и клепкой образуют замыкающую головку. Поставленная заклепка, остывая, стягивает соединяемые элементы, что существенно улучшает работу соединения на сдвигающие силы благодаря возникающим при этом силам трения [27].
При холодной клепке, выполняемой только на заводе, металл заклепки пластически деформируется клепальной скобой, образуя замыкающую головку.
Сила стягивания заклепкой соединяемых элементов при этом получается значительно меньшей, однако сам процесс клепки более прост.
Работа заклепочных соединений на сдвиг носит промежуточный характер между работой обычных и высокопрочных (сдвигоустойчивых) болтов, так как силы стягивания пакета значительны, но недостаточны для восприятия сил сдвига только трением. Поэтому расчет их аналогичен расчету обычных болтов, а наличие сил трения учитывается повышением расчетных сопротивлений. Однако действующий СНяП 11-23-81 не дает расчетных указаний о заклепочных соединениях, и при усилении существующих клепаных конструкций надо пользоваться нормативными указаниями прошлых лет [1].
2. Заклепки
Заклёпка – это цилиндрический металлический стержень с головкой определённой формы. Головка заклёпки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, а образующаяся во время клёпки из части стержня, выступающего над поверхностью склёпываемых деталей, - замыкающей [25].
По форме головок различают заклёпки: (а)- с полукруглой высокой головкой со стержнем диаметром 1…36мм и длиной 2…180мм; (б)- с полукруглой низкой головкой со стержнем диаметром 1…10мм и длиной 4…80мм; (в)- плоской головкой со стержнем диаметром 2…36мм и длиной 4…180мм; (г)- с потайной головкой со стержнем диаметром 1…36мм и длиной 2…180мм; (д)- с полупотайной головкой со стержнем диаметром 2…36мм и длиной 3…210мм.
Заклепки изготовляют из материалов с хорошей пластичностью, - сталей (Ст2, Ст3, стали 10 и 15), меди (МЗ, МТ), латуни (Л63), алюминиевых сплавов (АМr5П, Д18, АД1), нержавеющей стали (Х18Н9Т), легированной стали (09Г2) [14].
Заклёпки выполняются из того же материала, что и соединяемые детали [9].
Взрывные заклёпки имеют в свободном конце стержня углубление (камеру), заполняемую взрывчатым веществом, защищённое от влаги слоем лака.
Клёпку взрывными заклёпками осуществляют в тех случаях, когда невозможно сделать замыкающую головку.
Клёпка трубчатыми заклёпками заключается в установке заклёпки с полым стержнем в отверстие, затем заклёпку осаживают пистонницей, тем самым подтягивая детали друг к другу и расклёпывают [10].
Заклёпки с сердечниками имеют полый стержень (пистон), в который помещён сердечник с утолщённой частью на конце. Процесс клёпки выполняется с помощью клещей или ручного пресса путём протягивания сердечника сквозь пистон и впрессовывания его в стенки отверстия, а при дальнейшем протягивании замыкающая головка входит в пистон и развальцовывает его.
Заклёпки ЦАГИ состоят из двух частей – пистона и сердечника (из стали 30ХМА), который закаливается [28].
2.1 Выбор заклёпок
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно [15].
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l (мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, где S – толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом [13].
Расстояние от центра до края склёпываемых листов должно составлять 1,5d. Диаметр отверстия должен быть больше диаметра заклёпки.
Диаметр заклёпки, мм….
2 2,3 2,6 3 3,5 4 5 6 7 8
Диаметр отверстия, мм…
2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
2.2 Виды и методы клёпки
Различают два вида клёпки – с двусторонним подходом, когда имеется свободный доступ к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен.
Различают два метода клёпки: прямой, когда удары молотком наносятся по стержню со стороны вновь образуемой замыкающей головки; обратный, когда удары молотком наносят по закладной головке. Этот метод применяется при затруднённом доступе к замыкающей головке [2].
Способ клёпки Таумель. Головка Таумель, в которой помещается обжимка, вращается вокруг оси заклёпочного стержня, образуя замыкающую головку постепенной деформацией материала.
Клёпку крупногабаритных деталей производят механизированным способом или машинным, применяя пневматические молотки или клепальные машины, пресса, как ручные, так и стационарные [26].
Способ обработки металла давлением, при котором на заготовку наносят неглубокий рельеф сильным нажатием инструмента (чекана), называется чеканкой. Чеканка применяется для уплотнения швов при клёпке с использованием прокладок из парусины, пропитанной жидким суриком или тонкую стальную сетку, обмазанную специальной замазкой (шеллак и белила на древесном спирте).
Чеканы имеют разнообразную форму бойка, плоскую, закруглённую, острокромочную и тупокромочную [11].
2.3 Понятие о сдвиге. Расчет заклепок на перерезывание
При простом растяжении или простом сжатии две части стержня, разделенные наклонным сечением, стремятся не только оторваться друг от друга, но и сдвинуться одна относительно другой. Растяжению сопротивляются нормальные, а сдвигу — касательные напряжения [4].
На практике целый ряд деталей и элементов конструкций работает в таких условиях, что внешние силы стремятся их разрушить именно путем сдвига [22].
В соответствии с этим при проверке прочности таких элементов на первый план выступают касательные напряжения. Простейшими примерами подобных деталей являются болтовые и заклепочные соединения. Заклепки во многих случаях уже вытеснены сваркой; однако они имеют еще очень большое применение для соединения частей всякого рода металлических конструкций: стропил, ферм мостов, кранов, для соединения листов в котлах, судах, резервуарах и т. п. Для образования заклепочного соединения в обоих листах просверливают или продавливают отверстия. В них закладывается нагретый до красного каления стержень' заклепки с одной головкой; другой конец заклепки расклепывается ударами специального молотка или давлением гидравлического пресса (клепальной машины) для образования второй головки. Мелкие заклепки (малого диаметра — меньше 8 мм) ставятся в холодном состоянии (авиационные конструкции).
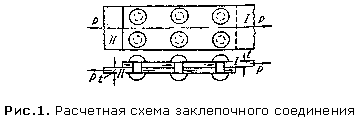
Для изучения работы заклепок рассмотрим простейший пример заклепочного соединения (Приложение 2). Шесть заклепок, расположенных в два ряда, соединяют два листа внахлестку. Под действием сил Р эти листы стремятся сдвинуться один по другому, чему препятствуют заклепки, на которые и будет передаваться действие сил P ).
Для проверки прочности заклепок применим общий порядок решения задач сопротивления материалов [17].
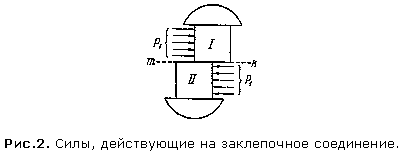
На каждую заклепку передаются по две равные и прямо противоположные силы: одна—от первого листа, другая — от второго. Опытные исследования показывают, что одни из заклепок ряда нагружаются больше, другие — меньше. Однако к моменту разрушения усилия, передающиеся на различные заклепки, более или менее выравниваются за счет пластических деформаций. Поэтому принято считать, что все заклепки работают одинаково. Таким образом, при n заклепках в соединении, изображенном на фиг. 1, на каждую из них действуют по две равные и противоположные силы P>1>=P/n (Приложение 3); эти силы передаются на заклепку путем нажима соответствующего листа на боковую полуцилиндрическую поверхность стержня. Силы P>1> стремятся перерезать заклепку по плоскости mk раздела обоих листов [6].
Для вычисления
напряжений, действующих по этой плоскости,
разделим мысленно заклепочный стержень
сечением mk и отбросим нижнюю часть
(Приложение 3). Внутренние усилия,
передающиеся по этому сечению от нижней
части на верхнюю, будут уравновешивать
силу P>1>
т. е. будут действовать параллельно ей
в плоскости сечения, и в сумме дадут
равнодействующую, равную P>1>.
Следовательно, напряжения, возникающие
в этом сечении и действующие касательно
к плоскости сечения, это — касательные
напряжения
 .
Обычно принимают равномерное распределение
этих напряжений по сечению. Тогда при
диаметре заклепки d на единицу площади
сечения будет приходиться напряжение
[21]:
.
Обычно принимают равномерное распределение
этих напряжений по сечению. Тогда при
диаметре заклепки d на единицу площади
сечения будет приходиться напряжение
[21]:
Величина
допускаемого касательного напряжения
 ,
или, как говорят, допускаемого напряжения
на срез, принято определять в виде:
,
или, как говорят, допускаемого напряжения
на срез, принято определять в виде:
[]=(0,7 0,8)[
0,8)[ ].
].
Зная
,
мы напишем условие прочности заклепки
на перерезывание в таком виде:
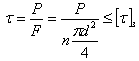
т. е. действительное
касательное напряжение
в
материале заклепки должно быть равно
допускаемому
или
меньше его [8].
Из этого
условия можно определить необходимый
диаметр заклепок, если задаться их
числом, и наоборот. Обычно задаются
диаметром заклепочных стержней d в
соответствии с толщиной t склепываемых
частей (обычно d= 2t
) и определяют необходимое число заклепок
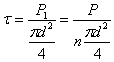
n:
2t
) и определяют необходимое число заклепок
n:

Знаменатель этой формулы представляет собой ту силу, которую безопасно может взять на себя каждая заклепка.
Пусть P=720КН
d=2см;
=100МПа;
тогда
3. Виды заклёпочных швов
Место соединения деталей заклёпками называется заклёпочным швом, которые делятся на три вида [24].
Прочный шов имеет несколько рядов заклёпок и применяется при клёпке балок, колонн, мостов и т. д.
Плотный шов применяют для герметических конструкций (резервуаров не подвергающихся высоким давлениям) при небольших нагрузках. Для герметичности шва используют прокладки из пропитанной олифой бумаги или ткани. Выполняют клёпку холодным способом.
Прочноплотный шов выполняют горячей клёпкой с помощью клепальных машин с последующей подчеканкой головок заклёпок и кромкой листов. Заклёпочные швы делятся на однорядные, двухрядные и многорядные, а в зависимости от расположения заклёпок – на параллельные и шахматные [20].
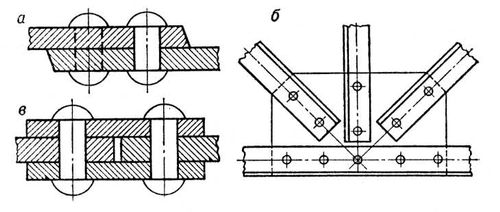
В каждом заклепочном соединении заклепки располагают в один, два и более рядов.
В соответствии с этим заклепочные швы делятся на однорядные, двухрядные, многорядные, параллельные и шахматные (рис. 4).
Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки [19].
Массу молотка выбирают в зависимости от диаметра заклепки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3—5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
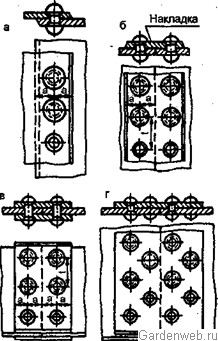
Рис. 4. Заклепочные швы: а — однорядный в нахлесточном соединении; б — однорядный в стыковом соединении; в — однорядный в стыковом соединении с одной накладкой; г — двухрядные с шахматным расположением заклепок в стыковом соединении с одной накладкой
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов [7].
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, дости-аемой обжатием (подчеканкой) замыкающей головки и края листа.
Клепка бывает двух видов: обыкновенная, когда обе головки заклепок возвышаются над поверхностями склепываемых деталей, и потайная, когда головки заклепок скрыты заподлицо с поверхностями склепанных деталей. Детали из сортовой стали склепывают с деталями из кровельной стали заклепками диаметром 2...3 мм. Закладные головки заклепок при этом должны располагаться на более тонкой детали. Детали соединяют заклепочными швами в один и реже в два ряда. Соединяемые листы укладывают при этом внахлестку (рис. 5).
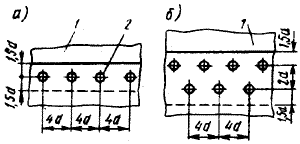
Рис. 5. Заклепочные швы: а - соединение внахлестку с одним рядом заклепок; б - соединение внахлестку с двумя рядами заклепок; 1 - лист; 2 - заклепка; d - диаметр отверстия
Шаг между заклепками склепываемых листов для однорядных швов делают не менее 3d. Расстояние от центра заклепки до кромки соединяемых деталей должно составлять 1,5d стержня заклепки. Диаметр отверстия для заклепок просверливают на 1/10 больше диаметра стержня заклепок. Когда детали склепывают впотай, отверстия под головки в деталях раззенковывают под углом 60...90° на глубину, равную высоте закладной головки. Рабочие операции клепки (рис. 6) выполняют следующими инструментами: поддержкой 4, осадкой 1, обжимкой 6 и молотком 5 массой не более 0,3 кг.
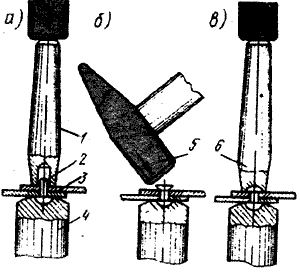
Рис. 6. Рабочие операции клепки: а - осаживание соединяемых листов; б - расклепка стержня заклепки молотком; в - формирование головки; 1 - осадка; 2 - заклепка; 3 - заклепываемые листы; 4 - поддержка; 5 - молоток; 6 - обжимка
Поддержка предназначается для укладки закладной головки заклепки, поэтому поверхность поддержки, на которую опирается закладная головка, должна иметь лунку по форме головки. Осадка служит для уплотнения склепываемых листов 3, обжимка — для окончательного оформления замыкающей головки оставляемой заклепки. Склепывание деталей начинают с постановки маячных заклепок на концах шва и нескольких заклепок, симметрично располагаемым между маячными. Процесс клепки слагается из следующих операций: подгонки склепываемых деталей; разметки деталей для сверления в них отверстий под заклепки; сверления отверстий (при клепке впотай и зенковании); установки заклепок; осадки склепываемых деталей для плотного примыкания их одна к другой и к замыкающей головке заклепки; окончательного формирования замыкающей головки обжимкой [4].
4. Основные критерии работоспособности при расчете деталей машин
4.1 Основные критерии работоспособности деталей машин
Совершенство конструкции деталей оценивают по их надежности и экономичности [24].
Под надежностью понимают вероятность безотказного выполнения деталью своих функций в течение заданного срока службы без внеплановых ремонтов, котороя оценивается коэффицентом Кн:
 ,
(1)
,
(1)
где К>н> - коэффициент надежности детали;
Nб - число случаев безотказной работы в данной партии одинаковых деталей в идентичных условиях;
N - число деталей в партии.
Коэффициент надежности сложной машины равен произведению коэффициентов надежности отдельных деталей машин:
КнΣ = Кн1∙Кн2∙Кн3∙...∙Кнi . (2)
Надежность машины всегда меньше надежности самой надежной детали.
Долговечность - это достаточно длительная, безотказная работа машин (до наступления " морального износа ").
Экономичность - определяется стоимостью материалов, затратами на производство и эксплуатацию.
Для того чтобы быть надежными детали, прежде всего, должны быть работоспособными.
Работоспособность - это такое состояние деталей машин, в котором они могут выполнять свои функции в пределах технических требований.
Работоспособность деталей машин при их расчете оценивается следующими основными критериями: прочностью, жесткостью, износостойкостью, теплостойкостью, вибростойкостью и др.
1.1. Прочность - является основным критерием работоспособности для большинства деталей. Расчет на прочность сводится к определению таких размеров и форм деталей, при которых исключается возможность возникновения опасных деформаций, поломок или поверхностных разрушений [16].
Расчет на прочность производят по коэффициенту запаса прочности ;
 ,
(3)
,
(3)
где [σ] - допускаемое напряжение, Н/мм2;
 -предельное
напряжение, Н/ мм2;
-предельное
напряжение, Н/ мм2;
[n]- допускаемый коэффициент запаса для общего машиностроения, принимают [n] = 1,2... 1,5.
Поэтому важное значение имеет правильный выбор коэффициента запаса прочности. Обычно применяется метод академика Серенсена:
n= n1∙n2∙n3∙n4. (4)
где n1 - коэффициент, учитывающий надежность материала;
n2 - коэффициент, учитывающий условия работы деталей;
n3 - коэффициент, учитывающий точность расчета;
n4 - коэффициент, учитывающий степень соответствия образцов:
при растяжении (сжатии) n4=1,15;
при кручении n4=1,35;
при срезе n4=1,25.
Одним из наиболее общих условий конструирования машин является условие равнопрочности, т.е. в машине все детали должны быть с равными или близкими запасами прочности (сохранять одинаковую по времени работоспособность). Так как в противном случае больший запас прочности одних деталей не будет реализован в связи с выходом из строя других деталей.
1.2. Жесткость - характеризуется изменением размеров и формы детали под нагрузкой [13].
Расчет на жесткость предусматривает ограничение упругих перемещений деталей в пределах, допустимых для конкретных условий работы. Такими условиями могут быть; условия сопряженных деталей (например, качество зацепления зубчатых колес и условия работы подшипников ухудшаются при больших прогибах валов); технологические условия (например, точность и производительность обработки на металлорежущих станках в значительной степени определяются жесткостью станка и обрабатываемой детали).
Нормы жесткости деталей устанавливают на основе практики эксплуатации и расчетов. Значение расчетов на жесткость возрастает в связи с широким внедрением высокопрочных сталей, у которых увеличиваются характеристики прочности (σ>B>, σ>-1>), а модуль упругости Е (характеристика жесткости) остается почти неизменным. При этом чаще встречаются случаи, когда размеры, полученные из расчетов на прочность, оказываются недостаточными по жесткости [3].
1.3 Износостойкость - способность сопротивляться абразивному и усталостному изнашиванию, вызывающим постепенное уменьшение размеров и изменение формы деталей. При этом могут иметь место следующие нарушения:
1. Снижение К.П.Д.
2. Увеличение утечек через зазоры.
3. Снижение прочности из-за уменьшения поперечных сечений, неравномерного износа опор, увеличения динамичности нагрузок.
По ГОСТу различают следующие виды износов:
1. Механический износ (вследствие абразивного, царапающего действия неровностей или посторонних частиц);
2. Молекулярно - механический износ - схватывание или заедание (местное сваривание поверхностей с последующим выравниванием частиц одного тела, приварившихся к другому телу).
3. Коррозийнно - механический износ, при котором продукты коррозии стираются механическим путем.
1.4 Теплостойкость - способность деталей работать при высоких и низких температурах. Теплостойкость особенно имеет значение для деталей машин, работа которых связана с большим тепловыделением (Д.В.С., тормоза, муфты, сцепления). При этом возникают отрицательные явления:
1. Понижение несущей способности деталей (понижение основных механических характеристик, потеря пластичности и т.п.).
2. Понижение защитной способности масляного слоя, повышенный износ и заедание.
3. Изменение зазоров в подвижных соединениях.
4. Снижение коэффициента трения (опасно для тормозов).
5. Снижение точности (у процезионных деталей).
Чтобы не допустить вредных последствий перегрева на работу машины, выполняют тепловые расчеты и, если необходимо, вносят соответствующие конструктивные изменения (например, искусственное охлаждение) [14].
1.5 Вибороустойчивость - способность конструкции работать в нужном диапазоне режимов в пределах допускаемых колебаний. Основной задачей расчета на виброустойчивость является выбор такой жесткости, при которой небудет опасности возникновения резонанса. "Авторезонанс" имеет и положительное значение.
Вибрация вызывает дополнительные переменные напряжения, как правило, приводит к усталостному разрушению деталей. В некоторых случаях вибрация снижает качество работы машины. Например, вибрация в металлорежущих станках снижает точность обработки и ухудшает качество поверхности обрабатываемых деталей. Вредное влияние вибраций проявляется также и вследствие увеличения шумовых характеристик механизмов. В связи с повышением скоростей движения машин опасность вибраций возрастает, поэтому расчеты на колебания приобретают все большее значение [9].
1.6 Одним из требований, предъявляемым к машинам и их деталям является технологичность конструкций, которая значительно влияет на стоимость машины.
Технологичность деталей - это способность обеспечить наибольшую простоту и экономичность их изготовления.
1.7 Снижение массы машин (металлоемкость) по агротехническим требованиям.
4.2 Расчетные нагрузки
При расчетах деталей машин необходимо знать нагрузку, действующую на детали машин. Нагрузка может быть задана силой F(Н) или моментом Т(H·м ):
аналитическая связь между ними:
T
= ,
T
= 9,550
,
T
= 9,550 ,
(5)
,
(5)
T
= ,
(6)
,
(6)
N
= .
(7)
.
(7)
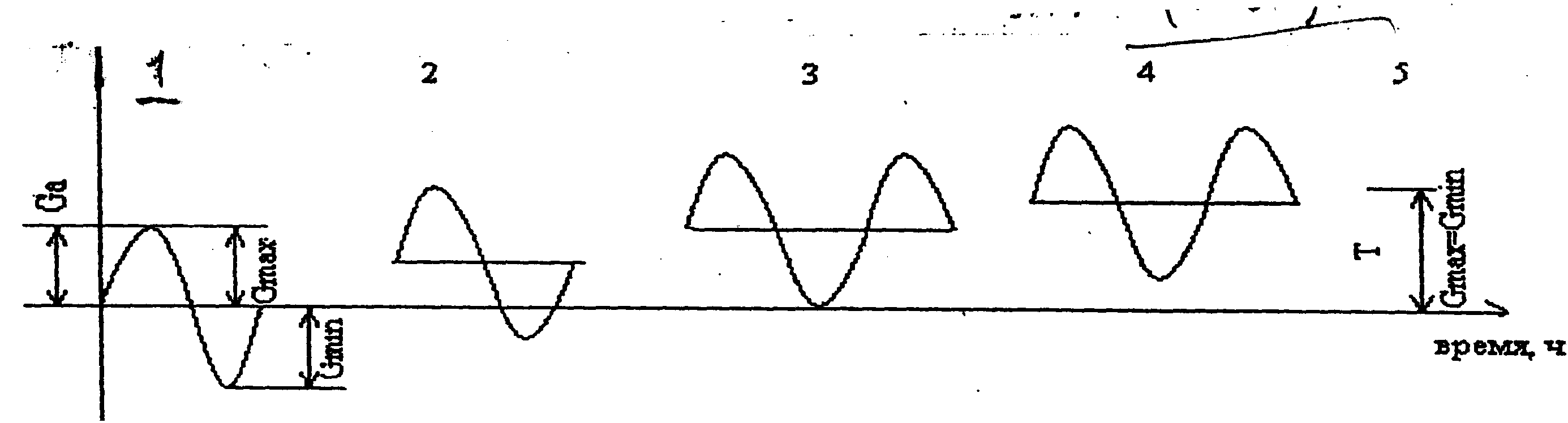
Нагрузка может быть постоянной, переменной и ударной (рис. 7).
3
3
1
4
Рис. 7. Виды нагрузок: 1-симметричная знакопеременная нагрузка; 2-ассиметричная, знакопеременная нагрузка; 3-пульсирующая нагрузка; 4-ассиметричная, знакопостоянная нагрузка; 5-постоянная нагрузка
Для деталей, подвергаемым переменным нагрузкам, даются гистограммы нагрузок, полученных на основании экспериментальных замеров и расчетов типичных машин (Рис 8).
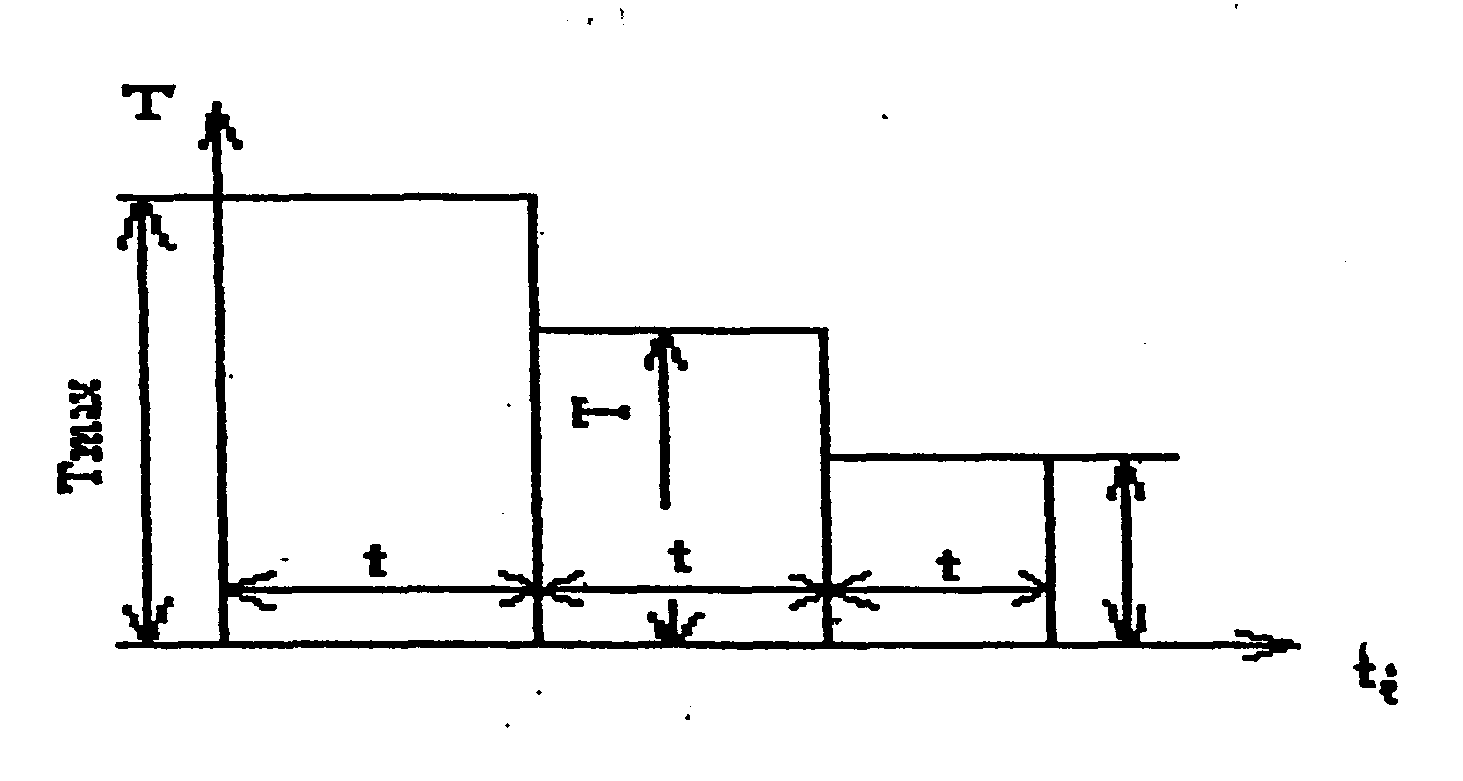
Рис.8 Гистограмма нагрузки
При расчетах деталей машин различают расчетную и номинальную нагрузку [11].
Под номинальной нагрузкой понимается длительно действующая нагрузка, при которой деталь работает как угодно долго.
Расчетную нагрузку определяют как произведение номинальной нагрузки на динамический коэффициент режима нагрузки.
Например, для крутящегося момента:
Т =К>д>·Т>н>,
(8)
=К>д>·Т>н>,
(8)
где Т>р> - расчетный момент, Н·м;
Т>н> - номинальный момент, Н·м;
К>д> - динамический коэффициент нагрузки.
Номинальный момент соответствует паспортной (проектной) мощности машины. Коэффициент К>д> учитывает дополнительные динамические нагрузки, связанные в основном с неравномерностью движения, пуском, торможением. Этот коэффициент зависит от типа двигателя, привода, и работы машины, например:
К>д> = 1,1...1,2 (токарные, сверлильные);
К>д> = 1,25...1,35 (фрезерные).
При расчете некоторых механизмов вводят дополнительные коэффициенты нагрузки, учитывающие специфические особенности этих механизмов, например, для зубчатых передач [27].
4.3 Пути повышения надежности деталей машин на стадии проектирования
1. Разумный подход к получению высокой надежности состоит в проектировании по возможности простых изделий с меньшим числом деталей. Каждой детали должна быть обеспечена достаточно высокая надежность, равная или близкая к надежности остальных деталей [6].
2. Одним из простейших и эффективных мероприятий по повышению надежности является уменьшение напряженности детали (повышение запаса прочности). Однако это требование надежности вступает в. противоречие с требованиями уменьшения габаритов, массы и стоимости изделий. Для примирения этих противоречивых требований надо рационально использовать высокопрочные материалы и упрочняющую технологию: легирование стали, термическую и химико-термическую обработку, наплавку твердых и антифрикционных сплавов на поверхность деталей и др.
Так, например, путем термической обработки можно увеличить нагрузочную способность зубчатых колес в 2...4 раза. Хромирование шеек коленчатого вала автомобильных двигателей увеличивает срок службы по износу в 3...5 раз.
3. Эффективной мерой повышения надежности является хорошая система смазки, правильный выбор сорта масла, рациональная система подвода смазки к трущимся поверхностям, защита трущихся поверхностей от абразивных частиц (пыли и грязи) путем размещения изделий в закрытых корпусах, установка эффективных уплотнений и т.п.
4. Если условия эксплуатации таковы, что возможны случайные перегрузки, то в конструкции следует предусматривать предохранительные устройства (предохранительные муфты или реле максимального тока).
5. Конструируемая машина должна отвечать требованиям унификации и стандартизации [8].
а). Унификация - рациональное сокращение многообразия видов, типов и типоразмеров изделий одинакового функционального назначения. Унификация представляет собой эффективный и экономичный способ создания на базе исходной модели ряда производных машин одинакового назначения, но с различными показателями мощности, производительности и т.д., или машин различного назначения, выполняющих качественно другие операции, а также рассчитанных на выпуск иной продукции.
б). Стандартизация — установленные и применение единообразия и обязательных требований к изделиям и продукции массового производства.
Унификация и стандартизация позволяют организовать серийное и массовое производство деталей и сборочных единиц на специализированных предприятиях, приводят к уменьшению трудоемкости и стоимости изготовления, повышению качества и увеличению долговечности деталей, сокращают время конструирования и освоения новых машин, обеспечивают взаимозаменяемость деталей [21].
Величина коэффициента унификации служит одним из показателей качества конструкторской разработки проекта машин. Этот коэффициент показывает насколько велико использование в проекте стандартных деталей, заимствованных из других аналогичных машин.
Коэффициент унификации машины (узла) может быть определен по количеству наименований (типоразмеров) К и по количеству деталей К>д>:
К>Т>
=
 ·100%,=
·100%,=
 ·100%
≈ 69%, (9)
·100%
≈ 69%, (9)
где n – общее количество наименований деталей по спецификации;
n -
количество оригинальных наименований
деталей, т.е. не стандартных и не зависимых
из других конструкций:
-
количество оригинальных наименований
деталей, т.е. не стандартных и не зависимых
из других конструкций:
К>д> =
 ∙100%,=
∙100%,= ∙100%
≈ 69%, (10)
∙100%
≈ 69%, (10)
где N – общее количество деталей в узле, машине;
N>0> - количество оригинальных деталей.
Взаимозаменяемость - свойство деталей и узлов, позволяющее заменять их без дополнительной обработки с сохранением всех требований к работе данной машины. Взаимозаменяемостью могут обладать не только отдельные детали, но и сборочные единицы. Так, в различных редукторах могут быть взаимозаменяемыми зубчатые колеса, валы, подшипники, крышки подшипниковых узлов и др. В различных машинах сами редукторы могут быть взаимозаменяемыми [19].
Качественным показателем этого принципа конструирования изделия служат коэффициент стандартизации К>СТ> и коэффициент преемственности К>ПР>:
К =
= ,
(11)
,
(11)
где Z>СТ> - число стандартных изделий в конструкции;
Z>КР> - число стандартных крепежных изделий;
Z>0> - общее число изделий в новой разработке.
Коэффициент К>ПР> определяет степень применения стандартных деталей (узлов) по сравнению с общим числом изделий в разрабатываемой конструкции:
К =
= ,
(12)
,
(12)
где Z - число изделий, заимствованных из других
разработок;
- число изделий, заимствованных из других
разработок;
Z -число
стандартных крепежных изделий;
-число
стандартных крепежных изделий;
Z - общее число изделий в новой разработке.
- общее число изделий в новой разработке.
При определении коэффициентов
К>СТ>
и К>ПР>
значения Z ,
Z,
Zопределяют
по спецификации.
,
Z,
Zопределяют
по спецификации.
6. Для многих машин большое значение имеет ремонтопригодность. Отношение времени простоя в ремонте к рабочему времени является одним из показателей надежности. Конструкция должна обеспечивать легкую доступность к узлам и деталям для осмотра и замены. Сменные детали должны быть взаимозаменяемыми с запасными частями. В конструкции желательно выделить так называемые ремонтные узлы. Замена поврежденного узла заранее подготовленным значительно сокращает ремонтный простой машины [3].
Перечисленные факторы позволяют сделать вывод, что надежность является одним из основных показателей качества изделия. По надежности изделия можно судить о качестве проектно-конструкторских работ, производства и эксплуатации.
5. Расчет заклепочных швов
Основными нагрузками для заклепочных швов являются продольные силы, стремящиеся сдвинуть соединяемые детали одну относительно другой. При нагружении заклепочного соединения продольными силами (в пределах сил трения на поверхности контакта) нагрузка передается силами трения. Затем в работе начинают принимать участие тело заклепки, подвергаясь изгибу, смятию и сдвигу (срезу) [26].
В плотном соединении необходимо, чтобы вся внешняя нагрузка во избежании местных сдвигов воспринималась силами трения.
Расчет заклепок в соединении, находящимся под действием продольной нагрузки, сводится по форме, в первую очередь, к расчету их на срез. Трение в стыке учитывается при выборе допускаемых напряжений на срез. При центральном действии нагрузки предполагается равномерное распределение сил между заклепками. В односрезном заклепочном соединении допускается' нагрузка, отнесенная к одной заклепке (Рис.9):
F ≤
≤ ,
(13)
,
(13)
где d - диаметр стержня заклепки, мм;
 - условное допускаемое напряжение
заклепки на срез Н/мм2.
- условное допускаемое напряжение
заклепки на срез Н/мм2.
Необходимое число заклепок при центральнодействующей нагрузке (10, 11) определяется по формуле:
Z =
 =
=
 ,
(14)
,
(14)
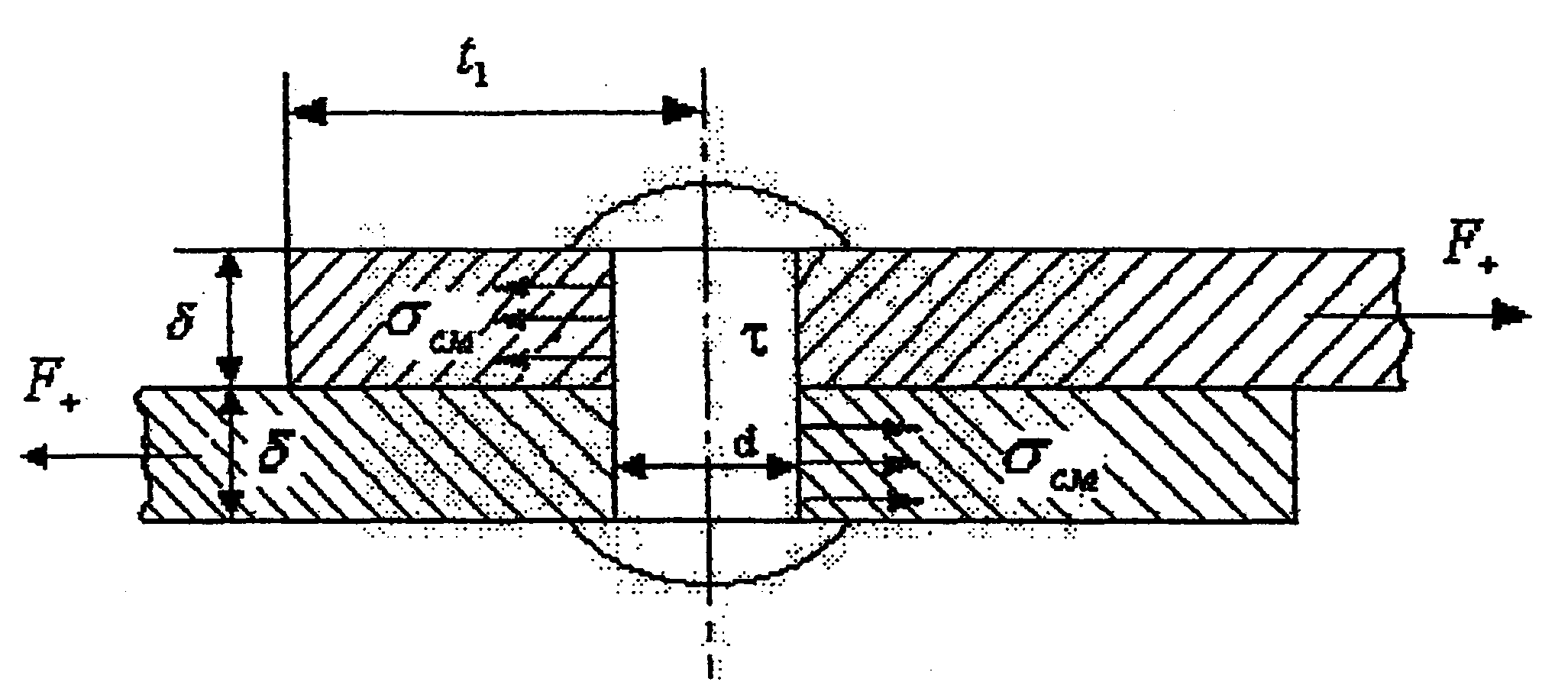
Рис.9 Расчетная схема односрезного заклепочного шва
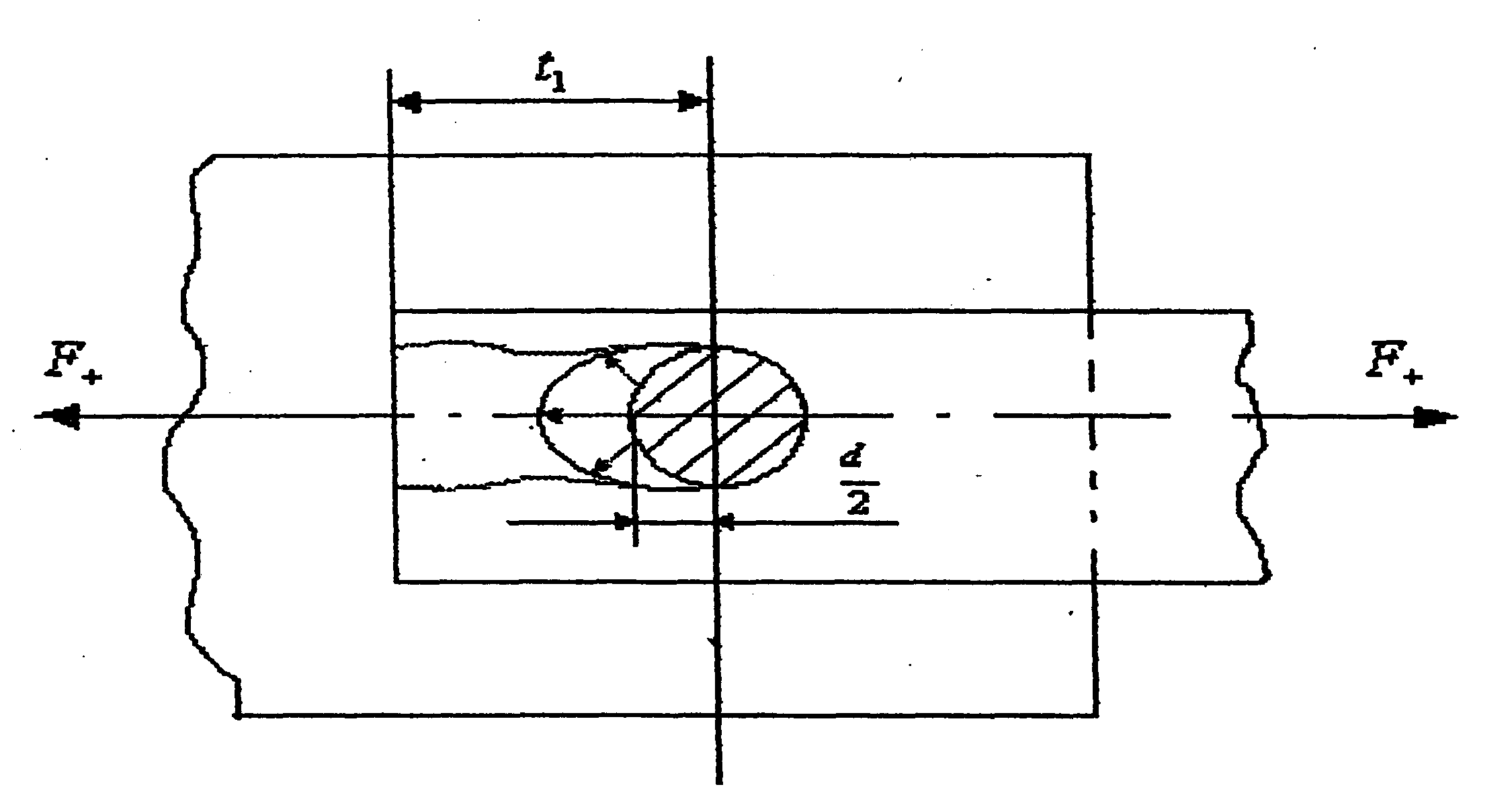
Рис. 10 Схема односрезного шва, вид сверху

Рис. 11 Расчетная схема двухсрезного заклепочного шва
6. Основные формулы расчета заклепочных швов на прочность
1. Расчет заклепочных соединений на срез;
τ =
=
 ,
(проверочный расчет) (15)
,
(проверочный расчет) (15)
Z= ,
(проектный расчет) (16)
,
(проектный расчет) (16)
2. Расчет заклепочных соединений на смятие:
σ =
=
 (проектный расчет), (17)
(проектный расчет), (17)
Z
=
 (проектный расчет), (18)
(проектный расчет), (18)
3. Расчет металлических полос в сечении, ослаблением отверстиями под заклепки:
σ=
 ,
(19)
,
(19)
где А = δ ·Z (в-d) мм
4. Расчет заклепочных соединений на срез концевых участков деталей
τ= .
(20)
.
(20)
7. Соединения деталей с натягом и их расчет
Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и т.д. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую [13].
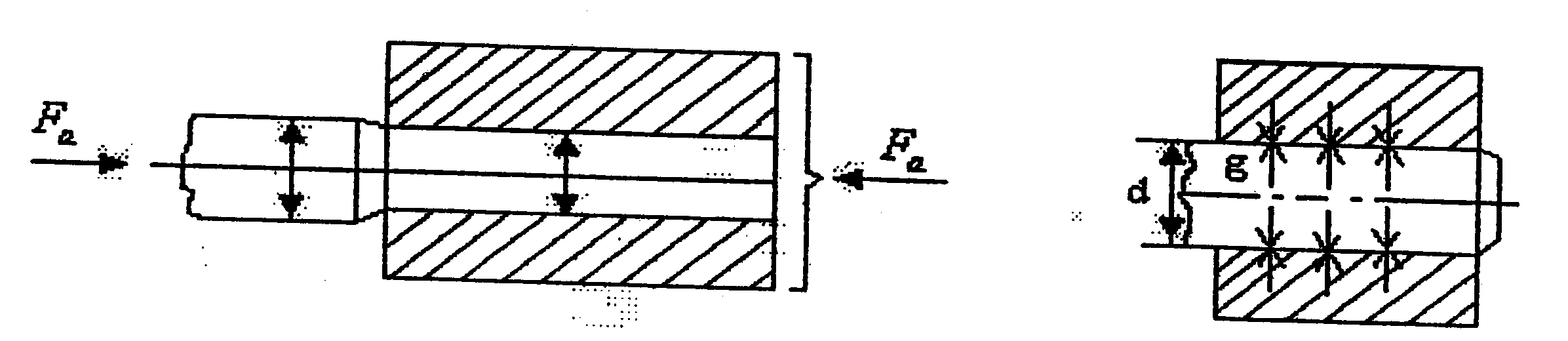
Рис. 12 Перед запрессовкой Рис. 13 После запрессовки
Натягом называют положительную разницу диаметров вала и отверстия N=A-B.После сборки вследствие упругих деформаций диаметр d посадочных, поверхностей становится общим. При этом на поверхности посадки возникают удельное давления и соответствующие ему силы трения (Рис.12,13,14). Силы трения обеспечивают неподвижность соединения и позволяют воспринимать как радиальные, так и осевые нагрузки. Сборку соединений с натягом выполняют тремя способами: прессованием, нагревом втулки, охлаждением вала [8].
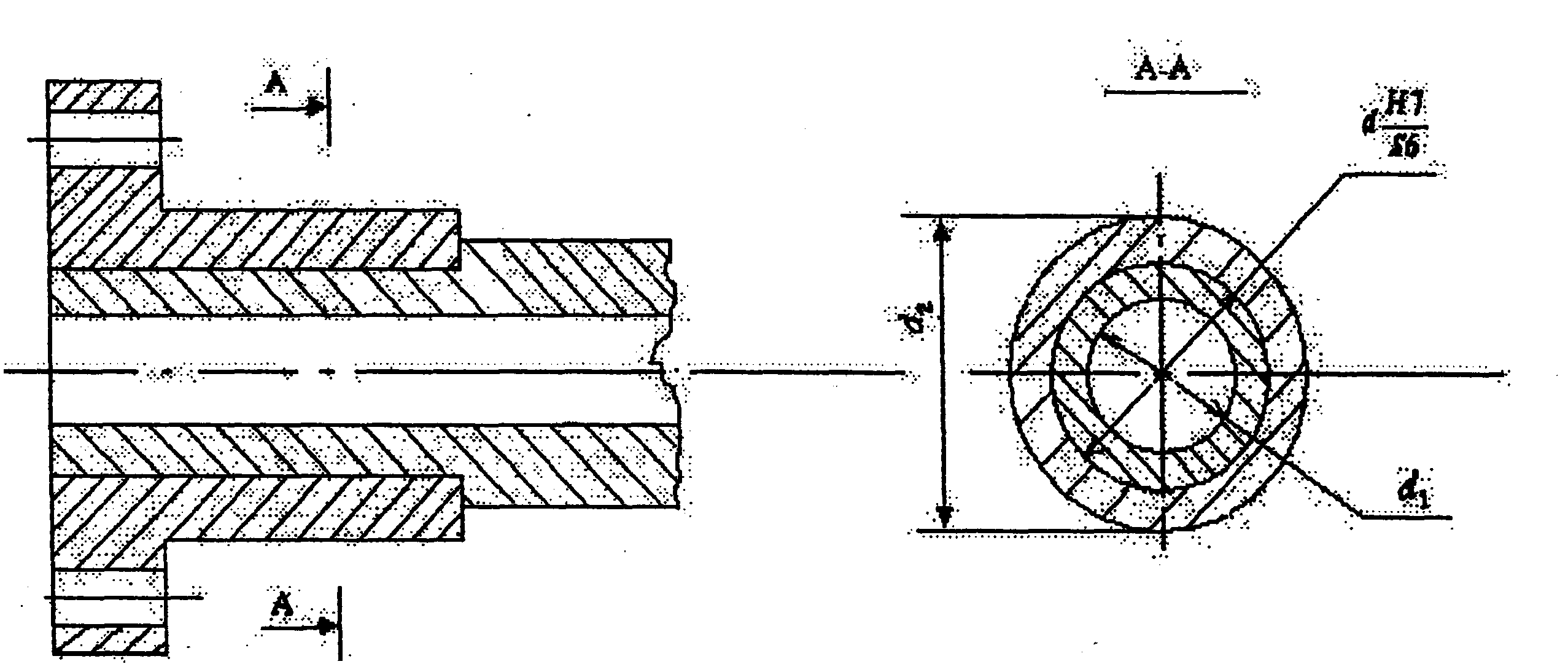
Рис.14 Схема соединения с гарантированным натягом по цилиндрической поверхности
7.1 Определение прочности соединения
Давление на посадочной поверхности
соединяемых деталей с натягом должно
быть таким, чтобы силы трения оказались
больше внешних F>F
сдвигающих сил. Здесь возможны три
случая [7]:
1. Условия прочности соединения, при нагружении осевой силой (Рис.15):

Рис.15 Схема запрессовки при нагрузке осевой силой
F ≤
≤
 ,
(21)
,
(21)
где F
- осевая сила, Н;
k - коэффициент запаса сцепления, принимает до 1,5...2;
d и l - диаметр и длина посадочной поверхности, мм;
q - давление на посадочную поверхность, Н/мм2;
f- коэффициент трения.
2. Условие прочности соединения при нагружении крутящим моментом
T
≤ ,
(22)
,
(22)
где Т - крутящий момент, Н·мм.
3. При одновременном нагружении крутящим моментом и сдвигающей осевой силой расчет ведут по равнодействующей окружной и осевой сил (Рис.16):
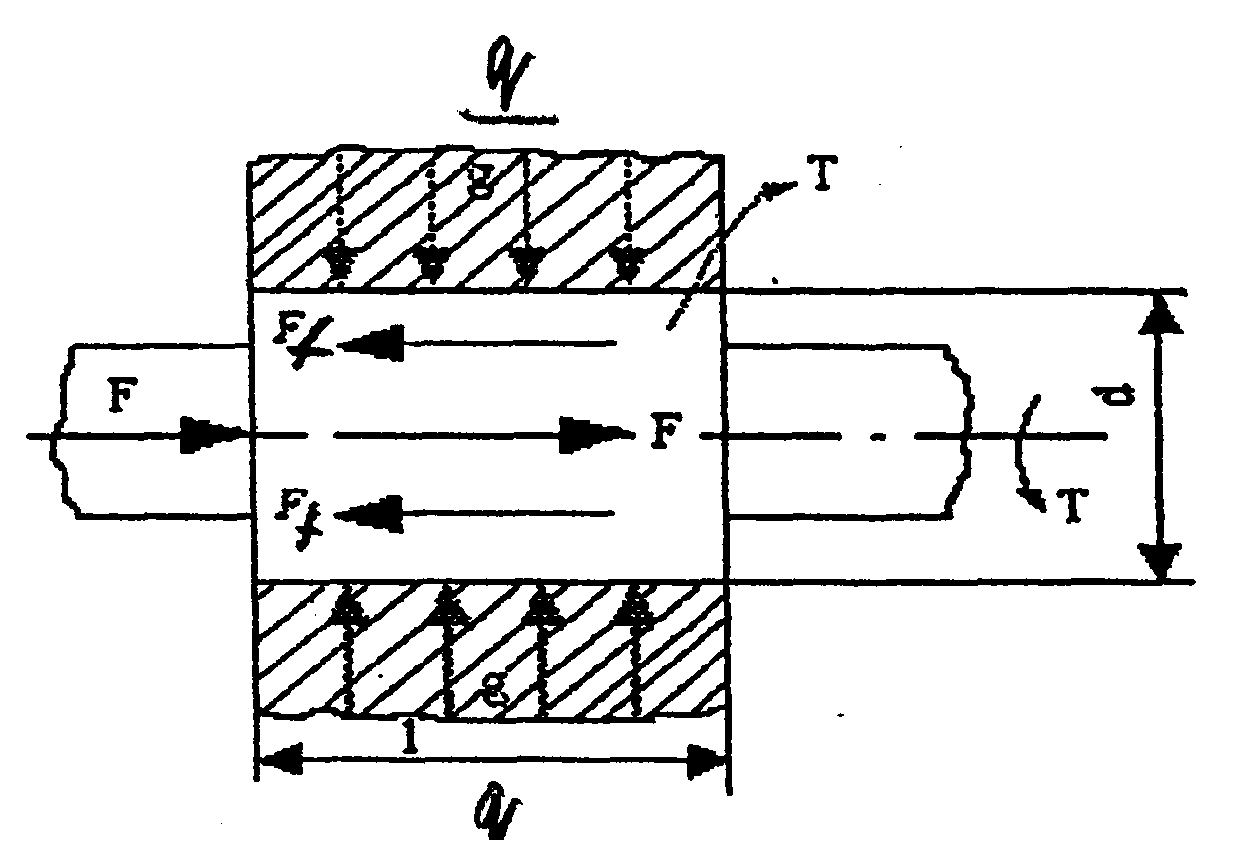
Рис, 16 Схема запрессовки осевой силы и крутящим моментом
F =
= ,
(23)
,
(23)
Условие прочности:
F≤,
(24)
Отсюда:
q≥ .
(25)
.
(25)
При практических расчетах соединений стальных и чугунных деталей рекомендуется принимать значения коэффициентов трения:
f=0,08... 0,1 при сборке прессованием и
f=0,12... 0,14 при сборке нагревом или охлаждением
для деталей из стали и латуни f=0,05...0,07.
Найдя q
и используя зависимость
между δ
и q,
определяют необходимый средний расчетный
натяг δ:
δ=qd
 ,
(26)
,
(26)
d<d<d
где
С=
 ,
(27)
,
(27)
С =
=
 ,
(28)
,
(28)
С,С-
коэффициенты, зависящие от размеров
деталей и механических свойств машин;
d -номинальный посадочный диаметр, мм;
d-
диаметр отверстия
охватываемой детали (для сплошного вала
d=0/мм);
d
- наружный диаметр охватывающей детали,
мм;
Е
Е-
модули упругости материала охватываемой
и охватывающей деталей H/мм2;
γ
γ
- коэффициент Пуассона материалов
соединяемых деталей.
Практически действительный (измеряемый) минимальный натяг должен быть несколько большим с учетом поправки на обмятие неровностей на контактных поверхностях, так как измерения производят по вершинам неровностей:
δ =
δ
=
δ + 1,2 (R
+ 1,2 (R +
R
+
R ),
(29)
),
(29)
где R,R
- высоты неровностей сопрягаемых
поверхностей деталей, которые приводятся
в таблицах, ГОСТа;
δ-
минимальный измерительный натяг, мкм.
По найденной величине δ
и d
подбирается одна из посадок
по СТ СЭВ 144-75.
Наиболее часто применяются
посадки:
 и др.
и др.
7.2 Определение усилия запрессовки
В соединении деталей с натягом сила запрессовки растет пропорционально ходу в связи с ростом площади контакта сопрягаемых деталей. Сила выпрессовки в момент трогания существенно больше, чем при движении, так как коэффициент трения покоя больше коэффициента трения движения. По мере схода ступицы с вала сила выпрессовки уменьшается (Рис.17).
Необходимое усилие запрессовки определяется по формуле:
F = fq·π·d·l,
(30)
= fq·π·d·l,
(30)
где f
- коэффициент трения при
запрессовке, который на 15... 20% выше, чем
при выпоессовке:
f=(1,15…1,20)f.
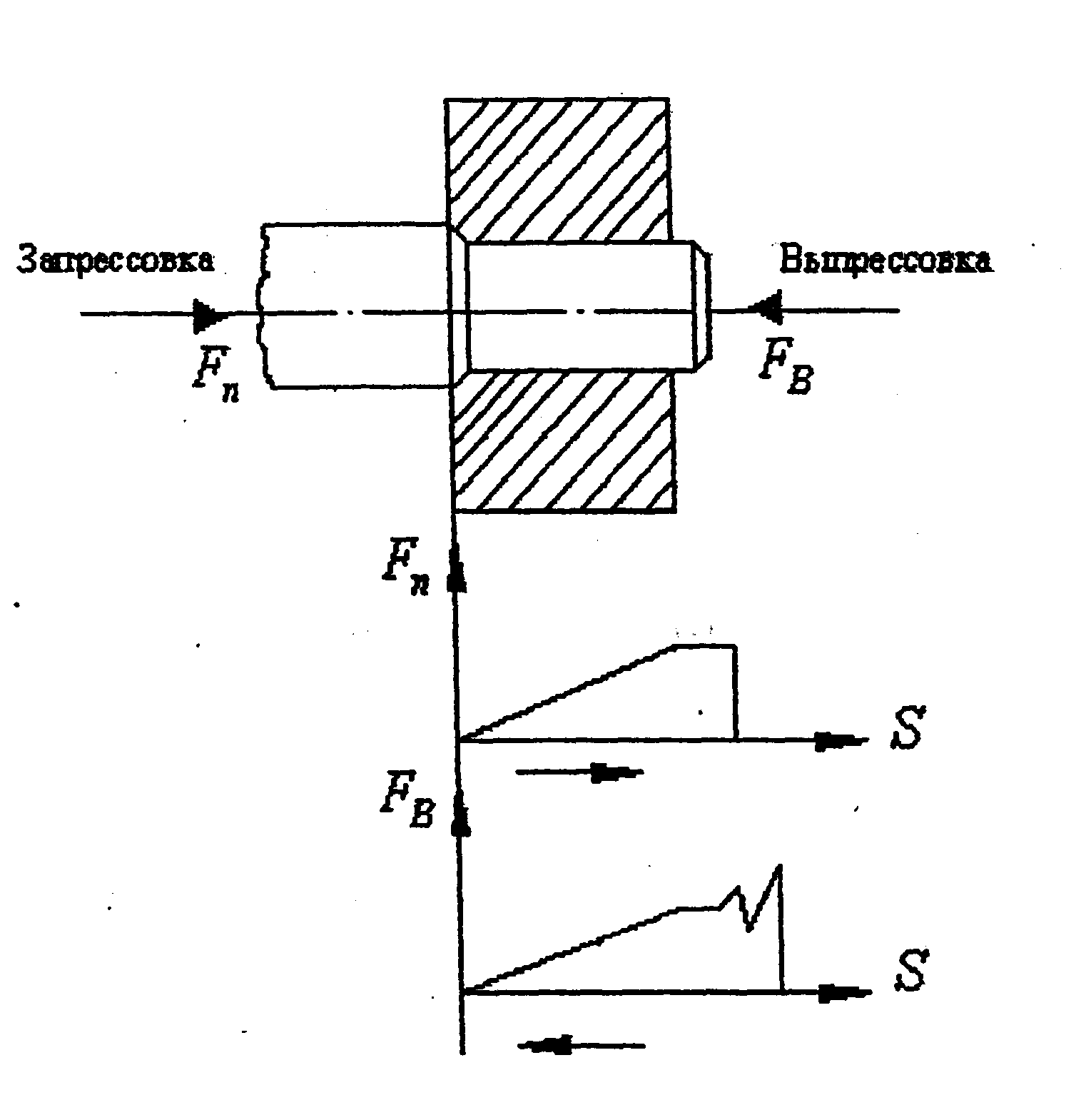
Рис.17 Схема запрессовки и выпрессовки деталей
7.3 Определение температуры нагрева
Для сборки с помощью нагрева охватывающей или охлаждения охватываемой детали необходимую разность температур деталей определяют по формуле:
t =
 ,
(31)
,
(31)
где δ - наибольший измеряемый натяг посадки,
мкм;
- наибольший измеряемый натяг посадки,
мкм;
Δ -
минимально необходимый зазор для
удобства сборки, мкм;
принимаемой обычно равным
зазору посадки
-
минимально необходимый зазор для
удобства сборки, мкм;
принимаемой обычно равным
зазору посадки
 ;
;
а- коэффициент линейного расширения,
а= ;
;
t- температура, С°;
для стали а = 12 · 10 ;
;
для чугуна а = 10,5 · 10;
для бронзы а
= 17 · 10;
для латуни а =
18 · 10;
для алюм. сплавов а
= 23 · 10;
d- номинальный посадочный диаметр, мм.
Температура нагрева должна быть выше температуры низкого отпуска.
Заключение
В результате выполнения курсовой работы нами проанализирована литература по теме исследования; выделены виды заклепочных соединений; проанализированы виды и методы клепки; произведен расчет заклепок на перерезывание; рассмотрены виды заклепочных швов; выявлены основные критерии работоспособности деталей машин; охарактеризованы пути повышения надежности деталей машин на стадии проектирования; произведен расчет заклепочных швов; выделены основные формулы расчета заклепочных швов на прочность; произведен расчет деталей с натягом; определены прочности соединений; определены усилия запрессовки; определена температура нагрева.
В результате выполнения курсовой работы нами получены следующие результаты:
1. Проанализировав литературные источники, нами выделено следующее определение заклепочного соединения: заклепочное соединение - неразъемное соединение деталей при помощи заклепок.
2. Различают заклепочные соединения с полукруглой головкой, потайной, полупотайной, цилиндрической, конической и конической с подголовками.
3. Заклепочные соединения разделяются на: прочные соединения, используемые преимущественно в металлических конструкциях машин и строительных сооружениях; плотно-прочные соединения, используемые в котлах, работающих под давлением; плотные заклепочные соединения (в котлах низкого давления).
4. Достоинствами заклепочных соединений по сравнению со сварными являются: большая стабильность и лучшая контролируемость качества; меньшее повреждение деталей при разъеме.
5. Недостатками заклепочных соединений являются: большой расход металла; трудоемкость работ и большая стоимость; менее удобные конструктивные формы в связи с необходимостью наложения одного листа на другой или применения специальных накладок.
6. Различают два вида клёпки – с двусторонним подходом, когда имеется свободный доступ к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен.
7. Различают два метода клёпки: прямой, когда удары молотком наносятся по стержню со стороны вновь образуемой замыкающей головки; обратный, когда удары молотком наносят по закладной головке. Этот метод применяется при затруднённом доступе к замыкающей головке.
8. Заклепочные швы делятся на три вида: прочный шов, плотный шов, прочноплотный шов.
Таким образом, цель курсовой работы, заключающаяся в рассмотрении особенностей заклепочных соединений, типов заклепок, заклепочных швов, произведении расчета прочных швов при осевом нагружении соединяемых элементов достигнута, все задачи выполнены.
Список литературы
Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х томах, - М.: Машиностроение. 1999. – 532 с.
Батурин А.Г., Ицкович Г.М., Панич Б.Б., Чяернин И.М. Детали машин. Изд. 6-е – М.: «Машиностроение», 1971.
Грызлов А.А., Костромин Ф.П., Чесноков В.А. Детали машин. – М., изд ВВИА им. Н.Е. Жуковского, 1960.
Гузенков П.Г. Детали машин: Учеб. для студ. высш. техн. учеб. заведений.- 5-е изд., перераб. - М.: Высш. шк., 1991. - 383 с.
Детали машин: Атлас конструкций: Учеб. пособие для вузов: В 2 ч. – М.: Машиностроение. 1992. – 352 с.
Детали машин. Атлас / Под ред. Д.Н. Решетова. – М., 1979.
Детали машин. Расчет и конструирование/ Справочник под редакцией Н. С. Ачеркана, т. 1, 2, 3. -М.: Машиностроение, I960.
Детали машин. Сборник материалов по расчету и конструированию под ред. Н.С. Ачеркана, кн. 1., М., Машгиз, 1953.
Дмитриев В. Л. Детали машин. - Л.: Судостроение, 1970.
Добровольский В.А., Заблонский К.И., Мак С.Л., Радчик А.С., Эрмех Л.Б. Детали машин. – Москва – Киев, Машигиз, 1962.
Дунаев П.Ф., Леликов О.П.Конструирование узлов и деталей машин. - М.: Высшая школа, 2001.
Зиновьев В.А., Пришедбко Н.А., Вильниц С.А. Детали машин. – М.. Высшая школа, 1964
Иванов М.Н. Детали машин. – М.. Высшая школа, 1991
Иванов М.Н. Детали машин: Учебник для машиностроительных специальностей вузов/М.Н. Иванов, В.А. Финогенов – 8-е изд., испр. – М.: Высш. Шк., 2003. – 408 с.
Иоселевич Г.Б. Детали машин. - М.: Машиностроение, 1988.
Ицкович Г.М., Чернавский С.А., Киселев В.А., Боков К.Н., Бонч-Осмоловский М.А. Сборник задач и примеров расчета по курсу деталей машин. – М., Машиностроение, 1965
Крагельский И. В. Трение и износ. - М.: Машиностроение, 1968.
Кудрявцев В. П. Детали машин. - Л.: Машиностроение, 1980.
Куклин Н.Г, Куклина Г.С. Детали машин. - 3-е изд., перераб. и доп. - М.: Высш. шк., 1988. - 366 с.
Куклин Н.Г., Куклина Г.С. Детали машин. – М., Высшая школа. 1984
Курсовое проектирование деталей машин: Учеб. пособие для студ. высш. учеб. заведений /С.А.Чернавский, К.Н.Бокова, И.М.Чернин и др. - 2-е изд., перераб и доп. -М.: Машиностроение, 1988.-416 с.
Леликов О.П. Основы расчета и проектирования деталей и узлов машин. Конспект лекций по курсу "Детали машин". - М.: Машиностроение, 2001.
Павлов Я.М. Детали машин. – М. – Л Машгиз, 1960
Поляков В.С., Кудрявцев В.Н. и др. Детали машин. – М., Машгиз, 1953.
Решетов Д. Н. Детали машин. - М.: Машгиз, 1989.
Решетов Д. Н. Работоспособность и надежность деталей машин, - М.: Высшая школа, 1974.
Серенсен С. В., Когаев В. П., Шнейдерович Р. М. Несущая способность и расчет деталей машин на прочность. - М.: Машиностроение, 1975.
Спицын Н. А., Машнев М. М. и др. Опоры осей и валов машин и приборов. - М.: Машиностроение, 1970.
Шелофаст В.В. Основы проектирования машин. -М.:Изд-во АПМ, 2000.
Приложение 1
Заклепочные соединения
Заклёпочные соединения: а — внахлёстку двухрядным швом; б — встык с одной накладкой; в — встык с двумя накладками однорядными швами.
Приложение 2
Расчетная схема заклепочного соединения
Приложение 3
Силы, действующие на заклепочное соединение