Проект упаковки для пищевой промышленности
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение высшего профессионального образования
«Московский государственный университет печати»
Кафедра ТПП и УП
Зав. кафедрой______________
д.т.н., проф. Бобров В.И.
Дипломный проект
на тему:
Конструкторско-технологическая часть проекта упаковки для пищевой промышленности
Дипломант:_________________________ Лукина А.А.
Руководитель: __________д.т.н., проф. Ефремов Н.Ф.
Консультант: __________________________________
Москва
Реферат
Работа выполнена на страницах, содержит рисунка.
Для выполнения работы было использовано литературных источников.
К работе прилагается электронная версия графического материала.
Перечень ключевых слов:
Содержание:
Введение
Глава 1
Основные этапы проектирования упаковки
1.1 Основные этапы проектирования упаковки
1.2 Классификация тары и упаковки
1.3 Классификация по каталогу ECMA
Глава 2
Предпроектные исследования
2.1 Обзор рынка аналогов, анализ прототипов упаковки для новогодних подарков
2.2 Анализ конструкций упаковки
2.3 Анализ художественного оформления упаковки для новогодних подарков
2.4 Влияние позиционирования товара в магазине на конструкцию упаковки
Глава 3
Проектирование конструкции упаковки для пищевой промышленности на примере упаковки для новогодних подарков
3.1 Выбор материала
3.2 Разработка конструкции
3.3 Разработка дизайна
Глава 4
Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков
4.1 Основные этапы разработки технологии
4.2 Обоснование выбора способа печати и печатной машины
4.3 Обоснование выбора лака
4.4 Обоснование выбора штанцевальной машины
4.5 Разработка раскладки на лист
4.6 Расчёт необходимого количества картона
4.7 Проектирование и расчёт оснастки
4.7.1 Расчёт необходимого количества печатных форм
4.7.2 Проектирование штанцевального штампа
4.7.3 Расчёт весовой балансировки штанцевального штампа
4.7.4 Расчёт силовой балансировки штанцевального штампа
4.7.5 Проектирование контрштампа
4.8 Разработка технологии удаления облоя и разделения заготовок
4.9 Разработка технологии фальцевания
4.10 Разработка технологии упаковывания заготовок тары
Заключение
Список литературы
Введение
В современной жизни упаковка прочно вошла в наш быт, и сопровождает человека на всех стадиях его деятельности. По состоянию развития упаковочной индустрии стали судить об экономическом и техническом уровне той или иной страны. Наиболее развитые страны вкладывают значительные средства в эту сферу. Так, ежегодные расходы в США на упаковку превышают 52 млрд. долларов, в Германии — 33 млрд. марок (около 20 млрд. долларов США). Среднегодовые расходы на упаковку во всем мире составляют от 450 до 500 млрд. долларов США.
Главная задача этой работы – выполнение двух проектов – разработка конструкции и технологии производства упаковки для новогодних подарков. Также целью настоящей работы является разработка оригинальной конструкции для пищевой промышленности на примере упаковки для подарков.
Отличительной особенностью процесса производства упаковки является наукоёмкость этой отрасли, где доля инженерного труда очень велика. Современные требования к конструированию упаковки, приводят к необходимости использования специализированных инструментов для ее разработки.
Такие инструменты представлены на западном рынке в достаточном количестве (это пакеты программ Marbacad, Impact, Artios CAD, Score и другие). На российском рынке эти программы в настоящее время не получили широкого распространения. Применение САПР (систем автоматического проектирования) оправданно и необходимо при разработке конструкции упаковки (конструктивный дизайн), подготовке раскладки на печатный и штанцуемый лист сообразно экономическим и технологическим требованиям, проектировании и изготовление оснастки для высечки.
При проектировании инженер должен руководствоваться основными положениями и функциями упаковки.
Упаковка – это средство или комплекс средств, обеспечивающих защиту продукции от повреждений или потерь, окружающую среду от загрязнения, а также обеспечивающих процесс обращения продукции (ГОСТ 17527-86 «Упаковка. Термины и определения»).
Тара – это основной элемент упаковки, представляющий собой изделие для размещения продукции. Если тара может самостоятельно выполнять весь комплекс требований к упаковке, то её можно называть упаковкой.
В большинстве случаев упаковкой следует называть совокупность тары и вспомогательного упаковочного средства.
К вспомогательным упаковочным средствам относятся крышки, пробки, этикетки, прокладки, решётки, вкладыши, стяжные и липкие ленты, скрепки, клеи, покрытия, обёртки и т.п.
По своей сути упаковку следует рассматривать не просто как средство содержания изделия, но в более широком смысле как систему взаимосвязи производителя, продавца и потребителя товаров. Это предъявляет к упаковке целый комплекс требований. Она должна обеспечить выполнение операций специальной обработки продукции, ее дозирования и укупорки. Кроме того, от упаковки требуется обеспечение длительного хранения продукции, удобства транспортировки, размещения на витринах, прилавках магазинов, складирования. Упаковке необходимы привлекательный внешний вид, способствующий повышению конкурентоспособности и облегчающий продажу, удобство использования покупателем. Ряд новых требований выдвигается к упаковке в процессе развития и совершенствования упаковочной индустрии.
Основными функциями упаковки являются защитная, дозирующая, транспортная, хранения, маркетинговая, нормативно-законодательная, экологическая, информационная и эксплуатационная. Под защитной функцией понимают способность упаковки сохранять качество упакованного продукта в течение заданного времени в определенных условиях.
Защитная функция должна предусматривать в конструкции упаковки меры по защите упаковываемого продукта от влияния климатических факторов, от повреждений и порчи при транспортировке и хранении, а также по защите окружающей среды и человека от негативного воздействия упакованного продукта. Защитная функция особую актуальность и важность имеет при упаковке пищевых продуктов.
Стремительный прогресс упаковочной промышленности привел к ряду новых представлений об упаковке. Одно из них - возможность стандартизации количества содержимого в пакете. Единообразная система упаковки позволяет купить без дополнительного взвешивания в магазине 250 г масла, 125, 250, 500, 1000 г молочных продуктов и т. д. В дополнение к другим функциям упаковка стала измерителем количества продукта, выполняя дозирующую функцию.
Под транспортной функцией понимают способность упаковки к удобной перевозке упакованной продукции определенным видом транспорта на заданное расстояние в течение установленного времени в определенных условиях.
Различают наземный, водный и воздушный виды транспорта. К наземным видам транспорта относят железнодорожный и автомобильный, к водным - морской и речной, к воздушным - авиационный и космический.
Транспортная функция предполагает оптимизацию конструкции упаковки с наиболее рациональным видом транспорта, маршрутом транспортировки и свойствами упаковываемого материала. Важным фактором является максимальное использование полезной площади грузового транспортного средства. При комплектовании партии транспортируемого груза следует учитывать существование совместимых и несовместимых упакованных материалов.
Выполнение функции хранения требует от конструкции упаковки простой и четкой маркировки, возможности стапелирования на стандартных поддонах и оптимального использования площади складских помещений. В случаях длительного хранения следует учитывать необходимость контроля и проверки качества упакованной продукции.
Упаковка, выполняя функцию маркетинга, эффективно используется как средство продвижения товара на потребительский рынок. Различают три основные причины, из-за которых значение упаковки в системе маркетинга неуклонно возрастает:
1) растущие требования потребителей к удобству пользования продуктом;
2) конкуренция за более престижные места на прилавках магазинов;
3) использование упаковки для рекламы продукта на месте продажи.
Упаковка, представляя продукт, должна быть, прежде всего, привлекательной за счет умелого дизайна и высокого качества полиграфического оформления. Сочетанием внешнего вида и содержащейся информации она способствует идентификации — установлению соответствия распознаваемого предмета своему образу, знаку (идентификатору).
Нормативно-законодательная функция упаковки является как бы производной от других функций. Так, в процессе выполнения функций защиты и хранения сложился комплекс санитарно-гигенических требований к упаковке. В настоящее время во многих странах существует специальное законодательство, строго регламентирующее предельное содержание в упаковочных материалах компонентов и примесей, которые могут мигрировать в продукт. Оно направлено на исключение возможности перехода вредных веществ из упаковки в продукт в количествах, оказывающих влияние на организм потребителя. Любой упаковочный материал может быть использован в пищевом производстве только после получения соответствующего разрешения государственных органов санитарно-гигиенического контроля. Дозирующая функция неразрывно связана с привлечением к упаковке нормативного закона мер и весов. Для наиболее распространенных типов упаковки разработаны соответствующие нормативные документы — технические условия и ГОСТы.
Экологическую функцию упаковки можно рассматривать как научное и практическое направление рационального использования обществом упаковки в свете взаимодействия с окружающей средой.
Экологическая функция упаковки в последние годы приобретает все более важное значение. По мере увеличения темпов производства возникают проблемы уничтожения использованной упаковки. Это связано с медленной скоростью ассимиляции (усвоения) природой под естественным воздействием света, тепла, влаги, микроорганизмов материалов использованной упаковки. Особые проблемы возникают с полимерными материалами, период ассимиляции которых достигает 80 лет.
Информационная функция упаковки приобрела важное значение в процессе развития формы самообслуживания в розничной торговле. Носящая достаточно информации о продукте, приятная на внешний вид упаковка часто служит единственным «продавцом» в магазинах самообслуживания. Особенно важное значение приобретает упаковка для новых продуктов, еще не известных покупателю. В этом случае она должна завершать весь цикл сбыта - привлекать внимание, стимулировать интерес, вызывать желание и побуждать к покупке продукта. Такие же задачи решаются посредством передачи информации потребителю. Эта информация должна отражать новизну продукта, его отличие от аналогов, подчеркивать его особенности.
Информацию на упаковке можно разделить на произвольную и обязательную. К произвольной информации относят разнообразные элементы художественного оформления, рекламу и т. п. Обязательная информация регламентирована нормативными документами на упаковываемый продукт. Она включает основные технические характеристики продукта, например, список важнейших его компонентов, руководство по применению, хранению и уходу, предупреждения о возможных противопоказаниях, опасностях и т. п.
Эксплуатационная функция упаковки предполагает легкость обращения с ней в процессе сортировки, хранения, перемещения и сбыта, а также удобство для потребителя в использовании упакованного продукта. Опросы покупателей показывают, что им импонирует упаковка, которую можно использовать повторно, которую можно легко открыть, которая является оригинальной и привлекательной, соответствующей пониманию красоты потребителем.
Для выполнения каждой из перечисленных функций упаковка должна отвечать определенному комплексу требований. Так, например, защитная функция предъявляет к упаковке требования по обеспечению необходимых показателей теплостойкости, морозостойкости, герметичности, коррозионной и химической стойкости, защиты от пыли, сохранения массы, стабильности формы, долговечности, ударной прочности, прочности при сжатии и разрыве, способности к амортизации ударов. Шесть последних показателей наряду со специфическими другими, такими, как экономия транспортной и складской площади и пространства, устойчивость при скольжении, пригодность к штабелированию и автоматизированной обработке, унификация по конструкции и размерам, способность к групповой упаковке, удобство в обращении, легкость открывания, способность повторно закрываться, важны и для транспортной функции, и для функции хранения. Пять последних требований предъявляет к упаковке и эксплуатационная функция. Маркетинговая функция, прежде всего, диктует технико-экономические показатели упаковки, требования по экономии пространства и площади при транспортировке, складировании и продаже, а совместно с информационной функцией выдвигает требования по предоставлению рекламы, информации, а также по наличию элементов идентификации и индивидуальных особенностей упаковки. Экологическая функция рассматривает медико-гигиенические требования к материалам, продукции и упаковке в целом, возможности повторного использования тары, удобство утилизации и другие экологические аспекты.
Помимо требований, продиктованных функциональным назначением, при создании тары и упаковки следует учитывать и комплекс требований к упаковке, обусловленных упаковываемым продуктом, заказчиком и производственными условиями. Материал и конструктивное исполнение упаковки зависят от агрегатного состояния продукта - твердого, жидкого или газообразного, а также от его особенностей - температуры, давления, вязкости, размера частиц и т. п. Агрегатное состояние упаковываемого продукта и его особенности влияют на выбор материала и конструктивные особенности упаковки не только напрямую, но и косвенно, поскольку от них зависят технология и аппаратурное оформление процесса упаковывания. Совершенно очевидно, что тара и упаковка должны соответствовать требованиям технологии и конструкции упаковочного оборудования.
Если раньше формированием подарков занимались в основном кондитерские предприятия, то теперь они соперничают с упаковщиками, специализирующимися на формировании новогодних подарков. Новогодние подарки гарантируют большие объемы сбыта всего за три праздничные недели, ведь ни в какое другое время никто не покупает сладости в таком объеме, как перед Новым годом. По данным статистики, в прошлом году продажи кондитерских изделий в декабре по сравнению с октябрем выросли в четыре раза. Основные поставщики новогодних подарков в Москве - "Красный Октябрь", "Рот Фронт" и кондитерский концерн "Бабаевский". Конкурентными преимуществами в борьбе за место под елкой становится разнообразие набора, его цена и нестандартная упаковка. А солидные заказчики обычно требуют эксклюзивного подарка с гарантией, что подобного не появится в розничной продаже. Поставщики недорогих подарков стараются предложить оригинальную упаковку.
Глава 1
1.1 Основные этапы проектирования упаковки
В российской упаковочной промышленности не всегда соблюдаются основные правила при выполнении проектных работ, поэтому мы рассмотрим этот вопрос более подробно.
Разработка изделий представляет собой сложный многоступенчатый процесс, для которого характерны три чётко выраженные фазы: разработка технического задания, разработка проектной конструкторской документации, разработка рабочей конструкторской документации. Для каждой фазы характерны своеобразная целевая установка, различная глубина конструкторской проработки технических решений и степень укрепления их технико-экономических оценок.
Исходные требования для разработки проекта машиностроительного изделия обычно составляют заказчики. Заказчик на основе изучения потребностей, современных достижений науки и т. п. разрабатывает и предъявляет разработчику заявку, содержащую цель и назначение продукции, ориентировочную потребность, срок и т. п. Исходные требования заказчика выполняют в виде приложения к заявке. Они содержат назначение и область применения, параметры и характеристику, условия эксплуатации, технологические и другие требования, ориентировочный расчет себестоимости и розничной цены.
Разработка технического задания представляет процесс установления исходных требований и формирование предварительных (возможных и желательных) очертаний объекта разработки.
На основе заявки и исходных требований заказчика разрабатывается техническое задание, которое содержит результаты выполненных научно-исследовательских и экспериментальных работ, научного прогнозирования, анализа передовых достижений и технического уровня отечественной и зарубежной техники, изучения патентной документации с учетом базовых показателей качества.
Техническое задание в общем случае должно состоять из следующих разделов: наименование и область применения; основание для разработки (наименование документа); цель и назначение разработки; источники разработки; технические требования; экономические показатели; стадии и этапы разработки.
Техническое предложение (ТП) - совокупность конструкторских документов, которые должны содержать техническое, социологическое, эстетическое и техноэкономическое обоснование целесообразности разработки изделия на основании анализа технического задания и различных вариантов с учетом конструктивных, эксплуатационных, эргономических особенностей разрабатываемого и существующих изделий.
При разработке технического предложения выполняются следующие работы:
сбор данных и анализ (функциональный, эстетический, эргономический, технологический) прототипа изделия и его аналогов;
определение вариантов возможных конструктивных, эргономических, цветофактурных решений;
определение принципов действия, размещение узлов;
проверка патентной чистоты предложенных вариантов и соответствие их требованиям технологии пищевых производств и эргономики;
сравнительная оценка рассматриваемых вариантов;
выбор оптимального варианта конструктивного решения и обоснование его выбора.
Эскизный проект (ЭП) - совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные параметры и габаритные размеры разрабатываемого изделия.
На основе технического задания, согласованного с заказчиком, конструкторская организация разрабатывает техническое предложение и эскизный проект. В общем случае при разработке эскизного проекта проводят следующие работы:
выполнение в эскизах вариантов возможных решений;
определение особенностей вариантов, их конструктивную проработку;
выполнение эскизов в графике и в объеме;
разработку и оценку изделия на
технологичность, по показателям
стандартизации
и унификации;
разработку и оценку эргономического и цветофактурного решения;
окончательную проверку вариантов на патентную чистоту;
сравнительную оценку рассматриваемых вариантов;
выбор оптимального варианта;
обоснование
выбора, подтверждение (уточнение)
предъявляемых
к изделию требований
(техническая характеристика, показатели
качества и т. д.).
Технический проект (ТП) представляет собой совокупность конструкторских документов, которые должны содержать техническое и технико-экономическое обоснование целесообразности разработки документации изделия на основании анализа технического задания и различных вариантов возможных решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий.
ТП - совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации.
Конструкция изделия воспроизводится в сборочном чертеже общего типа и чертеже (рисунке), полученном в результате художественно-конструкторской проработки формы. Эти чертежи могут быть как раздельными и выполненными в различных масштабах, так и совмещенными. При необходимости производятся моделирование и макетирование. Разрабатываются эскизы сложных поверхностей.
В технический проект входят: пояснительная записка с описанием схем, сборочных чертежей и т. п., сборочные чертежи общего вида и сборочные чертежи узлов, показывающие окончательную разборку конструктивного, эргономического и цветофактурного решения, схемы - принципиальные, общие, кинематические и т. п.
Рабочая конструкторская документация (РКД) включает все сборочные чертежи изделия и их полную деталировку, спецификации по каждому сборочному чертежу, комплексу и т. п.
РКД включает пояснительную записку. Она содержит все описательные материалы, необходимые прочностные, экономические и другие расчеты.
В пояснительной записке приводят сведения о стандартных, унифицированных и заимствованных сборочных единицах и деталях, которые были применены при разработке изделия, а также показатели уровня унификации и стандартизации.
Разработка проектной конструкторской документации включает процесс последовательно углубляемой технико-экономической проработки инженерных решений, осуществляемый на базе данных технического задания, результатов научно-исследовательских работ и практического опыта.
Каждая проектируемая и внедряемая конструкция должна удовлетворять трём основным требованиям: техническим, социальным и экономическим. Эти требования часто носят противоречивый характер, поэтому задача конструктора заключается в выборе из множества возможных решений одного, наиболее полно отвечающего всему комплексу требований в целом.
В техническом отношении конструкция должна быть на уровне современных достижений науки и техники и обеспечивать возможность оптимального решения определённых технологических и производственных задач. Конструкция должна отвечать функциональному назначению и обеспечивать заданные параметры. Вместе с тем она должна обладать необходимыми эксплуатационными качествами, например надёжностью.
Социальные требования к конструкции — обеспечение улучшения условий труда при её изготовлении и эксплуатации, безопасность, экологическая чистота.
Экономические требования предусматривают не только возможность конструктивной и технической реализации проекта, но и его экономическую целесообразность. Многие конструкторы считают, что конструировать с учётом экономических требований — значит уменьшить стоимость изготовления изделий, избегать сложных и дорогих решений, применять наиболее дешёвые материалы и наиболее простые способы обработки. Но это лишь часть задачи. Главное значение имеет то, что экономический эффект определяется полезной отдачей изделия и суммой эксплуатационных расходов за весь жизненный цикл изделия. Стоимость изделия является не всегда главной, а иногда и очень незначительной составляющей этой суммы. Особенно часто такое встречается при проектировании упаковки.
1.2 Классификация тары и упаковки
Тару и упаковку принято классифицировать по назначению, материалу, составу конструкции и технологии производства.
По назначению тару и упаковку можно разделить на потребительскую, производственную, транспортную и специальную (консервирующую).
Потребительская тара и упаковка предназначена для продажи населению товара, является частью товара, входит в его стоимость, а после реализации товара переходит в полную собственность потребителя. Она, как правило, не выполняет функцию самостоятельного транспортирования и перевозится в транспортной таре.
Потребительская тара и упаковка должна предохранять товар от разрушения, деформаций, разливания, высыпания, усушки и других видов потерь. Ее конструкция, объем, и прочие параметры зависят от свойств и конфигурации упаковываемой продукции, применяемого материала, способа изготовления, условий транспортирования, хранения и т. д. Она имеет ограниченную массу, вместимость и размеры.
Потребительскую тару подразделяют на индивидуальную и групповую. Индивидуальная тара предназначена для упаковывания единицы продукции. В групповую тару упаковывают определенное количество продукции.
По отношению к упаковываемому продукту упаковку подразделяют на внутреннюю, внешнюю и транспортную. Внутренняя упаковка предназначена для размещения товара или продукта и находится с ним в непосредственном контакте. В зависимости от агрегатного состояния продукта (твердое, жидкое или газообразное), комплекса его физико-химических свойств и ряда других показателей внутренняя упаковка может быть изготовлена из бумаги, картона, пластмасс, металлов, стекла, керамики, дерева и композиционных материалов. Внешняя упаковка служит защитой для внутренней упаковки и удаляется при подготовке к непосредственному использованию упакованного продукта. Как правило, внешняя упаковка выполняет и дополнительные функции, например представление подробной информации о товаре и его свойствах, привлечение внимания к товару, увеличение сроков сохраняемости и т.п. Транспортная упаковка предназначена для хранения, транспортировки и идентификации продукта. Производственная тара и упаковка предназначена для исполнения внутризаводских - внутрицеховых и межцеховых, а также межзаводских перевозок и хранения сырья, материалов, полуфабрикатов, заготовок, деталей, сборочных единиц, готовых изделий и отходов. Производственная тара и упаковка является собственностью конкретного предприятия и подлежит обязательному возврату.
Транспортная тара предназначена для перевозки, складирования и хранения продукции. Она образует самостоятельную транспортную единицу и может принадлежать любой организации, участвующей в процессе обращения.
По габаритам транспортную тару различают на малогабаритную, размеры которой лежат в пределах 1200х1000х1200 мм, и крупногабаритную, когда размеры превышают указанные пределы.
По кратности использования транспортную тару разделяют на разовую и многооборотную. Разовая тара предназначена для однократного ее использования. Многооборотной называют тару, прочностные показатели которой рассчитаны на многократное ее применение. При этом бывшую в употреблении тару, которую используют повторно, называют возвратной, а юридически принадлежащую и подлежащую возврату конкретному предприятию - инвентарной тарой. При получении товара в многооборотной таре, в том числе и инвентарной, предприятие-потребитель продукции выплачивает поставщикам ее залоговую стоимость.
Специальная упаковка предназначена для защиты от внешних воздействий, влияния влаги и климатических факторов при транспортировании, хранении и длительной консервации изделий. Как правило, специальной упаковке подвергают крупногабаритные установки, машины и механизмы, а также приборы. Наибольшее распространение получило герметичное упаковывание изделий в полимерную пленку на специальном транспортном поддоне с последующей защитой деревянной обрешеткой или стенками с крышкой. Для консервации крупных агрегатов, самолетов и небольших кораблей применяют способ «кокон». Изделие закрепляют на герметичной сплошной плите, оплетают шпагатом, веревками или длинными бумажными полосами до образования сетки с ячейками размером 150-200 мм, на которую с помощью пневматического пистолета наносят в несколько слоев лак на основе полимеров до образования сплошной непроницаемой оболочки. В качестве специальной упаковки часто используют стеклопластики, из которых формируют баки, цистерны, ящики, контейнеры.
При упаковывании точных приборов и механизмов, хрупких изделий применяют в качестве защиты от механических нагрузок, влаги и тому подобного нанесенный на их поверхности слой пенопласта на основе полиуретанов, полиэфиров, пенопластов.
По материалу различают тару и упаковку из бумаги, картона, пластмассы, металлов (жести), стекла, керамики и дерева.
Самые экономичные и широко применяемые материалы для изготовления упаковки - бумага и картон. Объем их использования в упаковочной промышленности составляет 40-50%. Стремительно возрастает применение пластмасс. Сочетание легкости, прочности, красивого внешнего вида, герметичности, автоматизации производства и переработки, дешевизны позволяют прогнозировать и в дальнейшем сохранение такой тенденции. Высокая прочность, жесткость и теплостойкость металлов делают их незаменимыми в производстве упаковки для нефтепродуктов, для пищевых продуктов, особенно консервирования рыбы, мяса и др., для напитков, для аэрозолей и др. Стеклянным пузырькам, бутылкам и флягам отдается предпочтение при упаковывании напитков, продуктов химической промышленности, косметики, кондитерских изделий.
Конкретный материал упаковки выбирают исходя из физических, химических, гигиенических, биологических и других его свойств во взаимосвязи со свойствами упаковываемой продукции. Немаловажную роль играет и технология упаковывания, и конструктивные особенности упаковочного оборудования.
По составу упаковку классифицируют в зависимости от вида и типа тары и применяемых вспомогательных упаковочных средств. Под видом тары понимают классификационную единицу, определяющую тару по форме. По форме различают прямоугольную, цилиндрическую, конусную, плоскую тару и др. Типом тары называют классификационную единицу, определяющую тару по материалу.
По конструкции тару подразделяют на коробки, банки, бутылки, ящики, фляги, канистры, бочки, барабаны, флаконы, тубы, стаканчики, ампулы, пакеты, сумки, мешки, пеналы, пробирки.
Коробки относят к разовой потребительской таре. Они имеют корпус разнообразной формы, плоское дно, сверху закрываются крышкой. Крышки бывают съемные или прикрепленные к корпусу на шарнирах (см. рис.1.1)
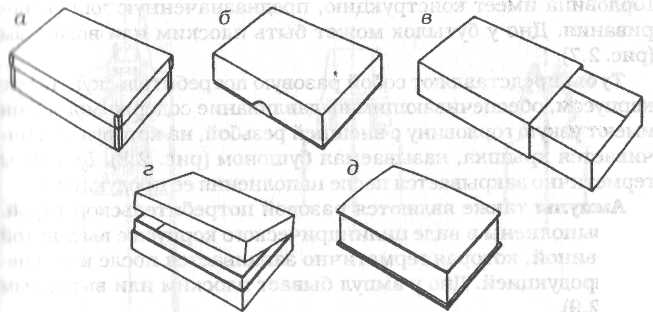
Рис. 1.1 Коробки различной конструкции:
а - со съемной крышкой;
б - с телескопической крышкой;
в - с корпусом типа обечайки и выдвигаемой крышкой;
г - с прикрепленной на петлях крышкой;
д - корпус и крышка с буртиком
Банками называют потребительную тару преимущественно с цилиндрическим корпусом и плоским или вогнутым дном. Банки имеют широкую горловину диаметром, равным или несколько меньшим диаметра корпуса. Вместимостью от 0,025 до 10 дм3 (см. рис. 1.2).



Рис. 1.2 Банки различной конфигурации
Бутылки являются потребительской тарой, как правило, с цилиндрическим корпусом, переходящим в узкую горловину. Горловина имеет конструкцию, предназначенную для укупоривания. Дно у бутылок может быть плоским или вогнутым (см. рис. 1.3).
а б
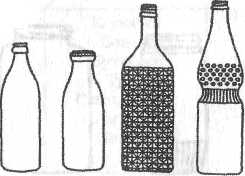
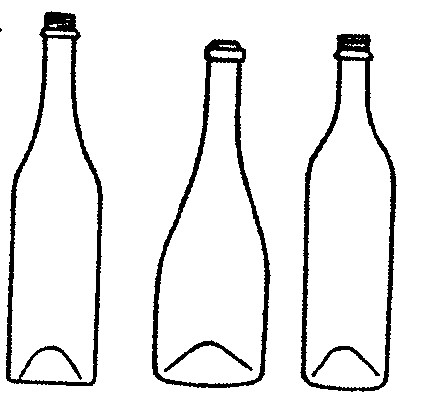
Рис 1.3 Бутылки с плоским (а) и вогнутым (б) дном
Т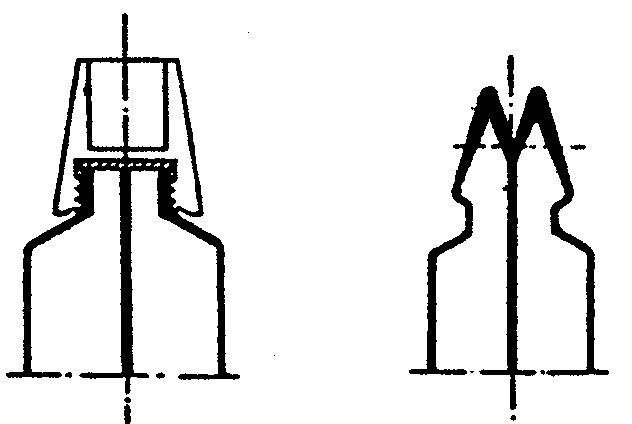 убы
представляют
собой разовую потребительскую тару с
корпусом, обеспечивающим выдавливание
содержимого. Они имеют узкую горловину
с внешней резьбой, на которую навинчивается
крышка, называемая бушоном (рис. 1.4). Дно
тубы герметично закрывается после
наполнения ее продукцией.
убы
представляют
собой разовую потребительскую тару с
корпусом, обеспечивающим выдавливание
содержимого. Они имеют узкую горловину
с внешней резьбой, на которую навинчивается
крышка, называемая бушоном (рис. 1.4). Дно
тубы герметично закрывается после
наполнения ее продукцией.
Рис. 1.4 Тубы с бушонами различной конструкции
Ампулы также являются разовой потребительской тарой. Они выполнены в виде цилиндрического корпуса с вытянутой горловиной, которая герметично запаивается после наполнения продукцией. Дно у ампул бывает плоским или выпуклым (рис. 1.5).
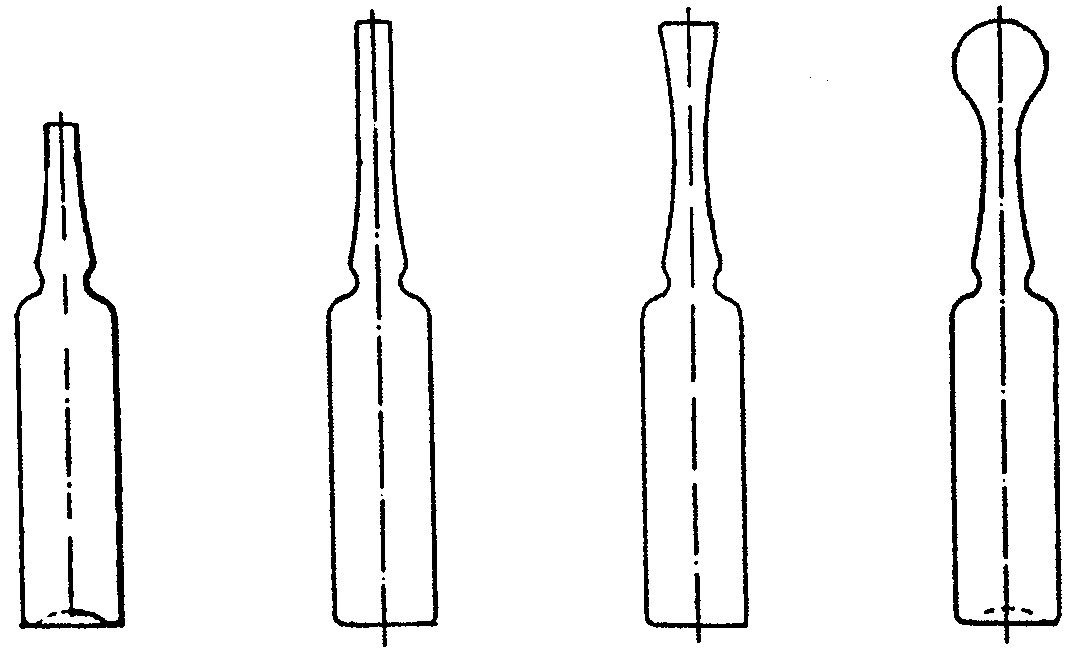
Рис. 1.5 Ампулы различной конструкции
Пакеты и сумки относят к мягкой потребительской таре с корпусом в виде рукава, с дном различной конструкции и открытой горловиной. Их вместимость до 20 дм3. Сумки имеют разнообразные ручки.
Пробирками называют потребительскую тару, имеющую цилиндрический корпус и плоское или выпуклое дно. Горловина диаметром, равным диметру корпуса, укупоривается пробкой или крышкой. Объем пробирок достигает 0,05 дм3.
Канистры имеют корпус, форма которого в сечении, параллельном дну, близка к прямоугольной. В их конструкции предусмотрены приспособления для переноса, сливная горловина и крышка с затвором (рис. 1.6).
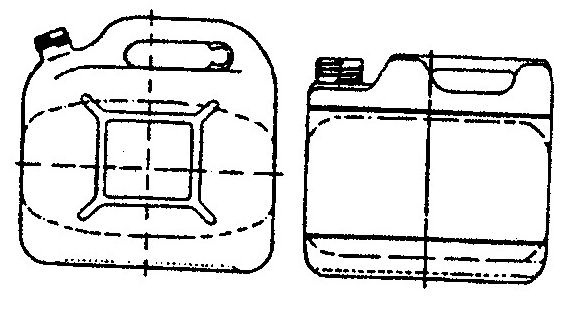
Рис. 1.6 Канистры
Остальные конструкции являются представителями транспортной тары.
Ящики характеризуются корпусом, имеющим в сечении, параллельном дну, преимущественно форму прямоугольника. В состав ящика входят дно, две пары торцевых и боковых стенок. Ящики бывают с крышкой и без нее.
Флягами называют транспортную тару с корпусом цилиндрической формы, переходящим в узкую горловину. Фляги снабжены устройством для переноса, крышкой, имеющей рычажный или винтовой затвор.
Бочки представляют собой транспортную тару с корпусом цилиндрической или параболической формы. На корпусе предусмотрены обручи или зиги (гофры) для катания. Днища снабжены сливными отверстиями либо одно дно выполняется съёмным.
Барабаны имеют гладкий или гофрированный корпус цилиндрической или конической формы без обручей или зигов для катания, с плоским дном и крышкой.
Мешки относят к транспортной мягкой таре. Они имеют корпус в форме рукава, дно и горловину. Горловина бывает открытой или закрытой клапаном.
По технологии производства тару и упаковку классифицируют в первую очередь во взаимосвязи с ее материалом и с конструктивными особенностями. Наибольшее количество материалов и методов их переработки встречается в производстве полимерной тары и упаковки.
Для полимеров принципиально важна взаимосвязь общего процесса получения материала и процесса придания этому материалу требуемой формы, иначе говоря - получение изделия. Конечным критерием правильности выбора технологического процесса и параметров его проведения является высокое качество именно изделия.
Технологическая последовательность по схеме полимер - материал - метод формования - изделие имеет и обратную связь, позволяющую определить правильность выбора каждой стадии по уровню достигнутого качества изделия.
1.3 Классификация по каталогу ECMA
В Европе производимые коробки объединены в несколько каталогов, в зависимости от материала – ECMA и FEFCO. Объединяющая специалистов ведущих стран Европейская ассоциация производителей картонной упаковки (ЕСМА) в 1967 г. выпустила первый сборник стандартных конструкций складных коробок. В то время в конструкциях преобладала продольная склейка швов. В последующее время появилось новое поколение оборудования, материалов, получило дальнейшее развитие, создание новых конструкций складных коробок, разработана система компьютерного конструирования коробок (CAD). На базе этой системы и сборника стандартов Европейского центра стандартизации (CEN) в 1992 г. ЕСМА разработала новый каталог стандартных конструкций складных коробок.
Группу А составили прямоугольные картонные коробки, имеющие по высоте Н продольный клеевой шов. Все наружные плоскости таких коробок расположены под прямыми углами друг к другу.
В группу В вошли прямоугольные коробки без продольных клеевых швов. Соединение их сторон осуществляется с помощью затворов разнообразных конструкций.
Группу С образовали непрямоугольные картонные коробки с продольным швом на высоте Н. Несколько внешних сторон коробок имеют различную непрямоугольную форму и могут быть расположены под углом к основанию.
Группа D состоит из непрямоугольных коробок без продольных клеевых швов. Соединение их сторон выполняется различными затворами.
Группа Е включает конструкции коробок, находящихся в непосредственном контакте с упаковываемым продуктом или предназначенных для групповой упаковки.
Группу F составили прочие картонные коробки, конструкции которых не вошли в группы А-Е.
Каждая группа разбита на подгруппы по совокупности конструктивных признаков - формы и конструкции дна, крышки, затворов и т. п. Подгруппы обозначаются десятками, например А-20, В-60, С-40 и т. д. Подгруппы, в свою очередь, разделены на типы, определяющие конкретную конструкцию коробки.
В системе компьютерного проектирования CAD из базы данных выбирают подходящую конструкцию коробки и в режиме диалога с компьютером определяют конечные размеры, материал, место склеивания и другие конструктивные параметры.
Каталог ЕСМА не содержит строгих норм для различных деталей развертки, особенно вспомогательных элементов. Эти задачи каждая фирма решает самостоятельно.
Глава 2 Предпроектные исследования
2.1 Обзор рынка аналогов, анализ прототипов упаковки для новогодних подарков
Новогодняя упаковка, казалось бы, представлена очень широко, но при более детальном рассмотрении оказывается, что все экземпляры более или менее однотипны. Можно провести условное деление новогодней упаковки на две категории:
Картонная упаковка;
Упаковка из других материалов (в основном это металлическая и полимерная упаковка).
Упаковка из металла в основном в виде ведёрочек и бочек. Упаковка из картона в виде прямоугольных коробок, которые стилизованы под различные сундучки, домики и обычные коробки иногда с дополнительными выступающими элементами. Упаковка из пластика бывает в виде домиков, часов, фонариков и т. п., такие упаковки выполняются методом термоформования.
Обзор рынка новогодней упаковки можно провести в два этапа. На первом этапе рассмотреть конструктивные особенности представленных образцов. На втором этапе оценить художественное оформление.
2.2 Анализ упаковок по конструкции

На рисунке 2.1 изображена типичная коробка. Коробка имеет трапециевидную форму. Углы её вогнуты вовнутрь, стенки выгнуты наружу. Клапаны крышки приклеены друг к другу, что создаёт определённое неудобство. Так как возникают трудности при открытии, и теряется внешний вид. Ручка полукруглая, отверстие для руки очень маленькое, поэтому держать такую коробку не очень удобно.
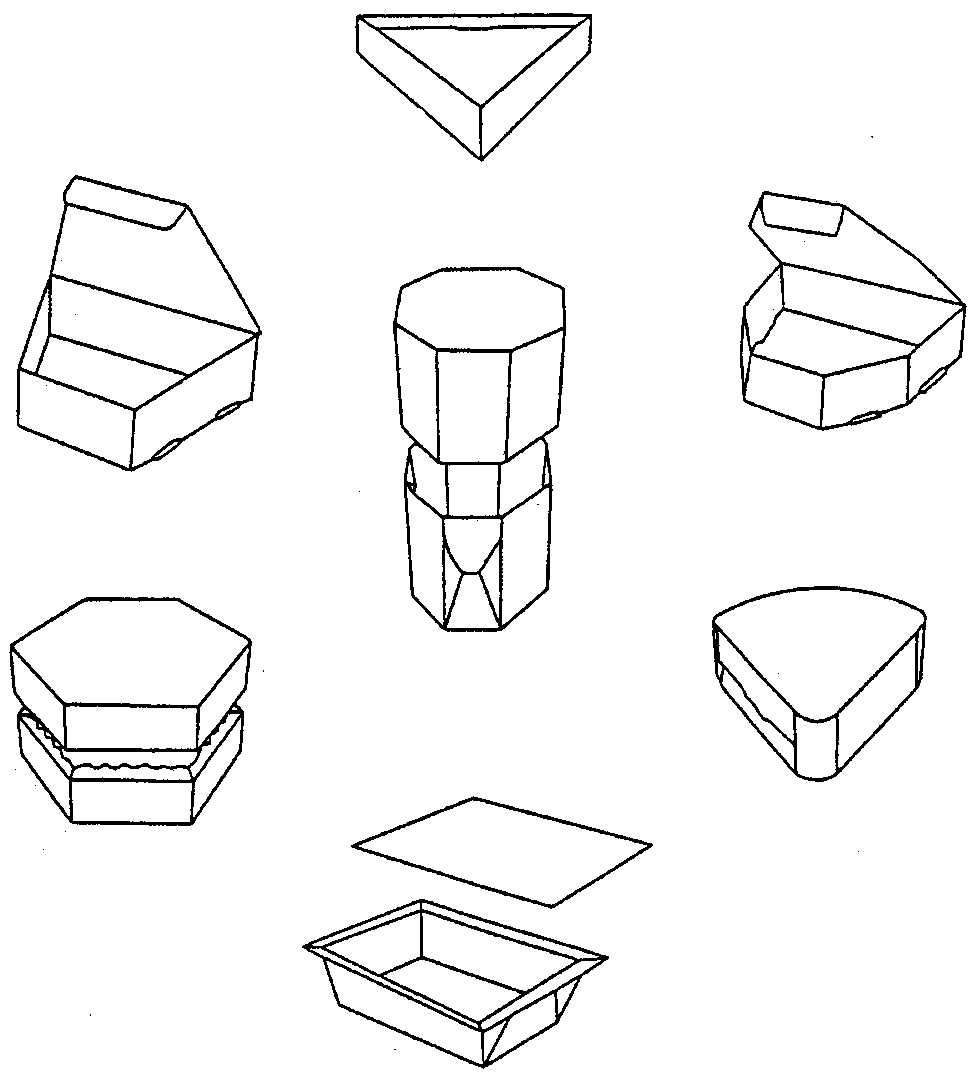
На рисунке 2.2 изображены коробки, классифицируемые по каталогу ECMA, как категория F – коробки особой формы и специальной конструкции. Так как коробка с трапецеидальным основанием входит в категорию F и форма рассматриваемого образца на рис. 2.1 достаточно интересна, то можно отнести её к категории F.
Коробка на рисунке 2.3 имеет форму трапеции. Клапаны крышки приклеены друг к другу. Это создаёт такие же сложности при открывании как у коробки на рисунке 2.1. Дно выполнено по конструкции донного самозатвора. На боковых стенках выполнено окно в форме ёлочке, заклеенное прозрачной плёнкой. Отсутствие ручек вызывает неудобства.
На рисунке 2.4 изображены коробки, классифицируемые по каталогу ECMA, как категория С – поясные коробки. Так как коробка с продольным клеевым швом по высоте Н, а также стороны коробки могут иметь непрямоугольную форму и быть расположены под углом к основанию, то можно отнести её к категории С.
Ещё одна коробка, выполненная в форме трапеции. На боковых стенках выполнены окошки, с вклеенной плёнкой. Крышка с выгнутыми наружу стенками и вогнутыми внутрь по углам является одним целым с боковыми стенками. Ручка очень маленькая, похоже, что она выполняет только декоративную функцию.
Эта коробка по конструкции короба похожа на экземпляры категории С (см. рис. 2.4), но конструкция крышки несколько нестандартна (см. рис. 2.2). Поэтому более правильно будет отнести эту коробку к категории F.
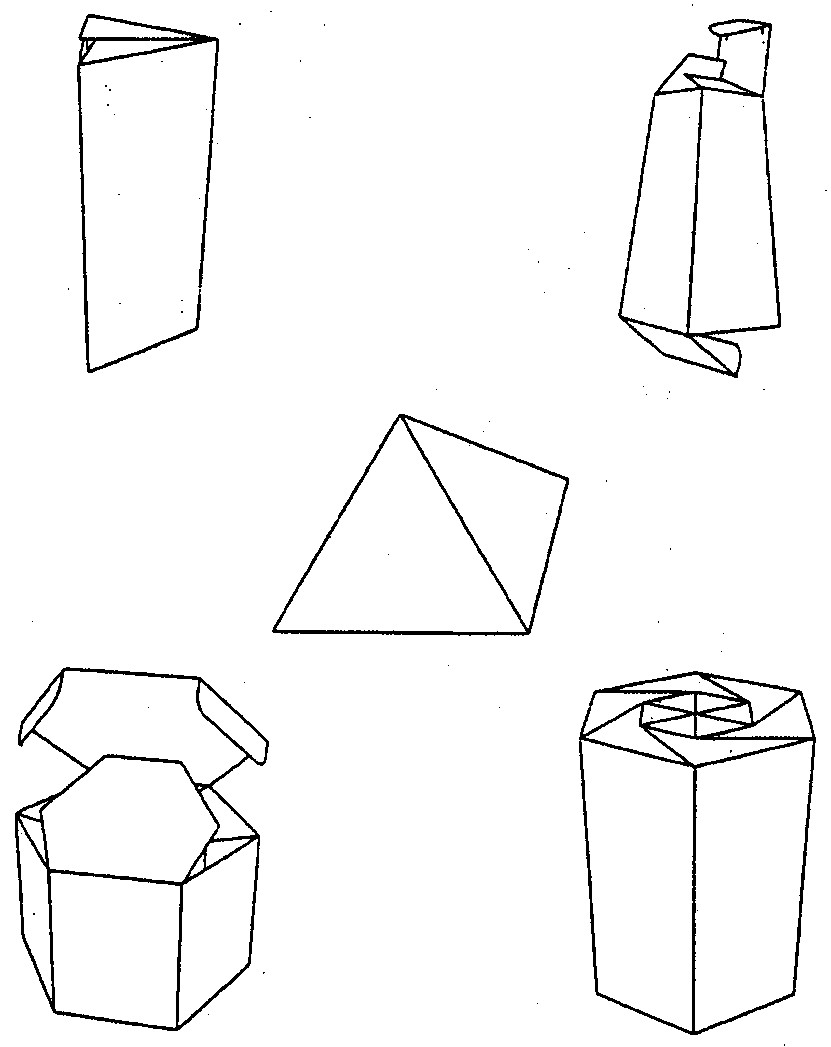
Коробка пирамидальной формы. Смотрится достаточно органично, но открывается она снизу, что неудобно. Так как каждый раз, когда открываешь коробку нужно её переворачивать. Соединительные клапаны могут утратить жёсткость и коробка потеряет свою форму. Ручки тоже маленькие, нести коробку совершенно неудобно (рис. 2.7).
На рисунке 2.7 изображены коробки, классифицируемые по каталогу ECMA, как категория D – складные коробки из одной заготовки, собираемые без клеевых соединений. Так как коробка собирается с помощью клапанов «бабочек», они вставляются в прорези и затем их боковые ушки расправляются, что препятствует их выходу из прорезей, а также стороны коробки могут иметь непрямоугольную форму и быть расположены под углом к основанию, то можно отнести коробку к категории D.
Коробка выполнена в форме пакета (см. рис. 2.8). Крышка одно целое с пакетом. Перекидываясь на другую сторону, она закрывается с помощью клапана, который вводится в отверстие. Ручки просто верёвочные с узелочками на концах, что препятствует выскальзыванию их из отверстий. Конструкция такой коробки очень простая, но одна из самых практичных из всех образцов представленных здесь. Но всё же эту коробку нужно отнести к категории F по каталогу ECMA.
Коробка, являясь прямоугольной, имеет форму домика, выступающей деталью является новогодняя ёлка, она вставлена с помощью клапанов с замками, которые препятствуют обратному движению вставки. Ручка также является вставным элементом. Но непонятно выдержит ли крепление крыши к коробке подъём за ручку. Главный недостаток этой конструкции – непродуманная верхняя часть – крыша. Крыша топорщится, боковые стенки тоже. Из-за этого между стеной и крышей образуются очень большие щели. Из-за этих щелей может произойти порча продукта или частичная его потеря при транспортировке. Такая конструкция производит впечатление очень ненадёжной (см. рис. 2.9).
В этой части были рассмотрены коробки по конструктивным признакам, которые представлены на рынке на декабрь 2004 года (магазин «Седьмой континент»). Конечно, это далеко не все представленные образцы, но наиболее распространённые и наиболее типичные. Все представленные образцы удобны для использования на больших новогодних мероприятиях, когда нужен недорогой и «удобный» подарок, за исключением, быть может, коробки на рис. 2.8 . Но когда подарок приобретается «в семью» к нему предъявляются более высокие требования по оригинальности конструкции, надежности и художественному оформлению, о чём будет сказано в следующей части.
2.3 Анализ художественного оформления упаковки для новогодних подарков
Подарочную упаковку можно подразделить на:
1) богатую - богатое оформление с позолотой и т.д., предполагает своим потребителем человека с большими (средними) доходами, но при этом среднего культурного уровня;
2) изысканную - потребитель не обязательно богатый, но культурный человек с хорошим вкусом;
3) нарядную упаковку, предназначенную для женщин;
4) яркую - для ребенка;
5) вызывающую (шокирующую), рассчитанную на подростка-ти-нэйджера.
Цепочка: отправитель — кодировка — обращение — расшифровка — получатель. Дизайнер должен таким образом составить свое послание к потребителю, чтобы он мог правильно его понять. Для этого учитываются психологические, культурные, национальные возможности цвета, изображения, формы, шрифта, композиции, символические знаки, разновидностью которых мы можем считать орнамент. Кроме того, осуществляются сегментирование рынка и позиционирование товара на нем, учитываются традиции в оформлении товаров различных категорий продуктов.
Вербальная информация является линейной и направлена на пробуждение разума (обращена к разуму).
Визуальная информация является фенестративной (окно) и направлена на пробужденье эмоциональной сферы.
В случае упаковки эти две системы передачи информации составляют единое целое, что позволяет воздействовать одновременно на разум и эмоции потребителя. В зависимости от возраста и культурного уровня потребителя при определении предназначения товара делается соответствующий акцент.
Способы визуального воздействия: изображение, цвет, композиция, ритм. Шрифт является принадлежностью как визуального (особенно в названиях), так и вербального способа передачи информации.
В упаковке эти два уровня передачи информации дополняют друг друга, частично дублируя друг друга, но при этом, воздействуя на различные области человеческой психики: фенестративный обращается к эмоциональной сфере, а линейный - подкрепляет первый, обращаясь к разуму покупателя. Выступая вместе, они создают избыточность информационного воздействия и препятствуют помехам полностью или частично исказить закодированное сообщение. Под помехами имеется ввиду неправильно выбранное цветовое решение, визуальный ряд, различное освещение в магазинах, плохое полиграфическое исполнение и т.д.
Основные факторы, определяющие воздействие на формирование необходимых установок у потенциального потребителя. Какими выразительными способами дизайнер может решить эту задачу:
1)материалы, используемые в упаковке;
2) форма, конструкция и размер;
3) цвет;
4) графическая композиция.
Выбор материала может создавать желаемый образ продукта. Товары повседневного спроса упаковываются в недорогие материалы, которые обеспечивают, прежде всего, сохранность продукта. Выбор материала для упаковки очень важен, но особенно значим он для эксклюзивной и подарочной упаковки.
Наибольшая опознавательная (различительная) способность - у формы, у сочетания ее с цветом — практически абсолютная различительная способность. Форма - более эффективное средство коммуникации, чем цвет. Но экспрессивного воздействия цвета нельзя достичь с помощью формы. Форма дает широкое разнообразие ясно различимых моделей. Кроме того, форма используется при создании подарочных упаковок, предназначенных к реализации во время различных праздников. Можно назвать различные упаковки к новогодним праздникам — в виде сундучков, домиков, нарядных коробочек, ко Дню Святого Валентина — в виде сердца, к Пасхе — в виде яйца.
К форме предъявляется ряд требований:
1. Прежде всего, должно удобно держать ее в руке, пользоваться при изменении наклона и т.д., то есть рука человека выступает как основная точка отсчета.
2. Вес рассчитывается таким образом, чтобы среднестатистический человек мог пользоваться упаковкой, не затрачивая чрезмерных усилий.
3. Форма должна быть такой, чтобы при выкладке товара на полку в магазине она легко узнавалась, и ее можно было бы легко взять. Придумываются специальные мини-прилавки для продажи штучных товаров. Форма определяет и композиционное решение упаковки.
Размер упаковки связан, прежде всего, с маркетинговыми исследованиями и решением о том, в какой ситуации, или в расчете на какую семью данная упаковка создается, но размер может нести в себе определенные эмоциональные ассоциации: например, небольшие упаковки или флакончики могут способствовать созданию ощущения изысканности, уникальности, престижности. Маленький размер возможен при создании подарочных эксклюзивных упаковок с использованием дорогих материалов, графическое решение в данном случае может быть миниатюрным и особенно тщательным. Но в то же время может быть создана подарочная упаковка для конфет - большая эффектная коробка с минимальным наполнением, в данном случае подарком, знаком уважения и внимания будет служить сама коробка, стоимость которой может быть не меньше стоимости содержимого.
Конструкция должна позволять легко получить доступ к содержимому упаковки, если это не опасный продукт. Эти дизайнерские задачи должен осуществлять не столько дизайнер-график, сколько дизайнер-технолог при проектировании упаковки.
Основным фактором, влияющим на эмоциональное восприятие, наиболее действенным и первичным, является цвет. Именно цвет, прежде всего, привлекает внимание. Цвет, являясь одним из первых способов в познании мира и самого себя человеком, имеет наиболее глубокие корни в психике человека. Несмотря на общие корни появления цветовых архетипов, разные народы по-разному воспринимают оттенки других основных цветов. Помимо цветовых предпочтений, обусловленных культурной традицией и географической средой, существуют предпочтения возрастные. Так, дети и молодежь, то есть наиболее эмоциональная и энергичная часть социума, любят чистые и яркие цвета, особенно красный, правда, нужно учитывать влияние моды. Художник-дизайнер и в этом случае обязан учитывать культурный уровень того сегмента рынка, на который рассчитан данный товар, географический, национальный, возрастной и т.д.
Существует еще такой феномен восприятия цвета, как перенос цветовых ощущений на качество товара, содержащегося в упаковке. Это явление используется при создании упаковок. Белый цвет, цвет чистоты, — основной в упаковках лекарств. Продукты питания часто закладывают в упаковки желто-коричневой гаммы как наиболее съедобной. Оранжевый цвет наиболее приятен для пищеварения.
Буква является символической формой, получившей в процессе эволюции точное значение, закрепленное за фонетическим знаком, но ее графическое начертание сохраняет огромные возможности для эмоционального воздействия, построенные на моторном и ассоциативном восприятии. Моторные - это острый шрифт или округлый, различного наклона и т.д., а ассоциативные - связаны с историей развития человеческой культуры. Мы предлагаем выделить следующие ассоциации.
1. Исторические - готический шрифт вызывает ассоциации с временами рыцарства и поклонения прекрасной даме, а рубленый - с эпохой революции.
2. Национальные: кириллица - славянские народы, арабская вязь - Восток и т.д.
3. Образные - это, прежде всего рисованные шрифты, где активно используются цвет и фактура. Причем, таким образом, может быть решена вся надпись или отдельные буквы, которые могут становиться изображением. На значительном расстоянии шрифт может восприниматься как орнаментальная композиция или цветовое пятно в общей декоративной композиции упаковки. Информационные блоки, выполненные более мелким шрифтом, чем основные надписи, могут создавать эффект фактуры поверхности. Или сама надпись издалека может складываться в изображение.
Название, выполненное специально подобранным или созданным шрифтом, вначале воспринимается как часть зрительного ряда и не должно вступать в противоречие с изображением. Оно должно дополнять и усиливать его.
В упаковке чаще всего используется симметричная композиция. Она более уравновешена, статична. Вызывает ощущение стабильности, надежности - качества. Диагональные композиции более эмоциональны, динамичны и чаще используются при оформлении упаковок для молодежных групп.
В композиции обязательно должна учитываться и такая закрепленная в подсознании особенность восприятия, как реакция на силу земного притяжения. Если весь изобразительный ряд находится на верху упаковки, он зрительно перевешивает, поэтому упаковку все время хочется перевернуть.
Ритм является организующим способом в создании композиции. В то же время ритм в композиции является не менее значительным способом эмоционального воздействия. Декоративность изобразительных элементов — геометрических знаков, орнамента — имеет связь с проявлениями ритма и симметрии в природе, с положительной реакцией человека на правильную форму. Чувство целесообразности правильной формы в виде инстинкта закрепляется даже у животных. Положительная эмоциональная реакция на гладкую поверхность, четкую линию, правильную форму, в конечном счете, выступает как эстетическая реакция, связанная с чувством ритма, симметрии.
Из всех этих упаковок наиболее выигрышное положение у коробок на рис. а,б. Так как эти подарки выпущены под товарным знаком «Красный Октябрь» (Товарные знаки – это зарегистрированные в условленном порядке обозначения, служащие для того, чтобы отличать товары одних предприятий от однородных товаров других предприятий). Марка «Красный Октябрь» имеет долгую историю, и завоевала доверие и любовь покупателя. Она ассоциируется с качественным продуктом, а также вызывает хорошие воспоминания о детстве у взрослых покупающих подарки для своих детей. Поэтому этим подаркам могут отдать предпочтение при одинаковой цене, и если другая фирма не привлечёт своим более оригинальным дизайном. Коробка (б) вызывает боле положительные реакции благодаря яркому красному и оранжевому цвету и форме. Коробка (а) имеет преобладающий синий цвет, что более мрачно и строгую форму, не навивая праздничного настроения. Упаковки на рис. в,г имеют торговую марку «Слад*Ко». Вряд ли она вызывает такие ассоциации, скорее всего многим такая марка вообще неизвестна. Поэтому здесь нужно стремится к яркой оригинальности если не в конструкции, то в дизайне. Но эти коробки нельзя назвать очень оригинальными, особенно коробку на рис. г. Коробка (в) благодаря форме пирамиды похожа на ёлку и её зелёный цвет вызывает неплохие ощущения, но он мог бы быть более ярким и сочным. Коробка (г) цвет имеет яркий, но сюжет не связан с новым годом, что не добавляет хорошего настроения при взгляде на этот подарок. Подарок на рис. д имеет простой дизайн как и конструкцию, но он ярок и жизнерадостен. Для детей младшего возраста такая коробка будет очень уместна. Но, по-моему, что-то в этой коробке привлекает, и она вызывает симпатию. Наименее привлекательная коробка на рис. е, хотя коробка похожа на домик, но её дизайн мог быть более интересен и ярок. Бледный охро-коричневый цвет вызывает уныние, как будто домик давно забросили, недостаток конструкции на крыше усиливает это впечатление.
2.4 Влияние позиционирования товара на конструкцию
Этапы распределения и продажи продукции выдвигают требования к упаковке со стороны торговли.
Рост количества и размеров современных супермаркетов повлиял на требования к упаковке не только в пищевой отрасли, но также и в секторах продуктов гигиены, косметики, бытовой техники, сувениров, компьютеров и периферийной техники. Необходимость выставления богатого ассортимента товаров в хорошо оформленных витринах и на полках магазинов для привлечения внимания потребителей значительно усиливает роль упаковки в сбыте продукции. Критическими стали задачи обслуживания этих постоянно растущих точек розничной торговли, поставки товаров, готовых для показа в витринах и на полках. Сегодня для оживленных супермаркетов требуется так называемая «готовая для витрины упаковка», поскольку постоянный сбыт продуктов предполагает быстрое пополнение товаров на полках. То есть упаковка должна не только иметь «нарядный» внешний вид, но и конструктивно соответствовать. Например, размеры упаковки должны соответствовать типовым размерам полок в магазинах, конструкция способствовать лёгкости позиционирования на витрине и быть узнаваемой.
Следовательно, новогодняя упаковка, чтобы выделяться на общем фоне должна отвечать следующим требованиям:
вызывать у покупателя стремление к покупке;
вызывать ощущение ценности товара;
вызывать ощущение уникальности.
Из вышеперечисленного следует, что ни одна из рассмотренных коробок не отвечает всем требованиям. И как следствие этот товар не пользуется повышенным спросом.
Правильному позиционированию упаковки способствует грамотное расположение упаковки в магазине.
В настоящее время учитывается все: как расположить товары на полках, насколько удалены должны быть полки друг от друга, какова должна быть их ширина, ориентация продукта на уровне глаз, расположение товаров слева, справа, снизу, сверху и так далее.
Здесь же все коробки лежат в одной ёмкости. Некоторые из них помяты, повреждены, другие просто нельзя увидеть. Это, несомненно, уменьшает привлекательность товара, ведь чтобы что-то рассмотреть необходимо рыться в «куче» коробок, что раздражает.
Более правильно было бы расставить коробки на полки по видам, чтобы их было видно, не повреждалась форма коробок.
В условиях современного рынка упаковка перестаёт быть просто упаковкой, зачастую она несёт дополнительные функции, например, игровые. Но с обычной коробкой это не возможно. Коробка должна заинтересовать ребёнка как объект игры. Взрослых же она должна заинтересовать своей уникальностью и актуальностью, а также, что не маловажно удобством и функциональностью.
Проанализировав все представленные образцы, можно выделить основные недостатки:
однообразная форма коробок;
маленькие ручки;
плохо продуманный дизайн.
Для устранения этих недостатков была разработана новая конструкция новогодней подарочной упаковки.
Глава 3 Проектирование конструкции упаковки для пищевой промышленности на примере упаковки для новогодних подарков
3.1 Выбор материала
К бумажным материалам, предназначенным для изготовления потребительской тары, предъявляется ряд требований.
Листовая бумага (картон) должна иметь строго прямоугольную форму; отклонение допустимо в пределах до 0,2 %. Это обеспечит нормальную работу машин по заготовке закроя и хорошее качество изделий.
влажность бумаги должна быть в пределах 6—8 %, картона 6-12%.
бумага и картон, предназначенные для нанесения печати, должны иметь гладкую поверхность и зольность не менее 8%. Нормы гладкости и зольности устанавливаются стандартами в зависимости от видов бумаги и способов печати.
механическая прочность бумажных материалов должна соответствовать требованиям, предъявляемым к прочности изделий в зависимости от массы и свойств затариваемой в них продукции, способов ее транспортировки и условий хранения.
бумажные материалы для завертывания и изготовления тары должны обладать водо -, паро -, аромато -, жиро- и газонепроницаемостью.
Выбор материала обусловлен конструкцией упаковки и требованиями, предъявляемыми к ней. В данном случае материал должен быть достаточно прочным, чтобы выдержать вес упаковываемой продукции (от 0,5 до 0,7 кг). Но в то же время достаточно эластичным, чтобы удовлетворять требованиям конструкции:
тело должно иметь форму полуцилиндра;
на голове линии бигования имеют плавные изгибающиеся формы.
Оптимальным для данной конструкции является картон массой
200-250 г/м2 и толщиной 0,3-0,35 мм.
Так как упаковка имеет форму собаки желательно использовать фактурные картоны для достижения эффекта правдоподобия.
Исходя, из всех вышеперечисленных требований выбираем картон:
фирма «Берег»;
мелованный картон с тиснением STROMCARD ES;
масса 240 г/м2;
толщина 0,3 мм.
3.2 Разработка конструкции
С введением системы самообслуживания упаковка должна не только предоставлять информацию об упакованном продукте, но также рекламировать товар и стимулировать его покупку. Она должна выделяться посредством своей формы, цвета, иллюстраций. Я предлагаю решение, которое будет удовлетворять всем вышеизложенным требованиям.
Новогодняя упаковка в виде собаки – таксы, внутри находятся сладости. После использования упаковка может служить игрушкой.
Это объёмная конструкция, где все детали выполнены в объёмном виде – туловище, лапы, голова (см. рис. 3.1).
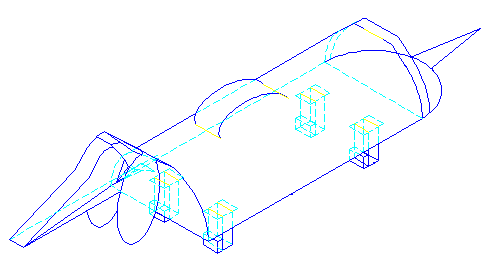
Рис. 3.1 Изометрическая проекция новогодней упаковки
Голова и туловище выполнены из одной развёртки. Нижняя часть туловища ровный прямоугольник. Верхняя часть – полуцилиндр. Туловище сгибается и склеивается. Голова собирается и также склеивается. Для придания естественной формы голове линии бигования вверху выполнены плавно. Где голова должна переходить в шею, она сужается, что достигается с помощью линий бигования, которые фальцуются внутрь. Голова держится на весу с помощью специального клапана, который вставляется в переднюю панель, глубина его вставки может регулироваться. Уши фальцуются вниз по линии сгиба.
На передней панели есть ручка, которая вставляется в прорези, сверху специальные замочки препятствуют выпадению ручки наружу. Она достаточна широкая и длинная, таким образом, устраняется одна из проблем вышерассмотренных коробок – маленькая неудобная ручка
Задняя панель закрывается с помощью хвоста, который вставляется в прорезь на туловище.
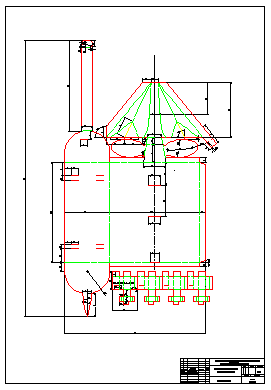
Рис. 3.2 Развёртка упаковки
Лапы единственная вставная деталь. Они выполнены в форме параллелепипед, нижняя часть лап фальцуется и вставляется с помощью клапана в прорезь. Вставляются лапы в туловище с помощью клапанов, после вставки клапаны разгибаются, что препятствует, их выпадению из отверстий. Лапы являются твёрдой опорой, способны выдержать вес в 500-700 грамм, что вполне достаточно для новогоднего подарка (см. рис. 3.1, 3.2).
Все детали плотно прилегают друг к другу, не топорщатся, нет щелей между деталями – это отвечает требованиям к конструкции, эстетично, вызывает ощущение надёжности у покупателя.
Конструкция в целом достаточно сложная, но так как это эксклюзивная и новогодняя упаковка - это сезонная продукция и тиражи её в целом небольшие, то это небольшой недостаток.
Положительная черта в том, что конструкция является цельной, собрать её можно на месте заполнения продуктом, например, в магазине.
3.3 Разработка дизайна новогодней упаковки
Дизайн конструкции запоминается и бросается в глаза, что очень выигрышно на фоне других рассмотренных выше конструкций
Коробка имеет форму собаки, но должна быть какая-то «изюминка». Здесь такса одета в пальто с воротником. В кармане пальто видны конфеты и новогодняя ёлка, что настраивает на праздничный лад. На передней панели пальто застёгивается на пуговицы. На задней панели штанишки на завязочках. Шея повязана шарфом, который как будто развивается сзади, на самом деле это ручка коробки. Лапы таксы одеты в полосатые красно-белые чулочки, что придаёт ей уютный вид. Так мы получаем не просто собаку, а сказочную таксу, для детей это очень важно.
Также здесь кроются большие возможности при разработке дизайна можно сделать таксу женского пола, таксу – ребёнка, получится целая собачья семья. Возникает дополнительный стимул – купить весь набор, чтобы детям было интересно играть вместе. Можно менять одежду. Таким образом, не меняя конструкции можно добиться большого разнообразия по внешнему виду.
На рис. 3.4 изображена милая дама, в красном берете, зелёной кофточке и голубой плисерованой юбке. На хвосте у неё бант. Лапки одеты в нарядные розовые сапожки. В ушах серьги.
Общая деталь – это шарф, тоже полосатый, но другого цвета.
Здесь мы видим весёлого ребёнка, который радуется приходу нового года , о чём свидетельствует надпись на его пальто. У него рыжие волосы. И опять объединяющая деталь – шарф. Его лапы одеты в полосатые чулки.
Вот таким образом можно с одной конструкцией создать разные образы и целую композицию.
Глава 4 Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков
4.1 Общая схема для разработки технологии
Выбор печатной машины

Выбор штанцевальной машины

Разработка оснастки
Производство
Схема 1
Исходя из этой схемы необходимо выбрать печатную и штанцевальную машины и подобрать формат листа исходя из характеристик машин и КИМ. При выборе машин необходимо руководствоваться технико-экономическими показателями. Теперь нужно спроектировать оснастку, в неё входят комплект печатных форм, штанц-форма, состоящая из штанцевального штампа и контрштампа. Результат этой работы проект технологии производства упаковки для новогодних подарков.
4.2 Процесс печатания
Офсетная печать с самого начала применялась в печати упаковки. Листовая офсетная печать по сравнению с другими способами обладает преимуществами с экономической точки зрения и с позиции качества продукции. К ним, прежде всего, нужно отнести возможность печати широкого ассортимента продукции и сравнительно низкую её стоимость при высоком качестве и широком спектре тиражей. Недорогие печатные формы, которые обеспечивают качественное воспроизведение оригиналов, отличаются длительным сроком службы, не требуют специальных условий хранения. К достоинствам следует отнести малые сроки переналадки машины при выполнении нового задания и стабильность печатного процесса. Понятная и удобная система управления, электронный контроль на всех участках печати обеспечивают надёжность и воспроизводимость результатов. Листовым офсетом могут запечатываться материалы самых различных форматов и плотностей. Сферой применения офсетной печати в основном является листовая многокрасочная печать на бумажных, картонажных изделиях и изделиях из картоне. При этом используются преимущественно многокрасочные листовые печатные машины. На этих машинах возможно запечатывание обоих сторон листа с сохранением приводки красок.
Особые требования к листовым машинам предъявляет печать на плотных, а потому жёстких материалах. Проводка листа организована таким образом, что не допускает сильных изгибов материала. Операции отделки продукции, такие, как лакирование, нумерация, перфорирование и штанцевание, выполняемые непосредственно в печатных машинах или вне их, широко используются в технологии листового офсета.
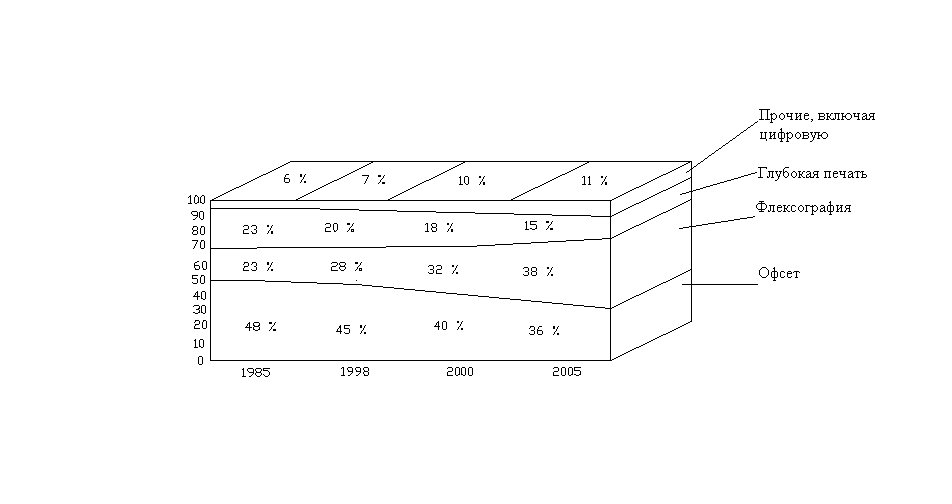
Рис. 4.1 Процентное соотношение различных способов печати на рынке упаковки в Европе в 1985-2005 гг.
Если проанализировать подсчёты и прогнозы фирмы DuPont о соотношении различных способов печати в производстве упаковки (выводы представлены на рис. 4.1), то можно заметить, что возрастает постепенно доля флексографии, а офсета – снижается. Однако потенциал производства печатной продукции офсетным способом ещё не исчерпан. Есть проблемы, решив которые можно существенно повысить качество печати:
улучшение и стабилизация качества печати;
усовершенствование процессов офсетной печати;
разработка новых методов и создание принципиально новых производственных материалов;
сокращение времени на наладку машины и снижение объёмов макулатуры.
Так как новогодняя упаковка многокрасочная, а печать нужна на картоне, также нужна дополнительная отделка – лакирование, то для запечатывания можно использовать офсетную печать. Выберем листовую офсетную машину, подходящую по всем этим параметрам (см. рис. 4.2) [4]:
Speedmaster SM 102 (104) – 4 + LX
L – лакировальная секция;
X – удлинённое приёмное устройство.
Характеристики офсетной печатной машины:
количество печатных секций – 4;
формат печати: мин. – 280х420 мм, макс. – 720х1020 (1040) мм;
макс. скорость печати – 13 000 отт/час;
габариты: 12,91х3,16х2,17 м
масса: 33,7 т;
мощность 73 кВт.
4.3 Лакирование
Для лакирования используются преимущественно лакировальные аппараты. Лакировальные аппараты должны всегда рассматриваться в комбинации с сушильным устройством как одна система (см. рис. 4.3). Требования к облагораживанию поверхности определяют тип и свойства применяемого лака, а также вид сушки. В листовой офсетной печати используются дисперсионные лаки и лаки, отверждаемые при воздействии УФ – излучения. При помощи лака можно добиться некоторых эффектов, которые невозможны в обычной офсетной печати. Можно печатать красками цвета золота или металлов. При использовании этих красок в сочетании с водными лаками получается хороший глянец, подчёркивающий исключительность цвета. Выберем дисперсионный лак, так как он быстро закрепляется, а также обладает большой глянцевостью, механической прочностью, стойкостью к истиранию, а также следующими достоинствами:
отсутствие запаха;
отсутствие пожелтения;
высокая скорость обработки;
высокая гладкость поверхности;
возможность разбавления и смывки водой.
4.4 Штанцевание
Выберем тип и марку штанцевальной машины: выбираем автоматический плоскоштанцевальный пресс фирмы BOBST SA – SP 104-ER [3]:
формат листа: мин. – 400х350 мм, макс. – 1040х740 мм;
бумага/картон: 80 – 2400 г/м2;
высота гофрированного слоя: до 4 мм;
усилие высечки макс.: 250 т.;
производительность: 8000 лист./час.
4.5 Раскладка на лист
Теперь необходимо выбрать формат листов картона. При выборе нужно руководствоваться следующими требованиями [2]:
размеры и конструктивные особенности развёртки упаковки;
размер форматов листов картона, перерабатываемых основным технологическим оборудованием;
максимальное значение функции КИМ.
Обычно при выборе формата главным показателем является КИМ, но в данном случае развёртка упаковки не является экономичной и КИМ равен 82 %.
КИМ=ΣS>рз>/S>ф>
ΣS>рз> – суммарная площадь раскроев индивидуальных заготовок упаковки, размещённых на оптимизируемом формате листа;
S>ф> – общая площадь формата листа.
КИМ=609*335/720*1040=81,7 %
Позиционирование является сложной технической задачей. Позиционирование определяет качество выполнения основных технологических процессов: печати и штанцевания. При позиционировании следует предусматривать возможность равномерного распределения давления по площади листа в процессах печати и штанцевания. От позиционирования зависят механические свойства упаковки. Развёртки упаковки необходимо ориентировать относительно машинного направления картона. Оно определяет ось максимальной жёсткости [2].
Раскладка на лист представлена на рис. 4. 4. При раскладке на лист мы учли машинное направление листа картона. Расположив развёртку таким образом, чтобы максимальная жёсткость была оправдана конструкцией. Также мы учли особенности основного технологического оборудования по передней кромке листа, по боковым и задней кромкам – область захвата оставлено достаточно места.
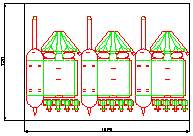
Рис. 4.4 Раскладка на лист
4.6 Расчёт необходимого количества картона
По заданию необходимо выпустить 3500 штук новогодней упаковки. Для этого мы должны знать количество картона необходимого для выпуска заданного количества продукции. Расход материала удобнее выражать в единицах веса [2]:
Р=S*q
S – площадь листов картона заданного формата, необходимого для производства заданного количества упаковок;
q – масса 1 м2 картона.
К=N/n
К – количество листов картона заданного формата, необходимого для производства заданного количества упаковок;
N – общее количество упаковки;
n – количество раскроев на 1 листе.
К=3500/3=1167 листов
S=1167*720*1040=873849600 мм2=873,8496 м2
Р=873,8496*240=209723,904 г =209,72 кг
Таким образом, для производства 3500 штук упаковки необходимо 209,72 кг картона форматом 720х1040 мм.
4.7 Проектирование и расчёт оснастки
4.7.1 Расчёт необходимого количества печатных форм
Тиражестойкость монометаллических офсетных печатных форм – 120-150 тыс. оттисков. По заданию нужно получить 1167 оттисков. То есть, нужна одна форма, так как красочность равна 4, то по 1 форме на каждую краску. Общее количество форм равно 4.
Также необходима 1 форма для выборочного лакирования. Используем форму высокой печати или формную пластину со снятым копировальным слоем для нанесения лака на отдельные участки оттиска.
4.7.2 Проектирование штанцевального штампа
Штанцевание является комбинированным совмещённым технологическим процессом. Он включает комплекс операций, определяющих форму, геометрические размеры и конструктивные особенности упаковки из картона: высечку контура развёртки, биговку линий сгиба на развёртке, нанесение перфорации, надрезку и рицовку. В зависимости от конструкции получаемой упаковки в штанцевание могут входить не все перечисленные операции, а лишь необходимые. Различные операции оказывают взаимное влияние друг на друга, а конструктивные особенности комбинированных штанцевальных форм определяют технологические возможности изготовления того или иного вида упаковки, а также технико-экономические показатели. Для изготовления штанц-форм необходима следующая информация:
Комплект графических материалов: технологический чертеж развертки упаковки в плоскости с указанием типов линий (рез, биговка, перфорация и т.п.);
файлы в требуемых форматах векторной графики (желательно в масштабе 1:1). Необходимо указать, что изображено в файле - вид на печатный лист («лицо печати») или на рабочую сторону штампа («лицо штампа»);
тип (бумага, картон, гофрокартон и т.п.) и толщина материала упаковки (для подбора высоты и толщины биговальных линеек);
тип и особенности контрштампа;
габариты штампа (основы) и/или величин отступа от краёв фанеры до ближайших линеек;
тип и марку штанцевальной машины,
комплектность поставки:
штанцевальный штамп;
контрштамп;
оснастка для удаления отходов;
оснастка для разделения заготовок.
при использовании
перфорационных и специальных
линеек,
дополнительную информацию
по этим линейкам (например, шаг
перфорации (длина реза и пробела)
в мм или пунктах (pt) и
т.п.).
Выполняют штанцевание на тигельных и роторных штанцевальных машинах [2].
Комплект графических материалов можно посмотреть на рис. 3.1, 3.2.Тип и все параметры используемого картона приведены в пункте 3.1.
На основе исходных данных была спроектирована штанцевальная форма для новогодней упаковки, она представлена на рис. 4.5.
Рис. 4.5 Проект штанц-формы для новогодней упаковки
4.7.3 Расчёт весовой балансировки штанцевального штампа
Штамп должен быть сбалансирован относительно двух осей X и Y, для этого сумма моментов должна быть равна нулю [1]:
ΣМ>x>=0
ΣМ>y>=0
Проводим две оси симметрии X и Y. Ставим знаки «+» и «-» произвольно по обе стороны осей симметрии
За силу принимаем вес ножа Р длиной L, точкой приложения является середина ножа.
Высоту высекальных ножей берём равной 23,8 мм, а высоту биговальных ножей – 23,4 мм.(толщина 1,05 мм).
Здесь использованы режущие ножи VICING MM с односторонней заточкой высотой 23,8 мм, их параметры:
жёсткость - 44 HRC;
толщина 2 pt;
изгибаемость - R = 0.2, =110о.
Биговальные ножи типа RLN>or> с высотой равной 23,4 мм, толщиной – 2 pt.
При таких данных вес 100 погонных метров равен 13 кГ и 10 кГ соответственно. Способом пропорции рассчитываем вес всех, используемых ножей [2]:
Р>ij>=(L>ij>*Р)/100
ΣМ>x>=Р>1-2>*ОХ>1>+ Р>5-6>*ОХ>2> + Р>3-4>*ОХ>3>+ Р>3-3а-4-4а>*ОХ>4>+ Р>2-27>*ОХ>5> + Р>4-28>*ОХ>5>’+
Р>4-32>*ОХ>6>+ Р>31-32>*ОХ>7>+Р>2-29>*ОХ>8>+ Р>6-30>*ОХ>9>+ Р>29-30>*ОХ>10>+ Р>27-28>*ОХ>11>+
Р>23-24>*ОХ>12>+ Р>25-26>*ОХ>13>+2* Р>7-8>*ОХ>14>+ 2*Р>9-10>*ОХ>15>+ 2*Р>15-16>*ОХ>16>+
2*Р>17-18>*ОХ>17 >- Р>1-3>*ОХ>18>- Р>43-44>*ОХ>19> –Р>45-46>*ОХ>20>- Р>3-46>*ОХ>21> -
Р>41-42>*ОХ>22>- Р>1-33>*ОХ>23>- Р>5-34>*ОХ>24> - Р>33-34>*ОХ>25 >- Р>33-35>*ОХ>26 >-
Р>34-36>*ОХ>27>-Р>37-38>*ОХ>28>-Р>39-40>*ОХ>29>- Р>57-59>*ОХ>30>- Р>59-60>*ОХ>31>- Р>60-61>*ОХ>32>-
Р>61-62>*ОХ>33>- Р>62-63>*ОХ>34>-Р>58-63>*ОХ>35 >– Р>64>*ОХ>36>- Р>65>*ОХ>37 >-
Р>58-66>*ОХ>38>- Р>51-52>*ОХ>39> –Р>48-50>*ОХ>40>-2*(Р>51-51а>*ОХ>41> – Р>44-44а>*ОХ>42>-
Р>д1>*ОХ>43>- Р>47-48>*ОХ>44> – Р>48-57>*ОХ>45 >–Р>53-54>*ОХ>46>- Р>57-67>*ОХ>47>- Р>53-69>*ОХ>48>-
Р>71-73>*ОХ>49>- Р>75-77>*ОХ>49>- Р>76-77>*ОХ>50>) +4*(Р>81-82>*ОХ>51>+ Р>83-84>*ОХ>52>+
Р>104-105>*ОХ>53>+Р>102-103>*ОХ>54>+ Р>84-85>*ОХ>55>+ Р>86-105>*ОХ>56 >+ Р>97-102>*ОХ>57>+
Р>98-101>*ОХ>58> +Р>86-87>*ОХ>59>+ Р>96-97>*ОХ>60> + Р>88-89>*ОХ>61>+ Р>87-90>*ОХ>62>+ Р>90-91>*ОХ>63> +
Р>92-93>*ОХ>64 >–Р>96-109>*ОХ>65>+ Р>110-111>*ОХ>67>+Р>94-95>*ОХ>68>+Р>112-113>*ОХ>69>+
Р>81-83>*ОХ>70>+ Р>84-105>*ОХ>71>+ Р>84-105>*ОХ>72>+ Р>103-104>*ОХ>73>+
Р>101-102>*ОХ>74>+Р>100-101>*ОХ>75 >+ Р>84-106>*ОХ>76>+ Р>102-105>*ОХ>77 >+ Р>107-108>*ОХ>78>+
Р>82-86>*ОХ>79> +Р>86-97>*ОХ>80>+ Р>97-98>*ОХ>81> +Р>98-99>*ОХ>82>+ Р>87-88>*ОХ>83>+ Р>87-96>*ОХ>84> +
Р>95-96>*ОХ>85 >+Р>89-90>*ОХ>86>+ Р>90-93>*ОХ>87>+Р>93-94>*ОХ>88>+ Р>91-92>*ОХ>89>)+ Р>197-198>*ОХ>90>
ΣМ>x>=3*[0,286+0,22+0,22+0,31+0,40+0,19+0,28+0,50+0,27+0,07+0,06+0,013+
0,035+0,0078+0,03+0,019+0,019+0,0019+0,017+0,043+0,043+0,198+0,41+0,41+
0,039+0,15+0,024+0,22+0,13+0,27+0,009+0,021+0,0031+0,0036+0,018+0,018+
0,017+2*(0,012+0,0063+0,079+0,021+0,065+0,00034+0,19+0,16+0,14+0,049+
+0,031)+4*(0,13+0,092+0,30+0,10+0,076+0,11+0,08+0,09+0,064+0,017+0,074+
0,034+0,088+0,041+0,035+0,036+0,037+0,043+0,077+0,030+0,058+0,040+0,09)]
=19,293 кГ*см
Выбираем произвольную координату X>k>= 32
P>k>= ΣМ>x>/X>k>
P>k>=19,293/32=0,6029 кГ
Теперь определим длину компенсационного ножа L:
L= (P>k>*l)/P
L=0,6029*100/13=4,638 м
Так как штанц-форма меньше по размеру, то следует поставить 6 ножей по 773 мм.
ΣМ>y>=[(Р>1-2>*ОY>1>+ Р>5-6>*ОY>2> + Р>3-4>*ОY>3>+ Р>3-3а-4-4а>*ОY>4>+ Р>2-27>*ОY>5> + Р>4-28>*ОY>5>’+
Р>4-32>*ОY>6>+ Р>31-32>*ОY>7>+Р>2-29>*ОY>8>+ Р>6-30>*ОY>9>+ Р>29-30>*ОY>10>+ Р>27-28>*ОY>11>+
Р>23-24>*ОY>12>+ Р>25-26>*ОY>13>+2* Р>7-8>*ОY>14>+ Р>11-12>*ОY>15>+ Р>9-10>*ОY>16>+
Р>13-14>*ОY>17 >+ Р>15-16>*ОY>18>+ Р>19-20>*ОY>19> +Р>17-18>*ОY>20>+ Р>21-22>*ОY>21> +
Р>1-3>*ОY>22>+ Р>43-44>*ОY>23>+ Р>45-46>*ОY>24> + Р>3-46>*ОY>25 >+ Р>41-42>*ОY>26 >+
Р>1-33>*ОY>27>+ Р>5-34>*ОY>28>+Р>33-34>*ОY>29>+ Р>33-35>*ОY>30>+ Р>34-36>*ОY>31>+ Р>37-38>*ОY>32>+
Р>39-40>*ОY>33>+ Р>57-59>*ОY>34>+Р>59-60>*ОY>35 >+ Р>60-61>*ОY>36>+Р>61-62>*ОY>37 >+
Р>62-63>*ОY>38>+ Р>62-63>*ОY>39>+Р>58-63>*ОY>40>+Р>64>*ОY>41> + Р>65>*ОY>42>+
Р>58-66>*ОY>43>+ Р>51-52>*ОY>44> + Р>48-50>*ОY>45 >+Р>51-51>>a>*ОY>46>+ Р>52-52>>a>*ОY>47>+
Р>44-44>>a>*ОY>48>+ Р>45-45>>a>*ОY>49>+ Р>д1>*ОY>49>+ Р>д2>*ОY>50> +Р>47-48>*ОY>51>+
Р>49-50>*ОY>52>+ Р>48-57>*ОY>53>+Р>50-58>*ОY>54>+ Р>53-54>*ОY>55>+ Р>55-56>*ОY>56 >+
Р>57-67>*ОY>57>+ Р>58-68>*ОY>58> +Р>53-69>*ОY>59>+ Р>55-70>*ОY>60> + Р>71-73>*ОY>61>+ Р>72-74>*ОY>62>+
Р>75-77>*ОY>63> + Р>79-80>*ОY>64 >+ Р>76-77>*ОY>65 >+ Р>78-80>*ОY>67>)* +(Р>81-82>*ОY>68>+
Р>83-84>*ОY>69>+ Р>104-105>*ОY>70>+ Р>102-103>*ОY>71>+ Р>84-85>*ОY>72>+ Р>86-105>*ОY>73>+
Р>97-102>*ОY>74>+Р>98-101>*ОY>75 >+ Р>86-87>*ОY>76>+ Р>96-97>*ОY>77 >+ Р>88-89>*ОY>78>+
Р>87-90>*ОY>79> +Р>90-91>*ОY>80>+ Р>92-93>*ОY>81> +Р>96-109>*ОY>82>+ Р>110-111>*ОY>83>+ Р>94-95>*ОY>84>
+ Р>112-113>*ОY>85 >+Р>81-83>*ОY>86>+ Р>84-105>*ОY>87>+Р>103-104>*ОY>88>+ Р>101-102>*ОY>89>+
Р>100-101>*ОY>90>+ Р>97-98>*ОY>91 >+Р>98-99>*ОY>92>+ Р>87-88>*ОY>93>+Р>87-96>*ОY>94>+
Р>95-96>*ОY>95>+ Р>89-90>*ОY>96>+ Р>90-93>*ОY>97 >+Р>93-94>*ОY>98>+ Р>91-92>*ОY>99>)**+
(Р>81-82>*ОY>68>+Р>83-84>*ОY>69>+ Р>104-105>*ОY>70>+ Р>102-103>*ОY>71>+ Р>84-85>*ОY>72>+
Р>86-105>*ОY>73>+ Р>97-102>*ОY>74>+Р>98-101>*ОY>75 >+ Р>86-87>*ОY>76>+ Р>96-97>*ОY>77 >+
Р>88-89>*ОY>78>+ Р>87-90>*ОY>79> +Р>90-91>*ОY>80>+ Р>92-93>*ОY>81> +Р>96-109>*ОY>82>+
Р>110-111>*ОY>83>+ Р>94-95>*ОY>84> + Р>112-113>*ОY>85 >+Р>81-83>*ОY>86>+ Р>84-105>*ОY>87>+
Р>103-104>*ОY>88>+ Р>101-102>*ОY>89>+ Р>100-101>*ОY>90>+ Р>97-98>*ОY>91 >+Р>98-99>*ОY>92>+
Р>87-88>*ОY>93>+Р>87-96>*ОY>94>+Р>95-96>*ОY>95>+ Р>89-90>*ОY>96>+ Р>90-93>*ОY>97 >+Р>93-94>*ОY>98>+
Р>91-92>*ОY>99>)***+ (Р>81-82>*ОY>68>+Р>83-84>*ОY>69>+ Р>104-105>*ОY>70>+ Р>102-103>*ОY>71>+
Р>84-85>*ОY>72>+ Р>86-105>*ОY>73>+ Р>97-102>*ОY>74>+Р>98-101>*ОY>75 >+ Р>86-87>*ОY>76>+ Р>96-97>*ОY>77 >
+ Р>88-89>*ОY>78>+ Р>87-90>*ОY>79> +Р>90-91>*ОY>80>+ Р>92-93>*ОY>81> +Р>96-109>*ОY>82>+
Р>110-111>*ОY>83>+ Р>94-95>*ОY>84> + Р>112-113>*ОY>85 >+Р>81-83>*ОY>86>+ Р>84-105>*ОY>87>+
Р>103-104>*ОY>88>+ Р>101-102>*ОY>89>+ Р>100-101>*ОY>90>+ Р>97-98>*ОY>91 >+Р>98-99>*ОY>92>+
Р>87-88>*ОY>93>+Р>87-96>*ОY>94>+ Р>95-96>*ОY>95>+ Р>89-90>*ОY>96>+ Р>90-93>*ОY>97 >+Р>93-94>*ОY>98>+
Р>91-92>*ОY>99>)****+ (Р>81-82>*ОY>68>+Р>83-84>*ОY>69>+ Р>104-105>*ОY>70>+ Р>102-103>*ОY>71>+
Р>84-85>*ОY>72>+ Р>86-105>*ОY>73>+ Р>97-102>*ОY>74>+Р>98-101>*ОY>75 >+ Р>86-87>*ОY>76>+ Р>96-97>*ОY>77 >
+ Р>88-89>*ОY>78>+ Р>87-90>*ОY>79> +Р>90-91>*ОY>80>+ Р>92-93>*ОY>81> +Р>96-109>*ОY>82>+
Р>110-111>*ОY>83>+ Р>94-95>*ОY>84> + Р>112-113>*ОY>85 >+Р>81-83>*ОY>86>+ Р>84-105>*ОY>87>+
Р>103-104>*ОY>88>+ Р>101-102>*ОY>89>+ Р>100-101>*ОY>90>+ Р>97-98>*ОY>91 >+Р>98-99>*ОY>92>+
Р>87-88>*ОY>93>+Р>87-96>*ОY>94>+ Р>95-96>*ОY>95>+ Р>89-90>*ОY>96>+ Р>90-93>*ОY>97 >+Р>93-94>*ОY>98>+
Р>91-92>*ОY>99>)*****+ Р>197-198>*ОY>100>]’ + [(Р>1-2>*ОY>1>+ Р>5-6>*ОY>2> + Р>3-4>*ОY>3 >–
Р>3-3а-4-4а>*ОY>4>+ Р>2-27>*ОY>5> - Р>4-28>*ОY>5>’-Р>4-32>*ОY>6>- Р>31-32>*ОY>7>-Р>2-29>*ОY>8>+
Р>6-30>*ОY>9>+ Р>29-30>*ОY>10>- Р>27-28>*ОY>11>- Р>23-24>*ОY>12>- Р>25-26>*ОY>13>+2* Р>7-8>*ОY>14>+
Р>11-12>*ОY>15>+ Р>9-10>*ОY>16>+ Р>13-14>*ОY>17 >+ Р>15-16>*ОY>18>+ Р>19-20>*ОY>19> +Р>17-18>*ОY>20>+
Р>21-22>*ОY>21> +Р>1-3>*ОY>22>+ Р>43-44>*ОY>23>- Р>45-46>*ОY>24> - Р>3-46>*ОY>25 >+ Р>41-42>*ОY>26 >+
Р>1-33>*ОY>27>+ Р>5-34>*ОY>28>+Р>33-34>*ОY>29>+ Р>33-35>*ОY>30>+ Р>34-36>*ОY>31>+ Р>37-38>*ОY>32>+
Р>39-40>*ОY>33>+ Р>57-59>*ОY>34>+Р>59-60>*ОY>35 >- Р>60-61>*ОY>36>-Р>61-62>*ОY>37 >-
Р>62-63>*ОY>38>- Р>58-63>*ОY>40>-Р>64>*ОY>41> - Р>65>*ОY>42>-
Р>58-66>*ОY>43>- Р>51-52>*ОY>44> -Р>48-50>*ОY>45 >-Р>51-51>>a>*ОY>46>- Р>52-52>>a>*ОY>47>-
Р>44-44>>a>*ОY>48>-Р>45-45>>a>*ОY>49>+ Р>д1>*ОY>49>- Р>д2>*ОY>50> -Р>47-48>*ОY>51>-
Р>49-50>*ОY>52>-Р>48-57>*ОY>53>-Р>50-58>*ОY>54>+ Р>53-54>*ОY>55>- Р>55-56>*ОY>56 >+
Р>57-67>*ОY>57>- Р>58-68>*ОY>58> - Р>53-69>*ОY>59>- Р>55-70>*ОY>60> - Р>71-73>*ОY>61>- Р>72-74>*ОY>62>+
Р>75-77>*ОY>63> - Р>79-80>*ОY>64 >+ Р>76-77>*ОY>65 >- Р>78-80>*ОY>67>)* +(Р>81-82>*ОY>68>+
Р>83-84>*ОY>69>+ Р>104-105>*ОY>70>+ Р>102-103>*ОY>71>+ Р>84-85>*ОY>72>+ Р>86-105>*ОY>73>+
Р>97-102>*ОY>74>+Р>98-101>*ОY>75 >+ Р>86-87>*ОY>76>+ Р>96-97>*ОY>77 >+ Р>88-89>*ОY>78>+
Р>87-90>*ОY>79> +Р>90-91>*ОY>80>+ Р>92-93>*ОY>81> +Р>96-109>*ОY>82>+ Р>110-111>*ОY>83>+ Р>94-95>*ОY>84>
+ Р>112-113>*ОY>85 >+Р>81-83>*ОY>86>+ Р>84-105>*ОY>87>+Р>103-104>*ОY>88>+ Р>101-102>*ОY>89>+
Р>100-101>*ОY>90>+ Р>97-98>*ОY>91 >+Р>98-99>*ОY>92>+ Р>87-88>*ОY>93>+Р>87-96>*ОY>94>+
Р>95-96>*ОY>95>+ Р>89-90>*ОY>96>+ Р>90-93>*ОY>97 >+Р>93-94>*ОY>98>+ Р>91-92>*ОY>99>)**+
(Р>81-82>*ОY>68>-Р>83-84>*ОY>69>- Р>104-105>*ОY>70>- Р>102-103>*ОY>71>- Р>84-85>*ОY>72>-
Р>86-105>*ОY>73>- Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>-Р>96-97>*ОY>77 >-
Р>88-89>*ОY>78>- Р>87-90>*ОY>79> -Р>90-91>*ОY>80>-Р>92-93>*ОY>81> -Р>96-109>*ОY>82>-
Р>110-111>*ОY>83>- Р>94-95>*ОY>84> - Р>112-113>*ОY>85 >-Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-
Р>103-104>*ОY>88>- Р>101-102>*ОY>89>- Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >-Р>98-99>*ОY>92>-
Р>87-88>*ОY>93>-Р>87-96>*ОY>94>-Р>95-96>*ОY>95>- Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>-
Р>91-92>*ОY>99>)***+ (-Р>81-82>*ОY>68>-Р>83-84>*ОY>69>- Р>104-105>*ОY>70>- Р>102-103>*ОY>71>-
Р>84-85>*ОY>72>-Р>86-105>*ОY>73>- Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>- Р>96-97>*ОY>77 >
- Р>88-89>*ОY>78>- Р>87-90>*ОY>79> -Р>90-91>*ОY>80>- Р>92-93>*ОY>81> -Р>96-109>*ОY>82>-
Р>110-111>*ОY>83>- Р>94-95>*ОY>84> - Р>112-113>*ОY>85 >-Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-
Р>103-104>*ОY>88>-Р>101-102>*ОY>89>- Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >- Р>98-99>*ОY>92>-
Р>87-88>*ОY>93 >- Р>87-96>*ОY>94>-Р>95-96>*ОY>95>-Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>-
Р>91-92>*ОY>99>)****+ (-Р>81-82>*ОY>68>-Р>83-84>*ОY>69>- Р>104-105>*ОY>70>-Р>102-103>*ОY>71>-
Р>84-85>*ОY>72>- Р>86-105>*ОY>73>- Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>- Р>96-97>*ОY>77 >
- Р>88-89>*ОY>78>- Р>87-90>*ОY>79> -Р>90-91>*ОY>80>- Р>92-93>*ОY>81> -Р>96-109>*ОY>82>-
Р>110-111>*ОY>83>- Р>94-95>*ОY>84> - Р>112-113>*ОY>85 >- Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-
Р>103-104>*ОY>88>- Р>101-102>*ОY>89>- Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >-Р>98-99>*ОY>92>-
Р>87-88>*ОY>93>-Р>87-96>*ОY>94>- Р>95-96>*ОY>95>- Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>-
Р>91-92>*ОY>99>)*****+ Р>197-198>*ОY>100>]''+ [(-Р>1-2>*ОY>1>- Р>5-6>*ОY>2> - Р>3-4>*ОY>3 >–
Р>3-3а-4-4а>*ОY>4>- Р>2-27>*ОY>5> - Р>4-28>*ОY>5>’-Р>4-32>*ОY>6>- Р>31-32>*ОY>7>-Р>2-29>*ОY>8>-
Р>6-30>*ОY>9>- Р>29-30>*ОY>10>- Р>27-28>*ОY>11>- Р>23-24>*ОY>12>- Р>25-26>*ОY>13>-2* Р>7-8>*ОY>14>+
Р>11-12>*ОY>15>- Р>9-10>*ОY>16>- Р>13-14>*ОY>17 >- Р>15-16>*ОY>18>- Р>19-20>*ОY>19> -Р>17-18>*ОY>20>-
Р>21-22>*ОY>21> -Р>1-3>*ОY>22>- Р>43-44>*ОY>23>- Р>45-46>*ОY>24> - Р>3-46>*ОY>25 >- Р>41-42>*ОY>26 >-
Р>1-33>*ОY>27>- Р>5-34>*ОY>28>-Р>33-34>*ОY>29>- Р>33-35>*ОY>30>- Р>34-36>*ОY>31>- Р>37-38>*ОY>32>-
Р>39-40>*ОY>33>- Р>57-59>*ОY>34>-Р>59-60>*ОY>35 >- Р>60-61>*ОY>36>-Р>61-62>*ОY>37 >-
Р>62-63>*ОY>38>- Р>58-63>*ОY>40>-Р>64>*ОY>41> - Р>65>*ОY>42>-
Р>58-66>*ОY>43>- Р>51-52>*ОY>44> -Р>48-50>*ОY>45 >-Р>51-51>>a>*ОY>46>- Р>52-52>>a>*ОY>47>-
Р>44-44>>a>*ОY>48>-Р>45-45>>a>*ОY>49>- Р>д1>*ОY>49>- Р>д2>*ОY>50> -Р>47-48>*ОY>51>-
Р>49-50>*ОY>52>-Р>48-57>*ОY>53>-Р>50-58>*ОY>54>+ Р>53-54>*ОY>55>- Р>55-56>*ОY>56 >-
Р>57-67>*ОY>57>- Р>58-68>*ОY>58> - Р>53-69>*ОY>59>- Р>55-70>*ОY>60> - Р>71-73>*ОY>61>- Р>72-74>*ОY>62>-
Р>75-77>*ОY>63> - Р>79-80>*ОY>64 >+ Р>76-77>*ОY>65 >- Р>78-80>*ОY>67>)* +(-Р>81-82>*ОY>68>-
Р>83-84>*ОY>69>- Р>104-105>*ОY>70>- Р>102-103>*ОY>71>- Р>84-85>*ОY>72>- Р>86-105>*ОY>73>-
Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>- Р>96-97>*ОY>77 >-Р>88-89>*ОY>78>-
Р>87-90>*ОY>79> -Р>90-91>*ОY>80>- Р>92-93>*ОY>81> -Р>96-109>*ОY>82>- Р>110-111>*ОY>83>- Р>94-95>*ОY>84>
- Р>112-113>*ОY>85 >-Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-Р>103-104>*ОY>88>- Р>101-102>*ОY>89>-
Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >-Р>98-99>*ОY>92>- Р>87-88>*ОY>93>-Р>87-96>*ОY>94>-
Р>95-96>*ОY>95>- Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>- Р>91-92>*ОY>99>)**+
(-Р>81-82>*ОY>68>-Р>83-84>*ОY>69>- Р>104-105>*ОY>70>- Р>102-103>*ОY>71>- Р>84-85>*ОY>72>-
Р>86-105>*ОY>73>- Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>-Р>96-97>*ОY>77 >-
Р>88-89>*ОY>78>- Р>87-90>*ОY>79> -Р>90-91>*ОY>80>-Р>92-93>*ОY>81> -Р>96-109>*ОY>82>-
Р>110-111>*ОY>83>- Р>94-95>*ОY>84> - Р>112-113>*ОY>85 >-Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-
Р>103-104>*ОY>88>- Р>101-102>*ОY>89>- Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >-Р>98-99>*ОY>92>-
Р>87-88>*ОY>93>-Р>87-96>*ОY>94>-Р>95-96>*ОY>95>- Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>-
Р>91-92>*ОY>99>)***+ (-Р>81-82>*ОY>68>-Р>83-84>*ОY>69>- Р>104-105>*ОY>70>- Р>102-103>*ОY>71>-
Р>84-85>*ОY>72>-Р>86-105>*ОY>73>- Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>- Р>96-97>*ОY>77 >
- Р>88-89>*ОY>78>- Р>87-90>*ОY>79> -Р>90-91>*ОY>80>- Р>92-93>*ОY>81> -Р>96-109>*ОY>82>-
Р>110-111>*ОY>83>- Р>94-95>*ОY>84> - Р>112-113>*ОY>85 >-Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-
Р>103-104>*ОY>88>-Р>101-102>*ОY>89>- Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >- Р>98-99>*ОY>92>-
Р>87-88>*ОY>93 >- Р>87-96>*ОY>94>-Р>95-96>*ОY>95>-Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>-
Р>91-92>*ОY>99>)****+ (-Р>81-82>*ОY>68>-Р>83-84>*ОY>69>- Р>104-105>*ОY>70>-Р>102-103>*ОY>71>-
Р>84-85>*ОY>72>- Р>86-105>*ОY>73>- Р>97-102>*ОY>74>-Р>98-101>*ОY>75 >- Р>86-87>*ОY>76>- Р>96-97>*ОY>77 >
- Р>88-89>*ОY>78>- Р>87-90>*ОY>79> -Р>90-91>*ОY>80>- Р>92-93>*ОY>81> -Р>96-109>*ОY>82>-
Р>110-111>*ОY>83>- Р>94-95>*ОY>84> - Р>112-113>*ОY>85 >- Р>81-83>*ОY>86>- Р>84-105>*ОY>87>-
Р>103-104>*ОY>88>- Р>101-102>*ОY>89>- Р>100-101>*ОY>90>- Р>97-98>*ОY>91 >-Р>98-99>*ОY>92>-
Р>87-88>*ОY>93>-Р>87-96>*ОY>94>- Р>95-96>*ОY>95>- Р>89-90>*ОY>96>- Р>90-93>*ОY>97 >-Р>93-94>*ОY>98>-
Р>91-92>*ОY>99>)***** + Р>197-198>*ОY>100>]'''
*- тело, ** - 1 лапа, *** - 2 лапа, **** - 3 лапа, ***** - 4 лапа
’ – 1 развёртка, ’’ – 2 развёртка,’’’ - 3 развёртка.
Ãëàâà 1 ΣМ>y>=1,42+0,87+0,43+0,58+0,76+0,21+0,026+0,76+0,56+0,47+0,31+0,078+
Ãëàâà 2
Ãëàâà 30,19+0,37+0,33+1,03+0,34+0,23+0,026+0,088+0,56+0,47+0,11+1,15+1,08+
Ãëàâà 4
Ãëàâà 50,067+0,27+0,12+0,59+0,21+0,49+0,032+0,071+0,01+0,0099+0,045+0,11+
Ãëàâà 6
Ãëàâà 70,089+0,037+0,32+0,45+0,037+0,69+0,46+0,18+0,15+0,42+0,28+0,023+0,015+
Ãëàâà 8
Ãëàâà 90,55+0,37+0,45+0,35+0,22+0,13+0,13+0,095+0,20+0,049+0,047+0,046+0,11+
Ãëàâà 10
Ãëàâà 110,11+0,11+0,102+0,071+0,068+0,049+0,037+0,038+0,037+0,035+0,035+0,044+
Ãëàâà 12
Ãëàâà 130,037+0,075+0,048+0,075+0,048+0,07+0,045+0,023+0,057+0,054+0,049+0,12+
Ãëàâà 14
Ãëàâà 150,045+0,023+0,048+0,054+0,045+0,048+0,036+0,068+0,047+0,17+0,042+0,040
Ãëàâà 16
Ãëàâà 17+0,038+0,096+0,093+0,089+0,086+0,06+0,058+0,042+0,031+0,032+0,031+
Ãëàâà 18
Ãëàâà 190,030+0,029+0,037+0,032+0,064+0,044+0,059+0,038+0,019+0,049+0,046+
Ãëàâà 20
Ãëàâà 210,042+0,10+0,046+0,038+0,019+0,041+0,046+0,038+0,041+0,031+0,057+0,04+
Ãëàâà 22
Ãëàâà 230,14+0,034+0,033+0,0031+0,08+0,077+0,072+0,069+0,05+0,047+0,034+0,027+
Ãëàâà 24
Ãëàâà 250,026+0,027+0,025+0,024+0,024+0,030+0,053+0,041+0,033+0,049+0,038+
Ãëàâà 26
Ãëàâà 270,031+0,015+0,035+0,087+0,038+0,031+0,015+0,034+0,038+0,031+0,034+
Ãëàâà 28
Ãëàâà 290,025+0,024+0,033+0,12+0,027+0,026+0,024+0,063+0,06+0,056+0,053+0,060+
Ãëàâà 30
Ãëàâà 310,036+0,027+0,02+0,021+0,021+0,020+0,019+
0,018+0,023+0,043+0,033+0,027+0,038+0,029+0,023+0,012+0,028+0,069+
0,023+0,012+0,027+0,027+0,025+0,027+0,020+0,036+0,025+0,46+0,13-
0,30+0,47+0,12-0,087-0,018-0,097+0,17+0,081+0,076-0,0099-0,025-0,11+
0,065+0,036-0,022-0,094+0,018+0,023+0,17+0,082+0,028+0,30+0,25+0,017+
0,066+0,021+0,046-0,027-0,27-0,033-0,060-0,009-0,0096-0,034-0,013-
0,011-0,0019+0,038-0,18-0,001-0,033-0,0098-0,12+0,0018-0,0066+0,029-0,15-
0,0015-0,10-0,026-0,067+0,020-0,065+0,0017-0,003+0,029+0,0052+0,0039+
0,00195+0,12+0,009+0,0045+0,0015+0,0059+0,0029+0,0052+0,003+0,00312+
0,00212+0,0015+0,001+0,00065+0,0035+0,0094+0,0047+0,0045+0,0013+
0,0002+0,0072+0,0035+0,0059+0,014+0,0035+0,0002+0,0047+0,0035+0,0013
+0,0047+0,0025+0,0025+0,0033+0-0,00195-0,0033-0,0052-0,0045-0,0075-
0,012-0,015-0,0049-0,0078-0,00195-0,0025-0,0026-0,0064-0,0059-0,0035-
0,0013-0,0041-0,0050-0,0059-0,0035-0,0026-0,0050-0,0059-0,0026-0,003-
0,0082-0,0039-0,029-0,0091-0,0104-0,012-0,021-0,021-0,029-0,032-0,016-
0,019-0,0091-0,008-0,009-0,0083-0,0094-0,0095-0,001-0,014-0,012-0,0094-
0,0098-0,017-0,013-0,013-0,0072-0,0085-0,021-0,013-0,013-0,0098-0,0085-
0,019-0,011-0,057-0,016-0,018-0,020-0,038-0,038-0,045-0,048-0,059-0,026-
0,029-0,016-0,014-0,015-0,014- 0,015-0,016-0,021-0,023-0,018-0,017-0,028-
0,021-0,020-0,011-0,017-0,021-0,020-0,017-0,014-0,030-0,018-0,50-0,60-1,04-
1,52-0,51-0,39-0,061-0,96-0,21-0,31-0,15-0,097-0,24-0,15-0,20-0,95-0,30-0,41-
0,061-0,042-0,21-0,31-0,057-0,53-0,59-0,034-0,13-0,082-0,50-0,26-1,02-0,097-
0,19-0,028-0,029-0,11-0,13-0,11-0,041-0,046-0,054-0,055-0,61-0,83-0,20-0,22-
0,39-0,51-0,019-0,028-0,49-0,69-0,45-0,55-0,43-0,48-0,18-0,26-0,12-0,16-0,15-
0,038-0,40-0,042-0,089-0,092-0,096-0,093-0,059-0,062-0,038-0,031-0,032-
0,033-0,033-0,033-0,043-0,03-0,057-0,039-0,0604-0,039-0,022-0,044-0,047-
0,038-0,095-0,047-0,047-0,039-0,022-0,039-0,047-0,039-0,039-0,031-0,063-
0,0403-0,17-0,046-0,049-0,011-0,011-0,11-0,11-0,07-0,073-0,046-0,036-0,037-
0,038-0,038-0,038-0,05-0,036-0,067-0,046-0,071-0,046-0,026-0,052-0,055-
0,045-0,11-0,055-0,046-0,026-0,046-0,055-0,0072-0,0072-0,037-0,074-0,047-
0,20-0,053-0,054-0,056-0,12-0,12-0,13-0,13-0,081-0,084-0,053-0,042-0,041-
0,043-0,044-0,043-0,044-0,055-0,078-0,006-0,053-0,030-0,052-0,13-0,063-
0,053-0,053-0,042-0,084-0,055-0,25-0,060-0,061-0,063-0,14-0,14-0,15-0,14-
0,18-0,092-0,095-0,060-0,047-0,047-0,049-0,050-0,049-0,049-0,062-0,089-
0,068-0,060-0,093-0,071-0,060-0,033-0,060-0,071-0,060-0,060-0,048-0,095-
0,062=-9,78 кГ*см
Выбираем произвольную координату Y>k>= 32
P>k>= ΣМ>x>/Y>k>
P>k>=9,78/50,3=0,1945 кГ
Теперь определим длину компенсационного ножа L:
L= (P>k>*l)/P
L=0,1945*100/13=1,49 м
Так как штанц-форма меньше по размеру, то следует поставить 2 ножа по
700 мм и 1 нож =90 мм.
4.7.4 Расчёт силовой балансировки штанцевального штампа
Определение величины деформации резины [1].
Задаёмся высотой режущих ножей – h>р>=23,8 мм, толщиной основания – a=15мм, величиной выступания эжекторного материала над режущими ножами Δh =1,2 мм.
Высота эжекторного материала (h>0>) равна:
h>0>=h>p>+Δh – a=23,8+1,2 – 15=10 мм
h>сж>= h>0> - Δh – S>мат>=10 – 1,2 – 0,3 =8,5 мм
h>p> – высота режущих ножей;
Δh – разница между высотой эжекторного материала и режущих ножей;
а – толщина фанеры.
Ε >сж>= (h>0> – h>сж>)/ h>0> =15 %
Выбираем резину для эжекторного материала исходя из величины
ε >сж>< ε >макс> и рекомендаций: марка RG 40 – микропористые полиуретаны.
Из графика «Боковое расширение резины (х>Б>) марки RG 40» находим, что х>Б>=440 мкм =0,44 мм, а из графика «Напряжение сжатия от величины деформации ε >сж >» - =3,6 кгс/см2 [2]:
Ширину В задаём конструктивно, В=9 мм и В=4 мм.
Правило силового уравновешивания [1]:
ΣМР>СЖ>(Х)=0
ΣМР>СЖ>(Y)=0
P>i>=*S>сеч>=*L* В
ΣМ>x>= - Р>1>*ОХ>1>- Р>2>*ОХ>2> – Р>3>*ОХ>3>- Р>4>*ОХ>4>- Р5*ОХ>5> – Р>6>*ОХ>6 >–
Р>7>*ОХ>7>- Р>8>*ОХ>8>-Р>9>*ОХ>9>- Р>10>*ОХ>10>- Р>11>*ОХ>11>- Р>12>*ОХ>12>-
Р>13>*ОХ>13>- Р>14>*ОХ>14>+ Р>15>*ОХ>15>+ Р>16>*ОХ>16>+ Р>17>*ОХ>17>+
Р>18>*ОХ>18 >+ Р>19>*ОХ>19>+ Р>20>*ОХ>20> +Р>45-46>*ОХ>21>+ Р>3-46>*ОХ>21> +
Р>22>*ОХ>22>+ Р>23>*ОХ>23>+ Р>24>*ОХ>24> + Р>25>*ОХ>25 >+ Р>26>*ОХ>26>+
Р>27>*ОХ>27>+Р>28>*ОХ>28>+Р>29>*ОХ>29>+ Р>30>*ОХ>30>+ Р>31>*ОХ>31>+Р>32>*ОХ>32>+
Р>33>*ОХ>33>+ Р>34>*ОХ>34>+Р>35>*ОХ>35 >+ Р>36>*ОХ>36>- Р>37>*ОХ>37 >+
Р>38>*ОХ>38>+ Р>39>*ОХ>39> +Р>40>*ОХ>40+>Р>41>*ОХ>41> +Р>42>*ОХ>42>-
Р>43>*ОХ>43>- Р>44>*ОХ>44> – Р>45>*ОХ>45 >–Р>46>*ОХ>46>- Р>47>*ОХ>47>- Р>48>*ОХ>48>-
Р>49>*ОХ>49>- Р>50>*ОХ>50>- Р>51>*ОХ>51>-Р>52>*ОХ>52>- Р>53>*ОХ>53>-
Р>54>*ОХ>54>-Р>55>*ОХ>55>- Р>56>*ОХ>56>- Р>57>*ОХ>57>- Р>58>*ОХ>58>-
Р>59>*ОХ>59> – Р>60>*ОХ>60>- Р>61>*ОХ>61> – Р>62>*ОХ>62>- Р>63>*ОХ>63>- Р>64>*ОХ>64> –
Р>65>*ОХ>65 >–Р>66>*ОХ>66>- Р>67>*ОХ>67>-Р>68>*ОХ>68 >– Р>69>*ОХ>69>-
Р>70>*ОХ>70>+4*(Р>71>*ОХ>71>+ Р>72>*ОХ>72>+ Р>73>*ОХ>73>+ Р>74>*ОХ>74>+ Р>75>*ОХ>75 >+
Р>76>*ОХ>76>+ Р>77>*ОХ>77> +Р>78>*ОХ>78>+ Р>79>*ОХ>79> +Р>80>*ОХ>80>+ Р>81>*ОХ>81>+
Р>82>*ОХ>82> + Р>83>*ОХ>83 >+Р>84>*ОХ>84>+ Р>85>*ОХ>85>+Р>86>*ОХ>86>+ Р>87>*ОХ>87>+
Р>88>*ОХ>88>)+ Р>89>*ОХ>89>;
ΣМ>x>=3*(-40,95-42,6-40,65-40,95-306,16-306,16-306,16-306,16-9,75-8,25-
32,12-32,12-4-4+2,25+2,25+3,75+3,75+5,25+5,25+24,75+24,75
+262,5+262,5+27,75+27,75+44+44+194,326+194,326+129,36+138,6+138,6+
465,56+421,4+41+28,75+26,25+11,25+8,75+224,72-10,8-10,8-6,9-8,1-7,95-
6,45-4,8-4,05-4,5-6,9-8,1-7,95-6,45-4,8-4,05-4,5-10,66-173,6-148,2-102,6-19,8-
19,8-19,8-235,2-148,2-15-9,6-
7,65+30,68+21,24+30,68+30,68+32,89+34,58+23,94+22,14+23,94+27,8+
29,1+26,19+30,9+43,65+41,7+102,86)=3481,506 кГ*см
Таким образом, дисбаланс по оси Х должен быть устранён за счёт компенсационной резины. В связи с тем, что компенсационный нож обрезинивается с двух сторон, момент от сжатия компенсационной резины с одной стороны ножа составит:
М>1х>= М>х>/2
М>1х>=3481,506/2=1740,753 кГ*см
Учитывая, что координата ножа по оси Х=32 см, определяем величину усилия сжатия резины:
Р>СЖ>= М>1х> / X>к>
Р>СЖ>=1740,753/32=54,4 кГ
Определяем длину компенсационной резины:
L= Р>СЖ>/ >сж>*В
L=54,4/(3,6*0,9)=16,79 см
Таким образом, компенсационный нож по оси Х должен быть обклеен с двух сторон компенсационной резиной В=9 мм, L= 167,9 мм.
ΣМ>x>=2*(-2*А>1>*Х>1> - А>3>*Х>3 >– А>4>*Х>4>) – А>9>*Х>9>- А>9>’*Х>9>- А>10>*Х>10>- А>11>*Х>11>+
А>12>*Х>12>+ А>13>*Х>13>+ А>14>*Х>14>+А>15>*Х>15>+ А>16>*Х>16>+ 16*А>17>*Х>17>+4*А>21>*Х>21>;
ΣМ>x>=2*(-29,48-18,6-29,76)-37,4-2,38-37,4-4+220+44+181,76+220+44+
+181,76+181,76+122,5+26,19+66,56=3595,56 кГ*см
Учитывая, что координата ножа по оси Х=32 см, определяем величину усилия сжатия резины:
М>1х>= М>х>/2
М>1х>=3595,335/2=1797,67 кГ*см
Учитывая, что координата ножа по оси Х=32 см, определяем величину усилия сжатия резины:
Р>СЖ>= М>1х> / X>к>
Р>СЖ>= 1797,67/32=56,18 кГ
Определяем длину компенсационной резины:
L= Р>СЖ>/ >сж>*В
L=56,18/(3,6*0,4)=39 см
Таким образом, компенсационный нож по оси Х должен быть обклеен с двух сторон компенсационной резиной В=4 мм, L= 390 мм.
ΣМ>y>= [Р>1>*ОХ>1>+ Р>2>*ОХ>2> + Р>3>*ОХ>3>+ Р>4>*ОХ>4>+ Р5*ОХ>5> + Р>6>*ОХ>6 >+
Р>7>*ОХ>7>+ Р>8>*ОХ>8>+Р>9>*ОХ>9>+ Р>10>*ОХ>10>+Р>11>*ОХ>11>+ Р>12>*ОХ>12>+
Р>13>*ОХ>13>+ Р>14>*ОХ>14>+ Р>15>*ОХ>15>+ Р>16>*ОХ>16>+ Р>17>*ОХ>17>+
Р>18>*ОХ>18 >+ Р>19>*ОХ>19>+ Р>20>*ОХ>20> +Р>45-46>*ОХ>21>+ Р>3-46>*ОХ>21> +
Р>22>*ОХ>22>+ Р>23>*ОХ>23>+ Р>24>*ОХ>24> + Р>25>*ОХ>25 >+ Р>26>*ОХ>26>+
Р>27>*ОХ>27>+Р>28>*ОХ>28>+Р>29>*ОХ>29>+ Р>30>*ОХ>30>+ Р>31>*ОХ>31>+Р>32>*ОХ>32>+
Р>33>*ОХ>33>+ Р>34>*ОХ>34>+Р>35>*ОХ>35 >+ Р>36>*ОХ>36>- Р>37>*ОХ>37 >+
Р>38>*ОХ>38>+ Р>39>*ОХ>39> +Р>40>*ОХ>40+>Р>41>*ОХ>41> +Р>42>*ОХ>42>+
Р>43>*ОХ>43>+ Р>44>*ОХ>44> + Р>45>*ОХ>45 >+Р>46>*ОХ>46>+Р>47>*ОХ>47>+ Р>48>*ОХ>48>+
Р>49>*ОХ>49>+ Р>50>*ОХ>50>+ Р>51>*ОХ>51>+Р>52>*ОХ>52>+ Р>53>*ОХ>53>+
Р>54>*ОХ>54>+Р>55>*ОХ>55>+ Р>56>*ОХ>56>+ Р>57>*ОХ>57>+ Р>58>*ОХ>58>+
Р>59>*ОХ>59> + Р>60>*ОХ>60>+ Р>61>*ОХ>61>+Р>62>*ОХ>62>+ Р>63>*ОХ>63>+ Р>64>*ОХ>64> +
Р>65>*ОХ>65 >+Р>66>*ОХ>66>+ Р>67>*ОХ>67>+Р>68>*ОХ>68 >+ Р>69>*ОХ>69>+
Р>70>*ОХ>70>+Р>71>*ОХ>71>+ Р>72>*ОХ>72>+ Р>73>*ОХ>73>+ Р>74>*ОХ>74>+ Р>75>*ОХ>75 >+
Р>76>*ОХ>76>+ Р>77>*ОХ>77> +Р>78>*ОХ>78>+ Р>79>*ОХ>79> +Р>80>*ОХ>80>+ Р>81>*ОХ>81>+
Р>82>*ОХ>82> + Р>83>*ОХ>83 >+Р>84>*ОХ>84>+ Р>85>*ОХ>85>+Р>86>*ОХ>86>+ Р>87>*ОХ>87>+
Р>88>*ОХ>88>+ Р>89>*ОХ>89> +Р>90>*ОХ>90 >+ Р>91>*ОХ>91>+ Р>92>*ОХ>92> +Р>93>*ОХ>93>+ Р>94>*ОХ>94>
+Р>95>*ОХ>95>+ Р>96>*ОХ>96>+ Р>97>*ОХ>97> + Р>98>*ОХ>98 >+ Р>99>*ОХ>99>+
Р>100>*ОХ>100>+Р>101>*ОХ>101>+Р>102>*ОХ>102>+ Р>103>*ОХ>103>+ Р>104>*ОХ>104>+Р>105>*ОХ>105>+
Р>106>*ОХ>106>+ Р>107>*ОХ>107>+Р>108>*ОХ>108 >+ Р>109>*ОХ>109>+ Р>110>*ОХ>110 >+
Р>111>*ОХ>111>+ Р>112>*ОХ>112> +Р>113>*ОХ>113>+Р>114>*ОХ>114> +Р>115>*ОХ>115>+
Р>116>*ОХ>116>+ Р>117>*ОХ>117> +Р>118>*ОХ>118 >+Р>119>*ОХ>119>+ Р>120>*ОХ>120>+ Р>121>*ОХ>121>+
Р>122>*ОХ>122>+ Р>123>*ОХ>123>+Р>124>*ОХ>124>+Р>125>*ОХ>125>+Р>126>*ОХ>126>+
Р>127>*ОХ>127>+Р>128>*ОХ>128>+Р>130>*ОХ>130>+Р>131>*ОХ>131>+Р>132>*ОХ>132>+
Р>133>*ОХ>133> + Р>134>*ОХ>134>+ Р>135>*ОХ>135> + Р>136>*ОХ>136>+ Р>137>*ОХ>137>+ Р>138>*ОХ>138> +
Р>139>*ОХ>139 >–Р>140>*ОХ>140>]’+ [Р>1>*ОХ>1>+ Р>2>*ОХ>2> + Р>3>*ОХ>3>+ Р>4>*ОХ>4>+ Р5*ОХ>5> +
Р>6>*ОХ>6 >+Р>7>*ОХ>7>+ Р>8>*ОХ>8>+Р>9>*ОХ>9>+ Р>10>*ОХ>10>+Р>11>*ОХ>11>+ Р>12>*ОХ>12>+
Р>13>*ОХ>13>+ Р>14>*ОХ>14>+ Р>15>*ОХ>15>+ Р>16>*ОХ>16>+ Р>17>*ОХ>17>+
Р>18>*ОХ>18 >+ Р>19>*ОХ>19>+ Р>20>*ОХ>20> +Р>45-46>*ОХ>21>+ Р>3-46>*ОХ>21> +
Р>22>*ОХ>22>+ Р>23>*ОХ>23>+ Р>24>*ОХ>24> + Р>25>*ОХ>25 >+ Р>26>*ОХ>26>+
Р>27>*ОХ>27>+Р>28>*ОХ>28>+Р>29>*ОХ>29>+ Р>30>*ОХ>30>+ Р>31>*ОХ>31>+Р>32>*ОХ>32>+
Р>33>*ОХ>33>- Р>34>*ОХ>34>-Р>35>*ОХ>35 >– Р>36>*ОХ>36>- Р>37>*ОХ>37 >–
Р>38>*ОХ>38>- Р>39>*ОХ>39> –Р>40>*ОХ>40+>Р>41>*ОХ>41> –Р>42>*ОХ>42>-
Р>43>*ОХ>43>- Р>44>*ОХ>44> – Р>45>*ОХ>45 >+Р>46>*ОХ>46>+Р>47>*ОХ>47>+ Р>48>*ОХ>48>+
Р>49>*ОХ>49>+ Р>50>*ОХ>50>- Р>51>*ОХ>51>-Р>52>*ОХ>52>- Р>53>*ОХ>53>-
Р>54>*ОХ>54>-Р>55>*ОХ>55>- Р>56>*ОХ>56>- Р>57>*ОХ>57>- Р>58>*ОХ>58>+
Р>59>*ОХ>59> + Р>60>*ОХ>60>+ Р>61>*ОХ>61>-Р>62>*ОХ>62>- Р>63>*ОХ>63>- Р>64>*ОХ>64> –
Р>65>*ОХ>65 >–Р>66>*ОХ>66>- Р>67>*ОХ>67>-Р>68>*ОХ>68 >– Р>69>*ОХ>69>-
Р>70>*ОХ>70>+Р>71>*ОХ>71>+ Р>72>*ОХ>72>+ Р>73>*ОХ>73>+ Р>74>*ОХ>74>+ Р>75>*ОХ>75 >+
Р>76>*ОХ>76>+ Р>77>*ОХ>77> +Р>78>*ОХ>78>+ Р>79>*ОХ>79> +Р>80>*ОХ>80>+ Р>81>*ОХ>81>+
Р>82>*ОХ>82> + Р>83>*ОХ>83 >+Р>84>*ОХ>84>+ Р>85>*ОХ>85>+Р>86>*ОХ>86>+ Р>87>*ОХ>87>-
Р>88>*ОХ>88>- Р>89>*ОХ>89> –Р>90>*ОХ>90 >– Р>91>*ОХ>91>- Р>92>*ОХ>92> –Р>93>*ОХ>93>- Р>94>*ОХ>94>
-Р>95>*ОХ>95>- Р>96>*ОХ>96>- Р>97>*ОХ>97> - Р>98>*ОХ>98 >– Р>99>*ОХ>99>-
Р>100>*ОХ>100>-Р>101>*ОХ>101>-Р>102>*ОХ>102>- Р>103>*ОХ>103>- Р>104>*ОХ>104>-Р>105>*ОХ>105>-
Р>106>*ОХ>106>- Р>107>*ОХ>107>-Р>108>*ОХ>108 >– Р>109>*ОХ>109>- Р>110>*ОХ>110 >–
Р>111>*ОХ>111>- Р>112>*ОХ>112> – Р>113>*ОХ>113>-Р>114>*ОХ>114> – Р>115>*ОХ>115>-
Р>116>*ОХ>116>- Р>117>*ОХ>117> –Р>118>*ОХ>118 >–Р>119>*ОХ>119>- Р>120>*ОХ>120>- Р>121>*ОХ>121>-
Р>122>*ОХ>122>- Р>123>*ОХ>123>-Р>124>*ОХ>124>-Р>125>*ОХ>125>-Р>126>*ОХ>126>-
Р>127>*ОХ>127>-Р>128>*ОХ>128>-Р>130>*ОХ>130>-Р>131>*ОХ>131>-Р>132>*ОХ>132>-
Р>133>*ОХ>133> – Р>134>*ОХ>134>- Р>135>*ОХ>135> – Р>136>*ОХ>136>- Р>137>*ОХ>137>- Р>138>*ОХ>138> – Р>139>*ОХ>139 >–Р>140>*ОХ>140>]’’ +[-Р>1>*ОХ>1>- Р>2>*ОХ>2> – Р>3>*ОХ>3>- Р>4>*ОХ>4>- Р5*ОХ>5> –
Р>6>*ОХ>6 >–Р>7>*ОХ>7>- Р>8>*ОХ>8>-Р>9>*ОХ>9>- Р>10>*ОХ>10>-Р>11>*ОХ>11>- Р>12>*ОХ>12>-
Р>13>*ОХ>13>- Р>14>*ОХ>14>- Р>15>*ОХ>15>- Р>16>*ОХ>16>- Р>17>*ОХ>17>-
Р>18>*ОХ>18 >– Р>19>*ОХ>19>- Р>20>*ОХ>20> – Р>45-46>*ОХ>21>- Р>3-46>*ОХ>21> –
Р>22>*ОХ>22>- Р>23>*ОХ>23>- Р>24>*ОХ>24> - Р>25>*ОХ>25 >– Р>26>*ОХ>26>-
Р>27>*ОХ>27>-Р>28>*ОХ>28>-Р>29>*ОХ>29>- Р>30>*ОХ>30>- Р>31>*ОХ>31>-Р>32>*ОХ>32>-
Р>33>*ОХ>33>- Р>34>*ОХ>34>-Р>35>*ОХ>35 >– Р>36>*ОХ>36>- Р>37>*ОХ>37 >–
Р>38>*ОХ>38>- Р>39>*ОХ>39> –Р>40>*ОХ>40+>Р>41>*ОХ>41> –Р>42>*ОХ>42>-
Р>43>*ОХ>43>- Р>44>*ОХ>44> – Р>45>*ОХ>45 >–Р>46>*ОХ>46>-Р>47>*ОХ>47>- Р>48>*ОХ>48>-
Р>49>*ОХ>49>- Р>50>*ОХ>50>- Р>51>*ОХ>51>-Р>52>*ОХ>52>- Р>53>*ОХ>53>-
Р>54>*ОХ>54>-Р>55>*ОХ>55>- Р>56>*ОХ>56>- Р>57>*ОХ>57>- Р>58>*ОХ>58>-
Р>59>*ОХ>59> – Р>60>*ОХ>60>- Р>61>*ОХ>61>-Р>62>*ОХ>62>- Р>63>*ОХ>63>- Р>64>*ОХ>64> –
Р>65>*ОХ>65 >–Р>66>*ОХ>66>- Р>67>*ОХ>67>-Р>68>*ОХ>68 >– Р>69>*ОХ>69>-
Р>70>*ОХ>70>-Р>71>*ОХ>71>- Р>72>*ОХ>72>- Р>73>*ОХ>73>- Р>74>*ОХ>74>-Р>75>*ОХ>75 >–
Р>76>*ОХ>76>- Р>77>*ОХ>77> –Р>78>*ОХ>78>- Р>79>*ОХ>79> –Р>80>*ОХ>80>- Р>81>*ОХ>81>-
Р>82>*ОХ>82> – Р>83>*ОХ>83 >–Р>84>*ОХ>84>- Р>85>*ОХ>85>-Р>86>*ОХ>86>- Р>87>*ОХ>87>-
Р>88>*ОХ>88>- Р>89>*ОХ>89> –Р>90>*ОХ>90 >– Р>91>*ОХ>91>- Р>92>*ОХ>92> –Р>93>*ОХ>93>- Р>94>*ОХ>94>
-Р>95>*ОХ>95>- Р>96>*ОХ>96>- Р>97>*ОХ>97> - Р>98>*ОХ>98 >– Р>99>*ОХ>99>-
Р>100>*ОХ>100>-Р>101>*ОХ>101>-Р>102>*ОХ>102>- Р>103>*ОХ>103>- Р>104>*ОХ>104>-Р>105>*ОХ>105>-
Р>106>*ОХ>106>- Р>107>*ОХ>107>-Р>108>*ОХ>108 >– Р>109>*ОХ>109>- Р>110>*ОХ>110 >–
Р>111>*ОХ>111>- Р>112>*ОХ>112> – Р>113>*ОХ>113>-Р>114>*ОХ>114> – Р>115>*ОХ>115>-
Р>116>*ОХ>116>- Р>117>*ОХ>117> –Р>118>*ОХ>118 >–Р>119>*ОХ>119>- Р>120>*ОХ>120>- Р>121>*ОХ>121>-
Р>122>*ОХ>122>- Р>123>*ОХ>123>-Р>124>*ОХ>124>-Р>125>*ОХ>125>-Р>126>*ОХ>126>-
Р>127>*ОХ>127>-Р>128>*ОХ>128>-Р>130>*ОХ>130>-Р>131>*ОХ>131>-Р>132>*ОХ>132>-
Р>133>*ОХ>133> – Р>134>*ОХ>134>- Р>135>*ОХ>135> – Р>136>*ОХ>136>- Р>137>*ОХ>137>- Р>138>*ОХ>138> – Р>139>*ОХ>139 >–Р>140>*ОХ>140>]’’’
ΣМ>y>=70,05+67,65+65,1+70,05+833,04+815,24+788,54+779,64+68,7+388,562
+340,472+99,2+81,2+71,7+63,45+71,7+63,45+71,7+63,45+71,7+63,45+99,2+
81,2+388,652+340,472+198,44+208,8+196,65+601,52+591,92+60,4+75,5+
75,5+75,5+75,5+413,4+392,2+262,08+172,8+50,55+53,25+56,1+58,05+56,25+
53,7+50,85+40,05+37,35+34,5+32,55+34,35+36,9+39,75+53,69+461,28+
414,96+163,08+35,53+33,22+30,8+366,24+273,6+57+27,75+26,25+50,44+
33,75+47,19+45,24+50,7+50,44+33,75+33,75+31,5+31,5+36,3+91,92+38,5+
37,5+32,85+36,5+52,8+124,32+43,29+28,8+27,72+38,09+43,55+43,29+28,8+
28,8+26,55+26,55+30,8+32+27,9+31+44,55+42,15+103,97+36,14+23,85+
22,77+30,94+36,4+36,14+23,85+21,6+21,6+25,3+26,5+22,95+25,5+36,3+33,9
+83,62+29,25+19,35+17,82+23,79+29,25+28,99+18,9+18,9+16,65+16,65+19,8
+21+18+20+28,05+25,65+27,15+19,05+24,98+13,95+19,05+227,84+210,04+1
83,34+165,54+17,7+17,7+115,63+67,45+31,2+13,2+20,7+12,45+20,7+12,45+2
0,7+12,45+20,7+12,45+20,7+12,45+,20,7+12,45+20,7+12,45+31,2+13,2+
115,63+67,45+48,84+55,8+43,65-98,88-74,48-7,6-9,5-9,5-9,5-9,5-309,52-
330,72+17,28-72+0,45+2,25+5,1+ 7,05+5,25+2,7-0,15-10,95-13,65-16,5-18,45-
16,65-14,1-11,25+2,21+39,68+27,36-20,52-1,87-4,18-6,6-204,52-114-45-23,25-
24,75+6,24+3,15+2,99+1,04+6,5+6,24+3,15+0,9+0,9+2,3+10,32+4,5+3,5+2,25
+2,5+1,8-0,6-1,48-0,91-1,8-2,88-6,11-0,65-0,91-1,8-4,05-4,05-3,2-2-2,7-3-6,45-
8,85-21,83-8,06-6,75-7,83-13,26-7,8-8,06-6,75-6,75-9-9-8,7-7,5-7,65-8,5-17,64-
17,1-42,18-15,21-11,7-12,78-20,41-14,95-15,21-11,7-11,7-13,95-13,95-14,2-13-
12,6-14-22,95-25,35-25,35-31,95-34,35-36,9-31,95-377,36-395,16-421,86-
439,66-33,3-33,3-157,388-205,568-37-55-30,3-38,55-30,3-38,55-30,3-38,55-
30,3-38,55-30,3-38,55-30,3-38,55-37-55-157,388-205,568-100,76-97,2-109,35-
799,28-740,88-75,6-75,6-75,6-75,6-75,6-1030,32-1051,52-227,52-316,8-51,45-
48,75-45,9-43,95-75,75-48,3-51,15-61,95-64,65-67,5-69,45-67,65-65,1-62,25-
34,71-381,92-360,24-204,12-39,27-41,58-44-776,16-501,6-147-74,25-75,75-
37,96-27,45-41,21-43,16-37,3-37,96-27,45-27,45-29,7-29,7-31,7-71,28-29,5-
30,5-28,35-31,5-49,251,75-127,65-45,11-32,4-33,48-50,31-44,85-45,11-32,4-
32,4-34,65-34,65-37,2-36-33,3-37-57,45-60-148-52,26-37,35-37,35-39,6-39,6-
42,7-41,5-38,25-42,5-65,7-68,25-168,25-59,41-41,4-43,38-64,61-59,15-59,41-
42,3-42,3-44,55-44,55-48,2-47-43,2-48-73,95-76,5-76,35=-432,881 кГ*см
Таким образом, дисбаланс по оси Y должен быть устранён за счёт компенсационной резины. В связи с тем, что компенсационный нож обрезинивается с двух сторон, момент от сжатия компенсационной резины с одной стороны ножа составит:
М>1>>y>= М>y>/2
М>1>>y>= 432,881/2=216,44 кГ*см
Учитывая, что координата ножа по оси Y=50,3 см, определяем величину усилия сжатия резины:
Р>СЖ>= М>1х> / Y>к>
Р>СЖ>= 216,44 /50,3=4,3 кГ
Определяем длину компенсационной резины:
L= Р>СЖ>/ >сж>*В
L=4,3/(3,6*0,4)=1,33 см
Таким образом, компенсационный нож по оси Y должен быть обклеен с двух сторон компенсационной резиной В=9 мм, L=13,3 мм.
ΣМ>y>=[А>1>*Х>1>+А>2>*Х>2>+А>3>*Х>3>+А>4>*Х>4>+А>5>*Х>5>+А>6>*Х>6>+А>7>*Х>7>+А>8>*Х>8>+А>9>*Х>9>+
А>10>*Х>10>+А>11>*Х>11>+А>12>*Х>12>+А>13>*Х>13>+А>14>*Х>14>+А>15>*Х>15>+А>16>*Х>16>+А>17>*Х>17>+
А>18>*Х>18>+А>19>*Х>19>+А>20>*Х>20>+А>21>*Х>21>+А>22>*Х>22>+А>23>*Х>23>+А>24>*Х>24>+А>25>*Х>25>+
А>26>*Х>26>+А>27>*Х>27>+А>28>*Х>28>+А>29>*Х>29>+А>30>*Х>30>+А>31>*Х>31+>А>32>*Х>32>+А>33>*Х>33>+
А>34>*Х>34>+А>35>*Х>35>+А>36>*Х>36>]’+[А>1>*Х>1>+А>2>*Х>2>+А>3>*Х>3>+А>4>*Х>4>-А>5>*Х>5>-А>6>*Х>6>-
А>7>*Х>7>-А>8>*Х>8>+А>9>*Х>9>+А>10>*Х>10>+А>11>*Х>11>+А>12>*Х>12>+А>13>*Х>13>+А>14>*Х>14>+А>15>*Х>15>+А>16>*Х>16>
+А>17>*Х>17>+А>18>*Х>18>+А>19>*Х>19>+А>20>*Х>20>+А>21>*Х>21>-А>22>*Х>22>-А>23>*Х>23>-А>24>*Х>24>-
А>25>*Х>25>-А>26>*Х>26>-А>27>*Х>27>-А>28>*Х>28>-А>29>*Х>29>-А>30>*Х>30>-А>31>*Х>31>-А>32>*Х>32>-А>33>*Х>33>
-А>34>*Х>34> – А>35>*Х>35>- А>36>*Х>36>]’’+[-А>1>*Х>1>-А>2>*Х>2>-А>3>*Х>3>-А>4>*Х>4>-А>5>*Х>5>-А>6>*Х>6>-
А>7>*Х>7>-А>8>*Х>8>-А>9>*Х>9>-А>10>*Х>10>-А>11>*Х>11>-А>12>*Х>12>-А>13>*Х>13>-А>14>*Х>14>-А>15>*Х>15>-
А>16>*Х>16>-А>17>*Х>17>-А>18>*Х>18>-А>19>*Х>19>-А>20>*Х>20>-А>21>*Х>21>-А>22>*Х>22>-А>23>*Х>23>-А>24>*Х>24>-
А>25>*Х>25>-А>26>*Х>26>-А>27>*Х>27>-А>28>*Х>28>-А>29>*Х>29>-А>30>*Х>30>-А>31>*Х>31>-А>32>*Х>32>-А>33>*Х>33>-
А>34>*Х>34> – А>35>*Х>35>- А>36>*Х>36>]’’’.
’ – 1 развёртка, ’’ – 2 развёртка, ’’’ – 3 развёртка.
ΣМ>y>=83,6+77,66+115,2+165,12+55,22+49,28+124,8+66+284,8+37,81+328,44
+100,6+1106,6+100,6+342,22+202,08+199+34,02+33,3+31,77+31,32+89,18+
29,07+28,35+26,82+26,37+74,88+24,12+23,4+21,87+21,42+60,58+19,17+
18,45+16,92+16,47+46,28+8,8+2,86+13,2+1,92-19,58-25,52-38,4-
6+53,04+5,51+97,24+32,6+100,82+38,88+29+3,42+2,97+1,17+0,72+0,78-1,53-
1,98-3,78-4,23-13,52-6,48-6,93-6,12-9,18-27,82-11,43-11,88-11,07-14,13-
42,12-66-71,94-88,8-161,28-94,38-100,32-201,6-138-178,16-26,79-133,96-
35,4-389,4-35-140,58-124,32-141-27,18-27,63-29,43-29,88-87,62-32,13-32,58-
34,38-34,83-101,92-37,08-37,53-39,33-39,78-116,22-42,03-42,48-44,28-44,73-
130,52=1466,17 кГ*см
Таким образом, дисбаланс по оси Y должен быть устранён за счёт компенсационной резины. В связи с тем, что компенсационный нож обрезинивается с двух сторон, момент от сжатия компенсационной резины с одной стороны ножа составит:
М>1>>y>= М>y>/2
М>1>>y>= 1466,17/2=733,085 кГ*см
Учитывая, что координата ножа по оси Y=50,3 см, определяем величину усилия сжатия резины:
Р>СЖ>= М>1х> / Y>к>
Р>СЖ>= 733,085/50,3=14,6 кГ
Определяем длину компенсационной резины:
L= Р>СЖ>/ >сж>*В
L=14,6/(3,6*0,4)=10,14 см
Таким образом, компенсационный нож по оси Y должен быть обклеен с двух сторон компенсационной резиной В=9 мм, L=101,4 мм.
Расположение эжекторного материала смотри на листе 3. Для равномерного распределения давления по площади штампа общая длина компенсационной резины L разбита на 2 отрезка при. В=9 мм и на 4 отрезка при В=4 мм по оси Y; на 9 отрезков по оси Х при В=9 мм и на 35 отрезков при В=4 мм.
4.8 Проектирование контрштампа
Контрштамп, являющийся ответной частью штанцевального штампа, представляет собой систему биговочных каналов, оси, симметрии которых строго совпадают с осями симметрии соответствующих биговальных ножей штанцевального штампа.
По конструктивному исполнению контрштампы бывают съемными и несъемными. Съемные контрштампы монтируются на специальных съемных плитах, несъемные - непосредственно на плите (талере) штанцевального оборудования.
Биговочные каналы контрштампов могут быть выполнены из различных материалов: прессшпана (прессованного картона), пластмасс, фотополимерных пластин, слоистых прессованных материалов и металла.
Контрштампы из пластмассовых биговальных матриц с юстировочными направляющими изготавливают по другой технологии. Отрезанные до требуемой длины биговальные матрицы монтируют на соответствующие биговальные ножи штанцевального штампа, вставляя их до упора в посадочном канале юстировочной направляющей (рис 4.6, а). После установки штанцевального штампа в штанцевальную машину с оснований биговальных матриц удаляют защитную бумагу, обнажая клеевой слой. Затем осуществляют прямой рабочий ход штанцевальной машины, в конце которого биговальные матрицы прижимаются к опорному столу машины (талеру) или к специальной съемной стальной плите и приклеиваются (рис 4.6, б). При обратном ходе штанцевальной машины биговальные ножи освобождаются из юстировочных направляющих приклеенных биговальных матриц (рис. 4.6, в). После удаления юстировочных направляющих (рис. 4.6, г) контрштамп готов к работе.
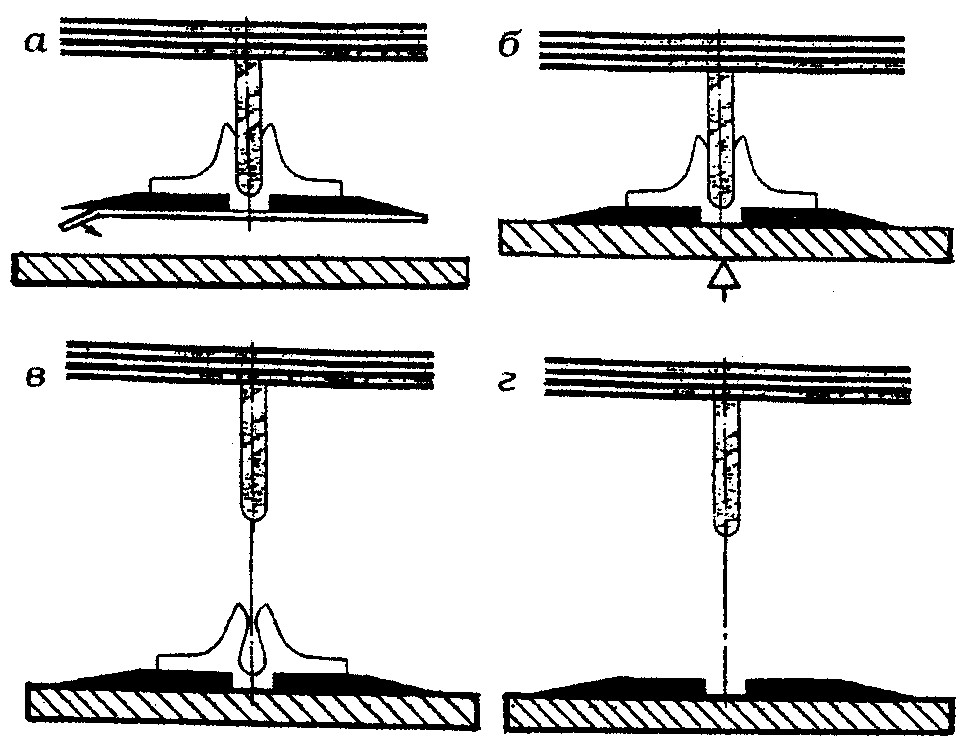
Рис. 4.6 Схема изготовления контрштампов из пластмассовых биговальных матриц с юстировочными направляющими
Выберем этот способ изготовления контрштампа. Теперь подберём подходящие биговальные матрицы.
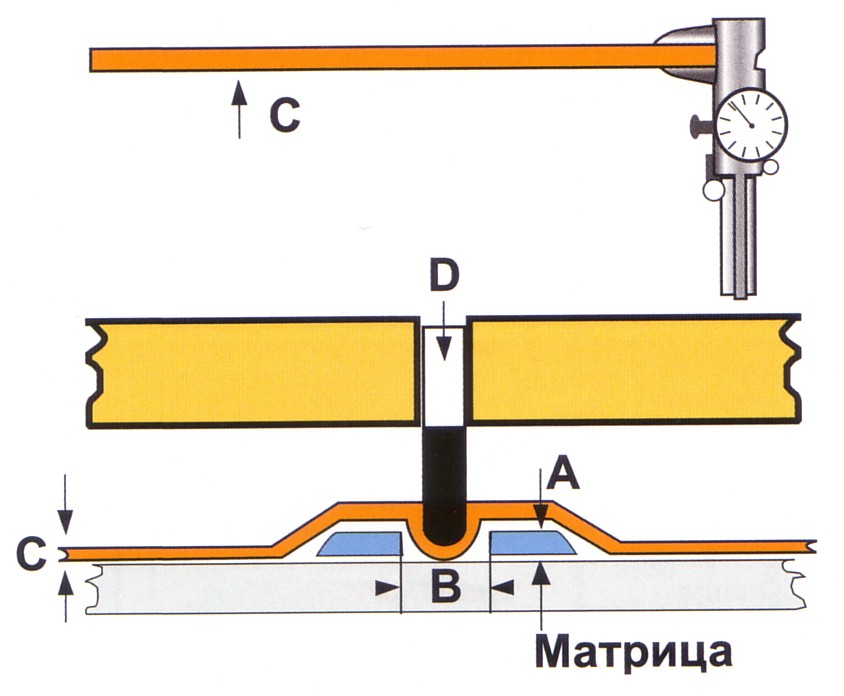
Рис. 4.7 Биговальная матрица
Высота матрицы (А) = (С) Толщина картона
Ширина Две толщины
биговального паза (В) = картона (2С)
+
Толщина биговальной
линейки (D)
В = 2*0,35+0,71=1,41 мм
Теперь по специальной таблице выберем тип биговальных матриц исходя из высоты матрицы и ширины биговального паза.
Биговальные матрицы JAZZ(см. таблицу 1) изготовлены из микрополиэстра.


Таблица 1
Профиль биговальных матриц JAZZ был специально разработан для применения на высокоскоростных штанц-автоматах.
Закругления не имеют граней. Скос матрицы исключает застревание листа при попадании его в штанцевальную секцию.
Юстировочная направляющая матрицы имеет специально разработанную конструкцию, обеспечивающую перпендикуляр матрицы относительно биговальной линейки, что позволяет добиться наиболее точного совмещения при работе штамповой пары: линейка-матрица. Увеличенная в размере защитная бумага по отношению к ширине матрицы облегчает ее удаление и позволяет быстрее переналадить оборудование к работе с новым тиражом. Проект контрштампа для разрабатываемой штанц-формы см. на рис.4.8.
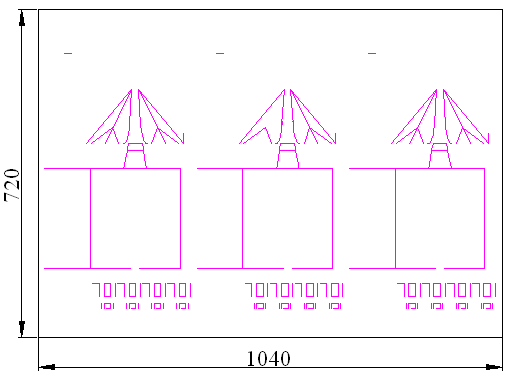
Рис. 4.8 Контрштамп
4.9 Удаление облоя и разделение заготовок
Удаление облоя и разделение заготовок упаковки можно осуществить автоматически на штанцевальной машине и вручную. Вручную удаляют облой и разделяют заготовки при выполнении маленьких заказов [2]. Для облегчения разделения можно использовать специальные приспособления для удаления облоя. В данном случае тираж маленький, поэтому вышеперечисленные операции производятся вручную.
4.10 Фальцевание
Процесс фальцевания также производится вручную.
Так как конструкция упаковки достаточно сложная и не позволяет использовать автоматические линии для фальцевания.
4.11 Упаковывание заготовок тары
Заготовки тары в виде плоского раскроя или в сфальцованном и соединенном по боковому шву виде, а также комплектующие детали решетки и другие изделия - укладывают в пачки или кипы массой 20-25 кг и обвязывают. В каждой кипе должны быть ящики или вспомогательные упаковочные средства одного размера. Обвязывают по большой стороне одним поясом при длине кипы до 600 мм, двумя поясами - при большей длине. Два пояса допускается располагать крестообразно. В местах возможного повреждения кипы ящиков применяются картонные прокладки или уголки.
Существуют следующие виды обвязки кип ящиков: шпагатом; металлической лентой; полимерной лентой; бумажной лентой; плоской или| круглой проволокой.
Обвязку пачек заготовок тары производят механизированным способом, на специальных обвязочных станках и автоматах или с помощью ручного инструмента. Ручные машины применяют при выпуске небольшого количества ящиков, а также при увязке больших пакетов, сформированных на поддоне. Для обвязки пачек заготовок крупных партий тары применяют автоматические лентообвязочные машины. Если обвязку осуществляют металлической лентой (ГОСТ 3560-73) или полимерной лентой, то соединение концов ленты производят сваркой. Наиболее часто применяют ленты из ориентированного полипропилена. Полипропиленовая лента более эластична и удобна для обвязки пачек ящиков.
Имеются машины для обвязки пачек проволокой (ГОСТ 7480-73). Для того чтобы проволока не подрезала картон на углах пачки, под неё| подкладывают угловые прокладки из картона. Соединение круглой проволоки производят скручиванием. Плоская проволока соединяется при помощи сварки.
Для обвязки пачек ящиков более эффективным является применение бумажной ленты, что предотвращает порчу ящиков на углах.
С целью обеспечения механизации погрузочно-разгрузочных работ при транспортировании готовой продукции потребителям необходимо, укрупнять грузовые единицы. Для этого производят укладку пачек в транспортные пакеты на стандартном поддоне или без него с образованием так называемых транспортных единиц. Чтобы сформировать плотный пакет, применяют упаковочные прессы. Герметичность и фиксацию пачек на транспортном поддоне обеспечивают путем упаковывания транспортных единиц в стрейч-пленки или в термоусаживаемые плёнки. Таким образом транспортируют заготовки картонных упаковок, если упаковывание продукции в них осуществляется на другом предприятии.
Заключение
Выполнен процесс проектирования конструкции и технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков. Это задача решена с применением современных требований, а также с использованием систем автоматизированного проектирования упаковки (в данном случае программ AutoCAD, Paint).
На первом этапе было проведено исследование и анализ рынка новогодней упаковки. Анализ рынка проведён по каталогам дизайнерских решений ведущих фирм (Linia Grafic,___и др.), а также по ассортименту ведущих супермаркетов («Седьмой континент», «Рамстор» и др.). Исследования в супермаркетах автором проведены лично, фотографии аналогов приведены в главе 2.
Из этого исследования были сделаны выводы: какая упаковка нужна, какие главные недостатки у существующих аналогов как в конструкции, так и в оформлении. Также отмечены недостатки по позиционированию продукции в местах продаж.
Далее были приведены результаты проектирования упаковки:
изометрическая проекция с открытой крышкой;
чертёж развёртки упаковки в плоском виде, с условным обозначением линий высечки и линий бигования;
проект дизайна новогодней упаковки в трёхмерном виде;
выбран материал;
комплект чертежей конструктивной и изобразительной составляющих дизайна выполнен в электронном виде с помощью прикладных программ AutoCAD, Paint;
изготовлен макет упаковки с помощью плоттера____________;
после испытания макета проведена доработка конструкции с внесением изменений в рабочие чертежи.
В следующей части была разработана технология изготовления новой конструкции упаковки:
выбор типа печати и печатной машины, оптимальных для производства этой упаковки;
выбор штанцевальной машины;
расчёт необходимого количества печатных форм;
разработка соответствующей штанц-формы;
расчёт необходимого количества материала;
разработка контрштампа;
разработка процесса фальцевания;
разработка технологии упаковки готовых заготовок в транспортную тару.
В итоге получен комплект чертежей, макет новогодней упаковки и технология её производства.
Список литературы:
Ефремов Н.Ф. Тара и её производство: Учебное пособие. - М.:МГУП, 2001. – 312с.
Ефремов Н.Ф. , Васильев А.И., Хмелевский Г.К.Проектирование упаковочных производств. Часть 1: Учебное пособие. - М.:МГУП, 2004 – 396с.
Варепо Л.Г. Производство упаковки из бумаги, картона и гофрокартона: Уч. Пособие. - Омск: Изд-во ОГТУ, 2002. – 198 с.
Зирнзак Л.Ф., Леймонт Л.Л., Самарин Ю.Н., Штоляков В.И. Листовые офсетные печатные машины: Уч. Пособие. - М.: МГУП, 1998. – 136 с.
Ефремов Н.Ф., Лемешко Т.В., Чуркин А.В. Конструирование и дизайн тары и упаковки: Учебник для вузов. – М.: МГУП, 2004. – 242 с.
Аксёнова Т.И., Ананьев Т.В., Дворецкая Н.М. и др.; под ред. Розанцева Э.Г. Технология упаковочного производства: Учебник для вузов. – М.: Колос, 2002. – 184с.
Локс Ф.; Пер. с англ. Наумовой О.В.; под ред. Наумова В.А. Упаковка и экология: Учебное пособие. – М.: МГУП, 1999. – 220 с.
Стюарт Б.; Пер. с англ. Грачёва В.В. Упаковка как инструмент эффективного маркетинга: Учебное пособие. – М.: МГУП, 1999. – 144 с.
Киппхан Г.; Пер. с нем. Энциклопедия по печатным средствам информации. Технологии и способы производства. – М.: МГУП, 2003. – 1280 с.
Ефремов Н.Ф., Гротов А.С., Ефремов Д.Н., Сизов Е.В., Фирсова В.Ю., Кононюк Т.М. Автоматизированное проектирование упаковки: Учебное пособие. – М.: МГУП, 2005
Каталог продукции 2005 г. ЗАО «Полиграфспецснаб»
Прайс – лист осень – зима 2004 г. фирмы «Берег»