Кінематичні і геометричні параметри процесу різання
КУРСОВА РОБОТА
Кінематичні і геометричні параметри процесу різання
1 Кінематика процесу різання
Обробка різанням – це частина технологічного процесу виготовлення деталей, яка полягає в утворенні нових поверхонь шляхом відділення поверхневих шарів металу з утворенням стружки. Різання проходить шляхом проникнення в оброблювану заготовку клиноподібного твердого тіла – різальної частини інструмента, рух якого здійснюється під дією приводу верстата. Для здійснення процесу різання необхідно забезпечити відносний рух інструмента і заготовки. Сукупність відносних рухів інструмента і заготовки для утворення заданої поверхні називають кінематичною схемою обробки.
Більшість принципових схем обробки різанням ґрунтуються на суміщенні двох елементарних рухів – обертового і прямолінійного. Прямолінійний або круговий рух інструменту чи заготовки, який забезпечує найбільшу швидкість відносного переміщення, називають головним рухом–швидкістю різання V м/хв. Якщо головний рух обертовий, то швидкість різання визначається за формулою V=πDn/1000 м/хв, тут D- діаметр оброблюваної заготовки (при точінні), або діаметр інструменту (фрезерування, свердління, шліфування), n – частота обер-тання інструменту, або заготовки хв-1. Якщо головний рух зворотно поступовий, (стругання, довбання) то швидкість різання визначається за формулою
V= м/хв,
м/хв,
тут L – довжина робочого ходу інструменту, або стола (мм), n- число подвійних ходів за хвилину, к- коефіцієнт, що характеризує відношення швидкості робочого ходу до швидкості холостого ходу к =Vрх/Vхх.
Подача s – це відносне переміщення, пройдене певною точкою інструменту чи заготовки в напрямку руху подачі за певний цикл головного руху (оберт, подвійний хід…). Вона вимірюється в мм/оберт, мм/подвійний хід.
Процес різання проводиться в конкретних умовах, які характеризуються певними режимними параметрами. В процесі різання на оброблюваній заготовці розрізняють три поверхні : 1- оброблена поверхня; 2- поверхня різання; 3-оброблювана поверхня. При точінні схема розміщення цих поверхонь показана на рис.1. Поперечний перетин знятого за один оберт заготовки шару в багатьох випадках різання має форму паралелограма.


Рис 1. Рис.2
На цьому рисунку s- подача
на 1 оберт заготовки, t
–глибина різання. Вона визначається
як віддаль між оброблюваною і обробленою
поверхнями, виміряна по перпендикуляру
до останньої t= мм, а- товщина зрізуваного шару (мм), в-
ширина зрізуваного шару (мм). а=ssinφ,
b=t/sinφ.
Площа зрізуваного шару стружки f=ab=st.
мм, а- товщина зрізуваного шару (мм), в-
ширина зрізуваного шару (мм). а=ssinφ,
b=t/sinφ.
Площа зрізуваного шару стружки f=ab=st.
Режим різання характеризується наступними
величинами v,
s, t,
a і
основ-ним часом на протязі якого
здійснюється процес різання to.
При обробці на токарних верстатах to= ,
тут l –довжина поверхні,
яка обробляється різанням, і- число
робочих проходів; і=δ/t,
де δ – припуск на обробку.
Тоді to=lδ/nst
(хв).
,
тут l –довжина поверхні,
яка обробляється різанням, і- число
робочих проходів; і=δ/t,
де δ – припуск на обробку.
Тоді to=lδ/nst
(хв).
2 Геометричні параметри різця
Одним з найбільш розповсюджених і простих різальних інструментів є токарний прохідний прямий різець. Він складається з двох частин: робочої (різальної) частини і корпуса. Різальна частина різця обмежена рядом поверхонь, перетин яких утворює різальні кромки і вершину (рис.2). 1-передня поверхня – поверхня по якій сходить стружка, 3- головна задня поверхня (повернута до поверхні різання), 4-допоміжна задня поверхня (повернута до обробленої поверхні). Лінія перетину передньої поверхні і головної задньої поверхні - головна різальна кромка – 2. Лінія перетину передньої поверхні і допоміжної задньої поверхні – допоміжна різальна кромка – 5. Точка перетину різальних кромок – вершина різця – 6.
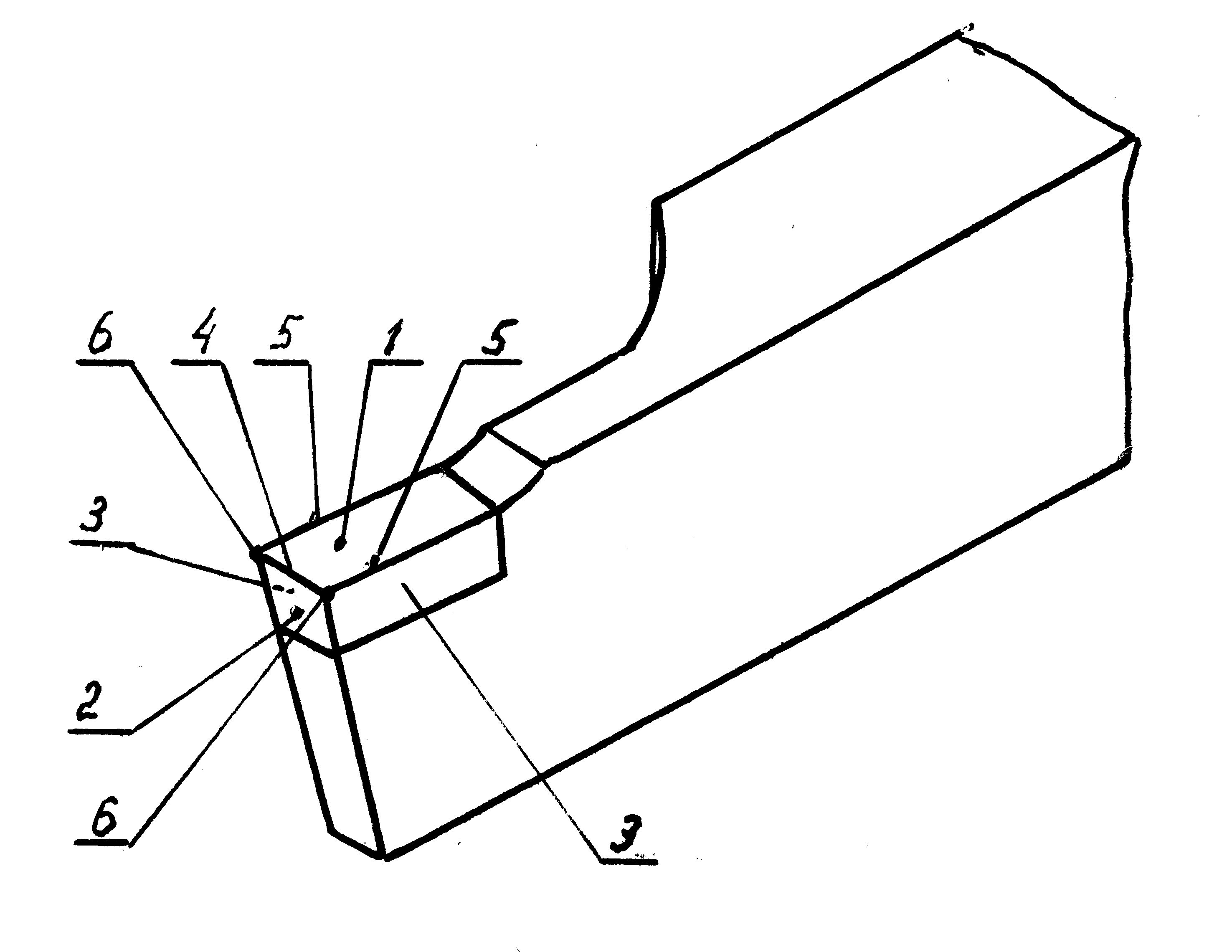
Рис.3. Відрізний різець
Відрізний різець (рис.3) має одну передню поверхню (1), головну задню поверхню (2), дві допоміжні задні поверхні (3), головну різальну кромку (4), дві допоміжні різальні кромки (5) і дві вершини (6).
Для того, щоб визначити кутові параметри різця необхідно його ув’язати з системою площин: 1. Основна площина проходить паралельно до напрямків поздовжньої і поперечної подач токарного верстата, як правило вона співпадає з опорною поверхнею різця. 2.Площина різання проходить через головну різальну кромку дотична до поверхні різання (перпендикулярно до основної площини) в стані спокою (без подачі). 3. Головна січна площина проходить через певну точку головної різальної кромки перпендикулярно до проекції головної різальної кромки на основну площину її слід А-А, (рис.4). 4.Допоміжна січна площина проходить через точку допоміжної різальної кромки перпендикулярно до проекції допоміжної різальної кромки на основну площину (слід Б-Б).

Рис.4. Геометрія різця
В головній січній площині розглядають
такі кути, що характеризують процес
різання: 1. Головний задній кут α – це
кут між площиною різання і головною
задньою поверхнею різця, заміряний в
головній січній площині. 2.Кут загострення
β – це кут між головною задньою і
передньою гранями, заміряний в головній
січній площині. 3. Головний передній кут
γ – це кут між передньою поверхнею і
перпендикуляром до площини різання. 4.
Кут різання δ– це кут між площиною
різання і головною передньою поверхнею
δ=α+β = 90-γ.
 .
В допоміжній січній площині лежать
допоміжний задній кут α1, допоміжний
передній кут γ1, допоміжний кут загострення
β1 і допоміжний кут різання δ1.
.
В допоміжній січній площині лежать
допоміжний задній кут α1, допоміжний
передній кут γ1, допоміжний кут загострення
β1 і допоміжний кут різання δ1.
Кут нахилу головної різальної кромки λ– це кут, що знаходиться в площині різання, що проходить через головну різальну кромку перпендикулярно до основної площини і лежить між різальною кромкою і лінією, що проходить через вершину різця паралельно до основної площини (рис.7). Цей кут впливає на напрям сходу стружки. При λ+ стружка іде в сторону обробленої поверхні, при λ- в сторону необробленої поверхні, а при λ=0 – завивається в архімедову спіраль.
Кут між проекцією головної різальної кромки на основну площину і напрямком подачі називається головним кутом в плані . Кут між проекцією допоміжної різальної кромки на основну площину і напрямком подачі називається допоміжним кутом в плані 1. Кут між проекціями головної і допоміжної різальних кромок на основну площину називається кутом при вершині ;11800. Кути і1 визначають положення різця по відношенню до заготовки.
3 Залежність кутових параметрів процесу різання від умов
Всі розміри кутових параметрів різця будуть зберігатись в процесі різання лише в тому випадку, коли вершина різця встановлена на висоті обертання заготовки, геометрична вісь різця строго перпендикулярна до вісі обертання заготовки і вектор швидкості подачі направлений вздовж вісі обертання заготовки (перпендикулярно до вісі різця). Любі відхилення від цих положень (випадкові чи спеціальні) ведуть до зміни значень одного або декількох кутових геометричних параметрів. На рис.5 показано вплив повертання різця навколо вертикальної вісі на деякий кут . При цьому міняються значення кутів і 1. Всі інші кутові параметри не міняються.
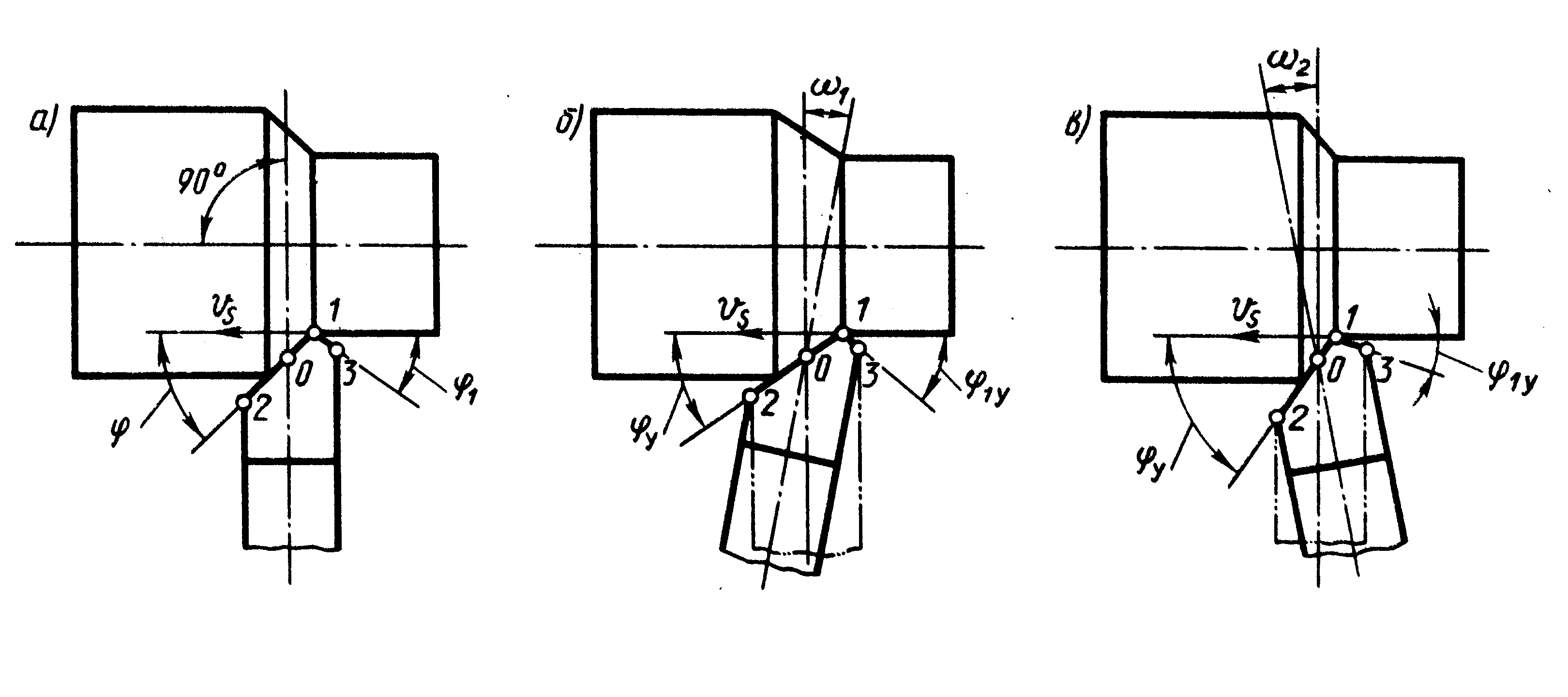
Рис. 5
Вплив зміщення вершини у вертикальному
напрямку показано на рис.8. Встановлення
вершини різця вище (рис.6), або нижче осі
обертання автоматично веде до зміни
всіх кутових параметрів процесу різання
(,,,,1).
При встановленні різця вище центру
заготовки на деяку величину Н призводить
до зміни фактичних значень переднього
і заднього кутів на деяку величину ,
 =
= ,
тоді ф=
і ф=.
При встановленні різця на величину Н
нижче центра заготовки фактичні значення
цих кутів будуть мати такі значення:
ф=
і ф=-.
Приведені залежності справедливі для
кутів, заміряних в площині, що проходить
через вершину різця перпендикулярно
до осі заготовки. В площині різання
зміна цих кутів визначаються по більш
складних залежностях.
,
тоді ф=
і ф=.
При встановленні різця на величину Н
нижче центра заготовки фактичні значення
цих кутів будуть мати такі значення:
ф=
і ф=-.
Приведені залежності справедливі для
кутів, заміряних в площині, що проходить
через вершину різця перпендикулярно
до осі заготовки. В площині різання
зміна цих кутів визначаються по більш
складних залежностях.

Рис. 6
4 Фізичні основи процесу різання
Різання є складним фізичним процесом в ході якого виникають пружні і пла-стичні деформації. Цей процес супроводжується тертям, тепловиділенням, усадкою стружки, наростоутворенням, наклепом обробленої поверхні і зношуванням інструменту. Більшість твердих тіл (метали, діелектрики, напівпровідники),що піддаються обробці різанням мають кристалічну будову, що характеризується трьохмірною періодичністю розміщення атомів. Ідеальні кристали характеризуються безмежною сукупністю атомів, періодично розміщених в просторі.
Усі реальні кристали мають певні недосконалості будови: точкові, лінійні, просторові і об’ємні дефекти. Точкові дефекти –вакансії і атоми між вузлами. Лінійні дефекти, що порушують правильність чергування атомних площин у кристалічних ґратках (в границях однієї, або декількох міжатомних віддалей) називаються дислокаціями. В процесі обробки металу (затвердівання…) завжди утворюються дислокації різних видів.
Рух і розмноження дислокацій завжди приводить до елементів пластичної деформації, а їх взаємодія, в основному, визначає сукупність механічних властивостей металу. Якщо пластична деформація проходить шляхом ковзання то одна частина кристалу переміщається відносно другої вздовж певної щільноупаковоної площини ковзання. На 1 мм2 площини ковзання знаходиться біля 1012 атомів. В процесі деформування при різанні реальних кристалів число дислокацій (щільність), що перетинає 1 см2 площі доходить до 108-1012, а щільність вакансій зміцненого металу доходить до 109-1020 в см3.
При різанні полікристалічних матеріалів одночасно з внутрішньою деформацією проходить міжкристалічна деформація (відносне зміщення (проковзування) і повертання зерен…).При підвищенні температури міжкристалічні зв’язки послаблюються і руйнування матеріалу буде проходити не тільки в нутрі зерен, але і по їх границях.
Вивчення механічних деформації показує, що для реальних полікристалічних матеріалів дуже трудно створити прості формули “напруження – деформація – температура”. Тому при вивченні процесу різання матеріал заготовки розглядають як ізотропне тіло з середніми фізико-механічними властивостями.
5 Процеси деформації і руйнування матеріалів при різанні
Першу спробу дати опис
процесу відділення зруйнованого шару
(стружки) від заготовки зробив І.А.Тіме
в своїй праці “Опір металів і дерева
різанню” (1870р.) Запропонована ним
елементарна схема стружкоутворення
ґрунтувалась на простому спостереженні
за процесом різання. І.А. Тіме вважав,
що різання –це процес послідовного
сколювання окремих елементів стружки
по єдиній “площинці сколювання”,
нахиленій до площини різання під кутом
 1
(рис.7).
1
(рис.7).
Різальний інструмент,
переміщаючись під дією сил різання,
деформує (стискає) матеріал, що лежить
на його шляху. В момент найбільших
напружень, допустимих для даного
матеріалу, він сколюється по площині
 -,
утворюючи елемент стружки. Цю площину
називають площиною сколювання, або
зсуву. В процесі утворення елемента
стружки сили різання зростає, а в момент
сколювання зменшується, що призводить
до коливання сили, що діє на інструмент
з боку заготовки, отже процес різання
періодичний. Кут
дії
-,
утворюючи елемент стружки. Цю площину
називають площиною сколювання, або
зсуву. В процесі утворення елемента
стружки сили різання зростає, а в момент
сколювання зменшується, що призводить
до коливання сили, що діє на інструмент
з боку заготовки, отже процес різання
періодичний. Кут
дії
 =
= +
+ =180-1
коливається в границях 1450-1500. З збільшенням
кута різання
кут
зростає, але не у великих границях.
=180-1
коливається в границях 1450-1500. З збільшенням
кута різання
кут
зростає, але не у великих границях.

Рис. 7
Металографічними
дослідженнями встановлено, що шар
металу, який знімається в процесі
обробки, до
перетворення в стружку
піддається деформації на певній дільниці
(зоні). Ширина цієї зони стружкоутворення
залежить від властивостей оброблюваного
матеріалу і режимів обробки. Найбільший
вплив на ширину зони стружкоутворення
має швидкість різання. З збільшенням
швидкості різання вона може звузитись
до десятих і навіть сотих долів мм. Тому
з деяким спрощенням можна вважати, що
зсув іде по площині ковзання, яка
розміщена під кутом зсуву1.
При врізанні реального різця, який завжди має деякий радіус заокруглення, R заготовку навколо різця виникає область деформованого матеріалу. Розміри цієї області, характеристика процесу стружкоутворення і стан поверхневого шару деталі залежать від властивостей оброблюваного матеріалу і умов різання. При обтіканні леза частина деформованого матеріалу переміщається по передній поверхні різця і перетворюється в стружку, а друга частина, що знаходиться нижче лінії зрізу, рухається по задній поверхні різця і утворює поверхневий шар деталі. Умовно весь об’єм пластично деформованого матеріалу можна розділити на 4 зони (рис.8)
1 зона – найбільш віддалена від різальної частини інструменту. Це зона пружних і малих пластичних деформацій. Тут зерна злегка витягуються і повертаються. Виникає складний напружений стан, напруження можуть досягнути границі текучості.
2 зона –найбільш інтенсивна деформація. Зерна металу тут при переміщенні максимально видовжуються, стискаються і повертаються. В контактній області матеріла з інструментом проходить додаткова деформація матеріалу через його гальмування тертям по передній і задній поверхнях інструменту.

Рис. 8
В цьому випадку, коли контактні температури доходять до величин близьких до температури плавлення, на контактних поверхнях металу утворюється тонкий сильно деформований і оплавлений шар. Тут виникають значні пластичні деформації (200-300% і більше).
Біля різальної кромки матеріал сильно зміцнюється, щільність дислокацій доходить до 1012 на см2, виникає сітка мікро тріщин, які розділяючись і зливаючись утворюють мікро тріщини критичних розмірів. Проходить розрив витягнутих волокон біля вершини ріжучого клина і товщина мікро тріщини становить ся спів мірною з товщиною зрізуваного шару. Дальший розвиток тріщини проходить по нестабільній траєкторії, напрям якої визначається властивостями оброблюваного матеріалу, величиною зерна, станом границь зерен і умовами різання. В тому випадку, коли при різанні пластичних матеріалів тріщина виходить на зовнішню поверхню другої зони, проходить розділення матеріалу.
При різанні твердих матеріалів має місце крихке руйнування і тріщина, розповсюджуючись з великою швидкістю (близькою до швидкості звуку), повністю відділяє готовий елемент стружки від основного матеріалу. Розповсюдження тріщин нижче лінії зрізу призводить (навіть при утворенні зливних стружок) до появи на оброблюваній поверхні виривів, виступів, зазубрин.
3 зона – це деформований матеріал, що утворив стружку. Приріст деформації тут не проходить, швидкість деформації рівна нулю, величини деформацій досягають максимальних значень.
4 зона – поверхневий шар обробленої заготовки. Напружено деформований стан в поверхневому шарі виникає через перетікання деформованого матеріалу з першої зони до додаткового зминання матеріалу округленою різальною кромкою і деформацією його задньою поверхнею інструмента. Після проходу інструмента, коли матеріал перестає контактувати з задньою поверхнею, матеріал заготовки пружно відновлюється (пружна післядія), особливо при різанні пружних полімерних і неметалічних матеріалів. Цей шар має специфічні фізико-механічні властивості і шорсткість.
Від деформацій, які протікають в зоні різання і фізико-механічних властивостей оброблюваного матеріалу залежить, в основному, вид стружки, яка утворюється в процесі різання матеріалу. Розрізняють такі види стружки: зливна, сколювання і надлому (рис.9). В деякій літературі розрізняють зливну стружку, стружку сколювання (суставчасту), елементну і надлому .

Рис.9. Видит стружки: а- зливна, б-сколювання, в- надлому
Зливна стружка утворюється при обробці пластичних матеріалів (конструктивної сталі, дюралюміну…) з великою швидкістю різання, коли знімається шар незначної товщини інструментом з відносно великим переднім. На ній не помітні площини зсуву.
Стружка сколювання складається з пластично деформованих і взаємно зсунутих елементів, які досить міцно з’єднані на площинах зсуву (сколювання). Утворюється стружка сколювання при обробці сталей з пониженою пластичністю при значних товщинах зрізуваного шару і відносно невеликих швидкостях різання і передніх кутах. В тому випадку, коли при різанні пластичних матеріалів виникає інтенсивне тріщиноутворення, проходить повний поділ стружки на слабозвязані елементи, утворюється елементна стружка.
При обробці крихких матеріалів (чавун, бронза, вольфрам, керамічні матеріали…) проходить крихке руйнування і тріщина, розповсюджуючись з швидкістю близькою до швидкості звуку, відділяє елемент стружки від основного матеріалу. Так як пластична деформація майже не проходить, то елементи стружки, що утворюються не мають правильної форми. Оброблена поверхня деталі шорстка з зазубринами і виривами. Таку стружку називають стружкою надлому.
6 Наріст і його вплив на процес різання
Фізичні і хімічні процеси на поверхнях контактуючих тіл дуже різноманітні і складні. Особливо складні процеси при різанні матеріалів, тут проходить деформація і руйнування поверхневих шарів ріжучого клина, на передній поверхні утворюються наліпи, нарости, які значно впливають на процес стружкоутворення, погіршують якість обробленої поверхні. В контактній області виникає цілий ряд явищ, таких як адсорбція, адгезія, дифузія, ерозія, окислення, охрупчення… Ці явища значно впливають на процес деформування і руйнування оброблюваного матеріалу, вібрації, виділення і розповсюдження теплоти в зоні різання, структурні і фазові перетворення в поверхневих шарах деталі.
Найбільш складним є процес тертя. Розрізняють тертя зовнішнє і внутрішнє. У випадку внутрішнього тертя, що виникає при деформуванні матеріалу, розміщеного навколо ріжучого леза і пружної післядії в поверхневих шарах заготовки, проходить передача кількості руху від шару до шару і перетворення механічної енергії в теплову у всьому об’ємі. При цьому поверхні дотикання неперервні і їх розміри не залежать від навантаження.
При зовнішньому терті має місце контакт двох тіл в окремих точках, а це значить що контакт дискретний і його площа залежить від величини прикладеного навантаження. Тут деформування і руйнування матеріалу і теплота, що при цьому виділяється, локалізовані у тонкому поверхневому шарі. Явища зовнішнього тертя найкраще пояснює молекулярно-механічна теорія.
В залежності від кінематичних ознак розрізняють тертя ковзання, кочення і вертіння.
В залежності від стану
поверхонь тертя розрізняють: 1- чисте
тертя (при відсутності окисних плівок,
яке супроводжується адгезією і холодним
зварюванням); 2- сухе тертя окислених
поверхонь без змащування і забруднень;
3-граничне тертя при наявності тонкого
шару мастила, який має шарову будову в
пограничній зоні; 4-рідинне тертя з
повним розділенням поверхонь шаром
мастила; 5- напівсухе і напіврідинне
тертя (змішане тертя). Особливе значення
тут мають коефіцієнти тертя
 =
= ,
тут сила тертя F=Fдеф+Fадг,
; N-нормальне
навантаження. Fдеф
–сила необхідна для здійснення пластичної
деформації матеріалу; Fадг-сила
необхідна для переборювання адгезійних
зв’язків.
,
тут сила тертя F=Fдеф+Fадг,
; N-нормальне
навантаження. Fдеф
–сила необхідна для здійснення пластичної
деформації матеріалу; Fадг-сила
необхідна для переборювання адгезійних
зв’язків.
Коефіцієнт тертя залежить від фізико-механічних властивостей оброб-люваного матеріалу, стану поверхонь, температури і швидкості тертя, розприділння навантажень на поверхні контакту, характеру і виду тертя і інших факторів.
Тертя при різанні має свою специфіку: мають місце різні види тертя (граничне і рідинне рідко); особливу роль відіграє чисте тертя, що призводить до інтенсивного руйнування інструменту; інструмент контактує з матеріалом лише один раз; тертя проходить при дуже великих тисках (1-3 ГПа) і температурах, що досягають температури плавлення; має місце складне роз приділення нормальних і дотичних навантажень; великі і непостійні значення коефіцієнта тертя; складний взаємний вплив вібрацій і характеру тертя; жорсткий режим тертя, що призводить до появи наростів і інтенсивного руйнування поверхневих шарів інструменту.
Наростоутворення. При деяких умовах різання пластичних матеріалів на передній поверхні інструменту біля головної різальної кромки утворюється сильно деформована маса дрібних частинок оброблюваного матеріалу, міцно зчеплених з передньою поверхнею (рис.10 ). Ця маса має клиноподібну форму і називається наростом. Утворення наросту пояснюється тим, що в наслідок великого тиску з боку стружки на передню поверхню інструменту і високої температури пластично деформованого матеріалу, а також через шорсткість передньої поверхні відбувається адгезія між інструментом і стружкою, що сходить. В результаті на передній поверхні інструменту утворюється тонкий загальмований шар, який називається наростом.

Рис. 10. Наростоутворення
Рух стружки відбувається вздовж загальмованого шару з подоланням сил внутрішнього тертя. Твердість наросту в 2,5-3,5 рази перевищує вихідну твердість оброблюваного матеріалу і тому сам наріст може брати участь у різанні, запобігаючи спрацюванню різальної кромки. Будучи продовженням різальної частини, наріст змінює геометрію інструменту, що істотно впливає на деформацію зрізуваного шару, сили різання, якість обробленої поверхні.
Основний недолік наросту в тому, що він не постійний, наростає з “0” до деякого значення, обривається і виноситься з зони різання разом з стружкою. Періодичні зриви наросту призводять до коливань кута різання і зміни глибини різання, до виникнення вібрацій, що знижує точність і збільшує шорсткість обробленої поверхні. Тому при чистовій обробці наріст недопустимий.
Основними факторами, що впливають на утворення наросту є властивості оброблюваного матеріалу, геометрія різального інструменту, елементи режиму різання, шорсткість передньої поверхні інструменту. Найінтенсивніше наріст утворюється при обробці пластичних матеріалів (маловуглецева сталь, дюралюміній, в’язка латунь…) З елементів режиму різання найбільш істотно впливає швидкість різання. При V<5 м/хв і V>60 м\хв наріст не утворюється. Це пояснюється тим, що при V<5м\хв температура в зоні різання невисока і недостатня для утворення наросту. Якщо V>60м/хв то висока температура в зоні різання робить стружку більш пластичною, отже зменшується коефіцієнт тертя і наріст не утворюється.
Збільшення переднього кута, доводка передньої поверхні інструменту, застосування мастильно охолоджуючих речовин і збільшення твердості оброблюваного матеріалу приводить до зменшення наростоутворення.
7 Усадка стружки
В результаті пластичних деформацій, що виникають під час різання, довжина стружки L виявляється меншою ніж L0 шлях пройдений різцем, а товщина стружки а1 більшою ніж товщина зрізуваного шару а . Зменшення довжини стружки називається усадкою, яка характеризується коефіцієнтом усадки К=L0/L Так як L0>L то К>1. На величину усадки впливає пластичність оброблюваного матеріалу (чим більша пластичність тим більше К), передній кут ( з ростом переднього кута зменшується К, так як при цьому зменшується деформація зрізуваного шару матеріалу і полегшується робота різця, зменшується потужність різання). Тому бажано працювати з більшим переднім кутом, якщо це допускає міцність різальної частини.
Усадка стружки зменшується із збільшенням товщини стружки. Отже для зменшення питомої витрати потужності на різання бажано мати по можливості більшу подачу, при якій утворюється товстіша стружка.
На величину усадки впливає швидкість різання V. Чим вища швидкість різання, тим менше часу припадає на деформацію кожного елемента стружки. При високій швидкості кожен елемент не встигає деформуватись так повно, як при малій. Пластична деформація відбувається не по всьому елементу стружки, а тільки у порівняно малих його ділянках. Проміжки заповнені майже недеформованими частинками металу і загальна усадка менша.
Зменшення сили тертя між стружкою і передньою гранню різця також сприяє зменшенню усадки стружки, отже і роботи, яка витрачається на різання.
8 Теплові явища при різанні матеріалів
При різанні матеріалів майже вся механічна енергія, що затрачається на деформування, руйнування і тертя переходить в теплову. Невелика частина енергії (0,5-3%) іде на внутрікристалічні перетворення, роботу диспергування (подрібнення) і пружні деформації. Робота різання складається з наступних частин: А= Апр+Адисп+Астр.змін+Апл.деф.+Азсув+Атертя
Найбільша частина роботи витрачається на пластичні деформації, її доля становить при різанні сталі 60-65%, а при різанні чавуну 40-65%. Робота зсуву становить 10-19% для сталі і 20-25% для чавуну, а на роботу тертя витрачається по 10-15% від повної роботи А. Ці три найбільші складові перетворюються в процесі різання в тепло.
Тепловий баланс процесу різання записується рівнянням:
Q=Qдеф+Qтп+Qтз=Qc+Qобз+Qі+Qyc
В цьому рівнянні Qдеф- кількість теплоти, що виділяється при пластичному деформуванні матеріалу; Qтп – кількість теплоти, що виділяється при терті стружки по передній поверхні інструменту; Qтз – кількість теплоти, що виділилась при терті заготовки по задній поверхні інструменту; Qс – кількість теплоти, що іде в стружку; Qобз – кількість теплоти, що іде в оброблювану заготовку; Qі – кількість теплоти, що іде в інструмент; Qнс – кількість теплоти, що розсіюється в навколишнє середовище.
Значення доданків рівняння теплового балансу залежить від фізико-механічних властивостей оброблюваного матеріалу, режиму різання та умов обробки. Так при різанні сталі в середньому Qс =46-62%; Qобз =33-38%; Qі=5-15%; Qнс =1-6%.
Теплоутворення , в основному, негативно впливає на процес різання. З ростом температури в зоні різання підвищується температура інструменту, змінюються його фізико-механічні властивості, зменшується його твердість, він швидше спрацьовується; змінюються розміри інструменту, що призводить до втрати точності обробки. Нагрівання заготовки також веде до зміни її геометричних розмірів. При жорсткому закріплені заготовки на верстаті вона починає деформуватись. Все це негативно впливає на якість обробки.
З другої сторони інтенсивне тепловиділення полегшує деформування матеріалу поверхневого шару, сприяє утворенню пограничного шару на контактних поверхнях стружки і заготовки в результаті чого зменшується спрацювання інструменту і покращується якість обробки.
Тепловими явищами при різанні треба керувати так, щоб теплота, яка виділяється, полегшувала процес різання і не знижувала стійкості інструменту і точності обробки, а похибки обробки заготовки, що виникають внаслідок тепловиділення, необхідно враховувати при налагодженні верстатів, особливо автоматів і напівавтоматів, а для цього необхідно знати температуру в зоні різання.
На температуру в зоні різання впливають такі фактори:
1.Оброблюваний матеріал. При обробці чавуну температура нижча ніж при обробці сталі в 1,5 рази. Чим вища границя міцності і твердість заготовки тим більші сили опору треба подолати при стружкоутворенні і тим більше виділиться теплоти і вища буде температура в зоні різання. Чим вища теплопровідність матеріалу заготовки тим інтенсивніше від водиться тепло в стружку і заготовку, отже тим менша буде температура поверхневих шарів різального інструменту. Від теплоємкості оброблюваного матеріалу залежить кількість теплоти, що сприймається стружкою і заготовкою, отже залежить температура різального інструменту.
2.Елементи режиму різання. Найбільше на температуру в зоні різання впливає швидкість різання. Подача впливає більше ніж глибина різання. Це пояснюється тим, що із збільшенням глибини різання тепло від водиться краще, ніж при збільшенні подачі.
3.Геометричні елементи
різальної частини. Найбільше впливають
передній кут ,
головний кут в плані
,
головний кут в плані і радіус заокруглення різця r.
При збільшенні
зменшуються деформації, а отже і
тепловиділення. Збільшення
веде до зменшення довжини активної
частини різальної кромки інструменту,
а отже до гіршого відведення тепла.
Збільшення r
веде до збільшення
активної частини різальної кромки, до
кращого відведення тепла і зниження
температури в зоні
різання.
і радіус заокруглення різця r.
При збільшенні
зменшуються деформації, а отже і
тепловиділення. Збільшення
веде до зменшення довжини активної
частини різальної кромки інструменту,
а отже до гіршого відведення тепла.
Збільшення r
веде до збільшення
активної частини різальної кромки, до
кращого відведення тепла і зниження
температури в зоні
різання.
Температуру в зоні різання можна вичислити на основі емпіричних залежностей. При роботі різців з твердого сплаву Т15К6 можна скористатись залежністю Q=CoVzsytx оС. Показники степенів приводяться у довідниковій літературі.
9 Методи визначення температури в зоні різання
Температуру в зоні різання можна визначити калориметричним методом, штучною напівштучною і природною термопарами, оптичним методом, мікро структурним аналізом, за зміною кольорів стружки, або спеціальних фарб.
Калориметричний метод ґрунтується на використанні калориметричної установки для визначення загальної кількості теплоти, яка виділилась в процесі різання за певний проміжок часу.
Метод штучної термопари(рис.11а) полягає в тому, що в робочій частині різця просвердлюється отвір діаметром біля 1,5 мм, який не доходить до поверхні на 0,5 мм. В отвір вставляють ізольовану термопару (мідь-константан). Спай якої торкається дна отвору. Теплота, яка переходить на передню поверхню різця, нагріває спай, внаслідок чого в колі термопари виникає термоелектрорушійна сила, що регіструється гальванометром. Для визначення температури в дослід-жуваному різці в різних точках одночасно може бути встановлено декілька термопар. Метод складний і не дозволяє виміряти температуру безпосередньо в зоні різання.
При використанні методу напівштучної термопари (рис.11б) одним елементом термопари є різальний інструмент, а другим – дріт з високим електричним опором. Дріт через отвір, просвердлений в різальному інструменті виводять на передню, або задню поверхню (в то місце, де хочуть виміряти температуру) де і розклепують. Місце розклепування – це спай. Інструмент і кінець дроту підєднують до паказуючого приладу. Цей метод забезпечує більш достовірні результати.

Рис. 11
Метод природної термопари (рисю11в). Елементами термопари є різальний інструмент і оброблювана заготовка. Спаєм є контактні поверхні з стружкою і заготовкою. Заготовка і різець ізолюються вів корпуса верстата і провідниками з’єднуються з показуючим приладом (гальванометром). Складність викори-стання цього методу в трудності переведення показів гальванометра в значення температури (градуси). Необхідно для кожного оброблюваного матеріалу і матеріалу інструменту проводити тарування.
Оптичний метод (рис11г) ґрунтується на принципі фокусування інфрачервоного випромінювання, що виділяється в зоні різання, за допомогою скляних лінз через діафрагму на приймач (спеціальний давач), де воно перетворюється в електричний сигнал, підсилюється і подається на регіструючий прилад. Цей метод вимагає складної апаратури і складного її настроювання.
Метод мікроструктурного аналізу ґрунтується на аналізі зміни мікро-структури, яка відбулася в поверхневих шарах різальної частини інструменту під впливом теплоти, що утворилась в процесі різання. Порівнюючи вихідну і кінцеву структури різця, визначають температуру нагрівання його в різних точках. Метод точний, але складний.
Метод мінливості кольорів простий, але не точний і суб’єктивний. Температуру визначають за зміною кольору стружки, або спеціальної фарби, нанесеної в різні місця інструменту.
10 Охолодження і змащування при обробці різанням
Теплота, що виділяється при обробці різанням призводить до зменшення стійкості інструменту, сприяє його видовженню (температурній деформації), сприяє температурній деформації деталей верстата і заготовки, все це разом викликає певні похибки, які знижують точність обробки і якість де6талей. Тому дуже важливо зменшити кількість теплоти, або відвести її в навколишнє середовище. Це досягається використанням мастильно-охолоджуючих речовин (МОР) в процесі обробки металів різанням.
В залежності від дії всі МОР поділяються на три групи: 1-мають тільки охолоджуючі властивості; 2- мають охолоджуючі і частково мастильні властивості; 3- мають мастильні і частково охолоджуючі властивості. В залежності від агрегатного стану МОР поділяються також на 3 групи: рідини, газоподібні і тверді.
До всіх МОР ставляться наступні вимоги: не викликати корозії матеріалу заготовки, інструменту і обладнання; не бути шкідливими для робітників; бути стійкими в експлуатації і зберіганні; бути відносно дешевими і недефіцитними. До твердих МОР відносяться неорганічні матеріали з складною структурою (тальк, слюда, графіт, бура, нітрид бору, дисульфіт молібдену…), тверді орга-нічні з єднання (мило, віск, тверді жири), полімерні плівки і тканини (нейлон, поліаміди, поліетилен), металічні плівкові покриття (Gu,Zn,Pb,Sn,Ba, латунь).
Найбільш широкого розповсюдження набули мастильно-охолоджуючі рідини. Сюди відносяться водні розчини мінеральних електролітів, емульсії, мінеральні, тваринні і рослинні масла; мінеральні масла з домішками фосфору, сірки, хлору (сульфофрезоли); гас, розчини поверхнево активних речовин в гасі; маса і емульсії з домішками твердих мастильних речовин.
До газоподібних МОР відносяться повітря, азот, вуглекислий газ, кисень, випари поверхнево активних речовин, розпилені рідини.
Застосування того чи іншого виду МОР залежить виду і призначення обробки. При чорновій і напівчистовій обробці, коли потрібна сильна охолоджуюча дія, застосовують водні розчини електролітів, поверхнево активних речовин, масляні е6мульсії.
При чистовій обробці, коли необхідно одержати високу якість поверхні МОР повинні забезпечити якісне змащування зони різання. В цих випадках застосовують чисті активовані мінеральні масла і сульфофрезоли. При чистовій обробці з висок5ими швидкостями різання рекомендується застосовувати емульсії з 5-10% розчином емульсола.
При чорновій обробці чавунів, бронзи, коли утворюється стружка надлому, а також при переривистій обробці заготовок твердосплавними інструментами використовують стиснене повітря, вуглекислоту. Газ охолоджує зону різання і одночасно виносить стружку у спеціальні стружкозбірники.
Ефективність охолодження в значній мірі залежить від способу подачі МОР в зону різання. На металорізальних верстатах застосовуються наступні способи подачі МОР в зону різання:
1.Охолодження струменем МОР, який вільно падає на стружку в місці її відділення при точінні, або на інструмент при фрезеруванні. Через малу швидкість рідини інтенсивність охолодження невелика, але цей спосіб просто реалізувати, тому він широко використовується.
2.Високонапірне охолодження застосовується при обробці важкооброблю- ваних матеріалів. МОР під тиском 1-2,5 мПа підводиться до різальної кромки з сторони задньої поверхні через отвір діаметром 0,4 –0,5 мм. Розхід рідини біля 5л/хв. Завдяки високому тиску частинки рідини інтенсивно проникають у мікротріщини і зазори, швидко випаровуються і охолоджують нагріті поверхні. Недоліки цього способу: необхідні спеціальні насоси, має місце сильне розбризкування рідини, необхідно якісно фільтрувати рідину.
3.Охолодження повітряною емульсією і розпиленою рідиною у вигляді туману. Характеризується малою втратою емульсії і чистотою робочого місця. Рідину спрямовують на різальну кромку з боку задньої поверхні різця під високим тиском.
Правильне використання МОР дає можливість у ряді випадків, особливо при застосуванні інструментів з швидкорізальної сталі, підняти продуктивність обробки в 2-3 рази.
11 Якість обробленої поверхні
Якість обробленої деталі визначається геометричною характеристикою поверхні, точністю виконаних розмірів і фізичною характеристикою поверхневого шару. Під геометричною характеристикою поверхні розуміють макрогеометію поверхні (еліпсність, вгнутість, конусність, випуклість, хвилястість) і мікрогеометрію – шорсткість обробки.
Шорсткість поверхні – це сукупність нерівностей, що утворюють рельєф поверхні і є геометричним слідом різального інструменту (леза) при обробці пружно-пластичного матеріалу, Шорсткість оцінюється наступними основними параметрами: Rmax – максимальною висотою нерівностей; Rz –висотою нерівностей профілю по 10 точках; Ra – середньоарифметичним відхиленням профілю; Rg – середньоквадратичним відхиленням профілю; Sш – середнім кроком нерівностей профілю; lo- відносною довжиною профілю; rш – радіусом заокруглень впадин нерівностей (рис.12).
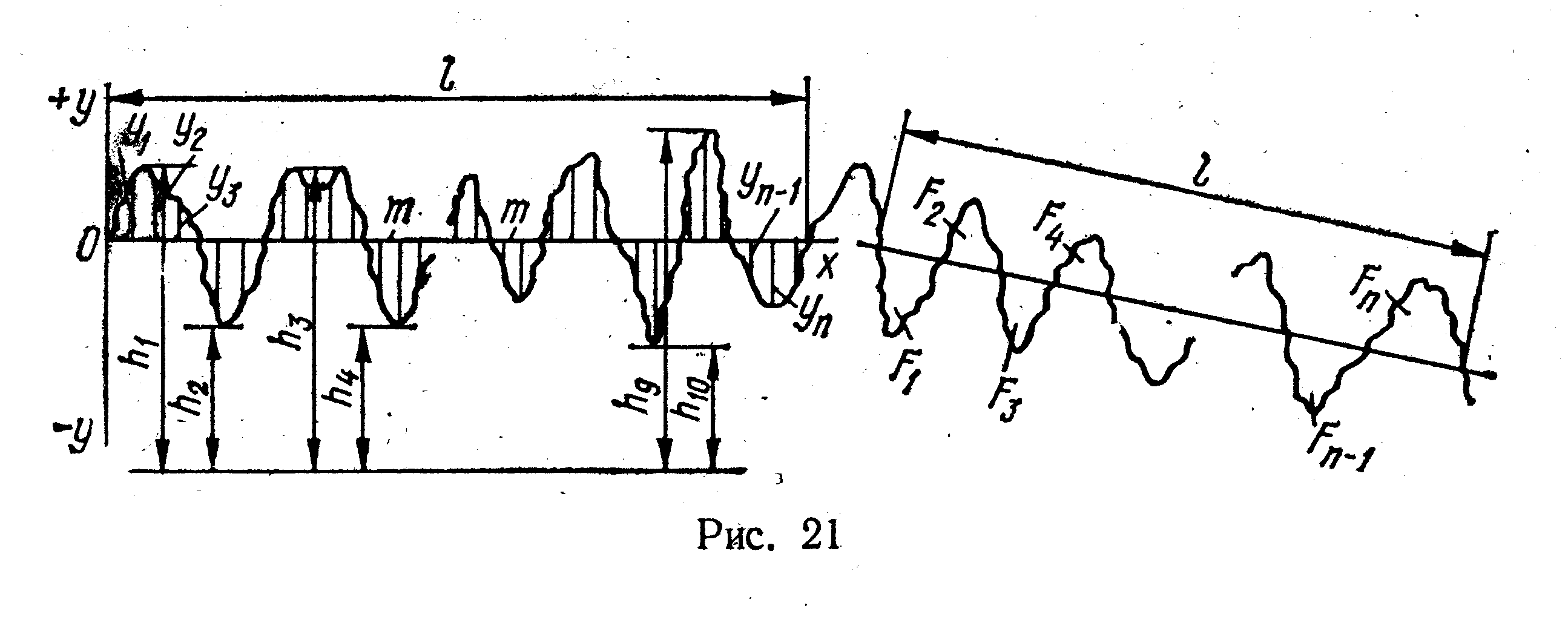
Рис. 12
Rz= ;
Ra=
;
Ra= ;
Ra=
;
Ra= ;
Rg=
;
Rg= ;
Sш=
;
Sш= ;
l0=
;
l0= ;
;
Розрізняють шорсткість в поздовжному і поперечному напрямках. Попере-чна шорсткість вимірюється в напрямку перпендикулярному до слідів обробки, а поздовжня – вздовж слідів обробки. При обробці різанням поперечна шорсткість більша за поздовжню і є визначальною.
Для оцінки шорсткості поверхні встановлено 14 класів (ГОСТ2789-73), для яких визначено основні значення Ra i Rz при певних базових довжинах. Ці 14 класів умовно поділяються на 4 групи: 1 група (1-3класи) сюди належать грубі поверхні, які утворюються при чорновій обробці; 2 група (4-6 класи) належать поверхні утворені напівчистовою обробкою різними різальними інструментами; 3 група (7-9 класи) становлять чистові пове6рхні, оброблені абразивним інструментом і чистовими методами (тонке точіння, розвірчуванн, протягування) і електрофізичними методами; ; група (10-14 класи) відносяться поверхні тонко оброблені доводочними інструментами (притиранням, хонінгуванням, суперфінішуванням…)
Поверхня деталі, утворена в результаті механічної обробки, не може бути іде6аль гладкою. Будь який різальний інструмент залишає на ній сліди у вигляді виступаючих гребінців. Теоретичний профіль поверхні повинен складатися з однакових за формою гребінців. Фактично гребінці різні, що викликано пружною і пластичною деформаціями і іншими факторами.
Мікрогеометря поверхні дуже залежить від швидкості різання, величини поздовжньої подачі, глибини різання, радіуса заокруглення різця в плані, мастильно-охолоджуючої речовини, властивостей оброблюваного матеріалу, ступеня спрацювання різця, жорсткості верстата і кріплення заготовки… Вплив швидкості різання на шорсткість поверхні (Rz) показано на рис.
В діапазоні V1-V2 (V1 близька до 0) шорсткість оброблюваної поверхні збільшується через наростоутворення, яке досягає максимального значення при V2. При дальшому рості швидкості різання наріст утворюється менше і при V3 він зникає зовсім, що приводить до відповідного зменшення мікронерівностей. При збільшенню швидкості різання від V3 доV4 шорсткість поверхні продовжує знижуватись, що пояснюється зменшенням сил тертя ( в результаті підвищення температури), а також загальним зменшенням пластичної деформації. Починаючи з швидкості V4, абсолютна величина якої залежить, в основному, від властивостей оброблюваного матеріалу, процес різання стабілізується і висота мікронерівностей залишається постійною. При обробці заготовок з високолегованих сталей, кольорових металів і крихкого чавуну на різальній кромці інструменту наріст не утворюється і з ростом швидкості різання шорсткість поверхні спочатку різко зменшується (штрихова лінія), а потім залишається практично незмінною.
12 Фізичні характеристики поверхневого шару
Процес утворення поверхневого шару деталей при різанні матеріалів є комплексом складних фізичних явищ від яких залежать його фізико-механічні властивості. Структура, фазовий і хімічний склад поверхневого шару деталі залежить від енергії, затраченої на пружно-пластичні деформації, теплової напруги процесу різання і характеру взаємодії оброблюваного матеріалу з матеріалом різальної частини інструменту.
Фізико-механічні властивості поверхневого шару оцінюються глибиною hн,, градієнтом Uгр і ступенем Uн “наклепу” (деформаційного зміцнення), величиною і знаком залишкових напружень, мікроструктурою, щільністю дислокацій, концентрацією вакансій і іншими характеристиками (рис.13).
Ступінь наклепу
тут Нmax – максимальна твердість поверхневого шару, H0 – твердість вихідного матеріалу. Градієнт наклепу
 .
.
Глибина і ступінь наклепу дуже залежить від властивостей оброблюваного матеріалу і режиму обробки. Глибина наклепу зменшується при збільшенні швидкості різання і збільшується з ростом товщини зрізу ( шару, що знімається за один прохід). Затуплений різець в 2-3 рази збільшує глибину наклепу у порівнянні з гострим.
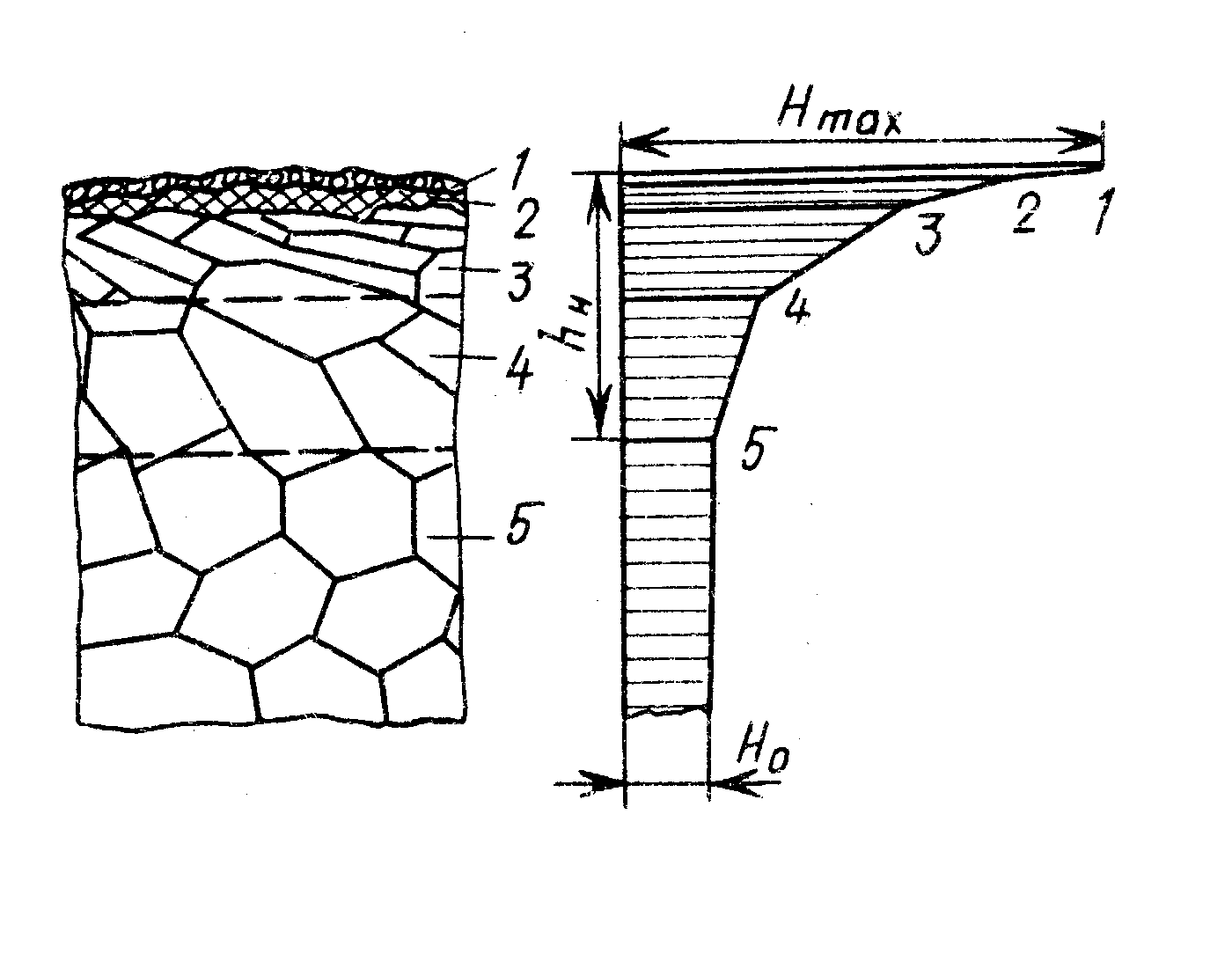
Рис. 13
Так як при обробці різанням різні матеріали деформуються не однаково, то ступінь зміцнення їх різний. М’які пластичні матеріали мають більшу схильність до наклепу. В середньому ступінь наклепу для алюмінію 90-100%, латуні 60-80%, мало вуглецевої сталі 40-50%, а середньо вуглецевої 20-30%. Схильність до наклепу мало пластичних матеріалів (чавун, бронза) значно менша. Глибина наклепу сталі середньої твердості при нормальних умовах обробки становить: чорнова обробка різцем 0,4-0,5 мм, чистова обробка різцем 0,07-0,08мм, шліфування 0,04-0.06мм, полірування 0,02-0,04 мм.
Важливою характеристикою поверхневого шару є величина і знак остаточних напружень, які виникають в результаті дії неоднорідних полів (силового і температурного). Сила тертя задньої грані різця викликає пластичні деформації розтягу верхніх шарів, а шари, що лежать під ними одержують пружну деформацію розтягу. Після проходження різця (зняття навантаження) пружно розтягнуті шари стараються стиснутись, але їм заважають пластично деформовані верхні шари і, як результат, верхні шари стиснуті, а нижні розтягнуті.
Під дією другого фактора – нагріву теплотою, що іде в деталь, верхні шари стараються видовжитись, але їх стримують нижні холодні шари і в поверхневому шарі появляються стискаючі напруження. При інтенсивному нагріванні ці напруження можуть бути більшими за границю текучості і поверхневі шари будуть пластично деформованими – стиснутими (пройдуть пластичні деформації стиску). При охолодженні заготовки у внутрішніх шарах виникнуть остаточні напруження стиску, а на поверхні –розтягуючі напруження. В результаті епюра остаточних напружень залежить від інтенсивності дії механічного і теплового факторів.
При наявності у поверхневому шарі остаточних стискаючих напружень границя витривалості деталі підвищується, а залишкові напруження розтягу понижують її.
Зміцнений поверхневий шар твердість, границя текучості і міцність якого підвищені, має більшу стійкість проти спрацювання і витривалість, але він більш крихкий, а тому опір ударним навантаженням менший. Отже зміцнення поверхні деталі в результаті обробки може впливати на її працездатність, а зміцнення якого набуває поверхня заготовки на певній проміжній операції може вплинути на процес різання на наступних операціях.
13 Вібрації при різанні
В процесі різання в системі “верстат-пристрій-інструмент-заготовка” при певних умовах виникають вібрації – періодичні коливні рухи. Вібрації мають шкідливу дію на процес різання: шум, що втомлює працюючих, погіршується якість обробленої поверхні, знижується стійкість інструменту (особливо твердосплавного і з мінералокераміки), зменшується довговічність верстата.
Всі вібрації в залежності від походження поділяються на вимушені і автоколивання. Вимушені коливання виникають в результаті неврівноваженості рухомих частин верстата, пристрою, заготовки, інструменту, похибками зубчастих передач, нерівномірним припуском…Усуваються вони шляхом балансування систем, жорсткого кріплення елементів, встановленням опор, що гасять коливання, прокладок, віброізоляції фундаменту.
Автоколивання самі виникають в процесі різання. При цьому пульсуюча сила, яка відповідає за характер коливань, утворюється всередині системи. Їх викликають різні причини: а) виникнення в системі фізичних явищ, що збуджують коливання (зміна сил зовнішнього і внутрішнього тертя, періодична зміна сил різання і об’єму деформованого металу, виникнення тріщин і відокремлення стружок, зміна величини наросту і періодичний його зрив);б)змі- ною стану внутрішньої системи (з багатьма ступенями вільності) призводить до того, що ріжуча кромка інструменту по відношенню до заготовки описує еліпс, а не коло, що створює коливання в системі “інструмент-деталь”.
Коливання різальної кромки інструменту можуть мати частоту 500-1000 Гц і амплітуду від 1мкм до декількох мм. Розрізняють два види автоколивань: низькочастотні (300-500 Гц), що викликають звук низького тону і значно погіршують чистоту обробки, робота при таких коливаннях недопустима; високочастотні (1000-3000 Гц), на оброблюваній поверхні виникає дрібна хвилястість, звук високого тону.
Вібрації можна зменшити застосуванням легких патронів, зменшенням вильоту інструменту, використанням раціональних схем обробки, заточуванням інструменту, збільшенням швидкості різання, спеціальними віброгасниками. Найпростіший спосіб зменшення вібрацій це правильний вибір кутових параметрів інструменту (,1,,) радіуса при вершині і режимів обробки.
З ростом швидкості різання
вібрації спочатку збільшуються
(v=30-50м/хв),
а дальше при v 80
м/хв різко зменшуються. Ширина зони, при
якій коливання різко наростають, залежить
від жорсткості системи і площі поперечного
перетину стружки, геометричних параметрів
інструменту, властивостей матеріалу.
80
м/хв різко зменшуються. Ширина зони, при
якій коливання різко наростають, залежить
від жорсткості системи і площі поперечного
перетину стружки, геометричних параметрів
інструменту, властивостей матеріалу.
При різанні трудно оброблюваних матеріалів застосовують так зване вібраційне різання. Воно полягає у накладанні на інструмент звукових і ультразвукових вібрацій в напрямку подачі – осьових коливань, або в напрямку швидкості різання – тангенціальних коливань. Амплітуда цих коливань мала.
14 Спрацювання різального інструменту
Втрата ріжучих властивостей інструментом може проходити в результаті аварійного (випадкового ) спрацювання – ламання, викришування частинок ріжучої кромки і поступового (монотонного) зношування. Аварійне зношування проходить в тих випадках, коли виникаючі напруження вищі границі міцності матеріалу інструменту, або коли частина інструменту згинається при малій його твердості. В основному аварійне спрацювання пояснюється невідповідністю механічних якостей і кутових параметрів інструменту умовам різання (роботи), або дефектами матеріалу (мікро лікваціями і іншими місцевими мікро і макро дефектами матеріалу), а також похибками заточування інструменту. Значно складніше пояснити монотонне зношування.
В процесі різання передня
і задня поверхні різця сприймають значні
зусилля. На передню поверхню інструменту
тисне стружка, а на задню – оброблена
поверхня. Найбільший тиск в безпосередній
близькості біля різальної кромки і
дальше від неї поступово зменшується
до нуля. Чим більша міцність і твердість
оброблюваного матеріалу, чим більша
подача і менший передній кут, тим більший
тиск на контактних площадках леза.
Максимальний тиск може коливатись в
широких межах Рmax=2-70
гПа, а на токарних різцях Рmax=10-60гПа.
Для порівняння це в 100-1000 разів більше
ніж у контактних парах тертя. Відносна
швидкість ковзання по задній поверхні
Vков=V,
а по передній поверхні Vков= ,
де к –коефіцієнт усадки стружки.
,
де к –коефіцієнт усадки стружки.
При різанні металів без охолодження так і з охолодженням має місце сухе тертя по лезу інструмента, тому що значні тиски не дають проникнути рідині в зону тертя. Умови тертя леза залежать від коефіцієнта тертя, який має значення: Т15К0 – сталь45 μ=0,58 при Vковз=75 м/хв і μ=0,43 при Vковз=200 м/хв.; Р18- сталь45 μ=0,8 при Vковз=10 м/хв і μ=0,6 при Vковз=80 м/хв.
Зношування проходить в складних умовах, спостереження за ходом цього процесу неможливе. Тому появилось декілька гіпотез теорії зношування.
Гіпотеза механічної теорії зношування. Поверхні що труться мають нерівності. Виступи макро і мікро нерівностей одного тіла розміщуються в макро і мікро впадинах другого тіла. В процесі взаємного ковзання нерівності оброблюваного матеріалу руйнують нерівності інструменту. Цю гіпотезу прийнято за основу механізму спрацювання інструменту.
Гіпотеза абразивного зношування ґрунтується на тому, що оброблюваний матеріал має абразивні включення, які зношують (спрацьовують) лезо мікро царапанням. Ця гіпотеза добре узгоджується з практикою при різанні литих заготовок, що мають поверхневу кірку, гаряче штампованих і термооброблених заготовок з окалиною, а також при різанні силуміну з великим вмістом кремнію, пластмас, склопластиків…
Гіпотеза про окислювальну природу зношування. В проміжку між контактною поверхнею леза з одної сторони і поверхнею різання з другої -проникає газове або рідинне середовище. Кисень повітря окислює поверхневу плівку інструментального матеріалу і так як окисли слабші основного матеріалу, то вони руйнуються силами тертя і виносяться стружкою. Для підняття зносостійкості бажано не допустити кисень в зону різання.
Гіпотеза адгезійного зношування. Тверді тіла в певних умовах взаємодії “схоплюються” (склеюються) під дією адгезійних (молекулярних) сил. Ця гіпотеза повніше інших підтверджується практикою різання. В конкретних умовах різання, коли на контактних поверхнях діють значні температури і тиски і існує ювенільний стан поверхонь тертя, ці поверхні можуть зблизитись настільки, що між атомами металів інструменту і оброблюваної заготовки можуть виникнути сили зчеплення. В послідуючий момент в зв’язку з тим, що має місце рухомий контакт, проходить руйнування матеріалу в тих місцях, де тільки що був контакт. Руйнування іде або по лезу, або по стружці. Ця гіпотеза підтверджується методами мікрорентгенспектрального аналізу продуктів зношування лез різальних інструментів.
Гіпотеза про дифузійну природу спрацювання. В ході різання проходить безперервне дифузійне перенесення атомів вуглецю, вольфраму, хрому, молібдену з приганичного шару інструментального матеріалу леза в контактуючий з ним шар оброблюваного матеріалу. З ростом швидкості різання і, відповідно, температури в зоні різання, дифузійне перенесення становиться основним фактором, що визначає механізм спрацювання леза.
Гіпотеза гальваномагнітних дефектів. Деякі дослідники вважають, що виникаючі в контактній області термоструми, а також термомагнітні і гальваномагнітні ефекти можуть впливати на інтенсивність спрацювання інструменту.
Залежно від умов процесу різання спрацювання інструменту може проходити по різному: 1. Спрацювання переважно по задній поверхні має місце при обробці пластичних матеріалів з товщиною зрізу меншою 0,1 мм крихких матеріалів з утворенням стружки надлому (рис.14а). При цьому на задній грані інструменту утворюється площадка висотою hз з α=0о. 2. Спрацювання переважно по передній поверхні, коли обробляються пластичні матеріали з товщиною зрізу більшою 0,5 мм. Цей вид спрацювання характеризується глибиною лунки hл і її шириною в при ширині перемички f і довжині лунки l. Повне спрацювання настає тоді, коли f=0. 3. Спрацювання одночасно по передній і задній грані, коли оброблюється пластичний матеріал з товщиною зрізу 0,1-0,5 мм. Дереворізальні інструменти в процесі спрацювання збільшують свій радіус заокруглення ρ. Вгострому добр доведеному інструменті він може бути 0,005 мм. і в процесі роботи постійно збільшується. Різні види спрацювання інструменту показано на рис14.
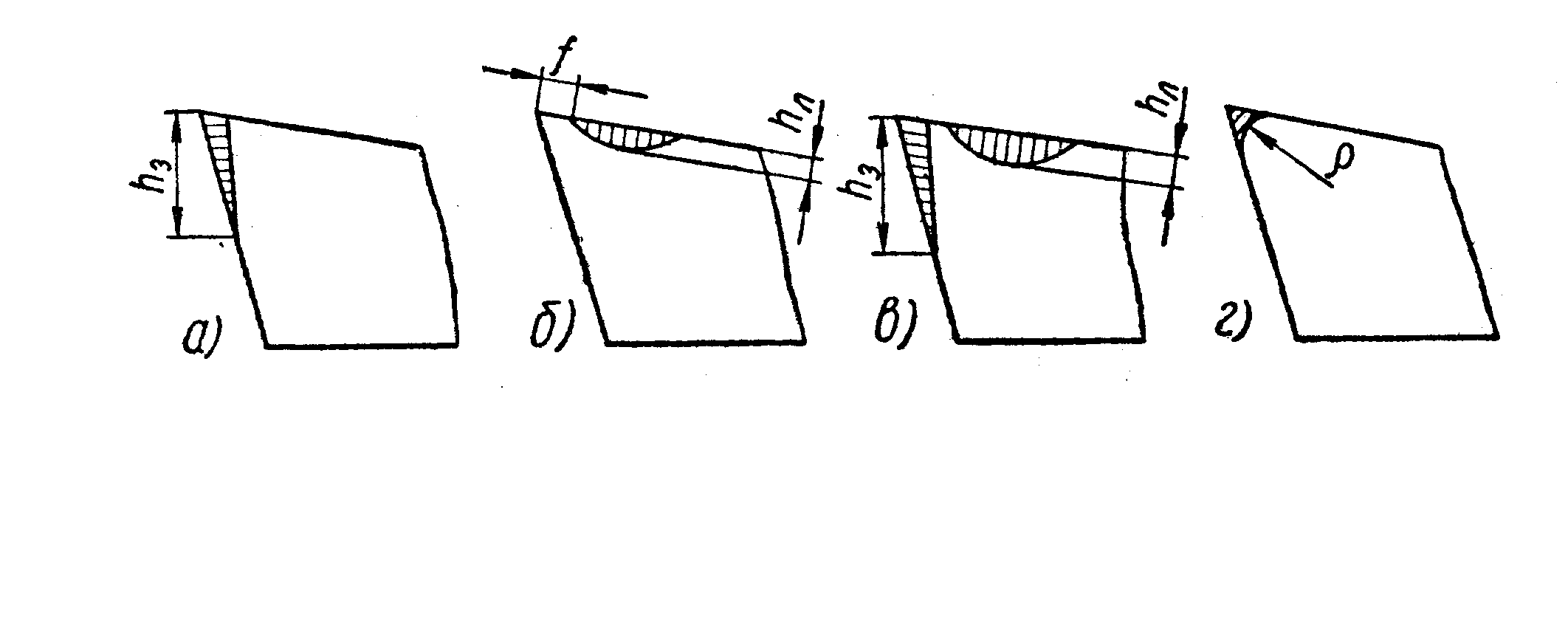
Рис. 14
Залежність величини спрацювання h від часу роботи t різального інструмен-ту показана на рис.15 Тут 1 – період припрацювання на протязі якого відбувається інтенсивне стирання найбільш виступаючих частинок поверхні. Чим менша шорсткість поверхні інструменту, тим плавніше походить його припрацювання. 11-період нормального спрацювання, h поступово і плавно зростає з ходом часу роботи. 111- період прискореного спрацювання, різко підвищується температура різання і проходить інтенсивне спрацювання, яке може призвести до руйнування різальних кромок. Для збільшення терміну роботи інструменту необхідно зменшити h на першому періоді і збільшити другий період.

Рис. 15
Для нормальної експлуатації інструменту необхідно знати коли наступає третій період роботи і недопустити його, відправити інструмент на переточування. Для цього для визначення періоду нормальної роботи інструменту використовують декілька ознак (критеріїв):
1. Критерій блискучої смужки – при обробці сталі на поверхні деталі появляються блискучі смужки, а при обробці чавуну – темні плями. Це результат того, що різальна кромка в окремих місцях починає викришуватись і на поверхні деталі з’являються блискучі смужки – це початок третього періоду зношування. Через 1-2 хв. Наступить повне руйнування різальної кромки. Цього допускати не слід.
2.Силовий критерій. Інструмент вважають спрацьованим, якщо різко збільшується сила різання. Для визначення сил різання на верстаті повинні бути спеціальні прилади.
3. Технологічний критерій. Інструмент вважають спрацьованим, якщо розміри, або шорсткість обробленої поверхні не відповідають технічним умовам. Цей критерій використовують, в основному, для оцінки спрацювання інструментів для чистової обробки.