Проектирование участка мелкой листовой штамповки
РЕФЕРАТ
Дипломный проект содержит расчетно-пояснительную записку на 102 страницах печатного текста, в том числе 26 рисунков, 15 таблиц, список литературы из 15 наименований, 18 страниц приложений, а также графическую часть на 14 листах формата А1.
МАШИНОСТРОЕНИЕ, ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ, ТЕХНОЛОГИЯ ЛИСТОВОЙ ШТАМПОВКИ
В дипломном проекте представлен проект участка листоштамповочного цеха для изготовления малогабаритных деталей, разработан технологический процесс изготовления детали - представителя, разработаны конструкции штампов для пооперационной штамповки. Выбрано потребное оборудование и рассмотрены основные направления его модернизации, разработана конструкция механической регулировки закрытой высоты пресса. Представлено технико-экономическое обоснование перспективности внедрения настоящих разработок, а также рассмотрены основные вопросы охраны труда на участке.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. АНАЛИТИЧЕСКАЯ ЧАСТЬ
1.1 Анализ номенклатуры деталей
1.2 Анализ вариантов построения технологического процесса
1.3 Анализ требуемого оборудования
1.4 Обзор кривошипных листоштамповочных прессов
1.5 Техническое задание на проектирование
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор материала изделия и сортамента листового материала
2.2 Определение схемы раскроя и величины перемычек
2.3 Расчет коэффициента использования материала
2.4 Расчет технологического усилия штамповки по переходам
2.5 Выбор оборудования
2.6 Расчет штучной нормы времени
2.7 Выводы
3. КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Выбор типа и технологической схемы штампа
3.2 Описание конструкции штампов
3.3 Выбор материала и термообработки основных деталей штампов
3.4 Расчет исполнительных размеров разделительных пуансонов и матриц
3.5 Расчет основных деталей штампов на прочность и жесткость
3.6 Расчет стойкости штампов
3.7 Закрытая высота штампов
3.8 Основные направления модернизации выбранного оборудования
3.9 Выводы
4. ПРОЕКТНАЯ ЧАСТЬ
4.1 Определение потребного количества оборудования
4.2 Определение количества производственных рабочих
4.3 Организация производства на участке
4.4 Проектирование участка
5. БИЗНЕС-ПЛАН ПРОЕКТА
5.1 Резюме
5.2 Описание товара, обоснование его выбора
5.3 Оценка рынков сбыта
5.4 Оценка конкурентов
5.5 План маркетинга
5.6 Производственный и финансовый план
5.7 Определение точки безубыточности
5.8 Расчет сроков окупаемости капитальных вложений
5.9 Выводы
6. ОХРАНА ТРУДА НА УЧАСТКЕ
6.1 Типы защитных устройств предотвращающих травмы рук при работе на прессах
6.2 Анализ вредных и опасных факторов листоштамповочных цехов
6.3 Расчет уровня шума на участке
6.4 Нормативы уровня шума
6.5 Разработка мероприятий по снижению шума
6.6 Обеспечение пожарной безопасности участка
6.7 Выводы
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
За последнее десятилетие резко выросло количество малых предприятий, ориентированных не только на перепродажу, но и на производство определенных товаров и услуг. В частности, такие предприятия производят стальные двери, лестницы, ограждающие конструкции и ворота, стеновые и кровельные панели, текстильные изделия, обувь, автомобильные коврики и чехлы, предметы мебели (особенно офисной), дверные ручки и замки, пластиковые и деревянные окна, ставни, жалюзи, радиаторы, печати, визитки, вывески и многие другие товары.
Одним из направлений деятельности такого предприятия может являться производство автомобильных запасных частей, например ВАЗ, поскольку завод-изготовитель не обеспечивает их необходимое количество. В результате, на рынке запасных частей присутствует несколько десятков крупных отечественных и зарубежных фирм, а также множество мелких, специализирующихся на одной – нескольких деталях.
Одной из самых ходовых запасных частей является масляный фильтр. В настоящее время в России эксплуатируется около 10 млн. легковых автомобилей ВАЗ. Если учесть, что замена масла осуществляется, в среднем, 3 раза в год, то рынок сбыта масляных фильтров составляет 30 млн. шт. в год.
Масляный фильтр (рис.1.1) является сложной сборочной единицей, большинство элементов которого может быть изготовлено листовой штамповкой.
Листовая штамповка (далее ЛШ) является широко распространенной и весьма прогрессивной разновидностью технологии обработки металлов давлением, использующая качестве исходной заготовки листовой материал (лист, полоса, лента). ЛШ позволяет изготавливать большую номенклатуру самых разнообразных плоских и пространственных изделий, в связи с чем находит применение во всех отраслях производства, связанных с изготовлением металлических деталей. ЛШ имеет ряд преимуществ перед другими видами обработки металлов, как в технологическом, так и в экономическом отношении. В технологическом отношении ЛШ позволяет:
получать детали весьма сложных форм, изготовление которых другими методами обработки или невозможно или затруднительно;
создавать прочные и жесткие, но легкие по массе конструкции деталей при небольшом расходе материала;
получать взаимозаменяемые детали с достаточно высокой точностью размеров, преимущественно без последующей механической обработки.
В экономическом отношении холодная штамповка обладает следующими преимуществами:
экономным использованием материала и сравнительно небольшими отходами;
высокой производительностью оборудования (несложная механизация и автоматизация производственных процессов);
низкой стоимостью изготовляемых изделий и возможностью массового выпуска.
Наибольший эффект от применения холодной штамповки может быть обеспечен при комплексном решении технических вопросов на всех стадиях подготовки производства, начиная с создания технологичных конструкций деталей, допускающих их экономичное изготовление. Разработка технологических процессов холодной штамповки и проектирование штампов неразрывно связаны между собой, хотя и могут выполняться разными лицами.
Намеченную годовую программу выпуска (300 тыс. шт.) можно отнести к крупносерийному производству. В конце 80 гг. в массовом и крупносерийном производстве наблюдалась тенденция преимущественного применения автоматизированных процессов штамповки на многопозиционных листовых автоматах. Преимущества таких процессов очевидны: человек управляет процессом с пульта управления и не попадает в рабочую зону, повышается качество изделий (брак, обнаруживающийся после конечной операции, устраняется сразу, количество бракованных изделий не превышает количества переходов), повышение производительности (80-1000 деталей в минуту) [1], возможность получения изделий очень сложной формы. Для простоты и сокращения времени переналадки, данные прессы снабжаются выдвижными плитами и средствами автоматического крепления штампов [2].
Всё вышеперечисленное приводит к дороговизне и, что самое главное в складывающихся рыночных отношениях, большому сроку окупаемости капитальных затрат. На подобные затраты может пойти предприниматель, находящийся хотя бы на третьей стадии развития производства. Предпринимателя, только открывающего свое дело, в первую очередь интересует величина начальных капитальных затрат и срок окупаемости вложенных средств.
В настоящем проекте предлагается участок по производству запасных частей легковых автомобилей, в первую очередь ориентированный на производство масляного фильтра с годовой программой выпуска 300 тыс. шт.
Цель и задачи проекта.
Цель: Разработка проекта участка.
Задачи:
анализ номенклатуры изделий и выбор вариантов построения технологических процессов;
разработка конструкций штампов;
выбор необходимого оборудования;
проектирование участка штамповки;
составление бизнес-плана проекта;
обеспечение безопасности труда на участке.
1. АНАЛИТИЧЕСКАЯ ЧАСТЬ
1.1 Анализ номенклатуры деталей
Масляный фильтр является составной частью смазочной системы практически любого механизма, в том числе автомобилей, и служит для очистки смазочного материала в процессе смазывания.
Конструкция масляного фильтра представлена на рис. 1.1, номенклатура входящих в конструкцию фильтра деталей представлена на листе 1 графической части проекта. Фильтр сконструирован ООО «РЕГОТМАСС», и отвечает всем нормам и стандартам автопромышленности Российской Федерации.
Рис. 1.1. Конструкция масляного фильтра.
Из сборочного чертежа видно, что масляный фильтр содержит следующие типовые детали:
низкие и средние по высоте детали, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки).
высокие детали, требующие глубокой вытяжки (низкий и высокий корпуса фильтра).
резинотехнические изделия, изготовление которых требует специального оборудования.
трубка, изготовление которой рациональнее перфорацией.
непосредственно фильтрующий элемент, изготовленный из картона.
пружины.
Программа выпуска цеха является основой для разработки цехового маршрутного технологического процесса изготовление деталей, при составлении которого в данном случае рациональнее применять принцип технологического подобия для обеспечения поточности производства, полной загрузки оборудования и хорошей организации производства.
Технологический процесс будем разрабатывать для первой группы деталей (низкие и средние детали). Эта группа деталей характеризуется приблизительно подобной конструкцией, геометрическими размерами, однородностью технологии (операции вырубки, пробивки, формовки, гибки) и приблизительно равной трудоемкостью изготовления.
В качестве детали-представителя выбираем крышку масляного фильтра, типовой технологический процесс будем разрабатывать применительно к данной детали.
На проектируемом участке предполагается изготавливать только металлические детали, включая пружины и трубки с множеством отверстий (позиции 9,10,12). Резиновое кольцо 5 и фильтрующий элемент 11 предполагается заказывать у соответствующих предприятий.
1.2 Анализ вариантов построения технологического процесса
Подходя к вопросу о разработке технологического процесса, следует отметить, что существует несколько возможных вариантов, основанных на следующих достаточно противоречивых требованиях, таких как:
наименьшее количество и наименьшая трудоемкость операций;
высокая производительность;
использование наиболее дешевого материала;
использование экономичного универсального кузнечно-штамповочного оборудования;
использование дешевой рабочей силы;
использование средств механизации и автоматизации;
безопасность технологического процесса
При разработке технологического процесса необходимо определять: характеристику исходного материала (вид, марка, размеры); размеры заготовок и коэффициент расхода материала; характер и последовательность операций изготовления деталей; тип и характеристики оборудования; производительность оборудования; автоматизацию и механизацию процессов; квалификационный разряд работ; количество рабочих, одновременно работающих на одной операции.
Выбор варианта технологического процесса листовой штамповки зависит от объема выпуска, типа производства, формы и материала изделия, специальных требований, предъявляемых к выпускаемой продукции, и других факторов.
При разработке технологического процесса необходимо просмотреть детали с точки зрения их технологичности. Иногда незначительные изменение конструкции и формы деталей могут существенно упростить технологический процесс, снизить расход металла и трудоемкость их изготовления. Исходя из размеров и формы детали (рис.1.2) предлагается разбить технологический процесс на следующие операции:
Вырубка и пробивка;
Формовка;
Формовка;
Обрезка и пробивка;
Отбортовка.
Рис. 1.2. Крышка масляного фильтра.
Существует несколько вариантов построения технологического процесса. Первым вариантом является пооперационная штамповка, т.е. штамповка детали за пять переходов в пяти штампах на универсальных листоштамповочных прессах. Достоинствами данного метода являются относительная простота конструкции и низкая стоимость штампов (по сравнению со штампом последовательного действия), возможность осуществления процесса без каких либо средств автоматизации, а также возможность осуществить весь процесс на универсальном листоштамповочном оборудовании сравнительно небольшого усилия (по сравнению с многопозиционным прессом-автоматом). Соответственно, такой технологический процесс потребует наименьших капитальных затрат, что в современных условиях является одним из главных условий развития того или иного мелкого предприятия. Наряду с этим, нельзя не отметить и присущие подобным процессам недостатки, например, невысокая производительность, вследствие использования малоэффективного ручного труда, отсутствия автоматизации, лишних затрат времени на перемещение заготовок по позициям. Другим существенным недостатком является быстрая утомляемость рабочих и, как следствие, высокая травмоопасность.
Другим вариантом является осуществление всего процесса в штампе последовательного действия, либо на многопозиционном прессе-автомате. Габариты детали в принципе позволяют подойти к процессу с любой из этих позиций. Эти методы позволяют полностью избежать недостатков пооперационной штамповки, благодаря следующим преимуществам /3/:
полная автоматизация технологического процесса
устранение межоперационных заделов
уменьшение количества операций с пяти до одной;
улучшение коэффициента использования числа ходов пресса до единицы за счет средств автоматизации (возможность работы на непрерывных ходах)
улучшение условий безопасности штамповщика, т. к. исключено введение рук в рабочую зону штампа
уменьшение количества операторов (прямая экономия на заработной плате)
С другой стороны, эти процессы обладают своими особенностями. Штамп последовательного действия обладает значительно большими габаритами и сложностью, чем штампы простого действия, а также значительно возрастает потребное усилие штамповки. Соответственно для осуществления такого процесса требуется значительно большего усилия и габаритов пресс, оснащенный подачей, рулонница, приямок для петли, правильное устройство. Все это требует значительных капиталовложений и не под силу начинающему предпринимателю. Такая же ситуация с многопозиционной штамповкой, прессы для которой на порядок дороже универсальных прессов того же усилия.
Таким образом, при сравнительно небольшой годовой программе выпуска, в условиях мелкого и среднего бизнеса наиболее рациональным является начальная организация предприятия на базе нескольких универсальных листоштамповочных прессов. Низкая заработная плата в России позволяет вообще обходиться без каких-либо средств автоматизации на любой стадии производства, а на начальной стадии тем более.
1.3 Анализ требуемого оборудования
При анализе номенклатуры изделий отмечалось, что номенклатура изготавливаемых деталей разделяется на несколько групп. Каждая группа деталей требует своего специфического оборудования.
Для изготовления пружин необходимо иметь на участке как минимум один станок для навивки пружин.
Для изготовления трубки желательно использовать универсальный гибочный автомат, либо изготовление можно осуществлять в штампах за несколько переходов.
Корпус масляного фильтра, требующий глубокой вытяжки, и, как следствие, большого хода ползуна пресса. Предварительные расчеты показывают, что изготовление корпуса можно осуществлять на гидропрессе усилием 0.25МН, на кривошипном прессе завышенного усилия 2.5МН (поскольку кривошипный пресс обладает сравнительно небольшим ходом), на многопозиционном прессе-автомате усилием 2.5МН. В нашем случае наиболее рациональным будет использование гидропресса, поскольку его стоимость на порядок ниже стоимости универсального листоштамповочного пресса и на два порядка ниже стоимости многопозиционного автомата.
Сборка масляного фильтра предполагает операцию завальцовки крышки в корпус масляного фильтра, которая требует специального вальцовочного станка.
Низкие и средние по высоте детали, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки). Эти детали составляют большинство, к ним относится и выбранная деталь-представитель, поэтому рассмотрим более подробно оборудование для изготовления данной группы деталей.
Осуществление этих операций возможно на различном оборудовании: кривошипные прессы, гидравлические прессы, винтовые прессы, статы, импульсные машины. Импульсные машины, статы и винтовые прессы несколько дешевле, по сравнению с гидравлическими и кривошипными прессами, а импульсные машины и статы не требуют сложной штамповой оснастки. Однако, производительность этих машин довольно низкая. В случае организации серийного производства потребуется значительное количество оборудования такого типа. Данный проект ориентирован на малое производство со значительной программой выпуска (300 тыс. шт.). Поэтому останавливаем свой выбор на универсальных машинах, к которым относятся кривошипные и гидравлические прессы. Причем гидравлические машины наиболее универсальны. Они выгодно отличаются от кривошипных прессов большим ходом ползуна, защищённостью от перегрузок и др. технологическими преимуществами. Но для производства подавляющего большинства типовых деталей в основном производстве можно будет отказаться от этих преимуществ гидравлических прессов ради высокой производительности кривошипных прессов.
Все разнообразие кривошипных машин, которые можно разбить на три основные группы:
универсальные прессы
специализированные прессы
специальные прессы
Последняя группа предназначена для производства специальных видов обрабатываемой продукции. Так, например, существуют специальные прессы для изготовления металлических решеток, для вырубки отверстий и пазов в дисках роторной и статорной стали крупных электродвигателей, генераторов и т.п. Т.е. они нас не устраивают в силу своей не универсальности и, следовательно, не подходят для осуществления типовых операций. К этим прессам относятся и перфопрессы.
Вторая группа хотя и предназначена для осуществления специальных видов технологических операций, например вырубки, глубокой вытяжки пр., но они сохраняют некоторую универсальность для различных видов продукции, и могут применяться в различных отраслях промышленности. Пресс-автоматы обычно более быстроходны, чем обычные прессы, и, кроме того, обеспечивают более высокий коэффициент использования числа ходов /1/. Например, если на универсальных прессах, без применения средств автоматизации, используется не более 8-12% от номинального числа ходов по паспорту пресса (на тихоходных крупных прессах до 25-35%), то при автоматизированной штамповке процент использования числа ходов может доходить до 70-80%. Также важным фактором является то, что пресс-автоматы, устраняя необходимость ручных приемов работы, обеспечивают высокий уровень её безопасности. Трудоемкость наладочных работ у автоматов вообще значительно больше, чем у обычных прессов, но нужно учитывать, что благодаря высокой производительности этих машин трудоемкость наладки, отнесенная к единице выпущенной продукции, обычно оказывается значительно ниже, чем для универсальных прессов, и, следовательно, общие затраты труда на единицу продукции остаются на низком уровне /4/. Применение автоматов особенно эффективно при больших объемах выпуска продукции в массовом и крупносерийном производствах, при которых имеется возможность запускать изделия в производство большими партиями, причем каждый пресс эффективно загружается ограниченной номенклатурой изделий. В нашем варианте не требуется подобная серийность и, следовательно, применение этого дорогого оборудования будет не эффективным.
Универсальные же прессы, хотя и менее производительны, не смогут создать сложную конфигурацию изделия, но на них возможно изготовление 95% типовых изделий. Если производство не является крупносерийным или, тем более, массовым то стоимость обслуживания подобных машин значительно ниже, чем стоимость обслуживания специализированных машин. Используя всего 2-3 универсальных машины, возможно, организовать небольшое производство широкого ассортимента деталей. Помимо этого универсальные прессы требуют значительно менее высокой квалификации обслуживающего персонала (ремонтников, наладчиков, операторов и др.).
Итак, для изготовления последней группы деталей выбираем универсальные листоштамповочные пресса, основные типы которых подробно рассмотрены ниже.
1.4 Обзор кривошипных листоштамповочных прессов
Обзор конструкций листоштамповочных прессов необходим для выбора при организации производства машины, отвечающей современным требованиям к производительности, конструкция которой проверена временем и хорошо зарекомендовала себя в штамповочном производстве.
Среди конструкций прессов с механическим приводом кривошипные листоштамповочные прессы представляют собой наиболее широко распространенную в производственной практике группу и используются для выполнения самых разнообразных технологических операций холодной листовой штамповки. Основным рабочим органом этих прессов является рычажный механизм с входным звеном в виде кривошипа, причем кривошипом может являться колено рабочего вала или эксцентрик на этом валу.
Термин «кривошипные прессы» в литературе обычно распространяется на все конструкции прессов, у которых рабочий механизм состоит из трех звеньев, составляющих единую кинематическую цепь: вал—шатун—ползун. При этом термин «кривошипные прессы» обуславливается не конкретной конструкцией главного вала, а кинематическими особенностями данного механизма, которые остаются общими для всех конструкций главных (кривошипных) валов, например эксцентриковых, коленчатых и т.п.
В зависимости от числа кривошипов прессы могут быть однокривошипными, двухкривошипными, четырехкривошипными. Причем последние два типа используются при значительной длине ползуна, но для проектируемого пресса необходимости в длинном ползуне нет.
Конструктивные особенности механизмов листоштамповочных прессов определяются следующими основными признаками /3/:
1. Число кривошипных валов (обычно не более двух). Машины малого усилия обладают, как правило, одним валом.
2. Типом кривошипного вала (чисто-кривошипный, коленчатый, эксцентриковый, шестерня-эксцентрик) (рис. 1.3). Эксцентриковый вал в основном используется в листоштамповочных автоматах /1/. Шестерне-эксцентриковый вал обеспечивает повышенную жесткость машин, благодаря чему используется в крупных прессах (4-80МН). Коленчатые валы используются в открытых кривошипных прессах усилием до 1.6МН.
3. Расположением кривошипных валов параллельно или перпендикулярно фронтальной стороне пресса (рис. 1.4). Параллельное расположение вала обеспечивает более длинный стол пресса.
4. Способом связи шатуна с ползуном пресса (шаровая опора, цилиндрическая опора с шатунным пальцем, связь с ползуном через промежуточный плунжер) (рис. 1.3, 1.6). Шаровая опора ползуна, применяемая в прессах усилием до 1МН, значительно облегчает соблюдение требуемых норм точности в зазорах между ползуном пресса и его направляющими на станине, упрощает конструкцию регулировки межштампового пространства. Цилиндрическая опора предпочтительнее для прессов большей мощности, она менее подвержена износу и обеспечивает лучшую устойчивость ползуна, но повышается сложность регулировки закрытой высоты. Повышению устойчивости и точности направления ползуна способствует и промежуточный плунжер, который используется в крупных прессах усилием 4-30МН, однако такая конструкция существенно увеличивает стоимость изготовления.
5. Расположением и числом зубчатых колес, вращающих главный (кривошипный) вал, т.е. колес с односторонними зубчатыми передачами или с передачами двусторонними, симметрично расположенными, способствующими снижению скручивающих напряжений на главных валах (рис. 1.7). То или иное исполнение применяется по необходимости в зависимости от необходимого крутящего момента на главном валу.
6. Наличием и числом промежуточных зубчатых передач между главным и приемным валами пресса (приемным валом называется вал, в ступенчатом приводе пресса, на который передается вращение от электродвигателя).
Рис. 1.3 Типы главных валов кривошипных прессов: а - чистокривошипный вал; б - коленчатый вал; в - эксцентриковый вал; г - шестерня-эксцентрик.
а) б)
Рис. 1.4 Схемы расположения главных валов у прессов закрытого типа: а - параллельно фронту; б - перпендикулярно фронту.
а) б) в)
Рис. 1.5 Соединение шатуна с ползуном: а, б - цилиндрическая опора; в - шаровая опора
Рис. 1.6 Соединение ползуна с шатуном через промежуточный плунжер
Соответственно получаемому при этом различному передаточному числу между приемным и главным валами, определяется соотношение их чисел оборотов в минуту при данном числе оборотов маховика, что и определяет номинальное (паспортное) число ходов пресса в минуту при режиме непрерывных ходов (рис. 1.7). Равно, как и предыдущий признак определяется необходимым передаточным отношением для данного типоразмера гаммы.
7. Расположением первичных (промежуточных) валов относительно главного вала, например верхнее или боковое (консольное) расположение промежуточных валов. При необходимости определяется по конструктивным соображениям.
8. Открытым или закрытым размещением шестеренных передач (рис. 1.8). Хотя закрытые передачи и предпочтительнее по соображениям безопасности, условиям смазки и компактности, мы оставляем зубчатую передачу открытой, чтобы избежать необходимости конструирования масляной ванны.
9. Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола.
10. Особенностями кинематической схемы кривошипного механизма в соответствии с технологическим назначением пресса. Например, прессы двойного и тройного действия, применяемые для глубокой вытяжки, имеют колено рычажный механизм, передающий движение наружному ползуну, осуществляющему прижим заготовки во время ее вытяжки к прижимной поверхности матрицы вытяжного штампа. Кинематика колено рычажного механизма (рис. 1.9) обеспечивает получение остановки прижимного ползуна на все время выполнения операции вытяжки вытяжным ползуном пресса. В соответствии с необходимостью выбрана простейшая 4-х звенная схема.
По конструкции станин различают прессы открытые (с открытым столом) и закрытые, у которых подштамповая плита на столе открыта для доступа с фронтальной и с задней сторон пресса.
Рис. 1.7 Схемы конструкций приводов двухкривошипных прессов: а - одноступенчатая передача; б - двухступенчатая передача; в - двухсторонняя двухступенчатая передача
а) б)
Рис.1.8 Схемы расположения зубчатых передач однокривошипного пресса: а - открытое расположение; б - закрытое расположение.
Рис. 1.9 Кинематическая схема коленорычажного механизма подвески наружного (прижимного) ползуна однокривошипного действия
Рис. 1.10 Классификационная таблица кривошипных листоштамповочных прессов /3/.
Открытые прессы могут быть с наклоняемой или не наклоняемой станиной, с переставным по высоте столом и с рогом вместо стола, на котором можно обрабатывать боковые поверхности крупногабаритных полых изделий, надевая их полостью на рог пресса. Открытые прессы могут иметь одно- и двухстоечную конструкцию станины. Прессы закрытого типа имеют двухстоечную станину. Наиболее рациональна конструкция открытой двухстоечной станины, т.к. открытая станина обеспечивает простоту и удобство эксплуатации и обслуживания машины, а двухстоечная конструкция позволяет организовывать процесс штамповки в любом направлении.
На рис. 1.10 приведена классификация основных типов современных листоштамповочных прессов с кривошипным механизмом.
1.5 Техническое задание на проектирование
Целью дипломного проекта является проект участка для изготовления масляного фильтра автомобилей семейства ВАЗ с годовой программой выпуска не менее 300 тыс. шт. в год. Обзор номенклатуры деталей позволил выявить следующие группы деталей, входящие в конструкцию фильтра:
низкие и средние по высоте детали, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки).
высокие детали, требующие глубокой вытяжки (низкий и высокий корпуса фильтра).
резинотехнические изделия, изготовление которых требует специального оборудования.
трубка, изготовление которой рациональнее перфорацией.
непосредственно фильтрующий элемент, изготовленный из картона.
пружины.
Детали групп 2 и 5 рациональнее заказывать у соответствующих производителей, чтобы не связываться с малознакомой технологией и оборудованием.
Детали группы 2 требуют наличия на участке как минимум одного гидравлического пресса малого усилия (0.25-0.4МН) с величиной хода не менее тройной высоты максимально высокой детали (не менее 300мм).
Деталь группы 4 требует наличия специального перфопресса, а также пресса малого усилия либо профилировочного стана.
Детали группы 6 требуют наличия станка для навивки пружин. На первом этапе развития производства можно заказывать эти детали у соответствующих предприятий, однако в дальнейшем рациональнее поставить на участке хотя бы один требуемый станок.
Помимо этого, необходимо иметь заготовительное отделение для раскроя листов на полосы или карточки под последующую штамповку.
Детали группы 1 составляют основную массу программы изготовления. Анализ вариантов построения технологического процесса изготовления этих деталей позволил сделать вывод о наиболее разумном подходе в условиях мелкого и среднего предпринимательства – пооперационной штамповке. Анализ необходимого оборудования позволил сделать вывод, что для изготовления этих деталей рациональнее использовать универсальные кривошипные листоштамповочные прессы, необходимо рассчитать количество и тоннаж требуемого оборудования. Обзор оборудования такого типа позволил сделать вывод о необходимости выбора следующего типа прессов: открытые, двухстоечные, наклоняемые, с эксцентриковым либо кривошипным главным валом, параллельным фронту пресса, желательно с механической регулировкой закрытой высоты, с числом ходов не менее 40 в минуту, но и не очень большим, поскольку пресс все равно работает в режиме единичного хода, с расположением муфты и тормоза на главном валу, желательно с наличием предохранительных устройств, а также обязательно с наличием нижних выталкивателей, желательно с наличием подушки. В экономической части проекта необходимо рассчитать себестоимость изготовления детали представителя и сделать приблизительный расчет себестоимости всего фильтра (хотя бы в пропорции к остальным деталям как отношение масс). Необходимо определить сроки окупаемости капитальных вложений. Поскольку штамповка происходит не в автоматическом режиме, необходимо предусмотреть средства безопасности работы прессов, такие как защитные ограждения штампов или прессов, двуручное включение, рукоотводчики и др.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Разработка технологических процессов холодной листовой штамповки является основой всей подготовки производства и состоит из следующих этапов:
анализ технологичности формы и конструктивных элементов детали.
определение формы и размеров заготовки, а также расхода материала при наилучшем его использовании.
разработка наиболее рационального технологического процесса, обеспечивающего изготовление требуемых деталей.
установление типа, мощности и габаритов оборудования.
выявление типа и технологической схемы штампа
определения трудоемкости изготовления штампуемых деталей, а также количества и разряда производственных рабочих.
определение количества оборудования и его загрузки на годовую программу.
При разработке технологических процессов холодной листовой штамповки должны быть решены следующие технологические вопросы:
определение рационального раскроя материала и наименьших размеров заготовки;
установление характера, количества и последовательности операций;
выбор степени сложности (совмещенности) операций;
установление количества одновременно штампуемых деталей;
определение операционных размеров;
Анализируя при составлении технологического процесса значимость и удельный вес каждого из приведенных выше факторов, можно в каждом конкретном случае правильно выбрать тот или иной вариант штамповки.
Сравнительная сложность и длительность подготовки производства, а также относительно высокая стоимость штампов требуют тщательной разработки технологических процессов и обоснованного выбора технически рационального и экономически наиболее эффективного варианта технологического процесса, соответствующего данному масштабу производства. Даже небольшие последующие изменения технологических процессов обычно приводят к переделке штампов или к проектированию и изготовлению новых, что требует значительного времени и обходится довольно дорого.
2.1 Выбор материала изделия и сортамента листового материала
Вопрос выбора материала является первым, который приходится решать при изготовлении деталей штамповкой. Его решение во многом определяет вид и конструкцию изделия, оказывает решающее влияние на технологические факторы. В зависимости от назначения и условий работы изделия, а также технологии штамповки металл подбирается с теми или иными механическими и технологическими характеристиками.
Для штамповки применяется большое количество металлов, а также неметаллических материалов. Наибольшее применение в машиностроении имеет тонколистовая, качественная углеродистая сталь. Это наиболее дешевый материал, обладающий хорошими механическими и технологическими свойствами.
К детали-представителю не предъявляется каких либо существенных требований по твердости, прочности и жесткости. С другой стороны, конструкция детали достаточно сложна и требует больших степеней деформаций в процессе изготовления. Поэтому, для изготовления данной детали выбирается углеродистая конструкционная сталь общего назначения 08кп ГОСТ 9045-93.
Чертеж детали приведен на рис.1.1, переходы штамповки приведены на листе №2 графической части проекта.
Применяемый в листоштамповочном производстве материал по виду заготовки разделяется на листы, полосы, ленты и штучные заготовки.
В массовом и крупносерийном производстве наиболее (а предлагаемое производство можно отнести к крупносерийным) целесообразно применять нештучный материал, так как для каждого размера заготовки можно заказать ленту соответствующей ширины, сокращая отходы до минимума. Кроме того, лента дает возможность широко пользоваться различными типами автоматических подач, которые значительно увеличивают производительность, уменьшают затраты на рабочую силу и способствуют безопасности в работе.
Однако, как уже говорилось выше, на начальном этапе развития приобретение подач и сопутствующих средств автоматизацию не под силу многим предпринимателям, поэтому в качестве заготовки выберем полосу длиной 2000 мм. Соответственно полосу будем получать резкой стандартных листов размерами 1000×2000 ГОСТ19904-90. Для удобства подачи в пресс полосы предлагается резать поперек листа. В этом случае для резки можно использовать любые кривошипные ножницы с наклонным ножом, длинной ножа более 1050 мм.
2.2 Определение схемы раскроя и величины перемычек
Экономия металла и уменьшение отходов в холодной листовой штамповке имеют весьма важное значение, особенно в крупносерийном и массовом производстве.
Раскрой должен обеспечивать экономию металла, высокое качество детали, высокую производительность, простоту штампа, а также простоту и безопасность работы.
Существуют прямой, наклонный, встречный, комбинированный, многорядный и другие типы раскроя с отходами.
Экономичность раскроя в значительной степени зависит от правильной величины перемычек. Основное назначение перемычек - компенсировать погрешности подачи материала и фиксации его в штампе с тем, чтобы обеспечить полную вырезку детали по всему контуру и предотвратить получение бракованных деталей. Кроме того перемычки должны обладать достаточной прочностью и жесткостью, необходимой для подачи материала.
В предлагаемом процессе в результате первой операции получается круг диаметром 125 мм. Круглые изделия диаметром свыше 150 мм обычно вырубают в один ряд /1/, при меньших размерах выгоднее штамповать в несколько рядов в штамповом порядке – многорядный штамповый раскрой, поскольку при этом несколько возрастает коэффициент использования материала.
В нашем случае более удобно штамповать в один ряд, поскольку это позволит иметь минимальные габариты штампа, минимальные технологические усилия и, соответственно, минимальный типоразмер оборудования.
Расчет номинальной ширины ленты /1/ производим по формуле (2.1) исходя из условия сохранения необходимой минимальной боковой перемычки.
 (2.1)
(2.1)
где:
 - расчетная ширина заготовки;
- расчетная ширина заготовки;
 - диаметр вырезаемой заготовки;
- диаметр вырезаемой заготовки;
 - величина перемычки от края полосы;
- величина перемычки от края полосы;
Таким образом, расчетная ширина полосы:

Величину перемычки между деталями назначаем равной 1.5мм /3/. Окончательная схема раскроя представлена на рис.2.1.

Рис.2.1. Схема раскроя полосы.
2.3 Расчет коэффициента использования материала
Разрезку листа на полосы, как правило, производят с таким расчетом, чтобы от него оставалось как можно меньше отходов. При этом следует учитывать, что расположить полосу на листе можно как в поперечном, так и в продольном направлениях. Если позволяют размеры ножниц, то лучше всего располагать полосы вдоль длинной стороны листа, т.к. продольный раскрой листа всегда производительней поперечного. Однако более короткие полосы удобнее в работе и требует меньшего размера ножниц, поэтому резку полос будем осуществлять поперек листа. Схема раскроя листа представлена на рис.2.2.
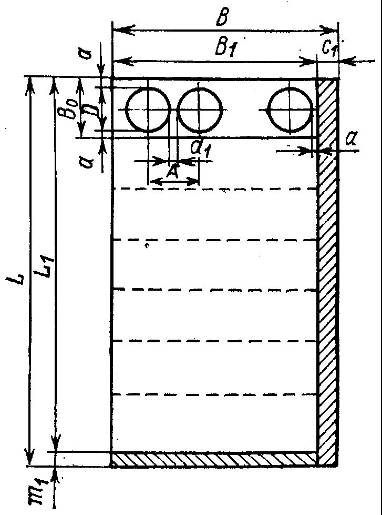
Рис.2.2. Схема поперечного раскроя листа.
Количество деталей, получаемых при поперечном раскрое из одной полосы, может быть определено по формуле (2.2) /1/:
 .(2.2)
.(2.2)
Количество полос, получаемых из листа, по формуле (2.3):
 .(2.3)
.(2.3)
В этих формулах:
 и
и
 - отходы при раскрое по ширине и длине
листа;
- отходы при раскрое по ширине и длине
листа;
 - шаг подачи;
- шаг подачи;
 - ширина полосы;
- ширина полосы;
 и
и
 - полная ширина и длина листа;
- полная ширина и длина листа;
 и
и
 - ширина и длина листа без отхода.
- ширина и длина листа без отхода.
Общее количество деталей, получаемых из листа, определяется по формуле (2.4).
 .
(2.4)
.
(2.4)

Коэффициент использования материала для данного технологического процесса определится по формуле (2.5):
 ,
(2.5)
,
(2.5)
2.4 Расчет технологического усилия штамповки по переходам
Расчет технологического усилия осуществляем согласно рекомендациям /1/.
1-й переход.
На первом переходе осуществляется вырубка кружка диаметром 125 мм и пробивка отверстия диаметром 22 мм (см. рис. 2.1).
Усилие вырубки-пробивки определяется по формуле (2.6):
 ,
(2.6)
,
(2.6)
где
 - коэффициент, учитывающий колебания
толщины и механических свойств материала,
а также притупление режущих кромок
инструмента.
- коэффициент, учитывающий колебания
толщины и механических свойств материала,
а также притупление режущих кромок
инструмента.
 - длина вырубаемого контура;
- длина вырубаемого контура;
 - толщина материала;
- толщина материала;
 - сопротивление срезу;
- сопротивление срезу;
Полное усилие на первой операции будет складываться из усилия вырубки и усилия пробивки.

2-й переход.
На втором переходе осуществляется предварительная формовка детали согласно рис. 2.3.
Усилие формовки определяется по формуле (2.7):
 ,
(2.7)
,
(2.7)
где
 - давление, зависящее от рода и толщины
материала;
- давление, зависящее от рода и толщины
материала;
 - площадь штампуемого рельефа, м;
- площадь штампуемого рельефа, м;
Рис. 2.3. 2-й переход (формовка).
Площадь штампуемого рельефа в первом приближении представляет собой круг диаметром 67 мм (см. рис.2.3).

Усилие формовки будет равно:

3-й переход.
На третьем переходе осуществляется окончательная формовка детали и обрезка детали по контуру в размер 110.4 мм согласно рис. 2.4.
Рис.2.4. 3-й переход (формовка).
Усилие формовки определяется аналогично усилию на втором переходе:
Площадь штампуемого рельефа в первом приближении представляет собой кольцо внутренним диаметром 67 мм и внешним диаметром 86 мм (см. рис.2.4).

Усилие формовки будет равно:

Усилие вырубки определяется аналогично усилию на первой операции:

Суммарное усилие будет складываться из усилия формовки и усилия вырубки.

4-й переход.
На четвертом переходе осуществляется пробивка центрального отверстия диаметром 37 мм и 8-ми отверстий диаметром 3 мм согласно рис. 2.5.

Рис.2.5. 4-й переход (пробивка).
Усилие пробивки определяется аналогично усилию на первом переходе:

5-й переход.
На пятом переходе осуществляется окончательная формовка центральной части изделия и отбортовка краев для последующей завальцовки, как показано на рис. 2.6.
Рис.2.6. 5-й переход (окончательная формовка и отбортовка).
Усилие формовки определяется аналогично усилию на втором переходе:
Площадь штампуемого рельефа в первом приближении представляет собой круг диаметром 54 мм (см. рис.2.6).

Усилие формовки будет равно:

Усилие отбортовки можно определить по формуле (2.8):
 ,
(2.8)
,
(2.8)
где
 - диаметр исходной заготовки;
- диаметр исходной заготовки;
 - диаметр отбортованного изделия;
- диаметр отбортованного изделия;
 - предел прочности материала;
- предел прочности материала;
 .
.
Суммарное усилие штамповки на данной операции складывается из усилия формовки и усилия отбортовки:

2.5 Выбор оборудования
Выше отмечалось, что наиболее рациональным оборудованием для осуществления данного технологического процесса является открытый наклоняемый листоштамповочный кривошипный пресс. При выборе типа пресса необходимо исходить из следующих соображений:
1. Тип пресса и величина хода ползуна должны соответствовать технологической операции.
2. Номинальное усилие пресса должно быть больше усилия, требуемого для штамповки.
3. Мощность пресса должна быть достаточной для выполнения работы, необходимой для данной операции.
4. Закрытая высота пресса должна соответствовать или быть больше закрытой высоты штампов.
5. Габаритные размеры стола и ползуна пресса должны давать возможность установки и закрепления штампов.
6. Число ходов пресса должно обеспечивать достаточную производительность штамповки.
7. В зависимости от рода работы должно быть предусмотрено наличие специальных устройств и приспособлений (выталкивателей и подушек).
8. Удобство и безопасность в обслуживании пресса должны соответствовать требованиям техники безопасности.
В нашем случае максимальное усилие технологической операции составляет 0.3МН, причем это усилие формовки, т.е. операции, при которой максимальное усилие возникает в конце хода. Так как прессы изготовляют в определенном интервале по номинальному усилию, то обычно при выборе пресса расчетное усилие не соответствует точно номинальному усилию. Поэтому пресс выбирается заведомо большего усилия, чем требуется по расчету. Применение более сильного пресса обеспечивает более высокую жесткость и меньшую деформацию станины, что позволяет получать более точные детали по высоте. Для штамповки детали-представителя достаточно выбрать пресс усилием 0.4.МН.
Специфика малого предприятия такова, что оно не может позволить себе иметь достаточно большой парк машин, как, например, завод ЗИЛ, соответственно не может штамповать каждую деталь на наиболее подходящем оборудовании, поскольку это предполагает достаточно обширный парк кузнечно-прессового оборудования и огромных капитальных вложений. Гораздо удобней и дешевле иметь несколько универсальных машин, на которых можно делать любые детали данной номенклатуры, пусть с некоторым с перерасходом энергии. При таком подходе разумно выбрать оборудование по максимально тяжелой детали в номенклатуре. В масляном фильтре такой деталью является усилитель (рис.2.7).

Рис.2.7. Деталь масляного фильтра – усилитель.
Ориентировочное усилие вырубки заготовки для этой детали составляет 0.5МН. Это усилие возникает на разделительной операции, поэтому необходимое номинальное усилие универсального пресса должно быть увеличено на коэффициент 1.6. В этом случае расчетное усилие операции составляет 0.8МН, поэтому в качестве основного оборудования необходим пресс номинальным усилием 0.8МН.
Существует несколько гамм универсальных кривошипных прессов, например К25, К95, гамма специальных прессов для разделительных операций К27 и др. Все эти пресса отвечают современным требованиям к производительности, надежности, требованиям безопасности, однако обладают очень существенным недостатком, сводящим на нет все эти преимущества. Эти пресса очень дороги, что приводит к большому сроку окупаемости капитальных затрат. На подобные затраты может пойти предприниматель который находится хотя бы на третьей стадии развития производства. Предпринимателя, который только открывает свое дело, естественно интересует быстрота окупаемости вложенных средств т.к. он не может их заморозить на длительное время.
Подобному условию удовлетворяет простое, универсальное оборудование, которое, строго говоря, морально устарело. Одним из лучших представителей подобного оборудования является однокривошипный, открытый, наклоняемый пресс ЗИЛ-80, отлично себя зарекомендовавший в процессе длительной эксплуатации. При этом, на начальной стадии развития производства желательно приобрести прессы, бывшие в употреблении и провести их восстановительный ремонт. Это позволит сэкономить значительную часть капитальных затрат. Общий вид пресса и чертеж штампового пространства представлены в приложении, техническая характеристика пресса приведена в таблице 2.1.
Данный пресс имеет ряд недостатков, например, муфта находится не на главном валу, что приводит к необходимости разгона и торможения дополнительных масс, что в свою очередь приводит к увеличению габаритных размеров муфты-тормоза и повышенному износу фрикционных элементов. Пресс обладает меньшим числом ходов по сравнению с аналогичными типажными машинами. Но это не столь важно, поскольку при работе в режиме одиночных ходов быстродействие определяется сноровкой штамповщика. Причем повышение быстродействия приведет к дополнительным материальным затратам. Для уменьшения перекоса направляющих ползуна станина снабжается стяжными шпильками, устанавливаемыми без предварительной затяжки, однако их наличие несколько ухудшает удобство обслуживания пресса. С другой стороны, пресс обладает увеличенным ходом ползуна, что является признаком более широкой универсальности, высокой надежностью и является одним из лучших прессов, на которых можно начинать свое производство мелкому и среднему предпринимателю.
Таблица 2.1. Техническая характеристика пресса ЗИЛ-80
|
НАИМЕНОВАНИЕ ПАРАМЕТРА |
ВЕЛИЧИНА |
|
|
Номинальное усилие, МН |
0.8 |
|
|
Ход ползуна, мм |
наибольший |
130 |
|
наименьший |
10 |
|
|
Регулировка закрытой высоты, мм |
80 |
|
|
Частота ходов ползуна, мин-1 |
непрерывных |
40 |
|
одиночных |
25 |
|
|
Наибольшее расстояние между столом и ползуном в его нижнем положении, мм |
400 |
|
|
Расстояние от оси ползуна до станины, мм |
340 |
|
|
Расстояние между стойками станины в свету, мм |
400 |
|
|
Размеры стола, мм |
Слева направо |
950 |
|
Спереди назад |
630 |
|
|
Толщина подштамповой плиты, мм |
100 |
|
|
Мощность электродвигателя главного привода, кВт |
10 |
|
|
Габариты, мм |
в плане |
1520х1675 |
|
высота |
3000 |
|
|
Масса, кг |
3180 |
Готовые изделия можно удалять как на тыл, так и на фронт пресса. Габаритные размеры стола и ползуна пресса довольно значительны и дают возможность установки и закрепления штампов для всей номенклатуры деталей. При числе одиночных ходов 35 в минуту, пресс имеет достаточную производительность.
2.6 Расчет штучной нормы времени
Технически обоснованной штучной нормой времени называется время, необходимое для выполнения данной работы при правильной ее организации и наиболее рациональном использовании оборудования с учетом последних достижений науки и техники. Технические нормы времени не являются стабильными и предельными, а изменяются с усовершенствованием технологических средств и методов производства.
При техническом
нормировании определяют норму штучного
времени
 ,
необходимого для изготовления одной
детали (выполнения одной операции).
,
необходимого для изготовления одной
детали (выполнения одной операции).
Расчет нормы штучного времени для штамповки с ручной подачей заготовок можно определить по формуле (2.9) /2/:
 ,
(2.9)
,
(2.9)
где
 - число единичных ходов пресса,
- число единичных ходов пресса,
 - коэффициент, показывающий отношение
дополнительного времени к оперативному
(для прессов усилием до 1 МН).
- коэффициент, показывающий отношение
дополнительного времени к оперативному
(для прессов усилием до 1 МН).

Норма штучного времени на один переход составляет 0.045мин. Норма времени на изготовлении одной готовой детали за пять переходов будет в пять раз больше.

2.7 Выводы
Полный технологический процесс изготовления детали «Крышка масляного фильтра» состоит из 5-ти переходов. На первом переходе осуществляется вырубка заготовки (рис.2.1), на втором и третьем переходах осуществляется формовка (рис.2.3 и рис.2.4), на четвертом переходе осуществляется обрезка детали и пробивка 8-ми отверстий (рис.2.5), на последнем переходе осуществляется окончательная формовка и отбортовка внешнего края детали под последующую завальцовку (рис.2.6). Штамповка осуществляется без использования каких-либо средств автоматизации, заготовкой на первой операции является полоса, на последующих операциях – штучная заготовка. Коэффициент использования материла довольно низок и составляет 67.5%. Максимальное усилие штамповки на наиболее тяжелом переходе составляет 0.3МН. В качестве оборудования для изготовления данной детали предлагается использовать универсальные кривошипные листоштамповочные пресса ЗИЛ 80 усилием 0.8МН. В этом случае, норм штучного времени на изготовление одной полностью готовой детали составит 0.225 мин. При использовании 5-ти прессов для изготовления годовой программы выпуска необходимо 200 ч. или 28 рабочих дней.
3. КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Выбор типа и технологической схемы штампа
Штампы для холодной листовой штамповки могут быть классифицированы по 3-м признакам: технологическому (роду и совмещённости операций); конструкционному (способу направления верхней и нижней плит); эксплуатационному (способу подачи заготовки и удаления деталей и отходов).
По технологическому признаку штампы разделяются на типовые группы по роду выполняемых операций, например вырубные, гибочные, вытяжные и т.д.
По совмещённости операций штампы разделяются на простые (однооперационные) и комбинированные (многооперационные), выполняющие одновременно несколько операций. Однооперационные штампы следует применять лишь в мелкосерийном производстве или в случае невозможности технологического объединения операций. Комбинированные штампы подразделяются по характеру совмещения операций (переходов) во времени на:
1. Штампы последовательного действия, в которых изготовление детали производится за несколько переходов различными пуансонами, при последовательном перемещении заготовки;
2. Штампы совмещённого действия, в которых изготовление детали производится за один ход пресса концентрированно расположенными пуансонами при неизменном положении заготовки;
3. Штампы последовательно-совмещённого действия, в которых изготовление детали производится путём сочетания последовательной и совмещённой штамповки.
По конструктивному признаку штампы разделяются на две группы: штампы без направления и штампы с направляющими устройствами. Подразделение по способу направления относится к технологически различным типам штампов: вырубным, вытяжным, гибочным, а также комбинированным. Количество отдельных пуансонов может быть различно в зависимости от конструкции и технологии изготовления детали. Штампы без направляющих более просты в изготовлении и имеют малые массу и габаритные размеры, но не удобны при установке, не безопасны в эксплуатации и обладают невысокой стойкостью. Штампы без направляющих применяются только в мелкосерийном и опытном производстве. Штампы с направляющими просты и надёжны в эксплуатации, удобны при установке, обладают повышенной стойкостью, но более сложны в изготовлении. Применяются в серийном, крупносерийном и массовом производстве. Наибольшее распространение получили штампы с направляющими колонками, которые в большинстве случаев снабжаются неподвижным или подвижным съёмником.
По эксплуатационному признаку, определяемому способами и приёмами работ, штампы различаются: по способу подачи и установки заготовок; по способу удаления деталей; по способу удаления отходов.
По способу подачи и установки заготовок различают штампы с ручной подачей и штампы с автоматической подачей, являющейся принадлежностью штампа или пресса. Штампы с ручной подачей отличаются один от другого лишь конструкцией применяемого упора или фиксатора, а штампы с автоматической подачей различаются по типу подачи ленты или штучных заготовок.
По способу удаления деталей различают следующие типы штампов: с провалом через отверстие матрицы; с обратной вставкой в ленту и удаление вместе с ней; с обратным выталкиванием на поверхность штампа и ручным удалением; с обратным выталкиванием и автоматическим удалением. Обратное выталкивание осуществляется от пружин выбрасывателя или выталкивателя, от буфера или от пресса. Эти различия по способу удаления деталей одновременно являются и конструктивными, т.к. в значительной степени определяют конструкцию штампов.
Исходя из приведенной выше классификации, выбираем следующие типы и технологические схемы штампов:
1-я операция. Комбинированный штамп (компаунд) совмещенного действия, с направляющими колонками, с ручной подачей заготовки (полосы), с обратным выталкиванием детали на поверхность штампа и ручным удалением, с удалением отхода на провал.
2-я операция. Формовочный штамп простого действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением.
3-я операция. Формовочный штамп простого действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением.
4-я операция. Комбинированный штамп совмещенного действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением, с удалением отхода частично на провал, частично со съемом отхода с пуансона на поверхность штампа и последующим удалением вручную.
5-я операция. Комбинированный штамп совмещенного действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением.
3.2 Описание конструкции штампов
Чертежи штампов представлены на листах №3 - №7 графической части дипломного проекта.
Комбинированный штамп совмещенного действия для первой операции представлен на рис.3.1.
Рис.3.1. Чертеж штампа для первой операции.
Исходной заготовкой является полоса 130×1000мм толщиной 0.7мм. На данной операции из полосы вырубается круг диаметром 125мм, в котором пробивается отверстие диаметром 22мм. Полос подается в штамп справа-налево до упора 5, после чего одновременно пуансоном 4 пробивается отверстие диаметром 22мм, а пуансоном 3 вырубается круг диаметром 125мм. При ходе ползуна пресса вверх заготовка выталкивается из матрицы на поверхность штампа выталкивателем 7, работающим от толкателя пресса через промежуточный толкатель 18 и траверсу 13.
Формовочный штамп простого действия для второй операции представлен на рис.3.2. Заготовка укладывается на прижим 4, фиксация и центрирование осуществляется с помощью фиксатора 11. При ходе ползуна пресса вниз, заготовка вначале зажимается между нижним прижимом 4 и верхним 6, после чего происходит дальнейшее сближении половин штампа и окончательная формовка заготовки. При ходе верхней половины штампа вверх деталь выталкивается из формовочной матрицы 8 с помощью выталкивателя 6, работающего от пружины 10. Окончательно деталь остается висеть на прижиме 4, что облегчает ее удаление.
Формовочный штамп простого действия для третьей операции представлен на рис.3.3. Заготовка укладывается на прижим 5, фиксация и центрирование осуществляется с помощью фиксатора 15. При ходе ползуна пресса вниз, заготовка вначале зажимается между нижним прижимом 5 и верхним 6, после чего происходит дальнейшее сближении половин штампа и окончательная формовка заготовки. При ходе верхней половины штампа вверх, деталь снимается с прижима 6 отлипателем 14, работающего от пружины 11. Окончательно деталь остается висеть на прижиме 5, что облегчает ее удаление.
Рис.3.2. Чертеж штампа для второй операции.
Рис.3.3. Чертеж штампа для третьей операции.
Комбинированный штамп совмещенного действия для четвертой операции представлен на рис.3.4. На этой операции происходит обрезка детали по контуру на диаметр 110.4 мм, а также пробивка 8-ми отверстий диаметром 3 мм. Заготовка укладывается на пуансон-матрицу 4, фиксация и центрирование осуществляется с помощью фиксатора 5. При ходе ползуна пресса вниз, заготовка вначале зажимается между нижней матрицей 4и верхним прижимом 6, после чего происходит дальнейшее сближении половин штампа, пробивка отверстий с одновременной вырубкой по контуру. При ходе верхней половины штампа вверх, деталь выталкивается из матрицы выталкивателем 6 на поверхность штампа, отход в виде кольцевого ободка снимается с пуансона 4 съемником 21, а отход от пробивки отверстий удаляется на провал.
Рис.3.4. Чертеж штампа для четвертой операции.
Комбинированный штамп совмещенного действия для пятой операции представлен на рис.3.5. На этой операции происходит формовка центральной части детали, а также отбортовка краев детали для последующей завальцовки при сборке. Заготовка укладывается на прижим 4, фиксация и центрирование осуществляется с помощью фиксатора 15. При ходе ползуна пресса вниз, вначале формуется центральная часть заготовки между прижимами 4 и 6, затем при дальнейшем ходе пуансона происходит отбортовка края детали вокруг пуансона 5. При ходе верхней половины штампа вверх, деталь выталкивается из матрицы выталкивателем 6, а с выталкивателя 6 снимается съемником 14 и падает на поверхность штампа, откуда удаляется пинцетом.
Рис.3.5. Чертеж штампа для пятой операции.
3.3 Выбор материала и термообработки основных деталей штампов
Рабочие детали штампов подвергаются ударной нагрузке с сильной концентрацией напряжений на рабочих кромках или на рабочей поверхности. Поэтому к материалу пуансонов и матриц предъявляются требования высокой или повышенной твердости и износостойкости при наличии достаточной вязкости. Материал должен хорошо сопротивляться износу от трения, должен сохранять острые режущие кромки без разрушения и затупления в течение как можно большего времени. Материал должен быть дешевым и не дефицитным. В зависимости от локальной фактической нагрузки режущих кромок пуансонов и матриц (в зависимости от отношения s/d, т.е. толщины заготовки к диаметру пробиваемого отверстия), согласно рекомендациям /3/ можно использовать следующие марки сталей:
1. Углеродистые инструментальные стали небольшой прокаливаемости (диаметром до 25 мм) У8А, У10А, У8, У10;
2. Легированные стали повышенной прокаливаемости (диаметром до 45 мм) Х09 (ШХ9), 9Х, 9ХС, ХВГ, 9ХВГ;
3. Высокохромистые стали (диаметром до 80 мм) Х12Ф1, Х12Ф, Х12М, Х12ТФ, Х12М;
4. Легированные стали повышенной вязкости 4ХС, 6ХС, 5ХВ2С, 5ХВГ.
При выборе материала для вырубки деталей простой конфигурации из материала толщиной 2 мм рекомендуется применять для пуансонов и матриц стали Х12МФ либо У10А.
Применительно к разработанным конструкциям штампов выбираем следующие марки стали:
Вырубные и пробивные пуансоны: Х12M либо У10А, HRCэ 55...59;
Вырубные и пробивные матрицы: Х12M либо У10А, HRCэ 57...63;
Формовочные пуансоны и матрицы, включая совмещенные с прижимами: У10А, HRCэ 57...61;
Плиты: Сталь 35Л либо СЧ20 либо Ст.3;
Державки: Сталь 45, HRCэ 42...46, либо без закалки;
Прижимы и съемники: сталь 20 для крупных деталей, сталь 45 для мелких деталей, калить HRCэ 42...46;
Направляющие колонки и втулки: сталь 20, цементация на глубину 0.2мм, HRCэ 59...63.
Штампы для холодной листовой штамповки представляют собой сложную конструкцию, состоящую из большого количества деталей разнообразного технологического и конструктивного назначения. Исходя из условий работы и различного характера сопряжения, эти детали требуют различной точности изготовления.
Например, поверхности деталей, не соприкасающихся с другими деталями, а так же поверхность отверстий после сверления должны иметь шероховатость поверхности не ниже величины 6.3;
Опорные поверхности плит обычной твердости, поверхности державок пуансонов и матриц – шероховатость поверхности 1.6;
Рабочие поверхности гибочных и вытяжных пуансонов – не ниже 0.8;
Рабочие поверхности вырубных, пробивных пуансонов, рабочие поверхности вытяжных и формовочных пуансонов и матриц, направляющие поверхности колонок и отверстия направляющих втулок изготавливаются с шероховатостью поверхности не ниже 0.4.
3.4 Расчет исполнительных размеров разделительных пуансонов и матриц
При определении исполнительных размеров пуансонов и матриц для разделительных операций необходимо предусмотреть правильный выбор зазоров и допусков на рабочие размеры инструмента.
Величина вырубаемой детали определяется размером матрицы, а величина пробиваемого отверстия определяется размером пуансона.
При пробивке отверстий размеры пуансона и матрицы определяются зависимостями (3.1) /1/.
 (3.1)
(3.1)
где: - номинальный размер детали;
- номинальный размер детали;
 - верхнее отклонение допуска на этот
размер;
- верхнее отклонение допуска на этот
размер;
 - величина одностороннего зазора;
- величина одностороннего зазора;
 - допуски на изготовление пуансона и
матрицы, соответственно.
- допуски на изготовление пуансона и
матрицы, соответственно.
При вырубке отверстий размеры пуансона и матрицы определяются зависимостями (3.2).
 ,(3.2)
,(3.2)
где
- нижнее отклонение допуска на этот
размер;
Для первой операции рассчитываются размеры инструмента для пробивки отверстия диаметром 22мм и вырубки кружка диаметром 125мм.
Допуски на размеры
изделия заданы по 14-му квалитету ЕСДП
и составляют: Ø22+0.52, Ø125>-1.0>.
Величина одностороннего зазора для
металла толщиной 0.7мм из стали с
 составляет 0.014мм /1/. Таким образом, для
первого перехода имеем следующие
исполнительные размеры пуансонов и
матриц:
составляет 0.014мм /1/. Таким образом, для
первого перехода имеем следующие
исполнительные размеры пуансонов и
матриц:


Для четвертой операции рассчитываются размеры инструмента для пробивки 8-ми отверстий диаметром 3мм и вырубки детали диаметром 110.4мм.
Допуски на размеры изделия заданы по 14-му квалитету ЕСДП и составляют: Ø3+0.25, Ø110.4>-0.87>. Для четвертого перехода имеем следующие исполнительные размеры пуансонов и матриц:


3.5 Расчет основных деталей штампов на прочность и жесткость
Матрица и пуансон определяют работоспособность, надежность и долговечность штампа. Их расчет - важнейший этап разработки документации штампа.
Проверочному расчету на прочность подлежат обычно наиболее нагруженные пробивные пуансоны небольших размеров. При пробивке отверстий, размеры которых сопоставимы с толщиной материала, локальные удельные нагрузки на режущие кромки пуансона в два - три раза больше, чем на режущие кромки матриц. В данном случае таких отверстий нет, поэтому расчет удельных давлений на режущие кромки пуансонов проводить не обязательно.
Наиболее нагруженными пуансонами во всех штампах являются пуансоны для пробивки отверстий диаметром 3 мм, которые и подвергнем прочностным расчетам по рекомендациям /2/. Чертеж пуансона представлен на рис. 3.6.
Рис.3.6. Чертеж наиболее нагруженного пуансона.
Пуансон следует проверить на сжатие по наименьшему сечению. Условие удовлетворительной прочности на сжатие может быть выражено зависимостью (3.3):
 (3.3)
(3.3)
где:
 - усилие резка, Н;
- усилие резка, Н;
 - площадь режущей кромки, мм;
- площадь режущей кромки, мм;
 - допустимое напряжение сжатия для
закаленной стали У10А.
- допустимое напряжение сжатия для
закаленной стали У10А.
Условие прочности на сжатие выполняется.
При неточности изготовления штампа возникает некоторое смещение пуансона относительно матрицы. Из-за этого возникает изгибающий момент, поэтому следует дополнительно проверить пуансон на смещение от изгиба. Принимаем величину смещения пуансона равной половине зазора между матрицей и пуансоном. В нашем случае присутствует поперечный изгиб стержня (пуансона), нагруженного с одного конца (жестко закрепленного) некоторым изгибающим моментом М>и.>
Условие изгибной прочности определяется по формуле (3.4):
 (3.4)
(3.4)
где:
 - изгибающий момент;
- изгибающий момент;
 - момент сопротивления сечения, мм3;
- момент сопротивления сечения, мм3;
 - допустимое напряжение изгиба для стали
У10А.
- допустимое напряжение изгиба для стали
У10А.
 МПа
МПа
Также необходимо проверить плиту штампа под опорной головкой пуансона на смятие. Условие допустимой прочности на смятие определяется формулой (3.5).
 (3.5)
(3.5)
где
- опорная поверхность головки пуансона,
мм2;
 - допустимое напряжение смятия для плиты
штампа из стали Ст.3, в которую упирается
пуансон.
- допустимое напряжение смятия для плиты
штампа из стали Ст.3, в которую упирается
пуансон.
Поскольку
 ,
то под головку пуансона необходимо
подложить стальную каленую пластину.
,
то под головку пуансона необходимо
подложить стальную каленую пластину.
Также необходимо проверить пуансон на продольный изгиб, согласно формуле (3.6):
 ,(3.6)
,(3.6)
где
 - модуль упругости первого рода для
стали;
- модуль упругости первого рода для
стали;
 - момент инерции сечения пуансона, м4;
- момент инерции сечения пуансона, м4;
 - коэффициент запаса.
- коэффициент запаса.

В нашем случае свободная длина пуансона составляет 32.5 мм.
Подвергнутый расчету пуансон удовлетворяет всем необходимым условиям прочности и жесткости.
3.6 Расчет стойкости штампов
Долговечность штампов измеряется количеством деталей отштампованных до полного износа рабочих частей, определяемого невозможностью их восстановления и получением размерного брака штампуемых деталей.
Значительно раньше этого брака возникает брак по снижению качества штампуемых деталей (заусенцы при вырубке и пробивке, задиры, риски и царапины при вытяжке и гибке). Этот вид брака сравнительно легко устранить путем перешлифовки вырубных и пробивных штампов или зачистки наростов металла на поверхности вытяжных и гибочных штампов.
Таким образом, следует различать долговечность, или полную стойкость штампов, и промежуточную стойкость или стойкость между двумя перешлифовками.
Полная стойкость штампов находится в прямой зависимости от качественной стойкости, так как количество допустимых перешлифовок и зачисток ограничено полным использованием рабочих деталей штампов.
Стойкость штампов зависит от следующих факторов:
сорта и механических свойств штампуемого материала;
конфигурации детали;
относительной толщины материала;
конструкции штампа и типа производимой операции;
величины зазора;
материала и термообработки рабочих деталей штампа;
состояния пресса;
способа и типа смазки
Стойкость штампов является условным понятием, так как различные рабочие части изнашиваются по-разному.
Расчет стойкости штампа производится по разделительной операции пробивки.
Расчетная формула для определения стойкости пробивных штампов до перешлифовки имеет вид (3.7) /2/:
 (3.7)
(3.7)
где:
 - предел прочности штампуемого материала,
МПа;
- предел прочности штампуемого материала,
МПа;
К>1> = 0.3 - коэффициент материала рабочих частей;
К>2> = 0.55 - коэффициент толщины материала.
Указанная формула выведена для следующих производственно-технологических условий: штампуемый материал - Ст.3, Ст.4, Сталь 08кп, 08пс; толщина материала 0.6 - 2 мм; материал пуансона и матрицы - Сталь У10А; критерий износа - образование заусенца высотой 0.2 мм.
 тыс.
штук
тыс.
штук
3.7 Закрытая высота штампов
Закрытая высота штампов должна укладываться в межштамповое пространство пресса, которое измеряется при ходе ползуна вниз и регулировке вверх, т.е. в характеристике указывают максимальную высоту штампа, который может быть установлен на данном прессе. Минимальная высота штампа будет соответствовать размеру межштампового пространства за вычетом длины регулировки ползуна. Параметр высоты межштампового пространства обычно указывается от стола пресса. Поскольку на стол пресса обычно устанавливается подштамповая плита, то при определении наибольшей и наименьшей высоты устанавливаемого штампа необходимо учитывать высоту подштамповой плиты, которая должна быть вычтена из длины межштампового пространства. Высота подштамповой плиты также является одним из параметров характеристики пресса и указывается в его паспорте.
Размеры ползуна и плиты пресса указывается справа налево по фронту и спереди назад, и служат для определения габаритных размеров в плане штампов, которые могут быть установлены на прессе данного типоразмера.
Чертеж штампового пространства пресса ЗИЛ 80 показан на рис. 3.6, рис.3.7. Как видно их чертежа, закрытая высота штампов должна лежать в пределах 240 – 330 мм.
В связи с тем, что оборудование выбрано несколько большего усилия, чем требуется по расчету, то минимальная закрытая высота пресса несколько превышает минимально возможную высоту штампов, а габаритные размеры стола и ползуна пресса больше необходимых. Все это требует применения более толстых и более габаритных плит штампов, что в принципе не очень оправдано. Поэтому, в дипломном проекте предлагается выполнить промежуточную адаптерную плиту, крепящуюся к ползуну пресса. Применение данной плиты позволит избежать излишне раздутых габаритов штамповых плит.
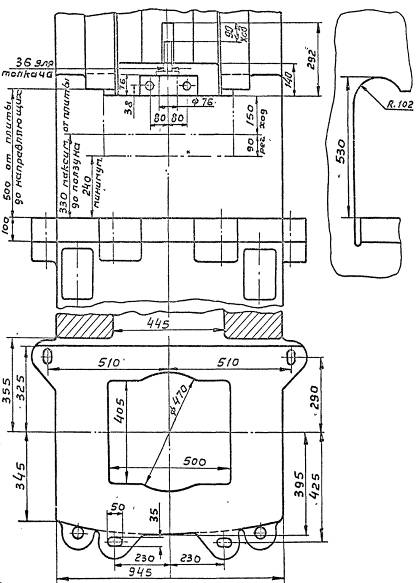
Рис. 3.6. Штамповое пространство пресса ЗИЛ 80.
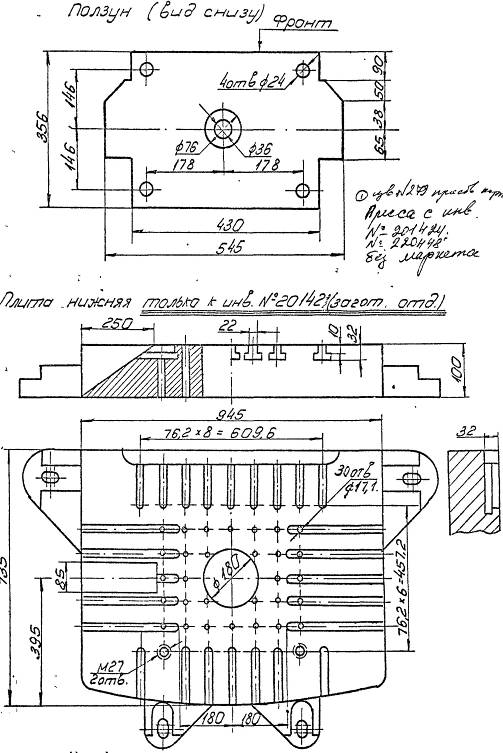
Рис.3.7. Нижняя плита и ползун пресса ЗИЛ 80.
3.8 Основные направления модернизации выбранного оборудования
Конструкция пресса ЗИЛ 80, при всех своих преимуществах, обладает рядом существенных недостатков. Основным недостатком является расположение муфты-тормоза не на главном валу, что способствует значительным потерям энергии на проскальзывание дисков при работе пресса в режиме единичных ходов. К другим недостаткам можно отнести отсутствие таких современных частных вспомогательных устройств, как механическая регулировка закрытой высоты, устройств для предохранения пресса от перегрузок и вывода из распора, средств быстрого крепления штампов. В дипломном проекте предлагается разработка конструкции регулировки закрытой высоты с механическим приводом, которая может быть встроена в ползун пресса ЗИЛ 80 путем незначительной механической доработки ползуна и станины пресса. Конструкция механизма регулировки представлена на рис.3.8.

Рис.3.8. Конструкция механизма регулировки закрытой высоты с механическим приводом для пресса ЗИЛ 80
Расчет привода механизма регулировки закрытой высоты.
Схема привода механизма регулировки закрытой высоты показана на рис. 3.9.
Угловая скорость вращения винта может быть определена по формуле (3.8) /5/:
 ,(3.8)
,(3.8)
где
 - скорость ползуна в процессе наладки;
- скорость ползуна в процессе наладки;
 - средний радиус винта;
- средний радиус винта;
 - угол наклона резьбы.
- угол наклона резьбы.
Рис. 21 Схема привода механизма регулировки закрытой высоты пресса ЗИЛ 80.
Частота вращения винта может быть определена по формуле (3.8):
 ,(3.8)
,(3.8)
Мощность привода может быть рассчитана из условия равенства мощности вращательного движения винта и мощности поступательного движения ползуна (3.9):
 ,(3.9)
,(3.9)
где
 - крутящий момент на винте;
- крутящий момент на винте;
 - масса ползуна.
- масса ползуна.
Мощность на валу электродвигателя может быть определена по формуле (3.10):
 ,(3.10)
,(3.10)
где
 - КПД червячной передачи;
- КПД червячной передачи;
 - КПД винтовой пары.
- КПД винтовой пары.
 .
.

Частота вращения электродвигателя может быть определена по формуле (3.11):
 ,
(3.11)
,
(3.11)
где
 - передаточное отношение первой червячной
пары;
- передаточное отношение первой червячной
пары;
 - передаточное отношение второй червячной
пары.
- передаточное отношение второй червячной
пары.

Выбираем двигатель 4АА63А6У3 мощностью 0.18кВт и частотой вращения 980об/мин.
Расчет винтовой пары на прочность.
Условие прочности винта на сжатие можно определить по формуле (3.12):
 ,(3.12)
,(3.12)
где
 - расчетное усилие на винте.
- расчетное усилие на винте.
 - допустимое напряжение сжатия.
- допустимое напряжение сжатия.
 - предел текучести материала винта;
- предел текучести материала винта;
 - коэффициент запаса.
- коэффициент запаса.
 ,
,
 .
.
3.9 Выводы
Для штамповки предлагается использовать штампы простого и совмещенного действия, с направляющими колонками, с удалением отходов на провал или с падением отхода на плоскость штампов и последующим удалением в ручную, или под собственным весом (в случае работы с наклоном станины). Удаление детали во всех случаях производится вручную. Все штампы спроектированы таким образом, что требуют наличии выталкивателей в ползуне пресса, отдельные штампы требуют наличия у пресса пневматической подушки. Помимо разработки конструкции штампов, в данной главе проведен анализ материалов, из которых изготавливаются различные детали штампов, а также выбран материал и термообработка для каждого класса деталей и составлена их полная спецификация (см. приложение). Расчет стойкости штампов подтвердил правильность выбора этих факторов, поскольку стойкость штампов до перешлифовки составляет около 100 тыс. дет. Проведенные прочностные расчеты наиболее нагруженного пуансона наименьшего сечения показали его соответствие необходимым условиям прочности и жесткости. Закрытая высота штампов выбрана несколько меньше минимальной закрытой высоты пресса, т.е. закрытая высота штампов выбиралась минимально возможной для каждого штампа с целью экономии металла и нежеланием раздувать их габариты. Для обеспечения необходимой закрытой высоты пресса предлагается использовать адаптерную плиту, представленную на листе 8 графической части дипломного проекта. В качестве одного из направлений модернизации выбранного оборудования предлагается использование регулировки закрытой высоты с механическим приводом, конструкция которой представлена на рис. 3.8. Регулировка может быть встроена в существующий ползун пресса при его незначительной расточке. Проведен расчет привода регулировки и прочностной расчет винта.
4. ПРОЕКТНАЯ ЧАСТЬ
4.1 Определение потребного количества оборудования
Число единиц производственного оборудования определяем по формуле (4.1):
 ,(4.1)
,(4.1)
где:
 - годовой выпуск деталей, закрепленных
за проектируемым участком;
- годовой выпуск деталей, закрепленных
за проектируемым участком;
 – годовая производительность одного
пресса ЗИЛ 80;
– годовая производительность одного
пресса ЗИЛ 80;
 деталей
- средняя часовая производительность
пресса;
деталей
- средняя часовая производительность
пресса;
 ч
– допускаемая годовая загрузка пресса
ч
– допускаемая годовая загрузка пресса
 - продолжительность одной переналадки;
- продолжительность одной переналадки;
 ч.
- продолжительность изготовления одной
оптимальной партии деталей;
ч.
- продолжительность изготовления одной
оптимальной партии деталей;
Годовой выпуск деталей можно найти следующим образом. Число низких и средних по высоте деталей, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки) равно 6 (см. параграф 1.1). Эти детали могут быть закреплены за прессами ЗИЛ 80. Для изготовления каждой из деталей требуется в среднем 4 перехода, соответственно число всех переходов равно 24-м. Поскольку каждая деталь изготавливается пооперационной штамповкой, то для расчета можно принять число технологических переходов равным числу деталей, закрепленных за оборудованием такого типа. Таким образом, годовой выпуск деталей такого типа равен:
 деталей;
деталей;
 деталей;
деталей;
Таким образом для выполнения годовой программы на участке достаточно 8 кривошипных прессов ЗИЛ 80.
4.2 Определение количества производственных рабочих
Численность производственных рабочих определяем по формуле (4.2):
 (4.2)
(4.2)
где: T - суммарная трудоемкость годовой программы;
Ф - действительный годовой фонд времени рабочего.
В условиях малого бизнеса количество рабочих определяется количеством загруженного оборудования, а конкретно число производственных рабочих составляет 8 человек. Полный контингент рабочих, необходимых для работы участка по изготовлению масляного фильтра рассчитан приближенно, результаты расчета приведены в таблице 4.1.
Таблица 1. Контингент рабочих проектируемого участка.
|
Профессия |
Основные функции |
Кол |
Разряд |
|
Производственные рабочие |
|||
|
Операторы прессов |
Рабочие заготовительного отделения (резка листов на полосы) |
2 |
5 |
|
Штамповка деталей первой группы (низкие и средние по высоте детали) |
8 |
5 |
|
|
Штамповка высоких деталей, требующих глубокой вытяжки |
2 |
5 |
|
|
Изготовление трубки (1 – перфорация, 1 – закатка) |
2 |
5 |
|
|
Изготовление пружин |
1 |
5 |
|
|
Сборка готового фильтра |
1 |
5 |
|
|
Вспомогательные рабочие |
|||
|
Наладчики |
Переналадка прессов на следующую деталь |
1 |
6 |
|
Слесари |
Межремонтное обслуживание оборудования |
- |
- |
|
Смазчики |
Смазка механизмов и смена масла |
- |
- |
|
Крановщики |
Транспортирование грузов крановым оборудованием |
1 |
5 |
|
Подсобные рабочие |
Разные работы |
1 |
3 |
|
Водители погрузчиков |
Транспортирование грузов |
1 |
4 |
|
Контролеры |
Контроль качества деталей, основных и вспомогательных материалов, контроль качества вспомогательного производства |
1 |
5 |
4.3 Организация производства на участке
Организация доставки технологического сырья и оснастки.
Для осуществления технологического процесса необходимо доставить к рабочему месту исходные заготовки (полосы) и установить штамп. Для на заготовительном отделении нарезанные полосы упаковываются (обвязываются) в пачку, после чего мостовым краном доставляются непосредственно к рабочим местам операторов. Смена штампов осуществляется с помощью вспомогательного передвижного стола. По команде оператора кран-штабеллер берет со склада штампов требуемый штамп и ставит его на передвижной загрузочный стол, на котором осуществляется монтаж штампа и верхней адаптерной плиты. Затем штамп заталкивается на пресс. Верхняя и нижняя части штампа крепятся к столу и ползуну пресса. Желательно, по возможности проектировать штампы под одну закрытую высоту, для уменьшения времени переналадки.
Организация складирования готовой продукции.
После установки пакета заготовок и технологической оснастки пресс готов к работе. В процессе штамповки в таре накапливаются готовые изделия, либо заготовки промежуточных операций. Заготовки с помощью электропогрузчика передаются к следующему прессу, а готовые изделия отвозятся на участок сборки. Контроль промежуточных заготовок осуществляется непосредственно около пресса. Собранные фильтры отвозятся на участок окраски, после чего складируются на участке хранения готовой продукции. Готовая продукция хранится на многоярусных стеллажах, обслуживаемых краном-штабелером. Рядом с участком готовой продукции находится участок ОТК и склад контрольных приспособлений. Фильтры проходят контроль и рассортировываются на годные и бракованные. Хранение фильтров осуществляется в специальной металлической таре, унифицированной по своим размерам, что позволяет размещать ее в несколько ярусов.
Организация уборки и переработки отходов.
На рабочем месте в процессе штамповки образуется много отходов металла, в среднем не меньше 30% от общего количества перерабатываемого на участке металла. Поэтому при проектировании цеха должно быть уделено большое влияние вопросом удаления, частичного использования и придания отходам вида, удобного для транспортировки и переплавки в металлургических печах.
Существуют несколько способов уборки и транспортировки отходов:
отходы собирают в тару или напольные тележки, расположенные возле прессов.
отходы транспортируют тележками в подвальных помещениях под цехом, куда они ссыпаются через люки в перекрытии подвала.
отходы собирают и транспортируют ленточными транспортерами, установленными в подвалах под цехом или в траншеях.
отходы собирают и транспортируют комбинированным способом, сочетая наземный и подземный сбор и удаления отходов.
Применительно к спроектированному участку предпочтительнее первый способ удаления отходов, в связи с малыми габаритами отходов и непригодностью их для дальнейшего использования.
Организация ремонта технологической оснастки и штампов.
На разработанном участке предусмотрены ремонтные службы, осуществляющие работы по техническому уходу и малый ремонт, которые при необходимости могут осуществить и капитальный ремонт пресса.
Участок ремонта штампов и приспособлений выполняет периодические осмотры и проверки штампов и приспособлений; малый, средний ремонт и капитальный ремонт.
Потребность в основном оборудовании мастерских по ремонту определяем по рекомендациям /4/. Число основных станков при серийном производстве составляет 2 единицы.
Общее число вспомогательного оборудования мастерских составляет 40 от числа основных станков, но не менее трех. В состав вспомогательного оборудования входят: обдирочно-шлифовальные станки, настольное точило, настольно-сверлильные станки, ручные прессы.
В состав участка ремонтных служб входят: площади размещения основного и вспомогательного оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов.
4.4 Проектирование участка
Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта.
Ширина пролета принята равной 24 метра, высота пролета 12 метров. В пролете работает мостовой кран грузоподъемностью Q = 50 т и Q = 5 т. Колонны расположены друг от друга на расстоянии 6 метров.
Участок предлагается загрузить номенклатурой деталей согласно анализу (см. параграф 1.1).
На участке предусмотрено расположение следующего основного и вспомогательного оборудования: 5-ти листоштамповочных прессов ЗИЛ 80 усилием 0.8МН, 2-х открытых гидравлических прессов усилием 0.4МН, одного станка для навивки пружин из прутка диаметром до 10 мм, одного вальцовочного станка для сборки готовых фильтров, одного универсального листогибочного автомата для изготовления сетчатого фильтра, гильотинных ножниц в заготовительном отделении для резки листового материала на полосы. Помимо этого, необходимо предусмотреть место на участке для размещения окрасочного отделения для окраски корпуса масляного фильтра, а также отделение для обслуживания и ремонта оборудования и технологической оснастки, включающее в себя различные машиностроительные станки и приспособления. Суммарная годовая программа выпуска масляных фильтров составляет не менее 300 тыс. деталей.
На данном участке так же предусмотрено расположение вспомогательных помещений, в состав которых входят:
склад листового материала;
автоматизированный склад готовой продукции;
склад штампов и адаптерных плит;
склад контрольных приспособлений ОТК;
склад технологической оснастки;
участок ремонта штампов и оборудования;
контора рабочих и обслуживающего персонала.
Для обеспечения пожарной безопасности на участке предусмотрен пожарный проезд для спецтранспорта.
Планировка участка представлена на рис. 4.1.
Рис.4.1. Планировка участка.
5. БИЗНЕС-ПЛАН ПРОЕКТА
5.1 Резюме
Целью дипломного проекта является разработка проекта участка для мелкой листовой штамповки запасных частей автомобилей ВАЗ и, в частности, для изготовления фильтра тонкой очистки масла. Годовая программа выпуска фильтров составляет не менее 300 тыс. шт. в год. В данном дипломном проекте полостью разрабатывается технологический процесс изготовления одной из деталей масляного фильтра – крышки корпуса.
Изготовление этой детали может осуществляться на различном оборудовании. Одним из вариантов является использование многопозиционного пресса-автомата, который обеспечивает наивысшую производительность труда и полную безопасность, т.к. работает только в автоматическом режиме. Однако, существенным недостатком данного оборудования, является непомерно высокая цена.
Другим вариантом является использование нескольких универсальных листоштамповочных прессов без каких либо средств автоматизации. При этом культура производства значительно ниже, ниже и производительность, требуется гораздо большее количество рабочих и пр. Достоинствами этого варианта является относительно низкая стоимость оборудования и короткий срок окупаемости начальных капиталовложений.
Целью бизнес - плана является расчет себестоимости изделия и сроков окупаемости капитальных затрат по каждому из перечисленных вариантов. При этом в качестве универсальных листоштамповочных прессов могут быть выбраны пресса усилием 0.4МН, которые вполне подходят по технологическому усилию. Однако, предлагается выбрать в качестве основного оборудования более мощные пресса усилием 0.8МН в силу их более широкой универсальности. Такой выбор обусловлен тем, что мелкий и средний предприниматель не может позволить себе иметь большой парк кузнечно-прессовых машин, как, например, завод ЗИЛ, и вынужден ограничиваться десятком прессов. Естественно, то все эти пресса должны обладать максимальной универсальностью, т.е. обеспечивать изготовление как можно больше номенклатуры изделий.
В связи с этим окончательные расчеты будут производиться по следующим вариантам.
1. Штамповка на многопозиционном пресс-автомате AIDA усилием 2.5МН.
2. Штамповка на 5-ти листоштамповочных прессах ЗИЛ 40 усилием 0.4МН.
3. Штамповка на 5-ти листоштамповочных прессах ЗИЛ 80 усилием 0.8МН.
5.2 Описание товара, обоснование его выбора
За последнее десятилетие резко выросло количество малых предприятий, ориентированных не только на перепродажу, но и на производство определенных товаров и услуг. В частности, такие предприятия производят стальные двери, лестницы, ограждающие конструкции и ворота, стеновые и кровельные панели, текстильные изделия, обувь, автомобильные коврики и чехлы, предметы мебели (особенно офисной), дверные ручки и замки, пластиковые и деревянные окна, ставни, жалюзи, радиаторы, печати, визитки, вывески и многие другие товары.
Одним из направлений деятельности такого предприятия может являться производство автомобильных запасных частей, например ВАЗ, поскольку завод-изготовитель не обеспечивает их необходимое количество. В результате, на рынке запасных частей присутствует несколько десятков крупных отечественных и зарубежных фирм, а также множество мелких, специализирующихся на одной – нескольких деталях.
Одной из самых ходовых запасных частей является масляный фильтр. В настоящее время в России эксплуатируется около 10 млн. легковых автомобилей ВАЗ. Если учесть, что замена масла осуществляется, в среднем, 3 раза в год, то рынок сбыта масляных фильтров составляет 30 млн. шт. в год.
Выбор именно этого изделия в качестве основной номенклатуры загрузки участка обусловлен следующими причинами:
1. Масляный фильтр является сложной сборочной единицей и, соответственно, цена его в магазинах значительна. Однако, большинство его элементов могут быть изготовлены методами листовой штамповки с помощью относительно простого оборудования и инструмента.
2. Рынок сбыта масляных фильтров постоянно растет, поскольку растет количество автомобилей. При любых кризисах экономики данный товар будет пользоваться спросом, так же как бензин или масло.
3. Конструкция масляного фильтра относительно проста и не требует каких либо сложных расчетных методик, поэтому данный товар способе конкурировать с фильтрами любых известных производителей, находящихся на рынке много лет (все фильтры имеют практически одинаковую конструкцию).
5.3 Оценка рынков сбыта
Основной рынок сбыта – поставка в магазины и рынки автомобильных запасных частей. В принципе возможно заключение контрактов с солидными автосервисами, тюнинговыми фирмами, автотранспортными предприятиями, а также крупными предприятиями всех отраслей промышленности, имеющих собственные мастерские по ремонту транспорта.
Спрос на продукцию в общем случае зависит от следующих факторов:
1. Имиджа производителя. На начальной стадии развития никакого имиджа нет, однако следует стремиться к закреплению за собой репутации надежно делового партнера.
2. Характера рекламной кампании. В данном случае для проведения рекламной кампании достаточно развесить рекламные щиты на всех основных трассах, а также отправить продукцию на реализацию во все возможные крупные и средние магазины автозапчастей.
3. Качества предлагаемой продукции. Качество продукции рядовому потребителю проверить довольно сложно, поэтому основное внимание обращается на внешний вид продукции, а именно: качество упаковки, имеется ли инструкция по применению, качество окраски самого фильтра и точность его обработки, т.е. соосность входных вентиляционных отверстий и качество обработки их поверхности, ровный ли край у завальцованной части крышки и пр.
4. Наличия гарантийного и послегарантийного обслуживания. В данном случае никакого обслуживания не требуется.
5.4 Оценка конкурентов
На рынке производства масляных фильтров существует огромно количество конкурентов, которых можно разделить на следующие основные группы:
1. Завод-изготовитель ВАЗ. Конкурировать с заводом изготовителем бессмысленно, поскольку он обладает широко известным брендом и его продукция при прочих равных условиях всегда пользуется наибольшим спросом.
2. Крупные Европейские или Американские компании, названия которых широко известны. Фильтры этих компаний, несомненно, самого высокого качества, имеют самые высокие цены и приобретаются, в основном, владельцами иномарок, либо довольно обеспеченными людьми.
3. Производители из ближнего зарубежья, стран бывшего СНГ и восточной Европы. Продукция этих производителей обладает не высоким качеством, простым внешним видом и относительно низкой ценой.
4. Отечественные крупные производители, для которых производство фильтров является вспомогательным источником дохода. Такие предприятия привыкли держать свою марку, поэтому их продукция обладает очень хорошим качеством при сравнительно невысоких ценах.
5. Мелкие отечественные производители, различные кооперативы и ЗАО, которые специализируются либо только на производстве фильтров, либо на производстве небольшой номенклатуры запасных частей, одной из которых является фильтр. Здесь существует большой разброс как по цене, так и по качеству продукции, в зависимости от претензий той или иной фирмы.
Основная ниша нашего производства лежит в последней группе конкурентов, однако надо стремиться выйти по качеству в четвертую группу.
5.5 План маркетинга
Ценовая политика должна определяться следующими объективно существующими факторами:
1. Способность выпускать продукцию высокого качества. Качество масляного фильтра определяется качеством сборки и качеством окраски. При этом не следует забывать о внешнем виде упаковки. При выполнении этих пунктов можно реально говорить о претензиях на более менее высокую цену изделия.
2. Сложившаяся кадровая структура предприятия с высоким уровнем накладных расходов. Для только что созданного малого предприятия эта проблема может быть сопряжена с текучестью кадров, особенно в первый год работы.
3. Постоянный рост стоимости материалов и покупных изделий, а также индексация заработной платы. При этом необходимо своевременно повышать цены на изделие, либо переходить на автоматизированные методы производства. Помимо этого необходимо постоянно совершенствовать технологические процессы с целью снижения себестоимости обработки изделий.
Исходя из этого, на ближайшие несколько лет предпочтительно применить следующую стратегию ценообразования: высокое качество – высокая цена.
Для проведения товара на рынок необходимо предусмотреть следующие мероприятия:
1. Разработка и выпуск общего рекламного проспекта предприятия и рекламных листков по отдельным видам его продукции;
2. Распространение товара на реализацию в как можно большее количество магазинов автозапчастей.
3. Попытка договора с известными компаниями - производителями автомобильных масел об их рекомендации по использованию нашего фильтра, либо о продаже масла и фильтра по принципу: покупаешь масло – фильтр в подарок;
4. Размещение рекламных щитов вдоль всех основных автомобильных трасс;
5.6 Производственный и финансовый план
Исходные данные для экономического обоснования целесообразности производства масляного фильтра приведены в таблице 5.1.
Таблица 5.1. Исходные данные.
|
№ п/п |
Наименование данных |
Единица измер. |
ЗИЛ-40 (5 штук) |
ЗИЛ-80 (5 штук) |
AIDA FT (1 штука) |
|
1 |
Стоимость одной тонны металла |
тыс.руб. |
15 |
15 |
15 |
|
2 |
Стоимость одной тонны отхода |
тыс.руб. |
0.5 |
0.5 |
0.5 |
|
3 |
Программа выпуска фильтров |
тыс.шт. |
300 |
300 |
300 |
|
4 |
Норма амортизационных отчислений: |
||||
|
-оборудование |
% |
10 |
10 |
10 |
|
|
-оснастка |
25 |
25 |
25 |
||
|
-площадь |
5 |
5 |
5 |
||
|
5 |
Суммарная установленная мощность электродвигателей |
кВт |
30 |
50 |
25 |
|
6 |
Стоимость 1 кВт.ч |
руб. |
0.30 |
0.30 |
0.30 |
|
7 |
Ремонтная сложность: |
||||
|
-электрическая часть |
рем.ед. |
50 |
50 |
80 |
|
|
-механическая часть |
60 |
75 |
150 |
||
|
8 |
Площадь, занимаемая оборудованием |
м2 |
80 |
110 |
190 |
|
9 |
Балансовая стоимость оборудования |
тыс.руб. |
500 |
750 |
5000 |
|
10 |
Стоимость комплекта оснастки |
тыс.руб. |
1200 |
1500 |
1500 |
|
11 |
Норма материала на одно изделие |
кг/деталь |
0.7 |
0.7 |
0.7 |
|
11 |
Норма отходов |
кг/деталь |
0.1 |
0.1 |
0.1 |
|
12 |
Норма времени на изготовление детали |
мин. |
0.4 |
0.4 |
0.25 |
|
13 |
Мощность оборудования |
шт./час. |
150 |
150 |
240 |
|
14 |
Действительный годовой фонд времени работы оборудования |
час. |
3650 |
3650 |
3650 |
|
15 |
Отчисления в органы социального страхования (единый соц. налог) |
% |
35,6 |
35,6 |
35,6 |
|
16 |
Стоимость 1 м2 производственной площади |
руб. |
800 |
800 |
800 |
При дальнейших вычислениях условимся обозначать расчетные переменные, относящиеся к варианту штамповки на прессе ЗИЛ 40 индексом 1, на прессе ЗИЛ 80 – индексом 2, на прессе AIDA FT – индексом 3.
Масляный фильтр состоит из большого количества деталей. Эти детали условно можно разделить на две группы: 1-я группа – детали, которые можно произвести методами штамповки. Количество этих деталей равно 10, технологический процесс их производства представлен на примере детали представителя, соответственно количество переходов штамповки, норму времени на изготовление, расход материала и пр. в первом приближении для всех этих деталей можно принять одинаковым. Эти детали производятся на одном оборудовании. Вторую группу составляют детали, производство которых требует специальных знаний и методов, например резинотехнические изделия. Такие детали в настоящем бизнес-плане предлагается покупать у сторонних производителей. Соответственно, все дальнейшие расчеты приведены для масляного фильтра без учета покупных деталей, входящих в его конструкцию.
Расчет капитальных вложений
Стоимость производственной площади, занимаемой оборудованием, можно определить по формуле (5.1):
 ,(5.1)
,(5.1)
где:
 - площадь, занимаемая оборудованием,
м2;
- площадь, занимаемая оборудованием,
м2;
 - коэффициент, учитывающий дополнительную
площадь;
- коэффициент, учитывающий дополнительную
площадь;
 - стоимость 1м2 общей площади
здания.
- стоимость 1м2 общей площади
здания.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Коэффициент загрузки оборудования одним фильтром можно определить по формуле (5.2):
 ,(5.2)
,(5.2)
где:
 - трудоемкость изготовления i – той
детали, ч;
- трудоемкость изготовления i – той
детали, ч;
 - действительный фонд времени работы
оборудования, ч.
- действительный фонд времени работы
оборудования, ч.
 ,
,
где:
 - штучное калькуляционное время на
изготовление детали представителя,
мин;
- штучное калькуляционное время на
изготовление детали представителя,
мин;
- годовая программа выпуска деталей,
шт.
Вариант универсального пресса:
 ч.
ч.
 ч.
ч.
Полная величина капитальных вложений может быть определена по формуле (5.3):
 ,
(5.3)
,
(5.3)
где
 - балансовая стоимость оборудования;
- балансовая стоимость оборудования;
 - стоимость производственной площади;
- стоимость производственной площади;
 - стоимость технологической оснастки.
- стоимость технологической оснастки.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Расчет текущих затрат (себестоимости) годового выпуска продукции:
Затраты на материал можно определить по формуле (5.4):
 ,(5.4)
,(5.4)
где
 - нормативный или фактический расход
материала на единицу продукции;
- нормативный или фактический расход
материала на единицу продукции;
 - цена материала;
- цена материала;
 - нормативное или фактическое количество
реализуемых отходов на единицу продукции;
- нормативное или фактическое количество
реализуемых отходов на единицу продукции;
 - цена реализации отходов.
- цена реализации отходов.
 тыс.руб.
тыс.руб.
Количество основных производственных рабочих (по рабочим местам) можно определить по формуле (5.5):
 ,(5.5)
,(5.5)
где:
 - коэффициент, учитывающий плановые
неявки;
- коэффициент, учитывающий плановые
неявки;
 - число смен работы;
- число смен работы;
 - число рабочих мест, обслуживаемых
одним рабочим;
- число рабочих мест, обслуживаемых
одним рабочим;
 - число рабочих мест, обслуживаемых
данной группой рабочих.
- число рабочих мест, обслуживаемых
данной группой рабочих.
В данном случае коэффициент загрузки оборудования данной деталью (масляным фильтром) составляет 55% в первых двух случаях и 34% в последнем случае. Следовательно, осуществление данного технологического процесса во всех случаях возможно за одну смену.
 ,
,
 .
.
Количество рабочих, обслуживающих основной процесс, составляет 4 человека (1 крановщик, 1 водитель погрузчика, 1 наладчик, 1 разнорабочий).
Фонд заработной платы основных и обслуживающих основной процесс рабочих, при повременной оплате труда с нормированным заданием, можно определить по формуле (5.6):
 ,
(5.6)
,
(5.6)
где:
 - средневзвешенные часовые тарифные
ставки по профессиям;
- средневзвешенные часовые тарифные
ставки по профессиям;
 - расчетный годовой фонд времени работы
рабочих;
- расчетный годовой фонд времени работы
рабочих;
 - количество основных и обслуживающих
рабочих.
- количество основных и обслуживающих
рабочих.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Фонд заработной платы специалистов можно определить по формуле (5.7):
 ,(5.7)
,(5.7)
где:
 - должностной оклад;
- должностной оклад;
 - коэффициент занятости.
- коэффициент занятости.
Заработная плата
технолога:
 тыс.руб.
тыс.руб.
Заработная плата
начальника участка:
 тыс.
руб.
тыс.
руб.
Суммарная заработная плата специалистов по всем вариантам:
 тыс.руб.
тыс.руб.
Фонд дополнительной заработной платы основных и обслуживающих основной процесс рабочих может быть определен по формуле (5.8):
 ,(5.8)
,(5.8)
где:
 - процент дополнительной заработной
платы за счет премии и различных надбавок.
- процент дополнительной заработной
платы за счет премии и различных надбавок.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Отчисления на социальное страхование (единый социальный налог) можно определить по формуле (5.9):
 ,(5.9)
,(5.9)
где:
 - процент отчисления в органы социального
страхования.
- процент отчисления в органы социального
страхования.
Для основных и вспомогательных рабочих:
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Для специалистов:
 тыс.руб.
тыс.руб.
Затраты на силовую электроэнергию можно определить по формуле (5.10):
 ,(5.10)
,(5.10)
где:
 - суммарная установочная мощность
электродвигателей;
- суммарная установочная мощность
электродвигателей;
 - коэффициенты, учитывающие использование
двигателей по мощности и по времени в
течение года, соответственно;
- коэффициенты, учитывающие использование
двигателей по мощности и по времени в
течение года, соответственно;
 - коэффициент, учитывающий потери
электроэнергии в сети;
- коэффициент, учитывающий потери
электроэнергии в сети;
 - стоимость 1 кВт/ч электроэнергии;
- стоимость 1 кВт/ч электроэнергии;
 - КПД электродвигателя.
- КПД электродвигателя.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Затраты на технологическую энергию могут быть определены по формуле (5.11):
 ,(5.11)
,(5.11)
где:
 - норма расхода технологической энергии
на единицу продукции;
- норма расхода технологической энергии
на единицу продукции;
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Амортизационные отчисления могут быть рассчитаны по формуле (5.12):
 ,(5.12)
,(5.12)
где:
 - балансовая стоимость производственных
фондов;
- балансовая стоимость производственных
фондов;
 - общая норма амортизационных отчислений.
- общая норма амортизационных отчислений.
Амортизационные отчисления на оборудование:
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Амортизационные отчисления на оснастку:
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Амортизационные отчисления на производственную площадь:
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Затраты на текущий ремонт, осмотры и техническое обслуживание оборудования могут быть определены по формуле (5.13):
 ,(5.13)
,(5.13)
где
 ,
, - стоимость единицы ремонтной сложности
механической и электрической частей
оборудования;
- стоимость единицы ремонтной сложности
механической и электрической частей
оборудования;
 - число единиц ремонтной сложности
механической и электрической частей
оборудования.
- число единиц ремонтной сложности
механической и электрической частей
оборудования.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Затраты на текущий ремонт и содержание производственной площади могут быть определены по формуле (5.14):
 ,(5.14)
,(5.14)
где:
 - стоимость текущего ремонта и содержания
1м2 производственной площади.
- стоимость текущего ремонта и содержания
1м2 производственной площади.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
 тыс.руб.
тыс.руб.
Результаты приведенных выше расчетов собраны и представлены в таблице 5.2.
Таблица 5.2 Смета затрат годового выпуска продукции.
|
Статьи затрат |
Затраты, тыс.руб. |
||
|
ЗИЛ 40 |
ЗИЛ 80 |
AIDA FT |
|
|
на материалы |
3150 |
3150 |
3150 |
|
на заработную плату основных и вспомогательных рабочих |
422.4 |
422.48 |
300.9 |
|
на заработную плату технологов и управленческого персонала |
169.4 |
169.4 |
169.4 |
|
на социальное страхование основных и вспомогательных рабочих |
150.4 |
150.4 |
107.1 |
|
на социальное страхование технологов и управленческого персонала |
60.3 |
60.3 |
60.3 |
|
на силовую электроэнергию |
30.5 |
50.8 |
25.9 |
|
на технологическую энергию |
9 |
9 |
13.5 |
|
на амортизацию оборудования |
27.5 |
41.2 |
170 |
|
на амортизацию производственной площади |
2.0 |
2.7 |
2.8 |
|
на амортизацию технологической оснастки |
300 |
375 |
375 |
|
на текущий ремонт и обслуживание оборудования |
9.6 |
10.5 |
18.6 |
|
на текущий ремонт и обслуживание производственной площади |
1.8 |
2.2 |
3.6 |
|
Суммарные затраты |
4333 |
4440 |
4390 |
Таким образом, как видно из таблицы 5.2, себестоимость изготовления годовой программы по всем вариантам примерно одинакова. При применении универсального оборудования (первые два случая) идет выигрыш в расходах на амортизацию оборудования и проигрыш в расходах на заработную плату основных производственных рабочих.
Основные технико-экономические показатели выпуска продукции представлены в таблице 5.3.
Таблица 5.3 Основные технико-экономические показатели
|
№ п/п |
Статьи затрат |
Ед. изм. |
Значение показателя |
||
|
ЗИЛ 40 |
ЗИЛ 80 |
AIDA FT |
|||
|
1 |
Годовой выпуск продукции (готовых фильтров) |
||||
|
в натуральном выражении |
шт. |
300000 |
300000 |
300000 |
|
|
по массе |
т. |
210 |
210 |
210 |
|
|
по себестоимости |
тыс. руб. |
4333 |
4440 |
4390 |
|
|
2 |
Себестоимость 1й тонны деталей |
тыс. руб. |
19.35 |
19.56 |
19.33 |
|
3 |
Себестоимость 1го изделия |
руб. |
13.54 |
13.69 |
13.53 |
|
4 |
Среднесписочное количество рабочих |
чел. |
6+4 |
6+4 |
2+4 |
|
5 |
Величина капитальных вложений |
||||
|
на оборудование |
тыс. руб. |
275 |
412 |
1700 |
|
|
на оснастку |
тыс. руб. |
1200 |
1500 |
1500 |
|
|
на производственную площадь |
тыс. руб. |
38.7 |
53.2 |
56.8 |
|
|
всего |
тыс. руб. |
1514 |
1965 |
3256 |
|
|
6 |
Производительность труда |
||||
|
трудоемкость выпуска годовой программы |
нормо час |
2000 |
2000 |
1250 |
|
|
трудоемкость изготовления 1 изделия |
нормо час |
6.7×10-3 |
6.7×10-3 |
4.2×10-3 |
|
|
выработка на 1 рабочего по себестоимости |
тыс. руб. |
677 |
684 |
2031 |
|
|
выработка на 1 рабочего в натур. выражении |
штук |
50000 |
50000 |
150000 |
5.7 Определение точки безубыточности
Определение точки безубыточности проводим для второго варианта, т.е. для варианта штамповки на универсальных листоштамповочных прессах ЗИЛ 80. Себестоимость изготовления одного фильтра по данному варианту составляет 13.69 рублей за штуку, годовая программа выпуска 300000 тыс. штук.
При расчете себестоимости масляного фильтра не учитывались следующие факторы: во-первых, в номенклатуру штампуемых изделий не входит корпус масляного фильтра, изготовление которого требует глубокой вытяжки и, соответственно, специального оборудования, а также окраски и сборки. С учетом этого, ориентировочная себестоимость изготовления корпуса масляного фильтра составляет 25% от себестоимости всего изделия. Помимо этого, конструкция фильтра требует покупных изделий, цена которых ориентировочно составляет еще 25% от себестоимости всего фильтра.
Таким образом, посчитанная себестоимость изготовления фильтра составляет 50% от его полной себестоимости. Полная себестоимость фильтра в этом случае составит 27.38 руб.
Закладывая коэффициент прибыли в размере 20% от себестоимости изделия, получаем оптовую цену фильтра как:
 руб.
руб.
Эта цена является лишь неким условным показателем, позволяющим рассчитать точку безубыточности. Реальная цена изделия, с учетом всех налогов, будет значительно выше. Учитывая, что розничная цена фильтра нашей ценовой категории составляет 80-100 руб. очевидно, что даже при возрастании оптовой цены до 40-50 рублей товар будет пользоваться спросом.
Определение точки безубыточности можно производить только по рассчитанной себестоимости изготовляемого фильтра, т.е. без учета покупных изделий и изготовления корпуса, поэтому цена изделия определяется относительно рассчитанной себестоимости, а в дальнейших расчетах необходимо оперировать следующими цифрами:
Себестоимость изделия:
 руб.,
руб.,
Оптовая цена изделия:
 руб.
руб.
Постоянные затраты определяются как сумма затрат на освещение, технологическую оснастку, амортизацию (оборудования, производственной площади и оснастки), заработную плату и социальное страхование управленческого персонала, текущие ремонты и обслуживание оборудования и производственных площадей. С учетом всего этого постоянные затраты равны:
 тыс.руб.
тыс.руб.
Переменные издержки содержат затраты на материал, заработную плату и социальное страхование производственных рабочих, энергетические ресурсы производства:
 тыс.руб.
тыс.руб.
Переменные издержки на единицу продукции:
 руб/шт.
руб/шт.
Определим количество деталей, при продаже которых достигается безубыточность:
 тыс.шт.
тыс.шт.
График точки безубыточности приведен на рис. 5.1.
Рис. 5.2. График точки безубыточности.
5.8 Расчет сроков окупаемости капитальных вложений
Срок окупаемости капитальных затрат определяется отношением суммарных капитальных затрат на оборудование, производственную площадь и технологическую оснастку, к прибыли, получаемой от реализации готовой продукции (5.15).
 ;(5.15)
;(5.15)
где
 - срок окупаемости, лет;
- срок окупаемости, лет;
 - суммарные капитальные затраты, тыс.руб.;
- суммарные капитальные затраты, тыс.руб.;
 - прибыль, получаемая от реализации
готовой продукции, составляет 20% от
себестоимости выпускаемой продукции,
тыс.руб.
- прибыль, получаемая от реализации
готовой продукции, составляет 20% от
себестоимости выпускаемой продукции,
тыс.руб.
 лет.
лет.
 лет.
лет.
 лет.
лет.
5.9 Выводы
Смета затрат годового впуска продукции (таблица 6.2) показывает, что себестоимость изготовления детали во всех случаях примерно одинаковая. В первых двух случаях основную статью себестоимости составляет заработная плата основных и вспомогательных рабочих, поскольку штамповка осуществляется с применением исключительно ручного труда, а в последнем случае основную статью себестоимости составляет амортизация оборудования, поскольку штамповка полностью автоматизирована и требуется лишь один оператор пресса, осуществляющий контроль за его работой. В условиях крупного предприятия, безусловно, более выгодным является последний вариант, т.к. заработная плата постоянно растет, а средства автоматизации дешевеют в связи с развитием технического прогресса. Однако мелким и средним предприятиям часто не под силу те капитальные затраты, которые требуются на приобретение современных автоматизированных листоштамповочных комплексов, поэтому начинать бизнес необходимо с универсального листоштамповочного оборудования. Что касается первого и второго варианта, то более предпочтительным является второй, поскольку разница в себестоимости изготовления и начальных капитальных затратах не столь существенная, зато пресса ЗИЛ 80 обладают значительно более широкими возможностями и позволяют изготавливать более широкую номенклатуру деталей. Сроки окупаемости капитальных затрат при использовании универсального оборудования почти в 2 раза меньше, чем сроки окупаемости капитальных затрат с применением многопозиционного пресса-автомата.
6. ОХРАНА ТРУДА НА УЧАСТКЕ
6.1 Типы защитных устройств предотвращающих травмы рук при работе на прессах
Защитные устройства прессов относятся к частным вспомогательным устройствам (ЧВУ), полная классификация которых приведена на рис.6.1.
Рис. 6.1. Классификация частных вспомогательных устройств.
Методы обеспечения безопасных условий работы и требования к защитным устройствам:
-безопасные условия работы в зависимости от характера и вида производства (массовое, крупносерийное, мелкосерийное, штучное) могут быть достигнуты: оснащением прессов устройствами для автоматической или механизированной подачи заготовок в штамп и удаления деталей и отходов за пределы рабочего пространства пресса, устраняющими необходимость ввода рук в опасную зону; работой на малых ходах ползуна, исключающий ввод пальцев между пуансоном и матрицей; оснащением прессов защитными устройствами, исключающими нахождение рук в опасной зоне при опускании ползуна; применением штампов, препятствующих попаданию рук в опасную зону.
-наличие на прессе устройств для автоматической или механизированной подачи заготовок в штамп и удаления отходов и деталей не устраняет необходимости закрытия опасной зоны неподвижным ограждением, исключающим доступ в нее рук.
-механизация и автоматизация подачи заготовок и удаления деталей за пределы опасной зоны - наиболее эффективный путь устранения несчастных случаев и улучшения условий труда. Когда механизировать указанные ручные операции невозможно или нецелесообразно, прессы следует оснащать защитными устройствами, предохраняющими прессовщика от травмирования инструментом, опускающимся с ползуном,
По принципу действия и характеру защиты устройства для защиты рук подразделяются на следующие виды:
-устройства, оставляющие штамповое пространство пресса закрытым в течение всего рабочего цикла ползуна- неподвижные ограждения.
-устройства, оставляющие штамповое пространство пресса открытым в течение всего рабочего цикла: рукоотстранители, двуручное включение, фотоэлектронная защита, блокирующие подставки, устанавливаемые возле пресса.
-устройства, оставляющие штамповое пространство пресса открытым в течение безопасной части рабочего цикла и при нахождении ползуна в верхнем крайнем положении, когда пресс выключен, -подвижные ограждения блокирующего действия и автоматические.
Для обеспечения надежной защиты применяемые устройства должны отвечать следующим требованиям:
-исключать попадание рук под опускающийся ползун или удалять руки из под опускающегося ползуна до наступления опасности их травмирования;
-обеспечить защиту при каждом ходе ползуна путем связи защитного устройства с механизмом включения пресса или непосредственно с ползуном;
-исключать возможность травмирования рабочего самим устройством;
-допускать возможность регулирования при изменении величины хода ползуна и закрытой высоты пресса;
-быть простым в изготовлении и доступным для ремонта и осмотра;
-легко приводиться в действие, не вызывать повышенного шума и других факторов, утомляющих рабочего;
-не мешать работе и обозреваемости рабочего пространства пресса;
-не затруднять наладку, ремонт пресса и установку штампов;
-надежно крепиться к прессу, не содержать быстро выходящие из строя части.
При оборудовании прессов защитными устройствами необходимо учитывать характеристику пресса и его конструкцию, условия работы на нем, а также особенности защитного устройства.
Неподвижные ограждения
Неподвижные ограждения предназначены для устранения попадания рук в опасную зону в течение всей работы пресса. Они изготавливаются из:
-листовой стали;
-прозрачной небьющейся несгораемой пластмассы;
-комбинированными из металла и прозрачной пластмассы;
-в виде решетки из металлических прутков.
Формы и размеры неподвижных ограждений должны устранять возможность попадания рук в опасную зону со всех сторон рабочего пространства пресса, в том числе через верхний край ограждения. Максимальная ширина проемов, предусматриваемых в ограждениях для подачи заготовок в штамп, расстояние между прутьями в решетчатых ограждениях, а также ширина смотровых окон в ограждениях из листового металла должны быть такими, чтобы при необходимом расстоянии от ограждения до подвижных частей штампа рабочий не мог достать пальцами до движущихся частей.
Во избежание утомляемости глаз при движении ползуна прутья решетки рекомендуется располагать вертикально. Толщина их должна обеспечить достаточную прочность решетки.
Неподвижные ограждения следует применять для исключения возможности ввода рук в опасную зону:
-при штамповке из полосы, ленты, листа, отдельных заготовок на провал или с применением устройств для удаления деталей из опасной зоны, устраняющих необходимость ввода рук в опасную зону;
-как защитное устройство, закрывающее опасную зону с задней и боковых сторон при наличии на прессе подвижного ограждения или другого защитного устройства;
-для закрытия опасной зоны пресса или штампа при оборудовании прессов устройствами для автоматической или механизированной подачи заготовок в штамп и удаления деталей и отходов за пределы опасной зоны, а также для ограждения механизма этих устройств, если он предоставляет опасность.
К преимуществам неподвижных ограждений относится простота конструкции и независимость защитного действия от исправности пресса и его характеристики. Однако применение неподвижного ограждения как самостоятельного защитного устройства ограничивается, только отдельными операциями штамповки.
На рисунке 6.2 приведена схема универсального неподвижного ограждения для одностоечных прессов (завод «Электросила»), которое можно регулировать в горизонтальном и вертикальном направлениях. Регулирование решетки по вертикали производится перемещением вертикальных тяг 2 в кронштейнах 1, а по горизонтали - перемещением горизонтальных тяг 4 решетки 5 во втулках 3, приваренных к вертикальным тягам. Положение решетки должно быть отрегулировано таким образом, чтобы нижний пруток решетки отстоял от матрицы штампа на 10 мм, либо верхний край нижнего прутка находился на одном уровне с матрицей. В первом случае заготовка в штамп подается под нижним прутком, во втором через промежуток h между нижним и последующим прутком.
Подвижные ограждения
По принципу действия и характеру защиты подвижные ограждения подразделяются на блокирующие и автоматические. Для обеспечения безопасности при каждом ходе ползуна подвижное ограждение должно быть конструктивно связанно с ползуном или сблокировано с механизмом включения пресса.
Блокирующие ограждения связаны с механизмом включения пресса и предупреждают его включение при не полностью закрытой опасной зоне, в частности, при нахождении в ней рук. Такие ограждения приводятся в действие либо от физической силы прессовщика, либо электрическим, пневматическим или другим приводом.
К достоинствам блокирующих ограждений относится невозможность нахождения рук в опасной зоне с начала хода ползуна и такая блокировка с прессом, при которой снятие или выход ограждения из строя исключает работу пресса. Однако блокирующие ограждения не гарантируют защиты при неисправностях механизма пресса и отсутствии или неисправности предохранителя от повторного хода.
Автоматические ограждения предназначены для закрытия опасной зоны при приближении ползуна к опасной части его хода и удаления рук за пределы опасной зоны. Автоматические ограждения конструктивно связаны с ползуном или кривошипным валом, приводящим ограждение в действие независимо от рабочего.
Для подвижных ограждений применяются тот же материал, что и для неподвижных.
Целесообразно, чтобы включение пресса, оснащенного блокирующим ограждением, осуществлялось автоматически после того, как ограждение полностью закроет рабочее пространство пресса. Следует помнить, что блокирующие ограждения сами по себе не могут предотвратить возможность травмирования при внезапном ходе ползуна, вызванном различными неисправностями в системе включения пресса.
Защитные устройства, конструктивно связанные с ползуном и приводимые в действие от ползуна при его перемещении лишены недостатка защитных ограждений блокирующего действия.
При правильном конструировании таких ограждений в соответствии с особенностями пресса руки, находящиеся в опасной зоне при опускании ползуна, принудительно выводятся из опасной зоны прежде, чем наступит их опасность травмирования инструментом, опускающимся вместе с ползуном.
На рисунке 6.3 приведено защитное ограждение для открытых прессов с ходом ползуна 150- 300 мм и числом ходов 20- 75 в минуту. К кронштейнам 1, закрепленным на ползуне пресса с помощью пальцев 3 с чекой присоединены тяги 2. Для регулирования положения тяг на кронштейнах имеются отверстия, защитная решетка 4 в верхнем положении ползуна находится под ползуном почти в горизонтальном положении. При опускании ползуна тяги поворачивают относительно оси 5 рычаг с решеткой и решетка закрывает опасную зону. Полный угол поворота решетки выбран с таким расчетом, чтобы после ее совмещения с плоскостью рамки 6,она повернулась бы еще на некоторый угол. Рамка подвешена шарнирно на кронштейнах 7, закрепленных на станине пресса состоит из двух частей, соединенных между собой муфтой, имеющей на торцах зубчатую насечку для регулирования положения валика рамки относительно штампа. На валик рамки и нижний пруток защитной решетки надеты кольца из губчатой резины.
Если руки рабочего при опускании ползуна пресса находятся в опасной зоне, то они зажимаются между валиком защитной решетки и валиком рамки и принудительно перемещаются из опасной зоны на 250- 280 мм. Следует отметить, что связь защитного ограждения с ползуном, а не с кривошипным валом дает возможность защиты рук штамповщика даже при обрыве шатуна.
6.2 Анализ вредных и опасных факторов листоштамповочных цехов
В цехе холодной листовой штамповки могут возникать следующие опасные и вредные факторы для здоровья людей:
- производственный шум и вибрация;
- опасность поражения электрическим током;
- загрязнения техническими жидкостями;
- опасность возникновения пожара;
- недостаточная освещенность;
- возможность травматизма;
- неблагоприятный климат.
Прессовые цеха относятся к тому типу производства, где уровни шума довольно высоки. В листоштамповочном производстве основными источниками шума прессов и механизмов являются зубчатые передачи, подшипники, соударяющиеся металлорежущие предметы и т.д. Так же шумовые эффекты на участке создает сам процесс резания металла, т.е. вклинивание режущих кромок штампа в металл.
Шум оказывает вредное влияние на весь организм и в первую очередь на центральную нервную систему, сердечно-сосудистую систему и органы слуха человека. Длительное его воздействие может привести к ухудшению слуха, а в отдельных случаях и к глухоте.
Шум на производстве неблагоприятно воздействуют на работающего: ослабляет внимание человека, увеличивает расход энергии при одинаковой нагрузке, замедляет скорость психических реакций, снижает производительность труда.
Защита рабочих от шума может осуществляться как коллективными средствами и методами, так и индивидуальными средствами. Борьба с шумом в производственном помещении направлена на его снижение до нормативного уровня.
Снижение шума в помещении на рабочем месте ведется по 3-м направлениям; уменьшение шума в источнике; использование средств звукоизоляции; использование средств индивидуальной защиты.
В первую очередь надо использовать коллективные средства, снижающие шум на пути его распространения от источника до защищаемого объекта. Наиболее эффективны мероприятия, ведущие к снижению шума в источнике его возникновения. Для этого рабочее пространство пресса закрывается специальным кожухом. Пол цеха холодной листовой штамповки имеет звукопоглощающее покрытие, уменьшающее его звукопроводность. На клапанах пневмосистемы, производящей сброс сжатого воздуха, установлены глушители. Воздуховоды вентиляционных систем звукоизолированы. Для снижения вибрации, возникающей при работе, пресс устанавливается на фундамент с вибродемпфирующими прокладками. В приводах вспомогательных устройств также предусмотрены виброгасящие элементы. Документом, нормирующим параметры шума на рабочих местах, является ГОСТ 12.1.003-83, а параметры вибрации - ГОСТ 12.1.012-78.
Загрязнения техническими жидкостями (смазка и т.д.) в предлагаемом технологическом процессе холодной листовой штамповки, сведено к минимуму. В предлагаемом к применению относительно современном прессе, система смазки организованна так, что масло не попадает в окружающую среду. Отработанное масло легко заменяется на новое, без каких-либо выбросов. Смазка заготовок перед штамповкой осуществляется в рабочей зоне пресса автоматически и в минимально необходимой мере. Готовые детали укладываются в специальную тару, не допуская таким образом загрязнения смазкой рабочего места и, соответственно, цеха в целом.
Необходимая освещенность рабочих мест обеспечивается естественным и искусственным освещением. Освещение организовано в соответствии со СНиП 11-4-79 и периодически проверяется сотрудниками заводской лаборатории. Проводится плановая очистка и замена светильников и стекол.
Микроклимат в листоштамповочном цехе, то есть допустимую температуру, относительную влажность, скорость движения воздуха и его чистоту обеспечивает система отопления и система вентиляции. Основным, нормирующим микроклимат документом, является ГОСТ 12.1.005-76 «ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования». Для работы средней тяжести, которой и представлен данный технологический процесс, допустимые параметры воздушной среды в рабочей зоне производственного цеха (участка, линии и т.д.) представлены в таблице 6.1.
Таблица 6.1. Оптимальные нормы микроклимата
|
Период года |
Температура, 0С |
Относительная влажность, % |
Скорость движения (воздуха не более), м/с |
|
Холодный и переходный |
18-20 |
60-40 |
0,2 |
|
Теплый |
21-23 |
60-40 |
0,3 |
На проектируемом участке холодной листовой штамповки установлено несколько потребителей электроэнергии. Электрооборудование этих потребителей, с целью недопущения поражения человека электрическим током, должно соответствовать "Правилам установки электроустановок", действующим ГОСТам, а его эксплуатация "правилам технической эксплуатации электроустановок потребителей ". Кроме этого, необходимо выполнять указания по эксплуатации соответствующих установок, имеющихся в инструкциях заводов-изготовителей. Подсоединение и отсоединение от электрической цепи, а также наблюдение за состоянием электроустановок в процессе их эксплуатации должно проводиться электротехническим персоналом цеха. Включение оборудования в сеть должно производиться только при заземлении корпуса. Изоляция всех проводов должна быть защищена от механических повреждений. Для быстрой остановки всех механизмов, на пульте управления необходимо предусмотреть соответствующие кнопки управления в легко доступном месте.
6.3 Расчет уровня шума на участке
В прессовых цехах шум создается за счет работы электродвигателей, выброса в атмосферу сжатого воздуха из пневмосистем муфт и тормозов, а также из-за наличия зазоров в исполнительных механизмах прессов, что приводит к характерному металлическому стуку в момент соударения рабочих частей штампа.
Для устранения шума от зазоров необходимо выбрать зазоры в исполнительном механизме к моменту начала деформации заготовки. Для этого, во всех прессах устанавливаются уравновешиватели ползуна, которые к тому же играют еще одну существенную роль в обеспечении безопасности труда: удерживают ползун пресса в крайнем верхнем положении и не дают ему упасть при любом возможном отказе (отказе системы управления и размыкании тормоза, поломке шатуна и т.д.).
Для устранения шума от выпуска сжатого воздуха на большинстве современных прессов устанавливается глушитель клапаны распределителя.
Таким образом, основным источником шума в кузнечно-прессовых цехах остается гул электродвигателей.
Для оценки соответствия шума предельно допустимым нормам необходимо провести расчет уровня звукового давления на рабочем месте. Для этой цели используем выражение (6.1):
 (6.1)
(6.1)
где:
 - уровень звукового давления на рабочем
месте;
- уровень звукового давления на рабочем
месте;
- уровень звуковой мощности одного
источника, дБ;
- площадь, занимаемая оборудованием,
м2;
 - приведенный к единице площади коэффициент
звукопоглащения.
- приведенный к единице площади коэффициент
звукопоглащения.
Уровень звуковой мощности одного источника определяется зависимостью (6.2):
 (6.2)
(6.2)
где:
 - излучаемая звуковая мощность, кВт.
- излучаемая звуковая мощность, кВт.
Звуковая мощность прессов составляет 0.001% от номинальной установочной мощности электродвигателя. Общая установленная мощность электродвигателей на участке, включая подъемно-траспортное оборудование и станочное оборудование, равняется 240 кВт. Площадь участка составляет 620 м2. Приведенный к единице коэффициент звукопоглощения равен 0.3. В этом случае:
 дБ,
дБ,
 дБ
дБ
6.4 Нормативы уровня шума
Интенсивный шум приводит к профессиональным заболеваниям органов слуха. Наиболее неблагоприятным для органов слуха является высокочастотный шум (1000 - 4000Гц). Шум, особенно прерывистый, импульсивный, ухудшает точность выполнения операций, затрудняет мышление человека.
Нормирование шума ведется в двух направлениях: гигиеническое нормирование и нормирование шумовых характеристик машин ГОСТ 8.055-73 . Действующие нормы шума на рабочих местах регламентируются ГОСТ 12.1.003-83 “ССБТ. Шум. Общие требования безопасности”. Для постоянных шумов нормирование ведется по предельному спектру шума.
Предельным спектром шума – называется совокупность нормативных уровней звукового давления в восьми октавных полосах частот: 63; 155; 250; 500; 1000; 2000; 4000; 8000 Гц.
Для ориентировочной оценки ГОСТ допускает за характеристику постоянного шума на рабочем месте принимать уровень звука в дБА, измеряемый по шкале “А” шумометра и определяемый по формуле (6.3):
 (6.3)
(6.3)
где:
 - среднеквадратическое звуковое давление
с учетом коррекции шумометра, Па;
- среднеквадратическое звуковое давление
с учетом коррекции шумометра, Па;
 - среднеквадратическое звуковое давление.
- среднеквадратическое звуковое давление.
В производстве часто
шум имеет не постоянный характер. Здесь
наиболее удобно пользоваться средней
величиной, называемой эквивалентным
уровнем (по энергии) звука
 и характеризующей среднее значение
энергии звука в дБА (см. таблицу 6.2).
и характеризующей среднее значение
энергии звука в дБА (см. таблицу 6.2).
Таблица 6.2. Допустимые уровни звукового давления (дБ) и уровня звука (дБА) на постоянных рабочих местах
|
Вид помещения |
Среднегеометрические значения частот основных полос |
Уровни звука и эквивалент уровня звука, дБА |
|||||||
|
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
||
|
Уровни звукового давления |
|||||||||
|
КБ, лаборатории, медпункты. |
71 |
61 |
54 |
49 |
45 |
42 |
40 |
38 |
50 |
|
Управления (рабочие комнаты) |
79 |
70 |
68 |
58 |
55 |
52 |
50 |
49 |
60 |
|
Помещения и участки точной сборки |
94 |
87 |
82 |
78 |
75 |
73 |
71 |
70 |
80 |
|
Постоянные рабочие места и рабочие зоны на территории предприятия |
99 |
92 |
86 |
83 |
80 |
78 |
76 |
74 |
85 |
Следует заметить, что нормы устанавливают предельные значения параметров шума в различных производственных помещениях в зависимости от характера труда в них, а не от видов оборудования.
Зоны с уровнем звука выше 85 дБ следует обозначать знаками безопасности. Работающих в этой зоне людей администрация обязана снабжать средствами индивидуальной защиты.
В зонах с октавными уровнями звукового давления свыше 135 дБ в любой октавной полосе даже кратковременное пребывание работающих запрещается.
“Шумным“ технологическим оборудованием считается оборудование, на рабочих местах которого уровни шума превышают допустимые по действующим нормам на 10 дБ.
6.5 Разработка мероприятий по снижению шума
Защита от шума может осуществляться коллективными и индивидуальными средствами. На рис. 6.4 представлена общая классификация методов и средств коллективной защиты от шума в зависимости от способа реализации. Уменьшение шума в источнике, т.е. выбор средств снижения шума в источнике его возникновения, зависит от происхождения шума. В данном случае для снижения шума от подшипников и зубчатых передач, пригодны такие мероприятия как:
повышение точности обработки и сборки зубчатых передач;
размещение зубчатых зацеплений в масляных ваннах;
применение принудительной смазки в сочленениях;
применение прокладочных материалов и упругих вставок в соединениях для уменьшения колебаний;
уменьшение интенсивности вибраций поверхностей, создающих шум, путем повышения жесткости их крепления;
применение в подшипниках смазок и присадок.
Вместе с тем одним из наиболее эффективных методов снижения шума является использование звукоизоляции. С помощью звукоизолирующих преград легко снизить уровень шума на 30...40 дБ. Метод основан на отражении звуковой волны, падающей на ограждение, поскольку большая часть падающей на ограждение звуковой энергии отражается, и лишь ее небольшая доля (около 1/100 и менее) проникает через ограждение (рис.6.5). Т.о. можно сказать, что звуковая энергия проникает за преграду только за счет колебаний самой преграды. Следовательно, чем тяжелее, массивнее преграда, тем труднее привести ее в состояние колебаний и тем она эффективнее изолирует от проникновения звука. Поскольку сопротивление преграды определяется ее инертностью, то звуковые колебания высокой частоты изолируются лучше, чем колебания низкой частоты, поэтому необходимо учитывать характер шума источника. В дипломном проекте предлагается оградить все имеющиеся в цеху электродвигатели защитными кожухами, в этом случае уровень шума в цеху можно рассчитать по формуле (6.4):
 ,(6.4)
,(6.4)
где:
 дБ
- уровень звукового давления в помещении;
дБ
- уровень звукового давления в помещении;
 - площадь перегородки, м2;
- площадь перегородки, м2;
 - расстояние от источника шума, м;
- расстояние от источника шума, м;
- постоянная помещения.
 - коэффициент звукопоглощения для
однородной перегородки, где
- коэффициент звукопоглощения для
однородной перегородки, где
 - масса 1 м2 ограждения, кг;
- масса 1 м2 ограждения, кг;
 - частота звуковых колебаний, Гц;
- частота звуковых колебаний, Гц;
Расчет проводим для наиболее опасной частоты 8000Гц.
 дБ,
дБ,
 дБ
дБ
Таким образом, в результате установки звукоизоляционных кожухов, уровень шума на участке снижается до 88 дБ, и спроектированный участок полностью отвечает санитарным нормам по уровню шума. Поскольку наибольший эффект в борьбе с шумом достигается при комплексных мерах защиты, то рекомендуется, по возможности, использовать все доступные меры для снижения шума в помещении.
Рис. 6.4. Средства коллективной защиты от шума.
Рис. 6.5. Схема отражения звуковой волны от преграды.
Несмотря на соответствие уровня шума, после проведенных мероприятий, допустимым нормам, целесообразно покрывать стены здания пористой штукатуркой, у которой коэффициент звукопоглощения находится в пределах 0.20.8.
При таком коэффициенте степень поглощения шума будет определятся по формуле (6.5):
 ,(6.5)
,(6.5)
где:
 - коэффициенты звукопоглощения до и
после обработки.
- коэффициенты звукопоглощения до и
после обработки.
 дБ.
дБ.
В данном случае, применение этого метода не вызвано необходимостью, однако дополнительное снижение уровня шума не является лишнем.
Целесообразно также применение средств индивидуальной защиты органов слуха работающих. Средства индивидуальной защиты органов слуха работающих установлены ГОСТ 12.4.011–75. Это противошумовые шлемы, наушники, заглушки, вкладыши. Они эффективно защищают организм от раздражающего действия шума, предупреждая возникновение различных функциональных нарушений и расстройств, если правильно подобраны и систематически используются. Однако, они должны использоваться только в качестве дополнительных средств защиты.
Вкладыши – наиболее простое, дешевое и удобное защитное средство. Они вставляются в слуховой канал. Вкладыши могут быть жесткими, изготовленными в виде конуса из резины, пластмассы, и мягкими. Мягкие вкладыши изготавливают из хлопчатобумажной ваты и других материалов. Вкладыши не мешают носить головной убор и очки. К недостаткам их надо отнести возможность раздражения слухового канала, особенно при повышенной температуре воздуха.
Наушники плотно облегают ушную раковину и удерживаются дугообразной пружиной, тесьмой или шлемом. Они удобны, имеют небольшую массу, активно ослабляют шум, особенно высокочастотной части спектра, который наиболее неблагоприятно действует на организм.
Шлемафоны. При высоких уровнях шумов, превышающих 120 дБ, вкладыши и наушники всех типов не пригодны, поскольку шум, воздействуя на черепную коробку, проникает непосредственно в мозг. Объясняется это тем, что шум такого уровня вызывает вибрацию костей черепа, которая воздействует на слуховые нервы и оказывает влияние на мозг. В этих случаях используют шлемофон, герметично закрывающий всю околоушную область.
Средства индивидуальной защиты позволяют снизить уровень воспринимаемого звука на 10 - 45 дБ, причем наиболее значительное глушение шума наблюдается в области высоких частот, которые наиболее опасны для человека.
6.6 Обеспечение пожарной безопасности участка
Возможные причины возникновения пожара и их классификация
Для возникновения пожара или взрыва в производственных условиях кроме горючей среды необходим источник энергии - импульс. Большинство импульсов можно схематизировать как показано на рис.6.6.
Р
ис.
6.6. Наиболее распространенные источники
воспламенения.
Пожарная безопасность предусматривает такое состояние объекта, при котором исключалось бы возникновение пожара, а в случае его возникновения предотвращалось бы воздействие на людей опасных факторов пожара, и обеспечивалась защита материальных ценностей.
Пожарная безопасность обеспечивается системами предотвращения пожара и пожарной защиты, включающими комплекс организационных мероприятий и технических средств.
Проектируемый участок холодной листовой штамповки должен отвечать требованиям действующих стандартов, санитарных правил и противопожарных инструкций, а также СН и П.
Причины возникновения пожаров на предприятиях машиностроительного производства весьма разнообразны. В таблице 6.3 приведены типовые причины пожаров. Также весьма распространенными источниками пожаров является курение в недозволенных местах. Поэтому необходимо предусмотреть места для курения.
Таблица 6.3. Типовые причины пожаров.
|
№ |
Наименование причины пожара |
Частота случаев в % |
|
1 |
Нарушение технологического режима |
33 |
|
2 |
Неисправность электрооборудования |
16 |
|
3 |
Плохая подготовка оборудования к ремонту |
13 |
|
4 |
Самовозгорание материалов |
10 |
|
5 |
Несоблюдение графиков ремонта и планового обслуживания |
8 |
|
6 |
Неисправность запорной аппаратуры, отсутствие заглушек на ремонтируемых трубопроводах |
6 |
|
7 |
Искры при электро и газосварочных работах |
4 |
|
8 |
Конструктивные недостатки оборудования |
7 |
|
9 |
Ремонт оборудования на ходу |
2 |
|
10 |
Реконструкция установок с отклонением от технологических схем |
1 |
Определение категории пожароопасности и взрывоопасности.
Большое значение при осуществлении мер пожаро- и взрывобезопасности имеет оценка пожарной опасности производств. В соответствии со строительными нормами и правилами (СНиП ІІ-90–81) производственные здания и склады по взрывоопасной, взрывопожарной и пожарной опасности подразделяются не шесть категорий (таблица 6.4).
Таблица 6.4. Классификация помещений по взрыво- и пожароопасности.
|
Категории производств |
Признаки категории |
|
А (взрыво- пожаробезопасные) |
Производства с применением веществ, взрывающихся при взаимодействии с водой, кислородом воздуха или друг с другом. |
|
Б (взрыво- пожаробезопасные) |
Производства с использованием горючих газов, жидкостей с температурой вспышки паров от 28 до 61 °С. |
|
В (пожароопасные) |
Производства с применением жидкостей с температурой вспышки > 61°С. Веществ, горящих при взаимодействии между собой. |
|
Г (пожароопасные) |
Производства, имеющие несгораемые вещества и материалы в горячем, раскаленном или расплавленном состоянии. |
|
Д (очень пожароопасные) |
Производства с не пожароопасными технологическими процессами, где имеются несгораемые вещества и материалы в холодном состоянии. |
|
Е (взрывоопасные) |
Производства, где имеются горючие газы без жидкой фазы и взрывоопасные пыли. |
По категории производства, согласно СНиП 11- 90- 81, участок (цех) холодной листовой штамповки можно отнести к категории "В". Это производство характеризуется наличием: жидкостей с температурой вспышки паров выше + 61 0С; горючие пыли или волокна, нижний предел взрываемости которых более 65 г/м3 к объему воздуха; вещества, способные только гореть при взаимодействии с водой, кислородом воздуха или друг с другом; твердые сгораемые вещества и материалы.
Определение категории огнестойкости здания.
Огнестойкость - способность строительных конструктивных элементов здания выполнять несущие и ограждающие функции в условиях пожара в течение определенного времени. Пределы огнестойкости конструкций объекта должны быть, такими, чтобы конструкции сохраняли несущие и ограждающие функции течение всей продолжительности эвакуации людей или пребывания их в местах коллективной защиты.
Все здания и сооружения по огнестойкости делятся на пять степеней, пределы огнестойкости приведены в таблице 6.5. Данное деление на степени введено СНиП II- А.5-70.
Степень огнестойкости листоштамповочного цеха - I.
При степени огнестойкости зданияI, минимальные пределы огнестойкости основных строительных конструкции, следующие:
- несущие стены, колонны, лестничные пролеты - 2,5 часа;
- наружные стены у навесных панелей - 0,5 часа;
- внутренние стены - 0,5 часа;
- междуэтажные перекрытия - 1 час.
Таблица 6.5. Пределы огнестойкости конструкций.
|
Степени огнестойкости |
Основные строительные конструкции |
|||||
|
Несущие стены, стены лестничных клеток, колонны |
Наружные стены из навесных панелей |
Плиты, настилы и др. несущие конструкции междуэтажных перекрытий |
Плиты, настилы и др. несущие конструкции покрытий |
Внутренние несущие стены и перегородки |
Противопожарные стены |
|
|
I |
Не сгораемые (2,5) |
Не сгораемые (0,5) |
Не сгораемые (1,0) |
Не сгораемые (0,5) |
Не сгораемые (0,5) |
Не сгораемые (2,5) |
|
II |
Не сгораемые (2,0) |
Не сгораемые (0,25) |
Не сгораемые (0,75) |
Несгораемые (0,25) |
Трудно-сгораемые (0,5) |
Не сгораемые (2,5) |
|
III |
Не сгораемые (2,0) |
Не сгораемые (0,25) |
Не сгораемые (0,75) |
Сгораемые |
Трудно-сгораемые (0,25) |
Не сгораемые (2,5) |
|
IV |
Трудно-сгораемые (0,5) |
Трудно-сгораемые (0,25) |
Трудно-сгораемые (0,25) |
Сгораемые |
Трудно-сгораемые (0,25) |
Не сгораемые (2,5) |
|
V |
Сгораемые |
Сгораемые |
Сгораемые |
Сгораемые |
Сгораемые |
Не сгораемые (2,5) |
Средства пожаротушения.
В целях пресечения распространения огня, важной является быстрая ликвидация очагов возгорания силами рабочих участка. Для этого используются подручные противопожарные средства: огнетушители, пожарные помпы, песок и д.р. В целях успешного тушения возможного пожара, на проектируемой автоматической линии предусмотрено выполнение следующих мероприятий:
установка пожарной сигнализации и связи;
противодымная защита;
пожарное водоснабжение;
установка пожарного щита.
Для обнаружения и оповещения о месте возникновения пожара, на участке должна быть предусмотрена установка пожарной сигнализации. Она включает в себя датчики - извещатели типа АДИ-1, линию связи и приемную станцию - коммутатор ТОЛ-40.
Извещатели имеют чувствительный элемент, который срабатывает от попадания продуктов сгорания, рассеянных в воздухе. Время срабатывания до 5 секунд. Контролируемая площадь до 10 м2.
Для полной ликвидации возможного пожара, в начальной стадии или для его локализации, до прибытия пожарных подразделений, на участке предусмотрена спринклерная установка пожаротушения распыленной водой. Она представляет собой сеть водопроводных труб, смонтированных в верхней части перекрытия. В трубах постоянно находится вода под давлением и вмонтированы оросительные головки (спринклеры). Число спринклеров выбирается из расчета орошения одним спринклером 12 м2 площади пола. При обычных температурах воздуха в помещении отверстие в спринклерной головке, через которое выходит вода, закрыто легкоплавким замком. При повышении температуры этот замок плавится и выбрасывается, вода поступает в головку, ударяется о розетку и разбрызгивается. Температура плавления припоя замка составляет около 72. Существуют замки с другими температурами плавления припоя (93, 141, 182С). Спринклерная система обеспечивает подачу воды непосредственно в очаг пожара. Как только при пожаре вскрывается хотя бы один спринклер, специальный контрольный сигнальный клапан подает сигнал тревоги.
Помимо общей системы пожаротушения, необходимо иметь на участке и первичные средства пожаротушения, к которым относятся огнетушители, лунки с песком, ломы, лопаты и т.п.
Классификация огнетушителей приведена на рис. 6.6.
Рис 6.6. Классификация огнетушителей
В производственных условиях наиболее часто применяют следующие виды огнетушителей.
Воздушно-пенные огнетушители марок ОВП-5, ОВП-10, ОВП-100, ОВПУ-250.Зарядом в них является 6% водный раствор пенообразователя ПО-1. Давление в корпусе создается сжатым диоксидом углерода, находящемся в специальных баллонах, расположенных внутри (или снаружи) огнетушителя. Воздушно-механическая пена образуется в раструбе, где раствор, выходящий из корпуса, перемешивается с воздухом. Углекислотные огнетушители выпускают трех типов:ОУ-2А, ОУ-5, ОУ-8. Их применяют для тушения электроустановок под напряжением. СО2 в огнетушителе находится под давлением 6-8МПа. Для приведения в действие огнетушителя его раструб направляют на очаг горения и нажимают курок затвора, Время действия огнетушителя 25-40 секунд, длина струи 1,5-3 метров.
Углекислотные - бромэтиловые огнетушители ОУБ-3, ОУБ-7 применяют для тушения твердых и жидких материалов, а также электрооборудования радиоэлектронной аппаратуры, содержат заряд, состоящий из 97% бромистого этила, 3% сжиженного диоксида углерода и сжатого воздуха, вводимого в огнетушители для создания рабочего давления 0,9 МПа. Время действия огнетушителя 25-40 секунд, длина струи 5-6 метров
Порошковые огнетушители предназначены для тушения небольших очагов загорания щелочных, щелочно-земельных металлов, кремний органических соединений. Их выпускают трех типов: ОПС-6, ОПС-10, ОППС-100. Для создания в корпусе и выталкивания порошка служит сжатый газ (азот, диоксид углерода, воздух), находящийся в специальном баллончике под давлением 15 МПа.
Автоматические пожарные извещатели.
Автоматические пожарные извещатели (АПИ) включаются при изменении параметров окружающей среды в момент возникновения пожара по его внешним признакам (повышение температуры, появление дыма, открытого огня и т.д.).
В зависимости от фактора, вызывающего срабатывание датчика, извещатели подразделяются на тепловые, дымовые, световые и комбинированные. Наиболее широко применяются тепловые автоматические извещатели, из- за своей дешевизны, схема их соединения представлена на листе 12 графической части дипломного проекта.
Обеспечение безопасной эвакуации людей
Для того, чтобы предотвратить воздействие на людей опасных факторов пожара, необходимо обеспечить возможность быстро покинуть здание.
В начальной стадии развития пожара опасность для человека создают высокие температуры, снижение концентрации кислорода и появление токсичных веществ в воздухе помещения, а также плохая видимость вследствие задымленности. Время от начала пожара до возникновения опасной для человека ситуации- критическая продолжительность пожара. На основе данных о критической продолжительности пожара с учетом коэффициента безопасности СНиП II- 2- 80 устанавливают необходимое время эвакуации людей из помещений зданий различного назначения.
Необходимое время эвакуации людей из помещений производственных зданий в зависимости от категории производства по пожарной опасности и объема помещения приведено в таблице 6.6.
Таблица 6.6. Необходимое время эвакуации людей.
|
Категория производства |
Необходимое время эвакуации t>нб>, мин, при объеме помещения, тыс. м3 |
||||
|
До 15 |
30 |
40 |
50 |
60 и более |
|
|
А, Б, Е |
0,50 |
0,75 |
1,00 |
1,50 |
1,75 |
|
В |
1,25 |
2,00 |
2,00 |
2,50 |
3,00 |
|
Г,Д |
Не ограничивается |
6.7 Выводы
В дипломном проекте проведен обзор защитных приспособлений, исключающих травмы рук при работе на прессах. Выявлено, что наиболее безопасными являются автоматические ограждения, предназначенные для закрытия опасной зоны при приближении ползуна к опасной части его хода и удаления рук за пределы опасной зоны. Для выбранных прессов ЗИЛ 80 предлагается использовать конструкцию рукоотводчика, показанную на листе 11 графической части дипломного проекта.
Помимо разработки конструкции ограждающего устройства, в проекте рассмотрены основные опасные и вредные факторы, возникающие в листоштамповочных цехах. Одним из таких факторов является уровень шума. Проведенные расчеты показывают, что уровень шума на участке без применения специальных звукоизоляционных кожухов, не соответствует нормативам.
Еще одним опасным фактором на производстве является пожар, возможные причины возникновения которого показаны в таблице 6.3. Для обеспечения мер пожарной безопасности на участке предусмотрено размещение электрической пожарной сигнализации и индивидуальных средств пожаротушения (см. лист 12 графической части дипломного проекта).
ЗАКЛЮЧЕНИЕ
В дипломном проекте проведен анализ конструкции масляного фильтра автомобилей семейства ВАЗ и входящих в него деталей, который позволил выявить несколько групп деталей, которые могут быть объединены по технологическим признакам (массе, габаритным размерам, толщине материала и т.д.). Разработан технологический процесс изготовления детали-представителя наиболее многочисленной номенклатурной группы - «Крышки». Технологический процесс осуществляется пооперационной штамповкой за 5 переходов в штампах простого и совмещенного действия. Максимальное технологическое усилие составило 0.3МН, однако в качестве основного оборудования выбраны пресса заведомо большего усилия ЗИЛ 80, номинальным технологическим усилием 0.8МН. Выбор прессов заведомо завышенного усилия объясняется тем, что в условиях малого предприятия желательно иметь как можно более универсальное оборудование, которое позволяет изготавливать более широкую номенклатуру изделий, не смотря на некоторое завышение себестоимости изделия. Для уменьшения массы и габаритных размеров штампов, их верхняя половина крепится не к ползуну пресса, а к промежуточной адаптерной плите, благодаря чему уменьшается закрытая высота штампов. В экономической части проекта проведен сравнительный анализ изготовления детали на 5-ти прессах усилием 0.4МН, 5-ти прессах усилием 0.8МН и одном многопозиционном автомате. Расчеты показали, что себестоимость по всем вариантам примерно одинакова, однако, в первых двух случаях (штамповка на универсальных прессах) основную часть себестоимости составляет заработная плата, а в последнем случае основную часть себестоимости составляют амортизационные отчисления на оборудование. Сроки окупаемости по первым двум вариантам (штамповка на универсальном оборудовании примерно одинаковы), а в последнем варианте почти в два раза выше. Для обеспечения безопасности рабочих проведен анализ существующих устройств по защите штамповщика от попадания в зону штамповки. В качестве защитного устройства выбрано подвижное ограждение, жестко связанное с ползуном и отводящее руки рабочего при ходе ползуна вниз. Помимо этого проведен расчет уровня шума на участке и приняты меры к его снижению, а также на участке предлагается разместить электрическую пожарную сигнализацию и первичные средства пожаротушения. Разработанный участок содержит все необходимое оборудование для изготовления всех деталей масляного фильтра (кроме деталей, которые при анализе номенклатуры отнесли к покупным), а также оборудование для сборки и покраски.
В дальнейшем необходимо разработать технологические процессы изготовления всей номенклатуры изделий, входящих в конструкцию масляного фильтра, а также технологические процессы сборки и окраски. Это позволит более точно оценить себестоимость его изготовления, а также количество и типаж требуемого оборудования.
СПИСОК ЛИТЕРАТУРЫ
1. Романовский В.П. Справочник по холодной штамповке. 6-е изд.,-Л.: Машиностроение. 1979. 520с.
2. Зубцов М.Е. Листовая штамповка. Учебник для вузов 3-е издание., «Машиностроение», Ленинградское отделение, 1980. 432с.
3. Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др.; Кузнечно-штамповочное оборудование, М.: Машиностроение, 1982. 576с.
4. Власов В.И., Борзыкин А.Я., Букин- Батырев И.К. и др. Кривошипные прессы. Под ред. Власова В.И.. М.: Машиностроение, 1982. 424с.
5. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин, 6-е изд., М.: Высшая школа. 2000. 447с.
6. Злотников С. Л., Казакевич П. И., Михайлова В. Л. Техника безопасности и промышленная санитария в кузнечно-прессовых цехах. М.: Машиностроение, 1974, 296с.
7. Мещерин В.Т. Атлас схем. Москва, Машиностроение,1975.
8. Мансуров И.З., Подрабинник И.М. Специальные кузнечно-прессовые машины и автоматизированные комплексы кузнечно-штамповочного производства: Справочник. М.: Машиностроение, 1990. 344с.
9. Гришина Г.П. Методические указания к организационно-экономической части дипломного проекта для студентов специальности 1204 М.: МАСИ 1991.
10. Денисенко Г. Ф. Охрана труда: М.: Высшая школа, 1985.-319с.
11. Злотников С. Л., Казакевич П. И., Михайлова В. Л. Техника безопасности и промышленная санитария в кузнечно-прессовых цехах. М.: Машиностроение, 1974, 296с.
12. Иванов Б.С. Обеспечение пожарной безопасности проектируемого объекта. Методические указания М.:МАСИ 1987.
13. Иванов Б.С. Определение категорий помещений и зданий по взрывопожарной и пожарной опасности. Методические указания М.:МГИУ 1997.
14. Козьяков А.Ф, Морозова Л.Л. Охрана труда в машиностроении: М.: Машиностроение, 1990 265с.
15. Полтев М. К. Охрана труда в машиностроении: Учебник. М.: Высшая школа, 1980.-294 с.