Проектирование технологического процесса механической обработки детали
Федеральное агентство по образованию РФ
ВОСТОЧНО-СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра МТОМ
Расчетно-графическая работа №4.
Проектирование технологического процесса механической обработки детали
Выполнил:
Проверил:
Улан-Удэ
2007
Проектирование механической обработки детали «Фланец», материал детали Сталь 30Л.
Обрабатываемые поверхности и требования к ним:
А – цилиндрическая (3),
 78,
45,
40мм, припуск
78,
45,
40мм, припуск
 =2,5мм
на сторону;
=2,5мм
на сторону;
Б – плоская 80мм, припуск
=2,5мм
на сторону;
В – отверстие (4),
16мм.
Способы обработки поверхностей, необходимый тип станка, инструменты и приспособления:
Поверхность А – точение, станок токарно-винторезный;
Точение поверхности А, резец расточной для глухих отверстий;
Описание станка:
|
Параметры (размеры, мм) |
16Б04А |
|
Наибольший диаметр обрабатываемой поверхности: над станиной над суппортом Наибольший диаметр прутка, походящего через отверстие шпинделя Наибольшая длина обрабатываемой заготовки Шаг нарезаемой резьбы: метрической дюймовой Частота вращения шпинделя об/мин Число скоростей шпинделя Наибольшее перемещение суппорта: продольное поперечное Подача суппорта, мм/об (мм/мин): продольная поперечная Число ступеней подач Скорость быстрого перемещения суппорта, мм/мин: продольного поперечного Мощность электродвигателя, кВт Габаритные размеры: длина ширина высота Масса, кг |
200 115 14 350 0,2 – 28 96 320 – 3200 Б/С – – 0,01 – 0,175 0,005 – 0,09 – – – 1,1 1310 690 1360 1245 |
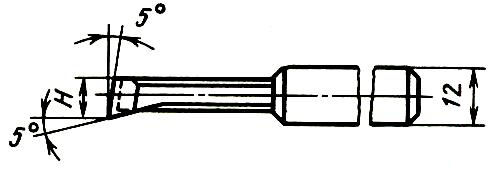
Марка и эскиз резца. Резец расточной для глухих отверстий, Т15К6
Характеристика материала Т15К6
Сплавы группы ТК (Т15К6) применяются для обработки конструкционных сталей. Они обладают высокими износо- и теплостойкостью, но более хрупкие, чем сплавы группы ВК (вольфрамовые однокарбидные)
ТК – титановольфрамовые сплавы, спекаемые из карбида вольфрама, карбида титана и кобальта. Для изготовления режущих инструментов твёрдые сплавы поставляются в виде пластинок определённых формах и размеров. Твердые сплавы в форме пластинок соединяют с крепежной частью пайкой или с помощью специальных высоко температурных клеев. Многогранные твердо сплавные пластины закрепляют прихватами, винтами, клиньями.
При изготовлении режущих инструментов используют минеральную керамику, представляющую собой кристаллический оксид алюминия (Аl>2>О>3>). Широкое распространение получила минеральная керамика марки ЦМ-332. Этот материал так же, как и твердые сплавы, получают спеканием. Технологический процесс изготовления минералокерамики предусматривает при спекании в керамику добавлять 0,5 ... 1 % оксида магния (МgО), который, вступая в реакцию с оксидом алюминия, образует прочное цементирующее вещество. При прессовании керамических пластинок тех же форм и размеров, что и пластинки твердых сплавов, в исходную шихту добавляют пластификатор - 5 %-ный раствор каучука в бензине.
Приспособление - трехкулачковый патрон.
Поверхность Б – фрезерование, станок вертикально-фрезерный
Фрезерование поверхности Б, фреза торцевая
Описание станка:
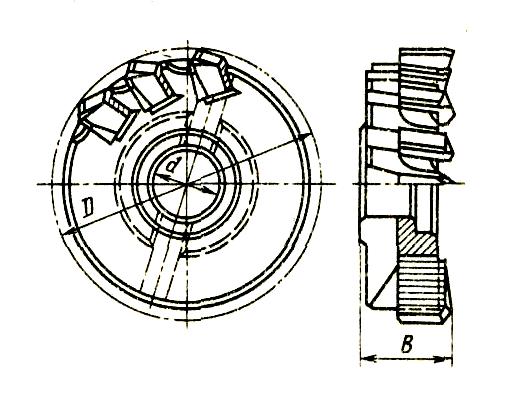
Марка и эскиз фрезы
Фреза торцевая, 160, 60мм, Р6М5
Приспособление – трехкулачковый самоцентрирующийся патрон для фрезерной операции
-
D
B(h16)
d
Число зубьев
160
45
50
16
60
40
27
12
Поверхность В – сверление, станок вертикально-сверлильный
Сверление поверхности А, сверло
Описание станка
|
Параметры (размеры, мм) |
2Н118 |
|
Наибольший условный диаметр сверления в стали Рабочая поверхность стола Наибольшее расстояние от торца шпинделя до рабочей поверхности стола Вылет шпинделя Наибольший ход шпинделя Наибольшее вертикальное перемещение: сверлильной (револьверной) головки Отверстие шпинделя Число скоростей шпинделя Частота вращения, об/мин Число подач шпинделя (револьверной головки) Подача шпинделя (револьверной головки) Мощность электродвигателя привода главного движения, кВт Габаритные размеры: длина ширина высота Масса, кг |
18 320x360 650 200 150 300 2 9 180 – 2800 – Ручная 1,5 820 590 2080 450 |
Марка и эскиз сверла
Сверло,
16мм, Р6М5
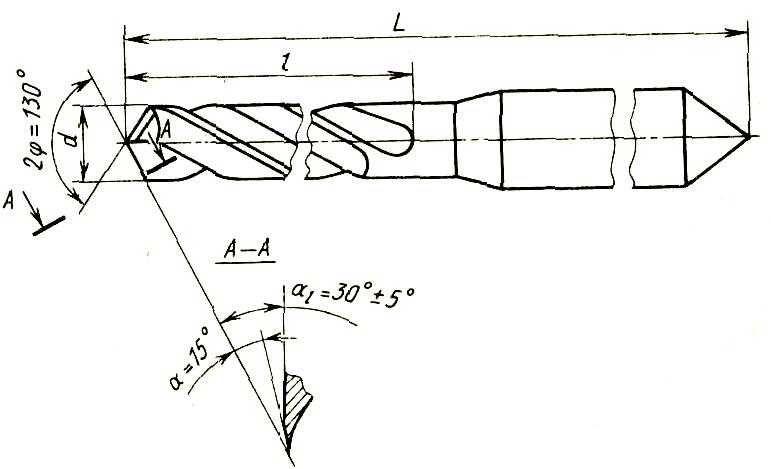
Характеристика материала Р6М5
При добавлении в углеродистую инструментальную сталь большого количества легирующих элементов: вольфрама (В), ванадия (Ф), молибдена (Мо), хрома (X) - образуются быстрорежущие инструментальные стали. Введением в сталь вольфрама, ванадия, молибдена и хрома в значительных количествах и различных сочетаниях получают сложные карбиды, связывающие почти весь углерод, что, в конечном итоге, обеспечивает возрастание теплостойкости быстрорежущей стали.
В отличие от углеродистых и легированных инструментальных сталей быстрорежущие стали обладают более высокими твердостью, прочностью, тепло- и износостойкостью сопротивлением малым пластическим деформациям, хорошей прокаливаемостью.
Благодаря высокой теплостойкости быстрорежущих сталей инструменты, изготовленные из этих сталей, работают со скоростями резания, в 2,5-3 раза более высокими, чем те, которые при равной стойкости допускают углеродистые инструменты. По уровню теплостойкости быстрорежущие стали разделяют на:
- стали нормальной теплостойкости (Р18, Р9, Р12, Р6МЗ и Р6М5);
Высокая стоимость большинства марок ванадиевых, кобальтовых и безуглеродистых сплавов ограничивает их широкое применение для обработки углеродистых и умеренно легированных конструкционных материалов. Их использование целесообразно только при обработке высокопрочных и труднообрабатываемых материалов (жаропрочных сталей и сплавов, высокомарганцовых сталей, титановых сплавов).
Широкое применение быстрорежущей стали при изготовлении самых разных инструментов объясняется ее хорошими режущими и технологическими свойствами. Из быстрорежущих сталей изготовляют фасонные резцы, сверла, развертки, метчики, плашки, винторезные головки, цилиндрические, осевые, концевые, фасонные, резьбовые, червячно-модульные и червячно-шлицевые фрезы, зуборезные долбяки, шевер, протяжки.
|
Марка |
Р6М5 |
|
Классификация |
Сталь инструментальная быстрорежущая |
|
Применение: |
для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей; предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками |
|
Химический состав материала в %. |
||||||||||
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Mo |
W |
V |
Co |
|
0.82 - 0.9 |
до 0.5 |
до 0.5 |
до 0.4 |
до 0.025 |
до 0.03 |
3.8 - 4.4 |
4.8 - 5.3 |
5.5 - 6.5 |
1.7 - 2.1 |
до 0.5 |
|
Температура критических точек материала. |
Ac1 = 815 , Ar1 = 730 |
|
Твердость материала после отжига |
HB = 255 |
Количество станков:
токарно-винторезный (1) – 16Б04А, N=1,1 кВт;
вертикально-фрезерный (1) – 650Ф3, N=4 кВт;
вертикально-сверлильный (1) – 2Н118, N=1,5 кВт.
Технологическая карта обработки детали
|
№ |
Наименование и содержание операций, переходов |
Эскиз операции (схема обработки) |
Станок, модель |
Инструмент и приспособления |
|
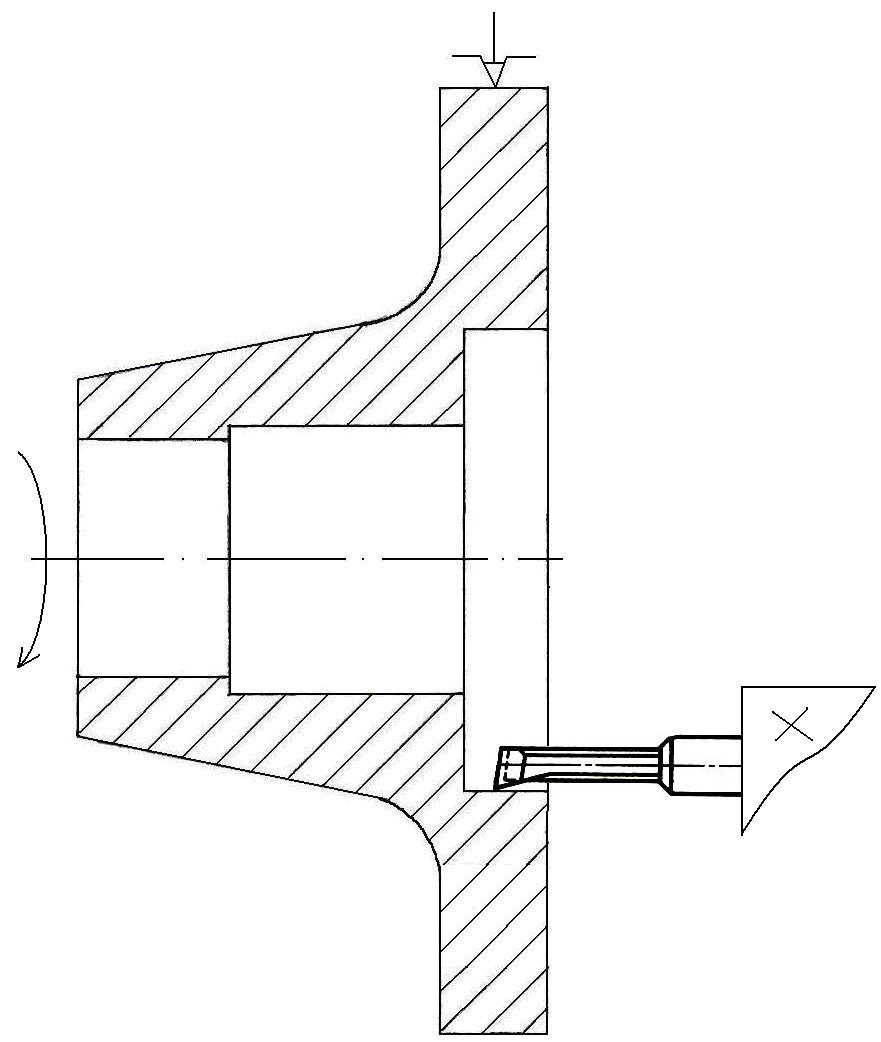
1 |
Токарная |
|||
|
Точение цилиндрических поверхностей
|
|
Токарно-винторезный, 16Б04А |
Трехкулачковый патрон, резец расточной для глухих отверстий, Т15К6 |
|
|
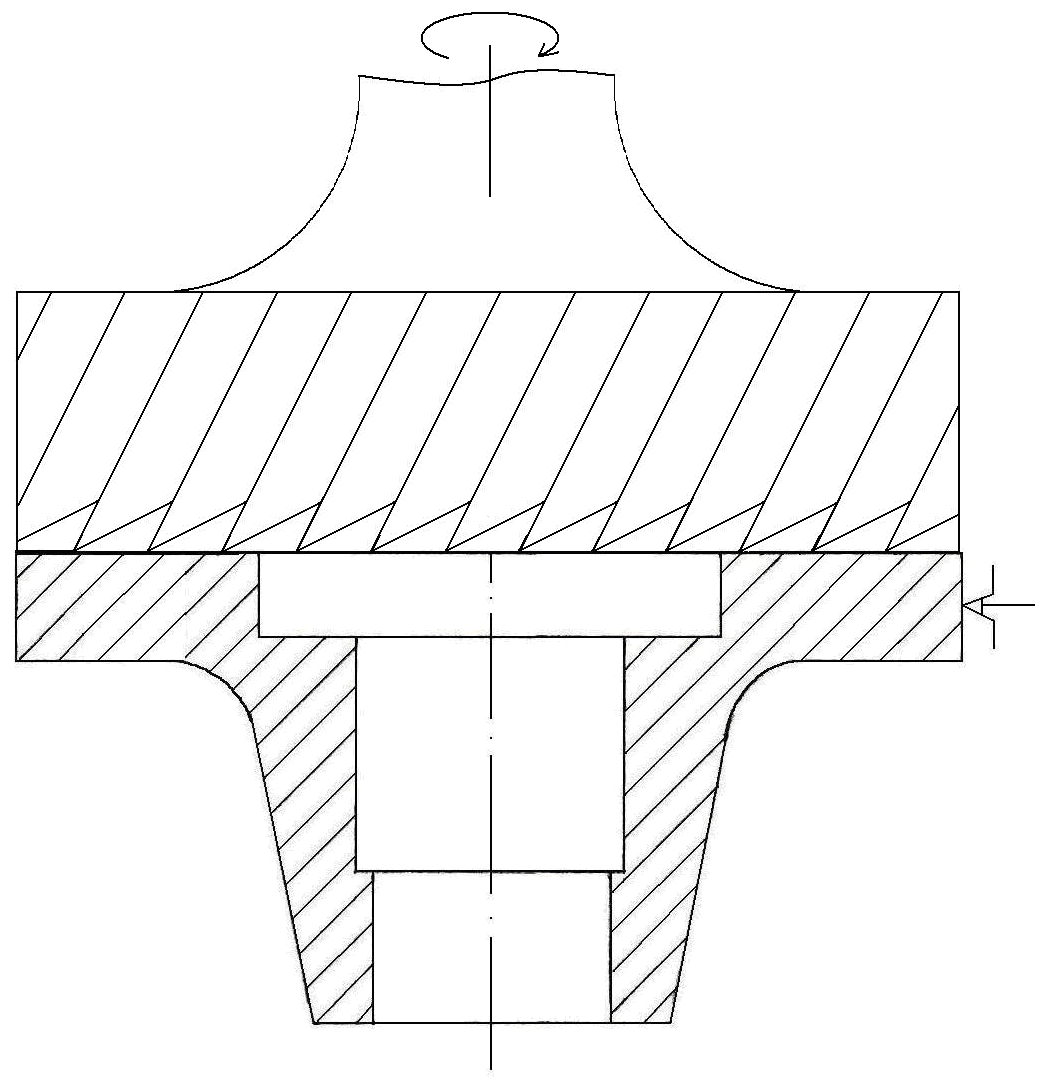
2 |
Фрезерная |
|||
|
Фрезерование плоскости, 160мм |
|
вертикально-фрезерный, 650Ф3 |
трехкулачковый самоцентрирующийся патрон, тисы машинные, фреза торцевая
|
|
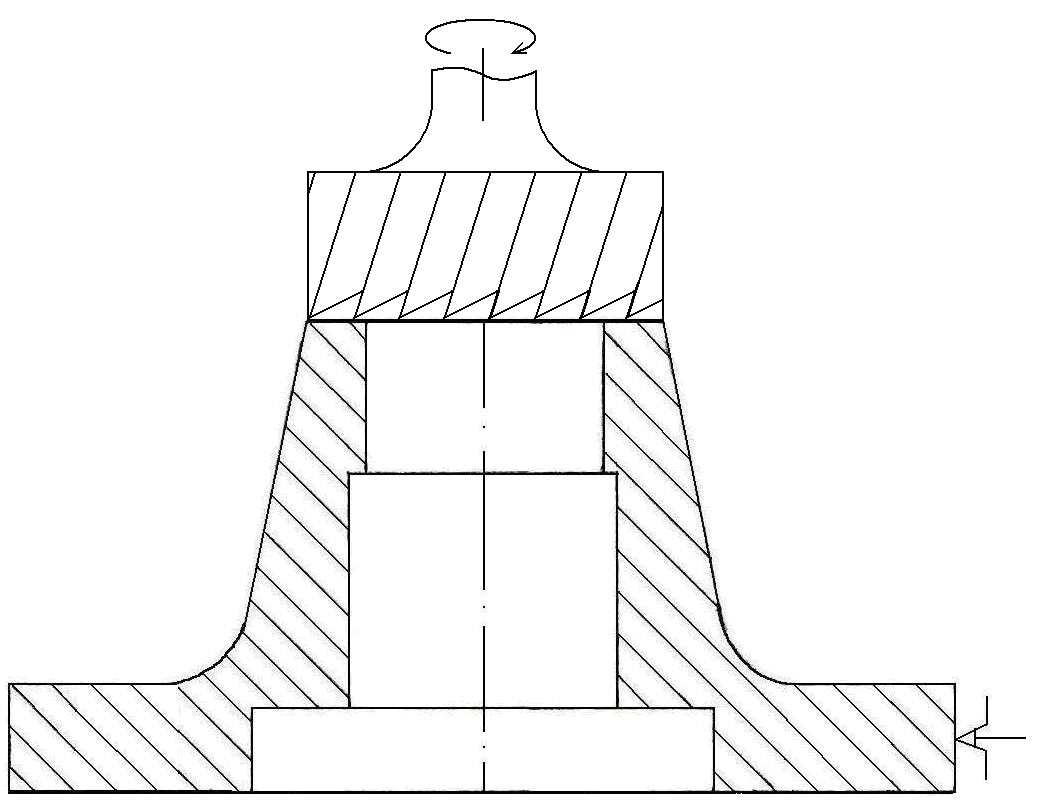
|
Фрезерование плоскости, 60мм |
|
вертикально-фрезерный, 650Ф3 |
трехкулачковый самоцентрирующийся патрон, тисы машинные, фреза торцевая
|
|
|
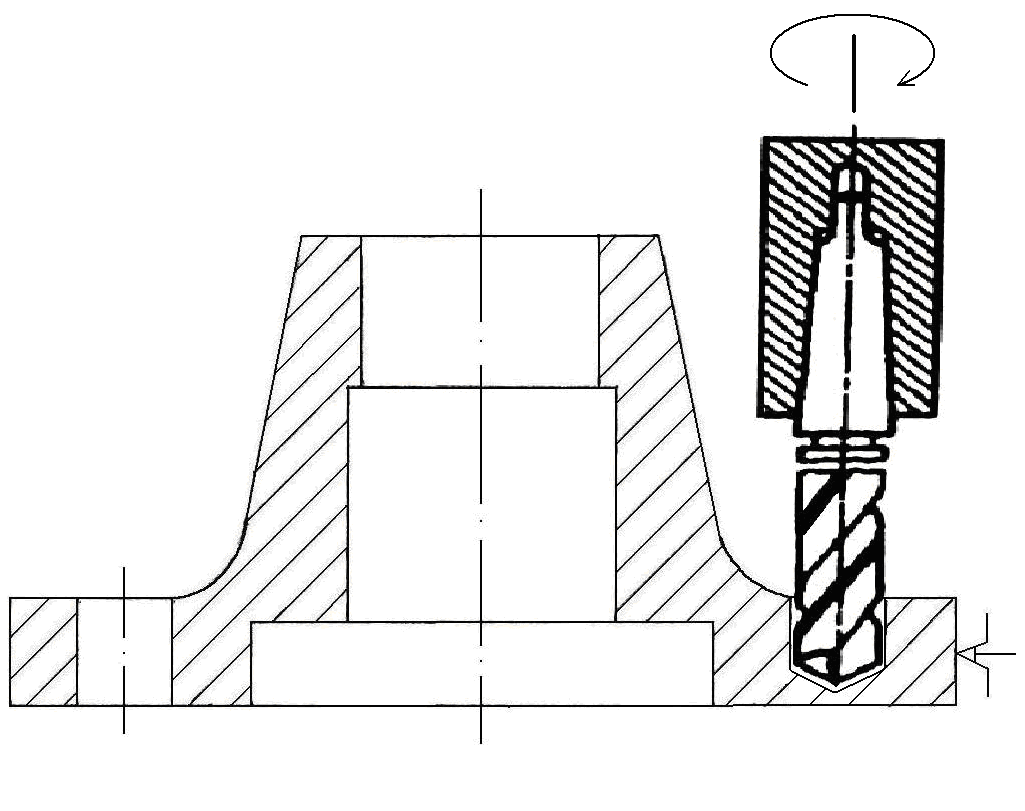
3 |
Сверлильная |
|||
|
Сверление 4-х отверстий,
|
|
вертикально-сверлильный, 2Н118 |
Тисы машинные, сверло
|