Проектирование технологического потока для изготовления блузки женской из поплина
Дипломный проект
Проектирование технологического потока для изготовления блузки женской из поплина
ВВЕДЕНИЕ
Среди отраслей, изготавливающих товары для населения, ведущее место занимает швейная промышленность, которая производит одежду высокого качества и разнообразного ассортимента на предприятиях новых организационных структур: концернах, ассоциациях, акционерных обществах и т.д. В настоящее время потребитель ставит перед производителем одежды жесткие требования: качество, новизна, стильность, удобство, оптимальная цена.
В реализации стоящих перед легкой промышленностью задач по расширению ассортимента, улучшению качества выпускаемых изделий, повышение конкурентоспособности выпускаемой продукции большое место занимает разработка и внедрение автоматизированных технологических процессов, современной технологии и организации производства. Предприятия, выпускающие одежду массового производства, характеризуются высоким уровнем техники, технологии, организации труда и производства. Технология швейного производства становится механизированной, ее эффективность обусловливается применением специальных машин и оборудования. Изменятся организационные формы производства, повышается уровень автоматизации предприятий, особенно при разработке моделей, подготовке производства, раскрое, пошиве и на отделочных операциях.
Повышение требований к качеству может быть осуществлено при решении комплекса вопросов, связанных с совершенствованием процессов моделирования и конструирования на базе применения новых материалов, разнообразной техники, комплексной механизации и автоматизации изготовления деталей, узлов изделия, применением параллельного, параллельно-последовательного методов обработки с учетом использования новых материалов.
Внедрение на современном предприятии информационных технологий позволяют существенно улучшить качество производственных процессов и продукции, и в то же время значительно сократить сроки изготовления конкурентоспособных изделий. Современная техника позволяет механизировать и автоматизировать выполнение сборочно-соединительных технологических операций. В результате значительно повышается производительность труда, обеспечивается высокая точность сборки, стабильность обрабатываемых деталей и узлов, снижается утомляемость операторов.
Внедрение систем автоматизированного проектирования (САПР) на швейных предприятиях позволяет совершенствовать процесс производства продукции, ускорять процесс проектирования новых изделий, сокращать продолжительность времени от идеи создания модели до начала её производства.
Внедрение передовой техники и технологии, организация производства на промышленных предприятиях содействуют укреплению технической дисциплины в отрасли, повышение производительности труда и улучшение качества изделия. Большие возможности имеет малооперационная технология, позволяющая за один проход выполнить несколько неделимых операций или осуществить монтаж узлов, миную предварительное соединение отдельных деталей.
Использование новейших достижений науки и техники на каждой стадии производственного цикла позволяет создать продукцию наилучшего качества. Решение вопросов повышения конкурентоспособности и снижение себестоимости выпускаемой продукции в значительной степени связано с автоматизацией проектных работ.
Целью дипломного проекта является разработка высокопроизводительного технологического процесса по изготовлению женских блузок, отвечающего требованиям современного производства, основанного на применении прогрессивных методов обработки, использования нового оборудования и средств оргтехоснастки.
1 ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
1.1 Направление современной моды
Подобно тому, как затихает море после шторма, улеглась и суматоха показов одежды, оставив за собой шлейф модных тенденций. Мода продолжает подчеркивать и воспевать женственность, однако, не делая ее при этом приторно слащавой и детской! Кружева, рюши, плиссе, канты и воланы выглядят скорее деликатно и распознаются лишь при пристальном рассмотрении костюма. Сама структура тканей зачастую создана в виде мини-рюшей, интарсий и интегрированного кружева. Цветовая палитра простирается от кипельно белого, до всех оттенков бежевого. Романтичные наряды сливаются с цветом кожи, создавая при этом эротический эффект целомудренного обнаженного женского тела. Завышенная или, наоборот, заниженная линия талии, рукава-фонарики, струящиеся силуэты брюк и юбок возвращают нас в викторианскую эпоху.
Деконструкция постепенно сменяется реконструкцией. После трэшевого разгула наблюдается тяга к порядку, к классике. Обтрепанные края, «поношенные» ткани, небрежные швы сменяются бережно обработанными деталями с тщательными и творческими отделками.
Крой одежды соответствует фигуре. Формы становятся более конструктивными и тщательно проработанными. Многочисленные отделочные детали скрывают простоту кроя. Одежда декорируется умеренно, без излишеств. Утонченная женственная элегантность совмещается с агрессивной мужественной отделкой.
Дизайнеры сделали акцент на льняные и хлопковые ткани и полупрозрачный шёлк для создания эффекта легкости. Набивные рисунки прикрыты тюлем или кружевом. Контрасты в самой структуре тканей, ажурные эффекты, блестяще-матовые жаккардовые рисунки, фантазийные вышивки, объемные пряжи в легких структурах, шерстяной шифон и газ отвечают этой теме. Изобретательность, необычные детали, иногда наивные, типа аппликаций, нашитых вручную. Мятые, гофрированные, «зернистые» ткани.
Несмотря на кажущуюся «привычность» новой одежды, тяги к традициям во всем, мода отказывается от банальности и стандартизации. Чтобы выглядеть современно, она советует соединять мастерство промышленного производства с индивидуальным художественным творчеством.
1.2 Обоснование выбора моделей
Коллекция моделей женских блузок для младшей возрастной группы должна отвечать всем показателям, обеспечивающим уровень качества продукции, а именно художественно-эстетическим, функциональным, эргономическим и эксплуатационным требованиям.
Предложенные модели женских блузок из х/б ткани относятся к романтическому стилю, с элементами спортивного, который подходит женщинам любого возраста, независимо от модных тенденций. Полуприлегающий силуэт и форма моделей имеют хорошо воспринимаемые модные пропорции, гармонируют с фигурой человека. Такие модные детали как: рюши, складки-защипы, воланы делают модели привлекательными для женщин всех возрастов. Цветовая гамма и фактура ткани, подобранная для моделей соответствует модным тенденциям, подчеркивает достоинства женской фигуры.
Немаловажны для блузок эргономические требования. К ним относятся гигиенические требования, определяющие основное назначение одежды, обеспечивающей необходимое тепловое состояние организма путем создания вокруг него оптимального микроклимата в пододежном слое, удобство пользования изделиями, защищающей тело человека от загрязнений и повреждений.
Пространственная форма изделия задается конструкцией, которая разработана на типовую фигуру с учётом прибавок, обеспечивающих достаточную свободу движений при выполнении каких-либо действий, а также обеспечивается за счет свойств материалов верха.
Функциональные требования характеризуют соответствие изделия его назначению, возрасту и размерно-полнотной группе потребления.
Требования надежности определяет срок службы блузки, его способностью сохранения целостности, внешнего вида и формы в условиях эксплуатации.
Экономические требования обусловлены затратами на приобретение швейных изделий, стоимостью ухода за ними и длительностью эксплуатации.
Конструктивные и технологические требования определяют условия массового производства и получения заданной формы одежды, минимальный расход материала на единицу изделия, и сокращение отходов при раскрое.
Выбранные модели отвечают всем этим требованиям, возможно, их изготовление в условиях массового производства, так как разработанная конструкция обеспечивает применение технологичных методов обработки и возможность рациональной раскладки лекал, что характеризует рациональность и экономичность производства изделий промышленными способами.
Учитывая требования, предъявляемые к моделям женской блузки для младшей возрастной группы, была разработана коллекция моделей на одной конструктивной основе, представленная в эскизах (приложение 1 – 5).
Рекомендуемые роста 158 – 170, рекомендуемые размеры 88 – 108
рекомендуемые полноты І - ІІІ
1.3 Описание внешнего вида моделей
Модель № 1
Блузка женская из поплина, для повседневной носки, полуприлегающего силуэта с центральной застёжкой на планке на десять обмётанных петель и десять пуговиц, расположенных группами.
Полочки с нагрудными вытачками из проймы, с тремя застроченными складками-защипами, с настроченными в два ряда рюшами. Продольные срезы рюшей обработаны в виде бахромы шириной 0,5 см. Спинка целая с талевыми вытачками. Рукава втачные, рубашечного покроя, с притачными манжетами, концы которых застёгиваются на три обмётанные петли и три пуговицы. По низу рукава по две мягкие складочки. Воротник втачной, отложной, с отрезной стойкой.
Складки-защипы застрочены шириной шва 0,4 см. Воротник, манжеты, планка настрочены шириной шва 0,4 см.
Модель № 2
Блузка женская из поплина, для повседневной носки, полуприлегающего силуэта со смещённой застёжкой на пять навесных петель и пять пуговиц.
Полочки с нагрудными вытачками от низа. Спинка целая с талевыми вытачками. Рукава рубашечного покроя, укороченные, с притачной манжетой по низу, концы которой застёгиваются на одну обмётанную петлю и одну пуговицу. Вырез горловины V-образный. Борт правой полочки и срез горловины обработаны воланом в два ряда
Модель № 3
Блузка женская из льняной ткани, для повседневной носки, полуприлегающего силуэта с центральной застёжкой на планке на пять обмётанных петель и пять пуговиц.
Полочки отрезные по линии талии, с нагрудными вытачками из проймы, с воланами в три ряда, один срез которых входит в шов притачивания планки. Спинка целая с талевыми вытачками. Рукав рубашечного покроя, укороченный, по низу рукава настрочен рюш продольные срезы которых обработаны в виде бахромы шириной 0,5 см. Воротник втачной стойка. По стойке и низу изделия, воланам настрочена отделочная тесьма. Планка настрочена отделочной строчкой шириной шва 0,4 см.
Модель № 4
Блузка женская из х/б ткани, для повседневной носки, полуприлегающего силуэта со смещённой застёжкой на запах, на завязывающийся пояс.
Полочки с нагрудными вытачками из бокового среза. Спинка целая с талевыми вытачками. Рукав рубашечный, укороченный с притачной манжетой по низу, концы которой застёгиваются на одну обмётанную петлю и одну пуговицу. Вырез горловины V-образный, воротник втачной отложной с отрезной стойкой. Воротник, манжеты, вырез горловины, борт настрочены отделочной строчкой шириной шва 0,2 см.
Модель № 5
Блузка женская из х/б ткани, для повседневной носки, полуприлегающего силуэта с центральной застёжкой на планке на три обмётанные петли и три пуговицы.
Полочки с нагрудными вытачками из бокового среза, с двумя застроченными складками-защипами, с оборкой, одинсрез которов входит в шов притачивания планки. Спинка целая с талевыми вытачками. Рукав рубашечный, с притачной манжетой по низу, концы которой застёгиваются на одну обмётанную петлю и одну пуговицу. По низу рукава по два защипа. Вырез горловины V-образный, воротник втачной отложной с отрезной стойкой. Воротник, манжеты, планка настрочены отделочной строчкой шириной шва 0,4 см.
1.4 Обоснование выбора пакета материалов, применяемых при изготовлении блузки
Высокое качество одежды не возможно без правильного подбора материалов в пакет одежды. Требования к одежде, ее основные свойства устанавливаются в зависимости от вида изделия и его назначения и делятся на несколько групп: функциональные, требования надежности, эргономичности и конструкторско-технологические. Основными требованиями к женским блузкам из х/б тканей являются эстетические и гигиенические.
Эстетические требования, предъявляемые к материалам для блузок, меняются от сезона к сезону в зависимости от направления моды. Изменение требований к внешнему виду, структуре, цвету, пластическим свойствам материалов влечет за собой постоянную смену ассортимента материалов.
Для разработанной коллекции женских блузок рекомендуются плательные ткани из х/б волокон в различных сочетаниях и в смеси с другими волокнами. Они отличаются хорошими потребительскими свойствами и красивым внешним видом.
Неизменными для предложенных тканей остаются физиологические и гигиенические требования: небольшая масса, повышенные гибкость и упругость материалов, ограниченная жесткость, хорошая гигроскопичность и паропроницаемость, воздухопроницаемость, высокая влагопоглащаемость.
Одежда должна защищать человека как от внешней (атмосферной) влаги, так и от выделяемой через кожу, так как влажность пододежного воздуха оказывает огромное влияние на тепловой баланс тела человека и ощущения чувства комфорта. Платьевые материалы должны свободно поглощать и отдавать в окружающую среду, испаряющуюся с поверхности тела влагу и сохранять по возможности тело сухим. Для этого они должны быть достаточно гигроскопичными. Гигроскопичность выбранных материалов - 4 - 6 %. Газопроницаемость одежды необходима для удаления из пододежного пространства углекислого газа и водяных паров и поступления из внешней среды воздуха, обогащенного кислородом.
Масса одежды оказывает существенное влияние на самочувствие человека. Масса плательных тканей 120-300 г/м2, что соответствует нормативам.
Существенное значение для потребителя имеют свойства обеспечивающие чистоту изделия, и именно стойкость к загрязнению, легкость очистки, восстановление формы после стирки, скорость высыхания.
Конструкторско-технологические требования учитывают влияние свойств материала на конструкцию изделия и на особенности его технологической обработки в швейном производстве. Так как х/б ткани имеют низкую осыпаемость и раздвигаемость нитей припуски на швы рекомендуются 0,8-1,2 см.
Льняные ткани имеют значительную усадку, что необходимо учитывать при конструировании изделий
Повышенный нагрев при влажно-тепловой обработке уменьшает их прочность, устойчивость к многократным изгибам, истиранию, изменяет цвет материала, приводит к тепловой усадке. Поэтому необходимо соблюдать определенные режимы ВТО. Высокотемпературную обработку тканей, следует производить при температуре 160°- 180°. Объемная форма деталей должна создаваться путем конструкторских решений.
Для придания жесткости отдельным деталям швейных изделий и сохранений их формы применяются прокладочные материалы. Для модели был выбран клеевой нетканый прокладочный материал. Этот материал хорошо сохраняет форму, стойкий к стирке и химической чистке.
Для соединения деталей применяются хлопчатобумажные, синтетические швейные нитки. Нитки должны отвечать следующим требованиям: быть прочными, гладкими, упругими, иметь прочную окраску, хорошо уравновешены на крутке, химически стойки, термостойки. Для выбранного ассортимента рекомендуются нитки № 50 х/б, армированные № 44 ЛХ
Основная ткань, фурнитура, нитки, прокладочный материал соответствуют друг другу, подобраны в соответствии с назначением одежды, направлением современной моды. Также при выборе материалов были учтены технологические особенности обработки. Подбор материалов со сходными пошивочными свойствами дает возможность избежать: наладки оборудования, установить единые режимы обработки.
Для строчек рекомендуется использовать х/б и армированные швейные нитки, которые состоят из синтетического сердечника (70-90% всего объема нитки), покрытого хлопчатобумажной оплеткой. В качестве отделки рекомендуется использовать фурнитуру в соответствии с направлением моды
Таблица 1.1
Показатели физико-механических и технологических свойств материалов
|
Наименование и артикул ткани |
Стандартные нормы материалов |
Физико-механические свойства |
Технологические свойства |
|||||||
|
Ширина,см. |
Масса 1 м2 в гр. |
Процентное содержание волокон |
Несминаемость, % |
Усадка,% |
Устойчивость окраски, балл |
Устойчивость к истиранию |
Осыпаемость, дан |
Прорубаемость |
Способность к формообразованию |
|
|
Поплин |
150-140 |
120-200 |
95% х/б 5% эластана, |
5% |
5 |
5/5 |
5000 |
низкая |
низкая |
низкая |
Таблица 1.2
Физико – механические свойства ниток
|
Вид швейных ниток, волокнистый состав |
Торговый номер |
Линейная плотность |
Разрывная нагрузка, |
Разрывное удлинение, |
Нормативный документ |
|
Армированые нитки |
44-ЛХ |
21,5х3 |
1620 |
22 |
ГОСТ 6309-93 |
|
Хлопчатобумажные |
80,60,50 |
1.5 Расчет и построение чертежа конструкции модели
Одежда с втачным рукавом является классической, ее носят постоянно, независимо от влияний моды. Конструкции изделий самых разнообразных покроев строят на чертеже основы изделия с втачным рукавом.
В качестве исходных данных для расчетов и построения чертежа основы женской плечевой одежды используются измерения типовой фигуры женщин с размерами 164-96-104, измерения длины изделия и длины рукава изделия, зависят от модели. Перечень измерений фигуры, используемых для построения чертежа основы конструкции женского плечевого изделия, приведены в таблице 1.4.
Таблица 1.4.
Измерения, необходимые для построения чертежа женской плечевой одежды
|
Обозначение измерения |
Наименование измерения |
Величина измерения, см |
|
Р |
Рост |
164 |
|
С>ш> |
Полуобхват шеи |
18,4 |
|
С>гI> |
груди первой |
45,7 |
|
С>гII> |
Полуобхват груди второй |
50,4 |
|
С>гIII> |
Полуобхват груди третий |
48,0 |
|
С>т> |
Полуобхват талии |
38,6 |
|
С>б> |
Полуобхват бедер |
52,0 |
|
Ш>г> |
Ширина груди |
17,1 |
|
Ц>г> |
Расстояние между сосковыми точками |
10,2 |
|
Д>тс> |
Расстояние от линии талии сзади до высшей точки проектируемого плечевого шва у основания шеи |
40,3 |
|
Д>тпII> |
Расстояние от высшей точки проектируемого шва у основания шеи до талии спереди |
44,0 |
|
В>гII> |
Высота груди от высшей точки проектируемого плечевого шва у основания шеи до наиболее выступающей точки груди |
28,6 |
|
В>прзII> |
Расстояние от высшей точки проектируемого плечевого шва у основания шеи до уровня задних углов подмышечных впадин |
17,8 |
|
В>пкII> |
Высота плеча косая от точки пересечения линии талии с позвоночником до конечной точки проектируемого плечевого шва |
43,8 |
|
Ш>с> |
Ширина спины |
18,3 |
|
О>п> |
Обхват плеча |
30,3 |
|
Ш>п> |
Ширина плечевого ската |
13,3 |
|
Д>р> |
Длина рукава (по модели) |
56,0 |
|
Д>и> |
Длина изделия (по модели) |
60,0 |
Предварительный расчет конструкции модели произведен с учетом силуэтных и декоративно-конструктивных особенностей, где большое значение имеют правильно выбранные ПДК (прибавки декоративно-конструктивные).
Для примера расчета конструктивных участков и построение чертежа основы блузки полуприлегающего силуэта выбраны следующие прибавки:
П>г> = 6,0см; П>б >= 3,0см; П>шс >= 1,8см; П>шг>=1,0см; П>вгс>=0;
П>т >= 6,0 см; П>шп >= 1,2 см; П>спр >= 3,0 см; П>дтс> = 0,5 см;
После построения конструктивной основы на чертеж наносят фасонные линии, вспомогательные и декоративные детали.
Чертеж конструкции выполнен на рисунке 6 (приложение).
По чертежам конструкции выполняются лекала деталей изделия.
Все расчеты по построению чертежа излагаются в таблице 1.5.
Таблица 1.5.
Пример расчета для построения чертежа женской блузки полуприлегающего силуэта
|
Наименование конструктивного отрезка |
Конструктивный отрезок |
Формула |
Расчет |
|
Определение основных конструктивных участков |
|||
|
Ширина изделия по линии груди |
Аа>1> |
С>ГIII>+П>г> |
54,0 |
|
Ширина спинки |
Аа |
Ш>с>+П>шс> |
19,6 |
|
Ширина переда |
а>1>а>2> |
Ш>г>+( С>гII>- С>гI>)+ П>шп> |
22,3 |
|
Положение линии глубины проймы |
АГ |
20,8 |
|
|
Положение линии талии |
АТ |
Д>ТС>+П>дтс> |
40,8 |
|
Положение линии бедер |
ТБ |
0,5 Д>ТСII>-2,0 |
18,2 |
|
Построение чертежа спинки |
|||
|
Положение средней линии |
А>0> А>01> |
0,9 |
|
|
Отводка средней линии |
ТТ>0> |
2,0 |
|
|
Ширина горловины |
А>01>А>1> |
С>ш>/3+П>шгс> |
7,1 |
|
Высота горловины |
А>1>А>2> |
А>01>А>1>/3 |
2,3 |
|
Длина изделия |
АН |
60 |
|
|
Положение конца плечевого среза |
А>2>П |
Ш>п>+посадкТ>0>П |
14,0 44,3 |
|
Удлинение плечевого среза |
ПП>1> |
1,0-1,5 |
1,0 |
|
Подъем плечевого среза |
П>1>П/ |
1,0 |
|
|
Точка касания проймы |
Г>1>П>3> |
Г>1>а/3+2 |
9,0 |
|
Линия проймы спинки |
Г>1>Г>2> Г>1>1 |
0,5Ш>пр> 0,2 Ш>пр>+0,5 |
6,5 3,4 |
|
Дополнительное углубление проймы |
Г>1>Г>11> |
2,0 |
|
|
Дополнительное расширение спинки |
П>3>П>31> Г>21>Г>23> |
0,7-1,1 1,0-1,5 |
1,0 1,0 |
|
Вспомогательная точка |
Г>11>11 |
Г>1>1+1,0 |
|
|
Построение чертежа полочки |
|||
|
Положение балансовой точки |
Т>3>А>3> |
Д>тп>+П>дтс>+0,5 |
44,5 |
|
Ширина горловины |
А>3>А>4> |
А>01>А>1> |
7,1 |
|
Глубина горловины |
А>4>А>5> |
А>1>а>1>+1,0 |
8,1 |
|
Вспомогательная точка |
Г>3>Г>6> |
Ц>г>+0,5 |
10,7 |
|
Вершина нагрудной вытачки |
А>4>Г>7> |
В>гII> |
28,6 |
|
Раствор нагрудной вытачки |
А>4>А>9> |
2( С>гII>- С>гI>)+ 2,0 |
9,0 |
|
Контрольная точка |
Г>4>П>6> |
Г>4>а>2>/4 |
5,0 |
|
Построение плечевого среза |
П>6>П>5> А>4>П>5> |
Г>1>П>2>-1,0 Ш>п> |
16,0 13,3 |
|
Вспомогательные точка |
3 3-4 |
П>6>П>5>/2 0,5-0,8 |
8 0,6 |
|
Удлинение плечевого среза |
П>5>П>51> |
1,0-1,5 |
1,0 |
|
Понижение плечевого среза |
А>9>А>91> П>5>П>51> |
1,0 1.0 |
|
|
Построение линии проймы |
Г>4>Г>2> Г>4>2 |
0,5Ш>пр> |
6,5 2,4 |
|
Дополнительное углубление проймы |
Г>1>Г>41> |
2,0 |
|
|
Дополнительное расширение полочки |
П>6>П>61> Г>21>Г>23> |
0,7-1,1 1,0-1,5 |
1,0 1,0 |
|
Вспомогательная точка |
Г>41>20 |
Г>4>2+(0,5-1,0) |
3,4 |
|
Построение талевых вытачек |
|||
|
Суммарный раствор вытачек |
ΣВ |
Т>0>Т>3>-(С>т>+П>т>) |
7,4 |
|
Раствор боковой вытачки |
1/2 ΣВ |
7,4/2 |
3,8 |
|
Раствор задней вытачки |
1/3 ΣВ |
7,4/3 |
2,4 |
|
Раствор передней вытачки |
1/6 ΣВ |
7,4/6 |
1,2 |
|
Положение боковых линий |
Б>2>Б>4>=Б>2>Б>5> |
0,5((С>б>+П>б>)-Б>0>Б>3>) |
1,5 |
|
Конструктивное моделирование полочки |
|||
|
Перенос нагрудной вытачки в пройму |
Наметить положение вытачки из проймы, соединяя точки П>6>Г>7>. Закрыть стороны вытачки из плечевого среза, открывая её по намеченной линии. Сократить длину нагрудной вытачки на 2,0 см. от точки Г>7> |
||
|
Углубление горловины полочки |
А>5>А>6> |
По модели |
1,0 |
|
Ширина борта |
1,5-4,0 |
1,5 |
|
|
Ширина планки |
По модели |
3,0 |
|
|
Положение складок |
От линии планки влево на 3,0см. наметить положение трёх складок с расстоянием 1.0 см между ними. По намеченным линиям выполнить параллельное расширение на 0,8 см. Срез горловины оформить в соответствии с положением складок в застроченном виде. |
||
|
Построение чертежа рукава |
|||
|
Высота оката |
О>1>О>2> |
14,0-12,0 |
14,0 |
|
Длина рукава |
ОМ |
48,0 |
|
|
Ширина задней половины |
О>1>Р>2> |
(П>2>Г>2>+Г>0>П>6>)/2 |
25,5 |
|
Ширина передней половины |
О>1>Р>1> |
(П>2>Г>2>+Г>0>П>6>)/2 |
25,5 |
|
Положение локтевого и переднего перекатов |
О>1>Р>л> О>1>Р>п> |
0,5Р>2>О>1> 0,5 Р>1>О>1> |
12,8 12,8 |
|
Окат передней половины |
Р>п>1 2 2-21 4 4-41 |
О>1>О>2>/2 О>2>1/2 1Р>1>/2 0,1 О>1>О>2> |
7.0 7,0 1,5 7,0 1,4 |
|
Окат задней половины |
Р>л>Р>3> 3 3-31 5 5-51 |
Р>п>1+1,0 Р>3>О>2>/2 Р>2>Р>3>/2 4-41/2 |
8,0 6,5 1,5 7,5 0,7 |
|
Ширина рукава внизу |
ММ>1>=ММ>2> |
По модели |
18,0 |
|
Оформление низа рукава |
11-12 13-14 |
0,5 вниз 0,5 вверх |
|
|
Построение чертежа притачной манжеты |
|||
|
Длина манжеты |
М>1>М>2> – 8.0 (защипы по низу рукава) |
28,0 |
|
|
Ширина манжеты |
По модели |
10,0 |
|
|
Построение чертежа воротника |
|||
|
Длина стойки |
ОА |
L>гс>+L>гп> |
21,0 |
|
Припуск на застёжку |
АА>1> |
Ш борта |
1,5 |
|
Подъём воротника |
А>1>А>2> |
2,0 |
|
|
Высота стойки |
ОВ=А>2>А>3> |
2,5-4,0 |
3,0 |
|
Вспомогательные точки |
О>1> 1 1-2 |
ОА/3 О>1>А>4>/2 |
7,0 6,0 0,5 |
|
Подъём воротника |
Из точки А>5> влево провести горизонталь до пересечения с ОВ – О’. О’В>1>=6,0 |
||
|
Вспомогательные точки |
3 3-4 |
В>1>А>5>/2 0,5-2,0 |
9,3 1,0 |
|
Ширина воротника посередине |
В>1>В>2> |
По модели |
6,5 |
|
Ширина конца воротника |
А>5>А>7> |
По модели |
7,5 |
1.6 Нормирование расхода материала, выполнение раскладки лекал
1.6.1 Определение площади лекал
Нормирование расхода материалов – один из этапов технологической подготовки производства, одна из самых трудоемких работ экспериментального цеха. От правильного нормирования зависит экономное расходование материала. Поэтому, основным фактором, определяющим расход ткани, является площадь лекал изделия.
Площадь лекал зависит от размера, полнотной группы, модели, припусков на швы и подгибку.
Площадь лекал определялась способом палетки.
Способ палетки является разновидностью геометрического способа.
Он выполняется так: лекала помещаются в прямоугольный контур и подсчитывается количество квадратов полных и неполных, заключенных между контурами прямоугольника и деталей.
S>л> = S>пр> – S>вып> , (1)
где S>пр> – площадь данного прямоугольника; S>вып> – площадь выпадов.
S>пр> = Д>пр>×Ш>пр>, (2)
где Д>пр> – длина прямоугольника; Ш >пр> – ширина прямоугольника.
S>вып>
= c2 ( N>1>+ ),
(3)
),
(3)
где с – сторона квадрата, который является элементарным участком палетки. N>1 >– число полных квадратов, заключается между концами прямоугольника и лекала; N>2> - число не полных квадратов.
Погрешность этого способа составляет 2 – 3%.
Данные о площади лекал сведены в таблицу 1.6, 1.7
Таблица 1.6.
Спецификация деталей кроя верха
|
№ |
Наименование детали |
Количество |
Площадь, см2 |
|
|
лекал |
деталей |
|||
|
1 |
Полочка |
1 |
2 |
4800 |
|
2 |
Спинка |
1 |
1 |
3348 |
|
3 |
Рукав |
1 |
2 |
3992 |
|
4 |
Нижний воротник |
1 |
1 |
320 |
|
5 |
Верхний воротник |
1 |
1 |
320 |
|
6 |
Стойка |
1 |
2 |
304 |
|
7 |
Манжета |
1 |
2 |
600 |
|
8 |
Рюш |
1 |
4 |
1200 |
|
9 |
Полоска для окантовки разреза рукава |
1 |
2 |
102 |
|
10 |
Запасной материал |
1 |
1 |
100 |
|
Итого: |
10 |
18 |
15086 |
Таблица 1.7.
Спецификация деталей кроя прокладки
|
№ |
Наименование детали |
Количество |
Площадь, см2 |
|
|
лекал |
деталей |
|||
|
1 |
Подборт |
1 |
2 |
342 |
|
2 |
Манжета |
1 |
2 |
570 |
|
3 |
Стойка |
1 |
2 |
278 |
|
4 |
Верхний воротник |
1 |
1 |
306 |
|
Итого: |
4 |
7 |
1496 |
1.6.2 Расчет расхода материалов
После определения площади лекал выполняются экспериментальные раскладки.
Для выполнения раскладки рассчитывается предварительная норма на обмеловку согласно площади лекал и допускаемых нормативам межлекальных выпадов по формуле:
Н>пр>= (4),
(4),
где S>л> – площадь лекал, см2; В>о> – отправной показатель межлекальных отходов, %; Ш>р >- ширина рамки раскладки, см.
Нормативный процент для межлекальных отходов на женскую блузку равен 18%.
Исходя из того, что исправной показатель межлекальных отходов для комплекта ткани верха найден, поставив данные в формулу (1), была найдена предварительная длина раскладки на каждый вид материала:
Для х/б ткани Шр =150 см; Н>пр>= 30172100)/(100-18)150 = 245,3 см
Для х/б ткани Шр =140 см; Н>пр>= (30172100)/(100-18)140 = 262,8 см
1.6.3 Выполнение раскладки лекал
Уточнение нормы расхода
Для выполнения раскладки лекал необходимо учитывать вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани.
Раскладка выполняется на миллиметровой бумаге на все виды материалов. На деталях кроя указывается: наименование детали, направление нити основы и допустимые отклонения. Межлекальные выпада заштриховываются под углом 45 градусов. Раскладки лекал выполнены в два комплекта для верха, т.к. они более экономичны, чем в один комплект.
При выполнении раскладок учитывался ряд требований для их экономичности:
раскладки начинают с размещения крупных деталей;
детали с прямыми углами укладывают по кромке ткани;
фигурные, сложные контуры расположены внутри раскладки, по возможности сопрягая ее, т.е. выступы деталей укладывают в соответствующие выемки других;
раскладка была начата с двух концов;
межлекальные отходы целесообразно комплектовать в одном месте раскладки.
Комплект лекал для раскладки выполняется в масштабе 1:4 с учетом технического оформления, припусков; на лекала наносятся направление нити основы и допустимые отклонения от нити основы.
Для деталей верха отклонения не должны превышать 3-5% (схема раскладки выполняется на миллиметровой бумаге, при раскладке учитывается ширина и вид материала, способ настилания (лицом к лицу).
Для сокращения длины раскладки использовался принцип симметрии раскладки, крупные детали располагались по углам рамки раскладки, мелкие в соответствии с техническими условиями на свободное, легко сопрягающееся место внутри раскладки.
После выполнения раскладки расчитывается фактическая величина межлекальных отходов, В>ф>, % по формуле (2)
 (5),
(5),
где S>л >– площадь лекал, см2; S>р> - площадь раскладки, см2.
Ткань верха Шр =150 см,
В>ф>= (36450-30172)/36450100%=17,2%
(36450-30172)/36450100%=17,2%
Ткань верха Шр =140 см,
В>ф>=(35840-30172)/35840100%=15,8%
Исходя из полученных результатов, можно сделать вывод, что раскладка из ткани верха на ширину 140 см является более экономичной и обоснованной. При раскладке лекал была сокращена ее длина и составила:
- ткань верха при ширине 150 см, длина равна 243 см;
при ширине 140 см, длина равна 256 см;
Фактическая величина межлекальных выпадов составляет:
для ткани верха – при ширине 150 см – 17,2%;
при ширине 140 см – 15,8%.
Разница между процентами межлекальных выпадов:
- ткань верха при ширине 150 см - 0,8%, при ширине 140 см – 2,2%;
Процент межлекальных отходов меньше нормативного, следовательно, раскладка лекал выполнена рационально и может быть рекомендована при изготовлении данной модели.
2 ОБОСНОВАНИЕ ВЫБОРА РЕЖИМОВ И МЕТОДОВ ОБРАБОТКИ, ОБОРУДОВАНИЯ, СРЕДСТВ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
2.1 Обоснование выбора режимов обработки
Качество и внешний вид изделия зависит от качества выполненных машинных строчек и швов и правильного выбора параметров влажно-тепловой обработки, поэтому выбору режимов обработки применяемых при изготовлении изделия уделяется особое внимание.
При изготовлении проектируемого изделия используются ниточный способ соединения деталей одежды, как наиболее распространенный и универсальный. Ниточные соединения имеют достаточную прочность, эластичность, красивый внешний вид. Показатели качества ниточных соединений зависят от параметров образования строчки и от режимов работы исполнительных инструментов швейных машин.
В данном разделе приводится характеристика машинных строчек и швов (табл.2.2), выбор параметров ВТО изделий (табл. 2.1).
Таблица 2.1.
Параметры ВТО изделия
|
Наименование материала |
Температура С |
Усилие прессования кПа |
Время обработки, сек. |
Увлажнение к массе материала, % |
||
|
пресса |
утюга |
На прессе |
утюгом |
|||
|
Поплин, ткань сорочечная |
- |
160-180 |
- |
- |
10-20 |
15-20 |
2.2 Выбор методов обработки и оборудования, средств технической оргоснастки. Экономическая оценка методов
При анализе существующей обработки была разработана новая технология, на основе совершенствования прогрессивного оборудования и средств оргтехоснастки. При выборе оборудования и средств оргоснастки учитывалось:
- повышение удельного веса машинных операций;
- механизация ручных работ;
- применение последовательно-параллельного метода обработки.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки приводится в табл. 2.3, табл. 2.4, табл. 2.5
Таблица 2.3.
Характеристика технологического оборудования рекомендуемого для изготовления женской блузки
|
Оборудование, Предприятие-изготовитель |
Тип или класс машины |
Максим. частота вращения главного вала, мин-1 |
Длина стежка, мм. |
Механизм перемещения материала |
Иглы /ГОСТ 22249-76/. |
Толщина пакета, мм мм |
Наименование, марка средства малой механизации |
Технологические операции. |
|
Одноигольная стачивающая машина АО «Орша» Беларусь |
131-111 +100 |
5000 |
3,5 |
нижняя рейка |
0092-02-80-90 |
3 |
3-5А 3-140 М.1.2. 1-44(Л-000) МОМЗ ЦНИИШП |
стачивание, притачивание, настрачивание, втачивание |
|
Краеобметочная машина ПО «Азов» Россия |
AZ8003H-A4DF |
8000 |
3,5 |
дифференциальный двигатель |
0037-02-70-90 |
5 |
обметывание срезов |
|
|
Стачивающе-обметочная машина ПО «Азов» Россия |
AZ6500H-С5DF |
6500 |
4,0 |
дифференциальный двигатель |
0037-02-70-90 |
5 |
Стачивание с одновременным обметыванием срезов |
|
|
Двухигольная машина ЗАО г. Подольск Россия |
1276-519 |
4500 |
3,5 |
нижняя рейка |
0092-02-80-90 |
3 |
3-142 (1-19) |
Обработка цельнокроенной планки |
|
Петельный полуавтомат АО «Орша» Беларусь |
1025 |
3000 |
Специальный двигатель |
0203-90 |
4 |
ПРП-4 |
Обметывание прямых петель |
|
|
Пуговичный полуавтомат ЗАО г. Подольск Россия |
1595 |
1500 |
3,5 |
Специальный двигатель |
0724-90 100 110 |
5 |
Пришивание сферических пуговиц с ушком |
Таблица 2.4
Характеристика оборудования для влажно-тепловой обработки и склеивания
|
Вид оборудования, предприятие - изготовитель |
Производительность циклов, час |
Усилие прессования, Кн. |
Тип привода |
Способ нагрева подушки |
Температура нагрева подушки, оС. |
Тип Подушки |
Выполняемая операция |
||
|
верхний |
нижний |
верхней |
ниж- ней |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Малогабаритный пресс для дублирования RSP-450 “Global”(Нидерланды) |
до 50 |
36 |
пневматический |
электрический |
паровой |
50-250 |
105-110 |
В-291 |
дублирование |
|
Стол утюжильный 101 «Макпи» Италия |
- |
- |
- |
- |
электропаровой |
- |
105-110 |
0981 |
внутрипроцессная ВТО |
|
Электропаровой утюг УПП-МОАО «Агат» Россия |
2 кг. |
- |
электропаровой |
- |
100-240 |
- |
- |
внутрипроцессная ВТО |
Таблица 2.5
Характеристика средств оргоснастки, рекомендуемых при изготовлении женской блузки
|
Требования к выполнению операции |
Наименование приспособления |
Марка приспособления, предприятие изготовитель |
Класс швейной машины, предприятие изготовитель |
|
Поддерживание и закрепление нити на товарном ярлыке |
Приспособление для продергивания нити, ее закрепления на товарном ярлыке |
Этикет пистолет |
— |
|
Соблюдение параллельности строчки срезам стачиваемых деталей |
Лапка с выдвижной направляющей линейкой |
1-44 (Л-00) МОМСЦНИИШТ |
131 ряд АО «Орша» |
|
Обеспечение правильного расположения петель |
Приспособление для нанесения мест расположения петель |
ПРП-4 МОМЗ ЦНИИШП |
1025 |
|
Формирование подогнутого края ткани и соблюдение параллельности ему строчки |
Приспособление для подгибания низа строчки. |
305 1924 702000 (916714) АО «Орша» |
131 ряд АО «Орша» |
|
Формирование складок- защипов |
Приспособление для застрачивания складочек |
2-29 МОМЗ ЦНИИШП |
131 ряд АО «Орша» |
|
Формирование подгиба цельновыкроенной планки. Соблюдение параллельности ему строчки |
Приспособление для обработки планки |
3-142 (1-19) МОМЗ ЦНИИШП |
127619 |
Для изготовления женской блузки были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 97-А кл. «Промшвеймаш» была заменена на одноигольную стачивающую машину 131-111+100 кл. (АО «Орша»), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали.
Стачивающе-обметочная машина 208-А кл. заменена на AZ6500Н-А4DF (ПО «АОМЗ» Россия), эта машина имеет высокую скорость 6500об/мин., кроме того, машина снабжена универсально-сборным приспособлением УСП-3, с помощью которого можно получить до 300 модификация швов.
Для обработки цельнокроеной планки применяется двухигольная машина 127619 кл с приспособлением марки 3-142 (1-19) МОМЗ ЦНИИШП.
Для дублирования деталей плательного ассортимента рекомендуется использовать малогабаритный пресс для дублирования RSP-450 «Global» (Нидерланды). Этот пресс эффективно используется там, где дублирование применяется ограниченно или обрабатываются только мелкие и средние детали.
Для внутрипроцессной влажно-тепловой обработки рекомендуется использовать утюжильный стол 101 «Макпи» (Россия-Италия), который комплектуется основной и двумя специальными подушками и электропаровым утюгом УПП-М (ОАО «Агат»).
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и сокращения затрат времени.
Для обработки цельнокроеной планки применяется двухигольная машина 127619 кл с приспособлением марки 3-142 (1-19) МОМЗ ЦНИИШП. Это позволяет применить параллельный способ обработки вместо последовательного.
Существующая обработка Предлагаемая обработка


Рис.2.1. Обработка планки
Данные анализа представляются в таблице 2.5.
Таблица 2.5.
Анализ методов обработки планки
|
Существующая обработка |
Рекомендуемая обработка |
||||||||
|
Наименование неделимой операции |
Специальность |
Разряд |
Затрата времени сек |
Оборудование, средства оргоснастки |
Наименование неделимой операции |
Специальность |
Разряд |
Затрата времени, сек. |
Оборудование, средства оргоснастки |
|
Обработка планки |
|||||||||
|
Притачивание планки к борту |
м |
4 |
50 |
97-а кл. |
Застрачивание цельновыкроенной планки на правой полочке |
м |
4 |
75 |
1276-519 + 3-142 (1-19) |
|
Настрачивание шва притачивания планки |
м |
4 |
40 |
97-а кл. |
|||||
|
Настрачивание внешнего среза планки на полочку |
м |
4 |
70 |
97-а кл. |
|||||
|
Итого по узлу |
160 |
75 |
Расчет роста производительности труда РПТ и сокращение затраты времени СЗВ выбранных методов обработке производительности по формулам (6),(7). При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
 (6)
(6)
 (7)
(7)
T>н>, T>с> - новое и существующее время обработки, сек ;
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (С>н>) определяют по формуле (8):
 ,
(8),
,
(8),
где Т>м> – время механизированных операций, с; Т>общ >– общая затрата времени, с.
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
 (9)
(9)
где: T>н>, T>с> - новое и существующее время обработки, сек ; L>н>, L>с> - длина стежков, см; m>н>, m>с> - новая и существующая частота стежков, в 1 см; V>с>, V>н> - новая и существующая скорость машины, об/мин.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в табл.2.6.
Таблица 2.6.
Показатели эффективности методов обработки
|
Наименование узла обработки |
Затраты времени |
Сокращение затраты времени |
Рост производительности труда % |
Затраты времени на мех. и тех. операции, сек |
Степень механизации обработки узла,% |
|||
|
Существующая |
Проектируемая |
существующая |
Проектируемая |
существующая |
Проектируемая |
|||
|
Стачивание деталей с одновременным обметыванием срезов (замена 508 кл. на AZ6500Н-А4DF |
320 |
302 |
5 |
5 |
320 |
302 |
100 |
100 |
|
Обработка планки замена последовательного метода на параллельный |
160 |
75 |
59 |
146 |
160 |
65 |
100 |
100 |
|
Итого по изделию |
2738 |
2645 |
5 |
5 |
1916 |
2015 |
70 |
76 |
2.3 Технологическая последовательность обработки изделия
На основании выбранных методов составляют технологическую последовательность обработки по неделимым операциям.
Нормы времени устанавливают по отраслевым нормативам времени. Если используют новое высокопроизводительное оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса.
Таблица 2.9
Технологическая последовательность изготовления блузки женской из поплина
|
№№ п/п |
наименование неделимых операций |
специальность |
разряд |
затраты времени по моделям |
оборудование, приспособления, инструменты |
|
1 |
2 |
3 |
4 |
5 |
8 |
|
Заготовительная секция |
|||||
|
Дублирование деталей |
|||||
|
|
Соединение верхнего воротника с клеевой прокладкой |
п |
3 |
36 |
Малогабаритный пресс для дублирования RSP-450 “Global”(Нидерланды |
|
|
Соединение нижнего воротника с клеевой прокладкой |
п |
3 |
36 |
|
|
|
Соединение клеевой прокладки со стойкой воротника |
п |
3 |
36 |
|
|
|
Соединение клеевой прокладки с манжетами |
п |
3 |
52 |
|
|
160 |
|||||
|
Обработка воротника |
|||||
|
|
Обтачивание верхнего воротника нижним |
м |
4 |
84 |
131-111+100 АО 1-44.(Л-000)МОМЗ ЦНИИШП |
|
|
Выполнение надсечек по верхнему срезу отлета воротника |
р |
2 |
16 |
ножницы |
|
|
Вывертывание отлета воротника и приутюживание |
у |
3 |
28 |
УТП-20Э 101+0981 ЧОЗ |
|
|
Подкладывание отделочной строчки по воротнику |
м |
4 |
74 |
131-111+100 АО М.1.2. МОМЗ ЦНИИШП |
|
9. |
Подкладывание строчки по отлету воротника параллельно нижнему срезу |
м |
3 |
32 |
131-111+100 АО 44.(Л-000)МОМЗ ЦНИИШП |
|
|
Подрезание неровностей отлета по нижнему срезу |
р |
3 |
25 |
ножницы, |
|
|
Соединение отлета воротника со стойкой |
м |
4 |
75 |
131-111+100 АО "Орша" Беларусь |
|
|
Подрезание припусков ткани на швы в углах стойки воротника |
Р |
2 |
15 |
ножницы, |
|
|
Вывертывание стойки на лицевую сторону |
Р |
2 |
15 |
колышек |
|
|
Приутюживание шва соединения отлета со стойкой воротник |
У |
3 |
28 |
УТП-20Э 101+0981 ЧОЗ |
|
|
Прокладывание отделочной строчки около шва соединения отлета со стойкой |
М |
4 |
46 |
131-111+100 АО "Орша" Беларусь |
|
|
Подрезание неровностей по нижнему срезу стойки, нанесение надсечек по срезу середины стойки воротника и в местах расположения плечевых швов |
Р |
2 |
15 |
ножницы |
|
Итого по узлу |
453 |
||||
|
Обработка полочки |
|||||
|
|
Застрачивание трех складок на каждой полочке |
М |
4 |
210 |
131-111+100 + 2-29. МОМЗ ЦНИИШП |
|
|
Приутюживание складок на полочках |
У |
3 |
25 |
УТП-20Э ОАО "Агат" 101+0981 " |
|
|
Проверка и подрезка полочек после настрачивания складок |
Р |
3 |
52 |
Лекало, ножницы |
|
|
Стачивание нагрудных вытачек на полочке |
м |
3 |
50 |
131-111+100 |
|
|
Стачивание вытачек по линии талии на полочке |
м |
3 |
58 |
131-111+100 |
|
|
Образование бахромы по срезу рюшей |
р |
2 |
30 |
Ручная игла |
|
|
Образование сборок по рюше |
м |
2 |
30 |
131-111+100+3-127 |
|
|
Настрачивание рюшей на полочку |
м |
3 |
113 |
131-111+100 +3-127 |
|
|
Обметывание припуска на застежку левой полочки |
с |
3 |
20 |
AZ8003H-A4DF |
|
|
Заутюживание припуска на застежку левой полочки |
у |
2 |
18 |
УТП-20Э ОАО 101+0981 " |
|
|
Застрачивание цельновыкроенной планки на правой полочке |
м |
4 |
75 |
1276-519 + 3-142 (1-19) |
|
Итого по узлу |
681 |
||||
|
Обработка спинки |
|||||
|
|
Стачивание вытачек по линии талии на спинке |
М |
3 |
58 |
131-111+100 АО "Орша"Беларусь, 1-44 |
|
|
Заутюживание талевых вытачек на спинке |
У |
3 |
24 |
101+0981 +УПП-М |
|
Итого по узлу |
82 |
||||
|
Обработка манжет |
|||||
|
|
Стачивание боковых сторон манжет |
М |
2 |
40 |
131-111+100 АО "Орша"Беларусь, 1-44 |
|
|
Вывертывание манжет на лицевую сторону и приутюживание |
У |
3 |
35 |
101+0981 " |
|
Итого по узлу |
75 |
||||
|
Обработка рукавов |
|||||
|
|
Намелка места расположения разреза на рукаве и выполнение разреза |
р |
3 |
26 |
Мел, лекало, ножницы |
|
|
Окантовывание разреза рукавов |
м |
3 |
58 |
131-111+100+4-17 |
|
|
Закрепление верхнего конца разреза |
м |
3 |
34 |
131-111+100 |
|
Итого по узлу |
118 |
||||
|
Монтаж |
|||||
|
|
Стачивание плечевых срезов |
С |
3 |
35 |
AZ6500H-С5DF |
|
|
Втачивание рукавов в пройму |
С |
4 |
120 |
AZ6500H-С5DF |
|
|
Стачивание боковых срезов полочек и спинки и нижних срезов рукавов с вкладыванием тканевой ленты с товарным знаком и контрольного ярлыка |
С |
3 |
90 |
AZ6500H-С5DF |
|
|
Втачивание нижнего воротника в горловину |
М |
4 |
100 |
131-111+100 |
|
|
Настрачивание края верхнего воротника на горловину |
М |
4 |
96 |
131-111+100+3051924733000 |
|
|
Притачивание манжет к нижнему срезу рукава |
М |
3 |
110 |
131-111+100 +1-44 |
|
|
Настрачивание манжеты по лицевой стороне рукава |
М |
3 |
120 |
131-111+100 +3051924733000 |
|
|
Вывертывание рукавов на лицевую сторону |
Р |
2 |
11 |
|
|
Итого по монтажу |
682 |
||||
|
Отделка |
|||||
|
|
Нанесение места расположения первой петли по борту |
р |
3 |
10 |
Мел, лекало |
|
|
Обметывание петель, расположенных по борту |
А |
3 |
48 |
1025 +5-2/1 |
|
|
Нанесение места расположения петель на манжетах |
р |
3 |
15 |
Мел, лекало |
|
|
Обметывание петель, расположенных на манжетах |
А |
3 |
26 |
1025 +5-2/1 |
|
|
Удаление талонов с порядковыми номерами и другого производственного мусора |
Р |
2 |
23 |
|
|
|
Окончательное приутюживание готовой блузки |
У |
4 |
125 |
101+0981 +УПП-М |
|
|
Нанесение мест расположения пуговиц по борту |
Р |
3 |
22 |
Мел, лекало |
|
|
Пришивание пуговиц по борту |
А |
3 |
52 |
1595 |
|
|
Пришивание плоских пуговиц с двумя отверстиями на манжетах |
А |
3 |
23 |
1595 |
|
|
Пришивание пуговиц на запасном кусочке ткани |
а |
3 |
13 |
1595 |
|
|
Навешивание товарного ярлыка и памятки |
Р |
2 |
32 |
|
|
|
Застегивание петель на пуговицы |
Р |
2 |
12 |
с/ крючок |
|
|
Комплектование блузок |
Р |
2 |
11 |
|
|
|
Упаковка блузок |
Р |
2 |
25 |
|
|
|
Сдача на склад |
Р |
2 |
46 |
|
|
Итого по отделке |
483 |
||||
|
Итого по изделию |
2680 |
||||
|
Итого по изделию без дублирования (выполняется в раскройном цехе) |
2520 |
3 ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
3.1 Предварительный расчет потока. Расчет параметров потока
Цель предварительного расчета потока состоит в том, чтобы на начальной стадии проектирования, на основе анализа исходных данных и показателей работы потока, выявить наиболее рациональную форму организации потока и размещение его в цехе.
Исходными данными для предварительного расчета потока являются:
ассортимент изделий –блузка женская;
количество моделей –три;
количество рабочих – 25человек;
трудоемкость изготовления изделий:
Т>А>= 2820 сек., Т>Б>= 2645 сек., Т>В>= 2769 сек., Т>ср>= 2745 сек.
При предварительном расчете потока определяются основные параметры: такт потока, мощность потока (выпуск изделий в смену), число рабочих мест,
длина поточной линии.
Такт потока
 ,
сек, рассчитывается по формуле
(11):
,
сек, рассчитывается по формуле
(11):
 (11),
(11),
где Т>изд> - трудоемкость изготовления, сек; N - количество рабочих;

Выпуск изделий в смену рассчитывается по формуле (12):
 (12),
(12),
где R
- продолжительность смены, сек;
- такт потока, сек;

Зная число рабочих можно определить еще один параметр потока – число рабочих мест (14):
 (14)
(14)
где: К>ср> – коэффициент, характеризующий среднее число рабочих мест на потоке, приходящееся на одного рабочего.
 р.м.
р.м.
Длину поточной линии определяют по формуле (15):
 (15)
(15)
где: L >рм –> шаг рабочего места, м; К>ср> – коэффициент, характеризующий среднее число рабочих мест на потоке, приходящееся на одного рабочего; N - количество рабочих. Шаг рабочего места зависит от вида изделия и вида выполняемых работ, для платья – 1,2.
 м
м
Результаты расчетов параметров потока сводят в таблицу 3.2.
Таблица 3.2 - Параметры основного потока
|
Наименование параметра |
Условное обозначение |
Расчетная формула |
Расчет величины параметра |
Величина параметра, ед.изм. |
|
Такт потока |
τ |
|
|
110 с |
|
Мощность |
М |
|
|
262 ед. |
|
Количество рабочих |
N |
25чел |
||
|
Количество рабочих мест |
К>р.м.> |
|
|
29р.м. |
|
Длина поточной линии |
L>п.л.> |
|
|
17,25 м |








Используя результаты и методику расчета параметров потока, составляется таблица трудоемкости 3.3.
Таблица 3.3 - Трудоемкость изготовления изделия
|
Стадия и узлы обработки изделия |
Время обработки, сек |
Кол-во рабочих (расчетное), чел |
Предварительный расчет площади, м2 |
Наименование секции, группы |
|
Проверить и разобрать крой, разнести по рабочим местам |
117 |
1,06 |
6,49 |
|
|
Обработка воротника |
462 |
4,20 |
25,62 |
№1 группа обработки воротника |
|
Обработка манжет |
75 |
0,68 |
4,16 |
№2 группа обработки основных деталей |
|
Обработка полочек |
664 |
6,04 |
36,82 |
|
|
Обработка спинки |
82 |
0,75 |
4,55 |
|
|
Обработка рукавов |
118 |
1,07 |
6,54 |
|
|
Итого: |
1518 |
13,80 |
84,18 |
|
|
Монтаж |
732 |
6,65 |
40,59 |
Монтажно-отделочная секция |
|
Отделка |
495 |
4,50 |
27,45 |
|
|
Итого: |
2745 |
24,95 |
152,22 |
3.2 Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Чтобы организовать любое производство, необходимо иметь три компонента – средство труда, предмет труда и труд (целесообразная человеческая деятельность). Взаимодействие этих компонентов и определяет форму организации производства.
Тип потока – это комплексная характеристика, определяемая уровнем используемой техники и технологии, организованной формой и структурой, способами перемещения полуфабриката, запуска моделей, мощностью и т. д.
Наиболее прогрессивной формой организации труда является агрегатно-групповой поток. Достоинствами агрегатно– группового потока является: достижение минимальной трудоемкости изготовления изделий в результате сокращение числа вспомогательных приемов; возможность использовать специального оборудования полуавтоматического и автоматического высокопроизводительного оборудования, рациональной организации труда и размещения рабочих мест в группах; повышение качества обработки благодаря узкой специализации; возможность механизации и автоматизации отдельных участков производства; возможность учета индивидуальности труда рабочих и маневренности в случае невыходов на работу; возможность приспособить помещение любой конфигурации для размещения потока.
Недостатками такого потока является значительное увеличение объема незавершенного производства, необходимость усиления контроля за ритмичностью работы всего потока и его участков.
Проектируемый поток малой мощности с последовательно-ассортиментным запуском, который применяется при изготовлении изделий с небольшими отклонениями в трудоемкости, с однотипными способами обработки и однотипной оснасткой; способ загрузки потока децентрализованный, пачковый - детали подаются на те рабочие места, где их обрабатывают. Пачковый запуск увеличивает объем незавершенного производства, но уменьшает время на вспомогательные операции. Экономически выгоднее, если предприятие будет работать в две смены и поток будет несъемным - это более прогрессивная форма организации производства.
3.3 Технологическая схема разделения труда и ее анализ
3.3.1 Условия согласования времени операций потока. Производственные требования к согласованию операций
Основные условия согласования времени операций потока с тактом определяются по формуле (16):
∑ t>p> = (0,95 ÷ 1,1) τ k (16)
где τ – такт потока, сек, k – кратность операции.
Для согласования потока, кроме условий согласования операций по времени соблюдаются определенные производственные требования:
В агрегатно-групповых потоках:
широко применяются кратные операции;
возврат полуфабрикатов;
максимальная специализация операций, обеспечивающая наилучшее использование рабочей силы и оборудования;
комплектование ведется, соблюдая технологическую целесообразность, сокращение вспомогательных приемов работы;
однородность операций по разрядам, обрабатываемым материалам, специальностям;
возможность использования двух видов оборудования на одном рабочем месте.
Данные расчета условий согласования времени операций для различного количества рабочих целесообразно свести в таблицу 3.4
Таблица 3.4 - Условия согласования времени операций потока
|
Количество рабочих |
Величина min времени орг. операции, ∑t>p> min, сек. |
Величина max времени орг. операций ∑t>p> max, сек |
|
1 |
104 |
121 |
|
2 |
208 |
242 |
|
3 |
312 |
363 |
3.3.2 Технологическая схема основного потока
Технологическая схема основного потока (основной документ потока) составляется на основании последовательности технологической обработки и таблицы согласования времени операций потока. На её основе производится расстановка рабочих мест, определение потребности и монтаж оборудования, оснащение рабочих мест, расчет заработной платы, ТЭП.
Технологическая схема потока представлена в виде таблицы 3.5.
Графа 7 - норма выработки устанавливается на организационную операцию и определяется по формуле (17):
 ;
(17)
;
(17)
где: R - продолжительность смены, сек, t>оп -> норма времени на выполнение организационной операции ( гр. 6), сек.
Графа 8 - расценка определяется на каждую неделимую операцию путем умножения секундной тарифной ставки, соответствующего разряда на норму времени на выполнение неделимой операции и суммируется по всей организационной операции (с точностью до 0,01)
Графа 9 - расчетное количество рабочих для выполнения организационной операции определяется по формуле (18)
 ; (18)
; (18)
где t>оп >– норма времени на выполнение организационной операции (гр.6), сек, τ - такт потока, сек.
Наименование изделия - блузка женская
Расчетный выпуск в смену, ед. 262
Количество рабочих в потоке - 25 человек
Затрата времени на изготовление изделия - мод. А- 2820с., мод. Б- 2645с., мод. В – 2769с.; средняя – 2745 с.
Такт потока, с 110
Условия согласования времени, с 104-121
Стоимость обработки, 16 руб. 07 коп.
Таблица 3.5- Технологическая схема разделения труда многомодельного потока
|
Номер организационной операции |
Номер неделимой операции |
Стадия, узел содержание неделимых операций |
Вид работы (специальность) |
Разряд работы |
Время выполнения операции, сек |
Количество рабочих |
Норма выработки за смену, шт. |
Расценка за ед, коп |
Оборудование, инструменты, приспособления |
||||
|
мод. А |
мод.Б |
мод. В |
расчетное |
фактическое |
|||||||||
|
ЗАГОТОВИТЕЛЬНАЯ СЕКЦИЯ |
|||||||||||||
|
1 |
1 |
Проверить и разобрать крой, разнести по рабочим местам |
р |
3 |
41 |
41 |
41 |
||||||
|
15 |
Наметить место расположения складок и вытачек на полочках |
р |
2 |
25 |
25 |
25 |
Мел, лекало, |
||||||
|
32 |
Наметить место расположения вытачек на линии талии |
р |
2 |
25 |
25 |
25 |
Мел, лекало, |
||||||
|
38 |
Наметить место расположения разреза на рукаве и выполнить разрез |
р |
3 |
26 |
26 |
26 |
Мел, лекало, ножницы |
||||||
|
117 |
117 |
117 |
|||||||||||
|
Итого по операции |
р |
3 |
117 |
1,06 |
1 |
246 |
69,03 |
||||||
|
2 |
2 |
Обтачать верхний воротник нижним |
м |
4 |
84 |
84 |
84 |
131-111+100 +1-44.(Л000) |
|||||
|
5 |
Проложить отделочную строчку по воротнику |
м |
4 |
74 |
74 |
74 |
131-111+100 +М.1.2. МОМЗ ЦНИИШП |
||||||
|
6 |
Проложить строчку по воротнику параллельно нижнему срезу |
м |
3 |
32 |
32 |
32 |
131-111+100 +1-44.(Л000) |
||||||
|
8 |
Застрочить срез стойки |
м |
2 |
31 |
31 |
31 |
131-111+100 +1-44.(Л000) |
||||||
|
9 |
Соединить отлет воротника со стойкой |
м |
4 |
70 |
70 |
70 |
131-111+100 +1-44.(Л000) |
||||||
|
13 |
Проложить отделочную строчку вдоль шва соединения отлета со стойкой |
м |
4 |
45 |
45 |
45 |
131-111+100 +М.1.2. МОМЗ ЦНИИШП |
||||||
|
332 |
332 |
332 |
|||||||||||
|
Итого по операции |
м |
4 |
332 |
3,02 |
3 |
85 |
209,16 |
||||||
|
3 |
3 |
Выполнить надсечки по верхнему срезу отлета воротника |
р |
2 |
16 |
16 |
16 |
ножницы |
|||||
|
4 |
Вывернуть отлет воротника и приутюжить |
у |
3 |
28 |
28 |
28 |
УТП-20Э 101+0981 ЧОЗ |
||||||
|
7 |
Подрезать неровности отлета по нижнему срезу |
р |
3 |
25 |
25 |
25 |
ножницы |
||||||
|
10 |
Подрезать припуски ткани на швы в углах стойки воротника |
Р |
2 |
15 |
15 |
15 |
ножницы |
||||||
|
11 |
Вывернуть стойку на лицевую сторону |
Р |
2 |
15 |
15 |
15 |
колышек |
||||||
|
12 |
Приутюжить шов соединения отлета со стойкой воротника |
У |
3 |
28 |
28 |
28 |
УТП-20Э 101+0981 ЧОЗ |
||||||
|
14 |
Подрезать неровности по нижнему срезу стойки, нанесение надсечек по срезу середины стойки воротника и в местах расположения плечевых швов |
Р |
2 |
15 |
15 |
15 |
ножницы |
||||||
|
17 |
Приутюжить складки на полочках |
у |
3 |
25 |
25 |
25 |
УТП-20Э 101+0981 ЧОЗ |
||||||
|
18 |
Проверить и подрезать полочки после настрачивания складок |
Р |
3 |
52 |
52 |
52 |
Лекало, ножницы |
||||||
|
25 |
Заутюжить припуск на застежку левой полочки |
у |
2 |
18 |
18 |
УТП-20Э 101+0981 ЧОЗ |
|||||||
|
у |
3 |
221 |
203 |
221 |
|||||||||
|
Итого по операции |
215 |
1,95 |
2 |
134 |
126,85 |
||||||||
|
4 |
19 |
Стачать нагрудные вытачки на полочке |
м |
3 |
50 |
50 |
50 |
131-111+100 |
|||||
|
33 |
Стачать вытачки по линии талии на спинке |
м |
3 |
58 |
58 |
58 |
131-111+100 |
||||||
|
м |
3 |
108 |
108 |
108 |
|||||||||
|
Итого по операции |
м |
3 |
108 |
0,98 |
1 |
280 |
63,72 |
||||||
|
5 |
16 |
Застрочить складки на каждой полочке |
м |
4 |
200 |
130 |
410 |
131-111+100 + 2-29. МОМЗ ЦНИИШП |
|||||
|
39 |
Окантовать разрезы рукавов |
м |
3 |
58 |
58 |
58 |
131-111+100+4-17 |
||||||
|
40 |
Закрепить верхний конец разреза на рукаве |
м |
3 |
20 |
20 |
20 |
131-111+100 |
||||||
|
278 |
208 |
488 |
|||||||||||
|
Итого по операции |
м |
4 |
325 |
2,95 |
3 |
89 |
204,75 |
||||||
|
6 |
20 |
Образовать бахрому по срезу рюшей |
р |
2 |
60 |
Ручная игла |
|||||||
|
21 |
Обметать срезы оборки |
с |
4 |
70 |
AZ8003H-A4DF |
||||||||
|
24 |
Обметать срезы припуска на застежку левой полочки |
с |
3 |
З0 |
30 |
AZ8003H-A4DF |
|||||||
|
26 |
Застрочить цельновыкроенную планку на правой полочке |
м |
4 |
78 |
78 |
1276-5-19 + 3-142 (1-19) |
|||||||
|
168 |
70 |
108 |
|||||||||||
|
Итого по операции |
м/с |
115 |
1,05 |
1 |
250 |
73,6 |
|||||||
|
7 |
22 |
Образовать сборки по рюше, оборкам |
м |
2 |
55 |
35 |
131-111+100+3-127 |
||||||
|
23 |
Настрочить рюши, оборки на полочку |
м |
3 |
110 |
60 |
131-111+100 +3-127 |
|||||||
|
28 |
Обтачать планку по срезу борта |
м |
3 |
40 |
40 |
40 |
131-111+100 +1-44.(Л000) |
||||||
|
29 |
Притачать планку к борту |
м |
4 |
50 |
131-111+100 +1-44.(Л000) |
||||||||
|
30 |
Настрочить шов притачивания планки |
м |
4 |
40 |
131-111+100 М.1.2. МОМЗ ЦНИИШП |
||||||||
|
31 |
Настрочить внешний срез планки на полочку |
м |
4 |
70 |
131-111+100 М.1.2. МОМЗ ЦНИИШП |
||||||||
|
36 |
Обтачать манжеты |
м |
2 |
30 |
30 |
30 |
131-111+100 +1-44.(Л000) |
||||||
|
243 |
333 |
70 |
|||||||||||
|
Итого по операции |
м |
4 |
210 |
1,91 |
2 |
134 |
134,4 |
||||||
|
8 |
27 |
Заутюжить продольный срез планки |
у |
2 |
15 |
15 |
15 |
УТП-20Э 101+0981 ЧОЗ |
|||||
|
34 |
Заутюжить талевых вытачек на спинке |
у |
3 |
24 |
24 |
24 |
УТП-20Э 101+0981 ЧОЗ |
||||||
|
35 |
Заутюжить продольный верхний срез манжеты |
у |
3 |
40 |
40 |
40 |
УТП-20Э 101+0981 ЧОЗ |
||||||
|
37 |
Вывернуть манжеты на лицевую сторону и приутюжить |
35 |
35 |
35 |
УТП-20Э 101+0981 ЧОЗ |
||||||||
|
114 |
114 |
114 |
|||||||||||
|
Итого по операции |
у |
3 |
114 |
1,04 |
1 |
253 |
67,26 |
||||||
|
МОНТАЖНАЯ СЕКЦИЯ |
|||||||||||||
|
9 |
41 |
Стачать плечевые срезы |
с |
3 |
60 |
60 |
60 |
AZ6500H-С5DF |
|||||
|
42 |
Втачать рукава в пройму |
с |
4 |
135 |
135 |
135 |
AZ6500H-С5DF |
||||||
|
43 |
Стачать боковые срезы полочек и спинки и нижние срезы рукавов с вкладыванием тканевой ленты с товарным знаком и контрольного ярлыка |
с |
3 |
117 |
117 |
117 |
AZ6500H-С5DF |
||||||
|
312 |
312 |
312 |
|||||||||||
|
Итого по операции |
с |
4 |
312 |
2,84 |
3 |
93 |
196,56 |
||||||
|
10 |
44 |
Втачать нижний воротник в горловину |
м |
4 |
110 |
110 |
110 |
131-111+100 |
|||||
|
45 |
Настрочить край верхнего воротника на горловину |
м |
4 |
100 |
100 |
100 |
131-111+100 +3051924733000 |
||||||
|
210 |
210 |
210 |
|||||||||||
|
Итого по операции |
м |
4 |
210 |
1,91 |
2 |
137 |
132,3 |
||||||
|
11 |
46 |
Притачать манжеты к нижнему срезу рукава |
м |
3 |
110 |
110 |
110 |
131-111+100 +1-44 |
|||||
|
47 |
Настрочить манжеты по лицевой стороне рукава |
м |
3 |
100 |
100 |
100 |
131-111+100 +3051924733000 |
||||||
|
210 |
210 |
210 |
|||||||||||
|
Итого по операции |
м |
3 |
210 |
1,91 |
2 |
137 |
123,9 |
||||||
|
12 |
48 |
Вывернуть рукава на лицевую сторону |
р |
2 |
11 |
11 |
11 |
||||||
|
49 |
Нанести место расположения первой петли по борту |
р |
3 |
10 |
10 |
10 |
Мел, лекало |
||||||
|
50 |
Обметать петли, расположенных по борту |
а |
3 |
48 |
24 |
38 |
1025 +5-2/1 |
||||||
|
51 |
Нанести место расположения петель на манжетах |
р |
3 |
15 |
15 |
15 |
Мел, лекало |
||||||
|
52 |
Обметать петли, расположенные на манжетах |
а |
3 |
26 |
15 |
15 |
1025 +5-2/1 |
||||||
|
53 |
Удалить талоны с порядковыми номерами и другой производственный мусор |
р |
2 |
23 |
23 |
23 |
колышек |
||||||
|
133 |
98 |
112 |
|||||||||||
|
Итого по операции |
а |
3 |
114 |
1,04 |
1 |
253 |
67,26 |
||||||
|
13 |
54 |
Окончательное приутюживание готовой блузки |
у |
4 |
117 |
117 |
117 |
УТП-20Э 101+0981 ЧОЗ |
|||||
|
Итого по операции |
у |
4 |
117 |
1,06 |
1 |
240 |
73,71 |
||||||
|
14 |
55 |
Нанести место расположения пуговиц по борту |
р |
3 |
25 |
15 |
25 |
Мел, лекало |
|||||
|
56 |
Пришить пуговицы по борту |
а |
3 |
52 |
26 |
42 |
1595 |
||||||
|
57 |
Пришить плоские пуговицы с двумя отверстиями на манжетах |
а |
3 |
26 |
18 |
21 |
1595 |
||||||
|
58 |
Пришить пуговицу на запасном кусочке ткани |
а |
3 |
13 |
13 |
13 |
1595 |
||||||
|
60 |
Застегнуть петли на пуговицы |
р |
2 |
12 |
12 |
12 |
с/ крючок |
||||||
|
128 |
84 |
113 |
Мел, лекало |
||||||||||
|
Итого по операции |
а |
3 |
108 |
0,98 |
1 |
267 |
63,72 |
||||||
|
15 |
59 |
Навесить товарный ярлык и памятку |
р |
2 |
32 |
32 |
32 |
с/ приспособление |
|||||
|
61 |
Скомплектовать блузки по маршрутным листам |
р |
2 |
11 |
11 |
11 |
|||||||
|
62 |
Упаковать блузки в полиэтиленовый пакет |
р |
2 |
25 |
25 |
25 |
|||||||
|
63 |
Сдать готовую продукцию на склад |
р |
2 |
46 |
46 |
46 |
|||||||
|
114 |
114 |
114 |
|||||||||||
|
Итого по операции |
р |
2 |
114 |
1,04 |
1 |
253 |
61,56 |
||||||
|
ИТОГО ПО ИЗДЕЛИЯМ |
2820 |
2528 |
2652 |
||||||||||
|
2745 |
24,74 |
25 |
1607,78 |
3.4 Анализ технологической схемы основного потока
Проводим анализ технологической схемы разделения труда. Он производится двумя методами: расчетным и графическим.
Первый метод расчетный; определяющий загруженность потока расчетом коэффициента согласования.
Коэффициент согласования К>с>, определяется по формуле (19):
 (19)
(19)
где T>изд - >трудоемкость изделия в потоке, сек, N>ф> - фактическое количество рабочих, τ - такт потока, сек.

Так как К>с >=1,00 поток в целом считается согласованным правильно.
Графический анализ производится по графику синхронности, диаграмме синхронности операций и монтажному графику – схеме перемещения полуфабриката.
Г рафик
синхронности показывает время выполнения
операции и отклонения времени от такта,
кратность операций (рисунок 12). Диаграмма
синхронности показывает загруженность
операции и специализацию работ (рисунок
13).
рафик
синхронности показывает время выполнения
операции и отклонения времени от такта,
кратность операций (рисунок 12). Диаграмма
синхронности показывает загруженность
операции и специализацию работ (рисунок
13).

Рисунок 12- График синхронности
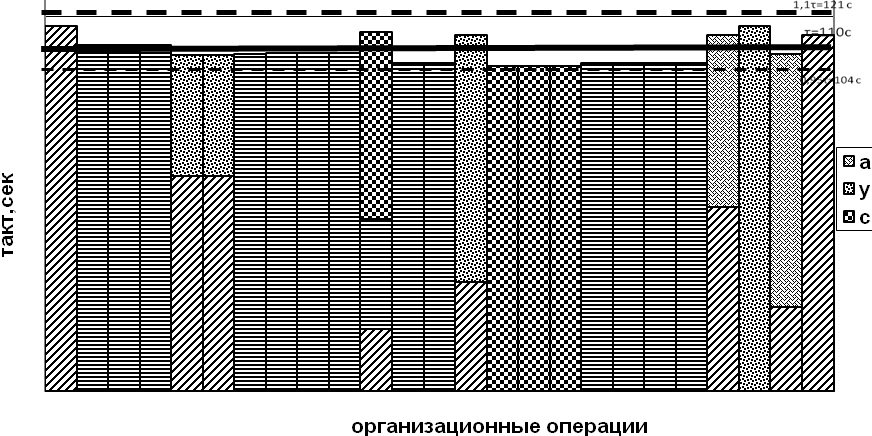
Рисунок 13- Диаграмма синхронности
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями (рисунок 14,15).
На основании монтажного графика решается вопрос о возможности и целесообразности разбивки потока на отдельные секции, расставляются внутрипроцессные транспортные средства и более удобной расстановки оборудования в потоке.

Рисунок 14- Монтажный график заготовительной секции

Рисунок 15- Монтажный график монтажной секции
3.5 Расчет и анализ технико-экономических показателей потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке. Технико-экономическими показателями являются: число основных рабочих потока, число единиц оборудования и рабочих мест потока, затрата времени на изготовление изделия, стоимость обработки, производительность труда, средний разряд, средний тарифный коэффициент, коэффициент использования оборудования потока, коэффициент механизации.
Для расчета ТЭП составляется сводная таблица 3.6.
Наименование изделия: блузка женская
Выпуск в смену, ед.: 262
Такт потока, сек: 110
Количество рабочих в потоке: 25 чел.
Таблица 3.6 - Сводная таблица численности рабочих по специальностям в потоке
|
Разряд |
Затрата времени на работу, сек |
Количество рабочих по видам работ |
Сумма тарифных разрядов |
Тарифный коэффициент |
Сумма тарифных коэффициентов |
|||||||||||
|
Машинные |
Спец/машинные (автоматы) |
Ручные |
Утюжильные |
Прессовые |
Итого по разделу |
|||||||||||
|
Время (Т>м>) |
Кол-во рабочих |
Время (Т>с>), (Т>а>) |
Кол-во рабочих |
Время (Т>р>) |
Кол-во рабочих |
Время (Т>у>) |
Кол-во рабочих |
Время (Т>п>) |
Кол-во рабочих |
Кол-во рабочих |
Время (Т>изд>) |
Удельный вес, % |
||||
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,0 |
|
|
2 |
228 |
2,07 |
|
|
260 |
2,36 |
60 |
0,55 |
|
|
4,98 |
548 |
19,96 |
9,96 |
1,2 |
5,98 |
|
3 |
942 |
8,56 |
329 |
2,99 |
250 |
2,27 |
96 |
0,87 |
|
|
14,70 |
1617 |
58,91 |
44,10 |
1,3 |
19,11 |
|
4 |
260 |
2,36 |
203 |
1,85 |
|
|
117 |
1,06 |
|
|
5,27 |
580 |
21,13 |
21,09 |
1,4 |
7,38 |
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,5 |
|
|
итого |
1430 |
|
532 |
|
510 |
|
273 |
|
|
|
24,95 |
2745 |
|
75,15 |
|
32,47 |
Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока и сводной таблицы рабочей силы и приводятся в сводной таблице 3.6.
Показатели рассчитываются по следующим формулам:
1.Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока и рассчитывается по формуле (20):
 (20)
(20)
где М>см >- выпуск в смену, ед, N >р> - расчетное количество рабочих, чел.

2. Средний тарифный разряд рассчитывается по формуле(21):
 (21)
(21)

3. Средний тарифный коэффициент Q>ср >рассчитывается по формуле (22):
 ( 22)
( 22)

Показатели Q>ср> и r>cp> характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока.
4. Стоимость обработки единицы изделия Р>изд>, руб.:
P>изд >=∑Р>i>> >=16,08 руб. (23)
где: Р>i> - сумма расценок по организационным операциям
 (24)
(24)
 >
>25)
>
>25)
 (26)
(26)
где: С>т дн 1 раз >- дневная тарифная ставка 1 разряда; С>т час >- часовая тарифная ставка 1 разряда; сумма тарифных коэффициентов (графа 17); Q>ср >- средний тарифный коэффициент; М>см> - выпуск в смену; ПТ - выработка на 1 рабочего в смену.
5.Коэффициент механизации потока К>м>. рассчитывается по формуле (27):
 (27)
(27)
где: ∑t >м>, ∑t >с>, ∑t >п>, ∑t>а> - сумма времени по специальностям, сек; Т>изд> - трудоемкость изделия, сек.

6.Коэффициент использования оборудования рассчитывается по формуле(28):
 (28)
(28)
где: ,
,
 ,
,
 ,
,
 - сумма времени по неделимым операциям
машинных специальностей, сек;;
- сумма времени по неделимым операциям
машинных специальностей, сек;;
 ,
,
 ,
,
 ,
,
- сумма времени по организационным
операциям машинных специальностей,
сек.
- сумма времени по организационным
операциям машинных специальностей,
сек.
К>и.о.> – характеризует качество разделения труда по специализации рабочих мест.

7. Съем продукции с 1 м2 производственной площади рассчитывается по формуле(29):
 (29)
(29)
где: М>см> - выпуск изделий в смену, ед.; S>пот> - площадь потока, м2.

Технико-экономические показатели проектируемого потока представлены в таблице 3.7.
Таблица 3.7 - Технико-экономические показатели проектируемого потока
|
№ п/п |
Технико-экономические показатели |
Размерность |
Числовое значение |
|
1 |
Выпуск в смену, М>см> |
ед. |
262 |
|
2 |
Трудоемкость изготовления изделия, Т>изд> |
сек |
2745 |
|
3 |
Численность рабочих: расчетная, N>р> Фактическая,N>ф> |
чел. |
24,95 25 |
|
4 |
Выработка на одного рабочего в смену (производительность труда), ПТ |
ед. |
10,5 |
|
5 |
Средний тарифный разряд, r>ср> |
3,01 |
|
|
6 |
Средний тарифный коэффициент, Q>c>>р> |
1,3 |
|
|
7 |
Стоимость обработки единицы изделия, Р>изд> |
руб. |
16,07 |
|
8 |
Коэффициент загрузки (согласования), К>с> |
1,00 |
|
|
9 |
Коэффициент механизации потока, К>м> |
0,71 |
|
|
10 |
Коэффициент использования оборудования, К>и.о.> |
0,95 |
|
|
11 |
Съем продукции с 1 м2 производ. площади, σ |
ед. |
1,72 |
3.6 Сводная таблица оборудования и рабочих мест
После завершения расчетов ТЭП приводится сводная таблица применяемого в потоке оборудования табл. 3.8.Сводная таблица оборудования и рабочих мест потока составляется на основании технологической схемы потока.
Таблица 3.8 - Сводная таблица оборудования потока
|
Тип и класс машины |
Количество оборудования |
Наименование рабочих мест |
Количество рабочих мест |
|||
|
основное |
резервное |
запасное |
всего |
|||
|
131-111 +100 |
14 |
2 |
1 |
17 |
машинное |
16 |
|
AZ8003H-A4DF |
1 |
1 |
2 |
с/машинное |
1 |
|
|
AZ6500H-С5DF |
3 |
1 |
4 |
с/машинное |
3 |
|
|
1025 |
1 |
1 |
2 |
автоматическое |
1 |
|
|
1595 |
1 |
1 |
2 |
автоматическое |
1 |
|
|
Стол утюжильный |
4 |
4 |
утюжильное |
4 |
||
|
Стол для ручных работ |
2 |
2 |
ручное |
2 |
||
|
Итого: |
26 |
2 |
5 |
33 |
28 |
При составлении сводки оборудования количество запасного оборудования рассчитывается в пределах 10% от основного, но не менее одной машины, поломка которой в процессе вызовет резкое увеличение времени изготовления изделия. Резервное оборудование может планироваться только на универсальные машины из расчета одна резервная машина на 7-10 подряд идущие машины. На ручные и утюжильные операции, прессы и аппараты запасные и резервные места не планируются.
3.7 Расчет дополнительных потоков
При размещении в цехе основного потока определяют площадь цеха, которую он займет. При остатке достаточно свободного места, можно дополнительно расположить там еще один или даже несколько потоков.
Дополнительные потоки рассчитываются по укрупненным показателям. Ассортимент изделий должен соответствовать основному. Дополнительный поток должен быть рациональной мощности, параметры его определяют аналогично параметрам основного потока, рассчитывая численность рабочих по величине оставшейся площади.
Определение площади, оставшейся в цехе по формуле (31):
S>доп.пот> = S>ц >- S>осн.пот >(31)
где: S>ц - >площадь цеха, м2, S>осн.пот - >площадь основного потока, м2(32):
 (32)
(32)
где: S>н >-норма площади на одного рабочего, м2; N – количество рабочих.
 м2
м2
Допустим, что увеличился спрос на блузки женские, поэтому второй дополнительный поток будем планировать такой же по мощности.
S>доп.пот> =18×30 -152,22×2=235,56м2
Определение расчетного количества рабочих в дополнительных потоках по формуле (33):
 (33)
(33)
 ,6
чел.
,6
чел.
На каждом из этих потоков количество расчетное количество рабочих 19, 3 чел.
Такт потока, выпуск изделий в смену определим по известным формулам (11), (12).
На дополнительном потоке выпускаются платья женские.
Предварительный расчет потоков в цехе представлен в табличной форме (табл.3.9).
Таблица 3.9 - Предварительный расчет потоков в цехе
|
Изделия |
Число потоков |
Трудоемкость изделия, сек |
Такт потока, сек |
Выпуск в смену, ед.. |
Расчетное число рабочих |
Занимаемая площадь, |
Число секций |
Наименование потока |
|
Блузка женская из шелковой ткани |
1 |
2745 |
110 |
252 |
24,95 |
152,22 |
4 |
основной |
|
Блузка женская из шелковой ткани |
1 |
2745 |
110 |
252 |
24,95 |
152,22 |
4 |
дополнительный |
|
Платье женское из смесовой ткани |
2 |
4289 |
226 |
127 |
38,6 |
235,56 |
4 |
дополнительный |
|
Итого: |
4 |
88,5 |
540 |
3.8 План размещения рабочих мест на потоке
Планировка потоков в цехе и размещение рабочих мест в потоке зависит от выбранного способа организации технологического процесса и предусматривает следующие этапы: выбор типов и размеров рабочих мест в соответствии с каждой организационной операцией технологической схемы разделения труда; выбор расположения рабочих мест на потоке.
Исходными данными для разработки и установления потока в цехе (на участке) являются:
план цеха;
типовые нормы производственных площадей на одного рабочего;
технологическая схема разделения труда по изготовлению изделия и ее монтажный график;
типы и размеры рабочих мест и мест хранения полуфабрикатов;
число единиц оборудования (сводка оборудования);
организационная форма потока;
тип транспортных устройств для перемещения кроя и полуфабрикатов;
нормы безопасности труда.
Рабочие места и оборудование размещаются группами и прямолинейно, в соответствии с технологической последовательностью. Передача деталей с помощью напольных транспортных средств и междустолья.
Типы и размеры рабочих мест выбираются в зависимости от вида изготовляемых изделий. При планировке рабочих мест должны быть учтены требования техники безопасности, пожаробезопасности и санитарные нормы.
Кроме рабочих мест имеются соответствующие места для хранения деталей кроя и готовой продукции. Крой хранят на специальных одно- и двухъярусных стеллажах с ячейками, расположенными в зоне запуска. Ширина полок 0,7÷0,8 м, длина и высота ячеек в зависимости от размера пачек кроя 0,5÷0,9 м. Высота не более 2 м, длина устанавливается в зависимости от запаса деталей.
Готовые изделия из шерсти и шелка хранят в подвешенном состоянии на передвижных кронштейнах.
4 ОРГАНИЗАЦИЯ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
Внутрипроцессный транспорт предназначен для перемещения и внутреннего хранения грузов в пределах цеха( между его участками), подачи грузов к рабочим местам, подачи полуфабриката от одних рабочих мест к другим, а также для транспортирования изделий на склад готовой продукции.
В швейной промышленности широкое распространение получили бесприводные средства транспортирования пачек деталей и полуфабрикатов. К ним относятся: тележки – стеллажи, тележки- контейнеры, тележки- кронштейны и устройства фиксации пачек деталей (зажимы).
Характеристика внутрипроцессных транспортных средств представлена в таблице 4.1
Таблица 4.1 - Характеристика внутрипроцессных транспортных средств
|
Наименование транспортного средства |
Марка |
Размер, мм |
Количество установленное в потоке |
|
1 |
2 |
3 |
4 |
|
Кронштейн комбинированный без поддона |
ТР-2С 718.00.000 |
1183 × 500 × 900 |
2 |
|
Стеллаж двуполочный |
ТР-2С 775.00.000 |
1183×500× 900 |
1 |
|
Емкость для хранения несъемная |
Т-1м.00.000 |
500×510×770 |
1 |
|
Стеллаж однополочный |
СП6-34-1 |
620×160×800 |
2 |
5 РАСЧЕТ ОБЪЕМА НЕЗАВЕРШЕННОГО ПРОИЗВОДСТВА
Незавершенным производством называются предметы труда, сходящиеся на разных стадиях технологической обработки в цехах предприятия и еще не ставшие готовой продукцией. Наличие незавершенного производства является необходимым условием бесперебойного выпуска продукции. В швейном цехе объем незавершенного производства устанавливают из расчета бесперебойной работы потока в течение 2- 3 ч. Рассмотрим, из чего складывается объем незавершенного производства швейного цеха представленный в таблице 5.1.
Таблица 5.1 - Расчет незавершенного производства
|
Наименование производственного участка |
Число рабочих |
Объем незавершенного пр-ва |
Объем незавершенного пр-ва, ед. |
|
1. Запас полученного кроя |
1 |
2 часовой запас |
66 |
|
2. Запас проверенного кроя, подготовленного к запуску. |
- |
2 часовой запас |
66 |
|
3. Запас полуфабриката на заготовительной секции |
13 |
по 2 пачки на рабочего |
2×25×13=650 |
|
4. Запас п/ф между заготовительной и монтажной секциями. |
- |
2 часовой запас |
66 |
|
5. Запас п/ф на монтажной секции. |
7 |
По 2 пачки на рабочего |
7×2×25=350 |
|
6. Запас п/ф между монтажной и отделочной секциями |
- |
2 часовой запас |
66 |
|
7. Запас п/ф на отделочной секции |
4 |
По 1-2 пачки на рабочего |
1×25×4=100 |
|
8. Запас п/фабриката у контролеров ОТК |
1 |
По 1- 2 пачки на рабочего |
50 |
|
Итого |
27 |
1414 |
Объем незавершенного производства на рабочих местах рассчитывается по формуле:
 (35)
(35)
где: О>н..п.>— объем незавершенного производства на рабочих местах потока, ед.; R — продолжительность смены, ч; τ — такт потока, ч.
6 КОНТРОЛЬ КАЧЕСТВА. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ В ЦЕХЕ, НА ПОТОКЕ
Качество продукции — совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество продукции проверяется по действующим стандартам.
Под контролем качества понимают проверку соответствия показателей качества продукции установленным требованиям. Контроль качества швейных изделий осуществляется органолептическим и измерительным методами.
Органолептический метод — осмотр изделия, надетого на манекен или расположенного на столе, сопоставление его с образцом-эталоном, проверка креплений, клеевых соединений, совмещение симметричных деталей для проверки их размеров и формы.
Измерительный метод — контроль с помощью линейки, сантиметровой ленты, текстильной лупы и др.
Контроль может быть сплошным, т. е. контроль каждого изделия, и выборочным.
Методы контроля качества отражены в ГОСТ 4103 — 82 «Изделия швейные. Методы контроля качества».
На участках экспериментального, подготовительного и раскройного производства выполняют контроль качества материалов, изготовления лекал, раскладок, трафаретов, контроль настилания материалов и контроль кроя.
В швейных цехах качество определяется многими факторами, основными из которых являются: высокая квалификация исполнителей, точное соблюдение всех технических условий и режимов обработки; исправность и качество оборудования, инструментов и приспособлений, ритмичное поступление кроя и полуфабрикатов. За выпуск высококачественной продукции отвечают мастер и все рабочие, осуществляющие в процессе работы самоконтроль и взаимоконтроль.
Для повышения качества продукции на предприятиях проводят дни качества, в которых участвуют мастера, рабочие, контролеры отдела технического контроля, работники всех служб и отделов. На совещаниях в дни качества цехи отчитываются о состоянии качества, разбирают случаи изготовления изделий низкого качества, вскрывают причины, намечают мероприятия по устранению и предупреждению появления дефектов.
Основными задачами технического контроля являются: предотвращение выпуска продукции, не соответствующей требованиям технической документации, утвержденным образцам-эталонам, условиям поставок и договоров, а также укрепление производственной дисциплины и повышение ответственности всех звеньев производства за качество выпускаемой продукции. Система технического контроля является неотъемлемой составной частью технологического процесса изготовления продукции и разрабатывается одновременно с технологией производства технологической службой производственного объединения (предприятия) при участии или по согласованию с отделом технического контроля (ОТК) предприятия.
Технический контроль подразделяется на входной, межоперационный, операционный, приемочный и инспекционный.
Входной контроль — контроль продукции поставщика, поступившей на предприятие для использования при изготовлении швейных изделий.
Межоперационный контроль — контроль полуфабрикатов, прошедших законченный этап обработки (группу технологических операций).
Операционный контроль — контроль продукции во время выполнения или после завершения технологической операции. Этот контроль подразделяется на следующие виды:
периодический контроль технологических операций, при котором поступление информации о качестве выполнения контролируемых операций происходит через установленные интервалы времени;
самоконтроль, при котором объектом контроля является качество выполнения своей операции;
взаимоконтроль, при котором объектом контроля является качество выполнения предыдущей операции;
приемочный контроль продукции, по результатам которого принимается решение, о ее пригодности к поставкам, осуществляется контролерами ОТК. Приемочный контроль готовой продукции проводится с целью установления соответствия выпускаемой продукции требованиям стандартов, технических условий, техническому описанию, образцу-эталону. На швейных предприятиях приемочный контроль готовой продукции является сплошным, т. е. проверяется качество каждой единицы продукции.
Инспекционный контроль — контроль, осуществляемый специально уполномоченными лицами с целью проверки эффективности ранее выполненного контроля. Инспекционный контроль осуществляется общефабричной постоянно действующей комиссией по качеству (ОПДК), цеховой постоянно действующей комиссией по качеству (ЦПДК), инженерно-техническими работниками ОТК, отделом управления качества и технологической службы предприятия, бригадиром контролеров ОТК, контролером склада готовой продукции.
Контроль качества изделий, изготовленных по индивидуальным заказам, имеет свои особенности. Предприятия, изготовляющие одежду по индивидуальным заказам, должны выпускать изделия высокого качества, отвечающие требованиям моды, разнообразные по моделям, с оригинальными отделками, с учетом индивидуальных особенностей заказчика.
7 ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
Рабочее место должно быть организовано таким образом, чтобы обеспечивался максимум комфорта и безопасности исполнителя.
Рациональная организация рабочих мест - один из основных факторов, определяющих высокие технико-экономические показатели работы потока.
Рационально организовать рабочее место можно с помощью, оргтехоснастки (например, зажимов для пачки деталей), дополнительных плоскостей (что позволит уменьшить размеры крышки стола, изменения конструкции станины швейной машины.
Кроме рабочих мест должны иметься соответствующие места для хранения кроя деталей и готовой продукции.
Крой хранят на специальных одно- и двухъярусных стеллажах с ячейками,
Рабочие места на потоке размещают в зависимости от типа организационной формы потока.
На агрегатных потоках самое удобное размещение рабочих мест - под прямым углом к продольной оси агрегата при расположении рабочего левым боком к междустолью.
Карта инженерного обеспечения рабочего места
|
Предприятие |
Изделие: блузка женская |
Модель: типовая |
Операция |
|
Лист 1 |
|||
|
Операция: Стачать плечевые срезы |
|||
|
Специальность с Разряд 3 Норма времени, с 60 Расценка 29,25 коп |
AZ6500H-С5DF ОАО «Агат» Россия |
||
|
Материал: шелковая ткань |
Количество стежков в 10 мм строчки: 4 |
||
|
Требования к качеству выполнения операции: |
Нитки: х/б - № 50 |
||
|
Ширина шва стачивания – 10 мм |
|||
|
Иглы: 003702-80- 90 |
|||
|
Совпадение надсечек |
Схема соединения:
|
||
|
Недопустимо: пропуски стежков; искривление шва |
|||
|
Измерения проводятся металлической линейкой методом наложения |
|||
|
Схема организации рабочего места: |


1 Крышка стола
2 Тележка-стеллаж
3 Рабочий стул
4 Подлокотник
5 Плоскость левая боковая
6 Плоскость наклонная
7 Бобинодержатель
|
Карта инженерного обеспечения рабочего места |
Модель типовая |
Операция |
|||
|
Лист 2 |
|||||
|
№ |
Содержание приема |
Код |
Время на прием |
Число приемов |
Общее время |
|
|
Взять левой рукой полочку и спинку и положить их на стол |
А>2> |
1,90 |
2 |
3,8 |
|
|
Обеими руками взять нижние края полочки и спинки |
В>1> |
0,6 |
2 |
1,2 |
|
|
Сложить плечевые срезы полочки и спинки |
D>1> |
0,9 |
2 |
1,8 |
|
|
Подложить под иглу |
C>2> |
0,9 |
2 |
1,8 |
|
|
Стачать срезы со стороны полочки |
S>1> |
13 |
2 |
26 |
|
|
Обрезать нитку ножом |
G>13> |
0,6 |
2 |
1,2 |
|
|
Отложить изделие на тележку-стеллаж |
H>1> |
0,6 |
2 |
1,2 |
|
|
Взять пачку и развязать пачку развернуть |
6 |
2 |
12 |
|
|
|
Пачку развернуть |
2 |
1 |
2 |
|
|
|
Пачку разложить |
2 |
1 |
2 |
|
|
|
Связать пачку |
7 |
1 |
7 |
|
|
60 |
8 ОХРАНА ТРУДА
Все рабочие, поступающие на производство, независимо от их квалификации и стажа работы должны пройти вводный общий инструктаж по технике безопасности и производственной санитарии. Кроме того, не реже чем один раз в год со всеми рабочими независимо от их стажа и опыта работы проводят повторный инструктаж.
При проведении общего вводного инструктажа рабочего следует ознакомить с общими вопросами техники безопасности в объеме, необходимом для всех рабочих независимо от их профессии и места работы.
В производственных помещениях необходимо соблюдать все правила внутреннего распорядка. Приходить на работу следует не менее чем за 5 — 15 мин до начала работы и подготовить рабочее место и оборудование к работе (смазать и почистить машину, разогреть утюг или пресс, проверить исправность оборудования и т. д.).
Подходить к рабочим местам следует только через установленные проходы. Производственную гимнастику разрешается проводить в проходах или других отведенных для этого местах.
В процессе работы необходимо содержать рабочее место в чистоте. По окончании работы необходимо убрать рабочее место, выключить все приборы. Нельзя находиться в производственных помещениях в не застегнутых халатах.
Обо всех случаях нарушения правил внутреннего распорядка, и техники безопасности следует ставить в известность мастера или заведующего производством.
Работающие выполняющие ручные операции должны соблюдать следующие правила:
Быть внимательными, так как при неправильном пользовании оборудованием, инструментами можно подвергнуть себя и других травмированию.
Следить за исправностью инструмента: пользование неисправным инструментом и незнание безопасных способов труда может привести к несчастному случаю.
Выполнять все правила техники безопасности.
В случае ранения, ожога, появления признаков отравления следует немедленно обратиться за медицинской помощью, поставить в известность администрацию о случившемся и без разрешения медицинского персонала и администрации работу не возобновлять.
Обо всех замеченных нарушениях правил по технике безопасности нужно сообщать администрации и требовать устранения причин, которые могут вызвать несчастный случай.
При переносе тяжести одним человеком установлен предел для женщин — не более 20 кг, для мужчин - не более 50 кг.
Каждый работающий обязан знать и выполнять элементарные правила электробезопасности; не прикасаться к оголенным электропроводам.
Запрещается перелезать через ограждения, лазать под машинами или ходовыми частями во время работы машины или станков.
Запрещается загромождать проходы между рабочими местами.
Нельзя самовольно снимать установленные ограждения или устанавливать их в непредусмотренных местах.
Нельзя передавать предметы через работающие машины.
Запрещается развешивать на проводах предметы, так как можно вызвать короткое замыкание, пожар и т. д.
Нельзя без разрешения администрации производить какие-либо эксперименты, устанавливать приспособления, так как не правильная конструкция, незнание техники могут привести к аварии или несчастному случаю.
Работающие на специальных и стачивающих машинах должны соблюдать следующие правила:
Быть внимательными при выполнении работ; при неумелом и неправильном обращении со швейной машиной можно подвергнуть себя опасности прокола пальцев машинной иглой, попадания рук в движущиеся части машины.
Следить за исправностью машины, инструментов и приспособлений.
Проверять до начала работы свое рабочее место, чтобы на машине было ограждение.
При работе на пуговичной и смазку машины на ходу, запрещается надевать ремень на шкив машины на ходу. машине необходимо пользоваться предохранительным экраном.
Не следует класть ножницы около вращающихся частей машины.
Запрещается производить чистку;
Следить за чисткой своего рабочего места и не разбрасывать свои инструменты, а класть их на определенное место.
Работающие с электрическими утюгами должны соблюдать следующие правила:
Быть внимательными при включении электрического утюга, держаться только за деревянную ручку рубильника, следить, чтобы рубильник был закрыт предохранительным кожухом, и не снимать его.
Не дотрагиваться до токопроводящих частей электрического утюга, рубильника, штепсельной розетки, вилки.
Помнить, что работа с электрическим утюгом требует большого внимания.
Проверить до начала работы изоляцию шнура.
До начала работы проверить и подготовить рабочее место.
Осторожнее обращаться с утюгом (металлическая часть утюга может расшататься и электрический элемент соединиться с корпусом утюга).
Следить за электрическим утюгом: замыкание на корпус можно обнаружить по легкому покалыванию рук во время работы.
Следить во время работы, чтобы шнур не касался утюга, так как на шнуре может обгореть изоляция.
Следить за нормальным нагревом утюга и не допускать его перегрева.
Не опускать перегретый утюг в ведро с водой — можно получить ожог рук и глаз.
В случае перегрева выключить утюг и охлаждать, проводя им по влажной тряпке.
Выключать утюг во время перерыва на обед и по окончании работы; из-за не выключенного утюга часто возникают пожары.
При неисправности электрического утюга, рубильника, штепсельной розетки, вилки прекратить работу и вызвать электромонтера.
В случае ожога обращаться в медпункт.
На любом швейном предприятии имеется большое количество электрооборудования, измерительной техники и автоматики.
Наиболее распространенные причины поражения людей электрическим током следующие: неисправность электрооборудования, проводов, пусковых устройств; отсутствие или неудовлетворительное состояние защитных и предохранительных устройств; применение неисправных переносных ламп; прикосновение к незаземленным частям электрооборудования и др.
Поражения электрическим током могут быть внешние и внутренние. Наибольшую опасность представляет внутреннее поражение или электрический удар, при котором в первую очередь поражается центральная нервная система, нарушается дыхание, кровообращение, возможны длительное обморочное состояние и даже смертельный исход.
Основными мероприятиями по предупреждению электротравматизма являются: двойная изоляция; блокировка аппаратов и ограждений для предотвращения доступа к токоведущим частям; применение предупредительной сигнализации и др. Спасение жизни человека, попавшего под действие электрического тока, проводится в два этапа: освобождение пострадавшего от воздействия тока и оказание ему первой помощи.
Пожаром считается неконтролируемое горение вне специального очага, наносящее материальный ущерб Борьба с пожарами ведется в трех направлениях: предупреждение возникновения пожаров, ограничение путей распространения огня, ликвидация возникающих пожаров.
Основными причинами пожаров являются: неосторожное обращение с огнем, неудовлетворительное состояние электротехнических устройств и несоблюдение правил их эксплуатации, неисправность производственного оборудования и нарушение режимов технологических процессов, неисправность отопительных приборов и нарушение правил пожарной безопасности при их эксплуатации.
В задачи противопожарной профилактики входят: полноценное снабжение средствами тушения пожара (огнетушители, пожарные краны и др.), освобождение коридоров, лестничных клеток от захламления, оперативное открывание дверей — пожарных выходов, содержание в постоянной готовности пожарных кранов, наличие планов эвакуации людей при пожаре, а также нумерация лестничных клеток, этажей, входов и выходов.
9 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
В настоящее время хозяйственная деятельность человека все чаще становится основным источником загрязнения биосферы. В природную среду во все больших количествах попадают газообразные, жидкие и твердые отходы производств, попадая в почву, воздух или воду, они переходят по экологическим звеньям из одной цепи в другую, попадая в конце концов в организм человека.
Вещества, загрязняющие природную среду, очень разнообразны. В зависимости от своей природы, концентрации, времени действия на организм человека они могут вызвать различные неблагоприятные последствия. Кратковременное воздействие небольших концентраций таких веществ может вызвать головокружение, тошноту, першение в горле, кашель.
Исследования воздушной сферы показывают, что в швейном производстве, в зависимости от вида использованного сырья и характера технологического процесса, в рабочую зону выделяется пыль, вредные газы, избыточное тепло.В целях снижения вредных воздействий, необходимо чтобы все машины были оснащены местной вытяжной вентиляцией. Процесс чистки оборудования и помещений фабрики следует механизировать с помощью передвижных пылесосов или централизованных вакуумных установок, обеспечивающих чистоту рабочей среды и сокращение ручного труда.
Для сокращения сырьевых отходов на всех стадиях производства необходимо внедрять мало – и безотходные технологии, а также максимально использовать отходы основного производства непосредственно на данном предприятии. Необходимо организовать сбор производственных отходов для их вторичного использования, изготовления из них товаров народного потребления и изделий производственно технического назначения.
ЗАКЛЮЧЕНИЕ
Целью дипломного проекта является разработка технологического потока по изготовлению блузки женской из шелковой ткани.
Была разработана коллекция моделей блузок, которая отвечает основным тенденциям современной моды и отвечает требованиям, предъявляемым к швейным изделиям заданного ассортимента. Конструкция модели соответствует фигуре человека, поэтому изделие удобно в носке, обеспечивает свободу движения.
Конструкция модели технологична и позволят рационально использовать материалы, применять эффективные методы изготовления одежды, новое оборудование. Изделие надежно в эксплуатации в течение всего периода носки и безопасно в пользовании. Уровень качества модели определяется соответствием, предъявляемым потребительским и промышленным требованиям.
Все материалы верха, приклада, фурнитура и швейные нитки по своим свойствам, размерным признакам, внешнему виду и цвету соответствуют модели, друг другу и направлению моды. Также при выборе материалов были учтены технологические особенности обработки.
Коллекция моделей разработана на одной конструктивной основе. Выполненные раскладки получились рациональными - процент межлекальных выпадов составил % , при нормативе %.
Технология изготовления соответствует уровню современной организации производства, позволяет значительно улучшить качество и повысить производительность труда. Выбранные методы обработки обеспечивают высокую производительность и качество ниточных соединений, а также надежность их при эксплуатации одежды.
Параметры ВТО выбраны в соответствии с физико-механическими свойствами ткани. Для изготовления блузки были применены машины отечественного производства 131 ряда и стачивающе - обметочная AZ6500H-С5DF .
На основе выбранных методов обработки были составлены технологическая последовательность и схема разделения труда.
Анализ графика синхронности показывает, что поток согласован правильно. Коэффициент синхронности равен единице. Диаграмма синхронности показывает специализацию рабочих мест. Монтажный график наглядно выявляет структуру потока, последовательность деталей в потоке, порядок запуска деталей, На основании монтажного графика было решено, что поток будет агрегатно-групповым.
Планировка рабочих мест выполнена с максимальным соблюдением правил. При расстановке рабочих мест обеспечена непрерывность потока от места запуска кроя до сдачи готовой продукции. В потоке нет пересечений линий получения кроя, готовых изделий и перемещения рабочих. Для перемещения полуфабрикатов используются бесприводные транспортные средства. Организация рабочих мест выполнена рационально с применением НОТ и рациональных трудовых приемов.
В потоке предусмотрены мероприятия для повышения качества продукции, предупреждению брака.
В проекте представлена организация работы раскройного, подготовительного и экспериментального цехов, а также охрана труда и окружающей среды.
В дипломном проекте представлена экономическая оценка потока, в которой были рассчитаны следующие показатели:
|
Технико-экономические показатели |
Числовое значение |
|
Выпуск в смену, М>см> |
262 ед. |
|
Трудоемкость изготовления изделия, Т>изд> |
2745 сек |
|
Численность рабочих: расчетная, N>р> Фактическая,N>ф> |
24,95 чел. 25 |
|
Выработка на одного рабочего в смену (производительность труда), ПТ |
10,5 ед. |
|
Средний тарифный разряд, r>ср> |
3,01 |
|
Средний тарифный коэффициент, Q>c>>р> |
1,3 |
|
Стоимость обработки единицы изделия, Р>изд> |
16,07 руб. |
|
Коэффициент загрузки (согласования), К>с> |
1,00 |
|
Коэффициент механизации потока, К>м> |
0,71 |
|
Коэффициент использования оборудования, К>и.о.> |
0,95 |
|
Съем продукции с 1 м2 производ. площади, σ |
1,72 ед. |
|
Длительность производственного цикла, Д>ц> |
2,45дн. |
|
Рост производительности труда, РПТ |
5 |
|
Снижение затраты времени, СЗВ |
5 |
|
Межлекальные отходы, В>ф> |
|
|
Себестоимость, С |
208,25 |
|
Рентабельность, Р |
34,5 |
|
Прибыль, П |
71,75 |
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Белов С.В. Безопасность жизнедеятельности [Текст]: Учебник для студентов средних спец. учеб. заведений/ С.В. Белов, – М.: Высшая школа,- 2003, 357 с.
ГОСТ 12807-99 Изделия швейные. Классификация стежков, строчек, швов.
Зак И.С., Горохов И.К., Воронин Е.И. Справочник по швейному оборудованию [Текст] / И.С. Зак, И.К Горохов, Е.И. Воронин .- М.: Легпробытиздат.- 1981.-
Кокеткин П.П. Одежда: технология-техника, процессы - качество: Справочник [Текст] / П.П. Кокеткин.- М.: МГУДТ.- 2001.- 560с.
Основы функционирования технологических процессов швейного производств: Учебное пособие для ВУЗов и ССУЗов [Текст] / В.Е. Мурыгин, Е.А Чаленко..- М.: Спутник +,-2001.- 299с.
Промышленная технология одежды: Справочник[Текст] /П.П. Кокеткин, Т.Н., Кочегура, В.И., Барышникова и др.- М.: Легромбытиздат.- 1988- 640с.
Современные формы и методы проектирования швейного производства [Текст] / Т.М.Серова, А.И. Афанасьева, Т.И. Илларионова, Р.А Делль. - М.: МГУДТ, 2004.- 340с.
Технология швейного производства: Учеб.пособие для сред.проф.учеб.заведений [Текст] / Э.К. Амирова, А.Т. Труханова, О.В. Саккулина, Б.С. Саккулин.- М: Академия,-2004.-480 с.
Труханова А.Т. Технология мужской и женской верхней одежды [Текст]./ А.Т. Труханова - М.: Высшая школа, - 2003.-
Приложение А
ОРГАНИЗАЦИЯ РАБОТЫ ЭКСПЕРИМЕНТАЛЬНОГО ЦЕХА
Швейное предприятие представляет собой сложный механизм взаимосвязанных основных и вспомогательных цехов, отделов и служб. Упрощенная схема взаимодействия основных цехов предприятия показана на рис.
Как видно из схемы, изготовлению изделий предшествуют процессы подготовки моделей к запуску в производство, подготовки материалов к раскрою и их раскрой, который осуществляется на различных этапах подготовительного – раскройного производства (ПРП).
Основной задачей экспериментального цеха является своевременная и качественная подготовка моделей к запуску в производства, к которой относятся:
разработка перспективного и текущего ассортимента изделий с учетом изучение спроса, конъюнктуры рынка и направление моды;
моделирование;
конструкторская и технологическая проработка новых моделей;
разработка оптимальных режимов технологических процессов;
изготовление лекал, трафаретов и светокопий, нормирование расходов всех материалов;
подготовку технической документации на модель.
Кроме этого в функции экспериментального цеха входит:
осуществление авторского надзора за моделями, внедренными в производства;
контроль за рациональным использование материалов;
постоянное совершенствование конструкции и технологие изделий, внедрение новых методов обработки и т.д.
разработка мероприятий по использованию отходов производства;
испытание и внедрение нового оборудования и средств малой механизации;
оказание помощи швейным цехам в освоение новых видов изделий, моделей, оборудования и приспособление;
контроль за соблюдением технологических режимов обработки в производственных условиях.
В соответствии с задачами экспериментального цеха в нем выделяются следующие группы: моделирование, конструирование, технологическая, лекальная, нормирования.
При разработке моделей на предприятии группа моделирования выполняет ряд функций: эскизная проработка промышленной коллекции моделей; создание образцов моделей, соответствующих современному уровню моделирования, конструирования и технологии; авторский надзор за выпуском продукции в соответствии с образцом - эталонами; изучение потребительского спроса.
Работа группы конструирования направлена на разработку и уточнение конструкции новых промышленных модель, разработку и комплектование всей технической документации на модель, совершенствование процесса моделирования и конструирования в направление стандартизации деталей одежды. В функции группы входит разработка и уточнение конструкции моделей; разработка и уточнение лекал оригиналов (для всех видов материалов на базовый размер и рост); раскрой проработочных образцов, опытной партии и образцов эталонов; градация лекал; разработка технического описание на модель.
Технологическая группа экспериментального цеха работает в тесной связи с группой конструирования и решает следующие задачи:
разработка и уточнение технологии изготовление новой модели;
изготовление проработочных образцов, образцов – эталонов и опытной партии;
разработка технического описание на модель;
разработка прогрессивной трудо – и ресурсосберегающей технологии;
внедрение унифицированных способов обработки;
обучение мастеров и швейных цехов;
контроль за качества изготовление изделий в цехах;
Лекальная группа экспериментального цеха занимается изготовлением и обновлением лекал.
В группе нормирования экспериментального цеха определяется норма расходов всех материалов, анализируется фактический расход материалов и разрабатываются мероприятия по их экономии.
Экспериментальный цех непосредственно связан со всеми основными цехам.
Приложение Б
ОРГАНИЗАЦИЯ РАБОТЫ ПОДГОТОВИТЕЛЬНОГО ЦЕХА
Основной задачей подготовительного цеха является подготовка материалов для передачи их для раскроя, включающая в себя: прием материалов, проверка качества материалов, расчет кусков материалов для их использования с минимальными остатками, подбор кусков материалов и их передача в раскройный цех, изготовление зарисовок раскладок лекал, оформление сопроводительной документации.
Прием и хранение материала.
Материал поступает на швейное предприятия на автомобилях в кусках или кипах, размещенных в контейнерах или не посредственно в кузове. При контейнерной поставке съем материала с автомобиля осуществляется электротралью или автопогрузчиком. Перемещение контейнера в зону выгрузки и распаковки, расположенную внутри помещения, может выполнять грузовоз.
При не контейнерной поставке материал выгружают из автомобиля вручную и транспортируют его в зону распаковки и хранения, используя электропогрузчики, электроштабелеры с поворотными вилами, передвижные контейнеры, передвижные контейнеры-погрузчики, склизы и тележки.
Материал поставляют швейным предприятиям в соответствии с положением о поставке продукции производственно- технического назначения.
Порядок и сроки приема материала определяются инструкциями о порядке приема продукции производственно-технического назначения и товаров массового спроса по количеству.
Прием импортных материалов осуществляется в соответствии: с условиями выполнения российскими внешнеторговыми объединениями заказов российских организаций на импорт товаров; инструкцией о сроках и порядке составления рекламационных актов на импортные товары и направлении этих актов внешнеторговым объединениям; инструкцией о порядке проверки качества и количества импортных товаров экспертами; условиями контракта; техническими требованиями к импортным трикотажным полотнам.
Прием материалов по количеству товарных мест осуществляют по транспортным и сопроводительным документам. Каждому куску присваивают номер и выписывают на принимаемую партию. Всю документацию оформляют в соответствии с руководством по первичному учету. Принятые материалы освобождают от от тары и хранят на участках не разбракованных материалов.
Для сокращения количества ручных операций при транспортировании материалов используют поддоны. Материалы на поддонах размещает в многоярусных станционарных стеллажах с ячейками. Ярусы и ячейки стеллажей имеют буквенно-цифровое обозначение. Склад с многоярусными стеллажами обслуживается с помощью штабелера или крана-штабелера.
В качестве транспортных средств для межцехого и внутрицехого транспортирования целесообразно использовать ручные и электрические тележки с подъемной платформой. Для комплексной механизации подъемно-транспортных операций следует применять электропогрузчики,которые позволяют частично или полностью лмквидировать ручной труд и резко повысить проиводительность труда.
Разбраковка, измерение длины и ширины материала. Контролю подлежат все поступившие материалы на предприятия. При разбраковке определяют качество материалов.
Разбраковку и измерение материалов верха осуществляют параллельно (одновременно на одном рабочем месте) на разбраковочно-измерительной машине или последовательно на разбраковочной машине и трехметровом измерительном столе, подкладочных и прикладных материалов- параллельно на разбраковочно- измерительной машине.
Сортность материала в зависимости от его внешнего вида определяют визуально в соответствии с ГОСТ: для тканей – ГОСТ 358-82, ГОСТ 187-71, ГОСТ 161-75, ГОСТ 357-75; для искусственных тканей на трикотажной основе- ОСТ 17-885-81, на тканной основе- ГОСТ 187-71, ОСТ 17-833-80, ТУ 17-09-79-80, ТУ 17-09-65-80.
Импортный искусственный мех принимают в соответствии с техническими требованиями к импортному искусственному меху из химических волокон.
Хранение и транспортирование разбракованных материалов. Разбракованный материал хранят поштучно на полочных стеллажах. Поштучный способ хранения, при котором каждый кусок хранится в определенном месте, улучшает условия подбора материалов.
Для обеспечения ритмичной работы предприятия в подготовительном цехе должен находиться необходимый и достаточной запас разбракованных материалов в соответствии с временными нормами производственных запасов тканей и инструкцией по определению их для подготовительных цехов предприятий швейной промышленности.
Подача материалов в раскройный цех. В подготовительном цехе на основании карты расчета и первых экземпляров паспортов комплектуется куски материала для настилов. Куски материала снимают со стеллажей с помощью специальных устройств, штабелеров, погрузчиков и других средств в зависимости от установленного на предприятии оборудования. Материал подают в раскройный цех на механических или ручных тележках, указанном в карте расчета.
Подобранные в подготовленном цехе комплекты материалов вместе с зарисовками раскладки лекал на полотне, трафаретами или светокопиями передают в раскройный цех.
Приложение В
ОРГАНИЗАЦИЯ РАБОТЫ РАСКРОЙНОГО ЦЕХА
Раскройное производство является важнейшим этапом швейного производства, где закладываются предпосылки изготовления изделий заданного качества. Основными технологическим процессами раскройного цеха являются: настилание, обрезка краев материала, рассекание настилов на части, вырезание деталей, нумерация кроя и транспортирование его в швейные цеха; навешивание талонов цветовой последовательности; хранение, заполнение товарного и контрольного ярлыков.
Подготовленные согласно заданию материалы получают вместе с зарисовками раскладок, проверяя по сопроводительным документам количество кусков, длину, ширину и артикул, указанную в паспортах кусков.
Первый этап раскроя это настилание материалов. Настилание материалов может быть выполнено «лицом к лицу» или « лицом вниз». Настилание «лицом к лицу» должно быть обязательно парным. Второй способ применяется для всех материалов без учета четного или нечетного числа.
Настилание осуществляется вручную или механизировано с помощью настилочных машин (МНТ-2), полуавтоматического комплекса ПНК-2 и др.
При ручном выполнении процесса настилания столы оборудуют размоточными устройствами, линейками для прижатия переднего конца настила. После контроля качества настила и подмелки контуров детали съемщик настила проверяет общее количество полотен в настиле.
Для обеспечения правильной комплектации деталей последние клеймят или маркируют, прикрепляя или наклеивая талоны, написанные мелом или карандашом.
Раскрой материалов на детали одежды – важнейший этап швейного производства. От качества кроя зависит качество швейных изделий. Процесс раскроя швейных изделий осуществляют в два приема: расчленение настила на части и выкраивание деталей. Существуют три основных метода раскроя материалов: пиление; вырубание; неклассический.
Пиление осуществляется с помощью раскройных ножей. Основной трудностью при пилении является выкраивание деталей с острыми углами.
Вырубание бывает Катковой, прессовое, ротационное.
К неклассическим способам относятся:
- электроискровой. При этом методе раскладка лекал вычерчивается графитом. Один электрод закрепляется к началу линии, другой – к ее концу. При прохождении тока высокой частоты материал под графитом разрушается.
-ультразвуковой осуществляется с помощью специального аппарата, резанье происходит за счет ультразвуковых волн.
Раскрой лучом лазера получил широкое распространение, т.к. избегается ряд операций в технологии изготовления одежды. Обмеловка полотна заложена в программе ЭВМ. За счет оплавления срезов деталей отпадает необходимость обметывания. Разметка вытачек, складок, места расположения карманов производится на стадии раскроя деталей.
- раскрой микроплазмой. В качестве рабочего органа используют газ аргона или азотно-ангидридная смесь.
При раскрое деталей изделий отклонение от заданной формы не должно превышать 1-3 мм. Глубина надсечек во всех деталях должна быть 4-5 мм.
Качество выкроенных деталей проверяют по контрольным лекалам наложением на них деталей верхнего, среднего и нижнего слоев настила.
Приложение Г
РАСЧЕТ СЕБЕСТОИМОСТИ ИЗДЕЛИЯ
Определение себестоимости единицы продукции необходимо для расчета рентабельности, для установления цен на продукцию, для организации коммерческого расчета. Себестоимость определяется на основе калькуляции продукции.
Таблица 1 - Статья 1. Сырье, материалы, фурнитура
|
№ |
Наименование материалов |
Единица измерения |
Затраты на единицу изделия |
||
|
норма расхода |
цена, руб. |
сумма, руб. |
|||
|
|
Ткань шелковая плательная |
м |
1,36 |
90 |
122,4 |
|
|
Нетканое клеевое полотно |
м |
0,4 |
30 |
12 |
|
|
Нитки |
кат. |
2 |
3 |
6 |
|
|
Пуговицы |
шт. |
6 |
1,5 |
9 |
|
|
Маркировочная лента |
шт. |
1 |
0,5 |
0,5 |
|
|
Фабричная марка |
шт. |
1 |
1 |
1 |
|
|
Товарный ярлык |
шт. |
1 |
1 |
1 |
|
|
Полиэтиленовый пакет |
шт. |
1 |
1 |
1 |
|
ИТОГО: |
152,9 |
Калькуляция себестоимости включает в себя следующие статьи расходов:
Статья 2 Реализуемые отходы 0,06%
Статья 3 Транспортно-заготовительные расходы 10%-
Статья 4 Основные заработная плата производственных рабочих за ед. изделия-
Статья 5 Дополнительная заработная плата-20%-
Статья 6 Отчисления на социальные нужды -28%-
Статья 7 Общецеховые расходы-1,5%
Статья 8 Общехозяйственные расходы-1,5%
Статья 9 Прочие производственные расходы 10%
Расчет полной себестоимости изделия представлен в табл.2.
Таблица 2 - Калькуляция статей себестоимости
|
№ п.п. |
Наименование статей затрат |
Затраты на единицу, руб. |
|
1. |
Сырье, материалы и фурнитура |
152,90 |
|
2 |
Реализуемые отходы0,06% |
0,09 |
|
3. |
Транспортно-заготовительные расходы 10% |
15,29 |
|
4. |
Заработная плата ППП |
16,08 |
|
5 |
Дополнительная заработная плата 20% |
3,22 |
|
6. |
Отчисления на социальные нужды 28% |
4,50 |
|
7. |
Общецеховые расходы 1,5% |
2,41 |
|
8 |
Общехозяйственные расходы 1,5% |
2,41 |
|
9 |
Прочие производственные расходы 10% |
1,61 |
|
Итого себестоимость единицы изделия |
198,33 |
|
|
10. |
Коммерческие расходы 5% |
9,92 |
|
Итого цеховая себестоимость |
208,25 |
Расчет прибыли и рентабельности
Прибыль - это разница между отпускной ценой и себестоимостью. Планируемая цена за единицу изделия составляет 280 руб.
Прибыль с единицы изделия составляет
Пр = 280-208,25 = 71,75руб.
Рентабельность - показатель эффективности работы предприятия.
Рентабельность с единицы изделия составляет :
Р=Пр/с/стоимость100 =71,75/208,25×100=34,5%
Материалоемкость - соотношение себестоимости и стоимости материала.
Мем= =
= %
%
Технико- экономические показатели потока представления в таблице
Таблица 3- Технико-экономические показатели потока
|
№ п/п |
Наименования показателей |
Единицы измерения |
значения |
|
1 |
Выпуск изделий в смену |
ед . |
262 |
|
2 |
Численность основных рабочих в потоке |
чел |
25 |
|
3 |
Выработка одного рабочего в смену |
ед |
10,5 |
|
4 |
Трудоемкость |
сек |
2745 |
|
5 |
Рост производительности труда |
% |
5 |
|
6 |
Сокращение затраты времени |
% |
5 |
|
7 |
Средняя заработная плата за единицу изделия |
руб. |
16,08 |
|
Коэффициент механизации |
0,71 |
||
|
Средний тарифный коэффициент |
3,01 |
||
|
Средний тарифный разряд |
1,3 |
||
|
Полная себестоимость |
руб. |
208,25 |
|
|
Отпускная цена |
руб. |
280 |
|
|
Прибыль |
руб. |
71,75 |
|
|
Рентабельность |
% |
34,5 |
|
|
Материалоемкость |
% |
73,42 |